
NEWS OF BETTER PACKAGING - MULTIVAC UPDATE...servicio que MULTIVAC ofrece al respecto. MULTIVAC...
63
UPDATE NEWS OF BETTER PACKAGING 01/2015 TEMA CENTRAL MultiFresh™ Solución completa para envases de tipo skin al vacío perfectos Nuevo producto Termoformadora R 105 MF para envases de tipo skin al vacío en lotes pequeños OTROS TEMAS Desarrollo comercial y tendencias del mercado Entrevista con Hans-Joachim Boekstegers sobre el desarrollo comercial de MULTIVAC en el panorama económico actual
Transcript of NEWS OF BETTER PACKAGING - MULTIVAC UPDATE...servicio que MULTIVAC ofrece al respecto. MULTIVAC...

UPDATENEWS OF BETTER PACKAGING
01/2015
TEMA CENTRAL
MultiFresh™ Solución completa para
envases de tipo skin al vacío perfectos
Nuevo producto Termoformadora R 105 MF para envases
de tipo skin al vacío en lotes pequeños
OTROS TEMAS
Desarrollo comercial y tendencias del mercado
Entrevista con Hans-Joachim Boekstegers sobre el desarrollo comercial de MULTIVAC en el
panorama económico actual

“PONEMOS TODO NUESTRO ESFUERZO EN CONSOLIDAR
A NIVEL MUNDIAL NUESTRA RED DE VENTAS Y SERVICIO
TÉCNICO”.
Estimados lectores:
Si echamos la vista atrás, el 2014 fue un año en el que to-
das las áreas comerciales de nuestra empresa obtuvieron
resultados positivos. Prueba de ello son las soluciones de
envasado que ofertamos y que responden a las exigen-
cias de los mercados. Incluso la cifra de pedidos recibidos
a principios de año cumple nuestras expectativas.
Para seguir mejorando la disponibilidad y los tiempos
de entrega de nuestras piezas de repuesto, estamos in-
mersos en la construcción de un nuevo centro logístico
que comenzará a funcionar a mediados del próximo año.
Este edificio representa el primer paso de nuestro nuevo
concepto logístico y a él le seguirán otros centros reparti-
dos por diversas regiones.
Ponemos todo nuestro esfuerzo en consolidar a nivel
mundial nuestra red de ventas y servicio técnico que ac-
tualmente cuenta con más de 2.500 trabajadores. Para
ello estamos contratando en nuestras empresas distri-
buidoras a más expertos locales que revisen in situ las
piezas desgastadas como las placas calefactoras y de sol-
dadura; así podremos seguir mejorando nuestras presta-
ciones de servicio técnico y la disponibilidad de las piezas
para nuestros clientes en todo el mundo.
Una de las citas estrella en nuestro calendario de fe-
rias de este año fue la Anuga FoodTec. Allí presentamos
nuestras innovaciones en las áreas de envasado, inspec-
ción y marcado, entre las que destaca una línea completa
y lista para usar destinada al envasado de alimentos. En
consonancia con el lema de este evento “uso eficiente
de los recursos”, todas las máquinas expuestas se dis-
tinguían por sus tecnologías inteligentes respecto a los
procesos y herramientas empleados y que permiten
una gran eficiencia, sobre todo en lo referente al con-
sumo de materiales de envase. Con la termoformadora
R 105 MF presentamos por primera vez un modelo básico
para la fabricación de envases skin al vacío MultiFresh™
y también una gama completa de láminas MultiFresh™
optimizadas para esta aplicación.
En nuestra nueva edición de UPDATE le presentamos
estos y muchos otros temas. Espero que disfruten enor-
memente con la lectura.
Un cordial saludo,
Hans-Joachim Boekstegers
3
UPDATE 1 ´15EDITORIAL

ÍNDICE
+ + +ENVASES DE TODO EL MUNDO
CHINAUna solución de envasado para productos avícolas
que aumenta el valor añadido .............................pág. 64
POLONIAEnvasado automatizado de queso en lonchas .....pág. 68
ITALIAEnvasado a la perfección de queso en lonchas
con forma triangular ............................................. pág. 74
ALEMANIAEntrevista con el famoso chef Holger Stromberg sobre
sus experiencias con la MULTIVAC C 300 ...........pág. 80
BÉLGICAEnvasado en bandejas para antipasti frescos.......pág. 86
PAÍSES BAJOSCarne de ternera envasada
con el mayor cuidado con MultiFresh™ ...............pág. 92
Envasado en bolsas de quesos enteros .............pág. 100
EE. UU.Un famoso restaurante de Misuri que utiliza
una envasadora de campana para aplicaciones
sous-vide ............................................................pág. 106
CHILEEl envasado en bolsas facilita el suministro
de comida a los mineros .................................... pág. 110
EDITORIAL .............................................................pág. 3
SNAPSHOT ............................................................pág. 6
MULTIVAC POR DENTRO .....................................pág. 8
BEYOND PACKAGING
“QUIERO SEGUIR IMPULSANDO LA INTERNACIONALIZACIÓN”.Entrevista con Christian Traumann sobre
su nuevo puesto como Presidente de la
Asociación Técnica Alemana de Máquinas
para Procesamiento de Alimentos y Máquinas
de Envasar de la VDMA ..................................... pág. 116
INNOVACIONES Y PRODUCTOS
TERMOSELLADORASMULTIVAC amplía su cartera de productos ......... pág. 24
ALINEACIÓN DE ENVASESMáxima potencia incluso con
sistemas de inspección integrados .................... pág. 28
IDENTIFICACIÓNUna impresora rentable para diseños
de impresión pequeños ........................................pág. 32
CONTROL DE CALIDADInspección por rayos X con alta resolución ..........pág. 36
MANIPULACIÓN DE LÁMINASSoluciones de transporte que facilitan
el cambio de lámina .............................................pág. 40
TEMA CENTRAL
MULTIFRESH™Solución completa para
envases de tipo skin al vacío perfectos ................ pág. 14
NUEVO PRODUCTOTermoformadora R 105 MF para envases
de tipo skin al vacío en lotes pequeños ...............pág. 20
OTROS TEMAS
DESARROLLO COMERCIAL Y TENDENCIAS DEL MERCADOEntrevista con Hans-Joachim Boekstegers sobre
el desarrollo comercial de MULTIVAC en el
panorama económico actual ................................pág. 42
ENVASADO MÁS EFICIENTESoluciones para aumentar la disponibilidad de las
máquinas, la eficiencia de materiales de envase
y la eficiencia energética. .....................................pág. 46
MYLAR® COOKEntrevista con Lilly Schmidt sobre las ventajas
de Mylar® COOK .................................................pág. 52
SOLUCIONES DE ETIQUETADOEntrevista con Christian Vlasselaer sobre
el éxito con el que ha comenzado la venta de
la BASELINE L 300 en Bélgica .............................pág. 58
CALENDARIO DE FERIAS ................................. pág. 122
Responsables de la edición ................................ pág. 123
¿SABÍA YA QUE... ?
EFICIENCIA GENERAL DE LOS EQUIPOS (OEE)MULTIVAC le ofrece muchas posibilidades
para aumentar la Eficiencia General de los Equipos de
sus instalaciones de envasado ........................... pág. 118
UPDATE 1 ´15

MULTIVAC amplía continuamente su gama de termoselladoras para cumplir los requisi-
tos más diversos del mercado. Por ello seguimos desarrollando los formatos de horma
disponibles o creamos soluciones para fabricar envases skin al vacío para productos que
sobresalen mucho.
7
UPDATE 1 ´15SNAPSHOT

MULTIVAC REINO UNIDO INICIA UN PROGRAMA DE RECONVERSIÓN
M ejoras en el equipamiento que aumentan los bene-
ficios para los clientes: desde su primera ocupación
a finales de los años 80, la MULTIVAC House ubicada en
Rivermead (Swindon) ha sufrido varias reconversiones.
Como consecuencia de un nuevo programa de moderni-
zación implementado desde febrero de 2015 y que conlle-
va una inversión de dos millones de libras, la industria de
envasado británica contará a partir de ahora con una ofer-
ta de soluciones inigualable. Una vez finalizada la recon-
versión, las instalaciones dispondrán de un equipamiento
único entre las empresas del área envasado. La primera
fase de reconversión finalizará en julio de 2015.
Durante esta fase se ampliarán, entre otras, las insta-
laciones destinadas a la formación con una inversión de
alrededor de un millón de libras. Las mejoras se aplicarán
en las salas de formación, con un diseño más práctico y
equipándolas con modernas tecnologías de audio y vídeo.
Además, el Innovation Centre se equipará con una co-
cina para pruebas, con salas adicionales para ensayos y
demostraciones y con una sala de envasado refrigerada.
Esta sala aumenta en gran medida las opciones disponi-
bles para llevar a cabo pruebas de envasado. La tempe-
ratura ambiente puede controlarse totalmente en la sala
y, además se instalarán compuertas como medida de
higiene (normales en la industria alimentaria), vestuarios
y una sala refrigerada para alimentos. Esta sala también
puede usarse para pruebas de durabilidad y para fabricar
muestras de producto consumibles.
En la segunda fase del programa de reconversión las
oficinas se reestructurarán para albergar a más trabajado-
res. MULTIVAC Reino Unido planea en el futuro abrir sus
puertas regularmente a visitantes que deseen informarse
sobre los productos ofertados.
MULTIVAC ORGANIZA TALLERES SOBRE EL ENVASADO DE PESCADO
P roductos obtenidos en la pesca: ¿Qué es lo importante a la hora de
envasar el pescado? ¿Qué hay que tener en cuenta para envasar
un producto sin contaminar y de forma impecable desde el punto de
vista higiénico incluso en lugares donde las condiciones no responden
a los estándares europeos? ¿Y qué soluciones ofrece MULTIVAC en
particular para la industria pesquera? Un grupo de visitantes de Sene-
gal encontró las respuestas en un seminario de un día organizado por
MULTIVAC a principios de noviembre en Wolfertschwenden. Además
de una visita guiada a la planta de producción, el seminario también
incluía presentaciones y discusiones sobre “Envasado de pescado e
higiene” o “Márketing y tendencias”. En una demostración del funcio-
namiento de las máquinas en el Training & Innovation Center, los asis-
tentes tuvieron la oportunidad de ver cómo se desarrolla el proceso de
envasado de alimentos en los diferentes tipos de máquinas, ya sean
máquinas de campana, termoselladoras o termoformadoras. Los visi-
tantes también demostraron interés por el desarrollo de nuevas solu-
ciones de envasado –pensadas especialmente para sus proyectos– y el
servicio que MULTIVAC ofrece al respecto.
MULTIVAC CHILE Y MULTIVAC BOLIVIA OCU-PAN SUS INSTALACIONES RECIÉN INAUGURADAS
F in de la reconversión: la filial de San-
tiago de Chile se modernizó en 2014
y 900 metros cuadrados de los aprox.
1.000 disponibles cuentan ahora con
un nuevo equipamiento. Gracias a la
reconversión se ha renovado la superfi-
cie disponible y se han creado nuevos
puestos de trabajo y espacios de uso co-
mún. Los trabajos finalizaron en diciem-
bre de 2014. El edificio fue diseñado en
2006 para albergar a aproximadamente
20 trabajadores y ahora ofrece espacio
para 62 personas y cuenta con mayor
superficie de almacenamiento. En las
instalaciones de MULTIVAC Bolivia,
en Santa Cruz de la Sierra, también se
llevó a cabo una reconversión en octu-
bre de 2014. En una superficie total de
100 metros cuadrados, la filial boliviana
cuenta con una sala expositora, varios
puestos de trabajo y un almacén de
piezas de repuesto.
MULTIVAC BÉLGICA ORGANIZA UNA JORNADA DE PUERTAS ABIERTAS: EL “OPEN HOUSE EVENT”
T odas las visitas son bienvenidas: del 2 al 20 de marzo las instalaciones de MULTIVAC Bélgica abrieron sus puertas
por segunda vez con motivo del “Open House Event”. Tras el éxito de esta jornada el año pasado, la empresa vol-
vió a invitar este año a sus clientes y a todas aquellas personas interesadas a que visitaran sus instalaciones durante
tres semanas para así descubrir los avances más punteros de MULTIVAC. Los productos estrella expuestos fueron la
termoformadora R 085, las termoselladoras T 300 Skin y T 600, la etiquetadora BASELINE L 300 y una serie de envasa-
doras de campana; así los visitantes obtuvieron una vista en conjunto de las numerosas posibilidades para las diversas
exigencias de los clientes.
9
UPDATE 1 ´15MULTIVAC INSIDE

LA FÁBRICA DE MULTIVAC EN LECHASCHAU CELEBRA SU 40 ANIVERSARIO Y ESTRENA UN NUEVO CENTRO DE FORMACIÓN PROFESIONAL
C elebración por partida doble: con motivo de su 40
aniversario, MULTIVAC Maschinenbaugesellschaft
en Lechaschau organizó a principios de noviembre una
pequeña fiesta donde también se aprovechó para inaugu-
rar el centro de formación profesional recién construido.
Este centro ocupa una superficie de 1.000 metros cua-
drados y permite ampliar la escuela taller y el laboratorio
para expertos en mecatrónica. Los próximos años podrán
ofertarse aquí 20 plazas de formación profesional adicio-
nales. “Nuestro objetivo es formar lo mejor posible al pro-
pio personal para que cumpla las exigencias en continuo
aumento en el área de alta tecnología. Por ello le damos
especial importancia a la formación profesional de nues-
tros propios empleados”, comenta Andreas Schaller, Di-
rector General de MULTIVAC Maschinenbaugesellschaft
en Lechaschau. “Queremos ofrecer a nuestros alumnos
una formación profesional cualificada y en las instalacio-
nes más modernas. Con el recién construido centro de
formación profesional podemos mejorar claramente las
posibilidades de formación y ofrecer plazas adicionales.”
MULTIVAC COCINA PARA LOS CLIENTES
P reparación sin complicaciones: la industria alimen-
taria coreana experimenta un aumento creciente en
la preparación de comida precocinada. Esta tendencia
impulsó a MULTIVAC Corea a celebrar en noviembre un
seminario centrado en los temas “cocción sous-vide” y
“Mylar® COOK” para más de 80 participantes de la in-
dustria alimentaria. Los asistentes descubrieron en qué
consiste cocinar con la técnica sous-vide y quedaron ma-
ravillados con los platos cocinados allí con productos fres-
cos. El seminario contó además con una demostración
de Mylar® COOK. El material de consumo desarrollado
especialmente para este concepto de envasado se pro-
cesó en una termoformadora y, a continuación, se ofreció
una degustación entre los asistentes del sabroso produc-
to anteriormente envasado en la lámina Mylar® COOK y
cocinado in situ.
MULTIVAC ESPAÑA EN LA FERIA BTA
P resencia en ferias: del 21 al 24 de abril MULTIVAC España estará presente en la Bta 2015 (Barcelona Tecnologías de
la Alimentación) con un stand de grandes dimensiones que ocupará 400 metros cuadrados. Esta feria profesional
celebrada cada tres años tendrá lugar en el recinto ubicado en la Gran Vía de Barcelona. MULTIVAC mostrará diversas
soluciones de envasado para la industria alimentaria: desde envasadoras de campana (BASELINE P 200) y envasado-
ras de cinta con campana (B 210), pasando por termoselladoras (T 600 ), hasta termoformadoras como la R 245, la
R 085 y la BASELINE F 100. Además, los visitantes de la feria podrán informarse sobre las tecnologías de envasado
Mylar® COOK (diseñada especialmente para preparar alimentos a altas temperaturas) y MultiFresh™ (diseñada para
fabricar envases skin al vacío).
UPDATE 1 ´15MULTIVAC INSIDE

MULTIVAC CONSTRUYE UN NUEVO CENTRO LOGÍSTICO EN WOLFERTSCHWENDEN
R ediseñar el concepto logístico: la Dirección de
MULTIVAC celebró a finales de octubre el comienzo
oficial de las obras del nuevo centro logístico en Wolferts-
chwenden. La inversión total asciende a 11,9 millones de
euros. Este centro logístico dispondrá de una superficie
de 5.400 metros cuadrados y contará con los sistemas
de almacenamiento más novedosos y eficientes. Su in-
auguración se espera que tenga lugar a finales de 2015.
“Con esta inversión queremos perfeccionar el suministro
de piezas de repuesto a nuestras 17 filiales europeas”,
comentó Hans-Joachim Boekstegers, Director Gerente y
CEO de MULTIVAC. “Al mismo tiempo nos beneficiare-
mos aquí en la sede de un mejor suministro de material
para la fabricación de nuestras envasadoras. Uno de los
factores de éxito de MULTIVAC es que suministramos
continuamente y en todo el mundo piezas de repuesto
para las máquinas instaladas. La puesta en marcha del
nuevo centro logístico mejorará aún más la disponibilidad
y los tiempos de entrega de nuestras piezas de repuesto.”
Este edificio representa el primer paso de nuestro nuevo
concepto logístico y a él le seguirán otros centros reparti-
dos por diversas regiones.
MULTIVAC ESPAÑA EXPONE SUS PRODUCTOS EN SUS PROPIAS INSTALACIONES
L os alimentos en el punto de mira: en una exposi-
ción de cuatro días de duración, MULTIVAC España
presentó a principios de noviembre sus productos y
soluciones para el envasado de alimentos preparados.
A esta exposición asistieron 110 visitantes de diversos
sectores de la industria alimentaria. Cada día de la ex-
posición se reservó para un grupo determinado de pro-
ductos: “queso y lácteos”, “ahumados”, “productos co-
cinados” y “carne fresca y platos preparados”. Tras una
visita guiada por la fábrica, los participantes conocieron
las soluciones y aplicaciones de envasado relevantes
para sus productos y pudieron intercambiar opiniones
con los técnicos de MULTIVAC. La empresa también
aprovechó la ocasión para mostrar Mylar® COOK, una
tecnología que prepara alimentos listos para cocinar y
los envasa en una lámina especial donde pueden calen-
tarse sin tener que extraerlos de la misma. Este evento
contó con la colaboración de socios externos de la in-
dustria de envasado, entre ellos, Carburos Metálicos, el
Consejo Superior de Investigaciones Científicas (CSIC),
Krehalon, PHH Proveedora, la Universitat Politècnica de
València y Weber.
DÉCIMO ANIVERSARIO DE MULTIVAC EN SUDÁFRICA
F iesta de aniversario: en abril MULTIVAC Sudáfrica
celebrará sus 10 años de existencia en las instala-
ciones de su sede sudafricana ubicada en Heidelberg y
en compañía de algunos de sus socios, distribuidores y
representantes de medios de comunicación. La filial ha
crecido de forma continuada durante los últimos diez
años y, hoy en día, cuenta con oficinas en Ciudad del
Cabo, Durban y Namibia. “Nuestro éxito en Sudáfrica
debemos agradecérselo a todos nuestros trabajadores,
ya que su entrega nos permite ofrecer a los clientes un
excelente servicio”, resume Alex Ferguson, Managing
Director de MULTIVAC Sudáfrica.
MUDANZA INTERNA DEL DEPARTAMENTO MULTIVAC RESALE & SERVICE
M udanza y reorganización: el centro de asistencia técnica para máquinas de segunda mano, revisiones y reequipa-
mientos, MULTIVAC Resale & Service, cambiará de ubicación en la primavera de este año. Debido a la expansión
de este departamento en los últimos años, ha sido necesario dividir de nuevo las áreas de trabajo. Las naves de alma-
cenamiento 4 y 5 se han convertido en naves de producción. La fabricación de herramientas, revisión, revestimiento
PTFE y cableado componen a partir de ahora el área de “fabricación de herramientas” en las naves 4 y 5. El premontaje
y el montaje final se integran ahora en el área de “construcción de máquinas” en las naves 1, 2 y 3.
Comienzo de las obras del nuevo centro logístico (de izquierda a derecha): Daniel Schmid, arquitecto del estudio ds-architektur und stadtpla-nung; Christian Traumann, CFO de MULTIVAC; Karl Fleschhut, alcalde de Wolfertschwenden; Michael Kolbe, pastor de la iglesia evangélica de Woringen; Hans-Joachim Boekstegers, CEO de MULTIVAC; Hans-Joachim Weirather, jefe de distrito de Unterallgäu; Guido Spix, CTO de MULTIVAC; Peter Groll, Director General de la empresa Kutter
UPDATE 1 ´15
12
MULTIVAC INSIDE

MULTIFRESH™: SOLUCIÓN COMPLETA PARA ENVASES SKIN AL VACÍO PERFECTOSPARA LA FABRICACIÓN EN ENVASES SKIN AL VACÍO, MULTIVAC
OFRECE SOLUCIONES DE UN SÓLO PROVEEDOR QUE ABAR-
CAN TANTO ENVASADORAS COMO LÁMINAS DE ENVASADO.
Para ello, MULTIVAC ha seguido ampliando su gama de máquinas y, con la colaboración
de fabricantes de láminas líderes de la industria, ha cualificado un conjunto de láminas
que permiten fabricar envases de primera calidad.
TEMA CENTRAL

El placer de consumir productos de primera ca-
lidad: los consumidores que se preocupan por
su salud suelen adquirir cada vez más carne
ecológica, pescado criado de forma sostenible,
productos selectos para untar en pan o platos preparados
con ingredientes naturales. Para envasar estos alimentos
de forma apetitosa y que puedan conservarse durante el
mayor tiempo posible, los fabricantes y minoristas del
sector alimentario llevan utilizando desde hace algunos
años envases skin al vacío como la solución estrella.
En este procedimiento, la lámina superior del envase
se coloca sin tensión alrededor del producto como una se-
gunda piel, para que éste no pierda su forma y conserve
su aspecto natural. Con este proceso pueden envolverse
con toda seguridad incluso productos con componentes
afilados o duros como huesos, espinas y cáscaras. Ade-
más, el vacío existente en el envase prolonga la durabili-
dad del producto. Puesto que las láminas superiores se
sueldan en toda su superficie con la lámina inferior o con
la bandeja, se evita que el producto pierda su jugosidad.
El alimento queda fijo en la bandeja y así no se resbala
para poder presentarlo en el punto de venta en vertical,
colgado o en horizontal. En el caso de productos congela-
dos, las láminas skin al vacío los protegen de forma fiable
para que no sufran quemaduras por congelación.
El procedimiento de tipo skin al vacío no sólo es ade-
cuado para productos con una forma estable como file-
tes, salchichas, queso o productos congelados, sino que
también se puede utilizar a la perfección con alimentos
blandos como filetes de carne, pescado o patés.
GAMA DE MÁQUINAS MULTIFRESH™
Los envases skin al vacío ofrecen numerosas posibilidades de aplicación a los fabricantes de productos alimentarios.
Como socio de la industria alimentaria, MULTIVAC cuenta con una vasta experiencia que ha aplicado en los envases
skin al vacío y en MultiFresh™, una amplia gama de láminas adecuadas para este proceso de envasado. Además de
sus termoformadoras, MULTIVAC ofrece soluciones para fabricar envases skin al vacío en termoselladoras.
Soluciones de termoformado MultiFresh™
Mientras que en las termoselladoras se
utilizan bandejas estándar con dimen-
siones fijas, los envases termoformados
MultiFresh™ son muy flexibles en cuanto a
la forma que adoptan, ya que la lámina inferior y la lámina
superior se procesan directamente desde el propio rollo.
De esta forma, pueden fabricarse envases con esquinas
redondeadas o con contornos formados de forma indivi-
dual. Además, estos envases pueden equiparse con una
esquina abrefácil que facilita su apertura a los consumi-
dores. El fondo del envase puede diseñarse de forma es-
pecífica para cada cliente, por ejemplo, con nervaduras,
radios, relieves en el fondo y otras formas similares que
dan estabilidad al envase, mejoran su aspecto y sirven
para caracterizar la marca.
El molde de los envases termoconformados
MultiFresh™ suele tener entre 5 y 10 mm de profundidad
y el producto sobresale por encima de éste para poder
presentarse de forma atractiva. Las cavidades se termo-
forman en la máquina, se llenan a mano o de forma au-
tomática y se sueldan al vacío en toda su superficie en
la horma de soldadura MultiFresh™. Los dispositivos de
corte dan al envase el contorno deseado. El guiado por
cadena de la lámina superior integrado de las termofor-
madoras MultiFresh™ garantiza un guiado estable de la
lámina superior hasta la estación de soldadura. “El siste-
ma de guiado por cadena de la lámina superior mantiene
tensa la lámina a la derecha y a la izquierda, ya que es
sostenida como una lona de salto de la que se tira en
cuatro direcciones. Gracias a lo anterior, la lámina queda
colocada en transversal al sentido de marcha, permanen-
temente bajo tensión. Este procedimiento otorga mucha
seguridad al proceso y permite obtener una gran calidad
del envase independientemente de la velocidad a la que
funcione la máquina”, comenta Thomas Fickler, Gerente
de Productos skin en MULTIVAC.
MultiFresh™: gama de máquinas estándar
La cartera de máquinas MultiFresh™ cumple las exigen-
cias más diversas en torno a tamaños de envase, rendi-
miento y grado de automatización. A la gama estándar
pertenecen las termoformadoras R 175, R 275 y R 575,
así como las termoselladoras semiautomáticas T 200 y
T 250 y las termoselladoras completamente automáticas
T 300, T 600, T 700, T 800 y T 850. Gracias al cambio de
horma sencillo, pueden reequiparse rápidamente todas
las máquinas para distintos tamaños y formas de envase.
Modelo básico para envases tipo skin al vacío
MULTIVAC ha ampliado hace poco su cartera de máqui-
nas estándar con el modelo básico R 105 MF, diseñado
para fabricar de forma rentable envases al vacío de tipo
skin de primera calidad en lotes pequeños y medianos.
Para ello, la máquina se ha equipado con un sistema de
guiado por cadena de la lámina superior, así como con
una calefacción de la lámina superior. El guiado por cade-
na de la lámina superior integrado garantiza un guiado es-
table de la lámina superior hasta la estación de soldadura.
Allí se calienta una vez más la lámina antes de colocarse
sin arrugas alrededor del producto y sellarse con la lámina
inferior en toda su superficie. Este modelo básico dispo-
ne del mismo equipamiento técnico que otros modelos
de máquinas de gran tamaño, lo que permite a los peque-
ños productores acceder al envasado al vacío de tipo skin.
Soluciones de envasado para productos que sobresalen mucho
MULTIVAC también ofrece una solución de envasa-
do para productos altos de hasta 120 mm. Para ello,
MULTIVAC equipa la termoformadora MultiFresh™ con
una estación de formado de lámina superior adicional. La
R 575 MF PRO forma la lámina superior antes de que
ésta sea transportada hasta la horma de soldadura. En
la cúpula de la horma de soldadura, la lámina termofor-
mada se vuelve a calentar antes de ser colocada sobre el
producto envasado. Este procedimiento innovador hace
que la lámina superior, al llegar a la horma de soldadu-
ra, ya haya adquirido la forma del producto que se va a
envasar. Gracias al calentamiento adicional, la lámina es
suficientemente flexible para envolver de forma ajustada
y sin arrugas el producto. El formado especial de la lámi-
na superior permite fabricar envases con productos que
sobresalen hasta 90 mm.
Con la bandeja MultiFresh™ PRO pueden fabricarse
envases skin al vacío en termoselladoras con productos
que sobresalen mucho. Para ello, la T 800 se equipa con
una horma en la que pueden procesarse envases donde
el producto sobresale hasta 100 mm. El cambio de hor-
ma con el carro rodante para hormas funciona tan rápido
como antes. En la T 800 pueden producirse envases de
otro tipo sin tener que adquirir nuevos módulos. Las má-
quinas ya existentes pueden reequiparse sin problemas
para esta aplicación, sin tener que ampliar la superficie
que ocupa la máquina o la línea.
16
TEMA CENTRAL

MULTIFRESH™: GAMA COMPLETA DE LÁMINAS SKIN
Los envases de tipo skin al vacío sólo demuestran
todo su potencial si el material de la lámina su-
perior e inferior casa a la perfección con la enva-
sadora y el producto a envasar. En cooperación
con varios fabricantes de láminas, MULTIVAC ha reunido
una gama de láminas perfectas para la fabricación de
envases de tipo skin al vacío y que se comercializan bajo
la marca MultiFresh™. A la hora de seleccionar y de
cualificar las láminas superiores se tuvieron en cuenta los
siguientes criterios:
• Propiedades ópticas: las láminas superiores debían
presentar la máxima transparencia y ser muy brillan-
tes
• Propiedades mecánicas, por ejemplo, la resistencia a
la penetración, para así poder envasar incluso produc-
tos con bordes afilados o con huesos
• Propiedades de dilatación y de retractilado para enva-
sar productos que sobresalen y productos cuya forma
no es estable
• Propiedades de soldadura para obtener una soldadura
en toda la superficie de la lámina superior con la lámi-
na inferior
En las láminas inferiores, algunos de los criterios para
cualificar los materiales de lámina fueron las propiedades
barrera, la disponibilidad de diversos sistemas de sol-
dadura, Skin-Peel y Riss-Peel, así como las propiedades
térmicas (p. ej. láminas para aplicaciones a alta tempe-
ratura). Además, las láminas debían estar disponibles en
distintos colores y poder imprimirse.
Durante el proceso de cualificación se comprobaron
a fondo los materiales en las envasadoras MultiFresh™.
“Las series de pruebas se basan en procesos estandari-
zados en los que se comprueban de forma exhaustiva las
propiedades funcionales y visuales de las láminas”, aclara
Thomas Fickler, Gerente de Productos para aplicaciones
de tipo skin en MULTIVAC. Las pruebas dieron respuesta
a las siguientes preguntas: ¿cómo se dilata y se retractila
la lámina? ¿se apoya bien en los bordes del producto?
¿envuelve el producto exactamente por debajo? ¿cómo
se comporta en el proceso de soldadura: se forman arru-
gas, los envases pueden abrirse fácilmente? ¿cómo influ-
ye el envase en la durabilidad del producto?
A la hora de llevar a cabo las series de ensayos,
MULTIVAC pudo hacer uso de su extenso know-how en
el área de tecnología de envasado de tipo skin al vacío: la
empresa dispone de la gama de máquinas más amplia del
mercado y fue uno de los primeros fabricantes que ofertó
termoformadoras para la fabricación de envases de tipo
skin al vacío. Además, MULTIVAC destaca por su exce-
lente competencia a lo largo de los años en términos del
envasado de alimentos muy diversos.
Las láminas superiores e inferiores cualificadas por
MULTIVAC aúnan las ventajas funcionales con excelentes
propiedades visuales. De esta forma se obtiene un en-
vase de primera calidad y una atractiva presentación del
producto. Los materiales pueden procesarse en las en-
vasadoras de MULTIVAC sin tener que modificar los pa-
rámetros de la máquina. Todas las láminas MultiFresh™
cumplen las exigencias y normas que rigen actualmente
en la industria alimentaria.
“Confiamos en la experiencia y en el liderazgo en
términos de innovación de los fabricantes de lámi-
nas, gracias a los cuales nuestra gama de productos
MultiFresh™ sigue desarrollándose de forma continua”,
destaca Thomas Fickler. “Gracias al excelente asesora-
miento ofrecido por los trabajadores de MULTIVAC, ga-
rantizamos que nuestros clientes reciban el sistema ópti-
mo para sus productos. En nuestro Training & Innovation
Center de Wolfertschwenden nuestros clientes pueden
probar con sus propios productos las diversas soluciones
de envasado y materiales que ofertamos”.
Láminas superiores MultiFresh™
Las láminas superiores de tipo skin están disponibles con
diversos grosores y están adaptadas a las distintas for-
mas y alturas de envase. Así pueden envasarse tanto ali-
mentos planos, de media altura o altos, como alimentos
con bordes irregulares. Las posibilidades de aplicación
abarcan desde trozos sueltos de carne planos hasta pro-
ductos secos como salchichas o porciones de queso. La
gama de láminas MultiFresh™ es apta incluso para apli-
caciones especiales como, por ejemplo, para el pescado
fresco, que según el caso se envasa también en láminas
con bajas propiedades de barrera. Con MultiFresh™ pue-
den envasarse de forma segura y con una calidad de pri-
mera incluso los productos que sobresalen mucho o que
tienen componentes afilados.
Gracias a la excelente calidad del material de la lámi-
na, los usuarios pueden utilizar láminas finas como, por
ejemplo, las que utilizan las empresas de la competencia,
pero reduciendo claramente el volumen del envase.
Láminas inferiores MultiFresh™
La gama de láminas inferiores MultiFresh™ está consti-
tuida por compuestos de APET y poliestireno, y cubre un
amplio rango en cuanto a propiedades mecánicas y de ba-
rrera, así como a diferentes sistemas abrefácil. Para que
los envases sean inconfundibles, las láminas de la base
MultiFresh™ también se ofertan con distintos colores y
en variantes metalizadas.
Tanto la lámina inferior como superior pueden impri-
mirse. Incluso es posible colocar sobre ellas etiquetas de-
corativas, que indiquen el precio o que resalten una oferta
o imprimirlas con datos del producto o de la producción
que cambien de forma manual o automática.
UPDATE 1 ´15TEMA CENTRAL

ENVASES AL VACÍO TIPO SKIN EN LOTES PEQUEÑOS: AHORRAN RECUR-SOS Y GARANTIZAN LA SEGURIDAD DEL PROCESOTERMOFORMADORA R 105 MULTIFRESH™
TEMA CENTRAL

CON LA R 105 MF MULTIVAC AMPLÍA SU CARTERA DE
TERMOFORMADORAS CON UN MODELO COMPACTO
DISEÑADO PARA FABRICAR ENVASES AL VACÍO DE
TIPO SKIN EN LOTES PEQUEÑOS Y MEDIANOS.
Para ello, la máquina se ha equipado con un sistema de guiado por cadena de
la lámina superior, así como con una calefacción de la lámina superior.
La demanda de envases al vacío tipo skin es muy
elevada desde hace años; no es de extrañar, pues
este formato de envase protege el producto de
forma fiable a la vez que lo presenta de forma
atractiva en el punto de venta. Durante la fabricación de
estos envases (para lo cual se requieren máquinas es-
peciales), la lámina superior se coloca sin tensión sobre
el producto a envasar como una segunda piel. De esta
forma, el producto conserva su aspecto natural. La super-
ficie completa de la lámina superior se sella con la lámina
inferior, de forma que no puede salir ningún líquido del
producto. El alimento envasado queda sujeto en su enva-
se de tal forma que puede presentarse de pie, tumbado
o colgado.
Nuevo producto: modelo compacto R 105 en la va-riante MultiFresh™
MULTIVAC dispone de una larga experiencia en el ámbito
de tecnología de envasado al vacío de tipo skin, y ofrece
una amplia gama de termoformadoras y termoselladoras
destinadas específicamente a este tipo de envases. El
miembro más joven de esta familia de productos Multi-
Fresh™ es la termoformadora compacta R 105 MF, que
puede procesar láminas inferiores con un grsosor de has-
ta 350 µm. La R 105 MF constituye una solución econó-
mica para la fabricación de envases de alta calidad. Este
modelo básico dispone del mismo equipamiento técnico
que otros modelos de máquinas de gran tamaño, lo que
permite a los pequeños productores acceder al envasado
al vacío de tipo skin. La máquina está equipada con un
sistema de guiado por cadena de la lámina superior, así
como con una calefacción de la lámina superior. El guiado
por cadena de la lámina superior integrado garantiza un
guiado estable de la lámina superior hasta la estación de
soldadura. Allí se calienta una vez más la lámina antes
de colocarse sin arrugas alrededor del producto y sellarse
con la lámina inferior en toda su superficie.
Gama completa de láminas skin
MultiFresh™ aplica una amplia gama de láminas skin,
para lo cual MULTIVAC ha habilitado materiales de los
fabricantes de láminas líderes en el mercado. La gama
de láminas superiores MultiFresh™ está adaptada a dife-
rentes formas y alturas de producto, y está disponible en
cuatro grosores estándar (75, 100, 125 y 150 µm). Estas
láminas superiores gozan de propiedades mecánicas ex-
celentes, por lo que pueden utilizarse también para susti-
tuir materiales más gruesos sin que merme la calidad. La
gama de láminas inferiores MultiFresh™ está constituida
por compuestos de APET y poliestireno, y cubre un am-
plio espectro en cuanto a propiedades mecánicas y de
barrera, así como de diferentes sistemas abre-fácil.
UPDATE 1 ´15TEMA CENTRAL

MULTIVAC AMPLÍA SU CARTERA DE TERMOSELLADORASSOLUCIONES DE ENVASADO AUTOMÁTICAS
INNOVACIONES Y PRODUCTOS

MULTIVAC ha mejorado la termoselladora
T 600 con una versión que dispone de un
formato de horma más grande y que me-
jora claramente su rendimiento en com-
paración con los modelos de horma disponibles hasta
ahora en el mercado. La nueva versión ofrece todas las
opciones estándar de la T 600 y permite fabricar envases
MAP y envases tipo skin al vacío. En la Anuga FoodTec
2015 se expuso la nueva T 600 como línea de envasado
completa. La línea se presentó equipada con una desapi-
ladora (MULTIVAC Tray Denester MTD 351) y una MDC
(MULTIVAC Drag Chain) que incluye soportes para eu-
rocajas. Para efectuar controles de calidad de los en-
vases, la línea estaba equipada con un detector de
metales MR831. Del etiquetado se encargó la etiqueta-
dora con cinta transportadora L 301 con una impresora
TTO 10 integrada. Por último, los envases se conducían
hacia una mesa rotatoria (MULTIVAC Rotating Table
MRT 100). Como accesorios, MULTIVAC presentó el
carro para el cambio de horma WW 600 que puede uti-
lizarse para almacenar, transportar, elevar y cambiar de
posición todo tipo de hormas.
La termoselladora T 300 también cuenta ahora con
una versión adicional. Ésta está equipada con una
horma que permite procesar bandejas con una
altura de hasta 140 milímetros, dependiendo de
la forma de la bandeja en cuestión. El modelo estándar
dispone de un terminaI HMI equipado con un brazo arti-
culado; la nueva T 300 también cuenta con una cinta de
descarga Intralox. En la Anuga FoodTec 2015 MULTIVAC
presentó esta nueva máquina en un modelo de tres vías
con un unificador de líneas integrado que permite pasar
de tres vías a una sola. El área de colocación se ha amplia-
do de dos a seis posiciones. La T 300 expuesta disponía
además de un sistema de impresión directa en lámina
TTO 10. Y tampoco podemos olvidarnos de la mesa rota-
tiva (MRT 100) que completaba el equipamiento de esta
línea. La presentación de la T 300 fue acompañada de la
presentación del carro para el cambio de horma WW 300.
UPDATE 1 ´15
27
INNOVACIONES Y PRODUCTOS

AUTOMATIZACIÓN:MÁXIMO RENDIMIEN-TO INCLUSO CON SISTEMA DE INSPEC-CIÓN INTEGRADOSISTEMAS DE ALINEACIÓN MULTIVAC PARA LA CANALIZACIÓN DE ENVASES
INNOVACIONES Y PRODUCTOS

En las envasadoras de alto rendimiento, las báscu-
las de control y los detectores de metales suelen
considerarse un “ojo de aguja“ ya que la poten-
cia de estos últimos es casi siempre inferior a la
potencia de la envasadora. Esto provoca que a menudo
no pueda aprovecharse la potencia máxima de las enva-
sadoras. Por ello, MULTIVAC ofrece soluciones de alinea-
ción (soluciones MCS) que dividen el flujo de envases
en dos líneas de proceso subsiguientes donde se lleva a
cabo la inspección de calidad con básculas de control y/o
detectores de metales.
Aquí son posibles dos variantes. Si los envases se
conducen en dos columnas después de pasar por la enva-
sadora, se utiliza la variante A: en una banda expansible.
La banda expansible amplía la distancia entre las dos co-
lumnas de la cinta transportadora hasta que cada una de
ellas pueda conducirse hacia una solución de inspección.
Si el flujo de envases de cuatro columnas debe redu-
cirse primero a dos columnas, se utiliza la variante B: un
sistema de cinta MBS de MULTIVAC con banda expansi-
ble conectada. En un primer momento, el MBS reduce a
la mitad el número de columnas. A continuación, la banda
expansible subsiguiente conduce los envases a los dos
sistemas de inspección.
Sistemas de cinta MBS de MULTIVAC
MULTIVAC ofrece una amplia gama de sistemas de cin-
ta para alinear envases ya integrados en la envasadora o
bien reequipables como variante autónoma (stand-alone).
Estos sistemas se conectan directamente a la envasado-
ra y permiten un flujo continuo de envases a los compo-
nentes de la línea que les suceden. Su rendimiento se
puede ajustar con precisión en función de las necesida-
des de los sistemas previos y sucesivos.
PARA GARANTIZAR UN ELEVADO RENDIMIENTO INCLU-
SO EN LÍNEAS DE ENVASADO CON SISTEMAS DE INS-
PECCIÓN INTEGRADOS, MULTIVAC OFRECE DIVERSOS
SISTEMAS DE ALINEACIÓN QUE DIVIDEN EL FLUJO DE
ENVASES DETRÁS DE LA ENVASADORA EN DOS LÍNEAS
DE PROCESO SUBSIGUIENTES DONDE TIENE LUGAR
LA INSPECCIÓN DE CALIDAD DE LOS ENVASES.
31
UPDATE 1 ´15INNOVACIONES Y PRODUCTOSINNOVACIONES Y PRODUCTOS

UNA IMPRESORA RENTABLE PARA DISEÑOS DE IMPRE-SIÓN PEQUEÑOSIMPRESORA POR TERMOTRANSFERENCIA TTO 05
INNOVACIONES Y PRODUCTOSINNOVACIONES Y PRODUCTOS

Puesto que es la impresora por termotransfe-
rencia más pequeña de MULTIVAC Marking &
Inspection, la TTO 05 es una solución eficiente
en cuanto a su coste para diseños de impresión
con un tamaño máximo de 32 x 40 mm. Esta impresora
ha sido optimizada para tareas fáciles de marcado en eti-
quetadoras con cinta transportadora y en etiquetadoras
Inline. Gracias a su funcionamiento tanto intermitente
como continuo, es apropiada para aplicaciones de diver-
so tipo. En el modo de impresión continua, alcanza una
velocidad de hasta 500 mm/s.
En la impresión por termotransferencia los elementos
calefactores controlados digitalmente calientan exacta-
mente los puntos de la cinta entintadora en la que debe
imprimirse el medio de impresión. En los puntos calien-
tes se derrite la capa de resina o cera sobre la lámina y
se transmite a la etiqueta como impresión visible. Con
este método, la TTO 05 consigue una resolución elevada
de 300 dpi, de forma que quedan bien legibles incluso las
letras más pequeñas.
Pantalla táctil a color: manejo intuitivo y perfecta visión general
La TTO 05 se controla mediante una amplia pantalla tác-
til externa de 5,7 pulgadas con un concepto de mane-
jo intuitivo. El terminal presenta, entre otras funciones,
una vista previa de la impresión WYSIWYG con función
de zoom, hace visible el consumo de cinta entintadora
y ofrece suficiente capacidad de memoria para un gran
número de diseños de impresión de distinto tipo. La
TTO 05 es apropiada para imprimir datos definidos de
forma fija como texto, gráficos o logotipos y también
transfiere a las etiquetas datos variables como fechas o
números de lote de forma fiable. Los datos variables a
tiempo real permiten, por ejemplo, actualizar de forma au-
tomática campos de tiempo; incluso los datos relativos a
la durabilidad del producto se calculan automáticamente.
Esta pequeña impresora por termotransferencia
también destaca por su modo de trabajo rentable: el
accionamiento sin acoplamiento de la cinta entintadora
minimiza el riesgo de que se produzcan rasgaduras en
la cinta y con ello se evitan los periodos de inactividad.
Además, la escasa distancia entre etiquetas de tan solo
1 mm reduce los costes operativos. La longitud de la cin-
ta entintadora de 600 mm y la función de ahorro de cin-
ta entintadora, que duplica el tiempo de utilización de la
lámina para termotransferencia, favorecen la rentabilidad
de esta solución.
Material de consumo: calidad de primera de un solo fabricante
Puesto que las impresoras por termotransferencia pue-
den imprimir materiales de muy diverso tipo (desde papel
hasta plástico), MULTIVAC Marking & Inspection cuenta
entre su oferta con cinco láminas para termotransferencia
con distinta proporción de cera y resina para la impresión
con los modelos TTO. La gama de productos también in-
cluye barras términas apropiadas de primera calidad. Me-
diante un asesoramiento competente donde se incluyen
pruebas de impresión y la adecuación de todos los mate-
riales usados en el proceso de marcado, MULTIVAC hace
todo lo posible para que sus clientes obtengan resultados
de impresión óptimos.
La oferta completa de impresoras por termotransfe-
rencia está formada por los modelos TTO 05, TTO 10 y
TTO 20. Estas últimas están diseñadas para anchuras de
impresión de hasta 53 mm (TTO 10) y 107 mm (TTO 20)
y se manejan a través del terminal de la envasadora o del
sistema de marcado.
MULTIVAC MARKING & INSPECTION CUENTA
AHORA EN SU GAMA DE PRODUCTOS CON LA
NUEVA IMPRESORA POR TERMOTRANSFERENCIA
TTO 05 QUE DISPONE DE UNA ANCHURA DE
IMPRESIÓN DE HASTA 32 MM.
El modelo TTO, el más pequeño y económico, cuenta con una resolución de
300 dpi y una velocidad de hasta 500 mm/s.
3534
UPDATE 1 ´15INNOVACIONES Y PRODUCTOS

CONTROL DE CALIDAD CON VISIÓN DE CONJUNTO: INSPECCIÓN POR RAYOS X CON ALTA RESOLUCIÓNEL SISTEMA DE INSPECCIÓN POR RAYOS X BASELINE I 100
INNOVACIONES Y PRODUCTOSINNOVACIONES Y PRODUCTOS

CON EL BASELINE I 100, MULTIVAC MARKING &
INSPECTION COMPLETA SU GAMA DE SISTEMAS
DE INSPECCIÓN POR RAYOS X CON UN MODELO
BÁSICO Y ECONÓMICO.
Este modelo compacto está indicado para controlar envases primarios y se-
cundarios hasta un tamaño mediano.
Para que los clientes de un supermercado puedan
estar seguros de que los envases atractivos y
seguros expuestos en el punto de venta tam-
bién contienen productos de primera calidad,
los fabricantes de los productos envasados someten a
su mercancía a un control de calidad antes de su distri-
bución. Los sistemas de inspección por rayos X como el
BASELINE I 100 son herramientas muy útiles que
detectan cuerpos extraños en los envases o si los
productos están incompletos o dañados.
Optimizado para la industria alimentaria
El MULTIVAC BASELINE I 100 trabaja con una fila de dio-
dos de larga vida útil cuya resolución de 0,4 mm garantiza
una elevada precisión de detección y puede reconocer
incluso cuerpos extraños minúsculos en un envase. Es-
tos cuerpos extraños se visualizan en una amplia pantalla
táctil a color de 15 pulgadas que además sirve como dis-
positivo de control. El sistema guarda en la versión están-
dar los parámetros de hasta 100 productos y es posible
obtener una ampliación. Con los programas del extenso
paquete de software no solo se detectan cuerpos extra-
ños, sino que también se llevan a cabo controles de can-
tidad, completitud y nivel de llenado.
El modelo básico BASELINE I 100, compacto y eco-
nómico, es apropiado para el sector alimentario gracias
a su diseño higiénico y puede integrarse en las líneas
de producción existentes. Las superficies biseladas y
su estructura con forma de balcón facilitan la limpieza, y
además, la construcción de acero inoxidable cumple los
requisitos de la clase de protección IP65. Puesto que los
valores de radiación emitida son muy bajos, los alimentos
ya comprobados no deben contar con ningún marcado
adicional. Todos los sistemas de inspección por rayos X
de MULTIVAC Marking & Inspection cumplen los requisi-
tos de las normas nacionales e internacionales de calidad
de productos alimentarios como HACCP, IFS o BRC.
Inspección por rayos X: versátil y segura
El uso de sistemas de inspección por rayos X permite un
amplio control de los productos envasados, ya que los
rayos X detectan materiales de tipos muy diversos. Si
al analizar un envase se detecta cualquier cuerpo extra-
ño, los rayos modifican su intensidad y con ello cambia
la imagen que aparece en la pantalla. Si los rayos topan
con un cuerpo extraño cuya densidad es mayor que la
del contenido del producto, en la imagen se muestra un
punto oscuro. Este es el caso, por ejemplo, si un enva-
se de un producto alimentario contiene piezas de metal,
vidrio, huesos, piedras, cerámica o plásticos densos.
Por otra parte, las burbujas de aire, rasgaduras o lugares
vacíos se visualizan como puntos claros en la pantalla.
Gracias a lo anterior, la inspección por rayos X permite
determinar si en un envase hay unidades sueltas que han
sufrido daños, si faltan productos o si el nivel de llenado
es correcto.
Ventajas frente a los controles de calidad con detec-tores de metales
Un detector de metales reacciona únicamente a la pre-
sencia de un cuerpo extraño metálico en un envase y no
ofrece conclusiones sobre su ubicación exacta. Por el
contrario, los rayos X indican los puntos exactos donde
hay problemas directamente en la pantalla, para poder
subsanarlos rápidamente. Además, los sistemas de ins-
pección por rayos X no se ven influenciados por vibracio-
nes, oscilaciones de temperatura o humedad o el conte-
nido de sal o ácido de un producto, lo que sí ocurre en los
detectores de metales. La mayor ventaja que ofrecen es
su evaluación totalmente independiente de los campos
eléctricos y magnéticos. De esta forma pueden detectar
incluso materiales orgánicos y no metálicos y, además,
puede analizarse el interior de envases cuyo contenido
está formado por componentes metálicos.
UPDATE 1 ´15
39
INNOVACIONES Y PRODUCTOSINNOVACIONES Y PRODUCTOS
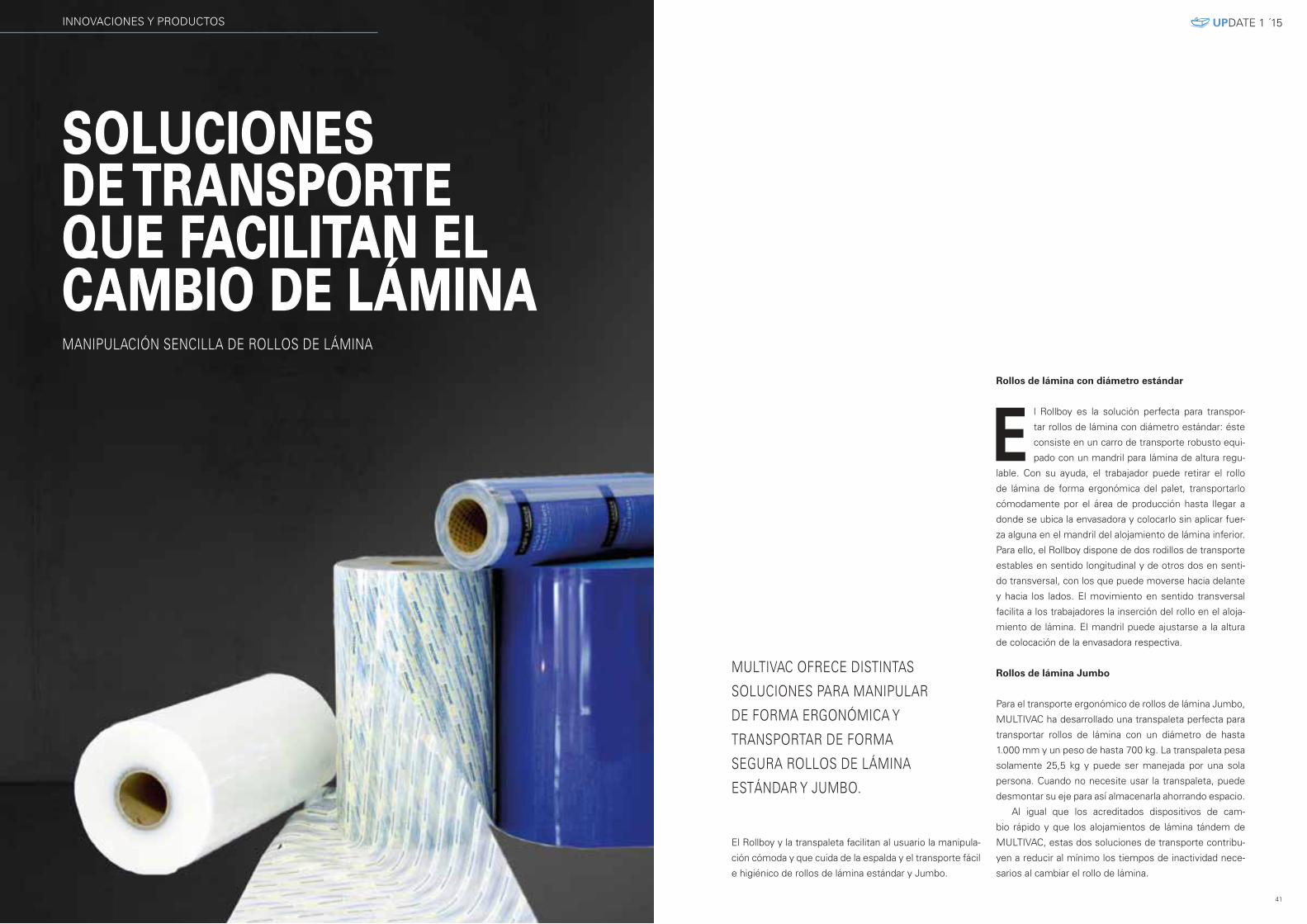
Rollos de lámina con diámetro estándar
El Rollboy es la solución perfecta para transpor-
tar rollos de lámina con diámetro estándar: éste
consiste en un carro de transporte robusto equi-
pado con un mandril para lámina de altura regu-
lable. Con su ayuda, el trabajador puede retirar el rollo
de lámina de forma ergonómica del palet, transportarlo
cómodamente por el área de producción hasta llegar a
donde se ubica la envasadora y colocarlo sin aplicar fuer-
za alguna en el mandril del alojamiento de lámina inferior.
Para ello, el Rollboy dispone de dos rodillos de transporte
estables en sentido longitudinal y de otros dos en senti-
do transversal, con los que puede moverse hacia delante
y hacia los lados. El movimiento en sentido transversal
facilita a los trabajadores la inserción del rollo en el aloja-
miento de lámina. El mandril puede ajustarse a la altura
de colocación de la envasadora respectiva.
Rollos de lámina Jumbo
Para el transporte ergonómico de rollos de lámina Jumbo,
MULTIVAC ha desarrollado una transpaleta perfecta para
transportar rollos de lámina con un diámetro de hasta
1.000 mm y un peso de hasta 700 kg. La transpaleta pesa
solamente 25,5 kg y puede ser manejada por una sola
persona. Cuando no necesite usar la transpaleta, puede
desmontar su eje para así almacenarla ahorrando espacio.
Al igual que los acreditados dispositivos de cam-
bio rápido y que los alojamientos de lámina tándem de
MULTIVAC, estas dos soluciones de transporte contribu-
yen a reducir al mínimo los tiempos de inactividad nece-
sarios al cambiar el rollo de lámina.
SOLUCIONES DE TRANSPORTE QUE FACILITAN EL CAMBIO DE LÁMINAMANIPULACIÓN SENCILLA DE ROLLOS DE LÁMINA
MULTIVAC OFRECE DISTINTAS
SOLUCIONES PARA MANIPULAR
DE FORMA ERGONÓMICA Y
TRANSPORTAR DE FORMA
SEGURA ROLLOS DE LÁMINA
ESTÁNDAR Y JUMBO.
El Rollboy y la transpaleta facilitan al usuario la manipula-
ción cómoda y que cuida de la espalda y el transporte fácil
e higiénico de rollos de lámina estándar y Jumbo.
UPDATE 1 ´15
41
INNOVACIONES Y PRODUCTOS

“LA UTILIZACIÓN EFICIENTE DE LOS RECURSOS CADA VEZ COBRA MÁS IMPORTANCIA PARA MUCHOS DE NUESTROS CLIENTES”
OTROS TEMAS

La economía mundial se caracteriza actualmente por diversos factores que repercuten en empresas con presencia
a nivel mundial como MULTIVAC. En nuestra conversación con Hans-Joachim Boekstegers, CEO de MULTIVAC, le
pedimos su opinión sobre la situación económica de hoy en día.
Señor Boekstegers, ¿cómo se han desarrollado los pedidos a principios de año? Y ¿én qué medida influye la situación económica actual en el desarrollo comer-cial de MULTIVAC?
Hans-Joachim Boekstegers: En 2014 se desa-
rrollaron de forma positiva todas las áreas de
negocio de MULTIVAC y la entrada actual de
pedidos sigue cumpliendo nuestras expectati-
vas. La crisis en Ucrania por supuesto que se nota en
el retroceso de las ventas tanto en este país como en
Rusia; sin embargo hemos podido compensar estas pér-
didas con el desarrollo positivo experimentado en otras
regiones. Estamos convencidos de que ésta y otras cri-
sis de tipo geopolítico seguirán influyendo de una forma
u otra en el desarrollo comercial de este año. Gracias a
la presencia internacional de nuestro centro de ventas
y atención al cliente, nuestra amplia gama de productos
y las relaciones con nuestros clientes durante muchos
años seguimos contando en términos generales con una
buena posición en el mercado.
¿Qué tendencias nota usted en el mercado actual?Boekstegers: La utilización eficiente de los recursos
cada vez cobra más importancia para muchos de nues-
tros clientes. El uso de materiales de envase, energía y
agua de refrigeración puede ser muy eficiente mediante
la aplicación de tecnologías innovadoras de distinto tipo
en nuestras soluciones de envasado. Al mismo tiempo,
estas tecnologías favorecen la mejora del rendimiento de
las envasadoras y una mayor disponibilidad de las máqui-
nas. En la Anuga FoodTec 2015 presentamos por ejemplo
diversas soluciones que permiten envasar utilizando los
recursos de forma eficiente.
Además, el comportamiento de los consumidores
quedará influido por diversas tendencias que se reflejan a
su vez en la industria del envasado. Entre ellas destacan
la modificación de estructuras sociales y familiares, los
hogares algo más pequeños, la gran movilidad y un mayor
número de mujeres que trabajan. De estos cambios se
benefician, por ejemplo, los alimentos precocinados y los
productos en porciones, ya que son muy apreciados por
los consumidores.
¿Cómo puede MULTIVAC dar respuesta a esta ten-dencia?Boekstegers: Para mantener lo más bajo posible el con-
sumo de material de envase durante la producción de
envases en porciones, son necesarios procesos de en-
vasado eficientes. Gracias a nuestra innovadora tecnolo-
gía de herramientas y a la experiencia en soluciones de
automatización, somos capaces de hacer que el proceso
de envasado para la producción de envases en porciones
sea altamente eficiente permitiendo así ahorrar una canti-
dad significativa de material de embalaje.
El tratado transatlántico de libre comercio (TTIP) en-
tre la Unión Europea y los EE. UU. divide actualmente a la opinión pública. ¿Qué piensa usted al respecto?Boekstegers: El libre comercio siempre da como resul-
tado un intercambio mejor y más económico de mercan-
cías y servicios. A fin de cuentas, los productos son más
baratos para las dos partes (tanto para la que importa
como para la que exporta). Aquí hay un beneficio mutuo.
Por ello celebraría por todo lo alto la noticia de un tratado
de libre comercio con los EE. UU..
Para ello sería importante acabar con las barreras no
arancelarias como, p. ej. las normativas de distinto tipo.
Como fabricante de maquinaria debemos garantizar el
cumplimiento de diversas normas al fabricar nuestras
máquinas. Esto encarece los productos.
Básicamente rige lo siguiente: si nosotros no llega-
mos a ningún acuerdo con los EE. UU., lo harán otros.
A los EE. UU. le interesa un acuerdo de libre comercio
con todas las regiones posibles en todo el mundo.
¿Los temores de los críticos con este tratado se fun-damentan en lo poco exigentes que son las normati-vas americanas?Boekstegers: Esto no es cierto. Pongamos como ejem-
plo la Agencia de Alimentos y Medicamentos (FDA) de
los EE. UU. Ésta dicta las normas más exigentes. Y esto
se sabe en cualquier rincón del mundo. Una homologa-
ción de la FDA rige como el “non plus ultra” en cuanto
a seguridad en el sector alimentario y farmacéutico. Por
ello cualquier empresa de estos sectores aspira a obtener
una homologación de la FDA, aunque no comercialice sus
productos en los EE. UU. La homologación es un sello de
calidad. Los americanos cuentan en este sector con una
norma excelente, de la que muchos otros países carecen.
El objetivo principal debería ser aplicar el mejor están-
dar, ya venga de la UE o de los EE. UU.
¿Qué otros temas preocupan a MULTIVAC?Boekstegers: La construcción en estos momentos de
un nuevo centro logístico en nuestra sede de Wolfert-
schwenden mejorará aún más la disponibilidad de nues-
tras piezas de repuesto. Éste estará listo a finales de
año y será el primer paso de nuestro nuevo concepto
logístico. Además hay planeados centros adicionales en
otras regiones.
Ponemos todo nuestro esfuerzo en consolidar a nivel
mundial nuestra red de ventas y servicio técnico que ac-
tualmente cuenta con más de 2.500 trabajadores. Para
ello estamos contratando en nuestras empresas distri-
buidoras a más expertos locales que revisen in situ las
piezas desgastadas como las placas calefactoras y de sol-
dadura; así podremos seguir mejorando nuestras presta-
ciones de servicio técnico y la disponibilidad de las piezas
para nuestros clientes en todo el mundo.
“CELEBRARÍA POR TODO LO ALTO LA NOTICIA DE UN TRATADO DE LI-BRE COMERCIO CON LOS EE. UU.”.
45
UPDATE 1 ´15
44
OTROS TEMAS

ENVASADO MÁS EFICIENTEtecnologías innovadoras para una mayor eficiencia en términos de materiales, energía
y procesos
+ + +
OTROS TEMAS

+ + +
MULTIVAC ha apostado siempre por un entor-
no respetuoso con los recursos naturales y
éste es un criterio esencial en el desarrollo
de soluciones de envasado. En la IFFA 2010
MULTIVAC presentó e-concept, un concepto de máqui-
nas que consigue reducir el consumo de recursos duran-
te el envasado gracias al uso de diversos componentes.
Desde entonces hemos seguido desarrollando conti-
nuamente estas soluciones y las hemos aplicado en otras
envasadoras. El uso de materiales de envase, energía y
agua de refrigeración puede ser muy eficiente mediante
la aplicación de técnicas innovadoras de distinto tipo. Al
mismo tiempo, éstas técnicas favorecen la mejora del
rendimiento de las envasadoras y una mayor disponibili-
dad de las máquinas.
En la Anuga FoodTec 2015, MULTIVAC expuso con
la ayuda de la termoformadora R 245 diversos equipos
adicionales para aumentar la eficiencia en términos de
materiales, energía y procesos durante el envasado de
alimentos.
Reducción del material de envasado
Una innovadora geometría de la horma y la nueva ges-
tión del proceso optimizan el aprovechamiento de la
superficie de lámina y reducen la lámina desechada. El
aprovechamiento del material de envasado se mejora
gracias a una estación de soldadura y corte desplazable
con servomotor y gracias al empleo de hormas de corte
segmentadas. Lo anterior permite reducir las anchuras de
los bordes de soldadura, las franjas entre los envases y
las franjas laterales.
MULTIVAC facilita la reducción del grosor de lámina
con diversos procesos de termoformado.
+ + +
ENVASADO MÁS EFICIENTE.
Uso eficiente del material
de envasado
Disponibilidad de la máquina Eficiencia energética
Reducción de las franjas:
La geometría del sistema de corte
transversal, con una herramienta de
corte segmentada, permite reducir
la anchura de las franjas entre los
envases. Esto también se consigue
haciendo uso de dispositivos de tras-
lación con servomotores en la esta-
ción de soldadura y de corte.
Reducción del borde de soldadura:
La reducción del borde de soldadura
se consigue con hormas de innova-
dora geometría.
Reducción de la anchura de las franjas laterales:
En la R 245 se utiliza una solución de
aspiración e inyección de gas combi-
nada con una nueva geometría de la
horma que permite reducir la anchu-
ra de las franjas laterales.
48
OTROS TEMAS

+ + +
+ + +
Eficiencia energética
La sustitución de módulos neumáti-
cos por otros accionados por servo-
motor reduce al menos un 20 % el
consumo de energía en comparación
con los modelos similares. El uso
de accionamientos con servomo-
tor permite regular con precisión la
velocidad y el grado de apertura en
los movimientos de los mecanismos
de elevación, lo que contribuye a in-
crementar el rendimiento de la má-
quina. También el procesamiento en
una misma máquina de materiales
de envasado con diversos espeso-
res se simplifica considerablemente
gracias a esta nueva tecnología. El
modo de espera o “stand by” mini-
miza el consumo energético durante
las interrupciones de la producción y
hace que la máquina esté preparada
para trabajar en el momento previs-
to. La regulación del caudal de agua
de refrigeración también contribuye
a reducir el consumo de agua limpia.
Ésta consta de un sensor integrado
que mide constantemente la tem-
peratura del agua. Solo se agrega
agua limpia al sistema cuando se ha
alcanzado una temperatura deter-
minada. Eso reduce el consumo de
agua limpia de la máquina hasta un
50 por ciento.
Disponibilidad de la máquina
En la R 245 un sistema de cajones permite cambiar la
horma de forma más rápida y ergonómica y así se ahorra
hasta el 75 % de tiempo en comparación con el cam-
bio manual. Una vez abierto el revestimiento lateral se
montan dos carriles sobre los que la sección inferior de
la horma necesaria se puede retirar de la envasadora (si-
milar al movimiento de un cajón). El cambio de horma
puede realizarlo una sola persona, ya que no es necesario
desmontar las cubiertas ni las barras de protección para
cambiar la sección inferior de la horma.
Acoplados a la abertura del cambio de la termoforma-
dora, los carros para el cambio de horma facilitan el cam-
bio ergonómico de la sección inferior de la horma. Una
vez realizado el cambio, el carro se extrae de la abertura
de la máquina y el revestimiento se vuelve a cerrar. En
ellos pueden almacenarse las hormas o placas de forma-
do no requeridas y transportarse de forma segura por la
zona de producción.
El cambio de horma asistido por un programa favorece
la reducción del tiempo necesario para el reequipamien-
to. La máquina adopta de forma completamente automá-
tica cada uno de los pasos del proceso; los otros deberán
ser ejecutados y confirmados por el operario. Además,
gracias al posicionamiento automático de componentes
dependientes del formato y al cambio de secciones su-
periores e inferiores de la horma como unidad atornillada,
puede reducirse aún más si cabe el tiempo empleado en
cambiar la horma.
Opcionalmente, la termoformadora puede equiparse
con varias estaciones dependientes del formato. Con
ellas ya no será necesario ningún reequipamiento, ya que
las hormas afectadas están ordenadas una tras otra y
pueden conectarse o desconectarse mediante el control
de la máquina.
El uso de rollos de lámina Jumbo permite reducir el
cambio de rollos necesario y, a su vez, los tiempos de
inactividad, a aprox. el 75 %. La función de stand-by in-
tegrada pone los sistemas calefactores, la bomba de va-
cío y la bomba de la refrigeración con agua en modo de
reposo, si la envasadora está parada durante más de 30
minutos, p. ej. durante las pausas; de esta forma se ga-
rantiza que la máquina esté lista para la producción en el
momento planificado.
51
UPDATE 1 ´15OTROS TEMAS

“¡CON MYLAR® COOK, SIEMPRE SALE BIEN! RÁPIDO Y FÁCIL”.El asado siempre queda en su punto, la piel del pollo bien dorada, el salmón jugoso y el
pan crujiente.
OTROS TEMAS

1
2
3
4
¿Qué tiene de especial Mylar® COOK?
Lilly Schmidt: Mylar® COOK
permite cocinar los alimen-
tos en su propio envase, en
el horno, en el microondas,
en la parrilla eléctrica o al baño María.
Así se conservan de la mejor forma
los aromas, vitaminas, minerales y la
jugosidad propia del producto duran-
te la cocción. Debido a la presión del
vapor que se genera en el envase y a
la temperatura que alcanza el horno,
la costura de soldadura del envase
se abre por sí sola pasado un tiempo.
De esta forma, el alimento se dora
en el propio envase y, p. ej., la piel
del pollo queda crujiente, sin que
el cocinero o el consumidor tengan
que estar pendientes del proceso.
La transferencia de calor constante
durante las fases de cocción propor-
ciona resultados perfectos y reduce
el tiempo de cocinado. El mayor aho-
rro de tiempo se consigue al suprimir
las tareas de preparación y limpieza;
puesto que la cocción se realiza en el
propio envase, las manos, la bandeja
y el horno no se ensucian. Además,
con esta solución ofrecemos nuevas
posibilidades y ventajas al sector de
catering.
Las láminas Mylar® COOK poseen
todos los certificados relevantes rela-
cionados con el contacto directo con
alimentos de los envases de plástico
para aplicaciones a temperaturas al-
tas de hasta 220 °C: éstas cumplen
las directrices de la Unión Europea
(UE), de la Food and Drug Adminis-
tration (FDA) de EE. UU. y de la Cana-
dian Food Inspection Agency (CFIA).
La producción de Mylar® COOK tiene
lugar según las especificaciones de
la norma internacional de envasado
BRC/IOP y está homologada confor-
me a ISO 9001, IMS y HACCP.
¿Qué alimentos son especialmen-te apropiados para esta tecnología de envasado?Schmidt: Esta tecnología ha sido de-
sarrollada especialmente para la pre-
paración de alimentos a altas tem-
peraturas a un máximo de 220 °C.
Conseguimos resultados increíbles
con casi cualquier alimento: carnes,
pescados, aves, verduras, platos pre-
parados o productos de panadería.
Con Mylar® COOK el asado siempre
queda en su punto, la piel del pollo
bien dorada, el salmón jugoso y el
pan crujiente.
¿Hay otros sectores de aplicación?Schmidt: En el sector de los produc-
tos de panadería, si hablamos por
ejemplo de masas crudas, con la
lámina Mylar® BAKE ofrecemos una
nueva solución adicional. Las magda-
lenas se hornean con la forma perfec-
ta sin tener que rellenar los moldes
1 Los muslos de pollo se envasan en la lámina Mylar® COOK.
2 Estos se cocinan dentro del envase.
3 La costura de soldadura del envase se abre por sí sola pasado un tiempo.
4 Gracias a la transmisión de calor uniforme, se obtienen resultados perfectos.
RÁPIDA PREPARACIÓN, FÁCIL MANEJO Y UN PRODUC-
TO DE CALIDAD MUY SABROSO – MUCHOS CONSUMI-
DORES PREFIEREN SOLUCIONES PRECOCINADAS.
Hablamos con Lilly Schmidt, Culinary Expert de MULTIVAC, sobre
Mylar® COOK, una tecnología de envasado desarrollada especialmente para
cocinar alimentos a altas temperaturas.
5554
UPDATE 1 ´15OTROS TEMAS

ni limpiarlos; ésta es una solución de
usar y tirar para productos de pana-
dería. Gracias a esta lámina única, el
molde permanece estable durante
todo el proceso de horneado. Ya no
tendrá que usar moldes cuadrados ni
de silicona y se suprime la limpieza
posterior.
¿Qué deben tener en cuenta los fa-bricantes de alimentos al preparar sus productos?Schmidt: Las láminas MYLAR®
COOK se procesan a la perfección en
las termoformadoras de MULTIVAC.
En todo el mundo hemos realizado
un seguimiento de numerosos pro-
ductos hasta su lanzamiento al mer-
cado y así rigen las mismas reglas
para cada producto nuevo. Por lo ge-
neral, el fabricante debería tomarse
el tiempo suficiente para desarrollar
junto con nosotros el producto más
adecuado; estamos hablando de un
nuevo método de cocinado y por ello
hay que dar a la fase de desarrollo
del producto el valor que se mere-
ce. En lo relacionado con este tema,
podemos asesorar perfectamente a
nuestros clientes gracias a nuestros
amplios conocimientos sobre aplica-
ciones y a nuestra experiencia a lo
largo de los años.
El desarrollo del producto con-
tribuye enormemente al éxito. Por
ejemplo, solemos reducir los condi-
mentos y la cantidad de sal ya que, al
cocinarse el producto casi cerrado en
su envase, los aromas se conservan
con más intensidad.
¿Cómo ayuda MULTIVAC a sus clientes a la hora de desarrollar los envases Mylar® COOK?Schmidt: Asesoramos a nuestros
clientes durante todo el proceso. Por
ejemplo, organizamos seminarios y
talleres en los que les presentamos
sin ningún compromiso las solucio-
nes Mylar® COOK y las posibilida-
des que éstas les brindan. Además,
trabajamos mano a mano con cada
cliente en función de sus necesida-
des durante el desarrollo preliminar
y el propio desarrollo del producto y
respondemos a todas sus dudas. En
nuestra cocina de pruebas completa-
mente equipada ubicada en Wolferts-
chwenden trabajamos con nuestros
expertos en tecnología de alimentos
directamente en nuestras termo-
formadoras MULTIVAC. Los ajustes
individuales pueden probarse en el
horno, justo después del envasado.
Para obtener resultados óptimos y
ahorrar tiempo evitando intermedia-
rios, cooperamos con socios como
fabricantes de condimentos (Griffith,
WIBERG, etc.) y de equipos para la
industria alimentaria (MANITOWOC).
Cocinar con productos frescos es vital para muchos consumidores. ¿Hay sin embargo un mercado donde se demanden los productos precocinados como Mylar® COOK?Schmidt: En todo el mundo se obser-
van diversas tendencias en cuanto a
lo que los consumidores buscan en
el sector alimentario. Una de ellas
es cocinar con productos frescos y
regionales. Pero otra tendencia, in-
cluso más extendida que la anterior,
busca productos precocinados de
fácil preparación y sabrosos. Noso-
tros ofrecemos con Mylar® COOK
y Mylar® BAKE la solución ideal en
este caso.
¿En qué mercados ve hoy en día un mayor potencial de éxito?Schmidt: Creo que la tendencia hacia
soluciones precocinadas de gran ca-
lidad y buenos resultados está exten-
dida en todo el mundo. Hay diversos
aspectos que influyen en lo anterior:
cada vez hay más personas que tra-
bajan y que viven solas, los pocos
conocimientos de cocina y los sala-
rios elevados refuerzan la demanda
de productos como Mylar® COOK y
Mylar® BAKE en todo el mundo. Re-
cibimos consultas de diversos rinco-
nes del mundo: Alemania, Europa del
Este, Asia, etc. en total de más de 40
países. Mylar® COOK fue lanzado al
mercado hace un par de años en EE.
UU.. En estos momentos estamos
centrados en el mercado europeo y
hemos implementado los primeros
proyectos en Asia.
¿Hay clientes que ya ofertan sus alimentos envasados en láminas Mylar® COOK o Mylar® BAKE?Schmidt: Además de recibir consul-
tas de todo el mundo, nuestras so-
luciones ya han sido implementadas
en los proyectos de algunos clientes.
Hay clientes de Canadá, EE. UU.,
Suiza, Rumanía, Noruega, Lituania,
Polonia, Australia y otros países que
reconocieron el valor innovador de la
lámina Mylar® COOK y que ahora tie-
nen éxito en el mercado con numero-
sos productos innovadores como, p.
ej., pollo, cerdo, salmón o pavo listo
para asar.
5756
UPDATE 1 ´15OTROS TEMAS

¿Por qué es tan atractiva esta serie?
Christian Vlasselaer: la
BASELINE L 300 ofrece
una relación calidad-precio
excelente y es muy fácil de
manejar. La mayoría de aplicaciones
consistían en la colocación de una
etiqueta en el lado superior o inferior
de un envase plano. Para ello, los
clientes buscaban una etiquetadora
simple, económica y, a su vez, fiable.
Con la BASELINE L 300 podemos
cumplir estas exigencias. El atrac-
tivo precio de esta máquina fue un
argumento extra para que algunos de
nuestros clientes invirtieran además
en una solución adicional de etique-
tado flexible.
¿A qué sectores se suministraron las etiquetadoras y qué productos se etiquetan con ellas?Vlasselaer: las máquinas fueron
adquiridas por nuestros antiguos
clientes pertenecientes al sector ali-
mentario. Dos de las etiquetadoras
se suministraron a un fabricante de
embutidos envasados en envases
conformados y otra de ellas etique-
ta platos preparados. Otro de los
clientes ha instalado la BASELINE
L 300 detrás de una termoselladora
T 700 para envasar aperitivos. Inclu-
so conectada a una termoselladora,
hemos instalado una etiquetado-
ra como aparato de prueba para
marcar bandejas con distintas sal-
sas. Gracias al diseño higiénico y al
armazón de acero inoxidable, estos
CHRISTIAN VLASSELAER, MANAGING DIRECTOR DE
MULTIVAC EN BÉLGICA, DESCRIBE ASÍ LOS PRIMEROS
PASOS LLENOS DE ÉXITO EN LA VENTA DE LAS ETI-
QUETADORAS BASELINE L 300 EN BÉLGICA.
La nueva serie de etiquetadoras con cinta transportadora BASELINE L 300
fue presentada por primera vez en Bélgica en la feria EMPACK celebrada en
Bruselas en septiembre de 2014. A finales del año 2014 ya se habían vendido
cinco de estas etiquetadoras a clientes belgas.
“LAS MÁQUINAS SE MANEJAN A LA PERFECCIÓN Y FUNCIO-NAN DE FORMA FIABLE”.
59
UPDATE 1 ´15OTROS TEMAS

BASELINE L 300 – La serie básica con plazos de entrega cortos
Los dispensadores de etiquetas deben cumplir un
gran número de requisitos muy diversos: deben
trabajar de forma precisa y rápida y deben ser
fáciles de manejar. Además, deben ocupar poco espacio
y poderse integrar en los entornos de control más diver-
sos. Las soluciones rentables con una buena relación ca-
lidad-precio deberían poder adaptarse a todas las tareas
y a los más diversos sectores industriales sin costes adi-
cionales considerables.
La nueva generación de dispensadores de etiquetas de
MULTIVAC Marking & Inspection puede cumplir estas exi-
gencias. Su estructura modular permite que se adapten
a la perfección a las tareas de etiquetado más variadas.
Puesto que están disponibles en numerosos modelos y
rangos de potencia, ofrecen soluciones especialmente
rentables con una óptima relación calidad-precio.
La serie BASELINE L 300 comprende modelos bá-
sicos para tareas de etiquetado sencillas desde arri-
ba, desde abajo o de canto, en rangos de potencia de
bajos a medios. El manejo se lleva a cabo a través del
terminal de mando MC 08, de fácil acceso y uso. La
velocidad máxima que puede alcanzar la cinta transpor-
tadora es de 40 m/min. El bastidor de la cinta y el ro-
busto armazón son de acero inoxidable. La BASELINE
L 300 ha sido diseñada de forma que, con un escaso nú-
mero de opciones, se puedan realizar a la perfección ta-
reas de etiquetado corrientes. La reducción del número de
opciones permite confi gurar la máquina en poco tiempo y
así puede suministrarse muy rápido. Por ello, la BASELINE
L 300 constituye una solución extremadamente efi ciente
en cuanto a costes para tareas estándar de etiquetado.
OTROS TEMASOTROS TEMAS

aparatos son ideales para el sector
alimentario.
Las etiquetadoras BASELINE L 300 están diseñadas especialmente para tareas de marcado fáciles y de dificultad intermedia. ¿Fueron suficientes las opciones de equi-pamiento para el rendimiento re-querido por los clientes?Vlasselaer: La BASELINE L 300 está
disponible en tres variantes pre-
configuradas: con dispensador de
etiquetas arriba, abajo o a ambos la-
dos. En su mayoría hemos vendido
etiquetadoras para el etiquetado por
arriba y por abajo, ya que los clientes
apuestan por la flexibilidad. Las velo-
cidades requeridas se han alcanzado
en cualquier caso. Con las opciones
existentes pudimos incluso imprimir
adicionalmente la etiqueta con, p. ej.,
una fecha de consumo preferente.
Con la nueva serie también pone-mos a disposición modelos muy compactos con una longitud de cinta transportadora a partir de 625 mm para un dispensador de etiquetas o 1250 mm para dos dispensadores de etiquetas. ¿Fue decisivo para la compra el ahorro de espacio?Vlasselaer: el espacio siempre tiene
especial importancia para nuestros
clientes. En los proyectos ya puestos
en práctica no fue el argumento prin-
cipal pero estoy convencido de que
será un aspecto decisivo en proyec-
tos futuros.
El manejo de la BASELINE L 300 se realiza a través del acredita-do terminal de mando MC 08 de MULTIVAC. ¿Estaban familiariza-dos los clientes con este terminal debido a su uso en otras máquinas de MULTIVAC? Vlasselaer: con la excepción de un
cliente nuevo, el resto de clien-
tes ya disponían de máquinas de
MULTIVAC pero sin el terminal de
mando MC 08. Sin embargo, el ma-
nejo no conllevó ningún problema, ya
que éste es muy fácil e intuitivo.
Gracias a la reducción de las in-numerables variantes, las etique-tadoras BASELINE L 300 se con-figuran de forma rápida y fácil y pueden suministrarse en plazos muy breves. ¿Qué importancia ha tenido esto último para los pedidos?Vlasselaer: estoy segurísimo de que
para las ventas navideñas fue un as-
pecto importante el suministro de
algunos aparatos en plazos breves.
Por lo general, los clientes aprecian
mucho las etiquetadoras fáciles de
manejar. Cuantas menos teclas haya
que pulsar, mucho mejor. Por otra
parte, esta versión sencilla también
nos ayuda a comercializar las etique-
tadoras con cinta transportadora y
con HMI 2.0. que disponen de nume-
rosas variantes. Si comparamos las
dos series, podemos ver claramente
las diversas funciones que ofrecen y
que se reflejan en el precio de venta.
¿Qué comentarios han recibi-do hasta ahora sobre el fun-cionamiento de la nueva serie BASELINE L 300?Vlasselaer: nuestros clientes nos han
enviado comentarios positivos sobre
lo fácil que es manejar las máquinas
y su fiabilidad.
¿Qué es lo que espera en 2015?Vlasselaer: tras el buen comienzo
para la BASELINE L 300 el año pasa-
do, confiamos en que en el 2015 siga
la tendencia positiva.
62
OTROS TEMAS

ALTO VALOR AÑADIDO GRACIAS AL PROCESO DE ENVASADO EN LAS PROPIAS INSTALACIONES
LA EMPRESA CHINA DEL SECTOR AGROINDUSTRIAL QINGDAO CHIA TAI CO. LTD.,
PERTENECIENTE AL GRUPO MÁS IMPORTANTE EN ESTE SECTOR EN TAILANDIA
CHAROEN POKPHAND GROUP (CP), HA REALIZADO HACE POCO SU PRIMER PEDIDO
DE UNA TERMOFORMADORA MULTIVAC.
El modelo R 245 se instalará a principios de mayo y se utilizará para envasar al vacío porciones de carne de pollo mari-
nada en envases destinados a los consumidores finales. La necesaria integración en la línea de componentes de otros
fabricantes, como un dispositivo automático para llenar el marinado y una solución de etiquetado de primera calidad,
se llevará a cabo in situ en el momento de la instalación.
6564
ENVASES DE TODO EL MUNDO

En China, la carne de ave fue considerada durante
mucho tiempo un producto de lujo que sólo se
consumía en ocasiones especiales. Sin embar-
go, en los últimos treinta años se ha notado un
aumento en el consumo medio por persona de este tipo
de carne: de uno a nueve kilos al año, informa el orga-
nismo americano Institute for Agriculture and Trade Policy
(IATP). La mayor parte se produce en el propio país: des-
de 2011 China es, a la zaga de los EE. UU., el segundo
mayor productor avícola en todo el mundo.
Este aumento de la demanda se debe a los cambios
en factores socio-económicos como el creciente poder
adquisitvo, el mayor número de mujeres que trabajan y la
urbanización. Muchos chinos prefieren seguir compran-
do las aves en los tradicionales “wet markets”, famosos
por la venta de animales vivos. Sin embargo, los enormes
riesgos para la salud que conllevan este tipo de alimentos
hacen que cada vez más personas adquieran productos
envasados de forma higiénica y que se conservan duran-
te mucho más tiempo que los vendidos en los mercados.
“Sobre todo en las grandes ciudades hay una marcada
tendencia hacia la compra de alimentos envasados, listos
para el consumo y platos preparados. También se observa
una mayor conciencia de los consumidores en relación
a la calidad y las marcas”, comenta Julia Wu, Marketing
Manager de MULTIVAC China.
Volumen de producción anual de 50 millones de pollos
Esta tendencia en el consumo ofrece grandes benefi-
cios a Qingdao Chia Tai Co. Ltd., una moderna empresa
agroindustrial fundada en 1989 por el acreditado grupo
Chia Tai Gruppe en la ciudad portuaria de Qingdao (provin-
cia de Shangdong). Al igual que otros muchos fabricantes
de carne de pollo en China, Qingdao Chia Tai abarca toda
la cadena de producción: desde la fabricación de pienso,
pasando por la cría de los animales, hasta las tareas in-
dustriales de procesamiento, envasado y venta de la car-
ne. La producción anual de esta empresa es de alrededor
de 50 millones de pollos.
Entre los productos comercializados bajo la marca
China Tai se encuentran carne de pollo fresca, congelada
o precocinada en envases con formas y tamaños muy di-
versos. Estos productos son muy apreciados por los con-
sumidores en China ya que tienen un alto contenido en
proteínas, son magros y no contienen aditivos químicos.
Qingdao Chia Tai no comercializa sus productos úni-
camente en el mercado local, sino que también los su-
ministra a cadenas de supermercados y de restaurantes
de comida rápida de gran fama en todo el mundo como
Lotus, Carrefour, RT-Mart, Wal-Mart y Liqun Group. Esta
expansión internacional es uno de los motivos por los que
Chia Tai es una de las 500 mejores empresas de todo el
mundo para inversores extranjeros.
Esta empresa cuenta con numerosas instalaciones
modernas y punteras para la producción de piensos, la
cría, el sacrificio y el despiece de los animales. Los proce-
sos cumplen las directivas del concepto Hazard Analysis
and Critical Control Points (HACCP) y están certificados
por la norma ISO-9002.
En las propias instalaciones mejor que fuera de ellas
Hasta el año 2014, Qingdao Chia Tai no contaba con líneas
de envasado capaces de envasar carne de pollo apta para
los consumidores del mercado japonés. En las instalacio-
nes de Qingdao sólo se cortaba la carne en porciones
adecuadas para su comercialización y éstas se exporta-
ban después a Japón. Las empresas de envasado contra-
tistas del país nipón llevaban a cabo el envasado final de
las porciones y la ponían a la venta para los consumidores
finales. Esto limitaba las ganancias de Qingdao Chia Tai
en este segmento de mercado.
A finales de 2014, la empresa china decidió incorporar
en sus propias instalaciones un proceso de adecuación
de sus productos a los consumidores finales. Liu Fengke,
General Manager del sector comercial “Food”, se familiari-
zó en primer lugar con los requisitos aplicados al proceso
de envasado, con el material necesario y con las envasa-
doras existentes en el mercado. A la hora de seleccionar
el distribuidor de estas soluciones de envasado fueron
decisivos varios factores: la envasadora debía cumplir los
requisitos de higiene más exigentes y poder utilizarse en
línea junto con un sistema japonés de carga del que ya
disponían y con dos sistemas de impresión . Por ello se
le dio especial importancia a la posibilidad de integrar la
nueva máquina en otra línea ya existente. Además, el ma-
terial de la lámina debía ser apto para calentar los envases
en el microondas o en agua hirviendo.
Termoformadora R 245: ampliable de forma modular y perfecta para integrarse en líneas
En búsqueda de la solución de envasado óptima, esta
empresa del sector alimentario se puso en contacto
con la oficina local de distribución y venta de MULTIVAC
China; previamente ya había solicitado el asesoramiento
de la filial de Japón en lo relativo a unas consultas téc-
nicas. El especialista en envasado ya había puesto en
práctica con mucho éxito varios proyectos en el mercado
chino y allí cuenta con mucha fama gracias a su tecnolo-
gía innovadora y a su experiencia en el sector de automa-
tización. MULTIVAC analizó al detalle las especificaciones
de Qingdao Chia Tai y recomendó fabricar los envases por
termoconformado, al tratarse de una técnica muy flexible
respecto al material y la forma del envase.
En octubre de 2014 Qingdao Chia Tai decidió adquirir
una termoformadora R 245 cuya instalación la efectua-
rá MULTIVAC en mayo de este año en las instalaciones
de producción de Qingdao. Este modelo de envasadora
se puede ampliar por módulos y se puede integrar en lí-
neas automatizadas. Para responder a las exigencias de
los clientes, MULTIVAC integra también componentes de
otros fabricantes garantizando así la máxima eficiencia de
la línea de envasado.
La termoformadora, el sistema de carga y los siste-
mas de impresión disponen de controles individuales sin-
cronizados entre sí. Su manejo se realiza sin problemas
en chino, a través de un control PC industrial (IPC) 06
equipado con pantalla táctil LCD de doce pulgadas e in-
terfaz gráfica de usuario HMI 2.0. La HMI 2.0 representa
todo el proceso de envasado en pictogramas cuyo sig-
nificado se entiende de forma intuitiva. “La envasadora,
gracias a su control intuituvo HMI 2.0, es muy fácil de
manejar y proporciona una gran seguridad de manejo”,
ensalza Fengke.
En términos de higiene la R 245 cumple a la perfec-
ción los exigentes requisitos que rigen en el envasado de
productos marinados: su duradera fabricación en acero
inoxidable y su puntero diseño higiénico hacen de esta
máquina MULTIVAC la ideal para fabricar productos ali-
menticios delicados. Sus superficies lisas, sus bordes
redondeados y su fabricación en acero inoxidable facili-
tan al usuario la limpieza. “El interior de la máquina es
completamente accesible para su limpieza gracias a los
revestimientos laterales fáciles de abrir. También están
optimizados en cuanto a la higiene la cadena transporta-
dora de la lámina, el sistema de guiado de la cadena, los
mecanismos de elevación y los componentes mecánicos,
motores, válvulas y cableado. Además, la R 245 puede
lavarse en su totalidad” comenta Nereus Mei, Area Sales
Manager de MULTIVAC China.
La principal característica de este modelo es su flexi-
bilidad en lo que se refiere a materiales del envase, sis-
temas de corte y formatos. Gracias a lo anterior, Qingdao
Chia Tai podrá envasar en el futuro productos de otro tipo
con esta misma línea de envasado.
Aunque la instalación de la envasadora en Qingdao
está planeada para dentro de pocas semanas, Fengke
está convencido de su gran fiabilidad: “Con la ayuda de
esta nueva y moderna tecnología de envasado podremos
posicionar mejor nuestros productos en el mercado y me-
jorar de esta forma el valor añadido de nuestra empresa”.
ENTRE EL 70 Y EL 80 POR CIENTO DE LA INDUSTRIA AVÍCOLA CHINA SE DEDICA
A LA PRODUCCIÓN DE POLLOS. DESDE EL AÑO 2011, CHINA ES EL SEGUNDO
MAYOR PRODUCTOR DE TODO EL MUNDO DE CARNE DE AVE Y HUEVOS, UNA
RAMA INDUSTRIAL EN CONTINUO CRECIMIENTO.
6766
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

SABOREAR CADA LONCHA ES UN AUTÉNTICO PLACER
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

LA LECHERÍA POLACA OSM SIERPC
DISTRIBUYE A LOS CONSUMIDORES SU
QUESO DE PASTA DURA DE PRIMERA
CALIDAD EN UN ENVASE INNOVADOR.
Este envase es de fácil apertura, puede volver a cerrarse
y mantiene por más tiempo la frescura del queso en lon-
chas. Entre el bloque de queso de grandes dimensiones
y las lonchas listas para servir se ubica una línea de en-
vasado de casi 60 metros de longitud cuyos principales
componentes son la termoformadora MULTIVAC R 535 y
la etiquetadora con cinta transportadora MR337 TQ.
Su ubicación idílica en la región rural de Mazo-
via hace difícil imaginar que la empresa Okrę-
gowa Spółdzielnia Mleczarska SIERPC (OSM
SIERPC) procesa anualmente más de 200
millones de litros de leche de aprox. 1.500 distribuidores.
Desde hace casi 90 años, la “Cooperativa lechera regional
de Sierpc”, traducción literal del nombre de la empresa,
fabrica en esta ciudad polaca productos lácteos como
queso curado, queso italiano y quark. La tradición y expe-
riencia adquirida a lo largo de estos 90 años combinada
con el uso de las tecnologías más modernas garantiza
un producto de excelente calidad. El sistema de ges-
tión de calidad ISO implementado en 2001, el concepto
HACCP que rige desde 2003 y el sistema BRC introduci-
do en 2009 garantizan que la producción cumpla las altas
exigencias de la UE.
Envasado con aspecto apetitoso y fácil de servir
El queso curado de pasta dura es desde hace mucho
tiempo una de las especialidades de OSM SIERPC. Has-
ta el año 2010, la empresa suministraba este queso úni-
camente en bloques a sus socios. “Teníamos una alta
demanda constante así que casi no tuvimos que preo-
cuparnos en la preparación apta para el consumo“, aclara
Grzegorz Gańko, Presidente del Consejo de Administra-
ción de OSM SIERPC. En los casos aislados en los que
los clientes requerían el queso en porciones, la lechería
polaca trabajaba con subcontratas que se encargaban de
cortar y envasar la mercancía.
71
ENVASES DE TODO EL MUNDO

“NO HABÍA VISTO EN MI
VIDA UNA SOLUCIÓN DE
ENVASADO TAN COM-
PLEJA Y AÚN ME QUEDO
PERPLEJO CON SU EFI-
CIENCIA Y SU EXCELENTE
CALIDAD.”
En los últimos años ha aumentado enormemente el
número de cadenas de supermercados y, con ello, la ofer-
ta de productos listos para consumir. Para la venta de es-
tos productos es esencial el envase en el que se comer-
cializan: antes de poder convencer a los consumidores de
la calidad de sus productos, los fabricantes deben llamar
la atención de los clientes potenciales con una presenta-
ción excelente. A este respecto, OSM SIERPC lanzó al
mercado un queso curado de corteza dura con la marca
Ser Królewski. El nuevo producto de primera calidad se
comercializó en tres tipos: Ser Królewski Emmental, Ser
Królewski ahumado y Ser Królewski ligero, todos ellos en
lonchas listas para servir. La lechería encargó el porcio-
nado y el envasado a una empresa situada a 200 km de
distancia. “Debido al aumento del volumen de ventas, la
solución original no era rentable desde el punto de vista
económico”, recuerda Grzegorz Gańko.
Para poder cumplir las expectativas de los clientes y
a su vez optimizar los costes, la lechería decidió comprar
una línea de envasado propia. Sin muchas dilaciones, la
empresa construyó una nueva planta de producción y co-
menzó la búsqueda de un socio para este nuevo proyec-
to. “Llevamos desde 1993 envasando queso y quark con
envasadoras de campana de MULTIVAC. En los últimos
20 años añadimos seis soluciones semiautomáticas y
dos líneas automatizadas”, informa Grzegorz Gańko. “Por
ello ya nos era de sobra conocido el excelente asesora-
miento, implementación y puesta en servicio que ofrece
esta empresa.”
Diseño cuidado al detalle para un producto de pri-mera
A la hora de planificar la solución de envasado para que-
sos de sabor intenso con corteza dura, se solicitó desde
el principio un asesoramiento competente. OSM SIERPC
quería distribuir su producto estrella en un envase innova-
dor que destacara en tres puntos por encima de sus com-
petidores: el aspecto, gracias a un diseño con una for-
ma y color muy atractivos, la higiene con una durabilidad
prolongada, y el fácil manejo con la posibilidad de volver
a cerrar el envase. MULTIVAC Polonia examinó estos exi-
gentes requisitos y desarrolló una solución consistente
en bolsas de lámina flexible que pueden volver a cerrarse
y envases en bandejas conformadas, además de reco-
mendar el envasado del queso en atmósfera protegida.
Este concepto fue aprobado a la primera y se puso en
práctica con una línea de envasado de casi 60 metros de
longitud que podía envasar 700 kg de queso en una hora.
Al principio de la línea, una cortadora porciona los bloques
de queso en láminas y, al final, se ubica una envasadora
en cartones semiautomática. Entre estos dos aparatos,
se encuentran la termoformadora R 535 con dos hormas
de formado y dos de soldadura para fabricar envases al
vacío y MAP, un sistema de inspección para controlar las
costuras de soldadura, la etiquetadora con cinta transpor-
tadora MR337 TQ y una báscula de control con detector
de metales integrado. Los envases entre 100 g y 750 g
pueden fabricarse de lámina rígida o de lámina flexible. El
control de toda la línea tiene lugar mediante un terminal
de mando centralizado.
Envasado de queso cuidado al detalle
La etiquetadora con cinta transportadora es apropiada
tanto para el etiquetado por arriba como por abajo y, si se
desea usar ambos, puede equiparse con un segundo dis-
pensador de etiquetas redundante con el que se puede
etiquetar prácticamente sin interrupciones. Los criterios
decisivos para elegir esta máquina fueron la eficiencia del
modelo elegido, su flexibilidad y su precisión. “Para noso-
tros era muy importante adquirir un diseño moderno que
destacara entre la competencia. No queríamos de ningún
modo perder esta ventaja con fallos como la colocación
de etiquetas ladeadas”, explica así Grzegorz Gańko los
motivos por los que se decidieron por una potente eti-
quetadora con cinta transportadora.
El envase flexible tiene la forma de un sobre que se
cierra con una etiqueta; así se puede abrir y volver a cerrar
y, al mismo tiempo, evita que se seque el contenido. La
parte inferior del envase con lámina flexible queda cubier-
to con un cartón que sirve como soporte de las lonchas y
las protege contra daños y deformaciones.
En los envases con bandejas rígidas, una marca de-
finida en la esquina sirve como ayuda para su apertura.
En los envases con lámina flexible, las lonchas de queso
se retiran por el lado largo; la lengüeta de cierre de estos
envases se puede volver a cerrar con un sello autoadhe-
sivo que a su vez impide que el queso se seque una vez
abierto el envase.
El atractivo envase del queso de corteza dura Ser
Królewski no solo ha sido galardonado con varios pre-
mios de diseño, sino que también ha cautivado a los
consumidores. “Desde el año 2012 envasamos Ser Kró-
lewski con la solución anteriormente descrita y desde
el principio fue un éxito de ventas”, resume Grzegorz
Gańko. Entretanto la demanda es tan amplia que la
empresa ha decidido invertir en una segunda línea de
envasado. Puesto que OSM SIERPC ha tenido muy
buenas experiencias con la línea de termoformado,
MULTIVAC también se encargará de planificar e insta-
lar la segunda línea de envasado en la lechería polaca.
“Estamos muy agradecidos de la experiencia de la que
dispone el servicio técnico; gracias a ésta, los numerosos
componentes de nuestra línea de envasado engranan a la
perfección”, destaca Grzegorz Gańko.
1
2
3
4
1 La línea de aproximadamente 60 metros de lon-gitud envasa hasta 700 kg de queso en una hora.
2 El control de toda la línea tiene lugar mediante el terminal de mando HMI 2.0.
3 Los trabajadores controlan si las lonchas de queso quedan bien coloca-das en el envase.
4 Los envases se etiquetan al final de la línea.
5 El queso de pasta dura Ser Królewski ha sido galardonado con varios premios.
5
73
UPDATE 1 ´15
72
ENVASES DE TODO EL MUNDO

ENVASADO A LA PERFECCIÓN: QUESO EN LONCHAS DE BIRAGHI
MULTIVAC ITALIA ENTREGA UNA LÍNEA PARA ENVASAR QUESO
CON FORMA TRIANGULAR
75
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

Biraghi S.p.A., fundada en 1934 es una de las mayores
empresas de productos lácteos de Italia. En sus fábricas
de producción de Cavallermaggiore, ciudad situada en la
provincia de Cuneo, trabajan hoy en día unas 250 perso-
nas en sus instalaciones de más de 166.500 m2. El volu-
men de ventas de esta empresa asciende a más de 100
millones de euros.
Lo anterior suponía un reto
enorme. Gracias a la con-
fianza de esta empresa en
las soluciones innovadoras
de MULTIVAC, al conocimiento de
las exigentes normas tecnoló-
gicas y a la estupenda relación
entablada, MULTIVAC fue ele-
gida por la lechería para ma-
terializar este ambicioso pro-
yecto. Los encargados del
proyecto dejaron desde
el primer momento en
manos de la empresa
especialista en enva-
sado el desarrollo y
la implementación
del nuevo envase,
ya que considera-
ron a MULTIVAC
un socio con soluciones fiables en el
que podían confiar plenamente tan-
to para el diseño de la envasadora
como para la manipulación automá-
tica del producto.
El envase formado exclusivamen-
te por lámina rígida suponía una no-
vedad en un mercado donde ya exis-
tía una amplia gama de envases con
lámina superior flexible. La forma
triangular de las lonchas de queso
fue un verdadero reto a la hora de di-
señar un envase adecuado. La com-
plejidad del proyecto en la fase de
desarrollo, que comenzó en el vera-
no del año 2011, requirió un enorme
esfuerzo y una estrecha colaboración
entre Biraghi y MULTIVAC.
La geometría del envase fuera
de lo común fue el motivo para es-
EN EL AÑO 2011 ESTA LECHERÍA QUISO INTRODUCIR UN NUEVO
PRODUCTO, HASTA AHORA DESCONOCIDO TANTO EN EL MERCADO
ITALIANO COMO EN EL EUROPEO.
La idea en la mente de los encargados del departamento de productos era comercializar el
queso “Gran Biraghi” cortado en lonchas en un envase rígido y que pudiera volver a cerrarse
para conservar toda la frecura del producto. Hasta ahora este queso sólo lo ofertaban en
otros tamaños y formas (p. ej. las clases “Grattugia Facile”, “Biraghini”, “Grattugiato Fresco”
o “Biralungo” de queso rallado, en lascas, en tradicionales trozos o como aperitivo).
77
UPDATE 1 ´15ENVASES DE TODO EL MUNDO
coger una horma con forma asimétri-
ca donde podían aprovecharse de la
mejor forma las láminas de envasa-
do y reducir así al mínimo los restos
de lámina y desperdicios. Gracias a
un desarrollo cuidadoso y con todo
detalle del envase, MULTIVAC pudo
dar respuesta a otro de los deseos
del cliente: que los envases pudieran
presentarse de forma atractiva en
el punto de venta, sin necesidad de
expositores especiales. MULTIVAC
cumplió esta exigencia diseñando
un envase apilable cuya parte inferior
formada por una bandeja se adapta
a la perfección a la tapa conformada
del envase situado justo debajo.
Para este proyecto se seleccionó
una envasadora de alto rendimiento
R 535 adecuada para el conformado
de la lámina inferior y superior (tapa).
La disposición de las lonchas en
forma de abanico dentro del envase
dota al producto de una característica
adicional que lo diferencia del resto y
que facilita al consumidor la retirada
de las lonchas de una en una.
Otra exigencia de la lechería era
la manipulación sin problemas de las
frágiles lonchas abiertas en abanico y
su traslado por la cinta transportado-
ra hasta llegar a la bandeja conforma-
da. Biraghi cuida al máximo la higie-
ne (es decir, que en ningún momento
el personal entra en contacto con el
producto) y le da especial importancia
a la colocación precisa del producto
en el envase. MULTIVAC facilitó un
módulo de manipulación automática
(H 130) diseñado especialmente para
la alojar correctamente las lonchas
de queso y colocarlas con cuidado en
el envase. El desarrollo de una pinza
especial para manipular las lonchas
fue una tarea no menos difícil. Pero
los esfuerzos merecieron la pena y al
final dimos con la solución perfecta
que cumplía las exigencias de higie-
ne y productividad de la empresa de
productos lácteos.
El último paso del proceso de
envasado es la impresión de la fe-
cha de consumo preferente y del
lote de producción en la parte infe-
rior del envase. Esto se lleva a cabo
con un sistema de impresión directa
de lámina MR297 IK de MULTIVAC
Marking & Inspection. Para poder
imprimir hasta cuatro envases colo-
cados uno frente a otro, tuvimos que
adaptar el sistema a las exigencias
del cliente.
A principios de 2012, MULTIVAC
instaló, comprobó y dejó lista para el
funcionamiento en las instalaciones
del cliente la termoformadora R 535
junto con el módulo de manipulación
H 130 y el sistema de impresión di-
recta MR297 IK.
El resultado del proyecto dejó
más que satisfechos a todas las par-
tes implicadas.
Los jefes técnicos (Ing. Claudio
Vaira y Celestino Tibaldi), el Director
de Marketing (Dr. Claudio Testa) y el
ingeniero encargado de la fabricación
de las láminas (Allisiardi) trabajaron
activamente y mano a mano con
MULTIVAC en este proyecto de éxito.
MULTIVAC Italia ha instalado su
primera línea de envasado y marca-
ción que incluye un módulo de ma-
nipulación automática y la empresa
Biraghi ha respaldado la salida al
mercado de un envase muy inno-
vador que cumple todas las expec-
tativas en cuanto a productividad y
eficiencia. Gracias a esta solución de
envasado de un sólo fabricante, el
cliente puede confiar plenamente en
que los diversos componentes de la
línea engranan a la perfección y que
todos ellos cumplen las exigentes
normas de calidad, higiene y segu-
ridad por los que se distinguen los
productos de MULTIVAC.
78
ENVASES DE TODO EL MUNDO

Señor Stromberg, en los años 90 convenció a sus padres, enton-ces propietarios del restaurante Stromberg en Münster, para que compraran una envasadora de campana al vacío. ¿Qué fue lo que le fascinó de esta técnica?
Holger Stromberg: La téc-
nica del vacío revolucionó
la preparación y el cocina-
do de los alimentos en el
restaurante de mis padres. Con ella
pudimos sustituir los procedimien-
tos menos eficientes por una téc-
nica avanzada, moderna y versátil.
Por ejemplo, antes solíamos dejar
la carne en un marinado de aceite,
especias y ajo. Hoy en día es impen-
sable el derroche que esto supone
en aceite y grasa. Para su almacena-
miento, la carne solía envolverse en
lámina plástica, quedando pringosa y
con mal aspecto. Tras la introducción
de la envasadora de campana, no
quisimos volver a prescindir de ella.
Este aparato nos permitió organizar
la cocina mucho mejor, aplicar pro-
cedimientos de cocción adicionales
como sous-vide o incluso preparar y
almacenar ingredientes como chips
de manzana en grandes cantidades.
HOLGER STROMBERG TRABAJA DESDE HACE SEIS
MESES CON DOS ENVASADORAS DE CAMPANA DE
MULTIVAC Y NOS CUENTA SU EXPERIENCIA EN UNA
ENTREVISTA.
El afamado cocinero Holger Stromberg (42) no renunciaría ni loco a sus enva-
sadoras de campana al vacío. Al fin y al cabo, este chef, famoso gracias a sus
apariciones en la prensa y en la televisión y desde 2007 cocinero oficial de la
selección alemana de fútbol, siempre ha sido gran defensor de la técnica al
vacío desde que trabajaba en el negocio de sus padres.
“CON LA C 300 JUGAMOS EN LA CHAMPIONS LEAGUE”
81
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

Como fundador y socio gestor de f.e.b. GmbH en Mú-
nich, Holger Stromberg ofrece junto a su equipo una am-
plia gama de servicios como asesoramiento nutricional,
cursos de cocina y catering: desde románticas cenas a
la luz de las velas hasta eventos de alto nivel con hasta
2.000 invitados. Además de las instalaciones *KOUNGE,
*CAMPUS LOFT y *KUTCHiiN, este creativo cocinero y
empresario cuenta con su propio CATERING en Múnich
llamado STROMBERG* y en 2008 inauguró Curry73, un
puesto de comida especializado en Currywurst (salchicha
típica berlinesa con salsa de curry).
ENVASES DE TODO EL MUNDO

Hace seis meses adquirió por pri-mera vez dos envasadoras de cam-pana de MULTIVAC...Stromberg: (riéndose) sí. Nuestra
antigua envasadora al vacío murió li-
teralmente hace seis meses. Por en-
tonces estábamos probando cómo
envasar al vacío platos preparados
para su envío y la antigua máquina
no dio más de sí. Ya que poco antes
tuve el placer de conocer al CEO de
MULTIVAC, Hans-Joachim Boekste-
gers, me informé de inmediato sobre
la gama de envasadoras de campana
de MULTIVAC y me decidí sin mu-
chas vacilaciones por las dos enva-
sadoras de campana C 300 y C 100.
¿Qué es lo que más le ha impre-sionado?Stromberg: Desde el principio nos
sorprendió la calidad del acabado y
la háptica de la máquina. El asesor
que nos la vendió nos mostró de pri-
mera mano estas cualidades al pre-
sentarnos la máquina y al formarnos
respecto a su uso. Para mí es muy
importante que los aparatos cuenten
con el sello GS; yo considero esta
“seguridad certificada” sinónimo de
una empresa de calidad. Si lo com-
paramos con el fútbol, con la C 300
nos hemos metido en la Champions
League en términos de organización
de la cocina.
¿Qué requisitos suele pedirle a una envasadora de campana?Stromberg: Para mí es importante
que la máquina sea potente, flexible
y fácil de transportar. Ofrecemos en
toda Europa servicios de catering
para grandes eventos, donde ne-
cesitamos llevar las máquinas con
nosotros. Además éstas deben per-
mitir una limpieza y un manejo muy
sencillos.
¿Para qué aplicaciones utilizan las máquinas?Stromberg: Envasamos al vacío casi
todos los productos antes de refrige-
rarlos o congelarlos, esto es: carne,
pescado, verduras, postres, salsas,
marinados, etc. Nosotros mismos
cortamos el pescado en filetes y, por
ejemplo aquí, es impensable trabajar
sin la técnica del vacío. Este procedi-
miento es higiénico y ahorra mucho
espacio.
¿Estuvieron las máquinas rápida-mente listas para usar?Stromberg: MULTIVAC suministró e
instaló las máquinas en un plazo de
10 a 14 días. Después recibimos una
formación de aprox. una hora de du-
ración y ya estaban listas para usar.
¿Dónde utiliza la C 300?Stromberg: Usamos la C 300 para
tareas de organización en KUTCHiiN
y en nuestro servicio de catering.
Aquí realiza a diario entre 100 y 200
procesos de envasado al vacío. En el
restaurante es donde necesitamos
sobre todo un aparato potente y el
resultado es impresionante. Lo me-
jor es que la C 300 como máquina
fija puede convertirse en móvil con
un armazón rodante. Antes sólo con-
tábamos con un aparato de sobre-
mesa muy pesado y ahora somos
mucho más flexibles: tanto a la hora
de equipar la cocina, como en lo que
respecta a todas las funciones de la
máquina.
¿Y la C 100?Stromberg: La pequeña máquina de
sobremesa C 100 es perfecta para
nuestra escuela de cocina. Aquí en-
vasamos al vacío porciones peque-
ñas como filetes de pechuga, verdu-
ras o pescado; prácticamente todo lo
que puede cocinarse con la técnica
sous-vide. En el caso de consumido-
res finales, creo que tiene más sen-
tido adquirir uno de estos aparatos.
Defiendo al 100 % la alimentación
saludable y esto significa “cocinar
uno mismo”. Con la C 100 se puede
organizar la cocina a las mil maravi-
llas e incluso cocinar previamente y
congelar en porciones los platos ya
listos envasados al vacío. Mi abuela
tenía que hacer conservas o prepa-
rar los alimentos en salazón o ahu-
mados. Hoy en día es raro quien no
dispone de un congelador en casa.
¿Por qué recomendaría MULTIVAC?Stromberg: Diría que MULTIVAC
piensa en el más mínimo detalle y
no deja nada al azar. Como ejemplo
nombraría un detalle tan ínfimo como
las ruedas de la C 300, equipadas
con freno. ¡Son tan útiles! Nuestra
cocina tiene mucho desnivel y la má-
quina no se mueve ni un milímetro.
¿Ve algún punto donde pueda mejorar?Stromberg: Es difícil responder a
esta pregunta... ¡y mira que soy muy
crítico con cada detalle! Lo único
que mejoraría sería equipar la máqui-
na con un cajón en la parte inferior
donde cupieran bolsas de tamaño
convencional. Solemos guardar las
bolsas en una estantería al lado pero
sería mejor si estuvieran directamen-
te en la máquina.
¿Su conclusión?Stromberg: La calidad de la máquina
y el resultado de envasado al vacío
son de primera categoría. He adquiri-
do dos máquinas excelentes se mire
por donde se mire.
Muchas gracias por la entrevista.
ENVASES DE TODO EL MUNDO

ANTIPASTI QUE DESPIERTAN EL APETITO
ENVASES DE TODO EL MUNDO

Rollitos de queso de cabra
y panceta, caracoles en-
curtidos, hojaldres rellenos
y bocaditos dulces: los
riquísimos antipasti y aperitivos de
IDPAK son muy apreciados por los
consumidores belgas y su deman-
da es muy elevada; esta empresa
oferta sus productos en envases
novedosos y atractivos con los que
destaca entre la competencia en el
comercio minorista. En los últimos
cinco años, IDPAK ha podido du-
plicar con creces su productividad:
cada mes se fabrican en la fábrica
de Andenne unas 375.000 bande-
jas, distribuidas desde 2009 con la
cooperación de Fournipac.
El éxito de la “pequeña” IDPAK
en su lucha contra los gigantes de
la industria alimentaria tiene mu-
cho que ver con sus trabajadores: la
empresa emplea a personas disca-
pacitadas que requieren una reinte-
gración social en trabajos donde no
tiene cabida el estrés. Lo anterior
exige que el entorno de producción
y, en especial, la maquinaria cumplan
EN LA CIUDAD VALONA DE ANDENNE, LA EMPRESA
BELGA IDPAK ENVASA ANTIPASTI Y OTROS SABROSOS
APERITIVOS DESTINADOS AL MERCADO LOCAL.
Dentro de un programa de cooperación con Fournipac, una “entreprise de
travail adapté (ETA)” subvencionada por el Estado, IDPAK emplea en la pro-
ducción a personas discapacitadas en cuyo trabajo utilizan las modernas en-
vasadoras de MULTIVAC en función de sus habilidades. Durante los cinco
años que lleva siendo socio de MULTIVAC, esta empresa ha crecido de forma
continua y ha adaptado las condiciones de producción de forma flexible a los
requisitos especiales de sus trabajadores. A comienzos de 2014, IDPAK invir-
tió en un nuevo modelo de termoselladora: la T 600.
“MULTIVAC NOS HA ASESORADO DESDE EL PRINCIPIO
OFRECIÉNDONOS SOLUCIONES FLEXIBLES Y NADA
COMPLEJAS PARA NUESTRO PARQUE DE MÁQUINAS”.
89
UPDATE 1 ´15
88
ENVASES DE TODO EL MUNDO

unos requisitos muy específicos. El
Director General, Dirk Maes, nos
describe mejor el reto al que se en-
frentan: “las tareas del proceso de
fabricación están orientadas a las
necesidades de nuestros trabajado-
res. Por ejemplo, la velocidad a la
que funcionan nuestras envasadoras
debe poder adaptarse de forma muy
flexible al producto que se va a en-
vasar, al número de trabajadores en
la línea y al rendimiento necesario.
Sólo así podemos definir a diario un
nuevo ritmo de trabajo que permita
fabricar los productos a tiempo y que
a su vez no genere estrés a nuestros
trabajadores”.
Tener como socio a MULTIVAC sienta las bases de nuestro éxito
Desde el año 2009, IDPAK ha adqui-
rido un parque de máquinas con la
ayuda de MULTIVAC que cumple es-
tos requisitos. Su gran flexibilidad y
homogeneidad permiten un manejo
y mantenimiento muy sencillos. “Al
principio utilizamos sólo máquinas
con capacidad media y nuestra idea
era pasar poco a poco a soluciones
que garantizasen mayor rendimiento
y flexibilidad“, recuerda la encargada
de producción Estelle Willem. Por
ello las máquinas debían proceder en
la medida de lo posible de un mis-
mo proveedor para así minimizar los
costes de mantenimiento, piezas de
repuesto y gestión.
Cinco años después, IDPAK
dispone actualmente de un moder-
no parque de máquinas con varias
termoselladoras de MULTIVAC del
modelo T 700 y del más actual: el
T 600. Esta empresa ha establecido
con la oficina belga de MULTIVAC
una estrecha relación llena de con-
fianza. En palabras de Estelle Willem:
“MULTIVAC nos ha asesorado desde
el principio ofreciéndonos solucio-
nes flexibles y nada complejas para
nuestro parque de máquinas”. En un
primer momento, IDPAK pudo alqui-
lar las máquinas, entre ellas, solu-
ciones de etiquetado de MULTIVAC
Marking & Inspection y varias T 700.
De esta forma pudo hacer una prime-
ra toma de contacto con la tecnología
y la asistencia técnica de MULTIVAC
a muy bajo coste. “Al final no sólo es
importante la máquina, sino también
la asistencia que ofrecen los em-
pleados del servicio técnico”, recalca
Estelle Willem.
Poco a poco IDPAK fue adqui-
riendo más termoselladoras del tipo
T 700 hasta que, a principios de
2014, se decidió por comprar una
T 600. Ésta nos convenció especial-
mente por su tecnología puntera y
el manejo rápido y fácil durante la
producción y al cambiar de herra-
mienta. “La T 600 está equipada con
la misma pantalla para controlar la
máquina que el modelo T 700. Esto
facilita el cambio de una línea a otra y
permite que los trabajadores realicen
sin problemas las tareas encome-
dadas”, explica Bart Princen, Gestor
de Proyectos de MULTIVAC Bélgica.
Incluso el cambio de horma es muy
fácil de efectuar gracias al acredita-
do sistema de cajones. Este mode-
lo cuenta con un armario de control
colocado en el lateral, lo que supone
una ventaja puesto que puede acce-
derse de forma centralizada a los sis-
temas eléctrico y neumático. Así se
facilita, entre otras cosas, la búsque-
da de fallos. La T 600 cumple con los
requisitos de higiene más exigentes
y ha sido desarrollada en base al con-
cepto pionero Hygienic Design™ de
MULTIVAC. La máquina al completo
puede lavarse a presión. Fácil acce-
so a piezas y zonas que requieren
mucha higiene.
Para poder cumplir las condicio-
nes específicas de producción en
IDPAK, el especialista en envasado
tuvo que adaptar algunas característi-
cas de la T 600: el sistema de cinta se
amplió y los programas que regulan
la velocidad de la máquina se ajusta-
ron a las necesidades de IDPAK. El
diseño y los aspectos relativos a la
seguridad fueron sometidos a una
comprobación exhaustiva antes de
la puesta en servicio de la máquina,
para descartar cualquier posible ries-
go para el personal. Como resultado
se corroboró que todas las medidas
de seguridad cumplían los requisitos
específicos de esta empresa. “Antes
de dar el paso decisivo para la inver-
sión, nos dejamos asesorar a fondo
por MULTIVAC sobre los ajustes ne-
cesarios en nuestro caso concreto
en lo relativo a las funciones de la
máquina y a las clases de producto a
envasar. Nuestro objetivo fundamen-
tal es trabajar siempre conforme a
los últimos avances técnicos. A pe-
sar de ser una empresa relativamen-
te pequeña, en comparación con la
multinacional MULTIVAC, nunca nos
hemos sentido infravalorados”, agra-
dece la encargada de producción de
la empresa belga.
Conceptos de envasado flexibles para productos delicados
Desde la primavera del año pasado,
IDPAK utiliza la nueva máquina sobre
todo para fabricar productos delica-
dos como rollitos de queso de cabra
y panceta, caracoles encurtidos u ho-
jaldres, que se colocan a mano en las
bandejas y se envasan a velocidad
reducida: la T 600 envasa entre 30 y
36 bandejas al minuto. La T 600 es
muy flexible en lo referente al con-
cepto de envasado elegido en cada
momento: puede producir envases
MAP, con y sin lámina LID, envases
Skin Isopack y envases Slicepac.
Distintas herramientas de corte per-
miten producir envases de bandeja
tanto con saliente de lámina (Outsi-
de-Cut) como sin saliente de lámina
(Inside-Cut). “Hemos aprendido a sa-
car el máximo partido de las posibili-
dades que nos brinda la tecnología”,
resume Estelle Willem. “El concepto
de máquinas bien pensado (tanto en
lo que respecta al sistema mecánico
como al electrónico) nos ha brindado
nuevas posibilidades en el envasado
de productos muy diversos”.
Al principio hubo una serie de
obstáculos en torno a las condicio-
nes especiales de producción de la
empresa IDPAK que tuvimos que su-
perar. En caso de preguntas o proble-
mas técnicos, el servicio técnico de
MULTIVAC prestó su ayuda en todo
momento en las propias instalacio-
nes de la empresa. “Esto nos sirvió
de gran ayuda”, agradece Willem.
Gracias a su parque de máqui-
nas, IDPAK ha podido ampliar la pro-
ducción en los últimos cinco años y
cuenta con el mejor equipamiento
con vistas al futuro. Como conclu-
sión, el Director General Dirk Maes
añade: “Las termoselladoras han he-
cho posible que dupliquemos nuestra
capacidad de producción y que nues-
tra empresa haya crecido continua-
mente en los últimos cinco años. La
tecnología va de la mano con el desa-
rrollo de nuestra empresa. Estamos
convencidos de que en el futuro vol-
veremos a confiar en MULTIVAC para
que nuestra empresa siga creciendo”.
ENVASES DE TODO EL MUNDO

CARNE DE TERNERA ENVASADA CON EL MAYOR CUIDADO CON MULTIFRESH™
ENVASES DE TODO EL MUNDO
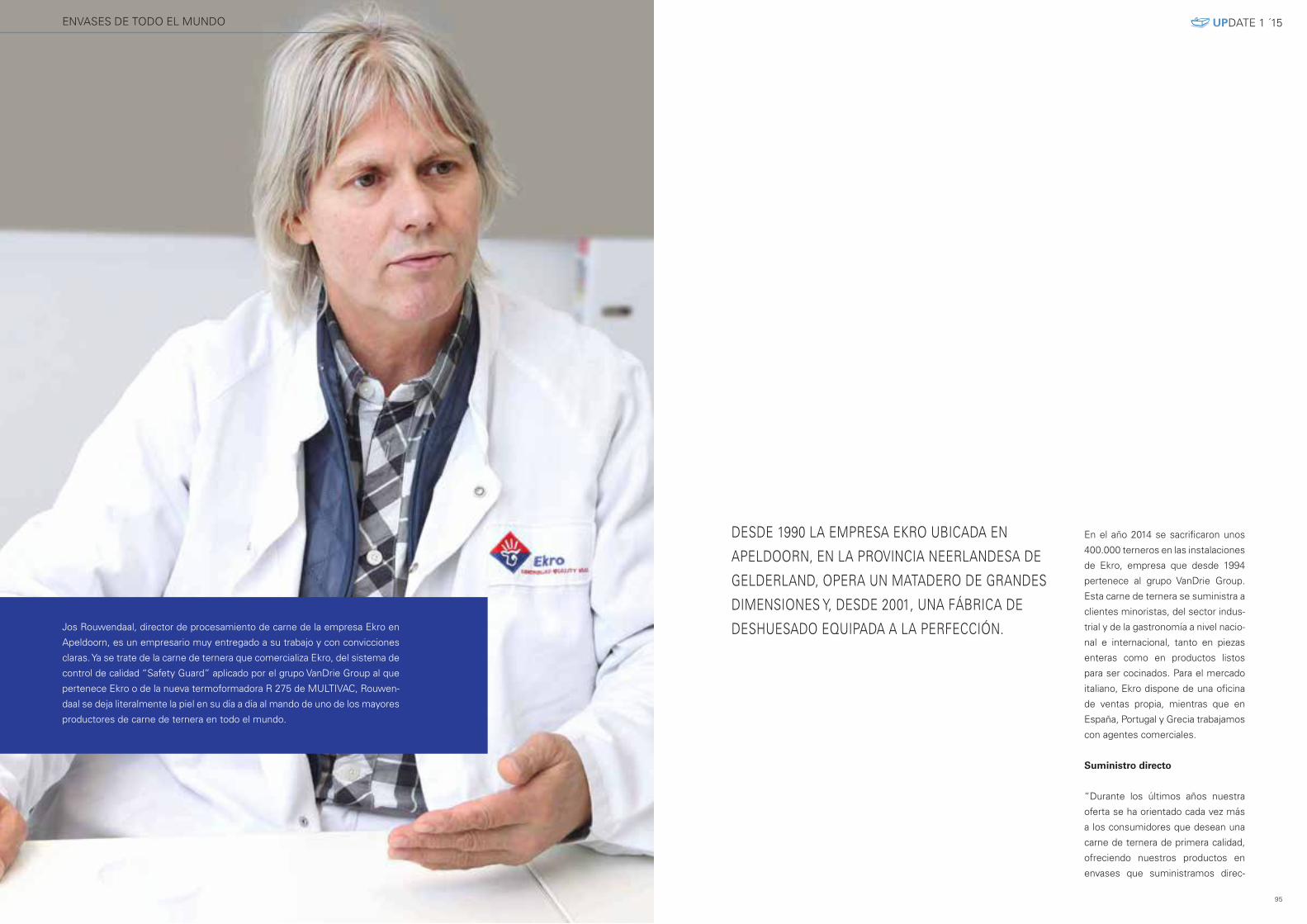
Jos Rouwendaal, director de procesamiento de carne de la empresa Ekro en
Apeldoorn, es un empresario muy entregado a su trabajo y con convicciones
claras. Ya se trate de la carne de ternera que comercializa Ekro, del sistema de
control de calidad “Safety Guard” aplicado por el grupo VanDrie Group al que
pertenece Ekro o de la nueva termoformadora R 275 de MULTIVAC, Rouwen-
daal se deja literalmente la piel en su día a día al mando de uno de los mayores
productores de carne de ternera en todo el mundo.
En el año 2014 se sacrificaron unos
400.000 terneros en las instalaciones
de Ekro, empresa que desde 1994
pertenece al grupo VanDrie Group.
Esta carne de ternera se suministra a
clientes minoristas, del sector indus-
trial y de la gastronomía a nivel nacio-
nal e internacional, tanto en piezas
enteras como en productos listos
para ser cocinados. Para el mercado
italiano, Ekro dispone de una oficina
de ventas propia, mientras que en
España, Portugal y Grecia trabajamos
con agentes comerciales.
Suministro directo
“Durante los últimos años nuestra
oferta se ha orientado cada vez más
a los consumidores que desean una
carne de ternera de primera calidad,
ofreciendo nuestros productos en
envases que suministramos direc-
DESDE 1990 LA EMPRESA EKRO UBICADA EN
APELDOORN, EN LA PROVINCIA NEERLANDESA DE
GELDERLAND, OPERA UN MATADERO DE GRANDES
DIMENSIONES Y, DESDE 2001, UNA FÁBRICA DE
DESHUESADO EQUIPADA A LA PERFECCIÓN.
95
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

tamente a minoristas”, comenta Jos
Rouwendaal, director de procesa-
miento de carne en Ekro. “De lo
anterior se encarga nuestro depar-
tamento Consumer Products. Allí
la carne de ternera se porciona, se
condimenta dado el caso y se envasa
con atmósfera protegida para comer-
cializarse como una marca propia o
bajo otras marcas comerciales. De
esta forma envasamos también pie-
zas grandes con la calidad de primera
que ofrece un matadero. Por ejem-
plo, en el año 2014 Ekro suministró
carne de ternera a filiales del super-
mercado para mayoristas Metro en
nueve países. En los Países Bajos
suministramos envases listos para
el consumo a las cadenas de super-
mercados Albert Heijn y Jumbo”.
La demanda internacional de car-
ne de ternera experimenta un ligero
aumento; en palabras de Rouwenda-
al: “El cinco por ciento de la carne de
ternera producida por Ekro se queda
en los Países Bajos y, el resto, se ex-
porta. El número de exportaciones
ha aumentado, sobre todo las desti-
nadas a Alemania. Italia sigue siendo
con creces el país líder en consumo
de esta carne y Francia también des-
97
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

www.multivac.com
taca en el número de consumidores. Actualmente, el
grupo VanDrie Group centra sus esfuerzos en potenciar
las ventas en los EE. UU., donde poco a poco vuelven
a ser menos restrictivos con las importaciones de car-
ne de ternera. China es un mercado que está ahora de
moda y ya exportamos a regiones como Oriente Medio y
Extremo Oriente.”
Safety Guard
Rouwendaal explica que “Safety Guard” es un sistema
para garantizar la calidad usado en todas las empresas
del grupo VanDrie Group y que éste sienta las bases para
todas las tareas llevadas a cabo en las instalaciones de
Ekro. El sistema se rige por la norma internacional ISO
22000 que contiene todas las exigencias para producto-
res válidas a nivel mundial. El elemento más importante
del sistema es la trazabilidad a lo largo de toda la cadena
de producción.
“Con Safety Guard es posible realizar un seguimiento
completo de toda la carne de ternera que se procesa en
nuestra fábrica de deshuesado. En cada pieza suelta de
carne de ternera podemos determinar de inmediato de
qué animal proviene y qué ganadero la crió. También utili-
zamos la marca específi ca en la oreja de cada ternero. A
pesar de cambiar de lugar en el proceso de producción,
el número de marca siempre queda asignado a todas las
piezas de carne pertenecientes al mismo animal”.
Envases skin al vacío MultiFresh™
Ekro ha ampliado en los últimos años su parque de
máquinas con diversos equipos de MULTIVAC. En 2014
adquirió la termoformadora R 275 que dispone de una
estación de soldadura adicional. De esta forma, Ekro
puede utilizar tres tipos de envasado: un envase skin
MultiFresh™, un envase MAP con atmósfera protegida
(si sólo se utiliza la segunda estación) y el envase deno-
minado “de doble capa”. En esta última variante el envase
se sella con una lámina superior adicional. En el espacio
intermedio creado puede introducirse, p. ej., una mezcla
de hierbas aromáticas.
Los envases skin al vacío MultiFresh™ destacan por
una lámina superior especial que envuelve el producto
como si fuera una segunda piel dejándolo completamen-
te estanco. La lámina superior se sella en toda su super-
fi cie con la lámina de la base. Ekro utiliza regularmente
la R 275 para fabricar envases MultiFresh™. La cadena
alemana de supermercados Aldi Nord recibe diversos
productos cárnicos envasados por nosotros, como Ribe-
ye, entrecot, fi letes de ternera marinados o medallones
de ternera.
“Hasta marzo de 2014 envasábamos los productos
cárnicos de Aldi Nord en el clásico envase MAP. A partir
de entonces, acordamos con la empresa el cambio de
este envase por MultiFresh™”, explica Rouwendaal, ex-
perto en las propiedades específi cas de MultiFresh™.
Presentación con la máxima frescura
Rouwendaal encuentra los nuevos envases MultiFresh™
más atractivos y modernos que los envases tradicionales
MAP o de tipo skin. “Después del proceso de envasado
siguen siendo visibles costuras de soldadura en los en-
vases skin. En MultiFresh™, la lámina envuelve la carne
pegándose mucho a ella y haciendo invisibles las costuras
de soldadura e, incluso a veces, hasta la lámina superior.
Gracias a esta “segunda piel” los productos adquieren un
aspecto muy fresco y a su vez se conservan durante más
tiempo que en los envases MAP. Los robustos envases
MultiFresh™ permiten un envasado rápido, pueden api-
larse de forma efi ciente y, de este modo, su transporte
es más fácil. El uso de MultiFresh™ está muy extendido
para la carne de caza y las aves y va ganando adeptos a la
hora de envasar productos cárnicos de otro tipo”.
La demanda de envases MultiFresh™ por parte de
minoristas y otros compradores crece de forma con-
tinua. “En estos momentos estamos llevando a cabo
pruebas de envasado con la termoformadora R 275 para
varios clientes”, añade Rouwendaal. “Estos clientes tra-
bajan todavía con envases MAP y se plantean el cam-
bio a MultiFresh™. Los minoristas no toman ese tipo de
decisiones de la noche a la mañana, sino a largo plazo.
MultiFresh™ es especialmente adecuada para productos
cárnicos de primera calidad como la carne de ternera”.
Este artículo fue publicado por Meat&Co.(noviembre de 2014).
Mejor envasado tipo skin
Los envases skin MultiFresh™ combinan una presentación atractiva y la protección óptima del producto. Gracias a la perfecta sincronización entre envasadora y el material de envase se producen envases skin al vacío de la más alta calidad con una eficiencia única.
98
ENVASES DE TODO EL MUNDO

PASAR DE DOS A UNA: ENVASAR QUESO CON EL MAYOR CUIDADO
EL PRODUCTOR DE QUESO HOLANDÉS ROUVEEN KAAS-
SPECIALITEITEN HA SUSTITUIDO DOS ENVASADORAS DE
CAMPANA ANTIGUAS POR UNA ENVASADORA DE CINTA
CON CAMPANA DE ALTO RENDIMIENTO DE MULTIVAC.
Gracias a las buenas experiencias obtenidas con el Soft Evacuation System de la B 510,
la empresa ha podido ampliar su oferta de clases de queso delicadas.
101100
ENVASES DE TODO EL MUNDO

Junto con Suiza, Francia e
Italia, Holanda se considera
uno de los países europeos
fabricantes de queso por
excelencia. Además de sus famosos
quesos cortados en lonchas (como
Gouda, Edam o Maasdam), Holanda
cuenta con numerosas especialida-
des menos conocidas que se fabri-
can siguiendo antiguas tradiciones
artesanales.
Rouveen Kaasspecialiteiten es
un fabricante de queso holandés de
renombre gracias a su amplia oferta.
En sus instalaciones de Rouveen y
Molenschot, la empresa produce
más de 400 variantes de queso dis-
tintas, como por ejemplo, la marca
propia “Bastiaansen Bio”. En las que-
serías se procesan anualmente unos
150 millones de litros de leche de
vaca y cabra y, en casos excepciona-
les, incluso de leche de búfala.
Aquí se producen quesos ente-
ros de hasta 16 kg de peso en va-
rios tamaños y formas: redondos,
cuadrados, con forma de hogaza de
pan o en barra; en cada lote se fa-
brican aprox. 1.000 kg de producto.
Las sustancias auxiliares indispensa-
bles para la producción son: calcio,
fermentos lácticos y cuajo animal o
vegetal. Mediante un moderno siste-
ma de salmuera, Rouveen Kaasspe-
cialiteiten adapta el contenido en sal
de sus quesos al gusto de los clien-
tes. “La sal le da sabor al queso y ac-
túa como conservante”, aclara Arjan
Hoekman, responsable del proceso
de curado en la quesería. Una vez
efectuado el baño de salmuera, los
quesos deben envasarse durante 24
horas en bolsas al vacío para que no
se sequen ni queden contaminados
por bacterias indeseadas.
La escasa capacidad y las defi-ciencias en el proceso son decisi-vas para las nuevas inversiones
Hasta el año 2013, Rouveen
Kaasspecialiteiten utilizaba una enva-
sadora de cinta con campana y una
envasadora de campana con vacío
suave. Estas máquinas ya estaban
un poco anticuadas y no respondían
a las exigencias actuales de los fabri-
cantes de queso: “en la envasadora
de cinta con campana, la producción
de menos de cuatro envases al minu-
to era insuficiente. Y en la envasado-
ra de campana con la que envasába-
mos nuestras clases más delicadas,
como el queso de cabra o a las finas
hierbas, no estábamos satisfechos
con las diferencias de presión”, ex-
“NO SÓLO HEMOS CONSEGUI-DO UN NUEVO PROVEEDOR SINO QUE HEMOS GANADO UN VERDADERO SOCIO QUE NOS ACOMPAÑA EN NUESTRO CA-MINO AL ÉXITO.”
103
UPDATE 1 ´15ENVASES DE TODO EL MUNDOENVASES DE TODO EL MUNDO

plica así Arjan Hoekman los motivos
por los que no dudaron demasiado
en cambiar de sistema. Además,
el costoso funcionamiento de dos
máquinas diferentes llevaba tiempo
molestando a los encargados de la
producción. No fue ninguna sorpre-
sa que la empresa acabara buscando
una nueva solución de envasado.
En vez de adquirir dos nuevas
máquinas, la empresa prefirió utili-
zar una envasadora de campana de
alto rendimiento con función SES
(Soft Evacuation System). La nueva
solución debía procesar entre seis y
ocho bloques de queso al minuto, es
decir, que debía envasar entre dos y
cuatro quesos más que las solucio-
nes anteriores. Además, el modelo
deseado debía ser capaz de envasar
una gran variedad de clases y tama-
ños de queso diferentes en bolsas
con lámina retráctil: 80 bloques de
queso rectangulares con un tama-
ño de hasta 300 x 500 x 110 mm
y un peso de hasta 16 kg así como
30 clases distintas de queso redon-
do curado envuelto en láminas de
hasta 12 kg de peso. El tiempo de
conservación mínimo de los produc-
tos envasados debía ser de al me-
nos tres meses.
Rouveen Kaasspecialiteiten fue
especialmente exigente en lo refe-
rente a la calidad del vacío suave de
la nueva solución de envasado. Esta
tecnología se utiliza para envasar al
vacío, prestando el mayor cuidado,
clases de queso delicadas como el
de cabra o aquellas con agujeros.
“Si el aire se evacua demasiado
rápido fuera de la bolsa, la brusca
diferencia de presión hace que se
extiendan los agujeros del queso
y que aumente su volumen. En las
clases de queso más delicadas, lo
anterior puede dañar la estructura
del queso y romper la corteza duran-
te el proceso de envasado al vacío.
Es imposible comercializar un que-
so al que le ocurra eso”, explica Arjan
Hoekman.
MULTIVAC Soft Evacuation System: entrada de aire suave y constante
Una vez analizadas las soluciones
disponibles en el mercado, el equipo
de proyecto escogió al momento la
envasadora de campana B 510 de
MULTIVAC. Este modelo dispone de
una campana de vacío muy espacio-
sa con una longitud de soldadura de
2 x 1.300 mm y alcanza una velocidad
de más de 2,5 ciclos al minuto. En
cada ciclo, la B 510 puede cargarse
con tres bloques de queso, por lo
que se alcanza el nivel de rendimien-
to deseado por el fabricante.
El equipo de proyecto de Rou-
veen Kaasspecialiteiten se informó
previamente sobre el MULTIVAC Soft
Evacuation System (SES) con el que
viene equipada la B 510. A diferen-
cia de los procedimientos estándar
de evacuación, éste permite envasar
al vacío sin exponer los productos a
una gran diferencia de presión. De
esta forma pueden envasarse pro-
ductos delicados (como el queso con
agujeros) de forma segura y prestan-
do el mayor cuidado.
Rouveen amplía su oferta de cla-ses de queso delicadas
Tras realizar pruebas con distintos
quesos y tamaños de bolsas, Rou-
veen Kaasspecialiteiten escogió la
B 510. Esta envasadora de cinta con
campana está equipada con una cinta
transportadora automática. De esta
forma puede integrarse fácilmente
en las líneas ya existentes con com-
ponentes de otras empresas como
el sistema de salmuera de este fabri-
cante de queso. Las bombas de va-
cío no conllevaron ninguna inversión
extra. Rouveen Kaasspecialiteiten
pudo seguir usando las bombas de
2 x 250 m3/h de las que ya disponía.
Ahora se sitúan a unos 30 metros de
la B 510.
El proceso de carga se aceleró
ya que los técnicos de MULTIVAC
pudieron integrar el software con
la alimentación semiautomática de
bolsas de la que disponía la empre-
sa. Ésta prepara, en función de cada
ciclo, los tamaños de bolsa correctos
y las coloca abiertas en la campana
de vacío para que los trabajadores
sólo tengan que introducir en ellas
los quesos. Durante el transcurso
del proyecto, la soldadura de bolsas
de diferentes materiales supuso un
gran reto pero al final el resultado fue
todo un éxito.
La envasadora de cinta con cam-
pana lleva ya casi dos años operando
en las instalaciones de este fabrican-
te holandés de queso. Arjan Hoek-
man cuenta cómo transcurre el día a
día en la producción: “La tecnología
nos ha dado muchas alegrías. La B
510 nos ha brindado excelentes po-
sibilidades. El producto envasado tie-
ne mejor aspecto porque la costura
de soldadura resiste más y el cuello
de la bolsa es más corto. Además, el
proceso SES funciona de forma muy
fiable. La calidad del envase se man-
tiene constante. Hemos notado un
descenso de las reclamaciones por
envases abiertos o una estructura del
queso inusual. Gracias a lo anterior
pudimos ampliar nuestra oferta de
clases de queso delicadas”.
La máquina facilita el trabajo a los
empleados en todos los pasos de pro-
ducción. Se encarga de medir todo lo
necesario durante el desarrollo del
proceso y muestra de forma clara los
parámetros en la pantalla gráfica. Al
igual que el resto de envasadoras de
cinta con campana de MULTIVAC, la
B 510 está equipada con un mando
intuitivo. Todos los ajustes pueden
guardarse como recetas. Para el uso
de la función SES, en el control IPC
de la envasadora de cinta con campa-
na puede escogerse la presión meta
deseada en la campana pequeña y
la diferencia de presión requerida en
la campana grande. No es necesario
realizar otros ajustes mecánicos en
el MULTIVAC SES. Los parámetros
como la presión en la campana y la
diferencia de presión pueden guar-
darse en el control de la máquina
para cada producto y consultarse en
todo momento. Con ello, el proceso
resulta reproducible y seguro. Inclu-
so aunque varíen el tamaño, el peso
y el número de productos, se sigue
obteniendo una calidad de envasado
uniformemente alta. El proceso en sí
no precisa ningún mantenimiento.
Si la comparamos con las dos so-
luciones anteriores, Rouveen Kaass-
pecialiteiten ha experimentado mu-
chas mejoras. La empresa sigue sin
arrepentirse de su decisión: “la B 510
no sólo tiene una excelente relación
calidad-precio. Durante todo el desa-
rrollo del proyecto tuvimos la sensa-
ción de que MULTIVAC escuchaba
nuestras necesidades e intentaba
encontrar siempre la solución óptima
en nuestro caso concreto. Arjan Hoe-
kman resume así su experiencia: “no
sólo hemos conseguido un nuevo
proveedor sino que hemos ganado
un verdadero socio que nos acompa-
ña en nuestro camino al éxito”.
1
2
3
1 En cada ciclo, la B 510 puede cargarse con tres bloques de queso.
2 La B 510 está equipada con un mando intuitivo.
3 El proceso de carga ha podido acelerarse gracias a la integración del software con la alimentación semiau-tomática de bolsas.
105104
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

LA TERRAZA DE UN CAFÉ PARISINO EN MISURI
EN EL CAFÉ DES AMIS, SU PROPIETARIO
GUILLAUME HANRIOT HA COSECHADO
UN GRAN ÉXITO DESDE 2013 COCINAN-
DO CON EL MÉTODO SOUS-VIDE.
Sus comensales quedan encantados con la calidad de los
platos y escriben comentarios halagadores en las plata-
formas de Internet con más seguidores. Desde el punto
de vista técnico, el gasto en este restaurante es escaso:
una envasadora de campana compacta envasa al vacío la
comida introducida en bolsas y, a continuación, ésta se
cocina al baño María.
Parkville, una pintoresca ciudad estadounidense
del estado de Misuri, es la patria adoptiva de
Guillaume e Ingrid Hanriot. Estos dos ciudada-
nos estadounidenses nacidos en Francia son
desde hace muchos años propietarios del Café des Amis,
un local agradable que deleita a sus comensales con pla-
tos tradicionales e innovadores de la alta cocina francesa.
Junto a refinados entrantes o Hors d’Oeuvres, sabrosas
ensaladas y deliciosos Crêpes, Guillaume e Ingrid Han-
riot también sirven extravagantes platos principales como
“mejillones à la Odile”, “estofado de conejo con mostaza
de Dijon” o “paté de la casa”. Su ambiente rústico, el cui-
dado servicio y la selección de ingredientes preparados a
diario con la máxima frescura han dado una fama al Café
des Amis que se extiende como la pólvora. Este local
para 40 comensales está hasta la bandera casi todos los
fines de semana.
Para satisfacer de la mejor forma los deseos de sus
clientes, un equipo formado por cuatro personas no es-
catima esfuerzos en la cocina. Hubo un tiempo en el que
los procesos en la cocina eran casi interminables. Los
propietarios del Café des Amis son Guillaume e Ingrid
Hanriot. El cocinero Guillaume Hanriot echa la vista atrás:
“Normalmente preparamos cada día un nuevo menú para
107
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

asesor de HACCP de creación propia
ofreció útiles consejos. “La introduc-
ción estructurada de métodos para
manipular y almacenar alimentos me
ha abierto los ojos como empresario.
El factor clave era seguir formando a
los trabajadores para que entiendan
los peligros que conlleva una mani-
pulación incorrecta. En la gastrono-
mía, la seguridad es lo primero”, re-
salta Guillaume Hanriot.
Buenas críticas de todos los clientes
El Café des Amis recibe una y otra
vez excelentes valoraciones y co-
mentarios positivos de sus clientes.
Los usuarios de las plataformas de
Internet Yelp y Urbanspoon otorgan
al Café des Amis una media de 4,5
de un total de 5 estrellas. Guillaume
Hanriot atribuye estos halagos de
los comensales al exquisito proceso
de cocción sous-vide y a los nuevos
procesos más estructurados que se
desarrollan en la cocina. “Ahora po-
demos controlar más la higiene, las
existencias, la constancia y los cos-
tes. Recibimos muchas menos que-
jas; prácticamente ninguna en lo que
respecta a la cocina”, resume el chef.
la cena. En el caso de eventos o días festivos en los que
esperábamos muchos clientes, solíamos empezar a pre-
parar los menús con dos o tres días de antelación. Los
problemas aparecían sobre todo a la hora de calcular las
cantidades correctas, con lo que de algunos platos sobra-
ba mucha cantidad”.
Esto ocurre en muchos establecimientos gastronómi-
cos de pequeño tamaño; el mayor reto es que los costes
no salgan disparados. La preparación con antelación de
una gran cantidad de comida reduce el margen de bene-
ficio, sobre todo porque los cocineros del Café des Amis
no podían conservar los platos durante mucho tiempo.
Sous-vide: comida refinada preparada en bolsas
A comienzos de 2013, Guillaume e Ingrid Hanriot,
decidieron ampliar los procesos en su cocina con una
nueva técnica de preparación de alimentos procedente
de Francia: “sous-vide”. Con este método, la carne, el
pescado o las verduras se introducen en una bolsa donde
se envasan al vacío y, a continuación se cocinan al baño
María a una temperatura relativamente baja entre 50 y 85
grados Celsius. Un termómetro para asados o de infrarro-
jos se encarga de controlar la temperatura en el interior
de la bolsa.
El nuevo procedimiento ha revolucionado de un día
para otro la organización en la cocina del Café des Amis:
“Ahora podemos preparar mucho mejor con antelación
los platos individuales. Así podemos concentrarnos más
en la calidad de las comidas”, se alegra Guillaume Hanriot.
“Puesto que envasamos los alimentos e ingredientes
crudos en bolsas al vacío, su durabilidad se ha prolonga-
do hasta un total de 30 días, siempre que en el frigorífico
haya una temperatura de unos 2 grados Celsius. La co-
mida ya cocinada y envasada al vacío se conserva hasta
un total de siete días si se almacena a una temperatura
inferior a 5 grados Celsius”.
Puesto que las bolsas al vacío se sueldan de forma
fiable, durante el proceso de cocción se conservan todos
los líquidos, nutrientes y aromas propios del producto.
Los ingredientes como condimentos, marinados o hier-
bas aromáticas dan mucho más aroma a los platos con
este procedimiento de cocción; así el chef podrá ahorrar
materias primas. Puesto que la mayor parte del aire se
evacua fuera de la bolsa al envasarla al vacío, el pescado y
la carne permanecen frescos durante más tiempo y que-
dan bien protegidos con oxígeno frente a la decoloración
y la oxidación.
Gracias a sous-vide, el propietario del Café des Amis
puede preparar las porciones con toda tranquilidad y cal-
cula mejor la cantidad, ya que cada comida cuenta con
un peso exacto. En términos de higiene y logística, los
encargados de los fogones se benefician de un método
moderno de cocción: la cocina y el frigorífico permanecen
más limpios, ya que todos los ingredientes se almacenan
en bolsas soldadas. El inventario semanal de existencias
se realiza de forma más rápida y precisa; los trabajadores
sólo tienen que contar los envases, conocen exactamen-
te su peso y saben a la perfección de lo que dispone el
almacén. “El procedimiento sous-vide es la solución per-
fecta para nuestra pequeña cocina. Nuestro margen de
beneficios es ahora mucho mayor, ya que ahora podemos
ofrecer alta cocina sin desperdiciar tantos alimentos”,
añade Guillaume Hanriot a la lista de ventajas.
Precisa y robusta: la envasadora de campana al vacío de MULTIVAC
Desde el punto de vista técnico, la introducción del nuevo
concepto de preparación de alimentos no fue “a lo gran-
de”: en abril de 2013 el propietario del Café des Amis
adquirió una envasadora de campana al vacío C 200. Este
modelo básico destaca en el mercado por ser robusto,
preciso y extremadamente eficiente y es apropiado para
una gran variedad de productos, bolsas y tamaños de bol-
sa. Con unas dimensiones de 50 x 36 centímetros y un
peso de 70 kg, la C 200 se colocó sobre una mesa esta-
ble en la cocina del Café des Amis y su acceso es muy
fácil para los procesos realizados allí a diario. El Gerente
de Productos de MULTIVAC, Michael Parrish, destaca
otras ventajas del modelo compacto: “Nuestras máqui-
nas de sobremesa son la solución de envasado ideal para
establecimientos pequeños. Gracias a sus dimensiones
compactas caben en cualquier lugar y su manejo es faci-
lísimo, al igual que el resto de nuestras envasadoras de
campana. Todos los ajustes pueden guardarse como re-
cetas. Esto garantiza resultados fiables y reproducibles”.
La C 200 está equipada con un sensor de vacío que
mide el vacío generado en la campana. Éste es uno de
los puntos en los que se diferencia de otras envasado-
ras de campana, equipadas normalmente con un mando
temporizado. El sensor de vacío garantiza que siempre se
genere el mismo valor de vacío en la campana; de esta
forma se asegura una calidad del envase excelente y re-
producible.
“La C 200 ofrece calidad de principio a fin. Es extre-
madamente fiable y fácil de manejar”, alaba el chef.
Aplicación de HACCP
El servicio técnico de MULTIVAC también ayudó al pro-
pietario del Café des Amis a instaurar el concepto HACCP
(siglas en inglés del Análisis de Peligros y Puntos Críti-
cos de Control) necesario. Éste asistió a los trabajadores
del Café des Amis a la hora de efectuar los procesos de
manera más eficiente, segura y ahorrando costes. Un
1
2
3
1 “El procedimiento sous-vide es la so-lución perfecta para nuestra pequeña cocina”.
2 La C 200 es adecuada para una gran variedad de productos y bolsas.
3 “La C 200 ofrece calidad de principio a fin”.
109108
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

CATERING EN ALTA MONTAÑACOMPASS ENVASA CON ENVASADORAS DE CAMPANA MULTIVAC
LOS ALIMENTOS DESTINADOS A LOS COMEDORES PARA LOS MINEROS
QUE TRABAJAN EN LOS ANDES CHILENOS.
ENVASES DE TODO EL MUNDO

Compass Group, fundado
en 1914, es un proveedor
internacional de servicios
para edificios y de cate-
ring. La empresa cuenta con más
de 500.000 trabajadores en 50 paí-
ses y su volumen de negocios anual
ronda los 22 mil millones de dólares
estadounidenses. Este grupo em-
presarial es una de las mayores mul-
tinacionales de catering. Compass
fabrica y envasa en Europa, Nortea-
mérica, Latinoamérica y Asia aprox.
4 mil millones de comidas al año y
las suministra en todo el mundo,
llegando incluso hasta el lugar más
recóndito de nuestro planeta. Como
ejemplo podemos nombrar a la filial
de Compass en Chile que envía co-
midas muy nutritivas a los trabajado-
res de una de las minas de minera-
les situadas en los Andes a más de
4.000 metros sobre el nivel del mar.
Envasado en bolsas para tamaños de porciones variables
“Suministramos distintas comidas
para los mineros como carne, ver-
duras, pasta, arroz, sopas y salsas.
EN UN PRINCIPIO, COMPASS GROUP SOLO BUSCABA UN NUEVO TIPO DE ENVASA-
DO EN BOLSAS DONDE LOS ALIMENTOS PREPARADOS PUDIERAN TRANSPORTARSE
Y VOLVER A CALENTARSE SIN QUE SE SOLTARAN LAS COSTURAS DE SOLDADURA.
La solución de MULTIVAC no solo cumplía esos requisitos sino que también ofrecía un ahorro en los costes: las nuevas
bolsas robustas de poliamida y polietileno pueden apilarse en palets de forma más compacta que lo conseguido hasta
el momento. Esto reduce el número de contenedores de transporte necesarios y, a su vez, los costes de transporte.
113
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

Para su envasado utilizamos bolsas
porque, de esta forma, podemos tra-
mitar todos los pedidos sin tener que
reequipar la envasadora para cada
uno de ellos. En el envasado en bol-
sas basta con tener a mano los dis-
tintos tamaños de bolsa necesarios”.
Con estas palabras explica el proce-
so de trabajo Luisa Lobos, Category
Manager de Compass.
Lógicamente, la empresa de ca-
tering no suministra las comidas ca-
lientes a las zonas más remotas. La
comida para los mineros se dejaba
enfriar tras su preparación, ya que las
bolsas de transporte utilizadas hasta
ahora no eran resistentes al calor.
Antes de volver a calentar la comida,
los cocineros del comedor debían
retirarla de los envases. “Quería-
mos acelerar y facilitar este proceso.
Para ello eran necesarios envases de
transporte en los que se pudiera vol-
ver a calentar la comida”.
Puesto que MULTIVAC cuenta
en este sector con una fama de so-
cio de confianza que siempre ofrece
soluciones individuales de primera
calidad, los gestores de proyectos
acudieron a la filial de Santiago de
Chile para informarse sobre las po-
sibilidades de rellenar las bolsas con
comida aún caliente. Estas bolsas
no servirían únicamente para trans-
portar la comida, sino también para
calentarla en el punto de destino. El
requisito esencial de la empresa de
catering era asegurar una impermea-
bilidad constante. “Nuestra expe-
riencia confirma que las costuras de
soldadura son el punto débil de los
envases en bolsas. Varias veces he-
mos lamentado pérdidas porque las
costuras no eran estancas al 100 %
o porque éstas se abrieron durante
el transporte”, añade Luisa Lobos so-
bre los problemas que presentaba la
solución anterior.
Condiciones extremas para las costuras de soldadura
Nelson Morales, gestor de produc-
tos para láminas y materiales de con-
sumo en MULTIVAC Chile, asesoró al
cliente a la hora de elegir el material
de envasado apropiado y nos resume
los criterios aplicados: “Puesto que
las bolsas de Compass se exponen a
tres rangos de temperatura diversos
y a diferencias enormes de altura, las
costuras de soldadura permanecen
estancas a temperaturas entre 0 y
100 °C y resisten una diferencia de
presión entre 600 y 1000 mbar”. Al
rellenarse con alimentos calientes,
estas bolsas se someten brevemen-
te a un calor muy elevado de entre
90 y 100 °C. Su transporte y alma-
cenamiento se realiza entre 0 y 5 °C
y, antes de servirse, deben soportar
durante dos horas una temperatura
de 80 °C. “El recalentamiento de la
bolsa fue la mayor prueba de resis-
tencia a la rotura para la costura de
soldadura ya que siempre hay algu-
na bolsa que se abre en este preci-
so momento”, explica Luisa Lobos
acerca de las pruebas efectuadas
por MULTIVAC durante el proceso de
búsqueda del material apropiado. Al
final, una lámina de polietileno para
el interior y de poliamida para el exte-
rior demostró ser lo suficientemente
resistente. “Con la nueva lámina he-
mos introducido también controles
de calidad exhaustivos para reforzar
a tiempo los posibles puntos débiles
y, gracias al excelente apoyo presta-
do por MULTIVAC, disponemos en
este momento de la solución ideal”
concluye satisfecha Luisa Lobos.
Desde mediados de 2013 Com-
pass rellena y envasa mensualmen-
te unas 80.000 de estas resistentes
bolsas con la envasadora de doble
campana C 500 y la compacta C 200
de MULTIVAC. Ambos modelos es-
tán equipados con una ventilación
automática y progresiva, de forma
que el envasado de alimentos blan-
dos, líquidos o delicados se lleva a
cabo prestando el mayor cuidado y
de forma segura. Ya que la tempera-
tura de soldadura de las dos envasa-
doras de campana puede ajustarse
exactamente, los usuarios pueden
confiar en la máxima calidad que
ofrece la soldadura de separación de
doble costura.
Una solución más robusta, duradera y compacta
Al decidirse por una envasadora de
campana de sobremesa y otra de do-
ble campana, Compass cuenta con la
máquina perfecta para cualquier vo-
lumen de pedido: la compacta C 200
es adecuada para cantidades peque-
ñas gracias a su altura de campana
de 150 mm y la C 500 convence por
su eficiencia ya que, mientras que en
una cámara se rellena una bolsa, en
la segunda tiene lugar el proceso de
envasado. Gracias a las barras de sol-
dadura que pueden cambiarse rápida-
mente y a las placas de relleno para
adaptar la altura de soldadura, pue-
den envasarse productos de distinto
tipo en bolsas de diferentes tamaños
sin molestos reequipamientos.
“Para Compass, la introducción
de una nueva solución de envasa-
do ha merecido la pena se mire por
donde se mire”, nos comenta Luisa
Lobos. La principal mejora la cons-
tituyen los envases duraderos que
evitan pérdidas causadas por la ro-
tura de las costuras de soldadura.
El hecho de que las robustas bolsas
puedan rellenarse incluso con ali-
mentos calientes, ofrece a Compass
otras dos ventajas: se ahorra mucho
tiempo al no hacer falta la fase de en-
friamiento y se aumenta cinco días la
durabilidad de los alimentos envasa-
dos gracias a su envasado en calien-
te. Para Luisa Lobos estas ventajas
no son las únicas: “Los trabajadores
del servicio técnico de MULTIVAC
nos han ayudado a sacar el máximo
partido de nuestra nueva solución:
con nuestro nuevo método de apila-
do compacto caben más palets que
antes en los contenedores y de esta
forma ahorramos costes durante el
transporte. De esta ventaja respecto
al precio también se benefician nues-
tros clientes, lo que nos mantiene
competitivos a largo plazo”.
115114
UPDATE 1 ´15ENVASES DE TODO EL MUNDO

Señor Traumann, ¿por qué partici-pa activamente en la VDMA?
Christian Traumann: Porque
solamente una asociación
fuerte y bien organizada re-
cibe la suficiente atención
de la política y de la opinión públi-
ca que se merecen las pequeñas y
medianas empresas.
¿Qué objetivos pretende alcanzar en su puesto como Presidente?Traumann: “Quiero seguir impulsan-
do la internacionalización, sobre todo
hacia África”. En lo referente a las in-
novaciones, considero esencial la pro-
tección de la propiedad intelectual,
tanto desde el punto de vista tecnoló-
gico como a nivel internacional.
¿Ha notado actualmente tenden-cias concretas en el envasado de alimentos?Traumann: Se nota una tendencia ha-
cia las soluciones de alimentos pre-
cocinados que facilitan la vida de los
consumidores, tanto de envases en
porciones como envases aptos para
el horno. Al mismo tiempo, el apro-
vechamiento de recursos despierta
cada vez mayor interés. Por ello he-
mos observado una demanda cre-
ciente de envases compuestos por
materias primas renovables, p. ej.
envases con una gran proporción de
papel o con “háptica de papel”. Otra
tendencia es la creación de envases
individuales para diversos grupos de
consumidores. Esto genera tama-
ños de lote pequeños y lleva a una
demanda creciente de envasadoras
que pueden reequiparse fácilmente.
¿Qué tareas piensa usted que se-rán imprescindibles en el futuro para este sector?Traumann: Tenemos que apoyar de
forma eficaz las tres tendencias por
excelencia de esta década (el creci-
miento demográfico, la urbanización
y una demanda creciente de alimen-
tos beneficiosos y saludables) con
las tecnologías que ofrece nuestro
sector.
CHRISTIAN TRAUMANN, CFO DE MULTIVAC, FUE
ELEGIDO A MEDIADOS DE FEBRERO PRESIDENTE DE
LA ASOCIACIÓN TÉCNICA ALEMANA DE MÁQUINAS
PARA PROCESAMIENTO DE ALIMENTOS Y MÁQUINAS
DE ENVASAR DE LA VDMA.
Él lleva formando parte de la Junta Directiva de esta asociación desde el año
2005. En el futuro, Traumann también defenderá los intereses del sector en
la Dirección General de la VDMA (Asociación Alemana de Construcción de
Maquinaria e Instalaciones). La Asociación Técnica de Máquinas para Proce-
samiento de Alimentos y Máquinas de Envasar es una de las más grandes de
la VDMA ya que está formada por aprox. 300 empresas.
“QUIERO SEGUIR IMPULSANDO LA INTERNACIONALIZACIÓN, SOBRE TODO HACIA ÁFRICA”.
117
UPDATE 1 ´15BEYOND PACKAGING

La reducción de los tiempos
de inactividad de la máquina
y el aumento del rendimiento
son dos magnitudes esencia-
les para mejorar la rentabilidad de los
procesos de envasado. Sin embar-
go, el margen de maniobra no acaba
aquí: la fórmula mágica consiste en
la Eficiencia General de los Equipos.
La Eficiencia General de los Equi-
pos (también conocida como Overall
Equipment Effectiveness = OEE) se
ha impuesto en numerosos sectores
industriales como el distintivo para el
valor añadido de una máquina o ins-
talación completa. Ésta está formada
por tres factores: disponibilidad, ren-
dimiento y calidad. La monitorización
de la Eficiencia General de los Equi-
pos es un instrumento eficaz para
descubrir de forma sistemática dón-
de hay potenciales de mejora, pues-
to que la capacidad de una máquina
no suele aprovecharse al máximo.
Algunas causas de lo anterior son
los aplazamientos y paradas inespe-
rados, los tiempos prolongados para
el reequipamiento y la limpieza o la
fabricación de productos defectuo-
sos. Con envasadoras acreditadas,
tecnologías inteligentes de procesos
y herramientas y un enfoque unita-
¿SABÍA YA...QUE MULTIVAC LE OFRECE MUCHAS POSIBILIDADES
PARA AUMENTAR LA EFICIENCIA DE SUS INSTALACIO-
NES DE ENVASADO?
119
UPDATE 1 ´15¿SABÍA YA...

www.multivac.com
rio, MULTIVAC puede ayudar a sus
clientes a optimizar la efi ciencia ge-
neral de las soluciones de envasado
instaladas.
Está comprobado que, quien de-
sea aumentar la Efi ciencia General de
los Equipos, necesita sobre todo una
información fi able sobre el proceso.
Por ello, un componente esencial de
las envasadoras de MULTIVAC es el
registro de datos operativos de alto
rendimiento en el control de la má-
quina. Éste recoge durante un perío-
do de 90 días todos los parámetros
relevantes, los guarda y los pone a
disposición del usuario, con tan sólo
pulsar un botón, mostrándolos en
forma de gráfi cos sencillos, listas o
PDF. Este componente permite vi-
sualizar rápidamente los períodos de
utilización, mide la tasa de utilización
real y analiza de forma detallada las
fuentes de pérdida y las averías.
Del uso fácil se encarga el menú
dividido en cuatro puntos: Efi ciencia
de la máquina, Vista general de men-
sajes, Informe y Ajustes. Aquí se re-
gistran el estado de la máquina, mo-
dos y submodos de funcionamiento
de la máquina, averías, advertencias,
avisos, recetas, envases, motivos
de inactividad y sincronizaciones. El
usuario puede limitar la información
concreta que desea visualizar y com-
parar, utilizando los fi ltros de Período
de tiempo, Recetas y Turnos.
En la categoría Efi ciencia de la má-
quina se representa de forma com-
pleta y clara el trabajo de la máquina
tanto en listas como en diagramas.
Para ello, el denominado “Factor de
disponibilidad” mide las pérdidas
debido a las paradas inesperadas de
la máquina. Éste se calcula a partir
del desarrollo planifi cado y del desa-
rrollo real de la producción, es decir,
del período de utilización principal y
del tiempo de ocupación planifi cado.
El factor “Rendimiento” se refi ere al
tiempo de funcionamiento de la má-
quina y aclara las pérdidas debido a
la diferencia respecto a la cantidad
de piezas planifi cada, a las averías de
poca importancia y a la marcha en va-
cío. Este factor indica el resultado del
desarrollo real de la producción y del
volumen de producción planifi cado.
Para calcular la OEE es también
interesante saber cuántos envases
pueden producirse con una receta.
Mediante el factor “Calidad” se de-
termina la cantidad de productos que
no cumplen las exigencias de cali-
dad y que deben descartarse. Éste
muestra la relación entre envases
correctos y defectuosos.
Para optimizar la Efi ciencia Gene-
ral de los Equipos es imprescindible
disponer de datos fi ables sobre ave-
rías, tiempos de inactividad y moti-
vos de parada. El registro de datos
operativos de MULTIVAC ofrece una
vista general de mensajes donde
además se recogen los avisos y ad-
vertencia emitidos por la máquina.
Todos los datos se guardan en
una base de datos y se transmiten
a la HMI. Con la HMI 2.0 usted dis-
pone de una interfaz de usuario fácil
de usar e intuitiva gracias a la amplia
pantalla táctil LCD, con la que podrá
controlar de forma precisa y supervi-
sar todos los procesos del envasado
automático. Ésta puede ser utilizada
sin ningún problema por el personal
no experto en la materia. Gracias a
la anterior, la seguridad del proceso
aumenta de forma signifi cativa por-
que a partir de ahora se conocerán
todas las posibilidades que ofrece la
envasadora. Además se evitarán los
períodos de inactividad por el manejo
incorrecto de la máquina.
Simplemente, envasar mejor
No dudará en decidirse por la termoformadora compacta R 085. Adquiera la mejor solución gracias a su técnica acreditada innumerables veces, al exclusivo Hygienic Design™ y al excelente rendimiento de los productos MULTIVAC.
120
¿SABÍA YA...

Aviso legal UPDATE: una revista de MULTIVAC Sepp Haggenmüller GmbH & Co. KG Bahnhofstrs. 4, 87787 Wolfertschwenden, Alemania Tel. +49 8334 601-0, Fax +49 8334 601-199 [email protected], www. multivac.com
Todos los derechos reservados. Reproducción, total o parcial, sólo previo consentimiento por escrito por parte de la redacción.
Feria de hasta Ciudad País
Wine and Food 2015 01/04/15 01/04/15 Varna Bulgaria
Congreso Internacional de la Carne 15/04/15 16/04/15 México D.F. México
EMPACK 2015 15/04/15 16/04/15 Amsterdam Países Bajos
Dessert Sweets & Drink Festival 2015 15/04/15 17/04/15 Tokio Japón
Food Industry 15/04/15 17/04/15 Krasnodar Rusia
The 40th Japan Meat Industrial Fair 2015 15/04/15 17/04/15 Tokio Japón
Farm shop & Deli Show 20/04/15 22/04/15 NEC, Birmingham GB
Medtec 21/04/15 23/04/15 Stuttgart Alemania
Seafood 21/04/15 23/04/15 Bruselas Bélgica
BTA 2015 21/04/15 24/04/15 Barcelona España
Wisc. Cheese 22/04/15 22/04/15 Madison EE.UU.
Petfood Forum 27/04/15 28/04/15 Kansas City EE.UU.
IPhEB & CPhl 27/04/15 29/04/15 San Petersburgo Rusia
Djazagro 27/04/15 30/04/15 Argel Argelia
NAMPO 12/05/15 15/05/15 Bothaville MUZA
Seoul Food 2015 12/05/15 15/05/15 Ilsan Corea
Afro Packaging 14/05/15 17/05/15 El Cairo Egipto
National Restaurant 16/05/15 19/05/15 Chicago EE.UU.
Expo Empaque Norte 20/05/15 22/05/15 Monterrey México
Professional Foodservice, Industry & Creation 20/05/15 22/05/15 Fukuoka Japón
Tecnofrigorifico 27/05/15 29/05/15 Nordeste Brasil
EPMT / EPHJ / SMT 02/06/15 06/06/15 Ginebra Suiza
EastPack 09/06/15 11/06/15 Nueva York EE.UU.
FOOMA 2015 09/06/15 12/06/15 Tokio Japón
United Fresh 10/06/15 11/06/15 Chicago EE.UU.
Malaysian International Food & Beverage Trade Fair
11/06/15 13/06/15 Kuala Lumpur Malasia
Achema 15/06/15 19/06/15 Fráncfort Alemania
Expo Pack 16/06/15 19/06/15 México D. F. México
RosUpack 16/06/15 19/06/15 Moscú Rusia
SAPPORO PACK 2015 17/06/15 19/06/15 Sapporo Japón
Propak Asia 17/06/15 20/06/15 Bangkok Tailandia
American Associationof Meat Processing 18/06/15 20/06/15 Springfield, IL EE.UU.
Fispal Tecnologia 23/06/15 26/06/15 São Paulo Brasil
Taipei Pack 24/06/15 27/06/15 Taipei Taiwán
ABRI
LM
AYO
2015 2015
JUN
IO
Feria de hasta Ciudad País
28th Interphex Japan 01/07/15 03/07/15 Tokio Japón
Envase / Alimentek 2015 04/08/15 07/08/15 Buenos Aires Argentina
Tecnocarne 11/08/15 13/08/15 São Paulo Brasil
The 17th Japan International Seafood & Technology Expo
19/08/15 21/08/15 Tokio Japón
Expo Alimentaria 26/08/15 28/08/15 Lima Perú
AsiaFood Expo 01/09/15 01/09/15 Manila Filipinas
MULTIVAC Academy 02/09/15 03/09/15 Sofía Bulgaria
iba 12/09/15 17/09/15 Múnich Alemania
Swiss Medtech Expo 15/09/15 16/09/15 Lucerna Suiza
Process Expo 15/09/15 18/09/15 Chicago EE.UU.
Simposio sobre envasado 2015 17/09/15 18/09/15 Kempten Alemania
Polagra-Tech 21/09/15 24/09/15 Poznań Polonia
MEAT EXPO (Meat & Fresh) 27/09/15 30/09/15 Kortrijk Bélgica
PackExpo (PMMI) 28/09/15 30/09/15 Las Vegas EE.UU.
Pharma Expo 28/09/15 30/09/15 Las Vegas EE.UU.
FachPack 29/09/15 01/10/15 Núremberg Alemania
PPMA 29/09/15 01/10/15 NEC, Birmingham GB
EMPACK 30/09/15 01/10/15 Bruselas Bélgica
AllPack Indonesia 30/09/15 03/10/15 Yakarta Indonesia
The Restaurant Show 05/10/15 07/10/15 Londres GB
BAKEPOL 10/10/15 13/10/15 Lublin Polonia
Anuga Foodservice 10/10/15 14/10/15 Colonia Alemania
JAPAN PACK 2015 13/10/15 16/10/15 Tokio Japón
Süffa 18/10/15 20/10/15 Stuttgart Alemania
Foodtec 19/10/15 21/10/15 Pekín China
Scanpack 20/10/15 23/10/15 Gotemburgo Suecia
Carnexpo 21/10/15 24/10/15 Bucarest Rumanía
Gulfood Manufacturing 2015 27/10/15 29/10/15 Dubai EAU
Indagra 28/10/15 01/11/15 Bucarest Rumanía
JULI
OSE
PTIE
MBR
EO
CTU
BRE
AGO
STO
CALENDARIO DE FERIAS
www.multivac.com


















