NEW METHODS FOR PIPELINE DESIGN Chase WaiteDebora Faria Kristy BoothMiguel Bagajewicz.
53
NEW METHODS FOR PIPELINE DESIGN Chase Waite Debora Faria Kristy Booth Miguel Bagajewicz
-
Upload
devon-mathers -
Category
Documents
-
view
220 -
download
0
Transcript of NEW METHODS FOR PIPELINE DESIGN Chase WaiteDebora Faria Kristy BoothMiguel Bagajewicz.

NEW METHODS FOR PIPELINE DESIGNChase Waite Debora Faria
Kristy Booth Miguel Bagajewicz

Introduction
Goals Background Conventional
Pipeline
Network Design Mathematical
Models

Goals
Design a pipeline network with economically optimized configurations under growing and uncertain gas demands at multiple locations
RamifiedLinear Parallel

The Importance of Natural Gas
Natural gas is an attractive fuel because it is clean burning and efficient
97% of the natural gas consumed in
the U.S. is produced either in the U.S.
or in Canada
The U.S. could soon become part of a larger global market by increasing the imports of LNG

Natural Gas Demand Variability
Natural gas demand in North America is driven by:Relative prices of other fuelsEconomic growthWeather

Natural Gas Price Breakdown
2002-2003 2003-2004 2004-2005 2005-2006 2006-2007 2007-2008$0
$2
$4
$6
$8
$10
$12
$14
$16
$18Transmission and Distribution Costs
Avera
ge H
eati
ng
Season
Pri
ce (
do
l-la
rs p
er
MC
F)

CONVENTIONAL METHODChase Waite
Kristy Booth

Conventional Method
Procedure:
1) Use analytical correlations or simulations to calculate pressure drop and compressor work
Over a range of flow rates for each pipe size and pressure parameter
2) Estimate costs for each pipe size and compressor
3) Create “J-curves” for each combination of pipe sizes
4) Choose an optimum pipe diameter and pressure for each segment as well as compressor sizes

One Segment Network
50 100 150 200 250 300 350 400 450 500$0.00
$1.00
$2.00
$3.00
$4.00
$5.00
J-CurveNPS = 18NPS = 16NPS = 20NPS = 22
Flow Rate (MMSCFD)
Tota
l A
nn
ual
Cost
per
MC
F

Conventional Method
Problems: Analytical methods predict inaccurate
pressure drops J-curves are too time-consuming for
large-scale application J-curves become exponentially more time
consuming J-curves do not efficiently allow for future demand
variability Our Goals:
Show error in analytical method Using simulator (Pro-II) data, show error in J-curves Highlight results from an alternative method.

Correlations
Where Q = gas volumetric flow rate, MMSCFD
E = pipeline efficiency
Le = equivalent length of pipe segment, mi.
With a known gas flow rate and P2 we can find the required compressor outlet pressure
ηa = compressor adiabatic efficiencyγ = ratio of specific heats of gas, dimensionless
T1=suction temperature of gas
P1 = suction pressure of gas
P2=discharge pressure of gas
11
210857.0
1
1
2211
P
PZZQTHP
a
6182.28539.0
22
21
0788.1
87.435 DZLTG
PeP
P
TEQ
ef
s
b
b
Gas Pipeline Hydraulics, E. Shashi Menon, © 2005 Taylor & Francis Group, LLC

Simulation Highlights
Pro-II was used first for a single
pipe segment with compressor
Simulations were run for increasing
flow rates at four different pipe
diameters
Pro-II was used to find the
compressor work and outlet
pressure
Overall heat transfer coefficient
calculated to be 0.3 Btu/hr-ft2˚F
Natural Gas Composition Used
Natural Gas Component
Mole Fraction
C1 0.949
C2 0.025
C3 .002
N2 0.016
CO2 0.007
C4 0.0003
iC4 0.0003
C5 0.0001
iC5 0.0001
O2 0.0002
Union Gas http://www.uniongas.com/aboutus/aboutng/composition.asp

Simulation set up
In the Pro-II simulations, the compressor outlet pressure, Pcomp, was varied to give a downstream pressure of P2 = 800 psi.
The compressor inlet pressure P1 was set to equal P2
P1 = 800 psig
Pcomp P2 = 800 psig
L = 120 mi
Q = 50 – 500
MMSCFD

Panhandle Versus Simulation
150 200 250 300 350 4000
5
10
15
20
25
30
35
40 Pressure Drop Error with Pipe-line
Efficiency = 0.92NPS = 16
NPS =18
NPS =20
NPS = 22
Flowrate MMSCFD
Perc
en
t E
rror
Error with respect
to simulations
using the literature
value for the
pipeline efficiency
of 0.921,2,3
1 Lyons, Plisga. Standard Handbook of Petroleum & Natural Gas Engineering (2nd Edition). 2005 by Elsevier
2 McAllister. Pipeline Rules of Thumb Handbook - A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering Problems (6th Edition). 2005 by Elsevier
3 Gas Pipeline Hydraulics, E. Shashi Menon, © 2005 Taylor & Francis Group, LLC

Panhandle Versus Simulation
150 200 250 300 350 4000
5
10
15
20
25
30
35
40 Pressure Drop Error with Pipe-line
Efficiency = 0.97NPS = 16
NPS =18
NPS =20
NPS = 22
Flowrate MMSCFD
Perc
en
t E
rror
After minimizing
error with respect to
simulations by
changing the
pipeline efficiency (E)
in the Panhandle
equation
Still requires use of simulations in order to accurately
predict the pipeline efficiency and use the Panhandle
equations.
It is pointless to use the equation at this point if a simulator is
available

COSTSChase Waite
Kristy Booth

Cost Assumptions
The cost for steel per ton was assumed to be $800 per ton based on values from Omega Steel Company
The fuel cost was assumed to be $3.72 per MCF based on an adjusted 2005 value ($3.00 per MCF)
The miscellaneous costs were estimated to be 40% of the equipment costs
Omega Steel Company http://www.omegasteel.com/Gas Pipeline Hydraulics, E. Shashi Menon, © 2005 Taylor & Francis Group, LLC

Total Pipe Costs
Pipe Installation Costs vary by pipe size:
Total Pipe Costs = PMC + Installation + Wrapping & Coating
Typical Pipeline Installation CostsNPS Cost, k$/km
16 206
18 261
20 393
24 527
Gas Pipeline Hydraulics, E. Shashi Menon, © 2005 Taylor & Francis Group, LLC

Compressor Station Costs
Compressor station costs depend on the required power of installed compressors
The following cost includes the labor and materials costs for compressor stations:
61037.179979.0 HPCostCompressor

Total Annual Costs
Total Annual Costs include:• Annualized Capital Costs
• Annual Fuel Costs
• Operating & Maintenance Costs
Where Q is flow rate, MMSCFD
Based on 350 operating days per year
Gas Pipeline Hydraulics, E. Shashi Menon, © 2005 Taylor & Francis Group, LLC

RESULTSChase Waite
Kristy Booth

50 100 150 200 250 300 350 400 450 500$0.00
$1.00
$2.00
$3.00
$4.00
$5.00 J-CurveNPS = 18NPS = 16NPS = 20
Flow Rate (MMSCFD)
Tota
l A
nn
ual
Cost
per
M
CF
Selecting the Optimum
To select the optimum, select the lowest Total Annual Cost per MCF at the flow rate of interest
However, this will only represent the TAC at that flow rate, and does not consider the more realistic case with change in demand through time.
4,530 HP 14,130 HP

Modified J-Curves
This case accounts for a range of flow rates a compressor can actually achieve
However, it does not account for the changes in compressor efficiency as the flow rate deviates from the design point
One compressor for the whole range - instead of one compressor for each point.
50 100 150 200 250 300 350 400 450 500$0.20
$0.70
$1.20
$1.70
$2.20Total Cost per MCF
NPS = 16
Flow Rate (MMSCFD)
Tota
l A
nn
ual
Cost
per
10
0 k
m
per
MC
F
Range of flow rates and costs for a com-pressor designed at Q = 200 Q = 400Q =
300
Original J-curve

Including Compressor Efficiency
This examines the difference between using a constant compressor efficiency of 0.8 versus using a variable compressor efficiency
100 150 200 250 300 350 400 450 500 5500.4
0.6
0.8
1
1.2
1.4
1.6
1.8
Total Cost per MCF For NPS = 16
Flow Rate (MMSCFD)
Tota
l A
nn
ual
Cost
per
M
CF
Considering Effi-ciency as a function of flow rate at Q = 400
Fixed Efficiency of 80% at Q = 400(solid line)

TWO-SEGMENT NETWORKChase Waite
Kristy Booth

Two-Segment Network Goals
We want to show that:
Even using Pro-II simulations becomes extremely complicated and time consuming for a simple two-segment pipeline
Optimizing the segments in the wrong order may not lead to the economic optimum

Simulator Trials
In the Pro-II simulations, P1 and P5 are always 800
psig
Three pressure parameters (P3) were selected –
750, 800, and 850 psig Both segments will have distinct optimums
P1 = 800 psig
P2 P5 = 800 psig
L = 60 mi
Q = 100 – 500 MMSCFD
L = 60 mi
P3 P4
Q = 50 MMSCFD

100 150 200 250 300 350 400 450 500$0.00
$0.20
$0.40
$0.60
$0.80
$1.00
$1.20
$1.40
$1.60
$0.34
0.356
Segment 1P = 850
NPS = 16NPS = 18NPS = 20NPS = 22
Flow Rate (MMSCFD)
TA
C p
er
MC
F
100 150 200 250 300 350 400 450 500$0.00
$0.20
$0.40
$0.60
$0.80
$1.00
$1.20
$1.40
$1.60
0.353
Segment 1P = 800
NPS = 16
NPS = 18
NPS = 20
NPS = 22
Flow Rate (MMSCFD)
TA
C p
er
MC
F
Comparing costs of Segment 1 at Q = 300 for three different pressures,
P = 800 is least optimal

Optimizing Segment 1
The lowest TAC at Q=300 is achieved with NPS = 18 for all three pressures
P = 750 gives the lowest overall TAC for NPS = 18
100 150 200 250 300 350 400 450 500$0.00
$0.20
$0.40
$0.60
$0.80
$1.00
$1.20
$1.40
$1.60
0.3287
Segment 1P = 750 NPS =
16
NPS = 18
Flow Rate (MMSCFD)
TA
C p
er
MC
F

Optimizing Segment 1
Since P = 750 was the optimum pressure parameter for Segment 1, we then determine the optimum diameter for Segment 2 at P = 750
The optimum diameter is then NPS = 18 Then, optimize the system starting with segment 2
100 150 200 250 300 350 400 450 500$0.00
$0.50
$1.00
$1.50
$2.00
$2.50
$3.00
0.3026
0.3063
Segment 2P = 750 NPS = 16
NPS = 18NPS = 20NPS = 22
Flow Rate (MMSCFD)
TA
C p
er M
CF

100 150 200 250 300 350 400 450 500$0.40$0.50$0.60$0.70$0.80$0.90$1.00$1.10$1.20
0.907
0.7340.652 0.616 0.607 0.613 0.629 0.652
Optimizing Segment 2; P=850
NPS = 18 Segment 1 & NPS = 18 Seg...
Flow Rate (MMSCFD)
TA
C p
er M
CF
Optimizing Segment 1 first, Compared to Optimizing Segment 2 first
100 150 200 250 300 350 400 450 500$0.4
$0.6
$0.8
$1.0
$1.2
$1.4
1.299
0.908
0.7400.663 0.631 0.626 0.635 0.654 0.679
Optimizing Segment 1; P = 750 NPS = 18 Seg-ment 1 & NPS = 18 Segment 2
Flow Rate (MMSCFD)
TA
C p
er M
CF
Optimizing segment 2 first results in the optimum design

100 200 300 400 500$0.5
$0.6
$0.7
$0.8
$0.9
$1.0
$1.1
$1.2
$1.3
$1.4
$1.5
0.6164
0.6174
Overall OptimumP=850
NPS = 18 Seg-ment 1 & NPS = 16 Segment 2
NPS = 18 Seg-ment 1 & NPS = 18 Segment 2
Flow Rate (MMSCFD)
TA
C p
er
MC
FOverall Optimum & Relevance of Optimum
50 100 150 200 250 300 350 400 450 500 5500.4
0.6
0.8
1
1.2
1.4
0.63
P = 750 Optimizing Segment 1
NPS = 18 Segment 1 & NPS = 18 Segment 2
Flow Rate (MMSCFD)
TA
C p
er
MC
F
Difference in TAC per MCF
Difference in TAC per year
$ 0.001 $ 105,000
$ 0.015 $ 1,600,000
By analyzing all 48 J-curves, or getting lucky and picking the correct order to optimize the network, the optimum pressure is 850 psig, and the optimum pipe sizes are 18 inches in both segments

Economic Optimums
Segment
Optimum Pressure
Optimum Diameter
s
TAC per MCF
Total Annual Cost
(millions)
1 P = 750 18 & 18 $ 0.631 $ 66
2 P = 850 18 & 18 $ 0.616 $ 65
Both* P = 850 18 & 18 $ 0.616 $ 65
Two-Segment Network
Optimizing Segment 1 first gave the incorrect solution
It is unlikely to predict the order segments should be optimized in that will produce the overall optimum
All possible combinations must be analyzed to find overall optimum
*In order to analyze both segments at once, 48 J-curves must be analyzed for even this simple two pipe network!

Conclusions
For a two pipe network, there are two sequences to optimize the network For four pipes; 24 different sequences or a 1 in
24 chance of getting lucky It becomes exponentially unlikely the pipes
will be optimized in the correct order J-curves require exponentially more time
gathering and analyzing simulator data

Drawback of J-Curve Method based on Simulation
For a two-pipe segment: 9 flow rates, 4 pipe diameters, 3 pressures Requires 432 simulations, or 3 hours! 48 possible diameter and pressure combinations
A four-pipe segment requires 62,208 simulations, or 150 hours!
The soon to be discussed ramified section would take over 1 billion simulations and 10 years!
This is only for fixed flow rates, and does not take into consideration changes in demand or price!

MATHEMATICAL MODELSChase Waite
Kristy Booth

Mathematical Models
Goals: Show that the non-linear mathematical
model is more accurate than using J-curves
Show that mathematical models are much quicker than J-curves
Show that the mathematical models allow for analysis of designs too complicated for J-curves

t
ttt FCIRevenueDFNPV )(*
ttt ComprPipeFCI
c c d
dtdccs c d
dtdcst PCXDCCPCXDSCPipe*
,*,,,,, **
)**( ,,, FCCXCSCapsCCVComprs tststs
c
tcs
tst ComprcComprsCompr ,,
tts c
stc,s,c
ctc,t PenalOperSPrice*QSCCPrice*QCRevenue
OPHOPCWCWSOperc
tc,s
ts,t **
c
ctc,tc,s
s ctc,s,ts,t CPenalQC-DemandSPenalQSC-AgreedPenal **
tcQCQCCQCCQSC tcc
ccc
ccs
tcs ,,*
*,*
*,,, , , ,c t c tQC Demand c t
22
21 PPQK n
b
ZBPPAD
LQoutin ** 22
5
2
2, *, , *
5 2 2, *, , * * ** * ; , *,
c c t c c
d c c d t c c c cd
QCC LCC
ID XDCC A Pout Pin B ZC ZS c c t
2 5 2 2, , , , , ,* * ; , ,s c t s c d s c d t s c c s
d
QSC LSC ID XDSC A DP Pin B ZC ZS s c t
tccXPCCXDCCd
tcctdcc *,,*,,,*,,
tcsXPSCUBQSC tcsttcs ,,* ,,,,
tcsXPSCXDSCd
tcstdcs ,,,,,,, tccXPCCUBQCC tccttcc *,,* *,,*,,
11
100127.3
1
1
21
3k
kz
P
PT
k
kQW
tsSP
DPSTkQSCkWS
k
kz
s
ss
ctcsts ,1100127.31
1
,,3
,
tcPin
PoutTkQCCkWC
k
kz
c
camb
ctcctc ,1100127.31
1
**,,
3,
tsCapsWStt
tsts ,*
*,,
tsXCSMCaps tsts ,* ,,
sPXCSXCS st
ts ,
cPXCCXCC ct
ts ,
tsXCSSPDPtt
tssts ,**
*,,
tcPinPout tctc ,,,
tcXCCMPinPouttt
tstctc ,**
*,,,
(33)
5.0C
Ve
Mathematical Model

Mathematical Model Constraints
Constraints: Flow rate balance in each node Consumers demand Pressure drop equations Required (re)compression work Maximum allowed velocities inside the pipes Diameter choice Compressors timing installation Compressors capacities Pressures relations
USE LOGIC CONSTRAINTS (BINARIES)

Mathematical Model
Energy Balances (pressure drop through the pipe sections)
Required (re)compression work
A linear model was developed which relaxes the pressure parameters and estimates the upper and lower bounds of the operating conditions
5.2
222
1
58.
856,1
.D
fLGZT
ZTRPHG
PP
P
TZRgQ
aveave
aveave
aveinout
b
bbcb
11
0857.0
1
1
k
kZ
in
outb P
P
k
kTQW
L
DZBPPAQ outinb
5222 **
Relaxed variables

Linear regression of simulation data
used to find A = 67.826 and B = -2 x
107 / -∆Z
688 simulations to find 108 different
correlations for the pipeline networks
analyzed in this project
Single Pipe Network
2-Pipe Network
9-Pipe Network with elevation and
demand variations, and without
Ramified Network
Parameters of pressure drop equation
0 20000000 40000000 600000000
500000000
1000000000
1500000000
2000000000
2500000000
3000000000
f(x) = 67.8256997 x − 15686518R² = 0.999921489519673
NPS 28 Segment 2
Pin2-Pout2
5
2
D
LQ

Mathematical Model
Instead of performing countless simulations for a network, a relatively few simple simulations can find the constants A and B. Then, the mathematical model can find the economic optimum for the network
Since there is some error in the simplification of the pressure drop analysis, check the optimum solution with a simulator to determine the most accurate pressure drop and corresponding compressor power

Error in resulting correlation
0 50 100 150 200 250 300 350 4000
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000Pressure Drop from Pro-II, and from
the Empirical Equation
16; Pro-II16; Analytical18; Pro-II18; Analytical20; Pro-II
Flow Rate (MMSCFD)
Pre
ssu
re D
rop
(k
Pa)
The correlation analyzed above was found to be accurate, and was therefore used in the mathematical models

Model – Single Pipe Segment
Mathematical Model Pressure Drop Error
QMMSCFD
dP Model (kPa)
dP Pro-II (kPa)
% Error
200 4975 5055 1.62
300 7425 7326 1.34
400 9950 9845 1.05
Mathematical model optimized a single pipe segment for three flow rates
∆Z=0 with the following results:
NPS 18

Mathematical Model Results
Non Linear Model – 2 Pipe Network
Pipe 1 Pipe 2
Pipe Diameter (in) 22 22
Compressor Work (hp)
10,740 0
Pressure Drop (psi)
1,830 1,490
TAC Model $ 0.596
TAC J-Curves $ 0.616 The linear model predicted that the range for the Total Annual Cost would be between $ 0.68 and 0.84 million for the TAC
Remember, this required 48 J-curves and 432 simulations with the conventional method!

Nine-Pipe Segment
0 5 10 15 20 2525
30
35
40
45
50
Variation in Demand as a Function of Time for
Segment 3
Year
MM
m3
/day

Model for Nine-Pipe Segment
The linear model predicted that the range for the Total Annual Cost would be between 375 million and 482 million for the TAC
This would take 15.5 billion simulations!
Non Linear Model – 9 Pipe Network
Pipe 1 2 3 4 5 7 6 8 9
Pipe Diameter (in)
36 36 36 32 32 24 24 24 24
Compressor Work (hp)
16,700 730 0 0 0 0 0 0 0

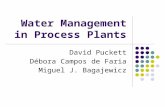
Ramified Pipeline Network
C2
23,000HP
C3
C4
C6
C7
18.24 Mm3/day 2.3%30 km
80 km102 km
57 km
27,000 HP
2148.2 Mm3/day3%
134.4 Mm3/day
81 km
25 km 200 km
38 km
3617.1 Mm3/day 2.6%
384.2 Mm3/day 3.7%
C5
C1

Model Cost Analysis (Ramified)
The linear model predicted that the range for the Total Annual Cost would be between 95 million and 130 million for the TAC
Non Linear Model – Ramified NetworkPipe Pipe S1-C1
Pipe C1-C2
Pipe C2-C3
Pipe S2-S4
Pipe S2-S5
Pipe C5-C6
Pipe C5-C7
Pipe Diameter (in) 24 24 24 24 28 28 24
Compressor Work (hp)
5,010 0 0 8,350 8,350 0 0
Pressure Drop (psi) 65 4,190 4,255 180 30 100 10

Ramified Pipeline Network
For the example ramified network: 8 pipe sections 4 pipe diameters 3 pressures
This would take 1.1 billion simulations
Working non-stop, this would take 10 years!

Conclusions
J-curves are too time consuming to use in the design of a pipeline network. Even the slightest complexity makes the task unrealistic
The use of a mathematical model saves time. We successfully developed one that picks the pipe diameters and compressor locations taking into account future variations in demand and addressing expansions rigorously. This task is close to impossible with a combinatorial use of J-Curves

References
1. Gas Pipeline Hydraulics, E. Shashi Menon, © 2005 Taylor & Francis Group, LLC
2. Energy Information Administration www.eia.doe.gov
3. Understanding Natural Gas Markets Lexecon
4. Fundamentals of Momentum, Heat and Mass Transfer, Welty, et. al., © 1969 John Wiley & Sons, Inc.
5. Natural Gas Compressor Stations on the Interstate Pipeline Network: Developments Since 1996
6. U.S. Department of Labor Bureau of Statistics
7. Internal Report – Pipeline Cost Estimation, Sarah Scribner, Debora Faria and Miguel Bagajewicz, University of Oklahoma August 2007
8. National Post www.nationalpost.com/rss/Story.html?id=145263
9. www.rolfkenneth.no/NWO_review_Sutton_Soviet.html
10. GE Energy http://www.geoilandgas.com
11. Union Gas http://www.uniongas.com/aboutus/aboutng/composition.asp
12. Omega Steel Company http://www.omegasteel.com/

QUESTIONS?
Thanks to Dr. Miguel Bagajewicz and Debora Faria