Minimization of Metamerism in Wood Grain Printing using ...
122
Western Michigan University Western Michigan University ScholarWorks at WMU ScholarWorks at WMU Master's Theses Graduate College 6-2016 Minimization of Metamerism in Wood Grain Printing using Minimization of Metamerism in Wood Grain Printing using Different GCR Settings Different GCR Settings Vinay Anil Turke Follow this and additional works at: https://scholarworks.wmich.edu/masters_theses Part of the Chemical Engineering Commons, and the Materials Science and Engineering Commons Recommended Citation Recommended Citation Turke, Vinay Anil, "Minimization of Metamerism in Wood Grain Printing using Different GCR Settings" (2016). Master's Theses. 726. https://scholarworks.wmich.edu/masters_theses/726 This Masters Thesis-Open Access is brought to you for free and open access by the Graduate College at ScholarWorks at WMU. It has been accepted for inclusion in Master's Theses by an authorized administrator of ScholarWorks at WMU. For more information, please contact [email protected].
Transcript of Minimization of Metamerism in Wood Grain Printing using ...

Western Michigan University Western Michigan University
ScholarWorks at WMU ScholarWorks at WMU
Master's Theses Graduate College
6-2016
Minimization of Metamerism in Wood Grain Printing using Minimization of Metamerism in Wood Grain Printing using
Different GCR Settings Different GCR Settings
Vinay Anil Turke
Follow this and additional works at: https://scholarworks.wmich.edu/masters_theses
Part of the Chemical Engineering Commons, and the Materials Science and Engineering Commons
Recommended Citation Recommended Citation Turke, Vinay Anil, "Minimization of Metamerism in Wood Grain Printing using Different GCR Settings" (2016). Master's Theses. 726. https://scholarworks.wmich.edu/masters_theses/726
This Masters Thesis-Open Access is brought to you for free and open access by the Graduate College at ScholarWorks at WMU. It has been accepted for inclusion in Master's Theses by an authorized administrator of ScholarWorks at WMU. For more information, please contact [email protected].

MINIMIZATION OF METAMERISM IN WOOD GRAIN PRINTING
USING DIFFERENT GCR SETTINGS
by
Vinay Anil Turke
A thesis submitted to the Graduate College
in partial fulfillment of the requirements
for the Degree of Master of Science
Chemical and Paper Engineering
Western Michigan University
June 2016
Thesis Committee:
Dr. Paul D. Fleming, Ph.D., Chair
Dr. Alexandra Pekarovicova, Ph.D.
Dr. Veronika Husovska, Ph.D.

MINIMIZATION OF METAMERISM IN WOOD GRAIN
PRINTING USING DIFFERENT GCR SETTINGS
Vinay Anil Turke, M.S.
Western Michigan University, 2016
In printing industry, prototyping is necessary to ensure quality
reproduction of jobs. Conventional printing processes like gravure cannot be used
for prototyping because of high manufacturing cost of gravure cylinders. Such
challenges can be successfully tackled by use of relatively cheap and flexible
printing processes, such as inkjet. Even though inkjet printing is a cost effective
way for prototyping, it has its own limitations, especially in the case of wood-
grain printing. Wood-grain patterns need to be printed with a release coating and
adhesive. Inkjet printers are incapable of printing release coating and adhesive
because release coat and adhesive require certain amount of coat weight, which is
not possible with inkjet printing. Inaccurate color reproduction, metamerism and
incompatibility with release coat are the commonly seen problems during
prototyping. The main aim of study was to resolve problems of metamerism and
achieve close color match. A Design of Experiments (DOE) was carried out by
using different factors such as gray component replacement (GCR) settings,
release coat weight and use of tie coat to analyze its effect on metamerism.
Results showed that GCR setting was the most influential factor among all
factors.

Copyright by
Vinay Anil Turke
2016

ii
ACKNOWLEDGMENTS
I would like to thank Western Michigan University for providing me such a
wonderful opportunity to pursue my career in the Paper and Printing Science program. In
addition, I would like to thank the Department of Chemical and Paper Engineering for
providing me necessary facilities and help for the completion of the thesis.
I would like to express my humble gratitude to my thesis committee chair Prof.
Dr. Paul D Fleming who continuously helped me in my thesis and master’s program.
His knowledge, dedication and kindness inspired me a lot in my academic and personal
life as well.
I also want to thank my thesis committee members Prof. Prof. Dr. Alexandra
Pekarovicova and Dr. Veronika Husovska for their valuable advice and encouragement
throughout the thesis.
I would like to give my sincere thanks to Mr. Adelbert Bell and my all ProEdge
Inc. colleagues for providing me necessary equipment and support for the completion of
the project.
Most importantly, I would like thank my mother Mrs. Varsha Turke for
everything she has done for me at every stage of my life. In addition, I want to thank my
uncle Mr. Prakash Turke who always stood behind me as a fatherly figure and inspired
me to continue family legacy by perusing career in printing industry. I want thank all my
family members for supporting me through this journey.

iii
Acknowledgments – continued
Finally, I must express my very profound gratitude to Mr. Shreyas Pradeep
Pathak who stood by me as a real friend during all difficulties of my life.
Vinay Anil Turke

iv
TABLE OF CONTENTS
ACKNOWLEDGMENTS .................................................................................................. ii
LIST OF TABLES ............................................................................................................. vi
LIST OF FIGURES .......................................................................................................... vii
CHAPTER .......................................................................................................................... 1
I. LITERATURE REVIEW ................................................................................................ 1
Printing Processes ..................................................................................................... 1
Gravure Printing .............................................................................................. 1
Inkjet Printing .................................................................................................. 3
Chemistry of Printing Inks ........................................................................................ 7
Gravure Inks .................................................................................................. 11
Inkjet Inks ...................................................................................................... 12
Essential Color Management Concepts .................................................................. 15
Metamerism ................................................................................................... 15
Metamerism Index ......................................................................................... 16
UCR and GCR ............................................................................................... 18
II. PROBLEM STATEMENT .......................................................................................... 20
III. EXPERIMENTAL ...................................................................................................... 22
Phase-I ..................................................................................................................... 22
Phase-II ................................................................................................................... 23
Selection Criteria of Factors for Design of Experiments ........................................ 25

v
Table of Contents – Continued
CHAPTER
IV. RESULTS AND DISCUSSION ................................................................................. 28
Phase-I ..................................................................................................................... 28
Effect of Customized ICC Profile and Manual GCR Adjustment on ∆E ...... 28
Effect of Customized ICC Profile and Manual GCR Adjustment on
Metamerism Index ......................................................................................... 30
Effect of Customized ICC Profile and Manual GCR Adjustment on
Spectral Curves ............................................................................................. 32
Phase-II ................................................................................................................... 35
Effect of GCR Settings on ∆E and Metamerism Index ................................. 36
Effect of GCR Settings on Spectral Curve Distribution ................................ 45
Effect of Color Gamut Volume on Metamerism Index ................................. 54
Design of Experiments Analysis ................................................................... 57
CONCLUSION ................................................................................................................. 62
BIBLIOGRAPHY ............................................................................................................. 64
APPENDICES .................................................................................................................. 68

vi
LIST OF TABLES
1: Trials for Design of Experiments .................................................................. 24
2: Analysis of Variance (ANOVA) for Smooth Grey. ...................................... 58
3: Analysis of Variance (ANOVA) for Hunter 655. .......................................... 58
4: Analysis of Variance (ANOVA) for Galaxy Oak. ......................................... 59
5: Analysis of Variance (ANOVA) for Rustic Maple. ...................................... 59

vii
LIST OF FIGURES
1. Basic Schematic of Gravure Printing Process (4) ............................................... 2
2. Overview of Inkjet Printing Process (7) ............................................................. 4
3. Continuous Inkjet Printing Process (7) ............................................................... 5
4. Thermal(A), Piezoelectric(B) and Electrostatic(C) drop on demand inkjet (7) .. 6
5. Sample Patches, with CIE LAB values............................................................. 23
6. Schematic of Wood Grain Layers. .................................................................... 25
7. Galaxy Oak: Phase-I ∆E Comparison. .............................................................. 28
8. Smooth Grey: Phase-I ∆E Comparison............................................................. 29
9. Hunter 655 Phase-I ∆E Comparison. ................................................................ 29
10. Rustic Maple Phase-I ∆E Comparison. ........................................................... 30
11. Galaxy Oak Phase-I Metamerism Index. ........................................................ 31
12. Smooth Grey Phase-I Metamerism Index. ...................................................... 31
13. Hunter 655 Phase-I Metamerism Index. ......................................................... 32
14. Rustic Maple: Phase-I Metamerism Index. ..................................................... 32
15. Galaxy Oak Phase-I Spectral Curve Comparison. .......................................... 33
16. Smooth Grey Phase-I Spectral Curve Comparison. ........................................ 34
17. Hunter 655 Phase-I Spectral Curve Comparison. ........................................... 34
18. Rustic Maple Phase-I Spectral Curve Comparison. ........................................ 35
19. Galaxy Oak 7g/m2 Release Coat + Tie Coat ∆E & Metamerism Index. ........ 37
20. Smooth Grey 7g/m2 Release Coat + Tie Coat ∆E & Metamerism Index. ...... 37
21. Hunter 655 7g/m2 Release Coat + Tie Coat ∆E & Metamerism Index. ......... 38

viii
List of Figures – Continued
22. Rustic Maple 7g/m2 Release Coat + Tie Coat ∆E & Metamerism Index. ...... 38
23. Galaxy Oak 7g/m2 Release Coat only ∆E & Metamerism Index. .................. 39
24. Smooth Grey 7g/m2 Release Coat only ∆E & Metamerism Index. ................ 39
25. Hunter 655 7g/m2 Release Coat only ∆E & Metamerism Index. ................... 40
26. Rustic Maple 7g/m2 Release Coat only ∆E & Metamerism Index. ................ 40
27. Galaxy Oak 10.5 g/m2 Release Coat + Tie Coat ∆E & Metamerism Index. .. 41
28. Smooth Grey 10.5 g/m2 Release Coat + Tie Coat ∆E & Metamerism Index. 41
29. Hunter 655 10.5 g/m2 Release Coat + Tie Coat ∆E & Metamerism Index. ... 42
30. Rustic Maple 10.5 g/m2 Release Coat + Tie Coat ∆E & Metamerism Index. 42
31. Galaxy Oak 10.5 g/m2 Release Coat only ∆E & Metamerism Index. ............ 43
32. Smooth Grey 10.5 g/m2 Release Coat only ∆E & Metamerism Index. .......... 43
33. Hunter 655 10.5 g/m2 Release Coat only ∆E & Metamerism Index. ............. 44
34. Rustic Maple 10.5 g/m2 Release Coat only ∆E & Metamerism Index. .......... 44
35. Spectral Curve 7g/m2 plus Tie Coat- Galaxy Oak. ......................................... 46
36. Spectral Curve 7g/m2 plus Tie Coat- Smooth Grey. ....................................... 46
37. Spectral Curve 7g/m2 plus Tie Coat- Hunter 655. .......................................... 47
38. Spectral Curve 7g/m2 plus Tie Coat- Rustic Maple. ....................................... 47
39. Spectral Curve 7g/m2 Release Coat only- Galaxy Oak. ................................. 48
40. Spectral Curve 7g/m2 Release Coat only- Smooth Grey. ............................... 48
41. Spectral Curve 7g/m2 Release Coat only-Hunter 655..................................... 49
42. Spectral Curve 7g/m2 Release Coat only- Rustic Maple. ............................... 49
43. Spectral Curve 10.5 g/m2 plus Tie Coat- Galaxy Oak. ................................... 50

ix
List of Figures – Continued
44. Spectral Curve 10.5 g/m2 plus Tie Coat- Smooth Grey. ................................. 50
45. Spectral Curve 10.5 g/m2 plus Tie Coat- Hunter 655. .................................... 51
46. Spectral Curve 10.5 g/m2 plus Tie Coat- Rustic Maple. ................................. 51
47. Spectral Curve 10.5 g/m2 Release Coat only- Galaxy Oak. ............................ 52
48. Spectral Curve 10.5 g/m2 Release Coat only - Smooth Grey.......................... 52
49. Spectral Curve 10.5 g/m2 Release Coat only - Hunter 655. ............................ 53
50. Spectral Curve 10.5 g/m2 Release Coat only- Rustic Maple. .......................... 53
51. Gamut Volume Comparison ........................................................................... 54
52. Metamerism Index vs. Color Gamut Volume- Galaxy Oak ........................... 55
53. Metamerism Index vs. Color Gamut Volume- Smooth Grey ......................... 55
54. Metamerism Index vs. Color Gamut Volume- Hunter655 ............................. 56
55. Metamerism Index vs. Color Gamut Volume- Rustic Maple ......................... 56
56. Main Effect Plot- Smooth Grey. ..................................................................... 60
57. Main Effect Plot- Hunter 655. ........................................................................ 60
58. Main Effect Plot- Galaxy Oak. ....................................................................... 61
59. Main Effect Plot- Rustic Maple. ..................................................................... 61

1
CHAPTER I
LITERATURE REVIEW
Printing Processes
Gravure Printing
Gravure printing is one of the important printing processes in the graphics
communication industry and occupies 10-15% share of market in industrialized
countries (1). It was developed from the Intaglio printing process and has its
presence since early 15th century. The first intaglio plate was made in Germany in
1446 during the renaissance (2). Later, various versions of plates were developed
but weren’t successful due to incompatibility with Gutenberg`s press.
Simplicity and comparatively fewer set up parameters make gravure
printing a more controllable process among other printing processes, but its costly
image carrier manufacturing limits it only for long run jobs. However, the modern
gravure industry has come up with narrow presses technology, with cheaper
image carriers (3). There are four basic components of gravure printing process
shown in Figure 1.

2
Figure 1: Basic Schematic of Gravure Printing Process (4)
a) Gravure Image carrier: This is the most important component of the
process on which the image area is engraved. A gravure cylinder consists
of a steel base with steel journals, which are covered by copper in multiple
layers based on the type of gravure cylinder. The actual image is engraved
into copper and is plated with a protective chrome layer to reduce wearing
of the cylinder surface from the doctor blade. The image can be engraved
on the cylinder by various methods, such as etching, electromechanical
engraving or direct or indirect laser engraving into a black mask followed
by chemical etching. Laser engraved cylinders give the possibility to
engrave various shapes of cells with differing aspect ratio compared to the
electromechanical engraving process, where the aspect ratio is
predetermined by the geometry of the engraving diamond stylus (5).
b) Doctor Blade: The main function of the doctor blade is to remove
excessive ink from the gravure cylinder surface. It is believed that the

3
doctor blade name evolved from the blade that was used in the letterpress
printing process in association with a “ductor” blade. It can be made from
different materials, such as steel or plastic. Mostly in gravure, steel doctor
blades of 0.004 to 0.015" are used (6). The doctor blade angle, pressure
and material type has a huge impact on printability, as well as on
runnability of the gravure process. The doctor blade angle, which is also
called the blade contact angle, is usually between 55° and 65° (6).
c) Inking Unit: The gravure cylinder rotates in the ink pan and picks up
gravure ink in the engraved cells and carries it to the substrate. A
continuous supply of ink is provided to the ink pan by a pumping system
and is controlled depending on speed of the printing press.
d) Impression roller: The main function of the impression roller is to ensure
controlled transfer of ink onto the substrate. Generally, impression rollers
are made up of rubber or elastomer coated steel rollers.
Inkjet Printing
It is one of the most rapidly developing printing processes. As it does
not have any image carrier, and the print head is located above the print
substrate, it falls under the category of non-impact printing processes. Inkjet
processes can be of various types, but they are mainly divided into two
categories based on their drop formation. ‘Continuous inkjet’ and ‘Drop on
demand’ are two types of inkjet printing processes. Figure 2 shows an
overview of different types of inkjet printing processes.

4
Figure 2: Overview of Inkjet Printing Process (7)
In continuous ink jet printing a continuous stream of droplets is
created and jetted towards the substrate (Figure 3). Image forming droplets
fall on the substrate, while non-image forming dots are deflected, collected
into the gutter, filtered and recycled. Continuous ink jet can be divided into
two sub-types, binary deflection and multi-deflection. In binary deflection
droplets that are supposed to print are uncharged, while non-image forming
droplets are charged for deflection in an electric field. In multi-deflection, dots
receive different charges so as they pass through the electric field and they get
deflected based on their position (7).

5
Figure 3: Continuous Inkjet Printing Process (7)
In drop on demand inkjet printing, droplets are formed only if they are
required. This process can be subcategorized into three types based on the
way of droplet formation. DOD-thermal, DOD-piezo and DOD-electrostatic
are three types of drop on demand inkjet printing processes. In thermal DOD
inkjet, droplets are formed by evaporating liquid, creating bubbles that force
ink through a nozzle to form droplets. In piezo inkjet, droplets are made due to
mechanical movement of a piezoelectric ceramic membrane. Mechanical
movement of a piezoelectric membrane is controlled by the electric controller.
In electrostatic DOD inkjet, an electric field exists between substrate and print
nozzle. The droplets are formed by changing surface tension ratios between
the ink and the nozzle. Droplets are results of field forces (7). Figures 4 A, B
and C show thermal, piezo and electrostatic drop on demand inkjet printing
processes, respectively.

6
Figure 4: Thermal (A), Piezoelectric (B) and Electrostatic (C) Drop on Demand
Inkjet (7)
A
B
C

7
Chemistry of Printing Inks
Printing inks are an integral part of all printing processes and have been so
for a very long time. Writing inks were made in Egypt, as well as in China, in
2500 B.C., but the 1st printing ink was made in China almost 3000 years later
using carbon black pigment, which is today known as a lamp black. Pigmented
inks using synthetic organic pigments were made in 1772, whereas printing inks
with dyes were developed in 19th century (8).
Components of printing inks can be roughly divided into four groups:
A) Colorants
The basic role of colorants is to give color to the ink, but at the
same time, they provide other essential properties to ink, such as opacity,
or transparency. Colorants can be mainly of two types:
a) Pigments: They can be of particle size of 1-2 µm, although usually
less than 400 nm (9), and have a tendency to agglomerate, so they
must be held in suspension by various dispersants (10). About 10%
of pigments are present in ink films on the surface. They have
smaller color intensity as compared to dyes, but pigments have
very good light fastness in comparison with dyes. Specialty
pigments can be used as opacifiers or as an extender. Extenders are
made of various clays, calcium carbonate or silica, and are
generally used to reduce color strength of an ink. When looking at
the gravure inks, formulation of gravure ink contains 50-70% of
solvent, so the selected pigment should have good resistance to

8
solvents and should not have any negative effect on flow
characteristics. Pigments also fulfill some other additional
requirements, such as impart gloss, ink rheology, lightfastness and
tinctorial strength. For organic pigments at normal press viscosity,
pigmentation should not exceed 15%. On the contrary, for
inorganic pigments, 25-35% of pigmentation is common,
especially for TiO2, where high opacity is required (12).
b) Dyes: Dye molecules are dissolved by solvent, therefore every
molecule has a higher tendency to absorb photons and hence
possess higher color intensity than pigments, but lack in providing
light fastness due to UV instability.
B) Resins
a) They are also known as binders. Resins form ink film and bond to
the substrate. Besides that, they impart other functional properties,
such as ink flow, flexibility or toughness, gloss, resistance to
water, chemicals and heat. Pigments are homogenously dispersed
in resin vehicles and are enclosed by dispersants that avoid
pigment agglomeration and cluster formation. The most commonly
used resins are acrylics, alkyds, styrene acrylics, urethanes,
derivatives of cellulose, maleic, etc. It is practically difficult to
identify a sole resin that will fulfill all requirements of an ink.
Hence, an ink is formulated using combinations of two or three

9
resins. Requirements of resins vary by product, but they should
possess some basic characteristics, such as sufficient adhesion,
good solubility in solvent, tack free ink film, good rub resistance
and flexibility. Based on end use application, they should have
secondary properties, such as no odor, resistance to soap or alkali,
etc.
C) Solvents
a) Solvents play an important role in maintaining fluidity of the ink,
so that the ink can be transferred to the substrate. Different printing
processes require different amounts of solvent in their inks. Most
of the time, solvent gets separated from an ink by means various
drying and curing methods after transfer of ink film to the substrate
occurs. Solvent requirements are different for different printing
processes. Rotogravure and flexography require volatile solvents
(Boiling point below 120oC). On the contrary, offset printing
requires high boiling point (240°C to 320°C) hydrocarbon
solvents. Screen printing inks go with moderately high boiling
point solvents (8). Selection of a solvent is dependent on end use
and type of a substrate. For example, in food packaging
applications the solvent used should be odorless after drying. Most
common solvents, which create odorless ink films are ethanol,
isopropanol, ethyl acetate, isopropyl acetate, acetone, methyl ethyl

10
ketone etc. Other commonly used solvents are xylene and toluene,
but those have hazardous effects, thus they should be handled with
care. One more consideration, which should be taken in to account
while selecting solvent, is that it should offer excellent doctor
blade lubrication to avoid engraved cell wall wear due to cylinder
doctoring.
D) Additives
a) Like solvents, additives selected for an ink are dependent on the
type of printing process to provide properties such as drying, flow
and ink film plasticity. Additives not only enhance the runnability
properties, but also improve some other end use properties, such as
rub resistance, coefficient of friction, etc. Waxes, plasticizer,
chelating agents, antioxidants, surfactants and defoamers are some
common additives used in printing inks. Additives in inks
improves overall performance of an ink from printability and
runnability points of view. Some additives are required to perform
during initial manufacturing of an ink, such as enhancing pigment
wetting, and on the other hand, some additives should be added to
improve end properties, such as addition of plasticizers to impart
additional flexibility to an ink film. The type of ink system, such as
solvent based or water based, also affects the selection of additives.

11
In waterborne inks, surfactants are added to reduce the high
surface tension of water and improve wettability of the substrate.
Gravure Inks
Typical gravure ink formulations contain 8-15% pigments, along with
extenders, 15-20% resins, 60-70% solvent, and 0.5-5% additives (11).
Formulation and performance characteristics of an ink are dependent on the type
of printing process. Like flexography, gravure inks are also fluid. Viscosity, flow
and rheology are a few important factors that should be considered before
formulating gravure ink in order to ensure runnability on a press.
Viscosity
The viscosity, determined as efflux time for gravure inks is generally kept
between 15 and 25 s for a Zahn cup #2 at 25oC (12). The viscosity range is highly
dependent on other influencing factors such as, ink rheology, rate of drying
(evaporation), printing speed, gravure cylinder cell shape and depth, doctor blade
type and profile and type of substrate. To ensure good printability, the viscosity
range should be within the specified range. Too high of viscosity might affect the
flow of ink from cells to substrate creating a pattern that is commonly known as
‘screening’. On the other hand, ‘Halo or slurring problems’ are results of too low
of viscosity (12).

12
To achieve fine printing quality, ink laydown on the substrate is crucial.
As ink is transferred from engraved cells onto the substrate, the flow of the ink
plays an important role. To ensure good laydown, gravure ink needs to change
from low viscosity ink to solid matter within fractions of seconds. Solvent
evaporation rate and tack-free attending level of resin play a critical role in it.
After evaporation of solvent, resins bind colorants to the substrate whereas
pigments provide colors. There are other supplementary factors that also influence
flow and rheology to make sure good printing quality that includes doctor blade
pressure and angle, impression roller shore hardness and pressure and type of
engraving.
Inkjet Inks
The basis for inkjet technology is earlier work of Lord Rayleigh in modeling
instability of a capillary jet formation, where excitation of a jet is done by
destabilization to form ink droplets (13). Inkjet inks can be divided into three
main categories; aqueous, non-aqueous and hot melt. A typical aqueous inkjet ink
has 2-8% colorant, 35-80% carrier (vehicle), 0.1-2.0% surfactants, 10-30%
humectant, 1-5% penetrant, 2-5% dye solubilizer and 20-50% additives based on
the type of inkjet process and substrate (14).
A) Physical properties of inkjet inks
In inkjet printing, good dot formation is based on formation of
spherical droplets of equal size, spacing and shape. Poor dot formation
results from ‘satellites’, i.e. tail like appearance to the end of the drop due
to improper splitting of droplets. Properties such as ink viscosity, surface

13
tension, nozzle size, jet velocity, pressure and temperature play very
significant roles in drop formation. Those physical properties change
depending on the type of ink. For example, inkjet inks can be formulated
over a wide range of surface tensions (22-45 mN/m), but for solvent based
inks, surface tension is strictly kept between 25 to 30 mN/m with a
tolerance of ± 3 mN/m (13).
B) Components of Inkjet Inks
a) Colorants: Inkjet ink can be designed using either dyes or
pigments, but each has its own advantages and disadvantages.
Pigmented inks can be made < 1 µm in size, typically being around
100 nm (15) (16). Pigments must be suspended in homogenous
mixtures of solvent/resin suspensions, otherwise pigment particles
are prone to agglomeration. Inherently, some of the pigments are
of abrasive nature, so it is comparatively hard to achieve particle
size and homogenous stability for pigments over dyes, but
pigments provide good light fastness over dyes (15) (16). On the
other hand, dyes exhibit good solubility, more saturated colors and
low impurities, but have poor lightfastness and waterfastness.
b) Solvents: They provide homogenous suspensions to colorants in
the ink, as well as work as solvents to carry pigments. The type of
solvent has a great impact on drying rate of an ink. In order to
achieve good printability, drying rate of a solvent should be
controlled. If the ink has excessive amount of a fast drying solvent,

14
it might cause skin formation or nozzle clogging, but if it is too
slow drying, then it could impact printing speed and introduce new
printing defects, such as smudging. Commonly used solvents are
methyl ethyl ketone (MEK), acetates, ketones, alcohols and glycol
ethers. Volatility of a solvent is the main concern, as temperature
gets higher during printing, hence printing is usually done in a
controlled environment.
c) Binders: They can be combinations of one or more polymers and
act as binding media between ink and substrate. The ideal
requirement of a binder is to provide good adhesion with
comparatively low viscosity, considering end use performance at
the customer end. Similar resins as used in flexography and
rotogravure are generally used for ink jet formulations that provide
durable coating, but they must have a lower degree of
polymerization (molecular weight) to generate appropriate inks
with lower viscosity (13).
d) Additives: Like other printing inks, inkjet inks also have additives
that impart specific properties, such as modifying surface tension,
plasticizing binders, reducing tack, improving flow properties, etc.
In inkjet inks, even 0.1% of addition of an additive could
drastically affect ink performance. The main additive used in inkjet
is conductive salt that provides conductivity to droplets in
continuous ink jet ink formulations. Again, conductive salts are

15
only added into continuous ink jet ink formulations. Metal salt
impurities can also be used to induce conductivity, but might lead
to issues such as corrosion.
Essential Color Management Concepts
Metamerism
It is an effect where two colors or shades match visually in one lighting
condition, but do not match when compared in other light source. Such two
samples are called a metameric pair, hence the phenomenon is called the
metamerism effect (17). Metameric nature is common and is an important issue in
various application fields such as automotive, textile and graphic arts.
Cause of Metamerism
There are three different types of cones present in human eyes. Integrated
stimulation of these three types of cones causes the human eye to responds to
light, which is a compilation of various wavelengths. The human eye does not
respond to light on wavelength to wavelength basis. If two stimuli are identical, or
somewhat the same, to the stimulus created by three cones in human retina, then
those two stimuli visually appear to be the same, even though their spectral
distributions are different from each other (17). For a visually matching pair, if
the spectral distribution of one color crosses the spectral distribution of another
color three or more times, then usually that pair is considered as a metameric pair
(18). But, if two spectral curves cross one another any number of times and the

16
RMS difference (with unit weight) is less than 1%, then the metamerism effect is
unnoticeable to human eyes and corresponds to small ∆E under any illuminant.
Metamerism can be divided into two types:
1) Illuminant Metamerism: In this type two pairs match one another under a
certain illuminant, but do not under another light source for the same
observer. To avoid this phenomenon, pairs should be matched under a D
illuminant light source and be tolerable under a number of non D
illuminants.
2) Observer Metamerism: This kind of metamerism occurs when two pairs
match for certain observers but at the same time are mismatches for other
observers. It might occur if pairs are being observed at different CIE
observer conditions, such as one at 2° viewing angle and another at 10°
viewing angle. Also various color sensitivities of different observers is
another probable cause for observer metamerism.
Metamerism Index
The greater is the difference between spectral power reflectance of two
metameric samples, then a greater amount change in color occurs when
illuminants or observers are changed. Though it is impossible to eliminate
metamerism, it can be reduced to certain acceptable levels. The degree of
metamerism can be quantified by calculating the metamerism index. Metamerism
indices can be of two types; general indices and special indices.

17
1) General indices: These are spectral indices based on spectral differences
between the members of the metameric pair and are independent of
illuminant. Bridgeman`s Index (BMAN) was used for calculation of an
index, but it does not consider the variation of eye sensitivity throughout
the visible spectrum of light. Hence the Nimeroff and Yurow`s index was
introduced (19). Even though the new index is modified, if the spectral
difference is averaged throughout the spectrum, it decreases the difference
in spectral values and may be lessened as two ends of spectra are
approached. Therefore, it is important to calculate the difference and it is
mainly dependent on illuminant and observer. Hence, it is more
mathematically accurate to use a special metamerism index than a general
one (17).
2) Special indices: These indices are based on XYZ tristimulus values.
Especially for illuminants, there are two commonly used special
metamerism indices:
a) CIE special metamerism index, in which metamerism index is
calculated assuming the ΔE difference between the pair under
the reference illuminant is equal to zero.
b) DIN 6172 metamerism index, in which metamerism index is
calculated assuming the ΔE difference between the pair under
reference illuminant is not equal to zero (18).

18
Special metamerism indices should not be used if ΔE difference between
two samples under reference illuminant is more than 5 (20). CIE special
metamerism index can be calculated based on following formula:
𝑀𝐼 = √(𝛥𝐿𝑛1 − 𝛥𝐿𝑛2)2 + (𝛥𝑎𝑛1 − 𝛥𝑎𝑛2)2 + (𝛥𝑏𝑛1 − 𝛥𝑏𝑛2)2 (1)
Where, n1 is the 1st illuminant and n2 is the 2nd illuminant and Δ=Value of sample
– Values of standard (21).
Equation 1 is algebraically equal to both the CIE and DIN indices, but the
interpretation is different. Under the CIE index, the colors perfectly match under
an illuminant and small MI means they match well under a second illuminant. For
the DIN index, the colors are assumed to match well under an illuminant and
small MI means they match almost as well under a second illuminant. In either
case, if the MI value is high, then there is a significant color difference between
the sample pair under different illuminants.
UCR and GCR
UCR (Under Color Removal) and GCR (Gray Component Replacement)
basically deal with color separations of four process colors and are widely used in
offset litho printing due to its advantages, but it has equally important applications
in other printing processes. As per the subtractive color theory, when all
secondary colors (Cyan, Magenta and Yellow) are printed over the others, they
should create black, but in reality they give brownish or muddy black appearance.
Black ink is used to compensate for this deficiency, hence black is called the Key
color in color printing, thus the K in CMYK. The main difference between UCR

19
and GCR is that UCR is process of removal of cyan, magenta and yellow,
wherever black is present, whereas GCR is process of replacing the gray
component in an image (made from CMY) and replacing with black ink (22).
GCR is preferred over UCR because UCR deals with removal of CMY
inks in dark and near neutral areas. Contrary to that, GCR is capable of replacing
gray component from all colors in separation including highlights. Use of GCR
has multiple advantages, such as fewer trapping problems, less dot gain
fluctuation and fewer registration problems of use of only one ink instead of three.
Use of GCR reduces consumption of ink substantially, reducing cost of an ink by
50% (23). Also GCR improves color gamut, as level black increases, color gamut
volume also increase to some extent (24). The color gamut volume, is a volume in
Lab space that represents the number of colors that the device (here ink jet
printer) can produce with a tolerance of the √3 (25).

20
CHAPTER II
PROBLEM STATEMENT
Currently, most of the décor or wood-grain printing is mainly done by the
gravure printing process, due to its effectiveness in achieving consistent results in
long run jobs. But as market requirements are changing, customers are looking for
more diverse wood-grain design jobs, specifically in small quantities. Gravure
printing is cost effective only if it is used for large quantity jobs because of
relatively high cost for cylinder engraving. Hence, many printers are exploring
other printing processes for wood-grain prototyping and production of small
quantity jobs. Every conventional impact printing process requires an image
carrier that increases cost. Therefore, the inkjet printing process is one the most
feasible options to print wood-grain patterns in a most cost effective way with
flexibility of short quantity jobs. But inkjet printing has its own disadvantages,
too. An inkjet printer uses process inks, whereas gravure uses spot color inks to
print wood-grain patterns. Thus, color matching is one of the main concerns while
doing ink jet prototyping. Simultaneously, pigments used in inkjet inks are
different from those used in gravure inks. Hence, it often leads to metamerism.
Color matching issues can be resolved by implementation of color
management systems into the process workflow. Using customized ICC profiles,
instead of default ICC profiles from the RIP, gives a comparatively closer color
match in prototyping. Metamerism can be minimized by using the same or

21
somewhat similar types of pigments for both printing processes. It helps to get a
closer spectral match between samples, but it is an expensive option.
The focus of this study was to achieve close color match between two
printing processes by conducting a Design of Experiments of multiple level
factors. Experiments were carried out mainly in two phases.

22
CHAPTER III
EXPERIMENTAL
Phase-I
Four gravure printed shades of wood grains were selected as reference
patches. These four shades were printed as solid patches for ease of measurement.
CIE LAB values of gravure reference patches were measured using an X-Rite
Ci6x spectrophotometer. Four sample patches were constructed in Adobe
Illustrator by assigning previously measured CIE-LAB values of the reference
patches. Patches were labeled as Galaxy Oak, Smooth Grey, Hunter 655 and
Rustic Maple, respectively. The primary focus of Phase-I was to print sample
patches using Roland VS 540i inkjet printer and closely color match it with
reference patches. (∆E less than 5) and also to analyze significance of custom
created ICC profile in close color matching in comparison with the default printer
profile as well as to determine the significance of manual GCR adjustment.
A customized ICC profile was created using X-Rite ‘i1Profiler’ profile
making software. For customized ICC profile creation, no standard color chart
was used instead it was created using the 800 patch chart from i1Profiler software.
Sample Patches (Figure 5) were printed on the Roland VS 540i inkjet printer by
applying the standard printer profile and customized ICC profile. Patches were
again printed by applying customized ICC profile, but with additional manual
GCR adjustment. In manual GCR adjustment, a % of CMY ink was replaced by
the same % of K ink. ∆E and metamerism indices for the four patches were

23
calculated and spectral graphs were compared to determine the initial significance
of custom created ICC profile over default printer profile as well as effectiveness
of manual GCR adjustment and its effect on metamerism index.
Figure 5: Sample Patches, with CIE LAB values.
Phase-II
To analyze the influence of various factors on metamerism, a Design of
Experiments (DOE) was conducted by using different factors. Factors in DOE
included GCR level settings, release coat weight and use of tie coat. (Tie coat is

24
an acrylic based clear used to promote adhesion between printed ink and
adhesive.) Table 1 shows number of trials and factors for a DOE experiment.
Table 1: Trials for Design of Experiments
Trials Factor 1: Release
Coat Weight
(g/m2)
Factor 2: Use of
Tie Coat
Factor 3: GCR
levels
1 7 Yes Minimum
2 10.5 No Medium+
3 7 Yes Maximum
4 10.5 No Minimum
5 7 Yes Medium+
6 10.5 No Maximum
7 7 No Minimum
8 10.5 Yes Medium+
9 7 No Maximum
10 10.5 Yes Minimum
11 7 No Medium+
12 10.5 Yes Maximum
Trials 3, 6, 9 and 12 were conducted again with additional manual GCR
adjustment in Adobe illustrator to check its effect on metamerism index. Spectral

25
graphs were compared. Metamerism indices and ∆E were calculated to
understand effect of DOE factors on metamerism index.
Selection Criteria of Factors for Design of Experiments
Printed wood grain products are transferred onto the base wood by means
of heat and pressure. Thus, all layers of the product need to print in reverse order.
All the layers of the wood grains in order are shown in the Figure 6.
Figure 6: Schematic of Wood Grain Layers.
Factor 1: Release coat weight
After application of wood grain to the wood, release coat is the top layer
of the wood grain that gives chemical and abrasive resistance to wood grain
product. In the absence of tie coat, the release coat is the 1st layer that comes in
contact with inkjet ink. Release coat weight decides the degree of chemical and
abrasive resistance as well as gloss or matt finish of the product. Initially
substrates with 3 g/m2 of release coat were used to create the customized ICC

26
profile. Substrates were unable to take more than 100% total ink limit value
during media calibration for the Roland VS540i inkjet printer. Cracks were
observed after drying. The recommended minimum total ink limit as per printer
manufacturer is 140% to achieve acceptable print quality. To increase total ink
limit value, substrates with higher release coat were used. 7g/m2 and 10.5g/m2
substrates showed higher total ink limit than 140%. Higher release coat substrates
showed some cracking but it was not as visible to naked eyes. 7g/m2 and 10g/m2
were able to accept 180% and 200% of total ink limit, respectively.
Factor 2: Use of Tie Coat
The vehicles in the inkjet ink were making polymers in release coat less
elastic and the increased stresses due to shrinking were causing cracks in a print
area after drying.
In wood grain printing, tie coat is usually used to promote adhesion
between printed ink and adhesive but it can also be used as an alternative to the
original release coat. Tie coat has low molecular weight, hence it creates
relatively soft and flexible layer of coating than release coat, which avoids
cracking after drying. But use of tie leads to reduced rub resistance because of its
low molecular weight hence, tie coat was coated over release coat to maintain
original rub resistance of the substrate as well as to avoid cracking.
When substrates with tie coat over release coat were calibrated for Roland
VS540i inkjet printer, they showed no ink cracking. However, tie coat did not

27
significantly improve total ink limit capability of substrate. 7g/m2 and 10g/m2
substrates with tie coat both were able to accept 160% of total ink limit.
Factor 3: GCR settings
Unlike older version of X-Rite profile making software “Profile Maker
5.0”, the new software i1Profiler does not specify percent of grey component
replacement. Instead it provides 8 different steps under the name “Black
Generation Curve”. 8 GCR settings options are minimum, light, light+, medium,
medium+, heavy, heavy+ and maximum. To analyze effect of the GCR, three
settings of GCR (minimum, medium+ and maximum) were used in the design of
experiments.
The fundamental approach behind the use of factors 1 and 2 was to
increase color gamut volume by improving total ink limit and to analyze the effect
of increased color gamut volume on metamerism index. Use of factor 3 was
straightforward i.e. to understand effect of increasing GCR setting on metamerism
index.

28
CHAPTER IV
RESULTS AND DISCUSSION
Phase-I
For all four patches, ∆E comparison of inkjet sample patches and gravure
reference patches showed less than five color difference. Thus, the close color
matches shown in Figures 7-10.
Effect of Customized ICC Profile and Manual GCR Adjustment on ∆E
For all four patches, ∆E comparison of inkjet sample patches and gravure
reference patches (Figures 7-10) show that customized the ICC profile
significantly decreased color difference for all illuminants. On the other hand,
manual GCR adjustment in addition to customized ICC profile increased color
difference for all patches, except Galaxy Oak.
Figure 7: Galaxy Oak: Phase-I ∆E Comparison.
0.00
2.00
4.00
6.00
8.00
10.00
12.00
D65 CWF A10
DEL
TA E
ILLUMINANTS
Galaxy Oak: Phase-I Delta E
Default Printer Profile
Customized ICC profile
Customized ICC profile withManual adjustment

29
Figure 8: Smooth Grey: Phase-I ∆E Comparison.
Figure 9: Hunter 655 Phase-I ∆E Comparison.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
D65 CWF A10
DEL
TA E
ILLUMINANTS
Smooth Grey: Phase-I Delta E
Default Printer Profile
Customized ICC profile
Customized ICC profile withManual adjustment
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
D65 CWF A10
DEL
TA E
ILLUMINANTS
Hunter655: Phase-I Delta E
Default Printer Profile
Customized ICC profile
Customized ICC profile withManual adjustment

30
Figure 10: Rustic Maple Phase-I ∆E Comparison.
Effect of Customized ICC Profile and Manual GCR Adjustment on Metamerism
Index
Metamerism Index comparison of all four sample patches (Figures 11-14)
showed that customized ICC profile significantly improved the metamerism index
for all illuminants and unlike ∆E difference, metamerism index was decreased
further by use of manual GCR adjustment in the custom ICC profile, except for
Galaxy Oak.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
10.00
D65 CWF A10
DEL
TA E
ILLUMINANTS
Rustic Maple: Phase-I Delta E
Default Printer Profile
Customized ICC profile
Customized ICC profile withManual adjustment

31
Figure 11: Galaxy Oak Phase-I Metamerism Index.
Figure 12: Smooth Grey Phase-I Metamerism Index.
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
D65 & CWF CWF & A10 A10 & D65
MET
AM
ERIS
M IN
DEX
ILLUMINANTS
Galaxy Oak: Phase-I Metamerism Index
Default Printer Profile
Customized ICC profile
Customized ICC profile withManual adjustment
0.00
1.00
2.00
3.00
4.00
5.00
6.00
D65 & CWF CWF & A10 A10 & D65
MET
AM
ERIS
M IN
DEX
ILLUMINANTS
Smooth Grey: Phase-I Metamerism Index
Default Printer Profile
Customized ICC profile
Customized ICC profile withManual adjustment

32
Figure 13: Hunter 655 Phase-I Metamerism Index.
Figure 14: Rustic Maple: Phase-I Metamerism Index.
Effect of Customized ICC Profile and Manual GCR Adjustment on Spectral
Curves
Spectral reflectance of gravure printed reference patches and inkjet printed
sample patches with default printer profile, manual GCR adjustment and
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
D65 & CWF CWF & A10 A10 & D65
MET
AM
ERIS
M IN
DEX
ILLUMINANTS
Hunter655: Phase-I Metamerism Index
Default Printer Profile
Customized ICC profile
Customized ICC profile withManual adjustment
0.00
1.00
2.00
3.00
4.00
5.00
6.00
D65 & CWF CWF & A10 A10 & D65
MET
AM
ERIS
M IN
DEX
ILLUMINANTS
Rustic Maple: Phase-I Metamerism Index
Default Printer Profile
Customized ICC profile
Customized ICC profile withManual adjustment

33
customized ICC profile were plotted on graphs for comparison. Spectral
reflectance plots of all patches (Figures 15-18) showed that custom created ICC
profiles brought spectral reflectance curve closer to the reference spectral curve,
mainly because of improvement in ∆E (especially improvement in lightness).
Manual GCR setting, in addition to custom ICC profiles improved spectral plot to
some extent, but not in a significant amount except for Smooth Grey Patch.
Figure 15: Galaxy Oak Phase-I Spectral Curve Comparison.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Galaxy Oak: Spectral Curve Distribution
Reference Patch
Sample Patch withDefault printer profile
Sample Patch withManual Adjust
Sample Patch withCustomized profile

34
Figure 16: Smooth Grey Phase-I Spectral Curve Comparison.
Figure 17: Hunter 655 Phase-I Spectral Curve Comparison.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Smooth Grey: Spectral Curve Distribution
Reference Patch
Sample Patch withDefault printer profile
Sample Patch withManual Adjust
Sample Patch withCustomized profile
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Hunter655: Spectral Curve Distribution
Reference Patch
Sample Patch with Defaultprinter profile
Sample Patch with ManualAdjust
Sample Patch withCustomized profile

35
Figure 18: Rustic Maple Phase-I Spectral Curve Comparison.
Phase-II
Use of a custom created ICC profile showed significant improvement in
∆E in comparison with default RIP printer profile. Manual adjustment of GCR
showed some improvement in spectral curve and metamerism index. To explore
the effect of different factors on the metamerism index, a design of experiments
was conducted. Manual GCR adjustment were done to the trials with maximum
GCR setting and compared with other DOE trials.
For ease of analysis 12 trials were divided into 4 substrate types based on
release coat weight and use of tie coat and each substrate was analyzed for 3
different GCR settings. Four different color patches were printed to understand
for which CIE L*a*b* values improvement in metamerism index was significant.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Rustic Maple: Spectral Curve Distribution
Reference Patch
Sample Patch with Defaultprinter profile
Sample Patch with ManualAdjust
Sample Patch withCustomized profile

36
Effect of GCR Settings on ∆E and Metamerism Index
To analyze the effect of GCR settings on ∆E and Metamerism Index
simultaneously, GCR settings are plotted on the X-axis, whereas both ∆E and
Metamerism index are plotted on the Y-axis for all Figures from 19 to 34. For all
types of substrates, color patches and for all illuminants (D65, CWF and A10), the
minimum GCR setting showed the highest metameric index, whereas the
maximum GCR setting showed the smallest metameric index (Figures 19 to 34).
∆E and GCR settings did not show any significant correlation between each other
except for the Smooth Gray patch. For Smooth Grey patch, ∆E decreased
significantly with increase in GCR settings (Figures 20-32), contrary to that for
rest of the patches ∆E fluctuated by 1-2 ∆E range. Among all patches Smooth
Grey patch showed the highest improvement in metamerism index (Figures 20,
24, 28 and 32), Hunter 655 showed least improvement whereas Galaxy Oak and
Rustic Maple showed slightly more improvement than Hunter 655. For all trials
manual GCR adjustment neither improved metamerism index nor ∆E to a
significant extent.
I) 7g/m2 release coat with tie coat

37
Figure 19: Galaxy Oak 7g/m2 Release Coat + Tie Coat- ∆E & Metamerism Index.
Figure 20: Smooth Grey 7g/m2 Release Coat + Tie Coat- ∆E & Metamerism
Index.
0
0.5
1
1.5
2
2.5
3
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
7g/m2 Release Coat plus Tie Coat: Galaxy Oak
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
0
0.5
1
1.5
2
2.5
3
3.5
4
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
7g/m2 Release Coat plus Tie Coat: Smooth Grey
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65

38
Figure 21: Hunter 655 7g/m2 Release Coat + Tie Coat- ∆E & Metamerism Index.
Figure 22: Rustic Maple 7g/m2 Release Coat + Tie Coat- ∆E & Metamerism
Index.
0
1
2
3
4
5
6
0
1
2
3
4
5
6
7
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
7g/m2 Release Coat plus Tie Coat: Hunter 655
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65
0
0.5
1
1.5
2
2.5
3
3.5
4
0
1
2
3
4
5
6
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
7g/m2 Release Coat plus Tie Coat: Rustic Maple
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65

39
II) 7g/m2 release coat
Figure 23: Galaxy Oak 7g/m2 Release Coat only- ∆E & Metamerism Index.
Figure 24: Smooth Grey 7g/m2 Release Coat only- ∆E & Metamerism Index.
0
0.5
1
1.5
2
2.5
0
0.5
1
1.5
2
2.5
3
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
7g/m2 Release Coat: Galaxy Oak
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
7g/m2 Release Coat: Smooth Grey
D65: DeltaE
CWF: DeltaE
A10: DeltaE
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65

40
Figure 25: Hunter 655 7g/m2 Release Coat only- ∆E & Metamerism Index.
Figure 26: Rustic Maple 7g/m2 Release Coat only- ∆E & Metamerism Index.
0
1
2
3
4
5
6
0
1
2
3
4
5
6
7
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
7g/m2 Release Coat: Hunter 655
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
7g/m2 Release Coat: Rustic Maple
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65

41
III) 10.5g/m2 release coat with tie coat
Figure 27: Galaxy Oak 10.5 g/m2 Release Coat + Tie Coat- ∆E & Metamerism
Index.
Figure 28: Smooth Grey 10.5 g/m2 Release Coat + Tie Coat- ∆E & Metamerism
Index.
0
0.5
1
1.5
2
2.5
0
0.5
1
1.5
2
2.5
3
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
10.5g/m2 Release Coat plus Tie Coat: Galaxy Oak
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
0
0.5
1
1.5
2
2.5
3
3.5
4
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
10.5g/m2 Release Coat plus Tie Coat: Smooth Grey
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10

42
Figure 29: Hunter 655 10.5 g/m2 Release Coat + Tie Coat- ∆E & Metamerism
Index.
Figure 30: Rustic Maple 10.5 g/m2 Release Coat + Tie Coat- ∆E & Metamerism
Index.
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0
1
2
3
4
5
6
7
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
10.5g/m2 Release Coat plus Tie Coat: Hunter 655
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
0
1
2
3
4
5
6
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
10.5g/m2 Release Coat plus Tie Coat: Rustic Maple
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65

43
IV) 10.5 g/m2 release coat
Figure 31: Galaxy Oak 10.5 g/m2 Release Coat only- ∆E & Metamerism Index.
Figure 32: Smooth Grey 10.5 g/m2 Release Coat only- ∆E & Metamerism Index.
0
0.5
1
1.5
2
2.5
3
0
0.5
1
1.5
2
2.5
3
3.5
4
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
10.5 g/m2 Release Coat: Galaxy Oak
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
10.5 g/m2 Release Coat: Smooth Grey
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10

44
Figure 33: Hunter 655 10.5 g/m2 Release Coat only- ∆E & Metamerism Index.
Figure 34: Rustic Maple 10.5 g/m2 Release Coat only- ∆E & Metamerism Index.
0
1
2
3
4
5
6
0
1
2
3
4
5
6
7
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M I
ND
EX
DEL
TA E
GCR SETTINGS
10.5 g/m2 Release Coat: Hunter 655
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
Minimum Medium+ Maximum Manual
MET
AM
ERIS
M IN
DEX
DEL
TA E
GCR SETTINGS
10.5 g/m2 Release Coat: Rustic Maple
D65: Delta E
CWF: Delta E
A10: Delta E
Met. IndexD65 & CWF
Met. IndexCWF & A10
Met. IndexA10 & D65

45
Effect of GCR Settings on Spectral Curve Distribution
As manual adjustment did not show any significant improvement in
metamerism index, hence it was not included in Spectral Distribution
Curve comparison. Spectral reflectance of gravure printed reference
patches, inkjet printed sample patches with Minimum, Medium+, and
Maximum GCR setting were plotted on a graph for comparison.
Spectral graphs, of all color patches, crossed reference patches spectral
reflectance curve patch thrice and thus considered metameric. Even
though color patches were metameric, Spectral reflectance curves of
maximum GCR setting were closest to the spectral curve of reference
patch followed by medium GCR setting and minimum GCR setting
spectral curve respectively. Among all patches, Smooth Grey patch
showed highest improvement in spectral curve (Figure 36, 40, 44 and 48),
Hunter 655 showed the least improvement (Figure 37, 41, 45 and 49),
whereas Galaxy Oak (Figure 35, 39, 43 and 47) and Rustic Maple (Figure
38, 42, 46 and 50) showed slightly more improvement than Hunter 655.
I) 7g/m2 release coat with tie coat

46
Figure 35: Spectral Curve 7g/m2 plus Tie Coat- Galaxy Oak.
Figure 36: Spectral Curve 7g/m2 plus Tie Coat- Smooth Grey.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
40
0
42
0
44
0
46
0
48
0
50
0
52
0
54
0
56
0
58
0
60
0
62
0
64
0
66
0
68
0
70
0
72
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 7g/m2 plus tie Galaxy Oak
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
38
0
40
0
42
0
44
0
46
0
48
0
50
0
52
0
54
0
56
0
58
0
60
0
62
0
64
0
66
0
68
0
70
0
72
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 7g/m2 plus tie Smooth Grey
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR

47
Figure 37: Spectral Curve 7g/m2 plus Tie Coat- Hunter 655.
Figure 38: Spectral Curve 7g/m2 plus Tie Coat- Rustic Maple.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
40
0
42
0
44
0
46
0
48
0
50
0
52
0
54
0
56
0
58
0
60
0
62
0
64
0
66
0
68
0
70
0
72
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 7g/m2 plus tie Hunter 655
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
40
0
42
0
44
0
46
0
48
0
50
0
52
0
54
0
56
0
58
0
60
0
62
0
64
0
66
0
68
0
70
0
72
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 7g/m2 plus tie Rustic Maple
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR

48
II) 7g/m2 release coat
Figure 39: Spectral Curve 7g/m2 Release Coat only- Galaxy Oak.
Figure 40: Spectral Curve 7g/m2 Release Coat only- Smooth Grey.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 7g/m2 : Galaxy
Oak
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 7g/m2: Smooth Grey
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR

49
Figure 41: Spectral Curve 7g/m2 Release Coat only-Hunter 655.
Figure 42: Spectral Curve 7g/m2 Release Coat only- Rustic Maple.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 7g/m2: Hunter 655
Reference Patch
Sample Patch with Min.GCR
Sample Patch with Med+.GCR
Sample Patch with Max.GCR
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 7g/m2: Rustic Maple
Reference Patch
Sample Patch with Min.GCR
Sample Patch with Med+.GCR
Sample Patch with Max.GCR

50
III) 10.5g/m2 release coat with tie coat
Figure 43: Spectral Curve 10.5 g/m2 plus Tie Coat- Galaxy Oak.
Figure 44: Spectral Curve 10.5 g/m2 plus Tie Coat- Smooth Grey.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTI
ON
WAVELENGTH (NM)
Spectral Curve: 10.5g/m2 plus tie Galaxy Oak
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTI
ON
WAVELENGTH (NM)
Spectral Curve: 10.5g/m2 plus tie Smooth Grey
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR

51
Figure 45: Spectral Curve 10.5 g/m2 plus Tie Coat- Hunter 655.
Figure 46: Spectral Curve 10.5 g/m2 plus Tie Coat- Rustic Maple.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTI
ON
WAVELENGTH (NM)
Spectral Curve: 10.5g/m2 plus tie Hunter 655
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTI
ON
WAVELENGTH (NM)
Spectral Curve: 10.5g/m2 plus tie Rustic Maple
Reference Patch
Sample Patch with Min.GCR
Sample Patch withMed+. GCR
Sample Patch with Max.GCR

52
IV) 10.5 g/m2 release coat
Figure 47: Spectral Curve 10.5 g/m2 Release Coat only- Galaxy Oak.
Figure 48: Spectral Curve 10.5 g/m2 Release Coat only - Smooth Grey.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 10.5 g/m2: Galaxy Oak
Reference Patch
Sample Patch with Min.GCR
Sample Patch with Med+.GCR
Sample Patch with Max.GCR
0.00
0.10
0.20
0.30
0.40
0.50
0.60
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 10.5 g/m2: Smooth Grey
Reference Patch
Sample Patch with Min.GCR
Sample Patch with Med+.GCR
Sample Patch with Max.GCR

53
Figure 49: Spectral Curve 10.5 g/m2 Release Coat only - Hunter 655.
Figure 50: Spectral Curve 10.5 g/m2 Release Coat only- Rustic Maple.
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 10.5 g/m2: Hunter 655
Reference Patch
Sample Patch with Min.GCR
Sample Patch with Med+.GCR
Sample Patch with Max.GCR
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
38
0
41
0
44
0
47
0
50
0
53
0
56
0
59
0
62
0
65
0
68
0
71
0
SPEC
TRA
L R
EFLE
CTA
NC
E
WAVELENGTH (NM)
Spectral Curve: 10.5 g/m2: Rustic Maple
Reference Patch
Sample Patch with Min.GCR
Sample Patch with Med+.GCR
Sample Patch with Max.GCR

54
Effect of Color Gamut Volume on Metamerism Index
Figure 51 shows color gamut volume comparison of all 4 substrates.
ICC profiles for the 7g release coat plus tie coat and 10.5g release coat plus tie
coat substrate were created with 160% total ink limit values, whereas 7g
release coat and 10.5g release coat substrates without any tie coat were
profiled with 180% and 200% total ink limit, respectively. As expected,
higher total ink limit substrate i.e. 10.5 g with no tie coat showed the highest
color gamut volume and lowest total ink limit substrate i.e. 7g plus tie coat
showed the smallest color gamut volume. Apparently, the tie coat stopped
cracking of the ink but restricted the color gamut volume of the substrates
drastically because of low total ink limit value around 140%.
Figure 51: Gamut Volume Comparison
7g only (304,802 CCU)
10.5g only (357,646 CCU)
10.5g plus tie coat (147,850 CCU)
7g plus tie coat (138,827 CCU)

55
Figure 52: Metamerism Index vs. Color Gamut Volume- Galaxy Oak
Figure 53: Metamerism Index vs. Color Gamut Volume- Smooth Grey
0
0.5
1
1.5
2
2.5
138827 CCU(7g plus tie
coat)
147850 CCU(10.5g plus
tie coat)
304802 CCU(7g only)
357646 CCU(10.5g only)
MET
AM
ERIS
M IN
DEX
SUBSTATES WITH INCREASING COLOR GAMUT VOLUME
Metamerism Index vs. Color Gamut Volume: Galaxy Oak
D65 & CWF Met. Index
CWF & A10 Met. Index
A10 & D65 Met. Index
0
0.5
1
1.5
2
2.5
3
138827 CCU(7g plus tie
coat)
147850 CCU(10.5g plus
tie coat)
304802 CCU(7g only)
357646 CCU(10.5g only)
MET
AM
ERIS
M IN
DEX
SUBSTATES WITH INCREASING COLOR GAMUT VOLUME
Metamerism Index vs. Color Gamut Volume: Smooth Grey
D65 & CWF Met. Index
CWF & A10 Met. Index
A10 & D65 Met. Index

56
Figure 54: Metamerism Index vs. Color Gamut Volume- Hunter655
Figure 55: Metamerism Index vs. Color Gamut Volume- Rustic Maple
To analyze the effect of color gamut volume over metamerism index, the
metamerism index of substrates were plotted against color gamut volume for all
four patches (Figures 52-55).
0
1
2
3
4
5
6
138827 CCU(7g plus tie
coat)
147850 CCU(10.5g plus
tie coat)
304802 CCU(7g only)
357646 CCU(10.5g only)
MET
AM
ERIS
M IN
DEX
SUBSTATES WITH INCREASING COLOR GAMUT VOLUME
Metamerism Index vs. Color Gamut Volume: Hunter 655
D65 & CWF Met. Index
CWF & A10 Met. Index
A10 & D65 Met. Index
0
0.5
1
1.5
2
2.5
3
3.5
4
138827 CCU(7g plus tie
coat)
147850 CCU(10.5g plus
tie coat)
304802 CCU(7g only)
357646 CCU(10.5g only)
MET
AM
ERIS
M IN
DEX
SUBSTATES WITH INCREASING COLOR GAMUT VOLUME
Metamerism Index vs. Color Gamut Volume: Rustic Maple
D65 & CWF Met. Index
CWF & A10 Met. Index
A10 & D65 Met. Index

57
For all color patches except Smooth Grey, the metamerism index between
illuminant D65 & CWF and metamerism index between illuminant CWF & A10,
increased with increase in color gamut volume. Metamerism index between
illuminant A10 and D65 did not changed significantly with increase in color
gamut volume.
For Smooth Grey patch, metamerism index did not show any correlation
with increasing color gamut volume. But overall metamerism index definitely
increased for higher gamut volume substrates but not in linear way. However, in
many cases the larger color gamut profile gave lower ∆E values, so higher MI
values could indicate good color matches for different illuminants.
Design of Experiments Analysis
All patches were analyzed for Analysis of Variance. Tables 2 to 5 show
the Analysis of Variance (ANOVA) results for metamerism index obtained from
12 DOE trials for all patches. P-values from the Tables 2-5 showed that for all
patches except Hunter 655, GCR settings significantly influenced Metamerism
Index followed by tie coat. For Hunter 655 patch, use of tie coat was the most
significant factor. However, release coat weight had an insignificant effect on the
Metamerism Index response. This indicates that after a certain release coat
weight, there is no value to increasing the release coat weight. Based on the
observed results, this value is about 7 g/m2.

58
Table 2: Analysis of Variance (ANOVA) for Smooth Grey.
Table 3: Analysis of Variance (ANOVA) for Hunter 655.

59
Table 4: Analysis of Variance (ANOVA) for Galaxy Oak.
Table 5: Analysis of Variance (ANOVA) for Rustic Maple.
The main effect graph was ploted to determine the best possible
combination of GCR settings and Tie coat for minimum metamerism. Figures 56-
59 show main effect plot diagram for all patches.

60
Figure 56: Main Effect Plot- Smooth Grey.
Figure 57: Main Effect Plot- Hunter 655.

61
Figure 58: Main Effect Plot- Galaxy Oak.
Figure 59: Main Effect Plot- Rustic Maple.
The main effect plot (Figures 56-59) suggested that use of tie coat with
maximum GCR setting would give reduced metmaerism index for all patches.

62
CHAPTER V
CONCLUSION
This study outlined the workflow that can reduce metamerism to some
extent for wood grain printing.
The results of Phase-I showed that custom created ICC profile improved
metamerism index and ∆E difference significantly, when compared with the
generic RIP printer profile. Analysis of spectral reflectance curves also justified
the significance of custom created ICC profile over generic RIP printer profile.
Manual GCR adjustment in addition to custom created ICC profile decreased
metamerism index further but at the same time increased ∆E difference to some
extent.
Design of Experiments consisting of 12 trials was conducted in Phase-II
using different multi-level factors. Results of Phase-II showed that increased GCR
settings had considerable amount of impact on metamerism index. Impact of GCR
settings varied as per color shade. Darker patches showed the highest reduction in
metamerism index, contrary to that, the response to GCR settings by lighter
patches was none or insignificant. Analysis of spectral reflectance showed similar
results for dark and light patches of colors. GCR settings neither improved nor
deteriorated color difference. ∆E difference fluctuated up and down in range of 1-
2 ∆E units. Increased color gamut volume and metamerism index had no linear
correlation between each other, but overall increase in color gamut volume
increased metamerism index for all color types of color patches.

63
ANOVA analysis showed that GCR setting was the most influential factor
followed by use of the tie coat. Release Coat weight was an insignificant factor. In
addition to that, the main effect plot showed maximum GCR settings with the use
of tie coat would be the best combination of those tested get maximum reduction
in metamerism index.
Recommendation for Future Work
Metamerism has huge impact on almost every industry that involves color
pigments. This study evaluated the effect of different GCR settings on
metamerism index for conventional process colors i.e. CMYK inks. For future
study, it is recommended to explore effect of GCR where 7 colors inks (extended
color gamut) are used for printing. Also, substrates used for profiling in this study
were able to sustain up to 200% of total ink limit, which is exactly half of the
possible ink limit achievable by any process color printer. It is recommended that
future study should be done using substrate/ink combinations that can accept at
least 260% total ink limit value.

64
BIBLIOGRAPHY
1) Kipphan, H. “Printing Technologies with Permanent Printing Master.”
Handbook of Print Media. Springer: Heidelberg, 2001. 360. Print.
2) Woods, K. “The Printed Picture in the Renaissance.” Making Renaissance
Art. Yale UP, 2007. 219. Print.
3) H. Mathes “Narrow Web Gravure Press for Packaging Production.”
<http://www.narrowwebtech.com/narrowwebtech/out-now-e-dossier-
narrow-web-gravure-press-for-packaging-production>, accessed 5/12/16
4) Figure 1, “Basic Schematic of Gravure Printing Process”. Web.
<http://www.automation.siemens.com/mcms/mc/en/mechanicalengineerin
g/printing-machines/gravure-
printingmachine/PublishingImages/zoom_gravure-printing.jpg>.
5) Rong, X., J. Pekarovic, and A. Pekarovicova. “Gravure Printability from
Laser and Electromechanically Engraved Cylinder.” International
Printing and Graphics Art Conference (2004): 151. Web.
6) “Doctor Blade.” PrintWiki: The Free Encyclopedia of Print. Web. 11 Aug.
2015. <http://printwiki.org/Doctor_Blade>.
7) Kipphan, H. “Printing Technologies without a Printing Plate (NIP
Technologies).” Handbook of Print Media. Springer: Heidelberg, 2001.
711. Print.
8) Wansbrough, H. “Printing Ink Technology and Manufacture.”
<http://nzic.org.nz/ChemProcesses/polymers/10E.pdf>, accessed 5/8/16

65
9) Frimova, A., A. Pekarovicova, P. D. Fleming III and J. Pekarovic, “Ink Stability
during Printing”, TAGA J., 2, 121, December 2005.
<http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.473.5602&rep=rep1
&type=pdf >
10) Kipphan, H. “Fundamentals: Print Media Materials.” Handbook of Print
Media. Springer: Heidelberg, 2001. 131. Print.
11) “Printing Processes and Printing Inks, Carbon Black and some Nitro
Compounds.” IARC Monographs on the Evaluation of Carcinogenic Risks
to Humans 65 (1996): 45. International Agency for Research on Cancer.
World Health Organization. Web.
<http://monographs.iarc.fr/ENG/Monographs/vol65/mono65.pdf>.
12) Leach, R. H. “Gravure Inks.” The Printing Ink Manual. Springer Science
and Business Media, 1993. 475. Print.
13) Leach, R. H. “Inkjet Inks.” The Printing Ink Manual. Springer Science and
Business Media, 1993. 680. Print.
14) Swanholm, E. “Printability and Ink-Coating Interactions in Inkjet
Printing.” PhD Dissertation. Karlstad University, Faculty of Technology
and Science, Feb. 2007. Web.
<http://www.researchgate.net/publication/241921153_Printability_and_In
k-Coating_Interactions_in_Inkjet_Printing>
15) Chovancova, V. “Evaluation of Dye and Pigment based Ink-jet Inks.” The
Hilltop Review 1.1 Fall (2011). Web.
<http://scholarworks.wmich.edu/cgi/viewcontent.cgi?article=1020&conte
xt=hilltopreview>.

66
16) Veronika Chovancova, Paul Howell, Paul D. Fleming III and Adam
Rasmusson, “Color and Lightfastness of Different Epson Ink Jet Ink Sets”,
J. Imaging Sci. Technol., 49 (6), November/December 2005, 652-659
17) Hunt, R.W.G., and M.R. Pointer. “Metamerism and Color Constancy.”
Measuring Color. 4th ed. Wiley & Sons. 2011. 117. Print.
18) “Metamerism.” Datacolor. Datacolor, 2009. Web.
<http://knowledgebase.datacolor.com/admin/attachments/metamerism.pdf
>
19) Choudhary, A. K. Roy, and S. M. Chattergee. “Evaluation of the
Performance of Metameric Indices.” Color: Research and Applications
21.1 (1996): 26-34. Print.
20) Berns, R. S. “The Proper Use of Indices of Metamerism.” Color: Research
and Applications 33.6 (2008): 509. Print.
21) “Metamerism Index.” HunterLab. HunterLab, 2008. Web. <
http://www.hunterlab.se/wp-content/uploads/2012/11/Metamerism-
Index.pdf>
22) “UCR & GCR: What are they?” 15 (1996). US Inks, Web.
<http://www.sunchemical.com/?wpdmact=process&did=NzEuaG90bGlua
w==&usg=AFQjCNHmemR8o2WAgE-
fDjzkngPBi0xFKQ&sig2=K2_TEcg2g_57lHo6grtYqw >
23) Zou, Jiayi. “An Investigation of Ink Usage in Offset Process Printing.”
(2012). ScholarWorks. Rochester Institute of Technology. Web.
<http://scholarworks.rit.edu/theses/3885/>
67
24) Spiridonov, I., and M. Shopova. “Determination of the Effect of Gray
Component Replacement Level on Colorimetric Characteristics of Color
Proof.” Journal of Chemical Technology and Metallurgy 48.3 (2013):
247-53. Print.
25) V. Chovancova-Lovell and P. D. Fleming III, “Color Gamut – New Tool
in the Pressroom?”, TAPPI J, February 2009, pp4-11

68
APPENDICES
Table 6: 7g/m2 only Metamerism Index and ∆E for Galaxy Oak
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 83.41 0.79 5.08
Reference
A-10 83.85 1.87 5.42
CWF 83.76 0.6 5.92
2 D65 82.77 -1.82 5.78 2.78 2.24
Minimum
GCR
A-10 82.95 1.16 4.97 1.23 0.89
CWF 82.57 -0.44 6.24 1.61 1.71
3 D65 83.02 -1.84 5.5 2.69 2.10
Medium
GCR
A-10 83.18 0.99 4.71 1.31 0.78
CWF 82.83 -0.51 5.91 1.45 1.67
4 D65 82.85 -1.76 5.46 2.64 1.88
Maximum
GCR
A-10 83.01 0.85 4.74 1.49 0.72
CWF 82.72 -0.57 5.91 1.57 1.51
5 D65 82.89 -1.74 5.46 2.61 1.88
Manual A-10 83.06 0.88 4.75 1.43 0.72

69
GCR CWF 82.76 -0.55 5.92 1.52 1.51
Table 7: 7g/m2 only Metamerism Index and ∆E for Smooth Grey
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 67.02 0.3 3.05
Reference
A-10 67.27 0.83 3.27
CWF 67.25 0.12 3.56
2 D65 68.72 -2.97 4.29 3.89 4.72
Minimum
GCR
A-10 68.66 1.83 2.52 1.87 2.12
CWF 67.83 -0.29 4.17 0.94 3.14
3 D65 68.82 -2.15 3.86 3.15 4.09
Medium
GCR
A-10 68.82 2.11 2.42 2.18 1.81
CWF 68.05 0.1 3.73 0.82 2.70
4 D65 68.96 -1.25 3.29 2.49 2.66
Maximum
GCR
A-10 69.03 1.69 2.39 2.15 1.17
CWF 68.52 0.15 3.35 1.29 1.77
5 D65 68.7 -1.27 3.28 2.31 2.67

70
Manual
GCR
A-10 68.77 1.68 2.38 1.94 1.17
CWF 68.26 0.14 3.34 1.03 1.78
Table 8: 7g/m2 only Metamerism Index and ∆E for Hunter 655
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 73.88 8.2 20.06
Reference
A-10 76.05 10.79 23.01
CWF 75.53 5.4 23.4
2 D65 74.26 3.25 18.71 5.14 5.21
Minimum
GCR
A-10 75.76 10.18 18.85 4.21 1.85
CWF 74.37 4.38 20.82 3.01 4.40
3 D65 74.09 3.14 18.45 5.31 5.09
Medium
GCR
A-10 75.55 9.93 18.61 4.51 1.74
CWF 74.21 4.24 20.51 3.38 4.38
4 D65 73.99 2.62 17.9 5.98 4.89
Maximum
GCR
A-10 75.37 9.1 18 5.33 1.70
CWF 74.15 3.7 19.94 4.09 4.35

71
5 D65 73.77 2.71 18.22 5.79 4.95
Manual
GCR
A-10 75.18 9.28 18.33 4.99 1.74
CWF 73.93 3.79 20.3 3.84 4.34
Table 9: 7g/m2 only Metamerism Index and ∆E for Rustic Maple
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 74.26 5.21 11.38
Reference
A-10 75.6 7.06 13.16
CWF 75.23 3.69 13.4
2 D65 75.01 1.57 11.45 3.72 4.24
Minimum
GCR
A-10 75.91 7.09 11.15 2.03 1.63
CWF 74.84 2.95 12.64 1.13 3.22
3 D65 75.08 1.45 11.14 3.86 4.01
Medium
GCR
A-10 75.95 6.72 10.88 2.33 1.48
CWF 74.94 2.75 12.31 1.47 3.15
4 D65 74.83 1.05 10.44 4.30 3.57
Maximum
GCR
A-10 75.62 5.79 10.19 3.23 1.27
CWF 74.76 2.21 11.58 2.39 3.01

72
5 D65 74.43 1.1 10.36 4.24 3.56
Manual
GCR
A-10 75.21 5.83 10.12 3.30 1.24
CWF 74.35 2.25 11.48 2.56 3.01
Table 10: 7g/m2 only Spectral Reflectance Values
Wavelength (nm)
Galaxy Oak
Reference Minimum GCR Medium GCR Maximum GCR
380 0.10 0.06 0.06 0.06
390 0.18 0.13 0.13 0.13
400 0.33 0.25 0.25 0.25
410 0.45 0.38 0.38 0.39
420 0.51 0.46 0.46 0.47
430 0.53 0.49 0.49 0.50
440 0.54 0.51 0.51 0.51
450 0.56 0.53 0.53 0.53
460 0.56 0.55 0.55 0.55
470 0.56 0.58 0.58 0.57
480 0.56 0.60 0.60 0.60
490 0.57 0.62 0.62 0.61
500 0.58 0.64 0.63 0.63
510 0.59 0.64 0.63 0.63
520 0.59 0.62 0.62 0.61

73
530 0.60 0.59 0.59 0.59
540 0.61 0.58 0.58 0.58
550 0.61 0.58 0.58 0.58
560 0.62 0.57 0.57 0.58
570 0.62 0.57 0.57 0.58
580 0.63 0.59 0.59 0.59
590 0.64 0.62 0.61 0.61
600 0.64 0.63 0.62 0.62
610 0.64 0.63 0.62 0.62
620 0.64 0.63 0.62 0.62
630 0.64 0.63 0.62 0.62
640 0.64 0.63 0.63 0.63
650 0.64 0.64 0.63 0.63
660 0.64 0.64 0.64 0.63
670 0.64 0.65 0.64 0.63
680 0.64 0.64 0.63 0.63
690 0.63 0.64 0.63 0.63
700 0.63 0.63 0.63 0.63
710 0.64 0.63 0.62 0.63
720 0.63 0.64 0.63 0.63
730 0.63 0.65 0.64 0.64
Wavelength (nm)
Smooth Grey
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.04 0.05 0.05

74
390 0.14 0.08 0.08 0.09
400 0.23 0.15 0.15 0.16
410 0.28 0.21 0.22 0.24
420 0.30 0.25 0.26 0.29
430 0.31 0.27 0.28 0.31
440 0.32 0.29 0.30 0.32
450 0.32 0.32 0.32 0.34
460 0.32 0.34 0.35 0.35
470 0.32 0.38 0.37 0.37
480 0.32 0.41 0.40 0.39
490 0.32 0.43 0.43 0.41
500 0.33 0.45 0.44 0.41
510 0.33 0.44 0.43 0.41
520 0.34 0.40 0.40 0.39
530 0.34 0.35 0.36 0.36
540 0.34 0.33 0.33 0.35
550 0.35 0.33 0.33 0.35
560 0.35 0.31 0.32 0.34
570 0.35 0.30 0.31 0.33
580 0.35 0.33 0.33 0.35
590 0.35 0.37 0.37 0.38
600 0.35 0.39 0.39 0.39
610 0.35 0.39 0.39 0.39
620 0.35 0.39 0.39 0.39
630 0.35 0.40 0.40 0.40

75
640 0.35 0.41 0.41 0.40
650 0.35 0.42 0.42 0.41
660 0.35 0.43 0.43 0.42
670 0.35 0.44 0.44 0.42
680 0.35 0.43 0.43 0.42
690 0.35 0.42 0.42 0.41
700 0.36 0.41 0.41 0.41
710 0.36 0.41 0.41 0.41
720 0.36 0.42 0.42 0.42
730 0.37 0.45 0.45 0.44
Wavelength (nm)
Hunter 655
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.04 0.04 0.04
390 0.13 0.08 0.08 0.08
400 0.19 0.12 0.13 0.13
410 0.22 0.18 0.18 0.18
420 0.23 0.21 0.21 0.21
430 0.25 0.22 0.23 0.23
440 0.27 0.24 0.24 0.25
450 0.28 0.27 0.27 0.27
460 0.29 0.30 0.30 0.30
470 0.29 0.34 0.34 0.34
480 0.29 0.39 0.39 0.39
490 0.30 0.44 0.44 0.43

76
500 0.32 0.47 0.47 0.46
510 0.34 0.48 0.47 0.47
520 0.37 0.45 0.45 0.44
530 0.39 0.40 0.40 0.40
540 0.42 0.39 0.39 0.39
550 0.44 0.39 0.39 0.40
560 0.47 0.39 0.39 0.39
570 0.49 0.39 0.39 0.40
580 0.52 0.44 0.44 0.44
590 0.54 0.52 0.51 0.51
600 0.56 0.56 0.56 0.55
610 0.56 0.58 0.58 0.56
620 0.57 0.59 0.58 0.57
630 0.57 0.59 0.59 0.57
640 0.58 0.60 0.59 0.58
650 0.59 0.60 0.60 0.58
660 0.59 0.61 0.60 0.59
670 0.60 0.61 0.61 0.59
680 0.60 0.61 0.60 0.58
690 0.61 0.60 0.60 0.58
700 0.61 0.60 0.59 0.58
710 0.62 0.60 0.59 0.58
720 0.63 0.60 0.60 0.58
730 0.63 0.62 0.61 0.60
Wavelength (nm) Rustic Maple

77
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.05 0.05 0.05
390 0.15 0.09 0.09 0.09
400 0.23 0.16 0.17 0.16
410 0.29 0.23 0.24 0.24
420 0.31 0.28 0.29 0.29
430 0.33 0.30 0.31 0.31
440 0.34 0.32 0.33 0.33
450 0.36 0.34 0.35 0.35
460 0.36 0.38 0.38 0.38
470 0.36 0.41 0.41 0.41
480 0.37 0.45 0.45 0.44
490 0.37 0.48 0.48 0.47
500 0.38 0.50 0.50 0.48
510 0.40 0.50 0.50 0.48
520 0.41 0.47 0.47 0.46
530 0.42 0.43 0.43 0.43
540 0.44 0.41 0.41 0.41
550 0.45 0.41 0.42 0.42
560 0.46 0.41 0.41 0.41
570 0.49 0.41 0.41 0.41
580 0.51 0.45 0.45 0.45
590 0.52 0.51 0.51 0.50
600 0.53 0.54 0.54 0.52

78
610 0.54 0.55 0.55 0.53
620 0.54 0.56 0.55 0.53
630 0.54 0.56 0.56 0.54
640 0.54 0.57 0.56 0.54
650 0.54 0.58 0.57 0.55
660 0.54 0.59 0.58 0.55
670 0.54 0.59 0.58 0.56
680 0.54 0.58 0.57 0.55
690 0.55 0.58 0.57 0.55
700 0.55 0.57 0.56 0.54
710 0.55 0.57 0.56 0.54
720 0.56 0.58 0.57 0.55
730 0.56 0.60 0.59 0.56
Table 11: 7g/m2 plus Tie Coat Metamerism Index and ∆E for Galaxy Oak
Sr. No Illuminant L a b
Delta E
1976
Metameri
sm
index
1 D65 83.41 0.79 5.08
Reference
A-10 83.85 1.87 5.42
CWF 83.76 0.6 5.92
2 D65 82.7 -2.23 7.36 3.85 2.49
Minimum A-10 82.93 1.07 6.59 1.69 1.00

79
GCR CWF 82.54 -0.75 7.87 2.67 1.78
3 D65 82.96 -2.41 7.39 3.97 2.38
Medium
GCR
A-10 83.18 0.76 6.62 1.77 0.97
CWF 82.84 -0.97 7.94 2.72 1.72
4 D65 82.86 -2.37 7.64 4.10 2.13
Maximum
GCR
A-10 83.1 0.57 6.97 2.16 0.92
CWF 82.83 -1.1 8.28 3.05 1.52
5 D65 82.83 -2.36 7.68 4.13 2.12
Manual
GCR
A-10 83.08 0.58 7.02 2.19 0.93
CWF 82.81 -1.1 8.33 3.10 1.51
Table 12: 7g/m2 plus Tie Coat Metamerism Index and ∆E for Smooth Grey
Sr. No Illuminant L a b
∆E
1976
Metameri
sm
index
1 D65 67.02 0.3 3.05
Reference
A-10 67.27 0.83 3.27
CWF 67.25 0.12 3.56
2 D65 68.69 -2.53 4.5 3.59 4.10
Minimum A-10 68.69 1.79 3.18 1.72 1.62

80
GCR CWF 67.88 -0.21 4.06 0.87 2.87
3 D65 69.19 -1.76 2.94 2.99 3.15
Medium
GCR
A-10 69.17 1.64 1.88 2.49 1.13
CWF 68.5 0.07 2.5 1.64 2.41
4 D65 68.86 -1.52 3.34 2.60 1.65
Maximum
GCR
A-10 68.91 0.44 2.76 1.76 0.53
CWF 68.65 -0.59 3.4 1.58 1.28
5 D65 68.91 -1.5 3.57 2.66 1.69
Manual
GCR
A-10 68.98 0.51 3 1.76 0.59
CWF 68.71 -0.58 3.66 1.62 1.25
Table 13: 7g/m2 plus Tie Coat Metamerism Index and ∆E for Hunter 655
Sr. No Illuminant L a b
∆E
1976
Metameri
sm
index
1 D65 73.88 8.2 20.06
Reference
A-10 76.05 10.79 23.01
CWF 75.53 5.4 23.4
2 D65 74.4 2.98 19.93 5.25 4.79
Minimum A-10 75.93 9.65 20.45 2.80 1.22

81
GCR CWF 74.59 3.89 21.67 2.48 4.30
3 D65 74.56 2.71 19.92 5.53 4.75
Medium
GCR
A-10 76.06 9.3 20.39 3.01 1.24
CWF 74.77 3.64 21.71 2.56 4.29
4 D65 74.45 2.28 19.14 6.02 4.54
Maximum
GCR
A-10 75.86 8.56 19.55 4.12 1.18
CWF 74.69 3.2 20.92 3.42 4.27
5 D65 74.57 2.29 19.14 6.02 4.49
Manual
GCR
A-10 75.98 8.53 19.58 4.11 1.14
CWF 74.82 3.19 20.91 3.40 4.26
Table 14: 7g/m2 plus Tie Coat Metamerism Index and ∆E for Rustic Maple
Sr. No Illuminant L a b
∆E
1976
Metameri
sm
index
1 D65 74.26 5.21 11.38
Reference
A-10 75.6 7.06 13.16
CWF 75.23 3.69 13.4
2 D65 74.72 1.24 10.46 4.10 3.78
Minimum A-10 75.53 6.3 10.32 2.94 0.99

82
GCR CWF 74.51 2.54 11.19 2.59 3.32
3 D65 75.14 1.37 9.84 4.23 3.45
Medium
GCR
A-10 75.93 6.07 9.76 3.56 0.85
CWF 74.98 2.51 10.59 3.06 3.16
4 D65 75.28 0.6 9.4 5.12 3.02
Maximum
GCR
A-10 75.96 4.69 9.27 4.57 0.84
CWF 75.23 1.61 10.21 3.81 2.98
5 D65 75.45 0.57 9.6 5.11 3.03
Manual
GCR
A-10 76.13 4.68 9.48 4.41 0.59
CWF 75.41 1.58 10.11 3.91 3.11
Table 15: 7g/m2 plus Tie Spectral Reflectance Values
Wavelength (nm) Reference Minimum GCR Medium GCR Maximum GCR
380 0.10 0.062 0.06 0.06
390 0.18 0.1257 0.13 0.12
400 0.33 0.2428 0.24 0.24
410 0.45 0.3752 0.38 0.38
420 0.51 0.4511 0.46 0.46
430 0.53 0.4772 0.48 0.48
440 0.54 0.4928 0.50 0.50
450 0.56 0.5111 0.51 0.51

83
460 0.56 0.533 0.54 0.53
470 0.56 0.5575 0.56 0.55
480 0.56 0.5851 0.58 0.58
490 0.57 0.6133 0.61 0.60
500 0.58 0.6331 0.63 0.62
510 0.59 0.6381 0.64 0.63
520 0.59 0.6241 0.62 0.62
530 0.60 0.5991 0.60 0.60
540 0.61 0.5861 0.59 0.59
550 0.61 0.5856 0.59 0.59
560 0.62 0.5774 0.58 0.59
570 0.62 0.5748 0.58 0.59
580 0.63 0.5925 0.59 0.60
590 0.64 0.6182 0.62 0.62
600 0.64 0.6302 0.63 0.62
610 0.64 0.6322 0.63 0.62
620 0.64 0.6321 0.63 0.62
630 0.64 0.6325 0.63 0.62
640 0.64 0.6353 0.63 0.63
650 0.64 0.6396 0.64 0.63
660 0.64 0.6445 0.64 0.63
670 0.64 0.6455 0.64 0.63
680 0.64 0.6424 0.64 0.63
690 0.63 0.6384 0.63 0.63
700 0.63 0.6351 0.63 0.62

84
710 0.64 0.6338 0.63 0.62
720 0.63 0.6389 0.63 0.63
730 0.63 0.6512 0.65 0.64
Wavelength (nm)
Smooth Grey
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.0492 0.05 0.05
390 0.14 0.0905 0.09 0.09
400 0.23 0.16 0.17 0.17
410 0.28 0.236 0.25 0.26
420 0.30 0.2772 0.30 0.31
430 0.31 0.294 0.31 0.32
440 0.32 0.3077 0.33 0.33
450 0.32 0.3229 0.34 0.34
460 0.32 0.3411 0.36 0.35
470 0.32 0.3633 0.37 0.36
480 0.32 0.3901 0.39 0.37
490 0.32 0.4183 0.42 0.38
500 0.33 0.4382 0.43 0.39
510 0.33 0.4382 0.43 0.39
520 0.34 0.4085 0.40 0.39
530 0.34 0.3673 0.37 0.37
540 0.34 0.3452 0.35 0.37
550 0.35 0.3391 0.35 0.37
560 0.35 0.3239 0.33 0.36

85
570 0.35 0.3146 0.32 0.36
580 0.35 0.3352 0.34 0.36
590 0.35 0.3731 0.37 0.38
600 0.35 0.3954 0.39 0.38
610 0.35 0.4013 0.40 0.38
620 0.35 0.4043 0.40 0.38
630 0.35 0.408 0.40 0.38
640 0.35 0.4144 0.41 0.39
650 0.35 0.4242 0.42 0.39
660 0.35 0.435 0.43 0.40
670 0.35 0.4394 0.43 0.40
680 0.35 0.4356 0.43 0.40
690 0.35 0.4286 0.42 0.40
700 0.36 0.4206 0.42 0.39
710 0.36 0.417 0.41 0.39
720 0.36 0.426 0.42 0.40
730 0.37 0.4504 0.44 0.41
Wavelength (nm)
Hunter 655
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.0465 0.05 0.05
390 0.13 0.0798 0.08 0.08
400 0.19 0.1354 0.13 0.14
410 0.22 0.1927 0.19 0.19
420 0.23 0.2239 0.22 0.23

86
430 0.25 0.2375 0.24 0.24
440 0.27 0.2503 0.25 0.25
450 0.28 0.2677 0.27 0.27
460 0.29 0.2917 0.29 0.30
470 0.29 0.3233 0.32 0.33
480 0.29 0.3653 0.36 0.37
490 0.30 0.4158 0.41 0.41
500 0.32 0.4593 0.46 0.45
510 0.34 0.4774 0.48 0.47
520 0.37 0.458 0.46 0.45
530 0.39 0.422 0.42 0.42
540 0.42 0.4063 0.41 0.41
550 0.44 0.4105 0.41 0.42
560 0.47 0.4054 0.41 0.41
570 0.49 0.4079 0.41 0.42
580 0.52 0.4495 0.45 0.45
590 0.54 0.5163 0.52 0.51
600 0.56 0.5631 0.56 0.55
610 0.56 0.5829 0.58 0.57
620 0.57 0.591 0.59 0.58
630 0.57 0.5951 0.59 0.58
640 0.58 0.5999 0.60 0.58
650 0.59 0.6056 0.60 0.59
660 0.59 0.6115 0.61 0.59
670 0.60 0.6132 0.61 0.59

87
680 0.60 0.6101 0.61 0.59
690 0.61 0.6054 0.60 0.59
700 0.61 0.601 0.60 0.58
710 0.62 0.5995 0.60 0.58
720 0.63 0.6052 0.60 0.59
730 0.63 0.62 0.62 0.60
Wavelength (nm)
Rustic Maple
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.0506 0.05 0.05
390 0.15 0.095 0.10 0.10
400 0.23 0.1718 0.17 0.18
410 0.29 0.2532 0.26 0.27
420 0.31 0.2981 0.30 0.32
430 0.33 0.3172 0.32 0.34
440 0.34 0.3319 0.34 0.35
450 0.36 0.3503 0.35 0.37
460 0.36 0.3739 0.38 0.39
470 0.36 0.4026 0.40 0.41
480 0.37 0.4372 0.43 0.44
490 0.37 0.4737 0.47 0.47
500 0.38 0.5002 0.49 0.49
510 0.40 0.5048 0.49 0.49
520 0.41 0.4781 0.47 0.47
530 0.42 0.4385 0.43 0.45

88
540 0.44 0.4202 0.42 0.43
550 0.45 0.422 0.42 0.44
560 0.46 0.4138 0.41 0.43
570 0.49 0.4123 0.41 0.43
580 0.51 0.4471 0.45 0.46
590 0.52 0.5018 0.50 0.50
600 0.53 0.5356 0.53 0.52
610 0.54 0.5472 0.54 0.53
620 0.54 0.5521 0.54 0.53
630 0.54 0.5558 0.54 0.53
640 0.54 0.5615 0.55 0.54
650 0.54 0.569 0.56 0.54
660 0.54 0.5775 0.56 0.55
670 0.54 0.5802 0.57 0.55
680 0.54 0.5767 0.56 0.55
690 0.55 0.5707 0.56 0.54
700 0.55 0.5649 0.55 0.54
710 0.55 0.5624 0.55 0.54
720 0.56 0.5696 0.56 0.55
730 0.56 0.5884 0.58 0.56
Table 16: 10.5 g/m2 plus Tie Coat Metamerism Index and ∆E for Galaxy Oak
Sr. No Illuminant L a b
∆E
1976
Metamerism
index

89
1 D65 83.41 0.79 5.08
Reference
A-10 83.85 1.87 5.42
CWF 83.76 0.6 5.92
2 D65 83.15 -2.03 5.17 2.83 1.97
Minimum
GCR
A-10 83.27 0.64 4.39 1.71 0.59
CWF 82.94 -0.69 5.43 1.61 1.73
3 D65 82.98 -1.93 5.08 2.75 1.85
Medium
GCR
A-10 83.11 0.63 4.35 1.80 0.57
CWF 82.8 -0.67 5.37 1.68 1.64
4 D65 83.22 -1.76 4.9 2.56 1.54
Maximum
GCR
A-10 83.35 0.48 4.27 1.87 0.49
CWF 83.12 -0.69 5.23 1.60 1.43
5 D65 83.22 -1.73 4.96 2.53 1.58
Manual
GCR
A-10 83.36 0.56 4.33 1.77 0.50
CWF 83.11 -0.64 5.3 1.53 1.45
Table 17: 10.5 g/m2 plus Tie Coat Metamerism Index and ∆E for Smooth Grey
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 67.02 0.3 3.05

90
Reference
A-10 67.27 0.83 3.27
CWF 67.25 0.12 3.56
2 D65 69.39 -2 4.5 3.61 3.94
Minimum
GCR
A-10 69.45 2.21 3.33 2.58 1.66
CWF 68.65 0.13 4.13 1.51 2.66
3 D65 69.09 -2.06 4.64 3.52 3.55
Medium
GCR
A-10 69.16 1.77 3.57 2.13 1.48
CWF 68.46 -0.14 4.41 1.50 2.39
4 D65 69.39 -1.23 2.63 2.85 1.70
Maximum
GCR
A-10 69.43 0.77 2.02 2.50 0.52
CWF 69.1 -0.26 2.57 2.13 1.38
5 D65 69.83 -1.11 2.75 3.16 1.68
Manual
GCR
A-10 69.89 0.89 2.18 2.84 0.53
CWF 69.56 -0.17 2.72 2.48 1.34
Table 18: 10.5 g/m2 plus Tie Coat Metamerism Index and ∆E for Hunter 655
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 73.88 8.2 20.06
Reference A-10 76.05 10.79 23.01

91
CWF 75.53 5.4 23.4
2 D65 74.56 2.86 18.62 5.57 4.58
Minimum
GCR
A-10 76.01 9.23 19.09 4.22 1.59
CWF 74.14 3.75 20.31 3.77 4.54
3 D65 74.24 2.74 18.8 5.62 4.55
Medium
GCR
A-10 75.68 9.08 19.27 4.13 1.13
CWF 74.44 3.62 20.53 3.55 4.27
4 D65 73.64 2.48 18.54 5.92 4.43
Maximum
GCR
A-10 75.04 8.63 18.97 4.69 1.16
CWF 73.87 3.34 20.31 4.07 4.23
5 D65 74.83 2.11 18.31 6.41 4.37
Manual
GCR
A-10 76.18 8.14 18.69 5.07 1.16
CWF 75.07 3.01 20.05 4.14 4.27
Table 19: 10.5 g/m2 plus Tie Coat Metamerism Index and ∆E for Rustic Maple
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 74.26 5.21 11.38
Reference
A-10 75.6 7.06 13.16
CWF 75.23 3.69 13.4

92
2 D65 75.27 1.04 12.68 4.48 4.02
Minimum
GCR
A-10 76.19 6.41 12.57 1.06 1.33
CWF 75.18 2.33 13.73 1.40 3.16
3 D65 74.95 0.94 12.33 4.43 3.82
Medium
GCR
A-10 75.83 6.08 12.23 1.37 1.20
CWF 74.89 2.15 13.37 1.58 3.08
4 D65 75.33 0.28 10.92 5.07 3.33
Maximum
GCR
A-10 76.07 4.76 10.74 3.37 0.99
CWF 75.31 1.41 11.89 2.74 3.02
5 D65 75.39 0.42 11.09 4.93 3.31
Manual
GCR
A-10 76.15 4.9 10.95 3.14 0.99
CWF 75.39 1.51 12.1 2.54 2.96
Table 20: 10.5 g/m2 plus Tie Spectral Reflectance Values
Wavelength (nm)
Galaxy Oak
Reference Minimum GCR Medium GCR Maximum GCR
380 0.10 0.0518 0.05 0.05
390 0.18 0.1204 0.12 0.12
400 0.33 0.2477 0.25 0.25
410 0.45 0.3942 0.40 0.40

93
420 0.51 0.4793 0.48 0.49
430 0.53 0.5064 0.51 0.52
440 0.54 0.5207 0.52 0.53
450 0.56 0.5367 0.54 0.55
460 0.56 0.5556 0.55 0.56
470 0.56 0.5757 0.57 0.58
480 0.56 0.5972 0.59 0.60
490 0.57 0.6188 0.61 0.61
500 0.58 0.6334 0.63 0.63
510 0.59 0.6356 0.63 0.63
520 0.59 0.6215 0.62 0.62
530 0.60 0.5972 0.59 0.60
540 0.61 0.5841 0.58 0.59
550 0.61 0.5832 0.58 0.59
560 0.62 0.5747 0.57 0.59
570 0.62 0.5712 0.57 0.59
580 0.63 0.5868 0.59 0.60
590 0.64 0.6103 0.61 0.61
600 0.64 0.62 0.62 0.62
610 0.64 0.6205 0.62 0.62
620 0.64 0.62 0.62 0.62
630 0.64 0.6202 0.62 0.62
640 0.64 0.6234 0.62 0.62
650 0.64 0.6279 0.62 0.63
660 0.64 0.6334 0.63 0.63

94
670 0.64 0.6343 0.63 0.63
680 0.64 0.6314 0.63 0.63
690 0.63 0.6274 0.62 0.62
700 0.63 0.6235 0.62 0.62
710 0.64 0.6229 0.62 0.62
720 0.63 0.628 0.62 0.63
730 0.63 0.641 0.64 0.64
Wavelength (nm)
Smooth Grey
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.0353 0.04 0.04
390 0.14 0.0794 0.08 0.09
400 0.23 0.1537 0.15 0.17
410 0.28 0.2313 0.23 0.26
420 0.30 0.2759 0.28 0.31
430 0.31 0.2943 0.29 0.33
440 0.32 0.3075 0.30 0.34
450 0.32 0.3233 0.32 0.35
460 0.32 0.3422 0.33 0.36
470 0.32 0.3648 0.35 0.37
480 0.32 0.3914 0.38 0.38
490 0.32 0.4192 0.40 0.39
500 0.33 0.4385 0.42 0.40
510 0.33 0.4383 0.42 0.40
520 0.34 0.4088 0.40 0.39

95
530 0.34 0.3678 0.36 0.37
540 0.34 0.3458 0.34 0.36
550 0.35 0.3403 0.34 0.36
560 0.35 0.3253 0.33 0.35
570 0.35 0.3156 0.32 0.35
580 0.35 0.3365 0.34 0.36
590 0.35 0.3752 0.37 0.38
600 0.35 0.3978 0.39 0.38
610 0.35 0.4035 0.39 0.38
620 0.35 0.4066 0.40 0.39
630 0.35 0.4106 0.40 0.39
640 0.35 0.4174 0.40 0.39
650 0.35 0.4275 0.41 0.40
660 0.35 0.439 0.42 0.40
670 0.35 0.4432 0.43 0.41
680 0.35 0.4394 0.42 0.41
690 0.35 0.4325 0.42 0.40
700 0.36 0.424 0.41 0.40
710 0.36 0.4204 0.41 0.40
720 0.36 0.4302 0.42 0.41
730 0.37 0.4552 0.44 0.42
Wavelength (nm)
Smooth Grey
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.0352 0.04 0.04

96
390 0.13 0.0723 0.07 0.07
400 0.19 0.1329 0.13 0.13
410 0.22 0.1932 0.19 0.19
420 0.23 0.2269 0.23 0.22
430 0.25 0.242 0.24 0.23
440 0.27 0.2551 0.25 0.25
450 0.28 0.2734 0.27 0.26
460 0.29 0.2977 0.30 0.29
470 0.29 0.3287 0.33 0.32
480 0.29 0.3695 0.37 0.36
490 0.30 0.4176 0.41 0.40
500 0.32 0.4576 0.45 0.44
510 0.34 0.4735 0.47 0.46
520 0.37 0.4543 0.45 0.44
530 0.39 0.4193 0.42 0.41
540 0.42 0.4038 0.40 0.40
550 0.44 0.4082 0.41 0.40
560 0.47 0.4039 0.40 0.40
570 0.49 0.4067 0.41 0.40
580 0.52 0.4474 0.45 0.44
590 0.54 0.5124 0.51 0.50
600 0.56 0.5572 0.55 0.54
610 0.56 0.5758 0.57 0.55
620 0.57 0.5832 0.58 0.56
630 0.57 0.5871 0.58 0.56

97
640 0.58 0.5917 0.58 0.57
650 0.59 0.597 0.59 0.57
660 0.59 0.6031 0.60 0.58
670 0.60 0.6046 0.60 0.58
680 0.60 0.6016 0.59 0.57
690 0.61 0.5971 0.59 0.57
700 0.61 0.5932 0.59 0.57
710 0.62 0.5923 0.59 0.57
720 0.63 0.5976 0.59 0.57
730 0.63 0.6114 0.60 0.58
Wavelength (nm)
Smooth Grey
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.041 0.04 0.04
390 0.15 0.0833 0.08 0.09
400 0.23 0.1561 0.16 0.17
410 0.29 0.2313 0.24 0.26
420 0.31 0.2742 0.28 0.31
430 0.33 0.2923 0.30 0.32
440 0.34 0.3077 0.31 0.34
450 0.36 0.3268 0.33 0.35
460 0.36 0.3525 0.35 0.38
470 0.36 0.3835 0.38 0.40
480 0.37 0.4204 0.42 0.43
490 0.37 0.46 0.46 0.46

98
500 0.38 0.4892 0.48 0.48
510 0.40 0.4965 0.49 0.49
520 0.41 0.4727 0.47 0.47
530 0.42 0.435 0.43 0.45
540 0.44 0.4179 0.42 0.43
550 0.45 0.4204 0.42 0.44
560 0.46 0.4133 0.41 0.43
570 0.49 0.413 0.41 0.43
580 0.51 0.4481 0.45 0.46
590 0.52 0.5029 0.50 0.50
600 0.53 0.5368 0.53 0.53
610 0.54 0.5486 0.54 0.53
620 0.54 0.5533 0.54 0.54
630 0.54 0.5567 0.55 0.54
640 0.54 0.562 0.55 0.54
650 0.54 0.5689 0.56 0.55
660 0.54 0.5767 0.57 0.55
670 0.54 0.579 0.57 0.56
680 0.54 0.5758 0.56 0.55
690 0.55 0.5706 0.56 0.55
700 0.55 0.5652 0.55 0.55
710 0.55 0.5635 0.55 0.55
720 0.56 0.5702 0.56 0.55
730 0.56 0.5874 0.58 0.57

99
Table 21: 10.5 g/m2 Metamerism Index and ∆E for Galaxy Oak
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 83.41 0.79 5.08
Reference
A-10 83.85 1.87 5.42
CWF 83.76 0.6 5.92
2 D65 83.12 -2.23 7.11 3.65 2.55
Minimum
GCR
A-10 83.34 1.08 6.24 1.25 1.17
CWF 82.96 -0.75 7.72 2.39 1.76
3 D65 82.76 -1.76 7.25 3.41 2.51
Medium
GCR
A-10 83.04 1.57 6.5 1.38 1.20
CWF 82.63 -0.38 7.93 2.51 1.65
4 D65 83.03 -1.74 7.23 3.34 2.26
Maximum
GCR
A-10 83.31 1.35 6.56 1.36 1.09
CWF 82.96 -0.5 7.94 2.44 1.50
5 D65 83.19 -1.77 7.14 3.29 2.22
Manual
GCR
A-10 83.47 1.28 6.46 1.25 1.06
CWF 83.13 -0.53 7.84 2.32 1.49
Table 22: 10.5 g/m2 Metamerism Index and ∆E for Smooth Grey

100
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 67.02 0.3 3.05
Reference
A-10 67.27 0.83 3.27
CWF 67.25 0.12 3.56
2 D65 69.47 -0.88 4.64 3.15 4.44
Minimum
GCR
A-10 69.66 3.84 3.4 3.85 2.30
CWF 68.73 1.27 4.7 2.19 2.56
3 D65 69.42 -0.71 4.5 2.98 3.98
Medium
GCR
A-10 69.63 3.59 3.43 3.63 2.09
CWF 68.78 1.19 4.62 2.15 2.29
4 D65 69.88 -0.95 3.55 3.16 2.50
Maximum
GCR
A-10 70.01 1.88 2.79 2.97 1.17
CWF 69.52 0.29 3.69 2.28 1.58
5 D65 70.21 -1.07 3.55 3.51 2.47
Manual
GCR
A-10 70.33 1.72 2.77 3.23 1.14
CWF 69.86 0.17 3.69 2.61 1.58
Table 23: 10.5 g/m2 Metamerism Index and ∆E for Hunter 655

101
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 73.88 8.2 20.06
Reference
A-10 76.05 10.79 23.01
CWF 75.53 5.4 23.4
2 D65 74.36 3.58 17.23 5.44 4.94
Minimum
GCR
A-10 75.81 10.22 17.44 5.60 1.62
CWF 74.44 4.61 19.19 4.42 4.36
3 D65 74.11 3.57 17.69 5.21 4.95
Medium
GCR
A-10 75.58 10.23 17.92 5.14 1.65
CWF 74.22 4.58 19.71 4.00 4.32
4 D65 74.05 3.2 17.79 5.49 4.94
Maximum
GCR
A-10 75.49 9.81 17.97 5.16 1.69
CWF 74.18 4.25 19.84 3.98 4.34
5 D65 74.49 3.01 17.42 5.85 4.88
Manual
GCR
A-10 75.89 9.51 17.56 5.60 1.65
CWF 74.62 4.06 19.42 4.30 4.35
Table 24: 10.5 g/m2 Metamerism Index and ∆E for Rustic Maple

102
Sr. No Illuminant L a b
∆E
1976
Metamerism
index
1 D65 74.26 5.21 11.38
Reference
A-10 75.6 7.06 13.16
CWF 75.23 3.69 13.4
2 D65 75.16 1.62 11.33 3.70 4.19
Minimum
GCR
A-10 76.06 7.09 11.04 2.17 1.61
CWF 74.99 2.97 12.52 1.16 3.20
3 D65 75.09 1.72 11.12 3.60 3.96
Medium
GCR
A-10 75.99 6.97 10.92 2.28 1.48
CWF 74.97 2.96 12.32 1.33 3.08
4 D65 75.29 0.85 10.85 4.51 3.72
Maximum
GCR
A-10 76.08 5.73 10.55 2.97 1.37
CWF 75.21 2.09 12.04 2.10 3.07
5 D65 75.55 0.8 10.75 4.64 3.68
Manual
GCR
A-10 76.32 5.62 10.44 3.16 1.36
CWF 75.47 2.02 11.93 2.24 3.05
Table 25: 10.5 g/m2 Spectral Reflectance Values
Wavelength (nm) Galaxy Oak

103
Reference Minimum GCR Medium GCR Maximum GCR
380 0.10 0.0494 0.05 0.05
390 0.18 0.1165 0.12 0.12
400 0.33 0.232 0.23 0.24
410 0.45 0.365 0.36 0.37
420 0.51 0.4416 0.44 0.45
430 0.53 0.4694 0.47 0.48
440 0.54 0.4892 0.49 0.50
450 0.56 0.5119 0.51 0.52
460 0.56 0.5377 0.53 0.54
470 0.56 0.5632 0.56 0.56
480 0.56 0.5899 0.59 0.59
490 0.57 0.6158 0.61 0.61
500 0.58 0.6325 0.63 0.62
510 0.59 0.6345 0.63 0.63
520 0.59 0.6183 0.61 0.62
530 0.60 0.592 0.59 0.59
540 0.61 0.5788 0.58 0.58
550 0.61 0.5796 0.58 0.59
560 0.62 0.5727 0.57 0.58
570 0.62 0.5714 0.57 0.58
580 0.63 0.5909 0.59 0.60
590 0.64 0.6175 0.62 0.62
600 0.64 0.6291 0.63 0.63

104
610 0.64 0.6304 0.63 0.64
620 0.64 0.6303 0.63 0.63
630 0.64 0.6312 0.64 0.64
640 0.64 0.6344 0.64 0.64
650 0.64 0.6395 0.64 0.64
660 0.64 0.6453 0.65 0.64
670 0.64 0.6461 0.65 0.65
680 0.64 0.6425 0.64 0.64
690 0.63 0.6384 0.64 0.64
700 0.63 0.635 0.64 0.64
710 0.64 0.6337 0.64 0.64
720 0.63 0.6401 0.64 0.64
730 0.63 0.6528 0.65 0.65
Wavelength (nm)
Smooth Grey
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.038 0.04 0.04
390 0.14 0.08 0.08 0.09
400 0.23 0.1477 0.15 0.17
410 0.28 0.2192 0.22 0.25
420 0.30 0.2607 0.26 0.30
430 0.31 0.2816 0.28 0.32
440 0.32 0.3003 0.30 0.33
450 0.32 0.3242 0.32 0.34
460 0.32 0.3518 0.35 0.36

105
470 0.32 0.3814 0.38 0.38
480 0.32 0.4116 0.40 0.39
490 0.32 0.437 0.43 0.41
500 0.33 0.4496 0.44 0.42
510 0.33 0.4413 0.43 0.41
520 0.34 0.4029 0.40 0.40
530 0.34 0.3537 0.35 0.37
540 0.34 0.331 0.33 0.36
550 0.35 0.3311 0.33 0.36
560 0.35 0.3189 0.32 0.35
570 0.35 0.3126 0.32 0.35
580 0.35 0.3437 0.35 0.36
590 0.35 0.3916 0.39 0.39
600 0.35 0.4154 0.41 0.40
610 0.35 0.4196 0.41 0.40
620 0.35 0.4224 0.41 0.40
630 0.35 0.4272 0.42 0.41
640 0.35 0.4356 0.43 0.41
650 0.35 0.4481 0.44 0.42
660 0.35 0.462 0.45 0.43
670 0.35 0.4671 0.46 0.43
680 0.35 0.462 0.45 0.43
690 0.35 0.4538 0.44 0.42
700 0.36 0.4434 0.43 0.42
710 0.36 0.4384 0.43 0.42

106
720 0.36 0.45 0.44 0.43
730 0.37 0.4792 0.47 0.44
Wavelength (nm)
Hunter 655
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.0365 0.04 0.04
390 0.13 0.0721 0.07 0.07
400 0.19 0.1287 0.12 0.12
410 0.22 0.1846 0.18 0.18
420 0.23 0.2174 0.21 0.21
430 0.25 0.2359 0.23 0.23
440 0.27 0.2548 0.25 0.25
450 0.28 0.2809 0.27 0.27
460 0.29 0.3141 0.31 0.31
470 0.29 0.3525 0.35 0.34
480 0.29 0.3966 0.39 0.39
490 0.30 0.4403 0.44 0.43
500 0.32 0.4695 0.46 0.46
510 0.34 0.4731 0.47 0.46
520 0.37 0.4429 0.44 0.44
530 0.39 0.3989 0.40 0.40
540 0.42 0.3813 0.38 0.38
550 0.44 0.3892 0.39 0.39
560 0.47 0.3866 0.38 0.38
570 0.49 0.3922 0.39 0.39

107
580 0.52 0.4427 0.44 0.44
590 0.54 0.5167 0.51 0.51
600 0.56 0.5633 0.56 0.55
610 0.56 0.5811 0.58 0.57
620 0.57 0.5884 0.58 0.57
630 0.57 0.5928 0.59 0.58
640 0.58 0.5982 0.59 0.58
650 0.59 0.6053 0.60 0.59
660 0.59 0.6128 0.60 0.60
670 0.60 0.6144 0.61 0.60
680 0.60 0.6106 0.60 0.59
690 0.61 0.606 0.60 0.59
700 0.61 0.6012 0.59 0.59
710 0.62 0.5995 0.59 0.58
720 0.63 0.6072 0.60 0.59
730 0.63 0.623 0.61 0.61
Wavelength (nm)
Rustic Maple
Reference Minimum GCR Medium GCR Maximum GCR
380 0.09 0.041 0.04 0.04
390 0.15 0.0847 0.09 0.09
400 0.23 0.1562 0.16 0.16
410 0.29 0.2325 0.24 0.24
420 0.31 0.2759 0.28 0.29
430 0.33 0.2972 0.30 0.31
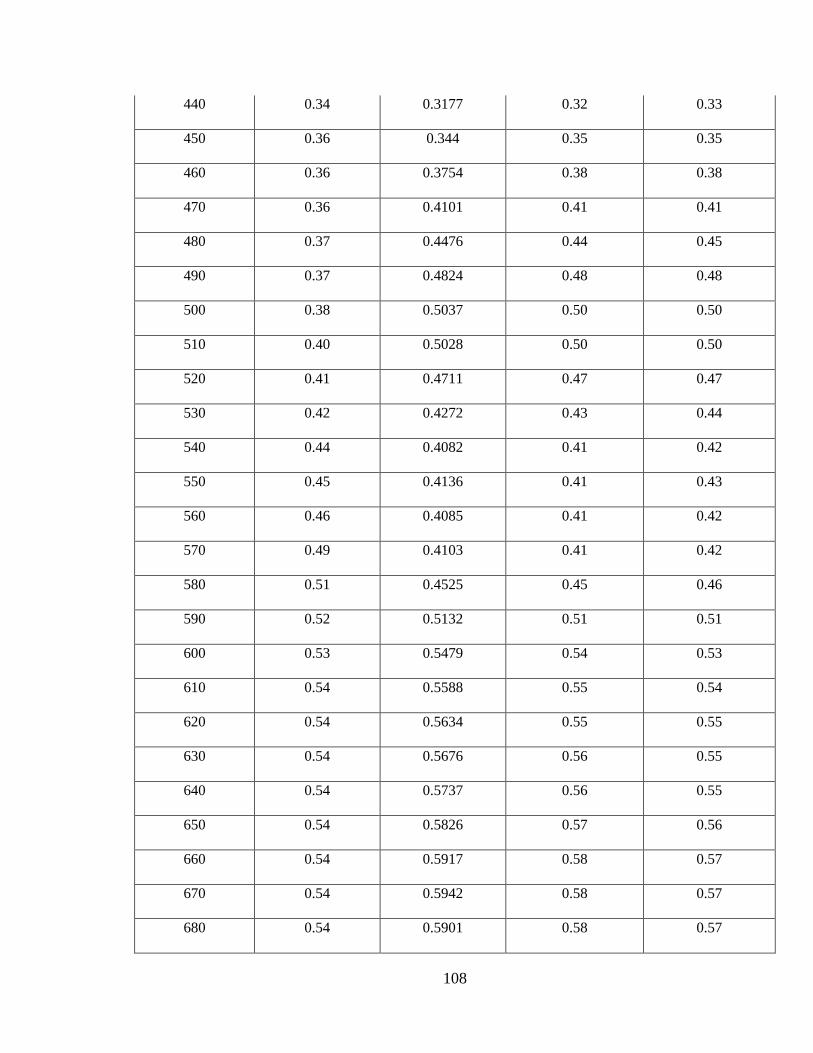
108
440 0.34 0.3177 0.32 0.33
450 0.36 0.344 0.35 0.35
460 0.36 0.3754 0.38 0.38
470 0.36 0.4101 0.41 0.41
480 0.37 0.4476 0.44 0.45
490 0.37 0.4824 0.48 0.48
500 0.38 0.5037 0.50 0.50
510 0.40 0.5028 0.50 0.50
520 0.41 0.4711 0.47 0.47
530 0.42 0.4272 0.43 0.44
540 0.44 0.4082 0.41 0.42
550 0.45 0.4136 0.41 0.43
560 0.46 0.4085 0.41 0.42
570 0.49 0.4103 0.41 0.42
580 0.51 0.4525 0.45 0.46
590 0.52 0.5132 0.51 0.51
600 0.53 0.5479 0.54 0.53
610 0.54 0.5588 0.55 0.54
620 0.54 0.5634 0.55 0.55
630 0.54 0.5676 0.56 0.55
640 0.54 0.5737 0.56 0.55
650 0.54 0.5826 0.57 0.56
660 0.54 0.5917 0.58 0.57
670 0.54 0.5942 0.58 0.57
680 0.54 0.5901 0.58 0.57

109
690 0.55 0.5843 0.57 0.56
700 0.55 0.5776 0.57 0.56
710 0.55 0.5754 0.57 0.56
720 0.56 0.584 0.57 0.56
730 0.56 0.6037 0.59 0.58
Table 26: Data Table for ANOVA
Input Output: Metamerism Index (D65 & CWF)
Trials
Factor 1:
Release
Coat
Weight
(g/m2)
Factor
2: Use
of Tie
Coat
Factor 3: GCR
levels
Galaxy
Oak
Smooth
Grey
Hunter
655
Rustic
Maple
1 7 Yes Minimum 2.49 4.1 4.79 3.78
2 10.5 No Medium+ 2.51 3.98 4.95 3.96
3 7 Yes Maximum 2.13 1.65 4.54 3.02
4 10.5 No Minimum 2.55 4.44 4.94 4.19
5 7 Yes Medium+ 2.38 3.15 4.75 3.45
6 10.5 No Maximum 2.26 2.5 4.94 3.72
7 7 No Minimum 2.24 4.72 5.21 4.24
8 10.5 Yes Medium+ 1.85 3.55 4.55 3.82
9 7 No Maximum 1.88 2.66 4.89 3.57

110
10 10.5 Yes Minimum 1.97 3.94 4.58 4.02
11 7 No Medium+ 2.1 4.09 5.09 4.01
12 10.5 Yes Maximum 1.54 1.7 4.43 3.33