Draft HAZARDOUS WASTE MINIMIZATION - InfoHouseinfohouse.p2ric.org/ref/17/16902.pdf · Draft...
196
Draft HAZARDOUS WASTE MINIMIZATION The New RCRA Initiative May 1988 Prepared by: Jerome Kohl Senior Extension Specialist Assisted by: Carolyn Z. Esterly Research Assistant Katherine C. French 0 Research Assistant Christine DeKraay 0 Research Assistant Sonya Guttierez Research Assistant Industrial Extension Service C ol I e g e of En g i ne'e r i n g North Carolina State University Raleigh, North Carolina Support for the preparation of this manual was provided by the North Carolina Solid Waste Management Section.
Transcript of Draft HAZARDOUS WASTE MINIMIZATION - InfoHouseinfohouse.p2ric.org/ref/17/16902.pdf · Draft...
Draft HAZARDOUS WASTE MINIMIZATION
The New RCRA Initiative
May 1988
Prepared by: Jerome Kohl Senior Extension Specialist
Assisted by: Carolyn Z. Esterly Research Assistant
Katherine C. French 0 Research Assistant Christine DeKraay 0 Research Assistant Sonya Guttierez Research Assistant
Industrial Extension Service C ol I e g e of En g i ne'e r i n g
North Carolina State University Raleigh, North Carolina
Support for the preparation of this manual was provided by the North Carolina Solid Waste Management Section.

Table of Contents
Page No . Acknowledgements and Notice . . . . . . . . . . . . . . . . . . . . . . . . i
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Chapter 1: Why Waste Minimization? . . . . . . . . . . . . . . . . . . . . 7
Chapter 2: Critical Elements of a Waste Minimization Plan . . . . . . . . . 15
Chapter 3: Making a Waste Minimization Assessment . . . . . . . . . . . . 21 Chapter 4: Waste Reduction Through Good Operating Practices . . . . . . . 32 Chapter 5: Motivating People to Change . . . . . . . . . . . . . . . . . . 44 Chapter 6 : Waste Reduction in Parts and Equipment Cleaning . . . . . . . . 55
Appendix A: Case Studies . . . . . . . . . . . . . . . . . . . . . . . . . 66
Appendix B: Simplified Waste Minimization Assessment Worksheets . . . . . 102 Appendix C: Sources of Information on . . . . . . . . . . . . . . . . . . . 112
1 . Distillation Equipment Suppliers . . . . . . . . . . . . . . . . . 113 2 . Solvent Recyclers . . . . . . . . . . . . . . . . . . . . . . . . . 117
3 . Suppliers of Solvents . . . . . . . . . . . . . . . . . . . . . . . 122
4 . Metal Recyclers . . . . . . . . . . . . . . . . . . . . . . . . . . 123
5 . Suppliers of Solvent Substitutes . . . . . . . . . . . . . . . . . 127 6 . Plastic Dry Stripping Media Suppliers . . . . . . . . . . . . . . . . 128 7 . Purveyors of Hazardous Waste Packaging Materials. Labels. and
Spill Absorbants . . . . . . . . . . . . . . . . . . . . . . . . 129
Appendix D: Suppliers of Information on Waste Minimization . . . . . . . . 130 1 . Technical Assistance and Support Unit (TASU) . . . . . . . . . . . 132 2 . Pollution Prevention Pays Program . . . . . . . . . . . . . . . . . 134 3 . The Southeast Waste Exchange . . . . . . . . . . . . . . . . . . . 137 4 . EPA Contacts on Waste Minimization . . . . . . . . . . . . . . . . 141
Appendix E: Overheads and Slides from Workshop Presentations . . . . . . . 142

Acknowledgement and Notice
Funding for preparat2on of this manual and the workshops in which it was first used was obtained from the Hazardous Waste Management Branch of the Solid Waste Management Section, Divison of Health Services, North Carolina Department of Human Resources.
Assistance in preparing and reviewing the manual and in presenting the workshops was provided by William Paige and William Pitchford of the Branch. Jerry Rhodes, Branch Head and William Myer, Section Chief encouraged and supported this project.
Gary Hunt of the Pollution Prevention Pays Program of the North Carolina Department of Natural Resources and Community Development assisted in reviewing the manual and in the workshops. Tonia Weeks prepared Chapter 5 of the manual. L. A. Weaver reviewed portions of the manual and assisted in the workshops. Brenda Long provided the secretarial assistance that made the manual possible.
Ideas and recommendations for the workshop and manual were obtained from par- ticipants in our two day program, Hazardous Waste Under RCEU. Their help and that of the companies and individuals who have been willing to share their ideas and accomplishments through case studies is gratefully acknowledged.
While we have tried to ensure the accuracy of the information contained in this Manual, we make no representation regarding the completeness, accuracy or con- tinuing validity of this manual's content. We neither endorse or recommend any of the vendors of equipment or supplies listed in this manual.
We welcome your corrections, additions, and suggestions. Please send your input to the senior author.
Jerome Kohl Senior Extension Specialist North Carolina State University Box 7909 Raleigh, NC 27695-7909 Phone ( 9 1 9 ) 737-2303

Introduction
Background to Emphasis on Waste Minimization
In the period from 1976 to 1984 the EPA in its implementation of the Resource Conservation and Uecovery Act (RCRA) emphasized regulating generators, treaters, storers, and disposers of hazardous waste. Very little attention was paid to waste minimization.
At the request of Congress, the Office of Technology Assessment (OTA) carried out a study and issued a report in March of 1983 entitled 'Technologies and Management Strategies for Hazardous Waste Control.'* One conclusion of this report was: "Several technological approaches can be used to reduce the amount of waste requiring treatment or disposal. The current Federal program indirectly provides more disincentives than incentives for waste reduction." A comparison of the four waste reduction methods suggested by OTA is shown in Table 1. Chapter 5 of this OTA report presents a full picture of technologies for hazardous waste management.
Congress made substantial use of this OTA report in preparing its 1984 amend- ments to RCRA. In this act that continued RCRA Congress stated: "The Congress hereby declares it to be the national policy of the U.S. that wherever feasible, the generation of hazardous waste is to be reduced or eliminated as expedi- tiously as possible."
In the same act Congress wrote in some detailed requirements for the imple- mentation of this policy including requirements for a certification of waste minimization on the manifest and a requirement that the Annual (for N.C.) Report include information on actions taken to reduce the volume and toxicity of the waste. Congress also asked the EPA to report by October 1, 1986 on the feasibi- lity and desirability of establishing standards of performance or of taking other actions under this Act to require the generators of hazardous waste
to reduce the volume or quantity and toxicity of the hazardous waste they generate, and of establishing with respect to hazardous wastes required manage- ment practices or other requirements to assure such wastes are managed in ways that minimize present and future risks to human health and the environment.
EPA Actions
In response to the above requirements, EPA has placed on the manifest the state- ment shown in Chapter 1 and have issued detailed instructions for the Annual Report. In their report to Congress**, EPA stated that "Mandatory standards of
*The OTA report, "Technologies and Management Strategies for Hazardous Waste Control" OTA-M-196 of Mar 1983 Cat #83-600706 is available from the Supt. of Documents, Government Printing Office, Washington, DC 20402.
U.S.EPA. Report to Congress: Waste Minimization, Vols. I and I1 EPA 530.SW. ** 86.033 and 034 (USEPA 1986) Available from NTIS re PB87-114-328.
-1 -

performance and required management practices are not feasible or desirable at this time." EPA will report back to Congress in December 1990 on a recommen- dation for a major waste minimization regulatory program. In the meantime, EPA has recommended a three-point waste minimization strategy:
(1) Information Gathering: (RTI is participating in this program)
( 2 ) Core Waste Minimization Program: - Publication of guidance in waste minimization for certification
- Aid to states in technical assistance---for example this program. - Major help to 10 states in setting up educational and assistance
- Develop a national information system. - Implementation of mandatory controls, as needed on specific wastes
and reporting .
programs.
from certain industries or processes.
(3) Longer Term Options - Consider need for modifications to existing waste minimization
- Prohibit certification of certain practices as waste minimization. - Specify what may be termed waste minimization. - Define documentation for statement that waste minimization is not
requirements.
economically practicable.
In their report to Congress, the EPA defines waste minimization to include recycling and source reduction as shown in Fig. 1.1. The EPA includes treatment in their WM techniques as shown in Fig. 1.2.
Office of Technology Assessment Study
The Office of Technology Assessment in their recent study* looked at the EPA definition. They are concerned that the EPA is only looking at RCRA regulated wastes. They conclude: "The most serious problem is that any definition that includes waste treatment and recycling away from the production site will pro- bably divert attention from the broad goal of waste reduction. OTA considers the fundamental goal to be reducing the generation of hazardous waste. OTA'S definition is:
"Waste reduction refers to in plant practices that reduce, avoid, or elimi- nate the generation of hazardous waste so as to reduce risks to health and environment.
"Various means of reducing waste which are applied out of plant (such as recycling) are characterized by OTA as waste management.
The OTA suggests the following broad definition of hazardous waste. "Hazardous waste refers to all nonproduct hazardous outputs from an industrial operation into all environmental media, even though they may be within per- mitted or licensed limits."
*"Serious Reduction of Hazardous Waste" OTA-ITE-317 Sept. 1986, Available from Supt. of Documents.
-2-
Future Directions
It is quite likely that in their future actions EPA will be paying attention to the definitions and emphasis of OTA. In this manual we use the RCEU defini- tion of hazardous waste and the EPA interpretation of waste minimization.
Manual Contents
The chapters in this manual cover:
(1) Why Waste Minimization? A discussion of the factors influencing genera- tors to get involved in waste minimization.
( 2 ) Critical Elements of a Waste Minimization Program: What are the steps needed to start a waste minimization program?
( 3 ) Carrying Out a Simple Waste Audit: The steps and forms needed for a waste audit.
( 4 ) Waste Reduction Thru Good Operating Practices: Information on the easiest to implement actions.
( 5 ) Motivating People to Change: How do you overcome resistance to change?
( 6 ) Waste Reduction in Parts and Equipment Cleaning: Information with reference to case studies on this important waste generation area.
Appendices include:
A. Case Studies
B. Simplified Waste Minimization Assessment Worksheets
C. Sources of Information: Equipment and supplies for waste minimization
D. Sources of Assistance: The Pollution Prevention Pays Program, the Technical Assistance Support Unit of the Hazardous Waste Management Branch; the South East Waste Exchange.
E. Some overheads and slides used in the presentation.
- 3-
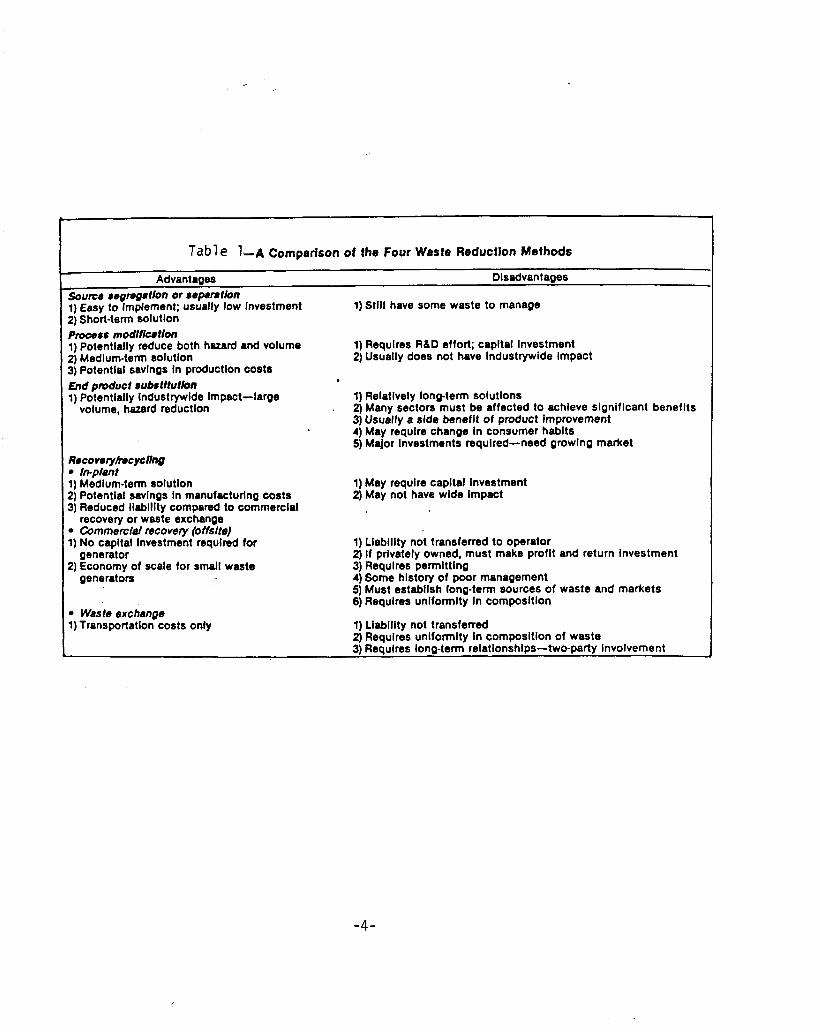
Tab1 e ?-A Comparison of the Four Waste Reductlon Methods
Advantages Disadvantages ~ ~ u r c s regrsprtlon or repamtion 1) Easy toimpiement; usudiy tow investment 2) Short-term solution Procerr modlk8tlon I) Potentially reduce both hazard and volume 2) Medium-term solution 3) Potential savings in production costs
1) Potentially lndustrywide Impact-large End product 8Ub8llfUflOn
volume, hazard reduction
Recove yhvcycllng In-pJan!
1) Medium-term solution 2) Potential savings In manufacturing costs 3) Reduced liability compared to commercial
recovery or waste exchange Commercial recovery (offslte)
1) No capital Investment required for generator
2) Economy of scale for small waste generators
Waste exchange 1) Transportation costs only
1) Still have some waste to manage
1) Requires RaD effort; capital Investment 2) Usually does not have lndustrywide impact
1) Relatively long-term solutions 2) Many sectors must be affected to achieve significant benefits 3) Usually a side benefit of product Improvement 4) May require change In consumer habits 5) Major investments required-need growing market
1) May require capital investment 2) May not have wide impact
1) Liability not transferred to operator 2) If privately owned, must make profit and return investment 3) Requires permitting 4) Some history of poor management 5) Must establish long-term sources of waste and markets 6) Requires uniformity In composition
1) Liabllity not transfened Requires uniformity in composition of waste
3) Requires long-term relationships-two-party involvement
-4-
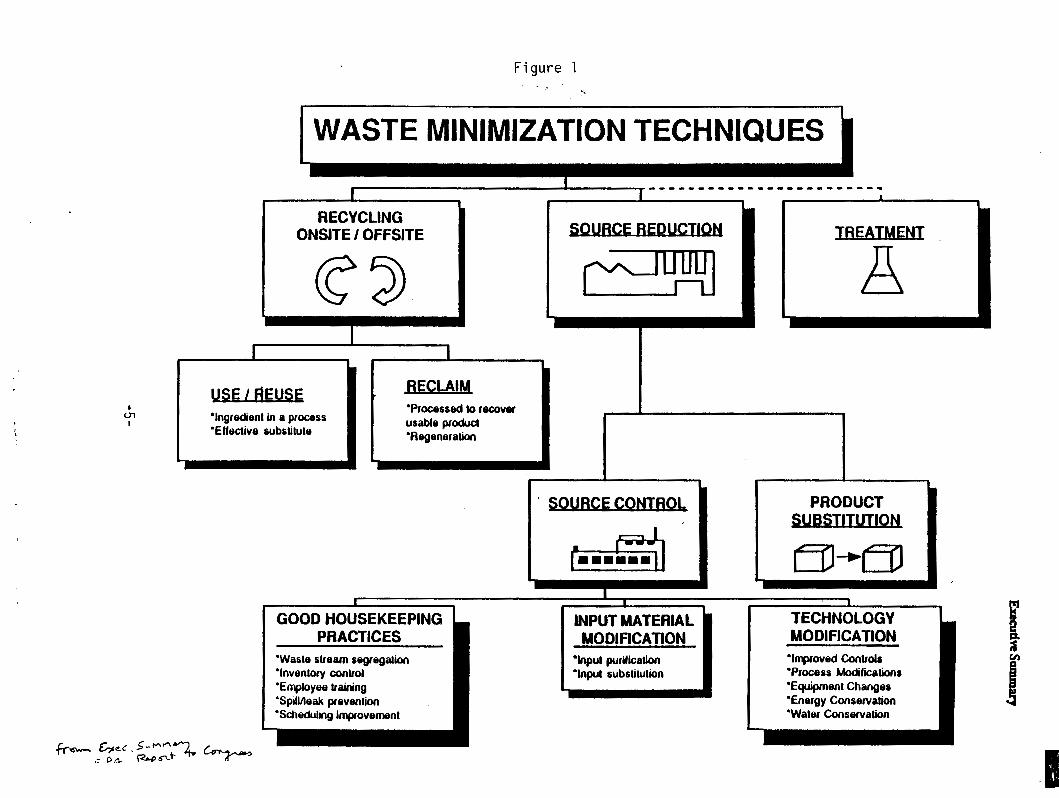
Figure 1 . .
I 1 WASTE MINIMIZATION TECHNIQUES
RECYCLING ONSITE / OFFSITE I
I
B E / R E U X
'Elieclive substitute
b
I cn 'Ingredient in a process
7
'Processed (0 rocover usable padud 'Regeneration
GOOD HOUSEKEEPING PRACTICES
'Waste stream segregation 'Inventory control 'Employee training 'SpiMeak prevention 'Scheduling improvement
- J R E A W
B I
& 111111
PRODUCT SLlBSTlTllTlON
I
I INPUT MATERIAL MODIFICATION
'Input purification 'Input substitution
TECHNOLOGY MODIFICATION
'Improved Contrdr 'Process Modifications 'Equipment Changes 'Energy Conservation
m
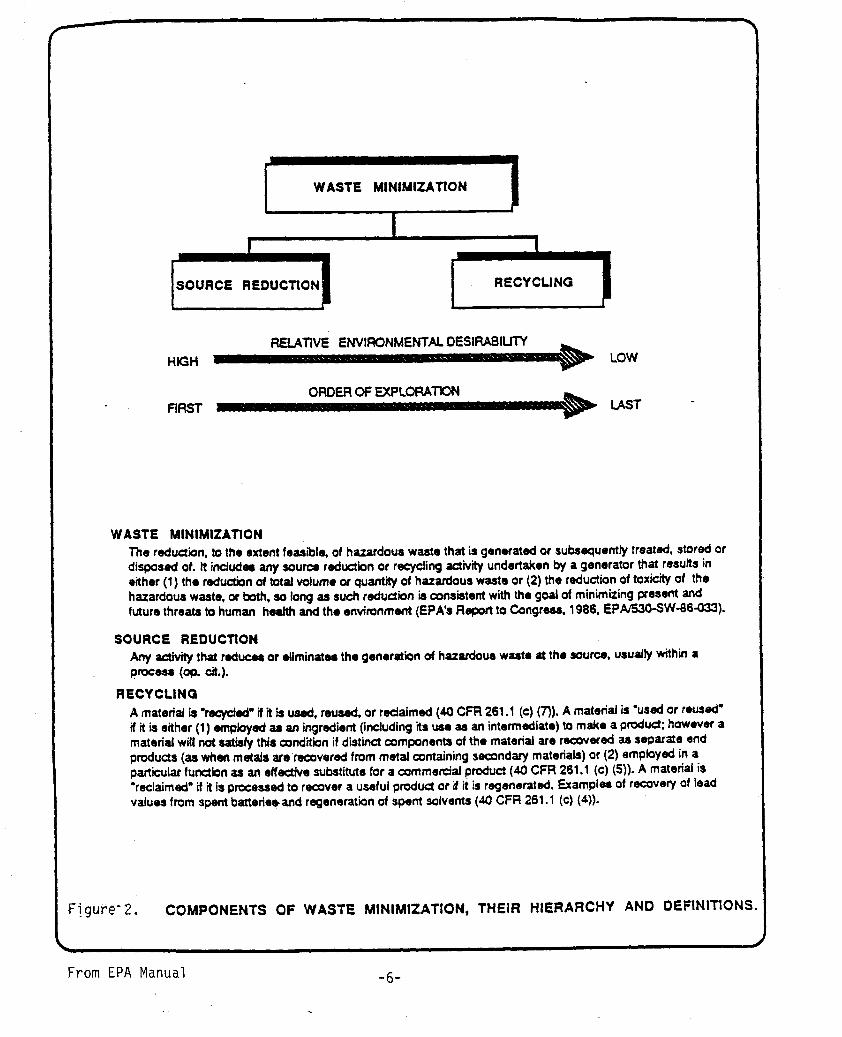
I WASTE MINIMIZATION I SOURCE REDUCTION r J rl RECYCLING
HIGH LOW
FIRST LAST
WASTE MlNlMlZATlON The reduction. to the extent feasible, of hazardous waste that is generated or subsequently treated. stored or disposed of. It includea any s0urc.a redmion or rscycling activv undertaken by a generator that results in either (1) the reduction of total volume or quantity of hazardous waste or (2) the reduaion of toxicrty of the hazardous waste, or both, so long as such rdudkn is consistent with the goal of minimizing present and future threats to human health and the environment (EPAs Report to Congrw. 1986, EPA1530-SW-86a).
SOURCE REDUCTION Any divlty that red- or oliminater the generation of hazardour want. at tho souru, usually within a procsar (Op. cit.).
A material is grecydd’ if it is used, reused, or redaimed (40 CFR 261.1 (c) (7)). A material is ‘used or reused- if it is either (1) empbyed aa o ingredient (including its use as an intermediate) to make a produd; however a
will not Wbfy thk condiitkn if distinct components of the material are rscovered a8 Separate end Produds (as when metals are recavered from metal containing seaandary materialr) c1r (2) e m p b y d in a particular function as an effective substitute for a ammercjal produd (40 CFR 261.1 (c) (SI). A material is “ C f a i ~ e d ‘ if it is processfd to recover a useful p d u d or if it is regenented. Exampla of recovery of lead values from spent baneneband regeneration of spent solvents (40 CFR 261.1 (c) (4)).
RECYCLING
Fl gure- 2. COMPONENTS OF WASTE MINIMIZATION, THEIR HIERARCHY AND DEFINITIONS
From EPA Manual -6-

Chapter 1 Why Waste Minimization?
The companies whose waste or toxicity reduction actions are described in the case studies included in Appendix A of this Manual report a variety of motiva- tions. The reported motivations in order of frequency of occurence include:
1. Save money -- avoid direct costs 2. Improve worker health and safety 3 . Minimize possible liability 4 . Meet regulations 5. Protect the environment 6 . Minimize problem of meeting red tape of various regulations 7. Avoid future restrictions (on incineration or landfill)
Save Money - Avoid Direct Cost: The most common incentive for generators to reduce their hazardous waste
volume is the high and rising cost of disposal by incineration, land disposal, or other means. The N. C. fee assessed against generators by the volume of their waste is also a factor encouraging minimization. Table 1 presents some April 1988 disposal cost data; land disposal has risen from under $50/ton to over $250/ton in the past three years; it will undoubtedly go higher as land disposal sites are closed, fill up, and are subject to increasing regulation and state and county fees.
The North Carolina fee schedule is shown in Table 2. Note that the annual charge for a North Carolina large generator can be several thousand dollars.
Beyond the direct disposal cost, a financially aware generator considers: waste storage and transportation, analytical costs, insurance, training, admi- nistrative and reporting burdens, and manpower to properly manage the hazardous waste program.
Cost saving cited in the case studies of Appendix A include:
1. Reduce amount of virgin acetone purchased (American Colors #l*). 2. Cost of solvent disposal (Hoechst-Celanese Fibers 81 and #2) . 3 . High cost of disposal of unused coatings (Century Furniture #1>. 4 . Increasing cost of disposal (DeSoto #l). 5. Eliminate the generation of hazardous wastes that need costly handling
6 . Nickel recovery-cost reduction (Lufkin-Cooper Group). (Alcatel Network Systems #l).
See case study in Appendix A, arranged alphabetically. *
-7-

Improve Worker Health and Safety: The second most common incentive cited for changing t,o a less toxic
substance or changing so as to produce a non-hazardous waste is concern for worker health and safety.
Consolidated Diesel (Consolidated Diesel #I), Mack Truck Rework Facility (Mack Truck #l ), and Torrington Co. (Torrington #1) have all replaced chlori- nated solvent parts cleaners, or degreasers, with equipment using water based or molten salt chemistry. In every case a major factor in the change was employee health. Alcatel Network Systems (Alcatel #l) changed to a water based photo resist and one factor was less hazard to employees. Information on suppliers of the water based or molten salt equipment and chemicals is to be found in Appendix C.
Many halogenated organic compounds can cause adverse health effects in human beings. Acute (short-term) exposure by inhalation of concentrated vapors of volatile, halogenated organics can produce a narcotic effect much like intoxica- tion. Skin contact with halogenated organics may produce irritations and der- matitis. Commonly used halogenated organics include tri-chlorethane and perchlorethylene, often called PERC.
Of concern is the potential for chronic (long-term) health effects from repeated exposure to low levels of certain non-halogenated organics by inhala- tion. Compounds such as benzene and formaldehyde have been shown to produce carcinogenic and mutagenic effects in laboratory tests.
The best way to eliminate the hazards of worker exposure to organic com- pounds is to eliminate the use of organic solvents. Alkaline, mild acid or molten salt degreasing or, in some cases, simple detergents and hot water, may often be used instead of a solvent. Water-based coatings and inks can be substituted for solvent-based coatings.
Where eliminating organic solvent use is not feasible you can minimize or, sometimes, eliminate a hazard by substituting a less toxic or less volatile solvent.
Minimize Possible Liability: The Berkley Mills Division of Kimberly-Clark (Berkley #1), Union Carbide
at Shelby (Union Carbide %1), and Hoechst-Celanese Fibers (Hoechst-Celanese 81) all cite a concern for potentially expensive liability as one factor motivating their actions towards waste minimization.
Under RCRA's "cradle to grave" philosophy a generator is never relieved of responsibility for his hazardous waste. If a treater, storer, disposer (TSD), or transporter spills hazardous wastes, or if hazardous wastes are released into the environment (leaks, leaching, etc.) then the generator can be held liable for any damages and cleanup costs that the TSD or transporter cannot pay. The generator does not have to be proven negligent in order to be held liable for his hazardous wastes. This is called Strict Liability, 'I liability without fault I t .
If hazardous wastes are released into the environment from a TSD under the Superfund Act site, then all the generators who have used that site are "jointly
-8-
and severally 'I liable for the cleanup costs and resultant damages that the TSD facility cannot pay. This means that if a generator has contributed only a small amount of wastes to a facility where a cleanup is needed, that generator can be forced to pay for a much larger part of the cleanup than his particular wastes were responsible for. In some cases, he can be held responsible for all of the cleanup. When less waste is generated, the potential liability is reduced. If the waste can be avoided then the liability can be eliminated.
At the Superfund sites where multiple generators have been named by the EPA as having contributed hazardous wastes to the site (potentially responsible parties), the agency has so far pursued the following line of action.
a . If the owner/operator of the facility does not agree to clean up the site, or if immediate removal of wastes is required and there is no time to identify the responsible parties, the EPA cleans up the site. After the cleanup is completed, the EPA sues the owners, operators, and generators for cleanup, admiinistration, and court costs.
b. The EPA can order the owners or operators of a facility to perform an immediate removal of hazardous substances because of imminent danger to public health, welfare or the environment. If the facility fails to clean itself up without "good cause" as an excuse, then the EPA removes the hazardous substances and sues the responsible parties (which may include the generators as well as the owner/operator of the facility) for punitive damages equal to three times the cost of EPA's response.
Meet Regulations: Meco-Corporation (Meco Sl), Steelcase Furniture (Steelcase #l) and
Stylecraft (Stylecraft %1) have reduced their wastes to meet V.O.C. emission requirements and to help them comply with RCRA regulations.
In the Resource and Conservation and Recovery Act (RCRA) as amended in the 1984 Congress declared as follows:
"It is to be the national policy of the U.S. that, whenever feasible, the generation of hazardous wastes is to be reduced or eliminated as expeditiously as possible."
Implementation of the above Act by the EPA and the State of N. C. has resulted in three actions:
a. A generator certification on the Manifest that reads as follows:
GENERATOR'S CERTIFICATION: I hereby declare that the contents of this con- signment are fully and accurately described above by proper shipping name and are classified, packed, marked, and labeled, and are in all respects in proper condition for transport by highway according to applicable international and national government regulations.
If I am a large quantity generator, I certify that I have a program in place to reduce the volume and toxicity of waste generated to the degree I have deter- mined to be economically practicable and that I have selected the practicable method of treatment, storage, or disposal currently available to me which mini-
-9-
mizes the present and future threat to human health and the environment. OR, if ~~ ~
I am a small quantity generator, I have made a good faith effor-t to minimize my waste generation and 'select the best waste management method that is available to me and that I can afford.
b. A requirement that the Annual Report to the State of North Carolina includes information on efforts undertaken during the year to reduce the volume and toxicity of the waste and information on changes in volume and toxicity com- pared to previous years.
c. A requirement that T.S.D. permittees certify their waste minimization.
For the time being the EPA has not set forth hard and fast rules on their interpretation of this certification and reporting requirements. The State of North Carolina has been encouraging generators to, as a minimum, take the following steps:
Make a toxic substance and waste source inventory (basically a waste audit). Select raw materials and process materials (ex. degreasing solvents) so as to minimize waste generation or disposal problems. Select a process or modify to a process that minimizes waste generation. (Ex. go from CN to non CN plating baths). Reprocess or recycle by products in a closed loop process. (Ex. closed loop solvent recycling for degreasing). Reprocess or recycle off-site. Sell wastes to others for their use. (use of waste exchange).
Protect the Environment: Berkeley Mills (Berkeley I l l ) , Gichner-Mobile Systems (Gichner #l ) , and
Westinghouse Meter Company (Westinghouse #I) all cite their interest in pro- tecting the environment as a factor in their decision to change their process to reduce their hazardous waste.
In their October 1986 report to Congress on "Minimization of Hazardous Waste" the EPA commented as follows:
I ) The RCRA program over the past ten years has focused primarily on correcting the -effects of years of poor management of hazardous wastes by bringing treat- ment, storage, and disposal facilities into compliance with national standards that are protective of human health and the environment. HSWA has continued this policy, but has also shifted the emphasis of the program away from reforming land disposal practices to a reliance on waste treatment. Because of its potential for contamination of other environmental media (e.g., ground water) land disposal - even under strict control - recognized as the least desirable method - of managing hazardous wastes.
---
The move toward treatment is a major step forward, but is not a complete answer. Reforms in land disposal practices and installation of new hazardous waste treatment capacity are effective responses to managing this country's hazardous waste, but they do not address the generation of these wastes. Both Congress and EPA believe that preventing the generation of a waste, when
-10-
feasible, is inherently preferable to controlling it after it is generated. Waste minimization can be viewed 5 means pf reducin the introduction of hazardous constituents into all environmental media. +
Current environmental control programs are designed to protect human health and the environment. However, control technologies are never 100 percent effi- cient, and compliance with regulations under any environmental program can never be perfect, even with the most stringent enforcement program. Waste minimiza- tion can also address the risks of breakdowns in waste management systems.
Minimize the Problem of Meeting the Red Tape of Various Regulations and Avoid Future Restrictions:
Boling Corporation (Boling #l) installed an in house still because of con- cern over future tightening of EPA restrictions governing incinerators. Consolidated Diesel (Consolidated Diesel #l) set up a screening procedure on hazardous materials entering their plant with one motivating factor being EPA and OSHA regulations.
Certainly the cost and complexity of new regulations on "Right to Know, Worker Training", and "Emergency Response" are strong factors motivating the elimination or minimization of hazardous materials from a plant or other faci- lity.
In summary the EPA and the State of North Carolina are now pushing Waste Minimization. Strong incentives exist €or a generator to reduce the toxicity and or quantity of his hazardous waste. These incentives include: (1) high and increasing costs of waste management, ( 2 ) concern over worker safety and health, ( 3 ) liability and insurance concerns, ( 4 ) a desire to meet regulations, minimize red tape, and help save the environment. These factors have motivated the com- panies cited in this manual to their waste minimization actions.
-11-
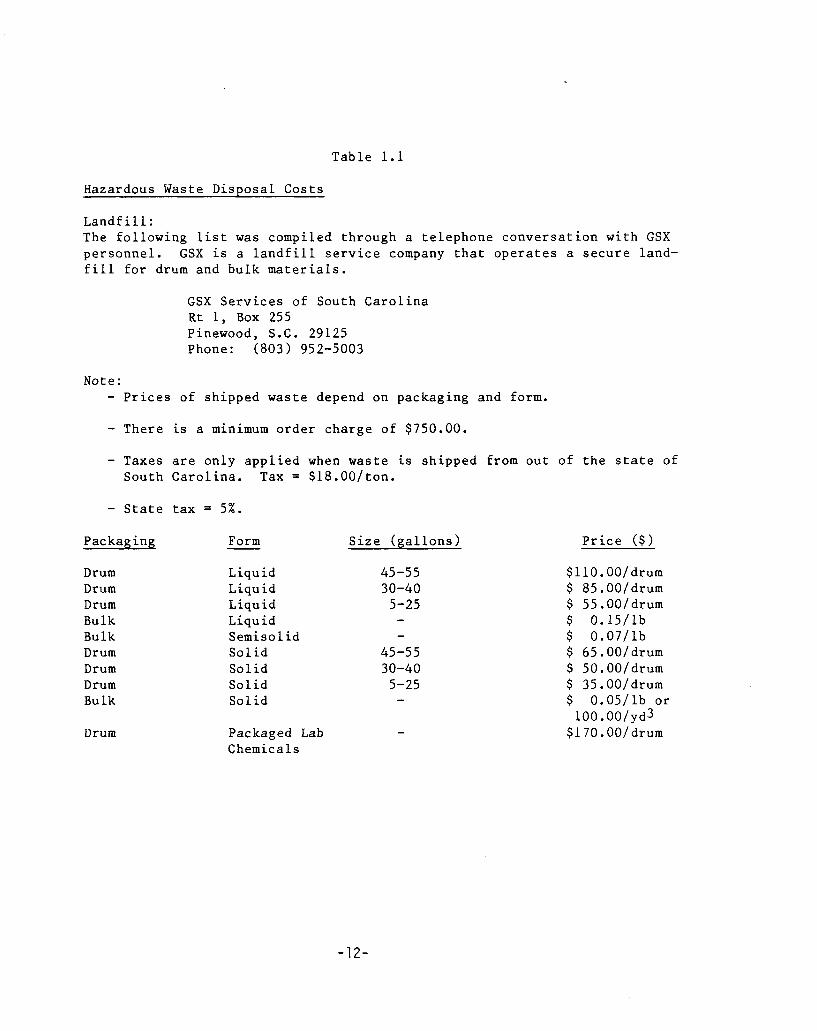
T a b l e 1.1
Hazardous Waste Di sposa l C o s t s
L a n d f i l l : The f o l l o w i n g l i s t w a s compiled through a t e l e p h o n e c o n v e r s a t i o n w i t h GSX p e r s o n n e l . GSX is a l a n d f i l l s e r v i c e company t h a t o p e r a t e s a s e c u r e land- f i l l f o r drum and b u l k m a t e r i a l s .
GSX S e r v i c e s of South C a r o l i n a R t 1, Box 255 Pinewood, S.C. 29125 Phone: (803) 952-5003
Note: - P r i c e s of sh ipped waste depend on packaging and form.
- There i s a minimum o r d e r c h a r g e of $750.00.
- Taxes are on ly a p p l i e d when waste i s sh ipped from o u t of t h e s t a t e of South C a r o l i n a . Tax = $18.00/ ton.
- S t a t e t a x = 5%.
Packaging Form
Drum Drum Drum Bulk Bulk Drum Drum Drum Bulk
Drum
Liqu id L iqu id L iqu id L iqu id Semisol i d S o l i d S o l i d S o l i d S o l i d
Packaged Lab Chemicals
S i z e ( g a l l o n s )
45-55 30-40
5-25 - -
45-55 30-40
5-25 -
P r i c e ($1
$110.00/drum $ 85.00/drum $ 55.00/drum $ 0 . 1 5 / l b $ 0 . 0 7 / l b $ 65.00/drum $ 50.00/drum $ 35.00/drum $ 0 . 0 5 / l b o r
$1 70.00/ drum 1 0 0 . 0 0 / ~ d 3
-12-
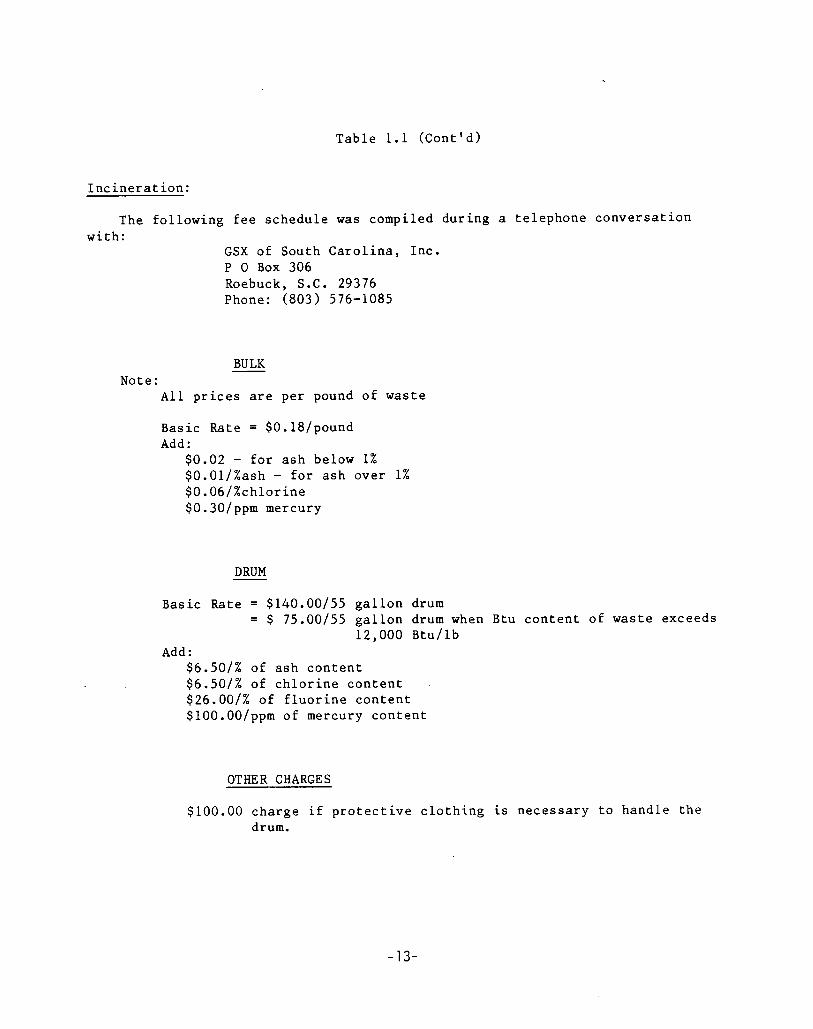
Table 1.1 (Cont'd)
Incineration:
The following fee schedule was compiled during a telephone conversation with:
GSX of South Carolina, Inc. P 0 Box 306 Roebuck, S.C. 29376 Phone: (803) 576-1085
BULK Note:
All prices are per pound of waste
Basic Rate = $0.18/pound Add :
$0.02 - for ash below 1% $O.Ol/%ash - for ash over 1% $0.06/%chlorine $0.30/ppm mercury
DRUM
Bas
Add
c Rate = $140.00/55 gallon drum = $ 75.00/55 gallon drum when Btu content of waste exceeds
12,000 Btu/lb
$6.50/% of ash content $6.50/% of chlorine content $26.00/% of fluorine content $100.00/ppm of mercury content
OTHER CHARGES
$100.00 charge if protective clothing is necessary to handle the drum.
-13-
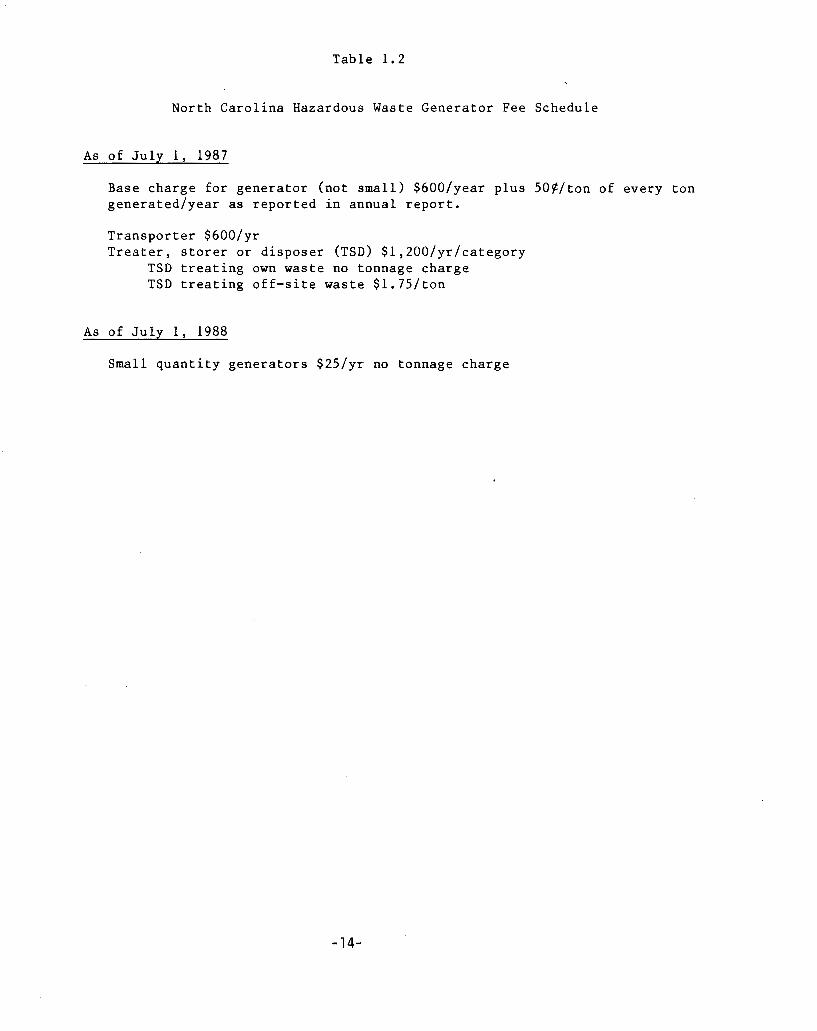
Table 1.2
North Carolina Hazardous Waste Generator Fee Schedule
A s of July 1, 1987
Base charge for generator (not small) $600/year plus 50f/ton of every ton generated/year as reported in annual report.
Transporter $600/yr Treater, storer or disposer (TSD) $1,20O/yr/category
TSD treating own waste no tonnage charge TSD treating off-site waste $1.75/ton
A s of Julv 1. 1988
Small quantity generators $25/yr no tonnage charge
-14-

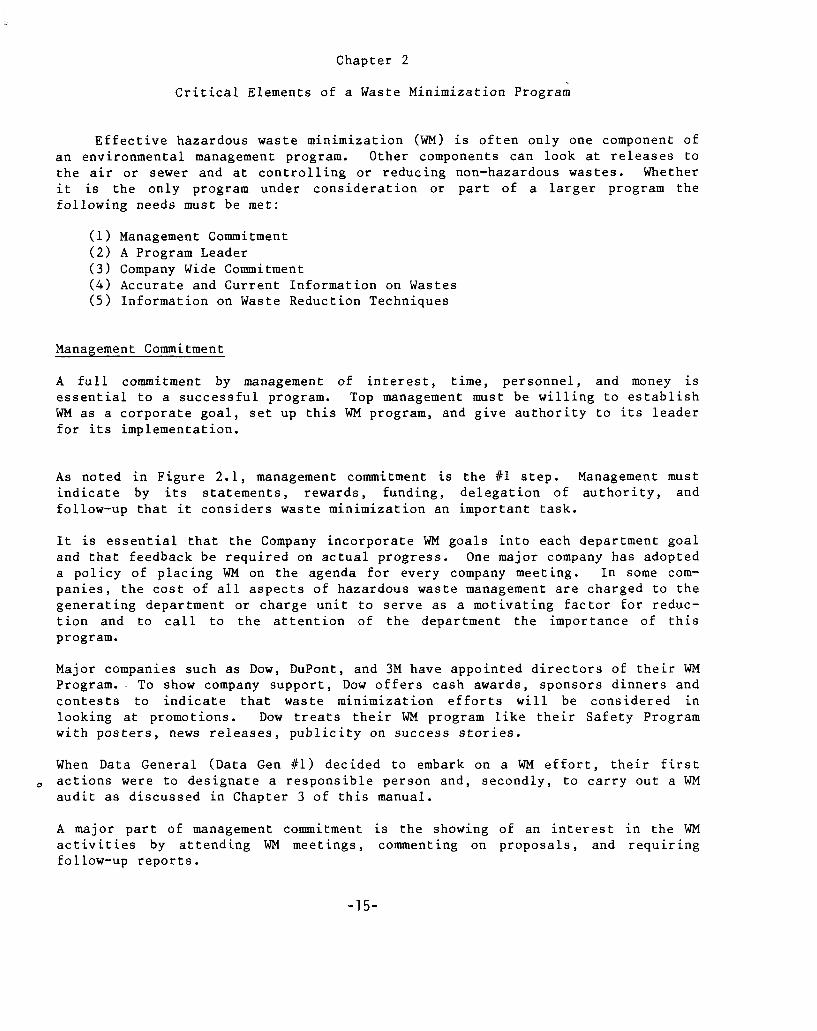
Chapter 2
Critical Elements of a Waste Minimization Program
Effective hazardous waste minimization (WM) is often only one component of an environmental management program. Other components can look at releases to the air or sewer and at controlling or reducing non-hazardous wastes. Whether it is the only program under consideration or part of a larger program the following needs must be met:
( 1 ) Management Commitment ( 2 ) A Program Leader (3) Company Wide Commitment ( 4 ) Accurate and Current Information on Wastes ( 5 ) Information on Waste Reduction Techniques
Management Commitment
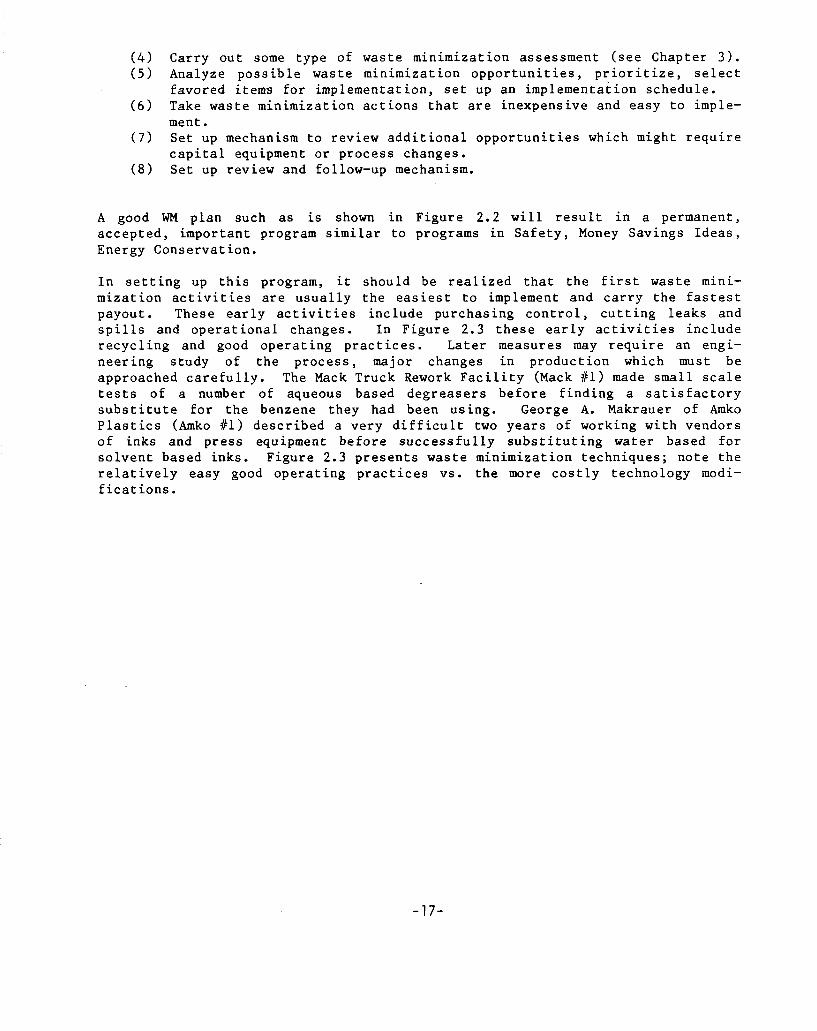
A f u l l commitment by management of interest, time, personnel, and money is essential to a successful program. Top management must be willing to establish WM as a corporate goal, set up this WM program, and give authority to its leader for its implementation.
A s noted in Figure 2.1, management commitment is the #1 step. Management must indicate by its statements, rewards, funding, delegation of authority, and follow-up that it considers waste minimization an important task.
It is essential that the Company incorporate WM goals into each department goal and that feedback be required on actual progress. One major company has adopted a policy of placing WM on the agenda for every company meeting. In some com- panies, the cost of all aspects of hazardous waste management are charged to the generating department or charge unit to serve as a motivating factor for reduc- tion and to call to the attention of the department the importance of this program.
Major companies such as DOW, DuPont, and 3M have appointed directors of their WM Program.. To show company support, Dow offers cash awards, sponsors dinners and contests to indicate that waste minimization efforts will be considered in looking at promotions. Dow treats their WM program like their Safety Program with posters, news releases, publicity on success stories.
When Data General (Data Gen # I ) decided to embark on a WM effort, their first ,, actions were to designate a responsible person and, secondly, to carry out a WM
audit as discussed in Chapter 3 of this manual.
A major part of management commitment is the showing of an interest in the WM activities by attending WM meetings, commenting on proposals, and requiring follow-up reports.
-15-

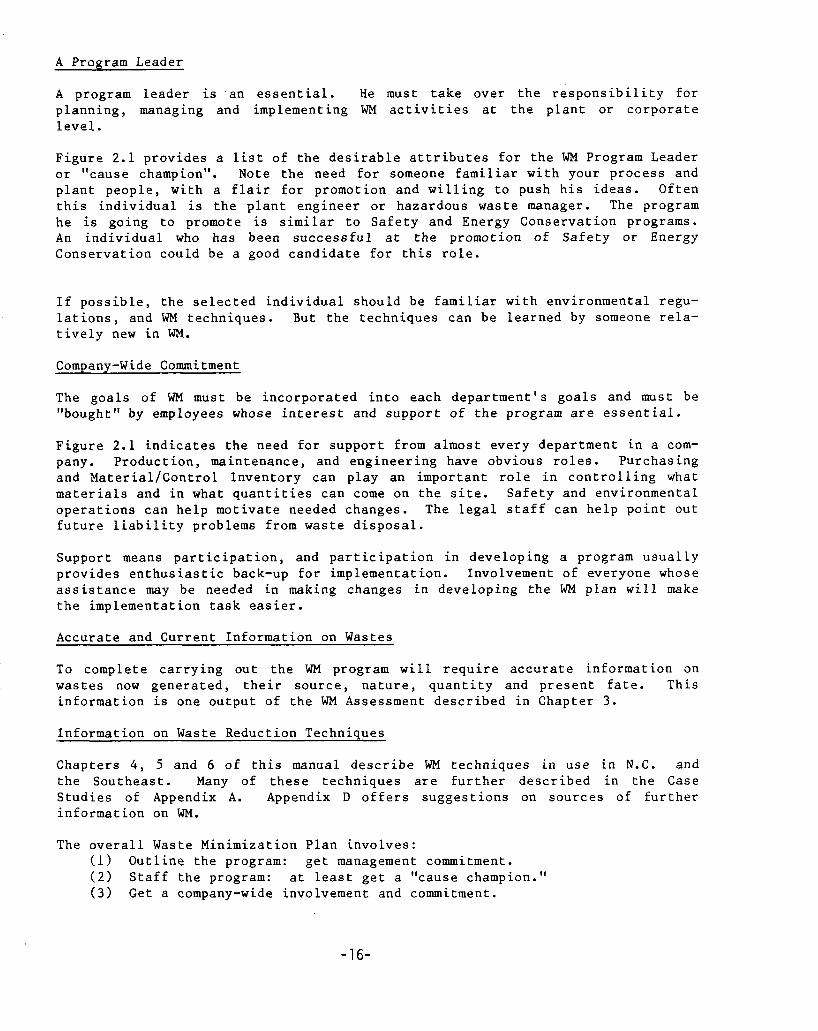
A Program Leader
A program leader is 'an essential. He must take over the responsibility for planning, managing and implementing WM activities at the plant or corporate level.
Figure 2.1 provides a list of the desirable attributes for the WM Program Leader or "cause champion". Note the need for someone familiar with your process and plant people, with a flair for promotion and willing to push his ideas. Often this individual is the plant engineer or hazardous waste manager. The program he is going to promote is similar to Safety and Energy Conservation programs. An individual who has been successful at the promotion of Safety or Energy Conservation could be a good candidate for this role.
If possible, the selected individual should be familiar with environmental regu- lations, and WM techniques. But the techniques can be learned by someone rela- tively new in WM.
Company-Wide Commitment
The goals of WM must be incorporated into each department's goals and must be "bought" by employees whose interest and support of the program are essential.
Figure 2.1 indicates the need for support from almost every department in a com- pany. Production, maintenance, and engineering have obvious roles. Purchasing and Material/Control Inventory can play an important role in controlling what materials and in what quantities can come on the site. Safety and environmental operations can help motivate needed changes. The legal staff can help point out future liability problems from waste disposal.
Support means participation, and participation in developing a program usually provides enthusiastic back-up for implementation. Involvement of everyone whose assistance may be needed in making changes in de.veloping the WM plan will make the implementation task easier.
Accurate and Current Information on Wastes
To complete carrying out the WM program will require accurate information on wasces now generated, their source, nature, quantity and present fate. This information is one output of the WM Assessment described in Chapter 3 .
Information on Waste Reduction Techniques
Chapters 4 , 5 and 6 of this manual describe WM techniques in use in N.C. and the Southeast. Many of these techniques are further described in the Case Studies of Appendix A. Appendix D offers suggestions on sources of further information on WM.
The overall Waste Minimization Plan involves: (1) Outline the program: get management commitment. ( 2 ) Staff the program: at least get a "cause champion." ( 3 ) Get a company-wide involvement and commitment.
-16-
( 4 ) Carry out some type of waste minimization assessment (see Chapter 3 ) . ( 5 ) Analyze possible waste minimization opportunities, prioritize, select
( 6 ) Take waste minimization actions that are inexpensive and easy to imple-
( 7 ) Set up mechanism to review additional opportunities which might require
( 8 ) Set up review and follow-up mechanism.
favored items for implementation, set up an implementation schedule.
ment.
capital equipment or process changes.
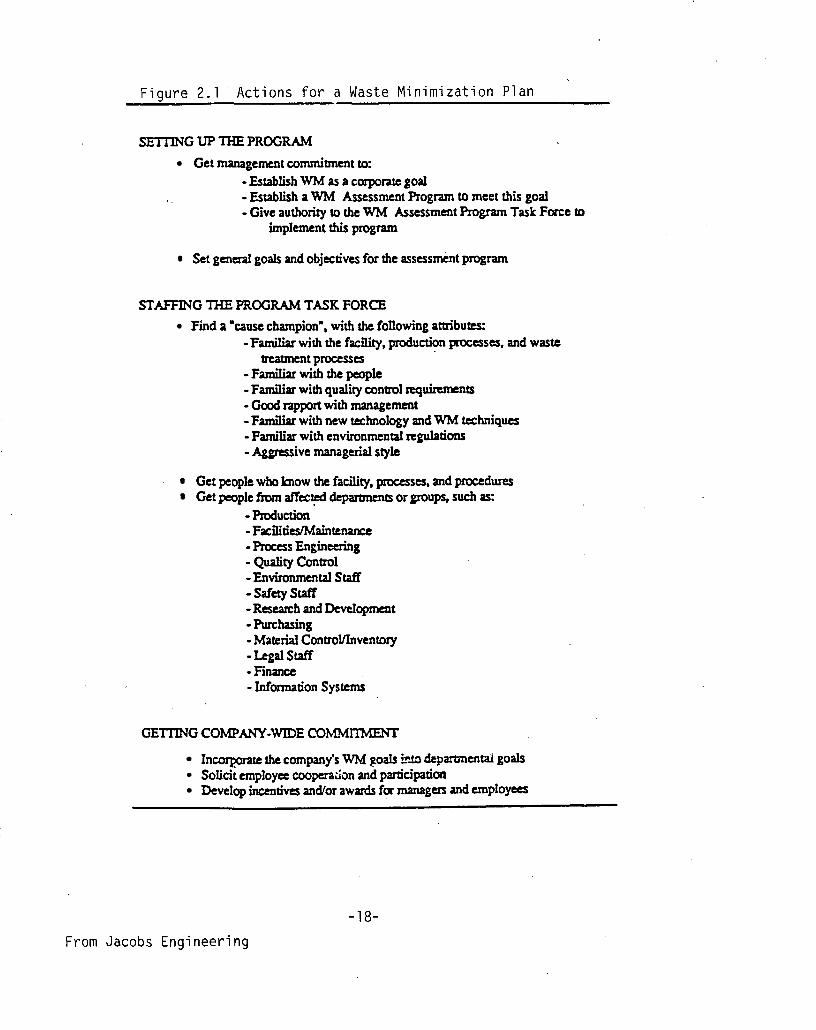
A good WM plan such as is shown in Figure 2.2 will result in a permanent, accepted, important program similar to programs in Safety, Money Savings Ideas, Energy Conservation.
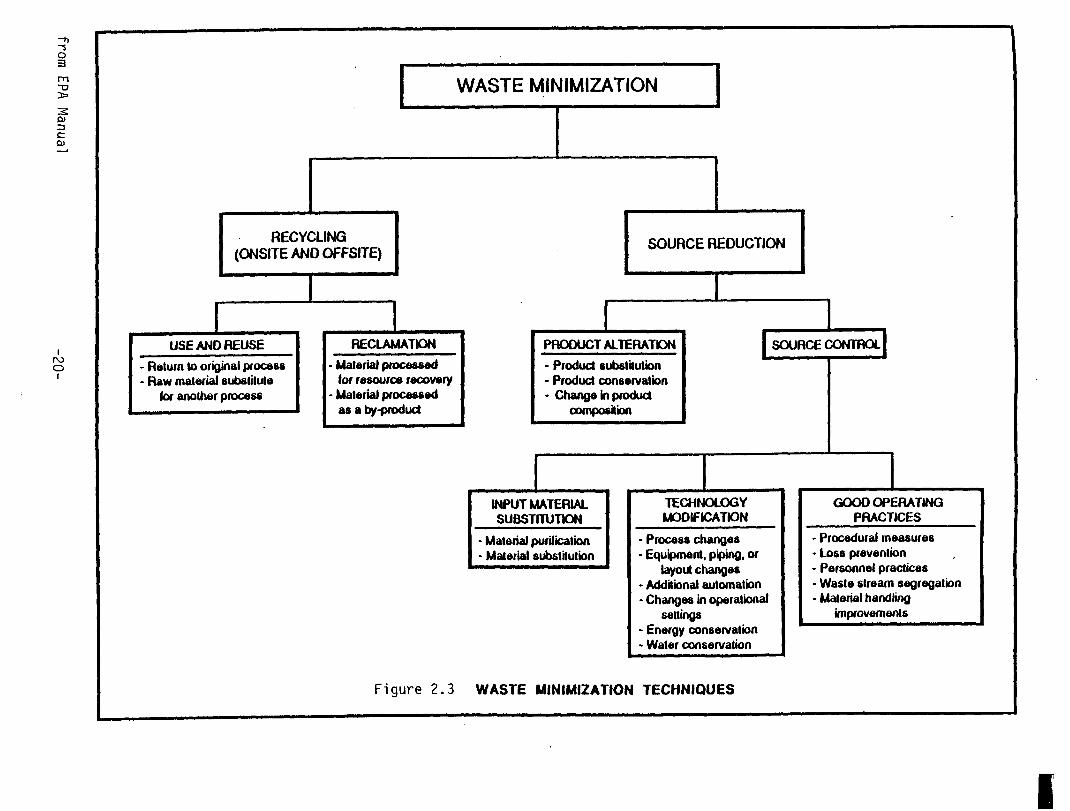
In setting up this program, it should be realized that the first waste mini- mization activities are usually the easiest to implement and carry the fastest payout. These early activities include purchasing control, cutting leaks and spills and operational changes. In Figure 2 . 3 these early activities include recycling and good operating practices. Later measures may require an engi- neering study of the process, major changes in production which must be approached carefully. The Mack Truck Rework Facility (Mack 1/11 made small scale tests of a number of aqueous based degreasers before finding a satisfactory substitute for the benzene they had been using. George A. Makrauer of Amko Plastics (Amko 1\11 described a very difficult two years of working with vendors of inks and press equipment before successfully substituting water based for solvent based inks. Figure 2 . 3 presents waste minimization techniques; note the relatively easy good operating practices vs. the more costly technology modi- fications.
-17-
F i g u r e 2.1 A c t i o n s f o r a Waste M i n i m i z a t i o n Plan
SETIING UP THE PROGRAM Get management commibnmt to:
-Establish WM as a corporate goal - Establish a WM Assessment Program to meet this goal - Give authority to the WM Assessment Program Task Force to impkment this program
Set general goals and objectives for the assessment program
STAFFING ?HE PROGRAM TASK FORCE Find a "~ause champion", with the following attributes:
-Familiar with the facility, production processes, and waste treatment proctssa - Fvniliar with the people
-Familiar with quality control xequirrmcna - Good rapport with management - Familiar with new technology and WM techniques - Familiar with environmental regulations - Aggressive managerial style
Get people who know the facility, processes, and procedures Get people from affected dtpamnrnts or groups, such as:
- Production
- Process Engineexkg
-Environmental Staff
- F i i ~ i l i t i W M a i ~ ~ t e ~
- Quality Conml
- safety staff
-Purchasing - Material ControYInventory -Ltgal staff - Finance - Information Systems
- R C S ~ ~ ~ ~ ~ D C V C I O P I T E I I ~
G E m G COMPANY-WIDE COMMITMEKT
I n c o v e the company's WM goals &pamenW goals Solicit employee cooperaSon and participation Develop incentives andlor awards for managus and Mlplo~ees
From Jacobs Engineer ing
-18-
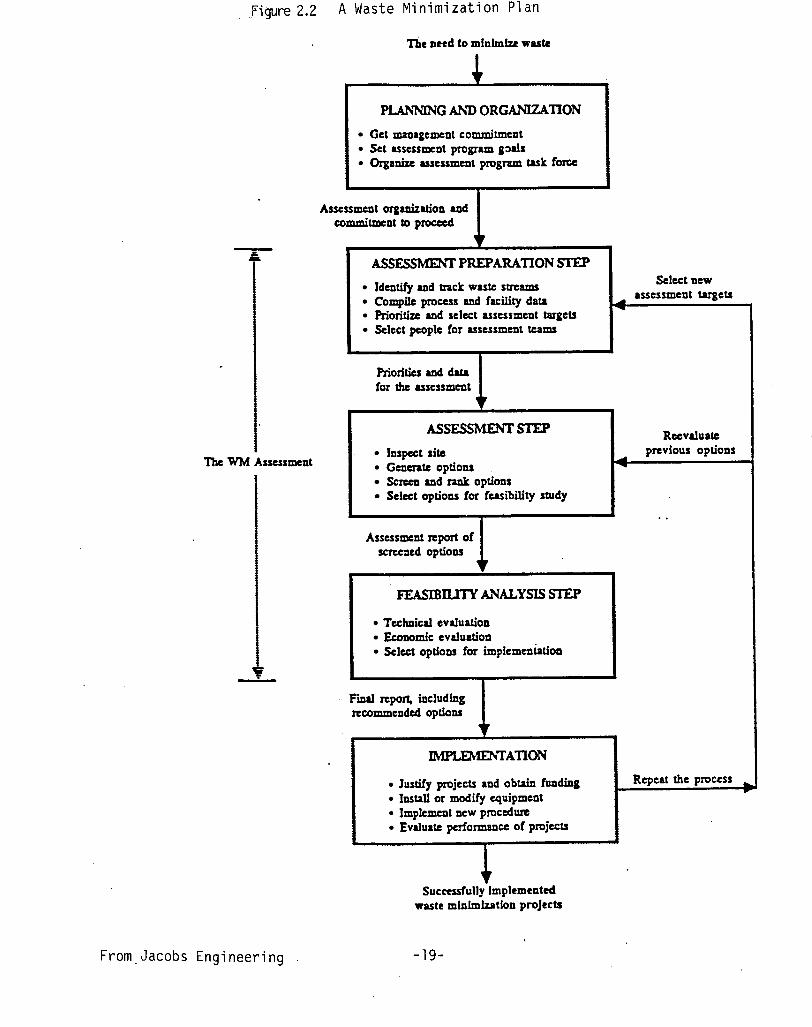
Figure 2.2 A Waste M in im iza t i on Plan
The nerd to minlmkc waste
1
Get management commitment Set assessment program p a l s Organirc assessment program trsk force
I Assessment organidon and commitment to proceed
-
The W M Assessment
ASSESSMENT PREPARATION STEP Identify and tnck waste streams Compile process and facilig data prioritize and select assessment targets Select people for assessment teams
1 priorities and data for the assessment
ASSESSMENTSTEP Inspect site Generate options Snccn and rank options Select options for fusibility study
1 Assessment report of screened options
Technical evaluation Economic evaluation Select options for imp~emcnintion
Find repoa inchding recommended options
-ATION
Justify projects and obtain fund@ Install or modify equipment Implement new proced~re Evdurte performance of projectr
From- Jacobs Engineer ing
1
-19-
Select new assessment targets
Reevaluate previous options
1
. .
Repeat the process ,
-h -5 0 3 m -0 D 3 n, 3 != 2
I Iu 0
I
WASTE MINIMIZATION L-T---l (ONSITE AND OF FSITE) GJ SOURCE REDUCTION a
U& AND REUSE - Return to original process - Raw malerial subslilule r lor another process
R E C U M A T W pRoMK=TALTERATW
- Produd substhution - Produd conservation -ChansehprOdud
composili
I I INPUTMATERIAL SUBSTCTUTM
I I
- Material puriiicalin I - Malerial substitution
TECHNOCOGY M001FICATKX-J
- P-SS changes - Equipment, piping, or
layout changes - Additional automation - Changes in operalial settings - Energy conservation - Water conservation
Figure 2 . 3 WASTE MINIMIZATION TECHNIQUES
1 GOOD OPERATING
PRACTICES - Procedural measures - Loss prevention - Personnel practices - Waste stream segregation - Material handling
improvements

I
Chapter 3
Making a Waste Minimization Assessment
As discussed in Chapter 2 , a waste minimization assessment or audit is an essential first step in setting up a waste minimization program. Making the assessment can help motivate people to search, screen, and implement practices that can lead to decreased hazardous waste generation. A waste minimization assessment can represent a relatively simple review of a facility and its hazar- dous wastes and potential waste generation situations or a detailed week-long (or longer) study.
The audit can be carried out by an individual or by a team. Where feasible the use of a team provides a wider range of experiences and offers a better opportunity to find opportunities and to develop a cooperative attitude on the part of those who will later implement the suggestions than does a one person audit.
Figure 3.1 presents the steps needed for an audit. This figure includes actions required prior to the actual audit, such as getting management commit- ment, setting goals and organizing the audit task force and actions after the audit namely assessing the options, setting priorities and implementing selected options. In North Carolina, information on conducting an audit and help in carrying one out is available from the Technical Assistance and Support Unit (TA/SU)of the N. C. Hazardous Waste Branch and from the N. C. Pollution Prevention Pays program of the Department of Environmental Management (PPP).
Planning and Organization A management committment which should be obtained before the decision to
make the audit will simplify obtaining cooperation and help assure follow thru. This committment should be widely distributed in writing and should state the reasons for the audit, as well as discuss its scope. Management should also approve the goals and objectives of the audit.
Staffing: as mentioned in Chapter 2, the audit can be carried out by one person, usually the individual responsible for waste management or by a team. In a large company, the team is usually drawn from environmental, facilities engineers, safety, and operational personnel. Often a member of the Legal Department knowledgeable about environmental regulations participates in the audit. Special tasks can be carried out by accounting, purchasing, and inven- tory control. The team must be headed by an individual who is enthusiastic about waste minimization and who has the authority to request information and make work assignments. Someone from outside the facility (often from a dif- ferent plant of the same company or from headquarters or a consultant) can offer a fresh look. In the conduct of the audit. help should be solicited from everyone who might later be asked to help implement a change.
Assessment Preparation Step
to have available for its use information such as the following: Facility Information: To prepare for conducting the audit, the team needs
-21-

1. A flow chart showing individuals responsible for the operation .. high- lighting those concerned with operations that generate, could generate, or handle hazardous wastes. This chart should include individuals responsible for:
a. Sampling, analysis, packaging, labeling, shipping wastes. b. Maintaining records, preparing manifests and reports. c. Receiving, warehousing, shipping, waste treatment. d. Production and maintenance.
2 . A diagram of the overall plant with pertinent process information including flow rates o r quantities and composition. In many cases, this material balance may be incomplete or unavailable worksheets S.2 thru S.5 of Appendix B provide check lists for this information.
3 . Information on waste generation including data on source, com- position, treatment, amount, disposition (including costs). The work sheet S.6 of Appendix B can be used to record this information.
4. Available environmental permits, annual reports, previous audits, reports on spills.
5 . Material Safety Data Sheets.
6 . Information on waste minimization actions already taken.
7 . A simple facility layout.
Schedule Priorities: From the above information, the team can develop a schedule for their interviews and tour of the facility. Their schedule can prioritize facilities or waste streams to be certain that they make optimum use of their time. From the above steps, the team should have a basic understanding of the facility operations, flows, personnel, waste sources and past waste disposal practices. They are now ready to take the next step, making the audit.
Making the Assessment Plant visit: The actual visits to working areas are best done when the
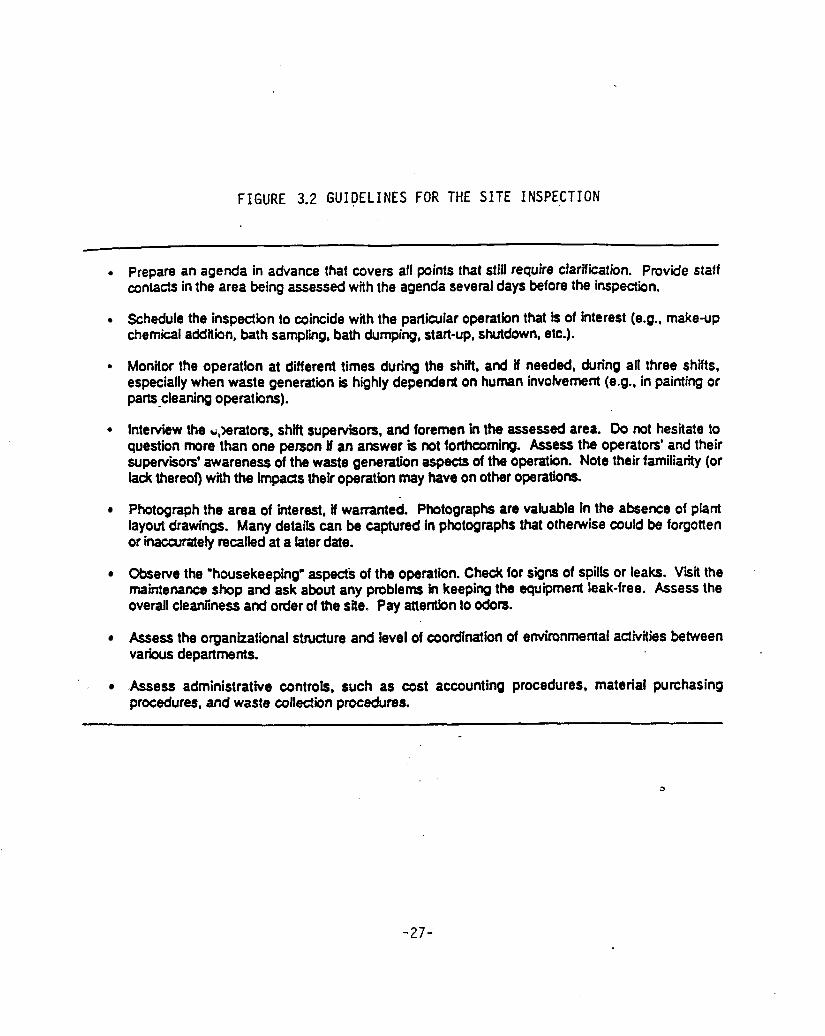
fac-ility- is in full operation. Figure 3 .2 Guidelines for the site inspection offers suggestion on the timing of the plant visit and on how to conduct the visit. Some type of checklist is commonly used for recording information. Figure 3.3 and 3 . 4 prepared by Margaret Babb of the Hazardous Waste Branch can be used for recording some of the collected data. A full set of check lists can be obtained by contacting Margaret Babb at the Technical Assistance/Support Unit (919) 733-2178 . Gary Hunt of P.P.P. suggests that the type of information to be obtained from an in-plant audit is as shown in Figure 3 . 5 . Figure 3.6 lis-ts possible waste materials to be found in some plant areas.
The plant visit should cover the following points.
1. Look at all known waste sources, look for unlisted possible sources (overflows, spills, discards).
-22-
2 . Observe hazardous material movement, handling and storage, looking for possible waste sources.
3 . Inspect all waste treatment and storage areas.
4 . Identify areas of potential hazardous waste generation and look at available spill control measures (hard floor, dikes, absorbent material, overpacks).
5. Look for proper identification, of wastes that discourages mixing and dilution of wastes with water or refuse.
6. Examine information on present waste disposal practices and reports on handling past spills.
Evaluating and Selecting Possible Options--Waste Minimization Actions Once the sources of wastes have been determined the next step involves
defining a group of optional actions for waste minimization. To intelli- gently compare the options requires information on:
1. Potential waste reduction techniques -- described in later chapters of this Manual and information is available from PPP and TA/SU. (See Appendix D).
compared to similar aspects of the existing situation. 2 . The technical, economic, and liability aspects of possible techniques
The development of comprehensive information for prioritizing the available options can be a major o r simple task depending on the number of possibilities and the complexity of the choices. It would seem wise to start out by examining where relatively large amounts of waste are involved and where simple solutions can minimize the waste. Usually the most interesting possible options are selected for further study. In carrying out this selection of options for the feasibility analysis step shown in Figure 3.1, concern should be given to the relative liability of the present disposal method and proposed options method. Eliminating the waste is clearly the first choice while treatment to reduce the volume of waste is a second choice. Recycling on site can eliminate the liabi- lity of transporting the solvent to a recycler.
Feasibility Analysis Following the actual waste audit and the selection of options for further
study, feasibility analyses must be made. These analyses of the selected options should look at: (1) waste reduction potential, quantity, hazard, (2 ) supplies, capital and operating costs, ( 3 ) safety and health considerations, ( 4 ) impact on process or product, ( 5 ) ease of implementation; ( 6 ) return on investment or payback, ( 7 ) experience with the option.
In looking at costs, it is important to include the full cost of current waste management operations including shipping, paper work, personnel involved, taxes or fees and insurance and to consider liability.
From these feasibility analyses and based on funds and available time, a group of options can be selected for implementation. For each selected option sufficient information should be collected so management approval can be sought.
-23-
ImDlementation and Feedback While not part of the
individual must examine the tive desirability, and ease
Options or changes that
audit to complete the job, The ev.aluation team o r selected options and sort them out into type, rela- of imp 1 eme n t ing . relate to management, training or simple procedural -
modifications can usually be done first. These include maintenance, inventory, and waste segregation type projects, such as we discuss in Chapter 4 .
Changes involving production procedures that don't require capital and that have the the blessing of production are usually easy to implement.
Changes involving small capital outlay and with a rapid payback (under 1 year) can be submitted with the expectation of early approval.
To insure that these "easy" options work, it is essential that the involved supervisors and their employees be kept informed and supportive of the actions.
More difficult options can involve a major capital purchase, for example, a recycling still; an important operating change such as a change from solvent degreasing to caustic degreasing or from a solvent based paint t o a water based paint. The submittal for the capital expenditure should include all costs of the change vs status quo. Any change in operating procedure should be approched cautiously. Alice Johnson at Mack Truck Rework Facility (Mack #l*) reports that they made a number of small scale trials of aqueous degreasers before purchasing the equipment and chemicals.
Even more difficult project will require research or engineering work or the use of outside consultants to help find a solution.
It is important that good records be kept of changes and their impact on hazardous waste production. The waste production should be related to the pro- duction level so changes in waste rate per unit of production can be observed.
The waste minimization program should include regular reports on waste generation and on waste minimization actions. It is important that good records be kept of changes and their impact on hazardous waste production. The waste production should be related to the production level so changes in waste rate per unit of production can be observed. Following these numbers will permit management to note changes indicating problems or good moves. Most managements watch product output per employee and correlate safety records with man days worked. To data on production and safety data that is followed by management, quantitative waste production data should be added.
The program should not stop with the implementation of one set of recommen- dations. The company's commitment to waste minimization must include a follow thru in the way of incentives, training, approved authority and procedures. It
* See Appendix A for case studies.
-24-
is important that the concept of minimum waste be alive in all parts of an orga- nization including new product development, purchasing, warehouse, maintenance, operations, janitorial services. The subject must be nurtured thru newsletters, posters, awards, and mentioned at meetings.
Feedback t o those submitting good ideas is an essential to a continuation of such help .
For further ideas on making or implementing a waste minimization assessment, the reader is referred to the personnel and publication of the PPP Program and the TA/SU [see Appendix D] and to the EPA Manual for Waste Minimization Opportunity Assessment. (Contact Ms. Georgia Dunway at EPA Research Laboratory, Cincinati, OH 45268 (513 -569-7529) . This manual may also be available thru PPP.
-25-
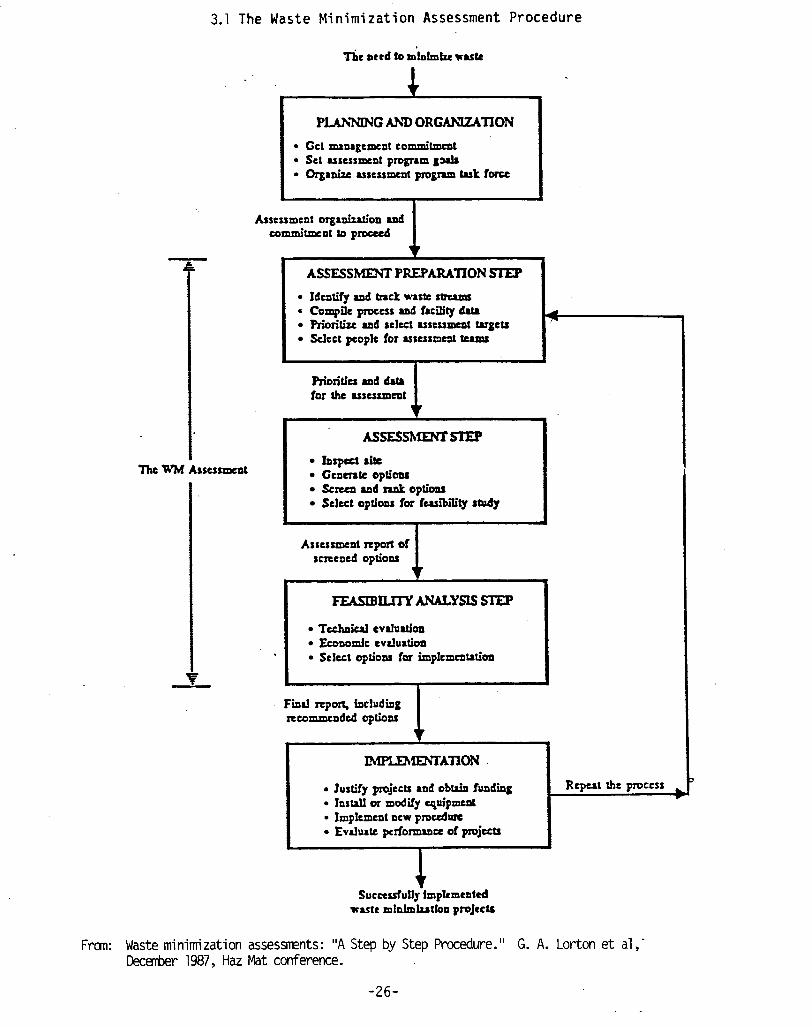
3.1 The Waste Minimization Assessment Procedure
'
1
b
FuLsIBmANALysIssTEP
Tcckiul cvduatiom Economic cvduation Select optioor for impkmentation
> I
Assessment organization and I
Ih-llEhTAnON
eommirmcot to procttd
ASSESSMEKT PREPAIUTiON Sip
Identify and back waste s t r u m s * Compile p c c s s and facility data
Prioritize and select assessment tugcu S k C t p 0 p k for U S C S S D C I t WCIt
Priorities and dsta 1 for abe usessment
ASSESshiprrsTlEp xntptct rite G e m " options Screen rad nnk option$ Select options for feasibility sway
Rcput the process 3
Fran: Waste minimization assessments: "A Step by Step Procedure.'' G. A. Lorton et a l , Decerrber 1987, Haz Mat conference.
-26-
I
FIGURE 3.2 GUIDELINES FOR THE SITE INSPECTION
Prepare an agenda in advance that covers all points that still require clarakatbn. Provide staff contacts in the area being assessed with the agenda several days before the inspection.
Schedule the inspection to coincide with the particular operation that is of interest (e.g., make-up chemical addition, bath sampling, bath dumping, start-up, shutdown, etc.).
Monitor the Operation at different times during the shift, and if needed, during all three shifts, especially when waste generation is highly dependent on human involvement (e.g., in painting or parts cleaning operations).
. Interview the C,mators, shift supervisors, and foremen in the assessed area. Do not hesitate to question more than one person I an answer is not forthcoming. Assess the operators' and their supervisors' awareness of the waste generation aspects of the operation. Note their familiarity (or lack thereof) with the impads their operation may have on other operations.
Photograph the area of interest, I warranted. Photographs are valuable in the absence of plant layout drawings. Many details can be captured in photographs that otherwise could be forgotten or inacarately recalled at a later date.
Observe the 'housekeeping' aspect3 of the operation. Check for signs of spills or leaks. Visit the maintenance shop and ask about any problems in keeping the equipment leak-free. Assess the overall cleanliness and order of the site. Pay attention to odors.
k e s s the organizational stNcture and level of coordination of environmental activities between various departments.
Assess administrative controls, such as cost accounting procedures, material purchasing procedures. and waste collection procedures.
-27-
3
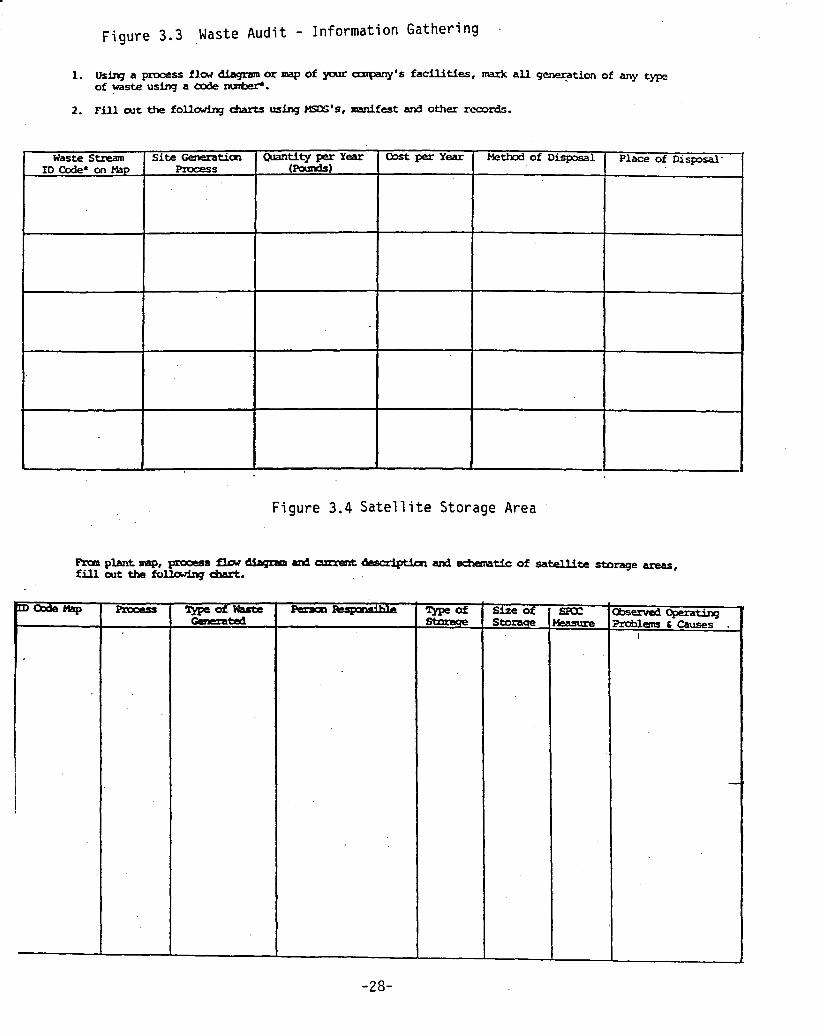
Figure 3.4 Satellite Storage Area
Site of S t o m
-28-
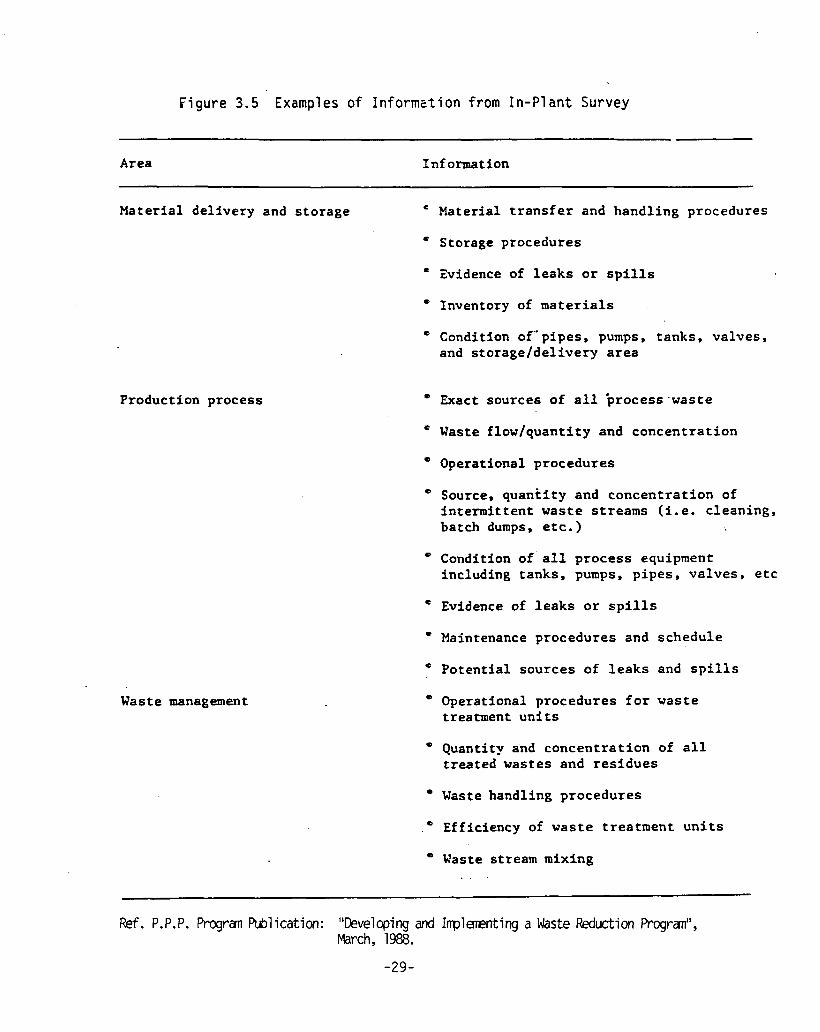
F i g u r e 3.5 Examples o f I n f o r m t i o n f rom I n - P l a n t Su rvey
Area L n f o m a t ion ~ ~ ~~ ~
Material delivery and storage Material transfer and handling procedures
Storage procedures
E Zvidence of leaks or spills
a Inventory of materials
* Condition of"pipes, pumps, tanks, valves, and storageldelivery area
Production process
Waste management
a Exact sources of all +rocess.waste
Waste flowlquantity and concentration
a Operational procedures
a Source, quantity and concentration of intermittent waste streams (i.e. cleaning, batch dumps, etc.)
Condition of' all process equipment including tanks, pumps, pipes, valves, etc
Evidence of leaks or spills
a Maintenance procedures and schedule
a Potential sources of leaks and spills
Operational procedures for waste treatment units
a Quantity and concentration of all treated wastes and residues
a Waste handling procedures
, a Efficiency of waste treatment units
a Waste stream mixing
Ref. P.P.P. Progran Publication: "Ceveloping aml I r r p l m t i n g a Waste Reduction Progran", March, 1988.
-29-
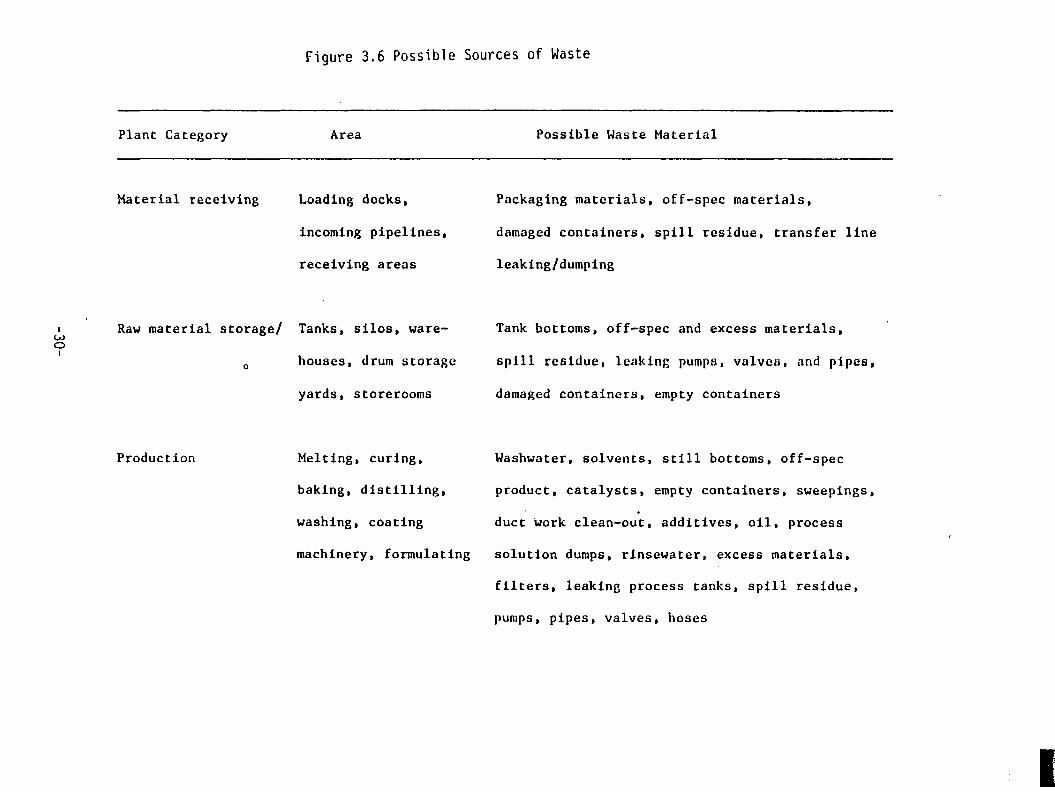
F i g u r e 3 . 6 Possib le Sources o f Waste
~ ~
Plant Category Area
~~~
Possible Waste Material
Material 1: eceiv ing Loading docks, Packaging materials, off-spec materials,
incoming pipelines, damaged containers, spill residue, transfer line
receiving areas leaking/dumping
I Raw material storage/ Tanks, silos, ware- Tank bottoms, off-spec and excess materials, 0 0 I
0 houses, drum storage Spill rC6idue p lcnking p” # ValVC8 and p i P C 6 ,
yards, storerooms damaged containers, empty containers
Production Melting, curing, Washwater, solvents, still bottoms, off-spec
baking, distilling, product, catalysts, empty containers, sweepings,
washing, coating duct work clean-out, additives, oil, process
machinery, formulating solution dumps, rinsewater, excess materials,
filters, leaking process tanks, spill residue,
pumps, pipes, valves, hoses
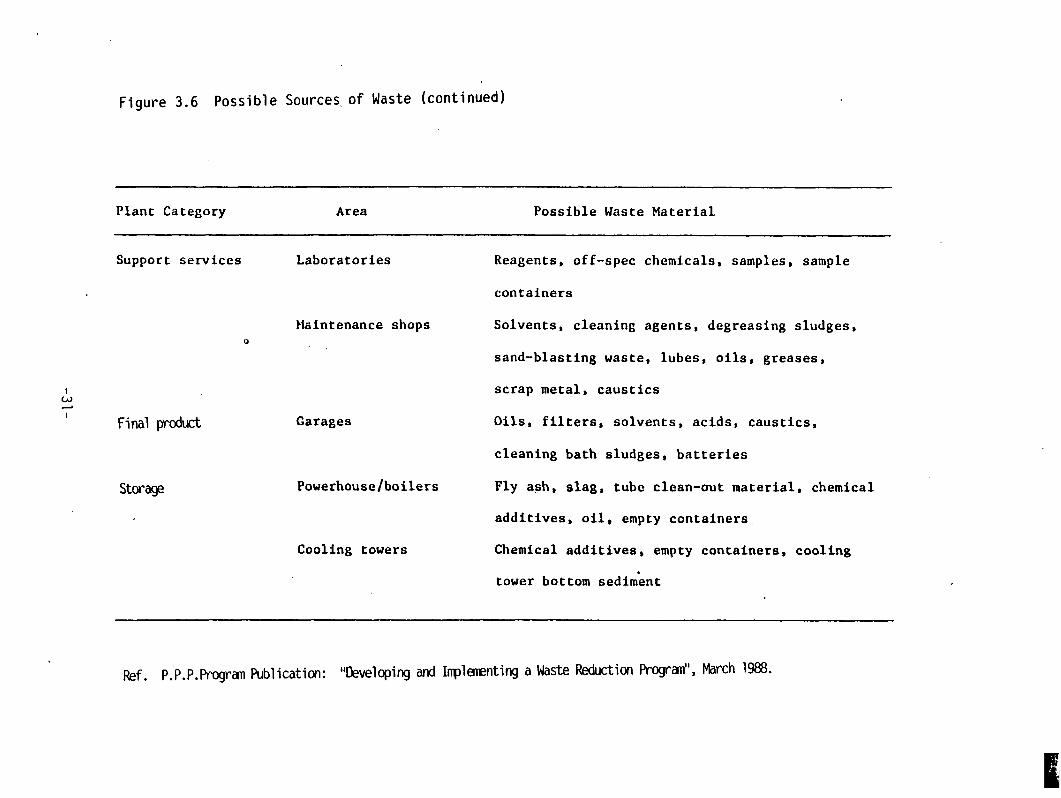
Figure 3 . 6 Possible Sources, o f Waste (continued)
Plant Category Area Possible Waste Material
Support services Laboratories Reagents, off-spec chemicals, samples, sample
containers
kiintenance shops Solvents, cleaning agents, degreasing sludges, 0
sand-blasting waste, lubes, oils, greases,
I 0
I A
Final product
Storage
scrap metal, caustics
Garages Oils, filters, solvents, acids, caustics,
cleaning bath sludges, batteries
Powerhouse /boilers Fly ash, slag, tube clean-aut material, chemical
additives, oil, empty containers
Cooling towers Chemical additives, empty containers, cooling
tower bottom sedim'ent
Ref. P.P.P.Progran Publication: "Developing and Inplmnting a Waste Reduction Progran", March 1988.
Chapter 4
Waste Reduction Through Good Operating Practices
- -
Figure 4.1 presents a complete coverage of the subject of good operating practices as they relate to hazardous waste minimization.
The first step developing a waste minimization program has been discussed in Chapter 2, the second action conducting environmental or waste audit is the sub- ject of Chapter 3 .
Under the general heading of Loss Prevention Programs, a number of important practices are discussed.
Loss Prevention Programs (1) Establish Spill Prevention, Control, and Counter Measures Plans:
Spill prevention can take the form of high level alarms for tanks (and a program to regularly check their operation). Provision should be made so that if a tank does overflow, some container or containment will recover the liquid in a manner so that the liquid is recoverable and does not spread or penetrate into the ground.
Controlling the movement of hazardous materials within the plant, limiting their transport to trained technicians, can reduce the probability or impact of a spill. IBM follows this procedure.
IBM also requires that fragile containers be carried in a protec- tive secondary container.
Training in proper use of Fork Lifts, in placement of drums on pallets, and in handling a spill if it occurs, can reduce the number and severity of spills.
A spill counter measure program can provide proper training and equipment such as absorbents, tools, over-pack drums, vacuum equipment, suits, and boots to permit prompt effective response.
2.
3 .
Conduct a hazard assessment in the design and operating phases. Many companies in the design phase for new equipment look at access to equipment, containment of leaks or spills, alarms and methods of testing alarms.
Use properly designed tanks and vessels only for their intended pur- poses. The tanks and vessels should be designed and constructed in accordance with applicable codes (API,ASME, NBFU), gasket materials and construction materials should be selected to meet the corrosion proper- ties of the stored chemicals. A change in service should only be made after a careful check of tank material, gasket material and vapor release problems.
-32-
b
4 . Install high level alarms. High level alarms are a must on any vessel that could over flow.
5 . Check the operability of the alarms and the condition of storage con- tainers. Regular checks should be made of the operability of the alarms. IBM (IBM 111) checks containers daily. RCRA sets certain stan- dards for hazardous waste storage and its inspection. Fire, city, and API codes cover storage for many combustible materials. The structural soundness of tanks should be visually checked regularly and obser- vations recorded. Ultrasonic or radiographic inspection may be necessary depending on age of tank, tank contents and estimated corro- sion rate.
6 . Watch design and operation of loading/unloading facility. Loading and unloading of bulk material or drums are the times when spills are most likely to occur. Heritage Environmental Services in Charlotte has designed a containment system for its roofed tank car loading and unloading facility to catch any leaks. Oldover uses a roofed area, paved and sloped to a catch basis, for handling tank trucks. Written procedures should be readily available and used for loading and unloading, with plans included for handling spills. A s appropriate absorbents, "Pigs," and similar supplies can be made available in shipping, receiving and warehouse areas.
7 . Use secondary containment. The use of secondary containment is recom- mended for most installations as good practice. RCRA regulations (264.193 and 265.193) requires secondary containment for new tanks and for existing tanks used to store certain wastes and of a certain age (15 years old). Make provision for (or use a roof to avoid catching) rain water, have a hard, smooth surface, and be able to recover the contained spill without diluting the spilled material
8 . Use interlocks and alarms. Interlocks on valves, and alarms on tanks are only useful, if they are operating properly. Operators should not be permitted to cut alarms or interlocks out of service and should be required to make a daily check of their operability.
9. Empty unused tanks. Equipment not in service should be emptied, if possible, but in any case blocked so that a leak is unlikely.
10. Watch leaks from pumps and valves. When valves or pumps pre- 11. sent packing gland leakage problems, consideration should be given
to replacement with bellows type valves and seal-less pumps.
12. Document all leaks and spills so corrective action can be taken within the facility o r in personnel training. Follow thru by the responsible hazardous waste coordinator should verify that needed actions have been taken.
131 Use material balances. Material balances to locate losses are a useful part of a Waste Audit.
-33-
14. Control l o s s of volatile solvents. Volatile solvent losses can be minimized by the use of floating roofs on the tanks or by installing special "conservation" vents which limit losses.
15. Use vapor recovery systems. Vapor recovery systems can be used to cut solvent vapor losses. They use condensers, or a compressor taking vented material and compressing, it for condensation.
Waste Segregation
1. Prevent mixing of water, dirt, and non hazardous materials with hazard- ous waste. Proper labels (Figure 4 . 2 ) establishing the importance of keeping water and trash out and keeping drums closed will help. Storage under shelter will keep rain water out and will cut corrosion. Any extraneous material counts and costs as hazardous waste.
2. Keeping different wastes separate, particularly solvents, can reduce recycling or disposal costs.
Preventive Maintenance
Proper preventive maintenance (P.M.) starts with the design phase to provide good access for maintenance and inspection. Preventive maintenance can increase the life of the equipment, reduce leakage or spillage, and can cut the generation of wastes resulting from shutting down and draining equipment and from cleaning equipment for emergency maintenance. It is suggested that a P.M. program include the following records:
1. A central file in the maintenance supervisors area of equipment, type, location, and maintenance requirements.
2 . A schedule of maintenance.
3 . Equipment history cards to document maintenance done and failures.
4. Breakdown reports to point out needed change.
5. Manuals for the equipment.
Training,
RCRA and OSHA regulations require training to:
1.
2.
3 .
4.
Make workers aware of potential hazards.
Provide the skill and knowledge needed to perform the work with minimal risk to worker health and safety.
Increase worker awareness of the purpose and limitation of safety equipment.
Ensure that workers know how to respond to emergencies, such as spills o r leaks.
-34-
Training for waste minimization really is a part of items 2.and 4 . A worker can clean up a spill' using a minimum of absorbent or without consideration of the fact that the absorbent becomes a hazardous waste and needs to be kept to a minimum. Employees should be made aware of waste disposal costs and how their actions can cause wastes o r increase the cost of waste disposed. Where workers are expected to respond to emergencies, they should have training corresponding to 29 CFR 1910.120 (OSHA Training Standards).
In operations such as paint spraying, training in the optimum use of the equipment can help reduce the amount of wasted paint destined for disposal. Ethan Allen Company (Ethan Allen #l) has used video techniques to train their painters in the proper use of paint spraying equipment. They were motivated to cut paint losses and volatile chemical emissions.
Poor operation of degreasing or parts cleaning equipment can speed up the breakdown of the solvent and lead to waste dilution, and sludge build up. Proper operator training is essential to minimize waste production from parts cleaning.
Effective Supervision
Effective supervision includes training, rewards, discipline, and proper instruction of employees. If the supervisor is enthusiastic about waste minimi- zation, he can pass this enthusiasm to his workers. By his compliments, constructive criticism and follow-up on handling spills or actions that produce waste, the supervisor can play an important role in reducing unnecessary or inadvertent waste generation.
Employee Participation
As in safety or cost reduction programs employee participation in a waste minimization program will provide many good ideas and will enhance the interest of the employees in the programs. Dow Chemical encourages employees par- ticipation with awards, recognition, and even promotion. Their program uses posters, a newsletter, t-shirts, and many other types of attention getting act ions.
Production Scheduling/Planning
In operations such as paint formulation, scheduling from light to dark colors can reduce production of cleaning wastes. IBM (IBM 81) watches their production schedules and resulting inventory of materials that, if unused or out-dated, become hazardous wastes. The goal is to schedule so as to minimize the possibi- lity of waste generation.
Cost AccountinglAllocation
1. A major factor in bringing about changes to reduce waste is pay-out or ~ return on investment. Thus accurate cost data on all aspects of a
waste management program can be a major factor in selling management on improvements.
2. Allocating waste disposal cost back to the department that generated the waste is a good method of motivating waste reduction. The allo-
-35-
cated costs should reflect a fraction of the total, cost including operation of' the waste management function.
Materials handling, storage and transfer are important aspects of good operating or manufacturing practices. Figure 4 . 3 presents a comprehensive listing of waste reduction options in materials handling, storage, and transfer.
Tracking and inventory control offers a number of useful ideas:
1. Avoid over purchasing: Thomasville Furniture (Thomasville #l) has a designated person in charge of purchasing all finishes for all of their plants. This move reduced the generation of out-of-date finishes and cut material costs.
2. Inspecting and screening of incoming materials and other materials before they are cleaned, plated, and painted can prevent the need for rework and can minimize waste product that needs disposal. Mack Truck (Mack 111) inspects parts before cleaning them to verify that the cleaning is warranted. Consolidated Diesel (Consolidated Diesel #l) screens incoming material to be sure it is necessary and that its wastes can be handled.
3 . Inventory control means running with a minimum inventory to avoid over-aging and to avoid material becoming a waste thru a process or pro- duct change. IBM (IBM P1) uses a computerized system to watch and control their chemicals inventory. Century Furniture (Century %1) set up an inventory control system to control waste of unused materials. The Century Furniture controls were imposed after they found that they had a large inventory of degraded unusable coatings which they had to get rid of. The inventory control can be computerized with information available on quantities in inventory, normal usage, age of materials, supplies, requisitions, and deficiencies. IBM (R.T.1.) and GE (Wilmington) have computerized inventory and purchasing systems. Consolidated Diesel (Consolidated Diesel #2) controls issuance of coolant and oil to cut waste generation.
4 . Materials procurement specs can be reviewed and checked with the requisitions to verify the need, [Could a product already in use be used?] to chose quantity requirements, [Is this a minimum?] and to be sure provisions are available to handle wastes. [Could unused material be returned?]
5 . Return of expired material to the supplier is sometimes possible and is best arranged before the purchase is made. If the material can't be returned, try the Waste Exchange (See Appendix D).
6 . Validation of shelf life by actually testing the stored material may indicate that out of date material can be used. In some cases, no shelf life is called for check for utility before discarding.
7. Physical inventory checks made on a regular basis will often bring to light material that should be sold or disposed of while the material is still useful to prevent it from becoming a waste. Century Furn.iture (Century 111) makes such checks.
-36-
- 8. Proper labeling of containers is a must to maintain identity and to pro-
vide hazard information. IBM has developed label production software which they use. Labelmaster, UNZ and JJ Keller shown in Appendix C are all suppliers of labels.
9 . Manned stations for dispensing chemicals: IBM at the Research Triangle Park has set up a chemical distribution center. All chemicals are brought to this central area where they can be properly stored and from whence they are delivered in minimum volume and safe containers by trained personnel to the user. The same personnel pick up excess materials or waste and are responsible for maintaining inventory, checking containers, and handling wastes.
Clinage-Containers: The use of reusable or marketable containers can often save the cost of
disposing of empty containers. For 5 5 gallon drums specifying that delivery be made in a drum for which a market exists (check with the drum reconditioner shown in Appendix C t o obtain their recommendation on drums to request) will often result in a money saving and an elimination of the problem of drum dispo- sal. Sanitary landfills do not have to accept your drums, even when they are legally 'empty.
Rinsate from washing out drums for the triple rinse required for some pesticides should be used for the purpose the original material was obtained, otherwise the rinsate becomes a hazardous waste.
Design and Operation of Storage Areas to Minimize Spills and Leaks:
1. Provide well designed secondary containments from the use of spill catching bottle carriers in the laboratory or in the movement of small quantities of chemicals to the use of walls around tanks. Secondary containment is the single most important action that can reduce the consequence of leaks or overflowing tankage. The protective enclosure must have a liquid tight, smooth floor and wall and must drain to a collection sump or tank from which the spilled liquid can be recovered. For outdoor tanks, provision must be made to permit collecting rain- fall, checking for contamination and releasing it, if it is ok. Secondary containment is particularly important for storage of drums of chemicals or wastes.
2. Be able to visually inspect containers. It is important that con- tainers be stored and stacked so that they can be visually inspected for corrosion or leakage. It is also important that such inspection take place, preferably daily. Over pack drums should be available in case a leaker or potential leaker is found. A record should be kept of the inspection. Good lighting, ease .of access, clear aisles, well marked containers are essential parts of a storage area that is con- ducive to a useful inspector.
3 . Stack containers so as to minimize the possibility of their being damaged in handling. Do not stack so high that a minor bump from a lift truck would cause a serious accident.
-37-
4 . Drums should be on pallets or shelving not directly. on concrete t o minimize corrosion of the bottom and to permit early observation of any small leak.
5. Information on proper handling of various types of spills should be readily available wherever hazardous substances are stored or transported. The instructions should stress contain for ultimate reco- very and minimum amount of waste. Absorbing the spilled material is a second choice since the absorbent itself must be treated as a hazardous waste. Last choice is dilution, washing the spill with large volumes of water does not solve the spill problem. The contingency plan should be reviewed to be certain it stresses the idea of containing any spill in an undiluted form so that the spilled material can be pumped up for use or ultimate disposal.
6 . Incompatible chemicals such as acids-bases, oxidizers-combustible material, acid-cyanides should be stored in separate areas or rooms so that in case of an accident unwanted reactions won't take place.
. 7 . Aisles should be wide enough for ready movement of life trucks without danger of contacting stored drums and aisles should be kept clear.
L
8. Where flammable liquids are stored and dispensed, proper fire preven- tion and fighting equipment should be available. Electrical switches, lights and motors should be of the explosion proof type. Sprinklers
e are desirable and fire extinguishers of the proper type should be on hand. Where chemicals that would cause eye damage are being handled, safety glasses and eyewash fountains are necessary.
-38-
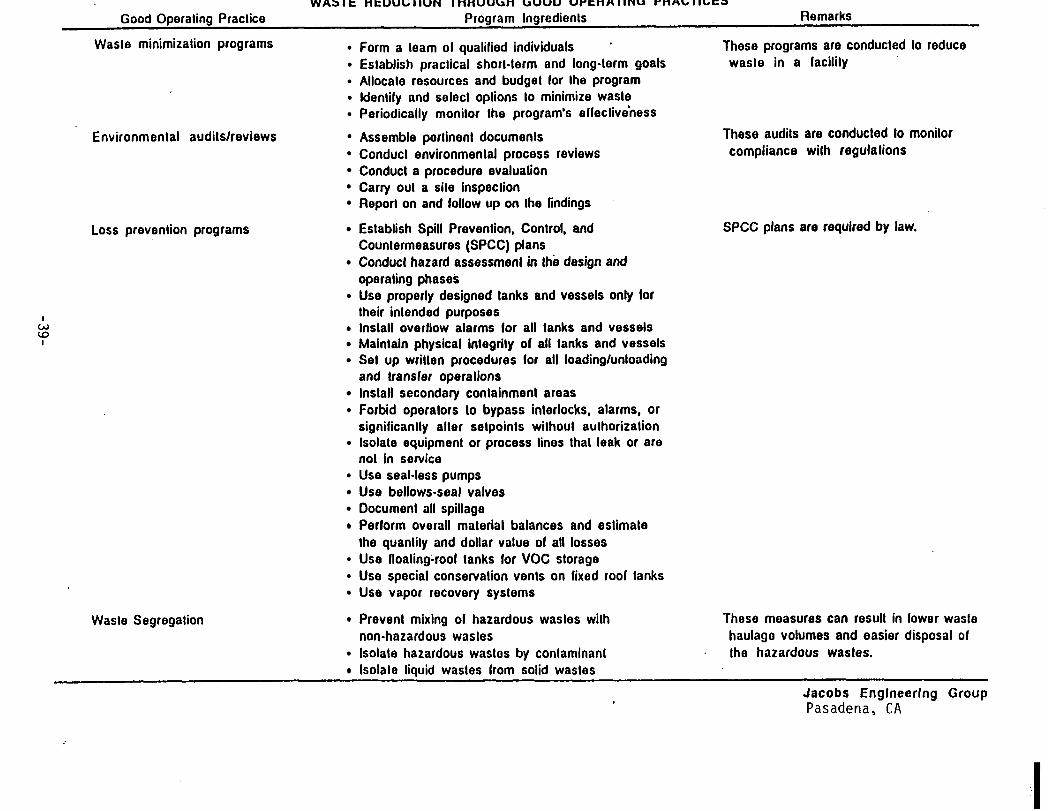
- WASTE REDUCTION THROUGH GOOD OPERATING PRACTICES
Program lngrodienls Remarks Good Operaling Praclice
Wasle minimizalion programs Form a leam of qualified individuals Eslablish praclical shorl-lerm and long-term goals Allocale resources and budgel lor Ihe program ldenlily and selecl oplions lo minimize wasle Periodically monilor Ihe program's effecliviness
Environmenlal audils/reviews Assemble porlinenl documenls Conducl environmenlal process reviews Conducl a procedure evalualion Carry oul a sile inspeclion Reporl on and follow up on h e findings
' These programs are conducled lo reduce waste in a facilily
These audils are conducled lo monilor compliance wilh regulalions
Loss prevenlion programs
I W W I
Wasle Segregalion
Eslablish Spill Prevenlion, Conlrol, and Counlermeasures (SPCC) plans Conducl hazard assessment in Ihe design and operaling phases Use properly designed lanks and vessels only for lheir inlended purposes lnslall overflow alarms lor all lanks and vessels Malnlain physical lnlegrily of all fanks and vessels Sel up wrillen procedures for all loadinglunloading
lnslall secondary conlainmenl areas Forbid operalors lo bypass inlerlocks, alarms, or significanlly aller selpoinls wilhoul aulhorizalion lsolale equipmenl or process lines lhal leak or are no1 in service Use seal-less pumps Use bellows-seal valves Document all spillage Perform overall malerial balances and eslimate Ihe quanlily and dollar value of all losses Use floaling-roof lanks for VOC slorage Use special conservalion venls on fixed roof lanks Use vapor recovery syslems
SPCC plans are required by law.
and lransler operalions
Prevenl mixing of hazardous wasles wilh non-hazardous wasles lsolale hazardous waslos by conlaminanl lsolale liquid wasles lrom solid wasles
These measures can resull in lower wash haulago volumes and easier disposal of Ihe hazardous wasles.
Jacobs Englneerlng Group Pasadena, CA
I
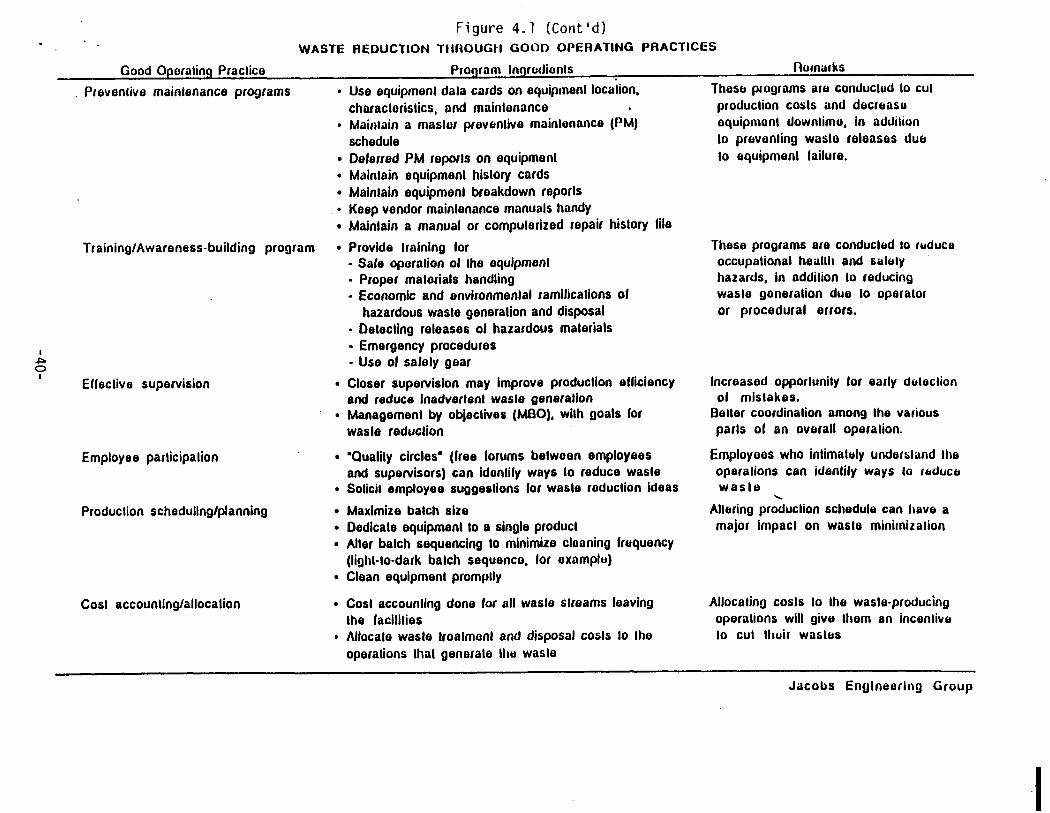
Figure 4.1 (Cont 'd ) WASTE REDUCTION TtIAOUGI 1 GOQO OPERATING PAACTICES
Good Oporaling Praclice Program lnyutlianls nuinarks
. Prevenlive mainlenance programs 0 Use equipmenl dala cards on equiprnenl localion, characlorislics, and mainlenance Mainrain a maslur prevenlive mainlenance (PM)
These programs are coriduclod lo CUI produclion cosls and decreasu oquipnionl downlimo, in addition
Training/Awareness- building
I P 0 I
E f f eclive supervision
Employee parlicipalion
Produclion schedulinglplanning
Cost accounlinglallocalion
schedule Deferred PM reporls on equipmenl Mainlain equipmenl hislory cards Mainlain equipmenl broakdown reporls Keep vendor mainlenance manuals handy Mainlain a manual or compulerized repair hislory file
program Provide lraining lor - Sale operalion of Ihe oquipmenl - Proper malorials handling - Economic and environmenlal ramificalions of hazardous wasle generalion and disposal - Delecling releases of hazardous malerials - Emergency procedures - Use ol safely gear
Closer supervision may Improve produclion elficiency and reduce inadverlenl wasle generalion Managemenl by objeclives (MOO), with Ooals for wasla reduclion
'Qualily circles' (free forums belwoen employees and supervisors) can idenlify ways lo reduce wasle Solicit employee suggeslions for wasle reduclion ideas Maximize balch sire Dedicale equipmenl lo a single producl Aller balch sequencing lo minimize cloaning froquency
Clean equipmenl promptly
Cos1 accounling done for all wasle slreams leaving
0 Allocale wasle lroalmonl and disposal cosls lo Ihe
(liglil-lo-dark balch sequenco, for oxampie)
Ihe facililies
operalions lhal generale Ihu wasle
lo prevenling waslo releases due IO equipmenl failure.
These programs are conducled lo ruduce occupalional heellli and saiely hazards. in addilion lo roducing wasle goneralion due lo operalor or procedural errors.
Increased opporlunily lor early deleclion of mislakes.
Beller coordinalion among Ihe various park of an overall operalion.
Employees who inlimaloly undersland Ilia operalions can idenlify ways lo rsduccr w a s l e
Allering produclion schedule can have a major impacl on w a s h miniinizalion
\
Allocaling cosls lo Ihe wasle-producing operelions will givrr Ihem an incenlivv lo CUI Iliuir wasltts
Jacobs Enylneerlng Group
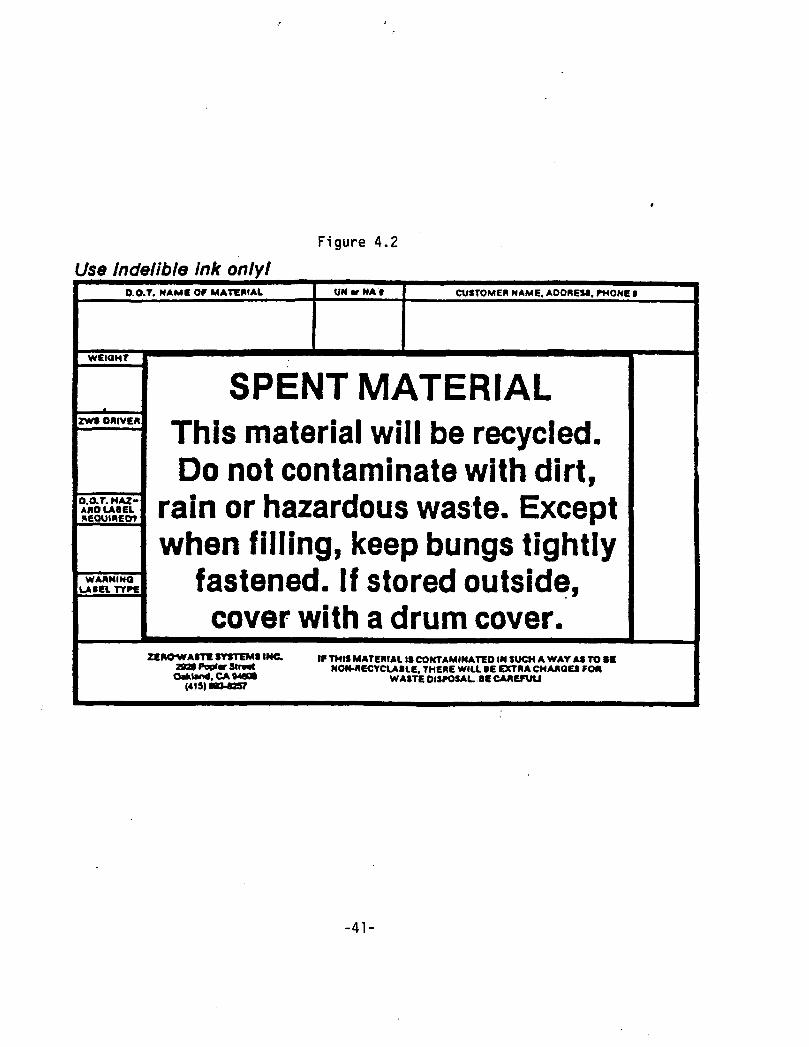
Figure 4 .2
SPENT MATERIAL This material will be recycled. Do not contaminate with dirt,
rain or hazardous waste. Except when filling, keep bungs tightly
fastened. If stored outside, cover with a drum cover. -
-41 -
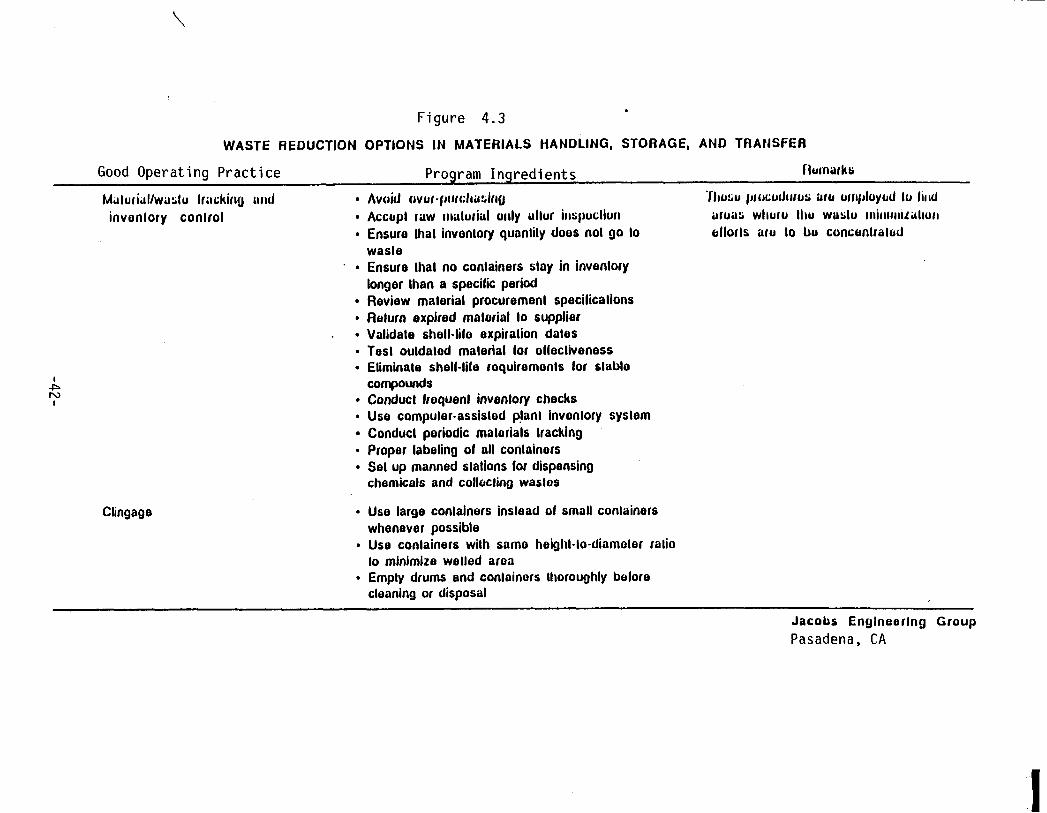
I
Ij3JSNVUl ONV '30V1101S '9NllCINVH SlVlU31VW NI SNOlldO N0113flO3CI 31SVM
&*P a~n61j
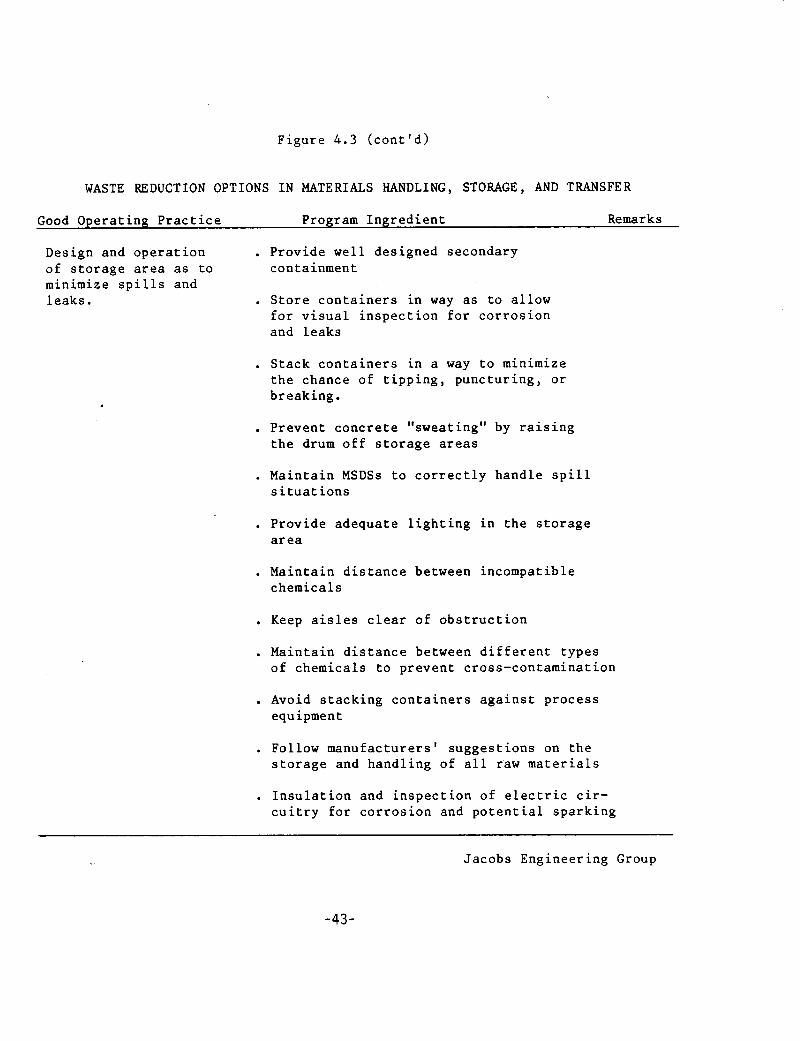
Figure 4 . 3 (cont'd)
WASTE REDUCTION OPTIONS IN MATERIALS HANDLING, STORAGE, AND TRANSFER
Good Operating Practice Program Ingredient Re marks
Design and operation . Provide well designed secondary of storage area as to containment minimize spills and leaks. . Store containers in way as to allow
for visual inspection for corrosion and leaks
. Stack containers in a way to minimize the chance of tipping, puncturing, or breaking .
. Prevent concrete "sweating" by raising the drum off storage areas
. Maintain MSDSs to correctly handle spill situations
. Provide adequate lighting in the storage area
. Maintain distance between incompatible chemicals
. Keep aisles clear of obstruction
. Maintain distance between different types of chemicals to prevent cross-contamination
Avoid stacking containers against process equipment
. Follow manufacturers' suggestions on the storage and handling of all r'aw materials
. Insulation and inspection of electric cir- cuitry for corrosion and potential sparking
Jacobs Engineering Group
-43-
Chapter 5
MOTIVATING PEOPLE TO CHANGE
SUMMARY: Introducing change successfully means eliminating the causes of resistance from the beginning: 1. Evaluating how receptive your audience will be to change, gauging their level of motivation and designing a proposal which fits that level of receptivity. 2. the people who are involved and getting them to propose their own solutions. 3. Listening carefully to objections and supporting the merits of the opposing position, thereby creating a more receptive audience for your own position.
Stating the problems and benefits as they relate to
The case for waste minimization is a strong one bu t merely presenting a logical case is often not enough. The individual who takes on this project will have to have a clear picture of the goals, attitudes and self- image of his company. The right kind of Self-talk can create a highly motivated environment where change is easy to introduce.
INTRODUCTION:
Motivation is a fluid process. Unlike a scientific experiment in which you collect and carefully measure your materials and follow a scienti- fically prescribed set of procedures, motivation involves a lot of judg- ment calls. You are dealing with people and what works for one person will not work for another. Some people are motivated b y fear and some through logic, b u t these tend to be poor motivators. You can appeal to greed or to altruism and you will be successful with some and not with others. And even when people tell you what motivated them, you may be no closer to the truth because often people are not aware of their own motivation.
by Tonia Weeks, Durham, N.C.
-44-
There are no silver bullets or magic potions to get everyone on the same band wagon, but there are a number of successful strategies which have worked for other companies. These strategies require an understanding of the following basic factors: the logical case for minimization, the potential obstacles, and the people involved. their priori ties and p schycholog);.
WASTE MINIMIZATION - THE OBVIOUS CASE FOR MOTIVATION
I t would be difficult to find an easier case to argue than the one for waste minimization. The motivating factors are clear.
1. COSTS- The cost of managing hazardous waste is skyrocketing. In some cases the cost of disposing of the waste by-product is many times greater than the cost of the raw material. These costs are virtually guaranteed to increase further because of the declining numbers of d u m p sites,etc.
Insurance liability costs have increased by 300% or more and coverage is becoming more difficult to find at any cost.
2. LIABILITY - For the generator of hazardous waste, the res- ponsibility goes on forever, and can come back to haunt long after the waste has left the premises. The possible costs of' a site clean-up or suits due to inadequate handling at the disposal site can be large enough to pu t a small company out of b u sines s .
-45-
j. HEALTH AND SAFETY - The health of the generator s own employees is a concern as they face daily exposure to hazardous waste.
4. COMPLIANCE - It's the law. The generator of hazardous waste must sign a statement that says a program of waste minimization is in place.
5 . HASSLE - I t gets harder each month to manage hazardous waste as regulations strangle off the means of disposal and add more paper work.
4 , SURVIVAL - Those companies which comply with the law and which aggressivelv reduce hazardous waste to the absolute minimum will be in the best com- petitive position to survive.
7. ENVIRONMENT - Hazardous waste poses a substantial threat to the environment. and to the well-being of the local community which includes the famililies of the generator and local wildlife.
On paper. this is a simple case of a policy which is required by law. one which saves money, time and energy and prevents costly law suits and bad publicity. If merely presenting a logical case for minimization were all that was required, then every companv in
America would be aggressively minimizing waste and competing to do the best job of it.
In fact, there are major companies such as DOW, Du Pont, j M , and IBM, just to mention a few, which have instituted far-reaching programs. .4nd there are many smaller companies as well which are working dilligently in this area. However, there are still many companies which need to develop stronger and ongoing programs in order to compete and survive.
OBSTACLES TO MOTIVATION
Just as the case for minimization is a clear one, there are powerful undercurrents present which need to be addressed. These under- currents may become the objections you will face in trying to bring about change.
-46-
1. COSTS - The costs involved in minimizing hazardous waste can take many forms, from manhour costs in designing new systems, to new equipment and the cost of instituting new procedures. such as training. In nearly all cases the payback will come early on and then savings will be the on-going result. However. for a small company or a struggling company, any costs may be too great.
In addition. some companies which have recently renovated will not be willing to put even more money inlo another new process.
2. QUALITY - Some changes in process will result in a slight reduction in the quality of the product. The generator of waste may fear loss of competitiveness.
3 . MANPOWER - Who will oversee the project? Who has the expertise and time to be in charge? A small company may be short on technical expertise. short on manpower in general.
4. RELUCTANCE TO CHANGE - Enormous inertia is built into the human organism and change is not a welcome visitor. Resistance is also a powerful factor and is difficult to overcome if the change is not broached correctly. When things are working well for a company, there IS a natural reluctance to bring about change. even though a powerful case has been made for it.
HOW TO START:
The common thread running through many of the successful mini- mization programs is that a single motivated individual set the process in motion.
I . THE TORCHBEARER - Most successful minimization projects have been the result of one individual's concern and effort. The strong motivation for minimization in this one individual flowed through the project, influencing the entire company.
-47-

In some cases it was the president who lead the %-ai-. This makes the entire project move ahead with great momenium, since there is no need to convince a reluctant m anage ment .
In many cases, however, the project was lead by the technical person in charge of safety or waste management. In this case, the project must be sold not only to management, b u t to the production staff as well.
Assuming that the project leader is a technical staff ' member, the first step in mobilizing support is to start with his or her own goals. This step helps to firm u p the leader's own motivation and helps him to present a stronger position from the beginning.
Before approaching top management. the project leader needs to acqaint himself with as many of the technical issues related to hs own company s potential involvement in minimization as possible. If the first approach to management is specific, highlv informed and supported by a cost/ payback analysis, the project has a much better chance of getting off the ground. This first approach should stress the significant benefits outlined above. In addition, a preliminary plan could be suggested. The more thought and energy p u t into this project, the more enthusiasm and motivation will trans- mitted. Stories of what the competition is doing and of other successful projects will also increase the project's success.
However, any approach to either management or the work force will be affected not just by the strength of the leader's convictions and arguments b u t by his awareness of some key elements in human pschology. How he uses this information will in large part determine his company's commitment to sweeping change.
2. ELEMENTS IN MOTIVATION
-48-
SELF IMAGE -More than any other single factor, the image a company has of itself will determine its level of motivation in undertaking change. If a company s mangement perceives the company to be a highly visible, foward-looking, innovative leader with a responsible track record to maintain. then selling it on waste minimization is easy. It would be difficult for such a companv to sort out the actual motivations, such as costs or fear of liability or desire to minimize pollution of the environment. Any argument will do, because the level of motivation is already high. Once presented with the case for minimization, management with such self-image would be uncomfortable standing still.
Some companies have images of themselves as embattled by competition and high costs and government regulation. The>- see themselves as struggling to hold on to their tenuous position, which is not at the front of the pack b u t somewhere towards the rear. This is a difficult position from which to make change, especially a change which will cost money. Pre- senting a case to this company that stresses the fact that it's survival depends upon a gradual process of minimization may make more sense. A study of housekeeping changes which would cost little, b u t register immediate savings would be a good first step. The key would be gradual change, which re- quired a minimum of money and manpower to start up. As small changes became an accepted part of doing business, and as business profits gradually improved. efforts can then be made to talk up the benefits. Slowly, a new company image can be forged: one that sees itself as a more competitive and responsive one. This new type of corporate talk makes for higher motivation and therefore a greater acceptance of bigger changes.
Another challenging company image is The Bottom Line one. This companv sees itself as a strictly profit-oriented company which only responds to the bottom line. I t is not only a waste of time to present other arguments. bu t credibility and interest are jeopardized. A careful case which works up exact costs versus payback. and which can demonstrate clear. on-going profits and/or savings has an excellent chance with this company's management. These changes will gradually bring about less immediately tangible rewards such as: public
-49-
recognition and greater safety for employees as well as reduced liability. As this happens, the project leader should make management aware of these benefits.
One of the toughest images to work with is this one: Look, we are just the little guy we don't have time for this stuff and we don't have the money or staff to do it; besides, who cares and who is gonna know? This is just the company with the greatest liability problem and the one in the most danger of being put out of business. In order to motivate this company a slow process of improving its self-image will have to take place. One possible approach would be to design a program which would take all the burden off of management. This program would be so easy to institute that it wouldn't make a difference on the surface. Its justificiation would be keeping the company out of trouble and saving some money and hassle. A s gradual changes bring gradual benefits, these benefits should be talked about as evidence of the company s forward leadership.
SELF TALK - Small improvements beget more improvements. Less positive images are slowly replaced by more positive ones. This is often successfully accomplished by talking often about what positive steps are being taken and what positive goals and values are shared by the company. This is called Self Talk and is being recognized as the single most powerful tool in motivation. The way people talk about who they are and what they are and what is happening around them is their self talk. The more positive this self talk is. the more positive results will be achieved. The more positive the self talk, the more positive the picture people will have of themselves and the higher will be their overall level of motivation.
Knowing what a person s self talk is like will give you a handle on how easy he will be to motivate. The same is true of any group or organization or company.
Studies show that negative attitutes. low motivation and self- esteem can be turned around in individuals as well as groups by association with people who use positive self talk. High motivation self-talk consists of these elements:
-50-
- Everything must be stated in the present tense.: For example NOT'we are going to do this." BUT "we are already doing this, this is already happening."
- We perceive ourselves as good people, with high- minded values, highly positive goals. These values and goals should be spelled out. We are successfully working towards these goals.
- We are successful, we are winners, we are problem solvers. Spell it out. Give ex am pies .
- Negative self-talk should be immediately cancelled and turned into constructive self-talk. For example: NOT, "we are in a bad situation and we have a lot of problems. no money, and no future," BUT,"we are problem-solvers and we are moving loward everyday, one step at a time.
- Talk of positive behaviors and positive habits. Reinforce what is right and well done. For example, NOT "we can't do anything right, BUT " look at how we just did that right.
we always know what to do."
The human subconscious has demonstrated an amazing ability to take whatever information it is fed, especially information it is fed most often, as the gospel truth. This information acts as instructions which are followed, regardless of the consequences. If a group of people are told over and over again that it is pro- ductive, worthy and successful, it will work hard to support that image of itself. That same group wil1,be easy to motivate and will adapt easily to change. A second group of people who are subjected to negative, destructive self-talk about how hope- less life is, how nothing good happens. how victimized the); are. will achieve nothing and will be impossible to motivate.
-51 -
No single strategy for motivating people is as successful as the one that focuses on the individual and communal self talk. Often people espouse goals which have no action behind them. Often the reason for this is that no picture of successful behaviors. attitudes. and outcomes supports these goals. Organizations as well as individuals can be either galvanized behind their goals or hamstrung by the kind of self talk they- use. A highly motivated individual can introduce the right kind of self talk and thereby create a new self-image and a new level of motivation.
RESISTANCE - In selling change to your company, it is also important that you understand the psychology of resistance. Resistance can take many forms: it can be open resistance, bu t more often it is less obvious. Before you develop a strategy for change it may be helpful to understand something about the dynamics of resistance. Why do people resist change? Which approaches cause resistance and which ones gain cooper ation?
Resistance is a natural human response to the things people don't like. There are three primary things people don't like:
1. Discomfort.
2. Coercion.
3. Being Wrong.
And to the degree that people feel any one or all of these three factors, they will resist. In attempting to influence people to accept change, most people unconsciously use strategies which create one if not all of these negative factors.
0
DISCOMFORT - People don't like to feel uncomfort- able and one of the things which makes people feel the most uncomfortable is change. The status quo is comfortable and change is threatening. Social scientists say that people spend most of their energy trying to stay comfortable or trying to get back to being comfortable.
\
-52-
As a general rule, the younger and/or better educated and more adventurous person is the least threatened by change For people who are easily threatened by change, the best strategy is to make small changes and changes that tie the new to the old, to something with which people are familiar and comfortable.
COERCION - People don't like to be pushed. When we are pushed, we push back. It is a natural and instinctive survival response. The harder we are pushed and the more powerless we feel. the harder we push back
People feel pushed whenever they are forced to do something. when they are not consulted. Orders, directives, prohibitions, rules and regulations, threats and scare tactics are all forms of coercion. And they all create resistance.
When people are given choices, when they are consulted, they do not need to resist. In planning your strategy to implement minimization, you may want to consider ways to bring your employees into the process. This strategy has been successfully employed by many of the largest companies such as Dow and 3M, where over the past 12 years, 1,96 1 employee projects have saved the company approximately $328 million. Some companies have incorporated a program of e m ployee - designe d minimization projects into their ongoing employee incentive programs. Critics of these programs argue that employee projects must fit into larger company goals. If emplovees are kept informed of company goals and contribute to their formulation, then the program of employee projects will be even more effective.
BEING WRONG - If you want to get people fighting mad and willing to go to great lengths to resist what you are proposing, make them wrong. Let them feel that you are judging them and not accepting them and you can actually feel resistance b uilding .
There are other ways to make people wrong: you can criticize them, correct them, disagree, interrupt, fail to listen or do all the talking, or belittle their position or closely held beliefs.
-53-
Whenever you make people wrong, you take away their choice. Without a choice, people feel coerced. So they resist.
You give a person a choice when you support the rightness. the value of his present position. When you listen carefully and show you understand, that you have heard and appreciate the other side, you give validity to the other position. Now the per- son you are trying to influence has a choice between his old position and your new one. And if you have presented a solid case for your own position, there is an excellent chance that your case will receive the same consideration. Ben Franklin was a master at this technique and his success as a diplomat and negotiator was legion.
When you are presented with objections. such as the fact that minimization will cost too much, or there is no one to take on the responsibility or that your company has just recently retooled, your first job will be to listen carefully. Make certain you have heard out the speaker completely and then support the rightness of his position in light of his posi- tion I management or line worker 1 and past goals and circum- stances. Now you can present your own case, without taking swipes at your listener's views. Demonstrate how the new mini- mization project will ultimately benefit the company- and lit into its long term goals quite neatly. Explain how circumstances have changed as a result of the new minimization regulations and standards! how waste management is becoming increas- ingly more difficult, costly and risky.
Understanding how to avoid building resistance is vital to any attempt to persuade and to institute change. Even when that change can bring significant benefits and fit into your listener's own long-term goals, if you start out by pushing too hard. the chances are you will lose your audience. Should you make the mistake of pushing too hard.you may still succeed if you are willing to back off completely, support the rightness of your listener's viewpoint and wait it out. Now you have given him a choice once again, and you may be surprised at the outcome.
- 54-
Chapter 6
Waste Reduction in Parts and Equipment Cleaning
Introduction: Virtually a1
to surface coati 1 fabricated metal objects require some form of cleaning prior .ng by painting, plating or vapor deposition. Cleaning is nor-
mally carried out by the use of: abrasives, solvents (halogenated and non halogenated), aqueous cleaners (acids or alkalies) , and water (sometimes as steam). The use of solvents results in the production of vapors which can cause air pollution and of "dirty o r used" solvents which comprise a hazardous waste. This chapter discusses reduction in the amount and/or toxicity of these used solvents by examining: practices that result in a reduced cleaning load; good housekeeping practices; recycling solvents in or out of the facility; substitu- tion of an abrasive, a less toxic solvent or an aqueous based cleaner. A full discussion of metal parts cleaning can be found in Chapter B-20 of Volume 11, Waste Minimization Issues and Options , available from "TIS as PB87-114-367. Table 5.1 summarizes the Waste Reduction Options available for parts cleaning operatiop.
Reducing or Changing the Cleaning Load: By changing the nature of the material to be removed, decreasing the amount
of "dirt", or eliminating the need for cleaning altogether the amount of dirty solvent can be reduced or the need for solvent can be eliminated.
Use of Water Soluble Cutting Fluids: In metal working a fluid is used to remove heat, reduce friction, and carry
away metal particles. Commonly an oil based fluid is used. This fluid adheres to the machined part and must later be removed often by use of chlorinated solvents. Duff Norton (Duff Norton %1) made the switch from oil based to water based metal working fluids and then found they could change from solvent to aqueous cleaning baths. For a full description of the clean-up - recycle - and use of water based cutting fluids, see our publication "Managing Used Oils" (March, 1987) available from P.P.P. (See Appendix D)
Peel Coatings can be used in place of protective oils and can eliminate the need for cleaning off the oil prior to the next manufacturing step. One must consider the solvent vapor load from the application of the peel coating in com- parison with waste solvent produced in the parts cleaning.
Table 5.2 offers a number of practices that have been used to reduce the cleaning load. Since the waste to be disposed of from part cleaning arises from contamination of the solvent, caustic, acid or water decreasing the amount of cutting oil, metal particulates, or other foreign matter prior to the cleaning operation should be a first step.
-55-
Table 6.2
Pre-Cleaning Practices to Reduce Cleaning Load: (1) Increase the drainage time to permit metal working fluid to drain prior
to cleaning.
( 2 ) Centrifuge the objects to remove metal working fluids and particulates.
(3) Design the objects so they retain less fluid.
(4) Use a low viscosity metal working fluid so it flows readily from the object .
(5) Use a surface coating method relatively insensitive to the cleanliness of the surface. For example, use of cyanide zinc plating in place of nickel plating .will reduce the cleanliness requirement.
(6) Inspect parts prior to cleaning to reduce unnecessary cleaning of faulty objects which would later be rejected.
(7) *Practice good inventory control so as to minimize unnecessary cleaning or too early cleaning which in turn can lead to objects becoming rusty or dirty requiring a second cleaning.
(8) Practice good storage practices for uncleaned and cleaned parts to minimize soiling during storage.
(9) Pre clean by use of compressed air, brushes or buffing equipment to remove soil.
Centrifuge:
It is possible to reduce the formation of spent solvents from degreasing by centrifuging oily parts before degreasing. Many companies including Wall Lenk (Wall Lenk #l) centrifuge parts to remove dirt. Centrifuging also slings off the majority of tramp oil that would otherwise need to be removed by degreasing. Centrifuging thus greatly reduces the amount of hazardous waste still bottoms by reducing the amount of contaminants going into the solvent degreaser. Centrifuging parts often facilitates the reclaiming of fabrication oils either for recycling or for heat recovery. In some cases, a centrifuge equipped with a detergent spray can eliminate altogether the need for solvent degreasing (Barret Centrifugals, Worcester, Mass. (617) 755-4306 manufactures centrifuges for parts cleaning).
Aqueous cleaners including alkali, acid, and detergent are widely used for parts cleaning. Case studies covering the use of aqueous based cleaning agents appear in Appendix A to this manual and include the following:
(1) The Torrington Company (Torrington #1) had been using a vapor degreaser to remove stamping and quenching oils. They decided, because of worker health hazards and the high price of 1-1-1-trichlorethane to look into other alternatives. They found satisfactory operation and a one (1)
-56-
year payback from a Jensen Parts washer. They have subsequently installed four other alkaline detergent washers made by J. S. Mannor.
( 2 ) Berkley Mills (Berkley 111) has substituted a water based cleaner for 1-1-1-trichlorethane and reported comparable cleaning.
( 3 ) Duff Norton (Duff Norton #I) has gone to caustic cleaning along with a water based coolant. The coolant and cleaner both come from Master Chemical Company.
( 4 ) Consolidated Diesel (Consolidated Diesel #3) and the Mack Truck Rework Facility (Mack b l ) have both gone to aqueous based degreasers to elimi- nate the need for and health hazards associated with the use of chlori- nated solvents. In making the change at Mack Truck, various cleaners were tried on an experimental basis before the decision was made to eliminate the solvent system. The change at Mack was tied to a change to a water based machining fluid. Mack found a decrease in drying time and a faster availability of the cleaned parts for further work.
. ( 5 ) Rockwell International (Rockwell #l) has eliminated the use of tri- chlor in their metal working facilities by implementing detergent washing of parts.
The advantages of substituting aqueous cleaners for solvents include mini- mizing workers exposure to the solvent vapors and liquids and eliminating dispo- sal problems associated with solvent contaminated wastes. The aqueous cleaners do not emit fumes or vapors and can usually be released to the sewer (sometimes they require neutralization). Oil that may be skimmed off the aqueous cleaner bath is usually bio-degradable or can be disposed of with other waste oil.
Cold cleaning or dip tanks can sometimes be modified to use aqueous cleaners. The modification can involve a protective liner and the installation of some means of agitation such as moving the parts in the tank or air agita- tion. Oil skimmers consisting of a small hydrocyclone can often be used to remove the oil.
Paint Removal : Paint stripping for reworking or recoating is normally performed by soaking,
spraying, or brushing objects with a stripping agent (often a mixture of methy- lene chloride and chromates, phenols or strong acids). The loose paint is removed and the parts rinsed.
The use of plastic beads to remove paint from aircraft is now widely used by the U. S. Air Force and by a number of commercial aircraft companies. The Naval Aviation Depot at the Marine Corps Air Station (Naval #1) has installed equip- ment for plastic bead cleaning.
Reducing the Generation of Waste Solvents: ~ Good operating practices which can reduce the generation of off-
specification solvents while enhancing the recyclability of solvents include the following:
-57-
Watch operating practices to avoid cross-contamination of solvents and water contamination. Remove sludge as it forms - zinc and aluminum fines catalyze the breakdown of chlorinated solvents forming acids.
Analyze the solvent and add needed specific components rather than adding fresh solvent or replacing the bath.
Locate cold cleaning tanks away from heat source.
Avoid spraying (cleaning) parts above the cooling jacket zone.
Minimize solvent "drag out" by the design of the parts and their con- veyor and by maximizing drip or drying time. Vapor drag out can occur, if the part is withdrawn too rapidly or exerts a piston effect.
Tens of thousands of vehicle repair facilities use solvent parts cleaners which comprise a sink placed atop a drum of solvent. Dirty solvent is filtered, returned to the drum, and is pumped to a spray cleaning nozzle in the sink. When the filter and/or solvent needs replacement a service firm such as Safety-Kleen replaces the solvent and filter and carries the dirty solvent to a recycling facility. The solvent can be halogenated or non-halogenated and can be owned. by the user or leased from the service company. For generators leased solvents need a manifest, for small generators a reclamation agreement suffices.
Water contamination can be minimized by (1) maintaining a temperature of 90 to 100°F on the water of condenser coils in vapor degreasers to avoid water con- densation; ( 2 ) maintaining the water separator in good operation, and ( 3 ) avoiding the introduction of wet parts. Normally parts that have been cleaned are water rinsed. To minimize carryover of rinse water means racking the parts for optimum drainage (longest dimension horizontal), tilting the lower edge of the part, consider drilling drain holes; and watch the rack design to minimize water carried out by the rack. Airjets are used to blow excess water from parts.
Cross contamination of solvents can best be minimized by only using one solvent. Careful and distinctive labeling of solvent supplies can help prevent cross contamination.
Analysis of a solvent to determine when the addition of a stabilizer is needed is a preferred operation to letting the tank go acid then reworking it or dumping the tank of solvent.
Cooperation is sometimes needed from your solvent supplier to obtain the necessary stabilizer.
A number of the points discussed above are summarized in Table 5 . 3
In House Recycling - Integral Still: 1f.solvent use cannot be eliminated in the degreasing process, then the next
best option is to recycle spent solvents in-house. In-house recycling greatly reduces the amount of hazardous waste requiring disposal. It is often more eco- nomical to recycle in-house than to use an outside recycler and pay for
-58-
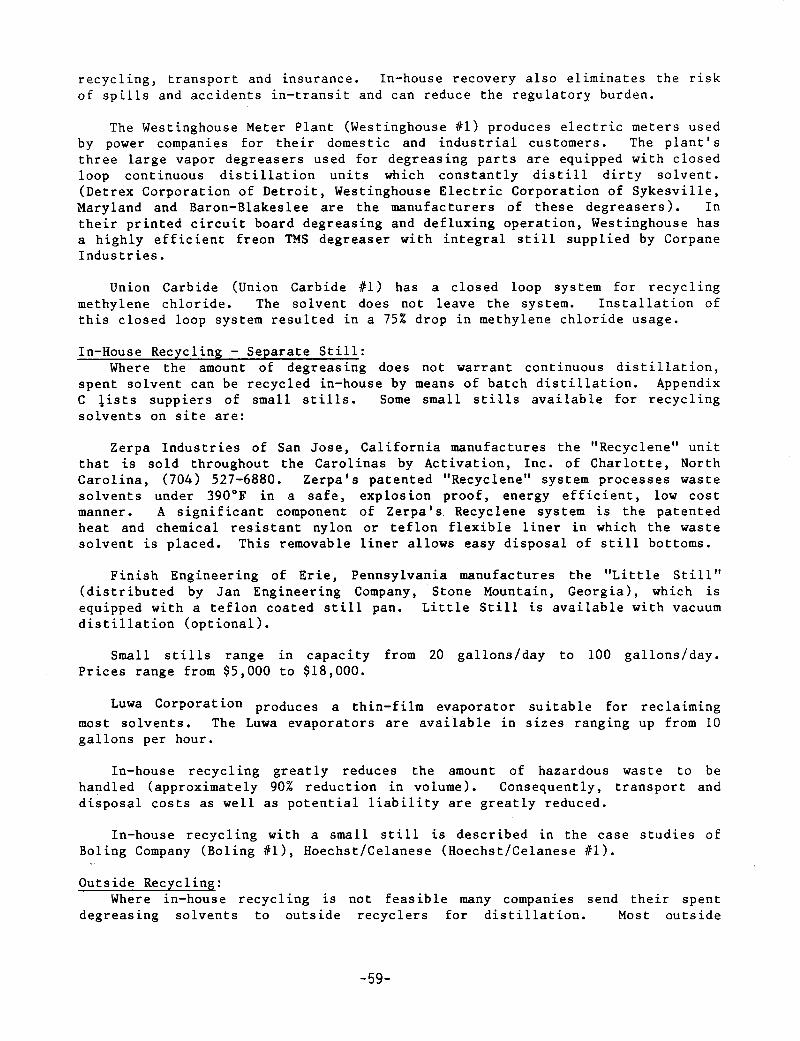
recycling, transport and insurance. In-house recovery also eliminates the risk of spills and accidents in-transit and can reduce the regulatory burden.
The Westinghouse Meter Plant (Westinghouse #l) produces electric meters used by power companies for their domestic and industrial customers. The plant's three large vapor degreasers used for degreasing parts are equipped with closed loop continuous distillation units which constantly distill dirty solvent. (Detrex Corporation of Detroit, Westinghouse Electric Corporation of Sykesville, Maryland and Baron-Blakeslee are the manufacturers of these degreasers). In their printed circuit board degreasing and defluxing operation, Westinghouse has a highly efficient freon TMS degreaser with integral still supplied by Corpane Industries.
Union Carbide (Union Carbide #l) has a closed loop system for recycling methylene chloride. The solvent does not leave the system. Installation of this closed loop system resulted in a 75% drop in methylene chloride usage.
In-House Recycling - Separate Still: Where the amount of degreasing does not warrant continuous distillation, - -
spent solvent can be recycled in-house by means of batch distillation. Appendix C lists suppiers of small stills. Some small stills available for recycling solvents on site are:
Zerpa Industries of San Jose, California manufactures the "Recyclene" unit that is sold throughout the Carolinas by Activation, Inc. of Charlotte, North Carolina, (704) 527-6880. Zerpa's patented "Recyclene" system processes waste solvents under 390°F in a safe, explosion proof, energy efficient, low cost manner. A significant component of Zerpa's Recyclene system is the patented heat and chemical resistant nylon or teflon flexible liner in which the waste solvent is placed. This removable liner allows easy disposal of still bottoms.
Finish Engineering of Erie, Pennsylvania manufactures the "Little Still" (distributed by Jan Engineering Company, Stone Mountain, Georgia), which is equipped with a teflon coated still pan. Little Still is available with vacuum distillation (optional).
Small stills range in capacity from 20 gallons/day to 100 gallons/day. Prices range from $5,000 to $18,000.
Luwa Corporation produces a thin-film evaporator suitable for reclaiming most solvents. The Luwa evaporators are available in sizes ranging up from 10 gallons per hour.
In-house recycling greatly reduces the amount of hazardous waste to be handled (approximately 90% reduction in volume). Consequently, transport and disposal costs as well as potential liability are greatly reduced.
In-house recycling with a small still is described in the case studies of Boling Company (Boling # l> , Hoechst/Celanese (Hoechst/Celanese #l).
Outside Recycling: Where in-house recycling is not feasible many companies send their spent
degreasing solvents to outside recyclers for distillation. Mos t outs ide
-59-
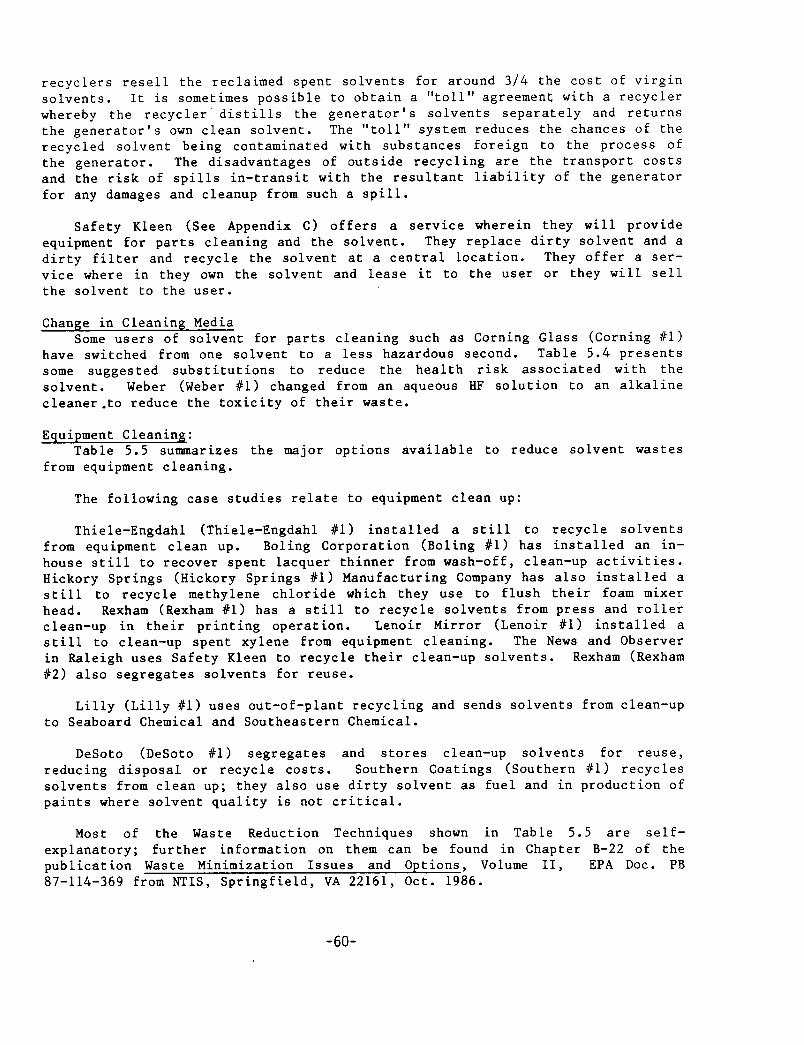
recyclers resell the reclaimed spent solvents for around 314 the cost of virgin solvents. It is sometimes possible to obtain a "toll" agreement with a recycler whereby the recycler' distills the generator's solvents separately and returns the generator's own clean solvent. The "toll" system reduces the chances of the recycled solvent being contaminated with substances foreign to the process of the generator. The disadvantages of outside recycling are the transport costs and the risk of spills in-transit with the resultant liability of the generator for any damages and cleanup from such a spill.
Safety Kleen (See Appendix C) offers a service wherein they will provide equipment for parts cleaning and the solvent. They replace dirty solvent and a dirty filter and recycle the solvent at a central location. They offer a ser- vice where in they own the solvent and lease it to the user or they will sell the solvent to the user.
Change in Cleaning Media Some users of solvent for parts cleaning such as Corning Glass (Corning 111) -
have switched from one solvent to a less hazardous second. Table 5.4 presents some suggested substitutions to reduce the health risk associated with the solvent. Weber (Weber #l) changed from an aqueous HF solution to an alkaline cleaner.to reduce the toxicity of their waste.
Equipment Cleaning: Table 5.5 summarizes the major options available to reduce solvent wastes
from equipment cleaning.
The following case studies relate to equipment clean up:
Thiele-Engdahl (Thiele-Engdahl 411) installed a still to recycle solvents from equipment clean up. Boling Corporation (Boling 411) has installed an in- house still to recover spent lacquer thinner from wash-off, clean-up activities. Hickory Springs (Hickory Springs #l) Manufacturing Company has also installed a still to recycle methylene chloride which they use to flush their foam mixer head. Rexham (Rexham #l) has a still to recycle solvents from press and roller clean-up in their printing operation. Lenoir Mirror (Lenoir #l) installed a still to clean-up spent xylene from equipment cleaning. The News and Observer in Raleigh uses Safety Kleen to recycle their clean-up solvents. Rexham (Rexham #2) also segregates solvents for reuse.
Lilly (Lilly #l) uses out-of-plant recycling and sends solvents from clean-up to Seaboard Chemical and Southeastern Chemical.
DeSoto (DeSoto # 1 ) segregates and stores clean-up solvents for reuse, reducing disposal or recycle costs. Southern Coatings (Southern %1) recycles solvents from clean up; they also use dirty solvent as fuel and in production of paints where solvent quality is not critical.
Most of the Waste Reduction Techniques shown in Table 5.5 are self- explanatory; further information on them can be found in Chapter B-22 of the publication Waste Minimization Issues and Options, Volume 11, EPA Doc. PB 87-114-369 from NTIS, Springfield, VA 22161, Oct. 1986.
-60-
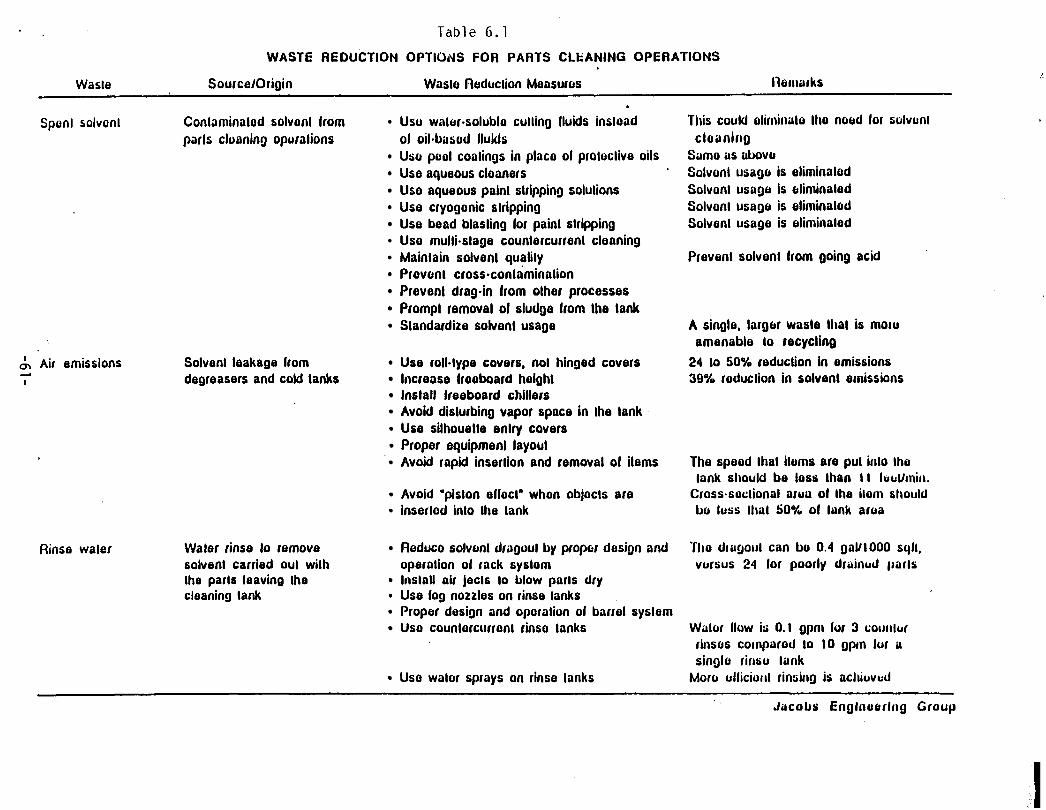
Table 6.1
WASTE REDUCTION OPTlOiYS FOR PARTS CLEANING OPERATIONS
Wasle Source/Origin Waslo neduclion Measuros Ileriiarks
Sponl solvonl Conlaminalod solvonl lrom park cloaning opunlions 01 oil-basud lluids c lo in i r io
Usu waler-solublo cullin0 lluids insload
Us0 pool codings in placo 01 proluclive oils Use aqueous cloaners Us0 aqueous painl slripping solulions Use cryogonic slripping Use bead blasling for painl slripping Us0 mulli-slage counlercurrenl cloaning Mainlain solvenl qualily Provonl cross-conliminalion Prevenl drag-in from olher processes Prompl removal of sludge from the lank Slandardize solvenl usage
This could oliriiiri;rlo 1110 noed lor solvunl
Samo as nbovu ' Solvonl usago is eliminalod
Solvonl usage Is eliminaled Solvonl usage is elirninalod Solvenl usage is eliminaled
Prevenl solvenl lrom Ooing acid
A single, larger wasla l l r i l is moru
24 lo 50%. reduclion in emissions 39% roduclion in solvenl emissions
amenable lo recycling
&, Air emissions Solvenl leakage lrom Use roll-lype covers, no1 hinged covers
Inslall freeboard chillers Avoid dislurbino vapor space in Ihe lank Use silhouelle enlry covers Proper equipmenl layoul Avoid rapid inserlion and removal 01 ilems
Avoid 'pislon ellocl' whon objocls are inserlod inlo Ihe lank
I degreasers and cold lanks lricreose lrooboard hoiQhl A
The speed lhal ilems are pul irilo lhe lank should be loss lhan 11 Iucllrnirr.
Cross-soclional aruu ol Ihe ilom sliould l o luss Ilia1 SOX ol lank arua
Rinse walef Waler rinse lo remove The dri~c~oiil can bo 0.4 0aUlO00 sqfl, solvenl carried oul wilh operalion ol rack syslom vursus 24 lor poorly dririnud ptlrls Ihe parls leaving Ihe cleaning lank
Roduco solvunl dragoul by pfoptr design and
Inslall air jecls lo blow park dry - Use log nozzles on rinse lanks Proper design and oporoliun of barrel syslem Us0 counlorcurronl rinso lanks Walor llow is 0.1 gpni lur 3 courrlur
ririsos cornparod lo I O gpin lor il single ririsu lank
Us0 walor sprays on rinse lanks Moro ulliciuril rinsicig is achiuvd
Jacobs Englnuerlrig Group
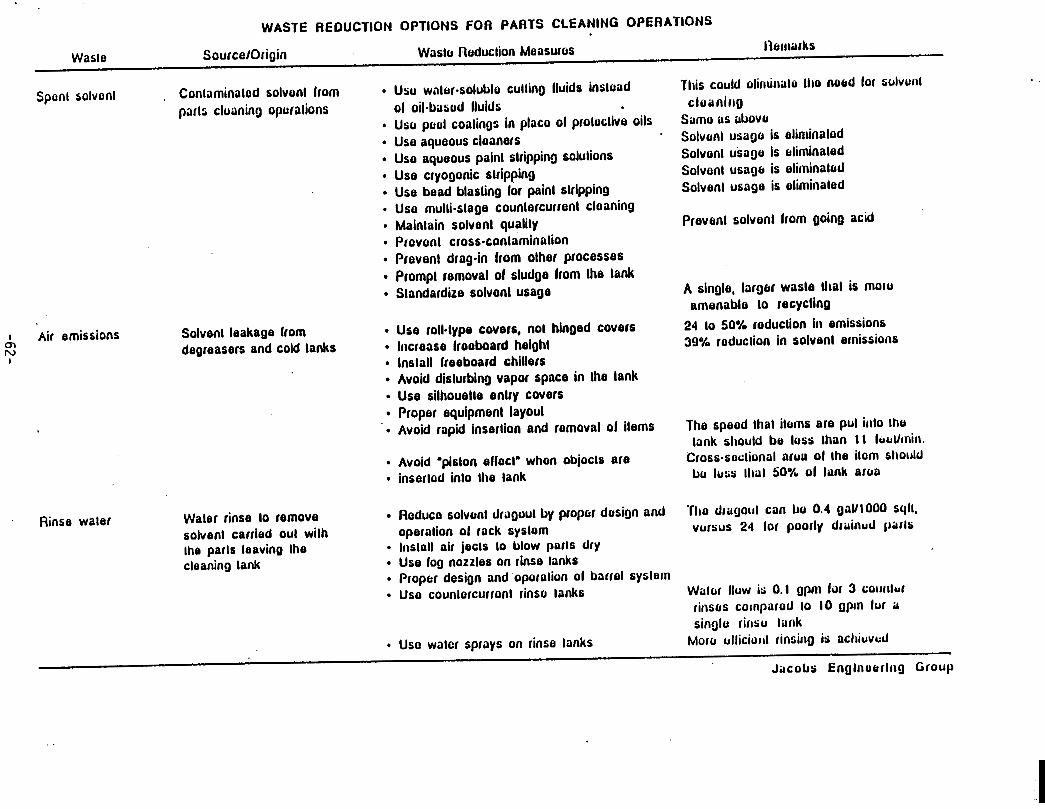
m ........... .......
L
. .-
.<
-62-
....
c
a# m
I
x c
a a
cn c c
0
cn %
- .- L 2 a
s 3
cn
- n 0
3
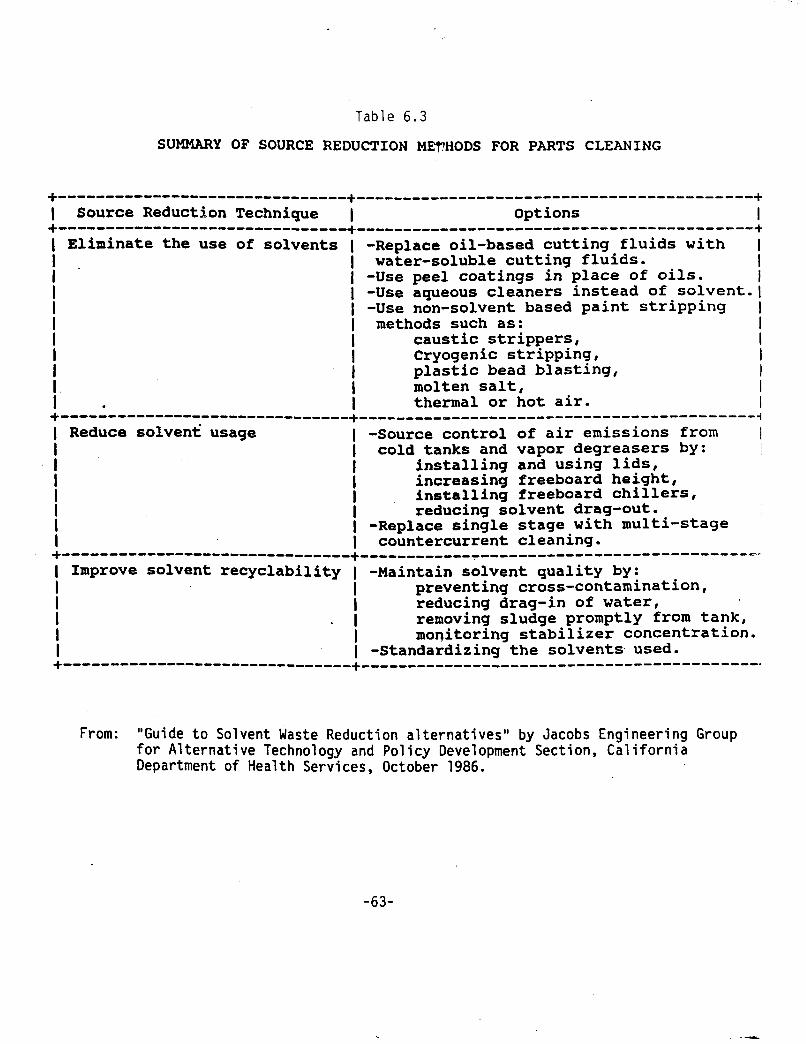
Table 6 . 3
SUMMARY OF SOURCE REDUCTION MEflHODS FOR PARTS CLEANING
+-------------------------------+------------------------------------------ + +-------------------------------+------------------------------------------ + I Eliminate the use of solvents I -Replace oil-based cutting fluids with I
I I -Use aqueous cleaners instead of solvent.1 I I -Use non-solvent based paint stripping I
I Source Reduction Technique I options I
I - 1 water-soluble cutting fluids. I I I -Use peel coatings in place of oils. I
I I methods such as: I caustic strippers, I Cryogenic stripping, I I I
plastic bead blasting, I I I
molten salt, I I I
thermal or hot air. I I I I I I Reduce solvent usage I -Source control of air emissions from I
I I I I I I I I I I -Replace single stage with multi-stage I I countercurrent cleaning. + - - - - - - - - - - - - - - - - - - - - - - ~ ~ ~ ~ ~ ~ ~ ~ ~ + ~ ~ ~ ~ ~ ~ ~ , ~ ~ ~ ~ ~ . ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
-I +"-~---------------------------+------------------------------------------
I I cold tanks and vapor degreasers by: I
installing and using lids, increasing freeboard height, installing freeboard chillers, reducing solvent drag-out.
I Improve solvent recyclability I I I I I +-------------------------------
-Maintain solvent quality by: preventing cross-contamination, reducing drag-in of water, removing sludge promptly from tank, moqitoring stabilizer concentration.
1 -Standardizing the solvents used. r------------------------------------------.
From: "Guide to Solvent Waste Reduction alternatives" by Jacobs Engineering Group for Alternative Technology and Policy Development Section, California Department of Health Services, October 1986.
-63-
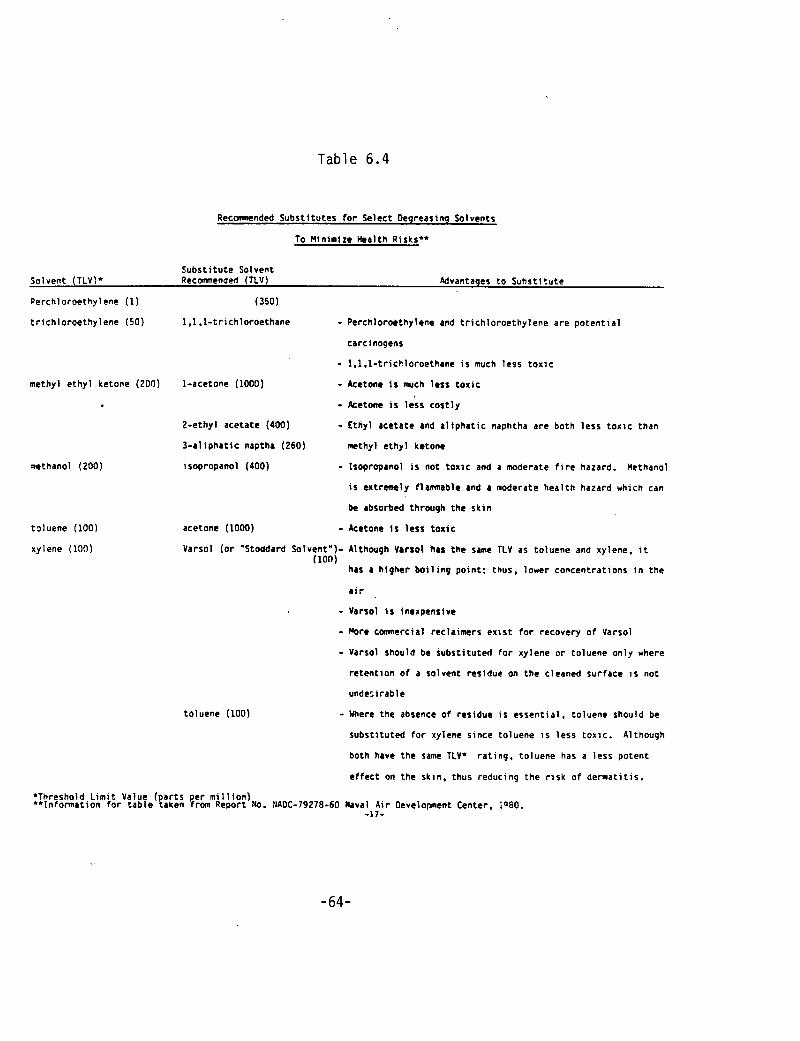
Table 6.4
Recanwnded Subst t tu tes f o r Select Degreasing Solvents
To Minimize Hcalth Risks**
Subs t i t u te Solvent Solvent (TLV)* Recommended (TLV) Advantages t o
Perchloroethylene (1) (350)
methanol (200)
toluene (100)
xylene (100)
to luene (100)
iuhst i t u t e
t r i ch I oroethy l ene (50) 1.1 . l - t r ich loroethane - Perch1 oroethy l ene and t r i c h l o r o e t hy 1 ene are p o t e n t i a1
carcinogens
- 1.1.1-tricbloroethane i s much less t o x i c
methyl e thy l ketone (200) 1-acetone (1000) - Acetone i s much less t o x i c
- Acetone i s less cos t l y
- Ethyl acetate and a l i p h a t i c naphtha are both l ess t o x i c than 2-ethy l acetate (400)
3 -a l i pha t i c naptha (260) methyl e thy l ketone
isopropanol (400) - Isopropanol i s not t oa i c and a moderate f i r e hazard. Methanol
i s extremely f1amnaBle and a moderate hea l th hazard which can
be absorbed through the s k i n
acetone (1000) - Acetone 1s less t o x i c
Varsol ( o r ‘Stoddard Solvent”)- Although Varrol has t he same TLV as toluene and xylene, i t (ion)
has a h igher b o i l i n g point: thus, lower concentrat ions i n the
a: r
- Varsol i s inexpensive
- More c a m e r c i a l reclaimers e x i s t for recovery o f Varsol
- Varsol should be subs t i t u ted f o r xylene o r toluene only where
re ten t i on o f a solvent residue on the cleaned surface i s not
undezirable
- Where the absence o f residue i s essen t ia l , toluene should be
subst i tu ted f o r xylene since toluene i s l ess tox ic . Although
both have the sane TLV* ra t i ng , to luene has a less potent
e f fect on the skin. thus reducing the r i s k o f de rmat i t i s .
*Threshold L i m i t Value ( a r t s per m i l l i o n ) * * I n f o m a t i o n f o r t a b l e taken fran Report No. ;lAOC-79278-60 Naval A i r Oevelopment Center, 1960.
-17-
-64-
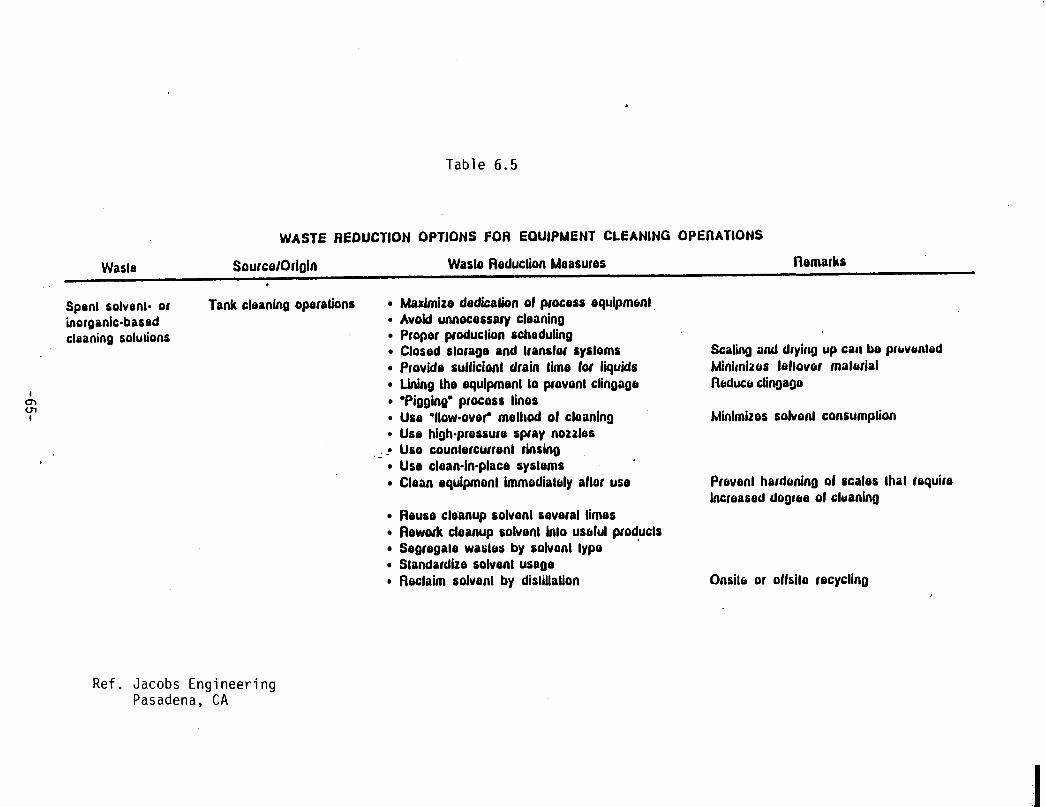
Table 6.5
WASTE REDUCTJON OPTJONS FOR EQUIPMENT CLEANING OPEnATlONS
SourcelOriOin Waslo Aoduclion Measures fiemaiks Wasle
Spent solvenl- or inorganic-based Avoid unnecessary cleaning cleaning soldons
Tank cleaning operalions Maximize dedkalbn 01 process equipmsnl
Proper produclion scheduling Closed sloraqe and Iranslor syslems Provide sullicionl drain lime for liquids Lining Ihe equipmenl lo provonl clingoOv
ScalinO and drying up coil be prcvbnled Minirnizus lellover mal6riaJ R6ducb climago
I
cn ul 'Pigging' procosr linos I Use .llow-over. melhod ol cloaning Minimizos solvonl consumplion . Use high-prossuro spray nozzles
. Us4 counlercurrenl rinsing Use clean-in-place syslrrms Clean equipmonl immedialoly allor use
Reuse cleanup solvonl several limes Rework cleanup solvenl inlo usslul producls Segregale waslos by sohronl lypo Slandardize sohrenl usaoe Reclaim solvenl by dislillalion
Prsvenl haiduninQ of scales lhal require Increased dogme 01 clrraning
Onsils or ollsilo recyclino
Ref. Jacobs Engineering Pasadena, CA
I
Appendix A
Case Studies
-66-
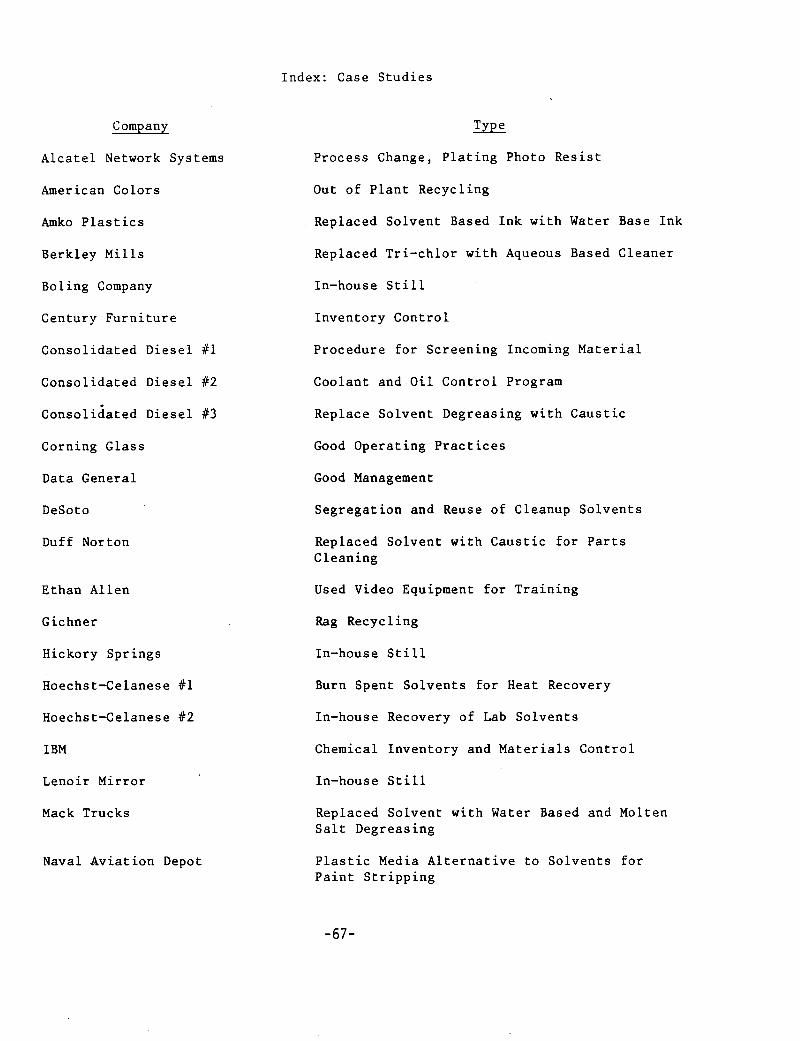
Index: Case Studies
Company
Alcatel Network Systems
American Colors
Amko Plastics
Berkley Mills
Boling Company
Century Furniture
Consolidated Diesel #l
Consolidated Diesel #2
Consoliiated Diesel #3
Corning Glass
Data General
DeSoto
Duff Norton
Ethan Allen
G ic hner
Hickory Springs
Hoec hs t -C e lanes e # 1
Hoechst-Celanese #2
I BM
Lenoir Mirror
Mack Trucks
Naval Aviation Depot
Type
Process Change, Plating Photo Resist
Out of Plant Recycling
Replaced Solvent Based Ink with Water Base Ink
Replaced Tri-chlor with Aqueous Based Cleaner
In-house Still
Inventory Control
Procedure for Screening Incoming Material
Coolant and Oil Control Program
Replace Solvent Degreasing with Caustic
Good Operating Practices
Good Management
Segregation and Reuse of Cleanup Solvents
Replaced Solvent with Caustic for Parts Cleaning
Used Video Equipment for Training
Rag Recycling
In-house Still
Burn Spent Solvents for Heat Recovery
In-house Recovery of Lab Solvents
Chemical Inventory and Materials Control
In-house Still
Replaced Solvent with Water Based and Molten Salt Degreasing
Plastic Media Alternative to Solvents for Paint Stripping
-67-
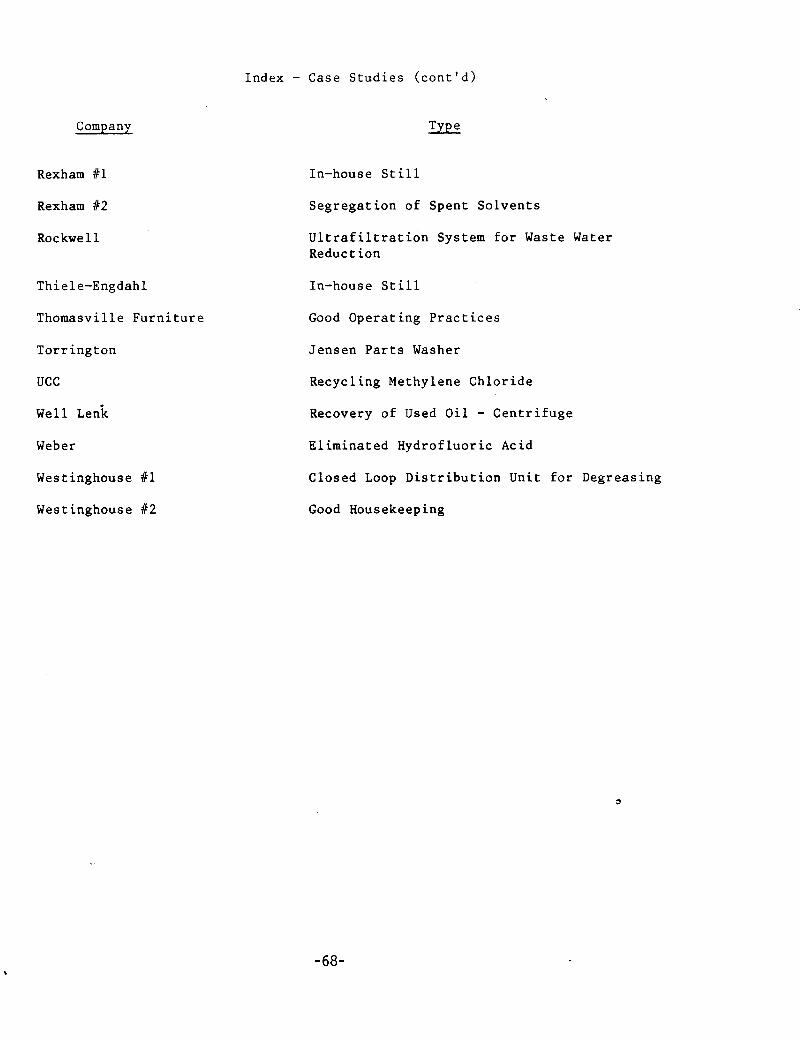
Index - Case Studies (cont'd)
Company
Rexham #l
Rexham 02
Rockwell
Thiele-Engdahl
Thomasville Furniture
Torrington
ucc Well Lenir
Weber
Westinghouse 111
West inghouse 9 2
Type
In-house Still
Segregation of Spent Solvents
Ultrafiltration System for Waste Water Reduction
In-house Still
Good Operating Practices
Jensen Parts Washer
Recycling Methylene Chloride
Recovery of Used Oil - Centrifuge
Eliminated Hydrofluoric Acid
Closed Loop Distribution Unit for Degreasing
Good Housekeeping
-68-
Alcatel # 1
~
TYPE:
comAh'y :
LOUT1 ON :
COXTACT:
PHONE:
PURPOSE:
HOT IVAT f ON :
Process change. Plating Photo Resist
~ l c a t e l Network Systems
2912 Wake Forest Road Ralesgh, NC 276619
Dikran hb3endjian
(919) 850-6248
TO develop and later strip the Photo Resist using water based chemistry fnrttad of two cblorfnated solvents.
-Lower cost associated vith the aqueous
- Ilidnatc the generatfon of h k w d o u r - w l o y e e and envfronmentaf protection.
- Better quality. Finer lines. - Simplicity and speed.
chemis try.
W8SteS that need costly handldng.
Fewer steps required
SOLD TO WAC=: Economic payback arsoc5ated vsth each one of the above mcntiooed rezsons.
PAYBACIZ PERIOD: short
EQUIPHENT :
REPORTED:
Conveyorized developer and stripper
Workshop - 'Wanaging and Recycling Solvents and O i l s " , Oct.bber 23, 1984, Raleigh. Updated Apri 1 , 1988
-69-
American Colors #1
TYPE: COMPANY:
LOCATION:
CONTACT : PHONE:
PURPOSE:
XOTIVATION: SOLD TO WiACEHENT:
EQUSpHeJT SUPPLIER:
PAYBACK PERfOD: REPORTED:
out -o f-plan t iec y c ring American Colors 831 Horcntz Avenue Charlotte, NC '
M Y . E r i c Naimark, P l a n t Manager
(704) 372-0113 Reduce amount of virgin acetone purchased
Rlsing prices of acetone
d
Coot reduction
N/A
N/A Personal visit July 24, 1984 by Philip Hoses. Updated A p r i l , 1988
c
-70-
. .
Amko #1
Type : Replaced solvent based ink with water based ink for printing on plastic.
Company : Amko Plastics Incorporated
Locat ion: 12025 Tricon Road Cincinnati, Ohio 45246-1792
Contact: George A. Makrauer, PresidentICEO
Phone : (513) 671-1777
Pui.pos e : Eliminate need for expensive solvent recovery equipment which could become inadequate with changing air emission regulations.
Motivation: Concern over air emission regulations.
Equipment Supplier:
Payback Period: After developing working system payback short compared to
air pollution abatement equipment.
Reported: P.P.P. Meeting, Raleigh, NC, March 30-31, 1988.
-71-
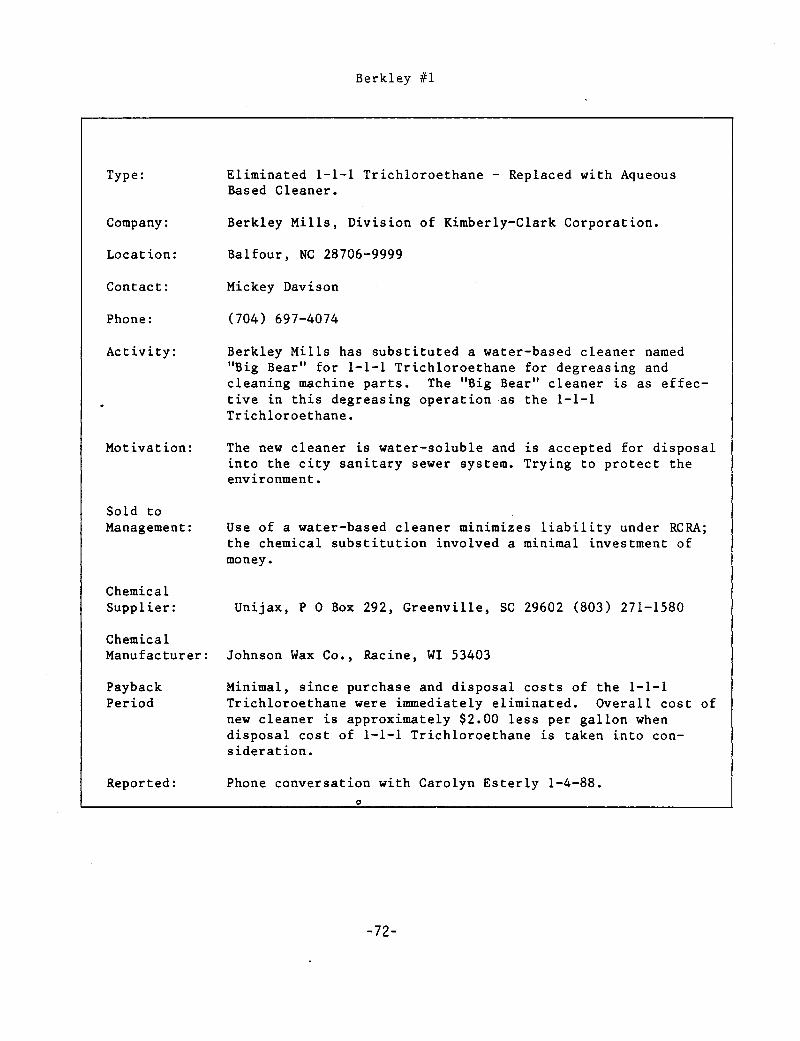
Berkley #l
Type:
Company :
Locat ion
Contact :
Phone :
Ac t iv i t y :
Motivation:
Sold to Management:
Chemical Supp 1 ier :
Chemic a 1
Eliminated 1-1-1 Trichloroethane - Replaced with Aqueous Based Cleaner.
Berkley Mills, Division of Kimberly-Clark Corporation.
Balfour, NC 28706-9999
Mickey Davison
(704) 697-4074
Berkley Mills has substituted a water-based cleaner named "Big Bear" for 1-1-1 Trichloroethane for degreasing and cleaning machine parts. The "Big Bear" cleaner is as effec- tive in this degreasing operation as the 1-1-1 Trichloroethane.
The new cleaner is water-soluble and is accepted f o r disposal into the city sanitary sewer system. Trying to protect the environment .
Use of a water-based cleaner minimizes liability under RCRA; the chemical substitution involved a minimal investment of money.
Unijax, P 0 Box 292, Greenville, SC 29602 (803) 271-1580
Manufacturer: Johnson Wax Co., Racine, WI 53403
Payback Minimal, since purchase and disposal costs of the 1-1-1 Period Trichloroethane were immediately eliminated. Overall cost of
new cleaner is approximately $2.00 less per gallon when disposal cost of 1-1-1 Trichloroethane is taken into con- sideration.
Reported: Phone conversation with Carolyn Esterly 1-4-88.
-72-
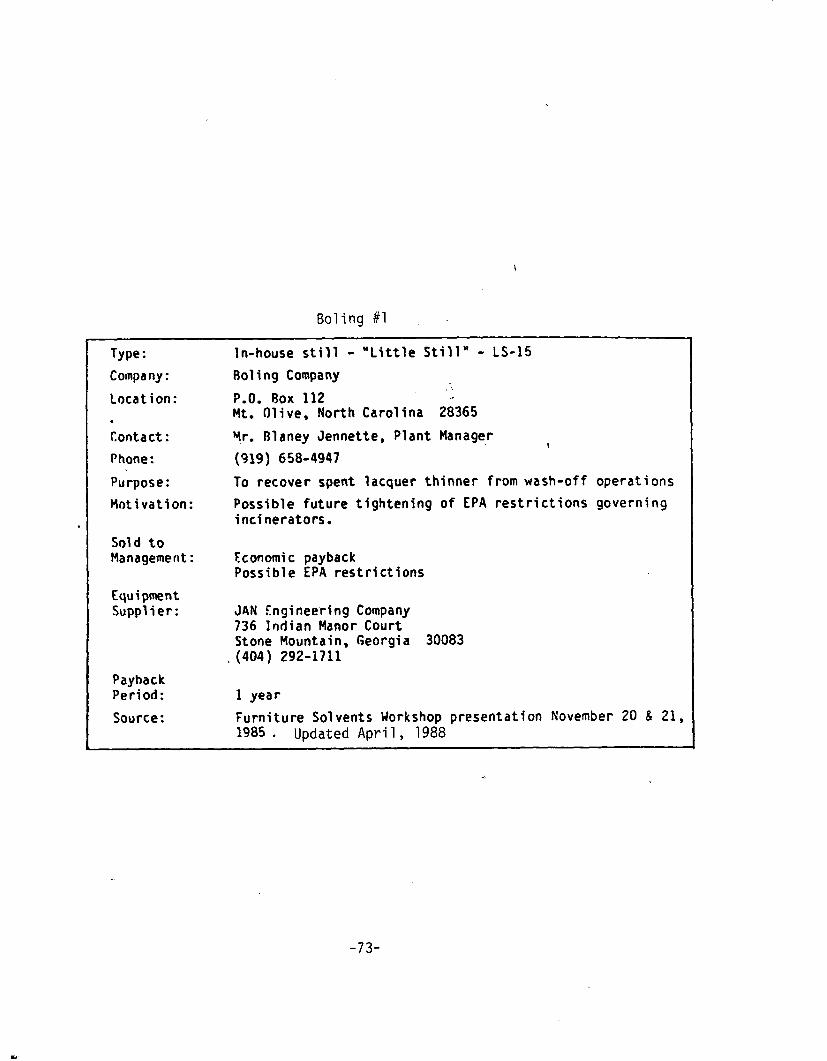
\
Boling #1
Type: Company :
Loca t ion : P.O. Rox 112
Contact :
In-house s t i l l - “ L i t t l e S t i l l ” - LS-15
Rol i ng Company
Mt. Olive, North Carol ina 28365
Yr. Rlaney Jennette, Plant Manager
To recover spent lacquer th inner from wash-off operat ions Possible fu tu re t igh ten ing o f EPA r e s t r i c t i o n s governing inc inerators .
I
Phone : (919) 658-4947
Purpose : Motivat ion:
Sold t o Management: Economic payback
Equ i pmen t Suppl i er:
Possible EPA r e s t r i c t i o n s
JAN Engineering Company 736 Ind ian Manor Court Stone Mountain, Georgia 30083
. (404) 292-1711
Payhac k Period: 1 year
Source: Furn i tu re Solvents Workshop presentat ion November 20 8 21, 1985 . Updated Apr i 1, 1988
-73-
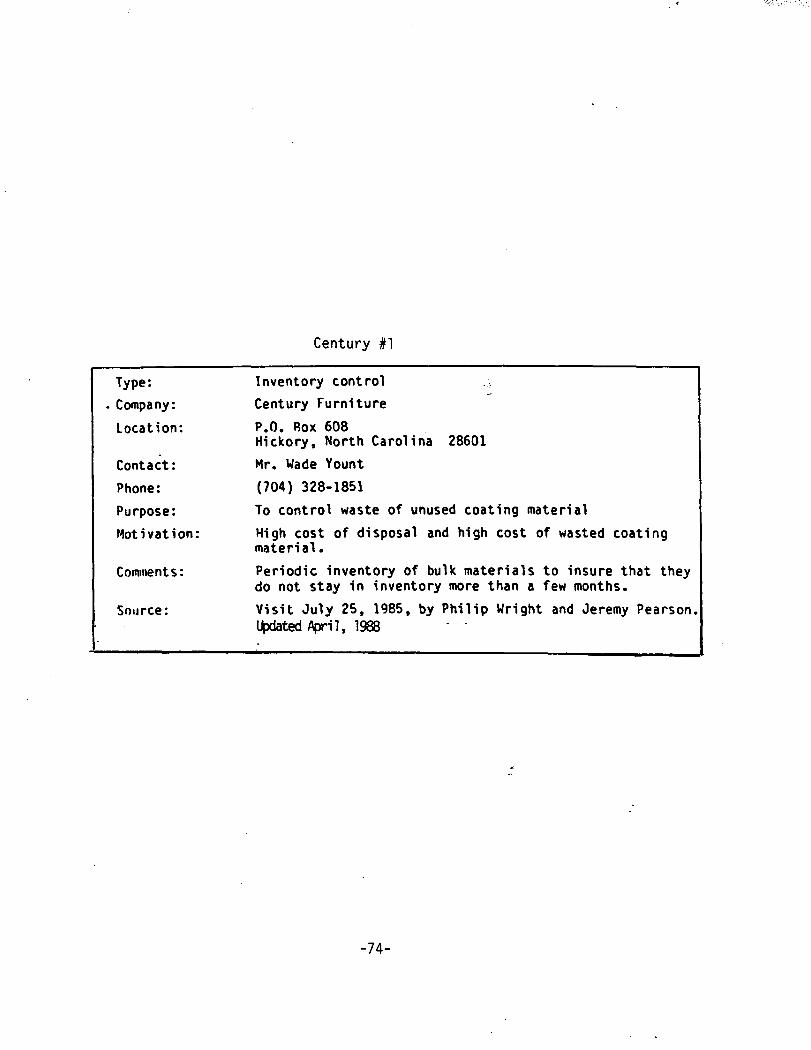
Century X 1
Type: tnventory con t ro l . Company: Century Furniture
Location: P.0. Rox 608
Contact: Mr. Wade Yount Hickory, North Caro l ina 28601
Phone: (704) 328-1851
Purpose: Motivation:
Colmilen t s :
Source :
To c o n t r o l waste o f unused c o a t i n g ma te r i a l High c o s t o f d i sposa l and high c o s t o f wasted c o a t i n g m a t e r i a l . P e r i o d i c inventory o f bulk m a t e r i a l s t o i n s u r e t h a t they do not s t a y i n inventory more than a few months. Visit J u l y 25, 1985, by P h i l i p Wright and Jeremy Pearson, Wted pQri1, 1988 - -
-74-
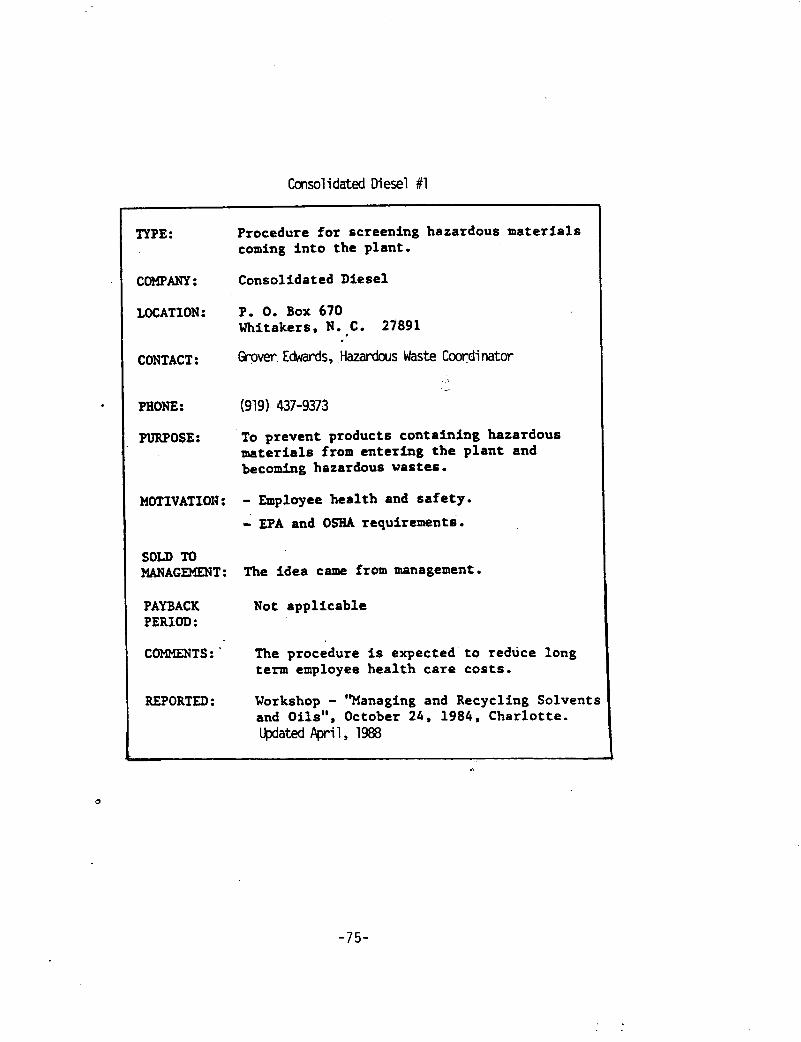
Consol idated Diesel #1
TYPE: Procedure for screening hazardous materials coming into the plant.
COMPANY: Consolidated Diesel
LOCATION: P. 0. Box 670 Whitakers, N. C. 27891
Grover Edwards, Hazardous Waste Coodinator CONTACT :
PHONE: (919) 437-9373
PURPOSE: To prevent products containing hazardous materials from entering the plant and becoming hazardous wastes.
MOTIVATION: - Employee health and safety. - EPA and OSHA requirements.
SOLD To MANAGRENT: The idea came from management.
PAYBACK Not applicable PERIOD :
COMMENTS: The procedure is expected to reduce long term employee health care costs.
REPORTED : Workshop - "Managing and Recycling Solvent and Oils", October 2 4 , 1984, Charlotte. updated April, 1988
0
-75-
Consolidated Diesel f 2
Type :
Company :
Locat ion:
Contact:
Phone :
Purpose :
Coolant and oil control program
Consolidated Diesel Company
Hwy 301 Whitakers, NC 27891
Grover Edwards
(919) 437-9373
Minimize coolant and oil costs by careful control and con- solidation of products, inventory and operating management. Single individual responsible for issue of coolant and oil through verification of need done by physical and laboratory checks. All fill valves are locked and controlled by a person designated as coolant control resource.
Motivation: Need to reduce operating cost to maintain competitive lead.
Sold to Management: Economically beneficial
Payback Period : Immediately achieved by monthly decrease in coolant and oil
costs.
Comments: First year savings $260,000. Updated April, 1988.
-76-
Consolidated Diesel #3
Type :
Company :
Locat ion:
Contact :
Phone :
Purpose :
Sold to Manqgement:
Payback:
Comments :
Reported:
Replace solvent degreasing with caustic degreasing
Consolidated Diesel Corporation
P 0 Box 670 Whitaker, NC 27891
Grover Edwards
(919) 437-9373
To eliminate use of chlorinated solvents in the plant
Reduce possible health effects of solvents on employeees. Eliminate a hazardous waste
Under 1 year
Part of a general program to reduce waste and improve employee safety
Phone conversation with Carolyn Esterly, 4/22/88.
-77-
Corning #1
Type : Good Operating Practices
Company : Corning Glass Works
Locat ion: 310 North College Road Wilmington, NC 28405
Contact: Joe Monastra
Phone : (919) 395-7200
Ac t iv i t y : Corning has eliminited a cleaning operation in which hydrofluoric acid was used to clean etched glass parts. The HF cleaning, found through experimentation to be unnecessary, generated about 50% of the wastg produced at this plant. Corning has also replaced the solvent Methylene Chloride with the less toxic solvent, "Genesolve".
Reported: Phone conversation with Carolyn Esterly, 2-2-88
-78-
Data General #1
Type:
Company :
Locat ion:
Contact :
Phone :
Prac t ice :
Purpose :
Motivation:
Sold to Management:
Payback:
Supplier :
Reported :
Good Management Practice
Data General
P 0 Box 186 Clayton, NC 27520
Stan Taylor, Hazardous Waste Coordinator
(919) 553-5076
Data General carried out a Waste Audit and has followed thru reducing use of chlorinated solvents and changing its waste treatment to produce a marketable electroplating sludge.
To minimize liability
Lower liability, and better environmentally
On basis of pay back and cut in liability
Short
Sludge goes to World Resources Company, 1600 Anderson Rd., McLean, VA 22102, (703) 734-9800
Visit by J. Kohl, February 1988
-79-
Desoto #1
TYPE:
COMPANY:
LOCATION :
CONTACT :
PHONE:
PURPOSE:
. MOTIVATION:
SOLD TO MANAGEMENT:
EQUIPMENT SUPPLIER:
PAYBACK PERIOD:
REPORTED: -
Segregation and reuse of cleanup solvents
Desoto
1025 Howard Street Greensboro, NC 27403
W. Rick Thursth, Plant Engineer
- Reduce amount of virgin -‘solvent purchased - Reduce amount of spent solvent sent off-
site for reclamation or disposal - Increasing costs of virgin solvents - Increasing costs for disposal and reclama- - Cost savings without product quality degra-
(919) 299-9351
tion of spent solvents
dation. Reduced waste disposal problems.
NIA
NIA
Phone conversation Summer, 1983 with Brooke Triplett. wate April, 1988.
-80-
Duff Norton #1
Type: Replaced Solvent with Caustic f o r Parts Cleaning
Company : Duff Norton Company
Locat ion: Box 7010 Charlotte, NC 28234
Contact : John Stewart
Phone : (704) 588-0510 . .
Act iv i t y : Changed from tri-chloroethane to aqueous based parts washing fluid.
Motivation: Eliminate solvent.
Supplier: Master Chemical Company Perrysburg, Ohio 43551 (419) 874-7902 Updated April, 1988
-81 -
Ethan Allen #1
Motivation: 1 comment s :
Source:
Type : C ompa ny : Lnca t i on :
c o n t a c t : Phone : Purpose:
Using video equipment t o a i d i n t r a i n i n g sp ray gun ope ra to r s . Ethan Allen P.0. Drawer 639 Old For t , NC 28762 Bob swart2
(704) 668-7686
To redrtce the amount o f f i n i s h i n g m a t e r i a l s used through proper app l i ca t ion Savings from reduced ma te r i a l usage As a direct r e s u l t of t h e reduced m a t e r i a l usage, VOC emis- sions from the spray booth exhaust were reduced. Taken from Yr. S t a n d i f e r ' s t a l k a t the November 20-21, 1985, workshops, "Managing and Recycling Solvents i n the F u r n i t u r e Industry." I.@dated April, 1988
-82-
G i chner #1
Type :
Company :
Location:
Contact:
Phone :
Ac t iv i t y :
Motivation:
Sold to Management:
Payback Period
Reported:
Rag "Recyc 1 ing"
Gichner Mobile Systems
U. S. Route 19, P 0 Box 1339 Bryson City, NC 28713
James Nations
(704) 488-3121
Cleans greasy and dirty rags in vapor degreasing unit. The rags can be reused many times before wearing out, thereby minimizing disposal costs.
Environmental concern and savings on rag disposal cost.
Makes additional use of existing degreasing equipment; elimi- nates need for frequent disposal of rags, and related cost.
Immediate.
Phone conversation 1-6-88 with Carolyn Esterly.
-83-
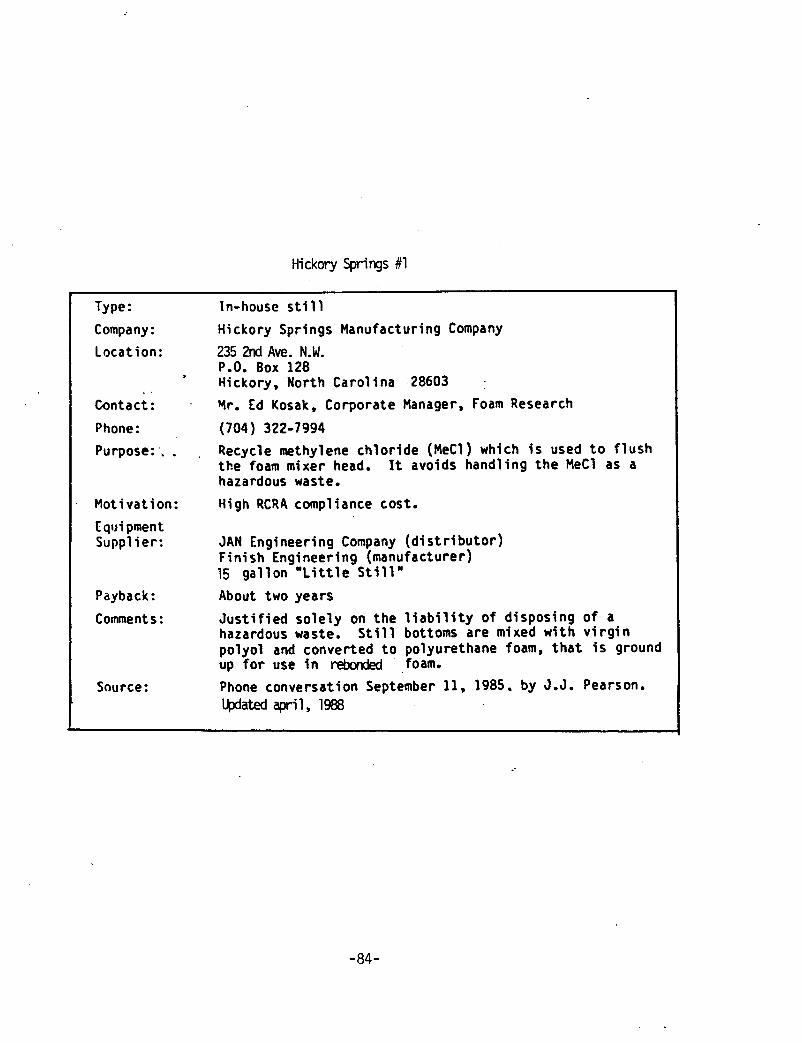
Hickory Springs #1
Type: In-house s t i l l
Company: Hickory Spr ings Manufactur ing Company
Locat i o n : 235 2nd Ave. N.W. P.O. Box 128 Hickory, Nor th Caro l ina 28603 : *
G m t a c t : Phone:
Purpose: '. .
Mot iva t ion :
Equipment Suppl ier :
Payback:
Comments :
Source:
Yr. Ed Kosak, Corporate Manager, Foam Research
Recycle methylene c h l o r i d e (MeC1) which i s used t o f l u s h t h e foam mixer head. hazardous waste . High RCRA compliance cost.
(704) 322-7994
It avoids hand l ing t h e MeCl as a
JAN Engineer ing Company ( d i s t r i b u t o r ) F i n i sh Engineer ing (manufacturer) 15 g a l l o n " L i t t l e S t i l l " About two years
J u s t i f i e d s o l e l y on t h e l i a b i l i t y o f d i spos ing o f a hazardous waste. S t i l l bottoms are mixed wi th v i r g i n p o l y o l and conver ted t o polyurethane foam, t h a t i s ground up f o r use i n rebonded foam.
Phone conversat ion September 11, 1985. by 3.3. Pearson. Updated april, 1988
-84-
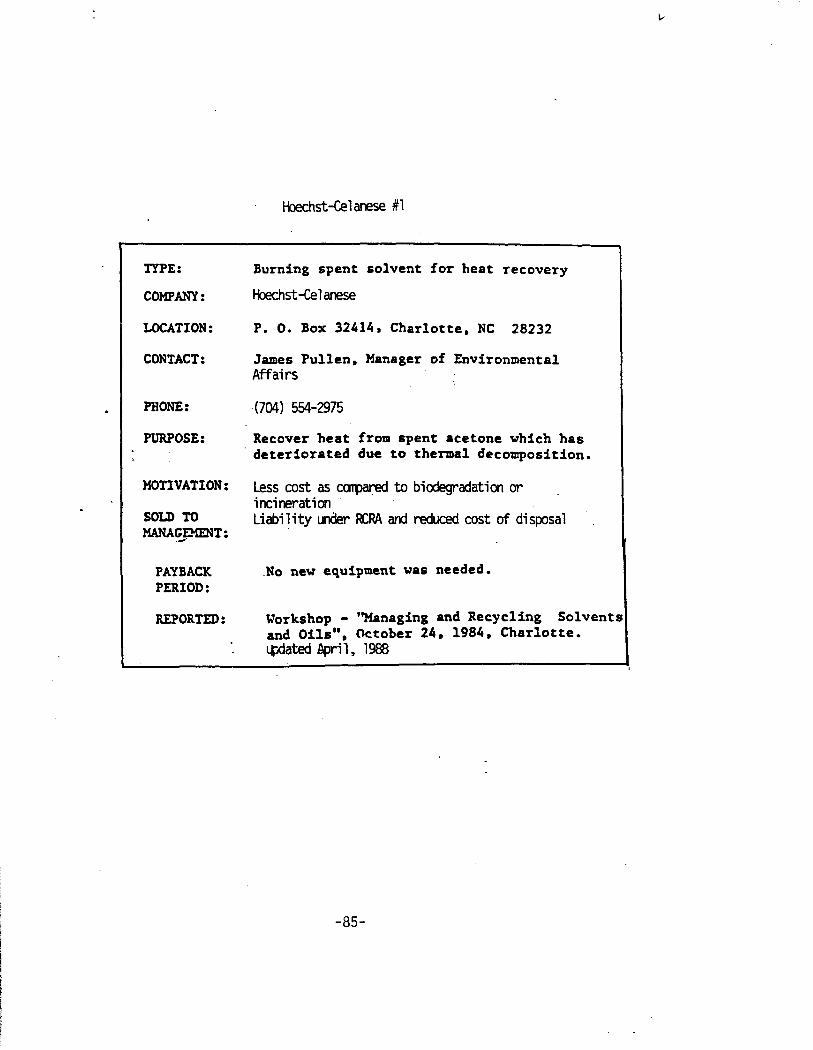
Hoechst-celanese #1
TYPE:
COMPANY:
LOCATION :
CONTACT :
PHONE:
PURPOSE:
HOTIVATION:
SOLD TO UANAGD.WT: .d
PAY BACK PERIOD :
REPORTED:
Burning spent solvent for heat recovery
Hoechst-celanese
P. 0. Box 32414, Charlotte, NC 28232
James Pullen, Manager of Environmental Affairs
(704) 554-2975
Recover heat from spent acetone which has deteriorated due to thermal decomposition.
Less cost as CaTpared to biodegradation or incineration Liability under FERA and reduced cost uf disposal
.No new equipment was needed.
Workshop - "Managing and Recycling and Oils", October 24. 1984, Charlotte. qdatedbpril, 1988
Solvent
-85-
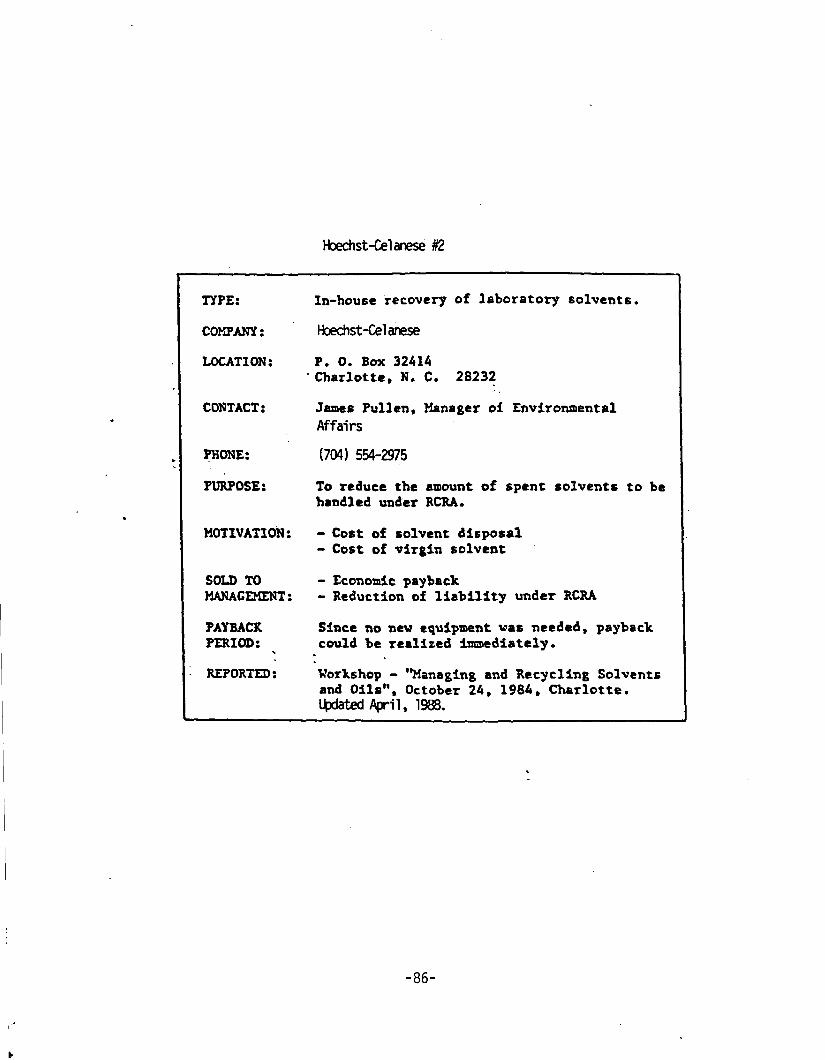
Hoechst-Celanese #2 ~ ~~
TYPE:
CO":
LOCATION :
CONTACT :
PHONE:
PURPOSE:
HOTIVATION:
SOLD To M?WLGD.IENT:
PAYBACK PERIOD:
R E P O R m :
In-house recovery of laboratory solvents.
Hoechst-celanese
P. 0. Box 32414 Charlotte, N. C. 28232
Jaws Pullcn, Hanager of Environmental Affairs
(704) 554-2975
To reduce the amount of spent solvents to be handled under RCRA.
- Cost of solvent disposal - Cost of virgin solvent - Economic payback - Reduction of liability under RCRA
Since no new equipment was needed, payback could be realized imstdiately.
Porkshop - "Managing and Recycling Solvents and Oils", October 24, 1984, Charlotte. wated April, 1988.
-86-
b
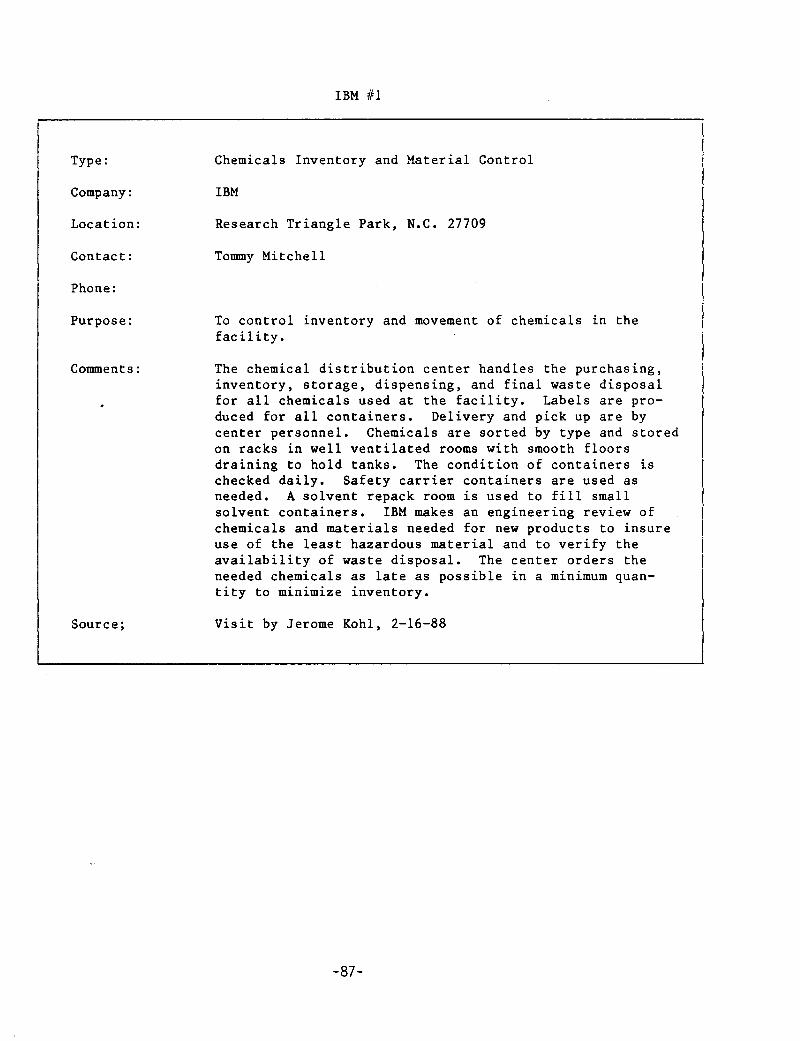
Type :
Company :
Locat ion:
Contact:
Phone :
Purpose :
Comments :
Sour c e ;
Chemicals Inventory and Material Control
IBM
Research Triangle Park, N.C. 27709
Tommy Mitchell
To control inventory and movement of chemicals in the facility . The chemical distribution center handles the purchasing, inventory, storage, dispensing, and final waste disposal for all chemicals used at the facility. Labels are pro- duced for all containers. Delivery and pick up are by center personnel. Chemicals are sorted by type and stored on racks in well ventilated rooms with smooth floors draining to hold tanks. The condition of containers is checked daily. Safety carrier containers are used as needed. A solvent repack room is used to fill small solvent containers. IBM makes an engineering review of chemicals and materials needed for new products to insure use of the least hazardous material and to verify the availability of waste disposal. The center orders the needed chemicals as late as possible in a minimum quan- ti ty to minimize inventory.
Visit by Jerome Kohl, 2-16-88
-87-
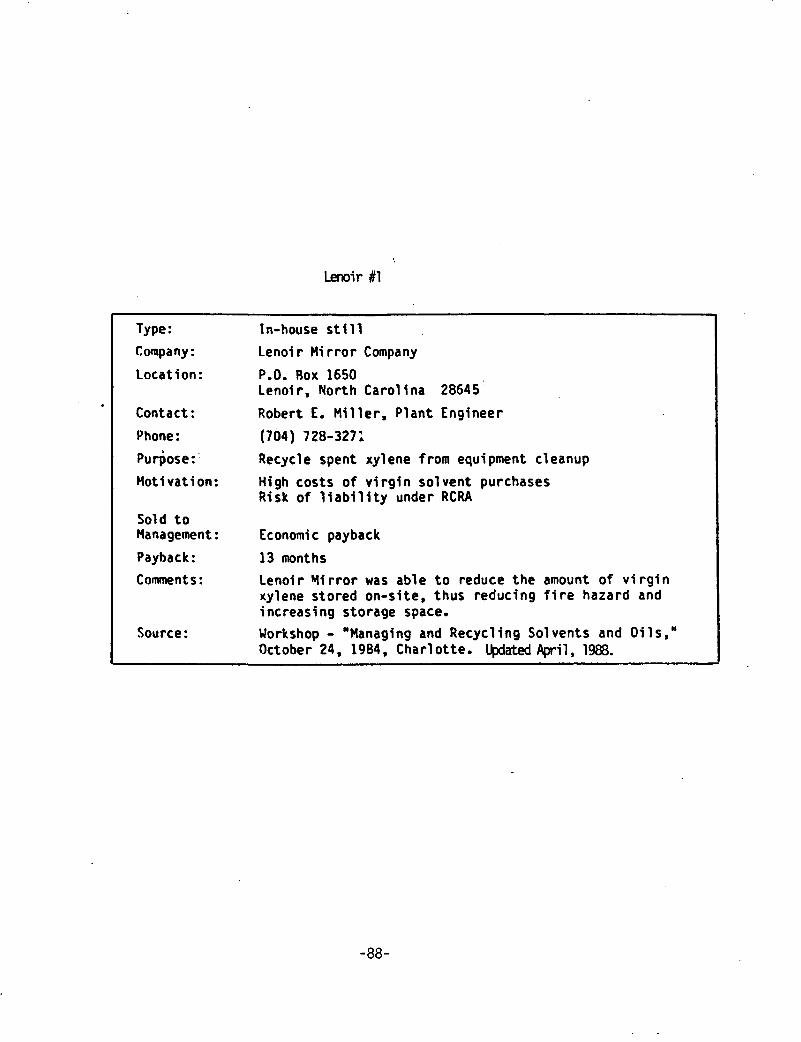
Lenoir #1
Type : Company : Location:
Contact: Phone: Purpose: '
Moti v a t i on:
Sold t o Management: Pa yh a c k : Comments :
Source :
In-house s t i l l Lenoi r M i rror Company P.O. Box 1650 Lenoi r, North Carol i na 28645
Robert E. Miller, P l a n t Engineer
Recycle spent xylene from equipment c leanup High c o s t s o f v i r g i n so lven t purchases R i s k of l i a b i l i t y under RCRA
(704) 728-327:
Economic payback 13 months Lenoir Y i r r o r was a b l e t o reduce the amount o f v i r g i n xylene s t o r e d o n - s i t e , t h u s reducing f i r e hazard and inc reas ing s t o r a g e space. Workshop - "Managing and Recycl ing So lven t s and O i I s , " October 24, 1984, Char lo t t e . llpdated April, 1988.
-88-
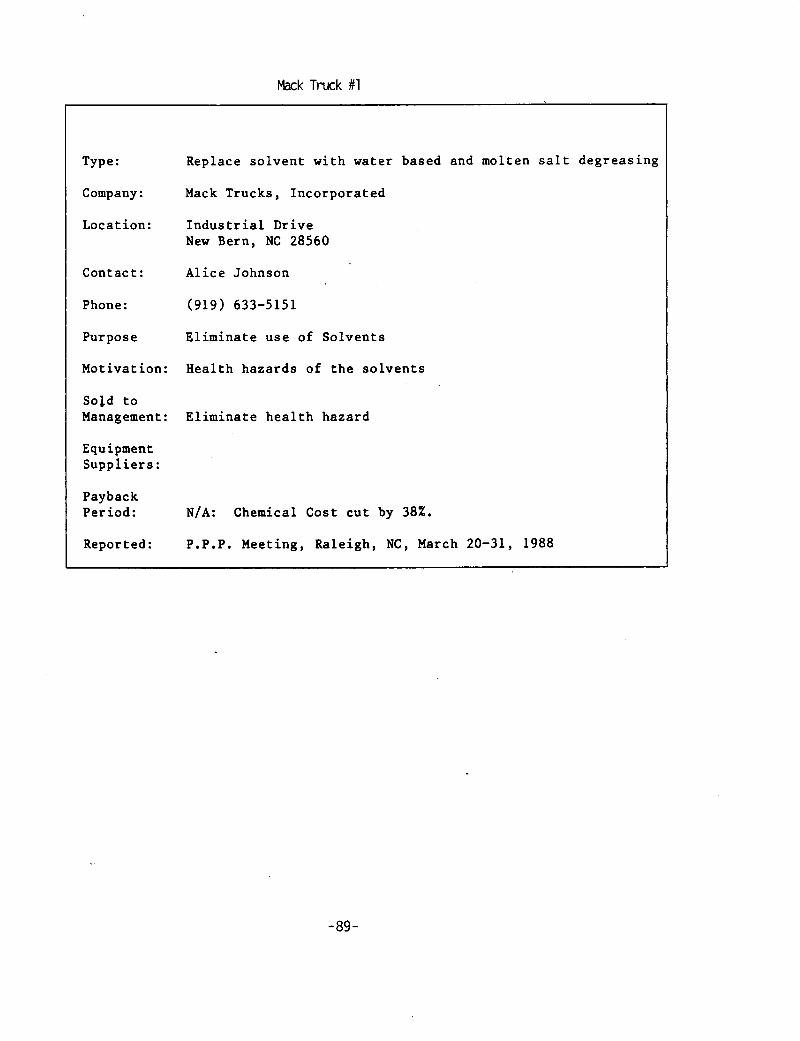
Mack Truck #1
Type :
Company:
Location:
Contact :
Phone:
Purpose
Motivation:
Sold to Management:
Equipment Suppliers:
Payback Period:
Reported :
Replace solvent with water based and molten salt degreasing
Mack Trucks, Incorporated
Industrial Drive New Bern, NC 28560
Alice Johnson
(919) 633-5151
Eliminate use of Solvents
Health hazards of the solvents
Eliminate health hazard
N/A: Chemical Cost cut by 38%.
P.P.P. Meeting, Raleigh, NC, March 20-31, 1988
-89-
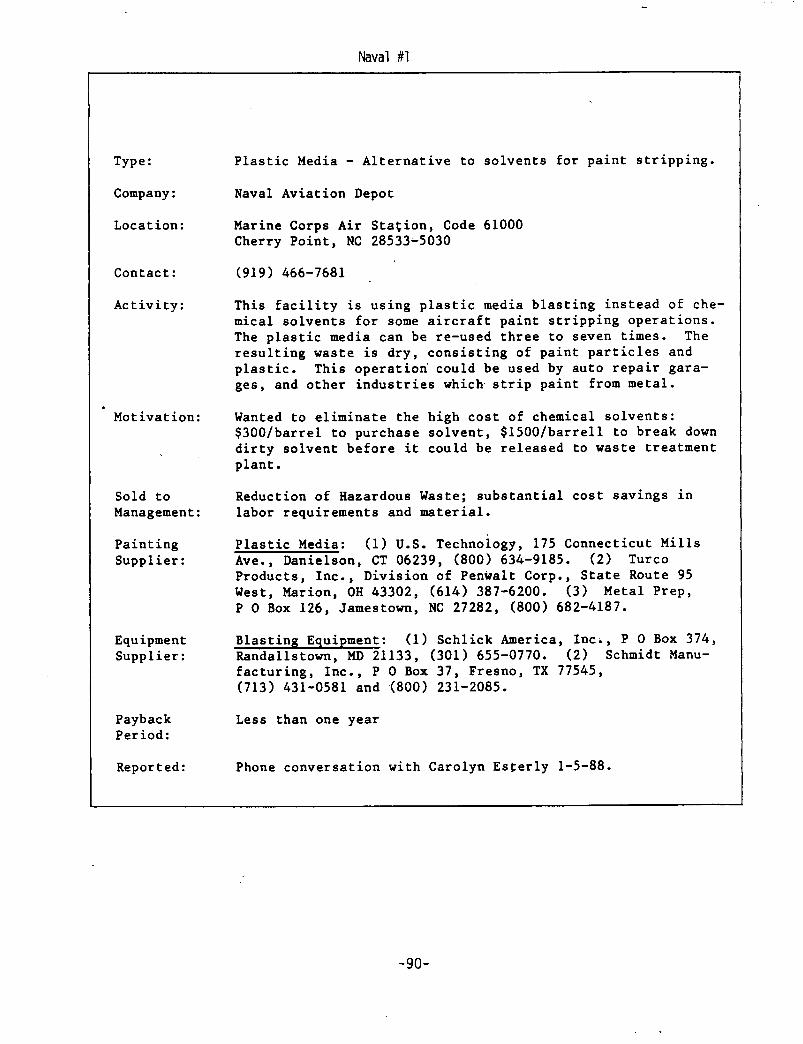
Naval #1
Type :
Company :
Locat ion:
Contact:
Activity :
Motivation:
Sold to Management:
Painting Supplier:
Equ i pmen t Supp 1 ier :
Payback Period :
Repor t ed :
Plastic Media - Alternative to solvents for paint stripping. Naval Aviation Depot
Marine Corps Air Station, Code 61000 Cherry Point, NC 28533-5030
(919) 466-7681
This facility is using plastic media blasting instead of che- mical solvents for some aircraft paint stripping operations. The plastic media can be re-used three to seven times. resulting waste is dry, consisting of paint particles and plastic. ges, and other industries which. strip paint from metal.
The
This operation' could be used by auto repair gara-
Wanted to eliminate the high cost of chemical solvents: $300/barrel to purchase solvent, $1500/barrell to break down dirty solvent before it could be released to waste treatment plant.
Reduction of Hazardous Waste; substantial cost savings in labor requirements and material.
Plastic Media: Ave., Danielson, CT 06239, (800) 634-9185. (2) Turco Products, Inc., Division of Penwalt Corp., State Route 95 West, Marion, OH 43302, (614) 387-6200. (3) Metal Prep, P 0 Box 126, Jamestown, NC 27282, (800) 682-4187.
(1) U.S. Technoiogy, 175 Connecticut Mills
Blasting Equipment: (1) Schlick America, Inc., P 0 Box 374, Randallstown, MD 21133, (301) 655-0770. (2) Schmidt Manu- facturing, Inc., P 0 Box 37, Fresno, TX 77545, (713) 431-0581 and (800) 231-2085.
Less than one year
Phone conversation with Carolyn Esterly 1-5-88.
-90-
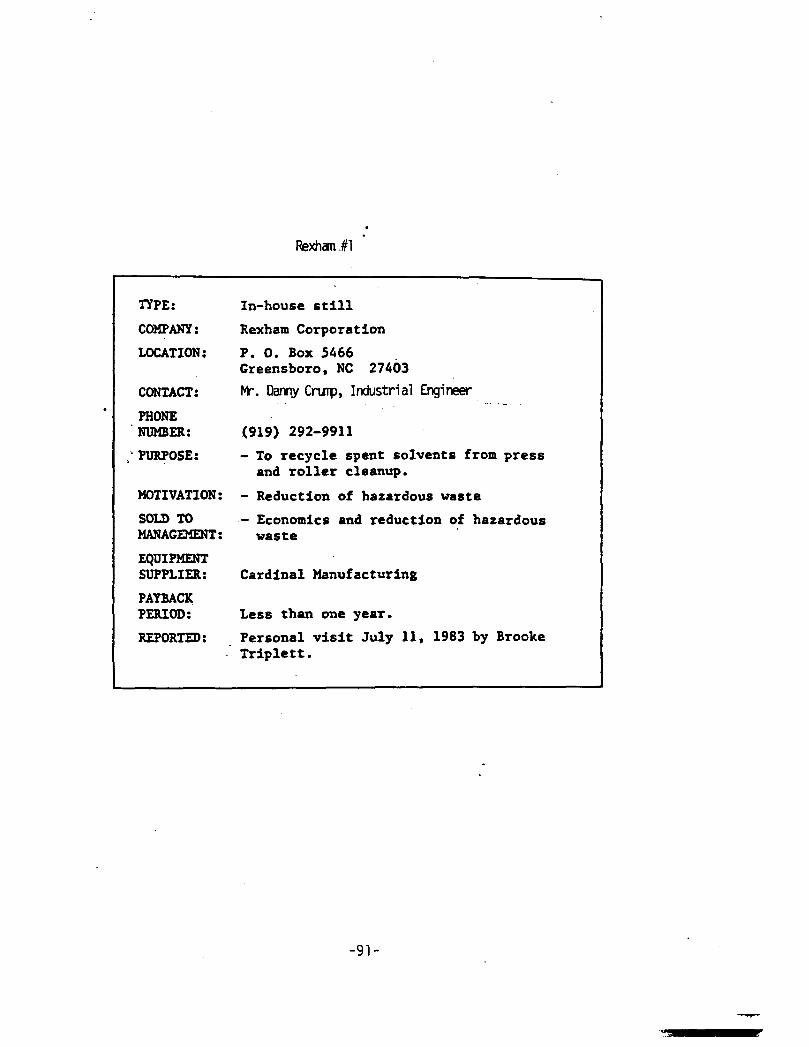
Rexhan .#l
TYPE:
COMPANY:
LOCATION:
CONTACT:
PHONE "ER:
.- PURPOSE:
MOTIVATION : SOLD To WAGEPENT:
EQUIPMENT SUPPLIER: PAYBACK PERIOD:
REPORTED:
In-house still Rexham Corporation
P. 0. Box 5466 Greensboro, NC 27403 k. Danny Cmnp, Industrial Engineer -
(919) 292-9911 - To recycle spent solvents from press - Reduction of hazardous waste - Economics and reduction of hazardous
and roller cleanup.
waste
Cardinal Manufacturing
Less than one gear. Personal visit July 11, 1983 by Brooke Triplett .
-91 -
-.- .."
TYPE: COMPANY:
LOCATION :
CONTACT :
"E NUMBER:
EQUIPMENT SUPPLIER:
MOTIVATION:
SOLD TO MANAGEMENT :
PAY BACK PERIOD :
COMMENTS : REPORTED :
Segregation of Spent Solvents for re-use.
Rexham Corporation
P. 0. Box 368 Matthews, N. C. 28106
Gordon Miller Manager of Safety & Environmental Affrirs
(704) 847-9171
None - Cost reduction; simplicity - Same as above Not applicable
No new equipment was required.
Personal visit by Philip Moses.
-92-
Rockwell #I
Type :
Company :
Locat ion:
Contact:
Phone :
Purpose :
Mot iva t ion :
Sold to Management:
Payback: Period :
Equipment :
Ultrafiltration system for waste water volume reduction
Rockwell International
P 0 Box 886 York, S.C. 29745
Andrew A. Carter
(803) 684-8110
Removing water from alkaline detergent water from parts washers, spray booth, floor scrubbers, electrostatic filter scrubber and spent coolants. The remaining oil sludge is hauled away.
Simple and proven technology and need to reduce cost in the waste disposal program.
Economic payback.
1 year.
Ultrafilter: Romlcan HF2-CPVC with two HF15 - (15-XM50 cartridges 10,000 gallon collection/equalization tank, a settlinglfree oil separation tank and a ultrafiltration fuel tank, and a 5,000 gallon storage tank for off-site disposal of oily sludge.
-93-
- Thiele-Engdahl, Inc #1
Type :
Company:
Locat ion:
Contact:
Phone :
Purpose :
Motivation:
Sold to Management:
Payback Period :
Suppliers:
Reported :
D. W. Renzmann Co. M-20N Still
Thiele-Engdahl, Inc.
1100 Fairchild Rd. .
Winston Salem, NC 27105
Mr. Templeton Elliott, Vice President
(919) 744-0145
- Reduce solvents costs by recycling spent - Minimize Thiele-Engdahl's exposure to possible - Replace a smaller still with a larger capacity
solvents from equipment cleanup
future liabilities under Superfund
still
- Hazardous Waste Liability under.Superfund - High costs from virgin solvent purchases
Economic payback
1 to 2 years
Disti, Inc. Kenilworth, NJ 07033 (201) 272-7600
George Missback & Co P 0 Box 1437 Taylors, SC 29687 (803) 268-9232
Phone conversation with Philip Moses, August 14, 1984. Updated April, 1988
-94-
.,/.
Thunasville #1
Type :
Company :
Loc a t ion :
Contact :
Phone :
Activity :
Reported:
Good Operating Practices
Thomasville Furniture Company
Thomasville, NC
Sherry Stookey
(919) 472-4000
(1) Inventory Control/Careful Purchasing: One person is J assigned the job of purchasing solvents and finishes €or
Thomasville Furniture's five divisions in Thomasville, NC. This person observes long-term production schedules to minimize overpurchasing.
(2) Plans Production to Minimize Hazardous Waste: Production is planned months in advance, and an effort is made to fully utilize the finishing materials purchased.
( 3 ) Training: Workers are trained to operate spray equip- ment and minimize overspray. This results in an easier cleanup of the spray booth and equipment, and minimizes the need for re-worked pieces. t
( 4 ) Segregated Storage: Each plant has a designated area where finishes and solvents are stored, as well as an area for the hazardous solvent wastes.
Phone conversation with Carolyn Esterly, 2-2-88.
-95-
....
- , J \ A < Jv - .A I
Case Study No. 3.1
TYPE : COMPANY :
LOCATION :
CONTACT :
PHONE : WRPOSE :
MOTIVATION :
SOLD TO MANAGEMENT: PAYBACK PERIOD: EQUIPMENT SUPPLIER:
r I .I ' ,!.' Jensen Parts Washer - - Torrington Company Box 100 Walhalla, SC 29651
, * * 27 Manufacturing Superintendent
(803) 638-3683 -,To clean oil off bearing components after
- High purchase price for solvents - Worker safety
m ., p\ acc& 5-d- I
stamping and heat treating before polishing.
Economic Payback
Around 1 year Jenscn Fabricating Engineers. Inc. Berlin, Connectlcutt
J. S. Mannor Woodstock, Illinois
Phone conversation
(203) 828-6516
(815) 338-8700
-96-
lhion Carbide #1
r
Type :
Company :
Loc a t ion :
Contact:
Phone :
Ac t iv i t y :
Motivation:
Payback Period:
Reported:
Recycling Methylene Chloride
Union Carbide Corporation
2501 West Dixon Blvd. Shelby, NC 28150
R. Bruce White
(704) 484-8181
Union Carbide has a closed-loop system for recycling methylene chloride. The Qolvent never leaves the wast system, and the only waste which is disposed of is t h e still bottoms resulting from the recycling process. This system has resulted in a 75% decrease in methylme chloride usage at this plant.
Minimize liability under RCRA.
Six months.
Phone conversation with Carolyn Esterly, 1-6-88.
k
-97-
. .
Wall Link #1
Type:
Company :
Locat ion:
Contact:
Phone:
A c t i v i t y :
Motivation:
Sold t o
Management:
Equipment Suppl ie r :
Reported :
Case Study 109
Recovery of Used o i l - Use c e n t r i f u g e
Wall-Lenk Corporat ion
Highway 11, North Kinston, NC 28501 '
Ronnie Whi t f i e ld
(919) 527-4186
Wall-Lenk uses a c e n t r i f u g e t o s l i n g o i l from p a r t s be fo re vapor degreasing. The c e n t r i f u g e ope ra t ion enables t h e com- pany t o recover and r euse t h e o i l s lung o f f t h e p a r t s , and a l s o minimizes t h e amount of o i l which contaminates t h e so lvent i n t h e degreaser (1-1-1-trichloroethane).
Wanted t o recover and r euse excess o i l from p a r t s .
- The c e n t r i f u g e is inexpensive t o i n s t a l l and ope ra t e
-.The o i l c o l l e c t e d can be re-used.
Curr ie r Machine Sa le s ("Currier Po la r Centr i fuge") , North Haven, CT
Phone conversa t ion wi th Carolyn E s t e r l y , 1-4-88.
-98-
Type :
Company :
Locat ion
Contact :
Phone:
Ac t iv i t y :
Mot iva’t ion :
Sold to Management:
Chemical Supp 1 ier :
Reported:
Case Study 108
Eliminated Hydrofluoric Acid
Weber U.S.A.
2102 Nash Street Sanford, NC 27330
Jerry Perrell
(919) 776-4111
Weber has changed from hydrofluoric acid to an alkaline cleaner for degreasing and cleaning dirt from zinc castings. This change of cleaner does not minimize the amount of hazar- dous waste which is generated, but it does reduce the toxi- city of the waste.
Wanted to reduce toxicity of the waste stream.
Make workplace safer by reducing toxicity of wastestream.
DuBois Chemical Co., Rt. # 4, Box 819, h n n , NC 28334, (919) 897-6119; Sales Rep. John G. Ballard.
Phone conversation with Carolyn Esterly, 1-4-88.
-99-
TYPE: Closed loop continuous distillation units for vapor degreasing Uestinghouse Electric Corporation Meter Plant
Raleigh, N. C. 27611
CO" :
LOCATION: P. 0. Box 9533
CONTACT: Nom Linnekin, Senior Engineer ,
PHONE:
P W O S E :
MOTIVATION:
SOLD To K4h'XC-T :
EQUIPMENT SUPPLIER:
PAYBACK PERIOD:
CO!!HENTS :
SOURCE:
(91% 834-5271 To continuously recycle spent solvent from the planS'6 vapor degreasers Recycling by continuous distillation is for: 1. solvent econcmics, 2. consistent product cleanliness,
3.
Same as motivation
reduction of air pollution for operator safety &preservation of the environment.
- Dctrex Corporation, Detroit, MI - Vestinghouse Electric Corp., Sykesyille, MD - Baron-Blakeslee, Chicago, IL - Corpane Industries, Louisville, KY Probably less than 5 years.
The stills have been in place for several years. Personal visit May 22, 1984, by Jerry Kohl and Philip Moses.
- 100-
a
Westinghouse #2
Type :
Company :
Location :
Contact :
Phone:
Activity :
Motivation:
Sold to: Management:
Payback Period:
Reported :
Good housekeeping
Westinghouse Electric Corporation, Control Div.
P 0 Box 5715 ’
Asheville, NC 28813
James Takac
(704) 684-2381
In the past, Westinghouse Electric practiced a two- stage cleaning process to prepare manufactured parts for plating. The first stage consisted of a hot waterlcaustic wash, and the second stage was vapor degreasing of the parts with 1-1-1 trichloroethane. Westinghouse reevaluated their process, and realized that the caustic wash alone sufficiently removed grease and dirt from the parts prior to plating. The 1-1-1 Trichloroethane step was totally eliminated.
Wanted to eliminate the 1-1-1-trichloroethane waste stream in the vapor degreasing operation.
- No investment necessary to change to the caustic wash, since the system was already in place. - Eliminated 1-1-1-trichloroethane waste stream.
Immediate.
Phone conversation with Carolyn Esterly 1-4-88.
-101-
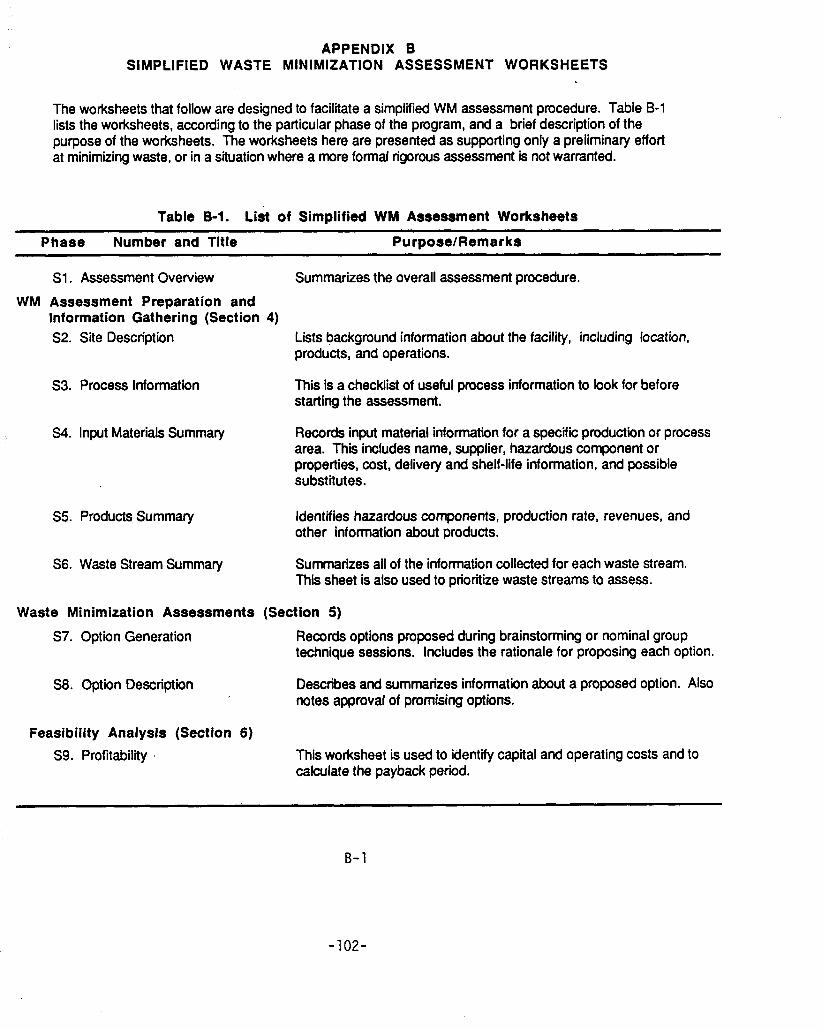
APPENDIX E SIMPLIFIED WASTE MINIMIZATION ASSESSMENT WORKSHEETS
The worksheets that follow are designed to facilitate a simplified WM assessment procedure. Table B-1 lists the worksheets, according to the particular phase of the program, and a brief description of the purpose of the worksheets. The worksheets here are presented as supporting only a preliminary effort at minimizing waste, or in a situation where a more formal rigorous assessment is not warranted.
Table 6-1. List of Simplified WM Assessment Worksheets
Phase Number and Title Purpose/Remarks
S1. Assessment Overview WM Assessment Preparation and
Information Gathering (Section 4) S2. Site Description
Summarizes the overall assessment procedure.
Lists background information about the facility, including location, products, and operations.
S3. Process Information This is a checklist of useful process information to look for before starting the assessment.
S4. Input Materials Summary Records input material information for a specific production or process area. This includes name, supplier, hazardous component or properties, cast, delivery and shelf-life information, and possible su bstitut 8s.
S5. Products Summary Identifies hazardous components, production rate, revenues, and other information about products.
S6. Waste Stream Summary Summarizes all of the information collected for each waste stream. This sheet is also used to prioritize waste streams to assess.
Waste Minimization Assessments (Section 5)
S7. Option Generation Records options proposed during brainstorming or nominal group technique sessions. Includes the rationale for proposing each option.
Describes and summarizes information about a proposed option. Also notes approval of promising options.
S8. Option Description
Feasibility Analysis (Section 6)
S9. Profitability This worksheet is used to identify capital and operating costs and to calculate the payback period.
B- 1
-102-
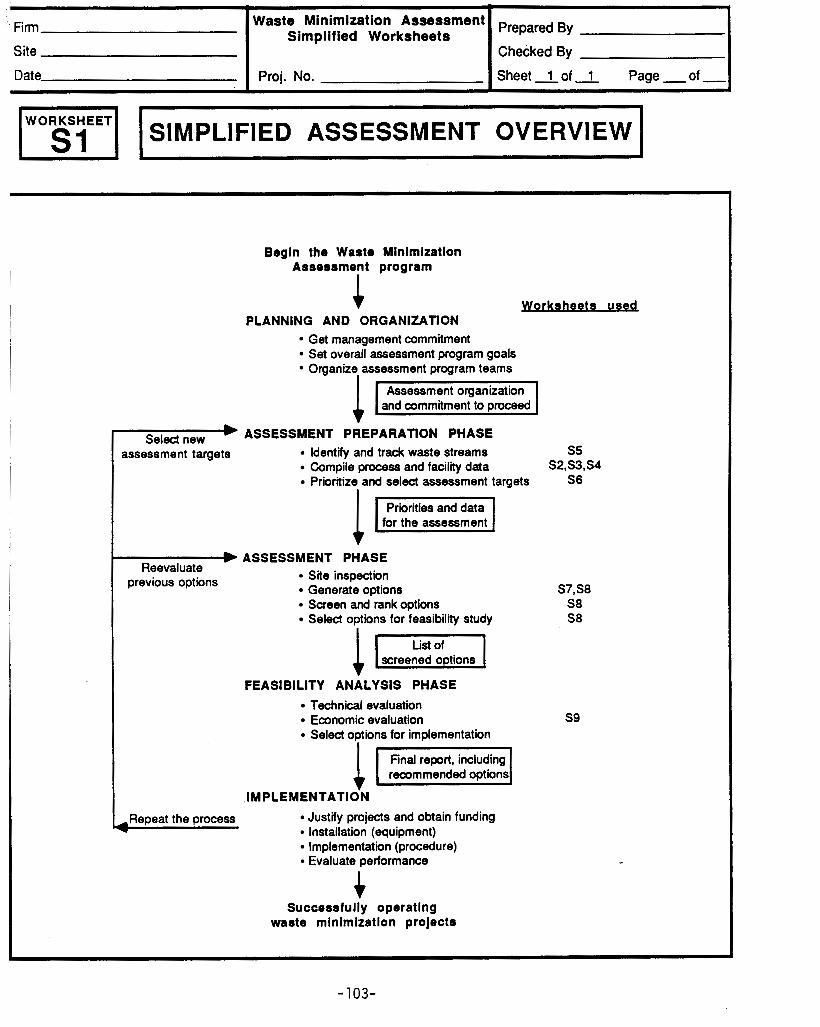
Firm
Site
Date
Waste Minimizat ion Assessment S impl i f ied Worksheets
Prepared By
Checked By Proj. No. I Sheet 1 of. 1 Page-of -1
WORKSHEET I s i 1 m I I i
SIMPLIFIED ASSESSMENT OVERVIEW
c PLANNING AND ORGANIZATION
Get management commitment Set overall assessment program goals Organize assessment program teams
s5 s2,s3,s4
S6
ASSESSMENT PREPARATION PHASE Identify and track waste streams Compile process and facility data Prioritize and select assessment targets
Select new assessment targets
ASSESSMENT PHASE Site inspection Generate options
Reevaluate previous options
Screen and rank options Select options for feasibility study
FEASIBILITY ANALYSIS PHASE Technical evaluation Economic evaluation Select options for implementation
IMPLEMENTATION
Repeat the process Justify projects and obtain funding Installation (equipment) Implementation (procedure) Evaluate performance
s7,sa S8 S8
s9
Successfully operating waste minlmlzatlon projects
- 103-
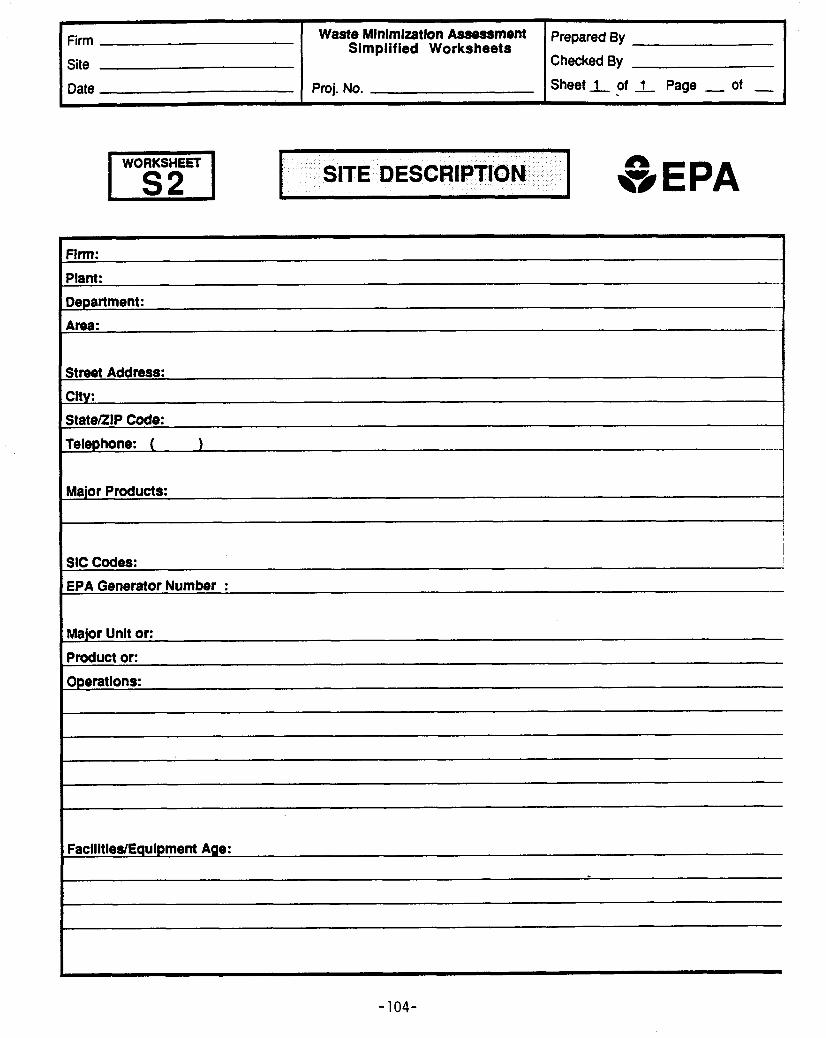
Firm
Site
Date
n \i/EPA
Waste Minimization A s s e s w " Prepared B~
Checked By
S h e e t 1 of 1 Page __ of -
Simplified Worksheets
Proj. No. I
~
i
i SIC Codes:
EPA Generator Number :
Major Unit or:
Product or: Operat ions:
Faciiities/Equipment Age:
- 104-
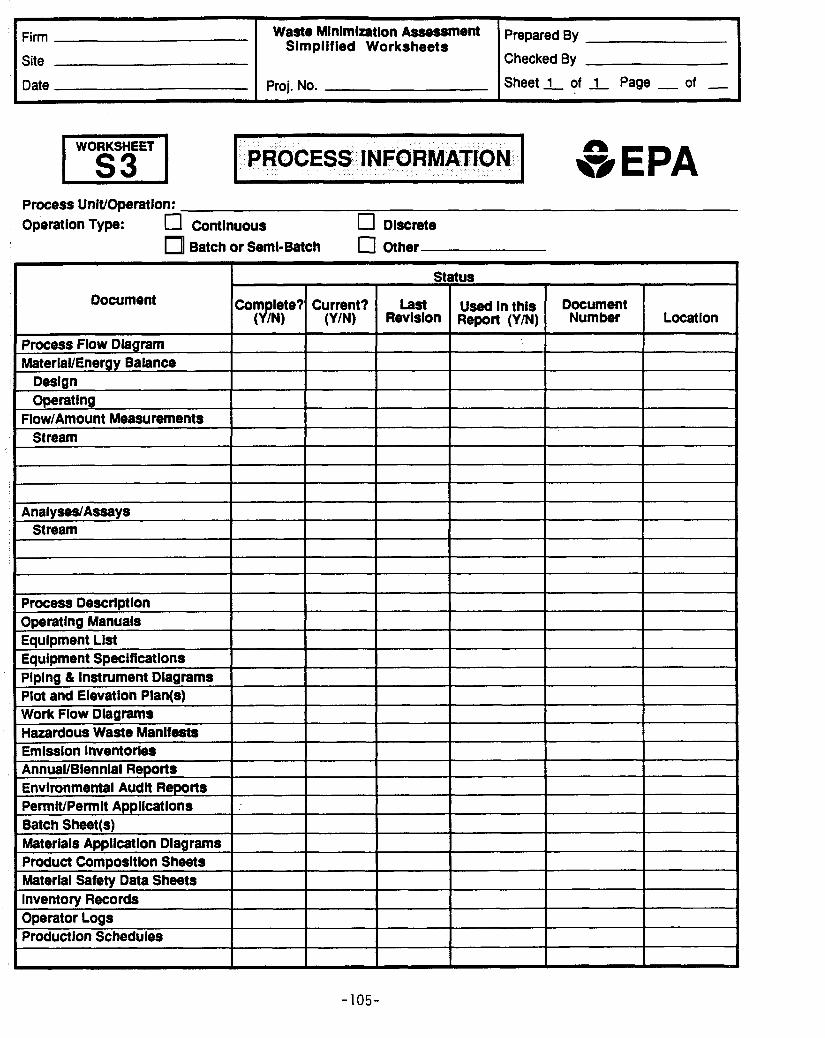
Firm
Site 6. WORKSHEET El
~~ _ _ ~ ~
Waste Mlnlmltntlon Assessment Prepared By
Checked By
S h e e t 1 of 1 Page - of -
Simplified Worksheets
Proj. No.
n WEPA Process UnltlOperatlon: Operation TYW: 0 Continuous 0 Dlscrete
Batch or Semi-Batch [7 Other
Document
-105-
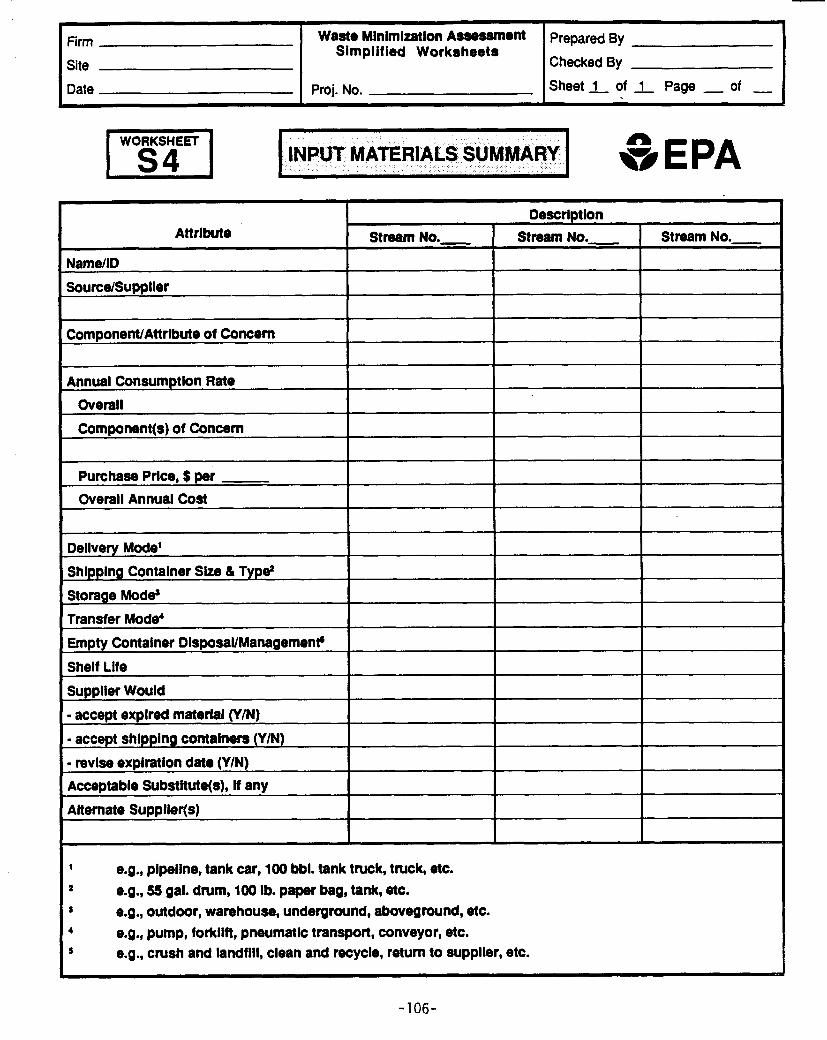
Firm
Site
Date
WORKSHEET E l
Waste Minlmlzation AS8OSSnlent Prepared By
Checked By
S h e e t 1 of 1 Page - of -
Simplified Worksheets
Proj. No.
~ E P A
1
2
¶
4
s
e.g., pipeline, tank car, 100 bbl. tank truck, truck, etc. e.g., 55 gal. drum, 100 ib. paper bag, tank, etc. e.g., outdoor, warehouse, underground, aboveground, etc. e.g., pump, forkllft, pneumatic transport, conveyor, etc. e.g., crush and landfill, clean and recycle, retum to supplier, etc.
- 106-
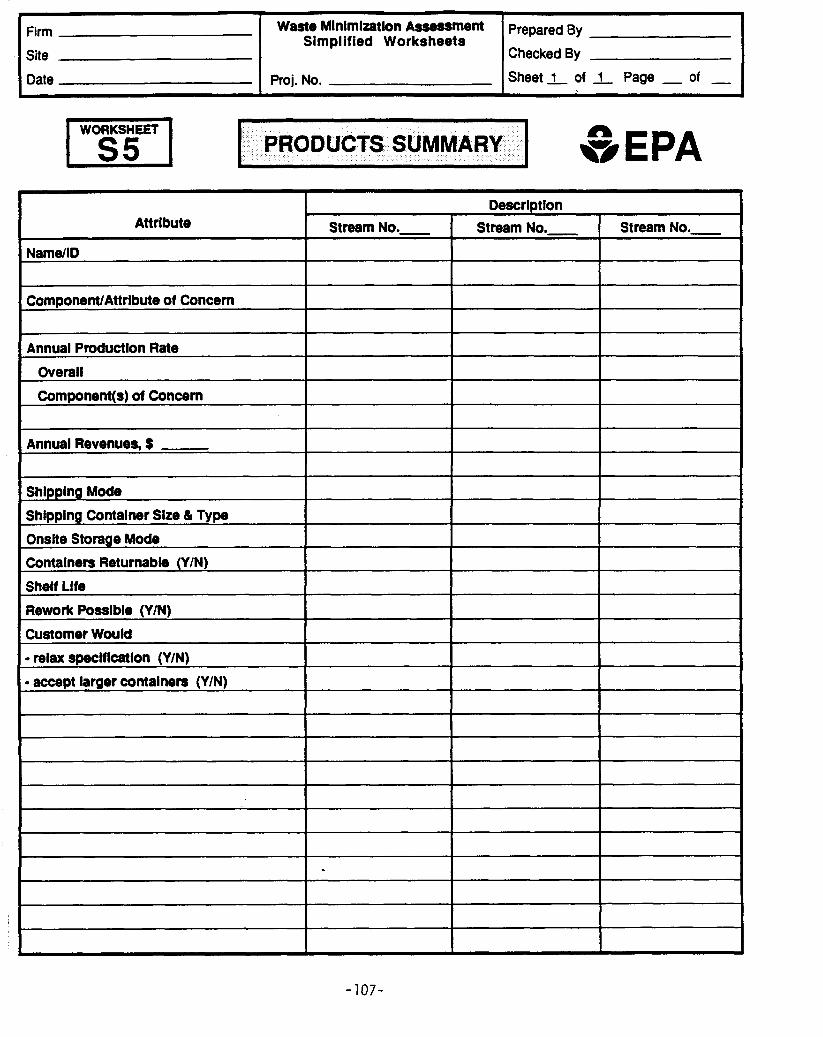
Firm
Site
Date
n THEPA
Waste Mlnlmlzatlon A”ment Prepared BY Simplified Worksheets
Checked By
S h e e t 1 of 1 Page __ of - Proj. No.
Attribute
NameJlD
ComponetWAttrlbute of Concem
Annual Pmductlon Rate
Description Stream No.- Stream No.- Stream No.-
Overall I I I Component(s) of Concem
Annual Revenues, $
Shipplng Mode
Shipplng Contalner Size Q Type OnsRe Storage Mode Containers Returnable (YIN) Shelf Life
Rework Posslble (Y/N) Customer Would
relax speclflcatlon (YIN)
accept larger containers (Y/N)
-107-
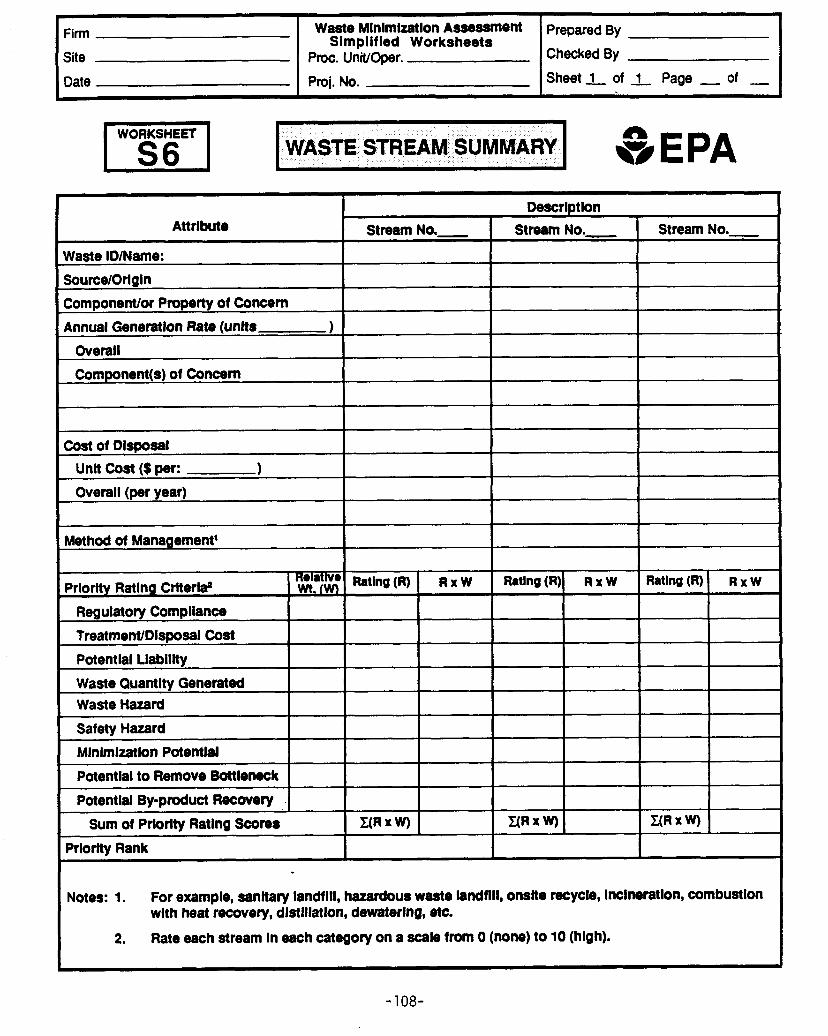
c
Firm
Site
Date
Waste Mlnl~lzatlOn Asse~SmeM Prepared By
Proc. UniVOper. Checked By Proj. No.
Simplified Worksheets
Sheetf of 1 Page __ of -
n WEPA ~
Attribute Descrlptlon
Stream~o.- I Stteam~0.- I Stream No.- I I
Waste IDIName: I I I
Cost of Dlsposal
Unlt Cost ($ per: 1 Overall (per year)
Method of Management'
Ro'a:g Prlorlty Rating Crlterla? wt.
Regulatory Compliance
TreatmentlDlsposal Cost Potentlal Llablllty Waste Quantlty Generated Waste Hazard
Safety Hazard Mlnlmlzatlon Potentlal
Potentlal to Remove Bottleneck Potentlal By-product Recovery
Sum of Prforlty Rating Scores
Prlortty Rank
SourcelOllgln Component/or Property of Concem
Annual Generation Rate (units 1 Overall
~~
Rating (R) R x W Rating (R) R x W Rating (R) R x w
ZC(R x w) m x W ) Z(R x w)
Component(s) of Concern
Notes: 1. For example, sanltary landflll, hazardous waste landflll, onslte recycle, Inclneratlon, combustlon with heat recovery, dlstlllatlon, dewatering, etc.
I 2. Rate each stream In each category on a scale from 0 (none) to 10 (hlgh).
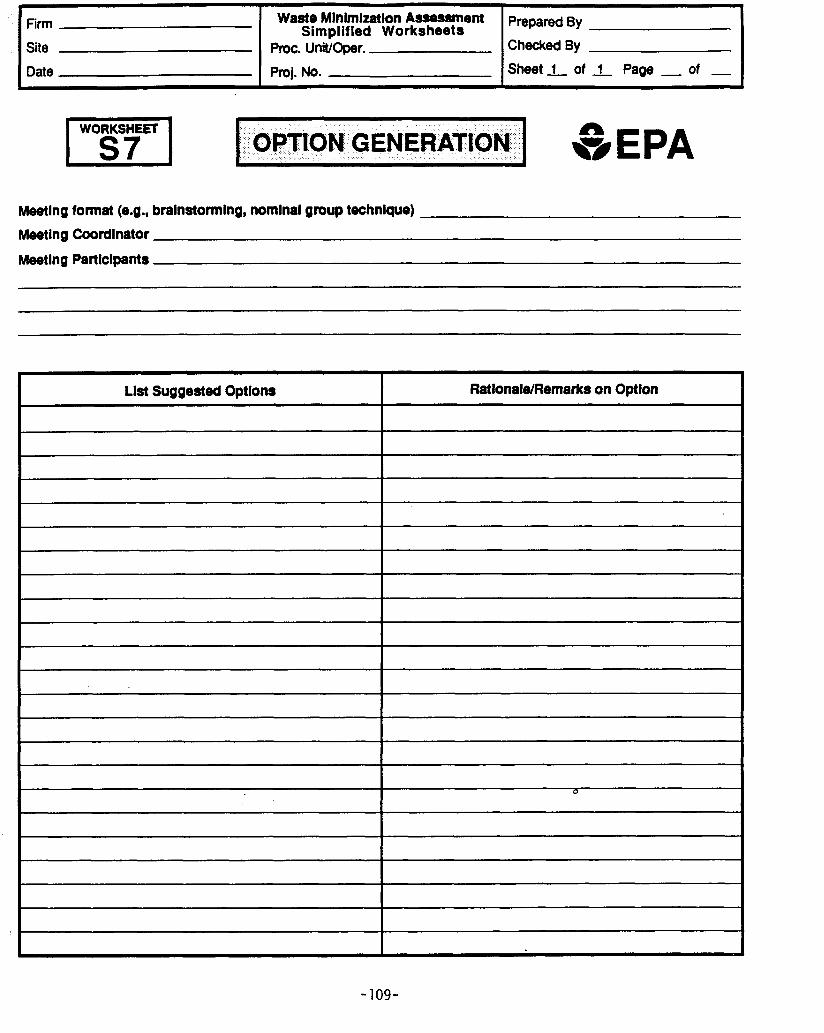
Firm
Site
Date
WORKSHEET El
Waste Mhimlzatlon Assement Prepared BY Simplified Worksheets
Proc. Unit/Oper. Checked By
Proj. No. Sheetf of 1 Page __ of -
n TMEPA
List Suggested Options RatlonalMfemarks on Option
0
_.
Meetlng format (e.g., bralnstormlng, nominal group technique)
Meeting Coordinator
Meeting Participants
-109-
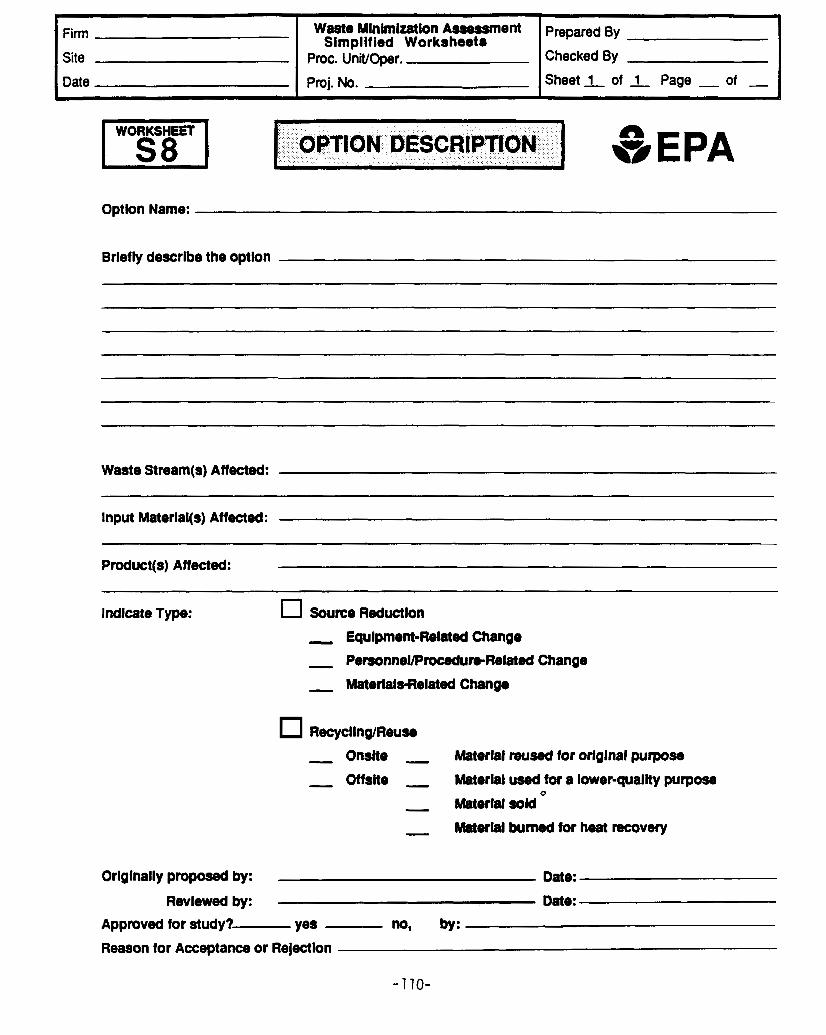
Waste Mlnimlzatlon As8essment Firm Simplified Worksheets Site Proc. UnWOper.
Date Proj. No.
WORKSHEET E l
Prepared BY
Checked By
Sheet 1 of 1 Page - of -
~ n I OPTION DESCRIP710N . -0EPA
Option Name:
Briefly describe the option
waste Stream(s) Affected:
Input Materlal(s) Affected:
Product(s) Affected:
lndlcate Type: c] SourceReductlon - Equlpment-Related Change - PenonneUPtocedure-Related Change
- Materlals4lelated Change
Recycllng/Reuse - Onslte - Material reused for orlglnal purpose - Offsite - Materlal used for a lower-quality purpose
- Material sold O
- Material burned for heat recovery
Originally proposed by: Date:
Reviewed by: Date:
Approved for study? Yes m, by:
Reason for Acceptance or Rejectlon
-1 10-
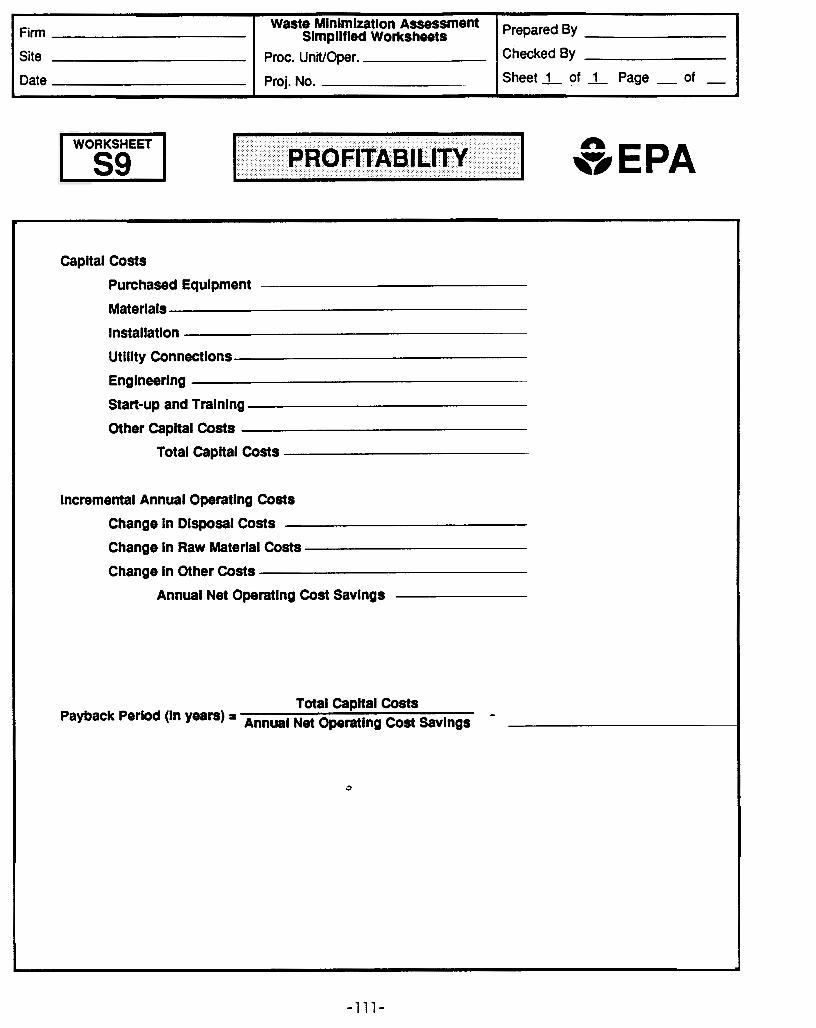
Waste Minlmizatlon Assessment Firm Simplified Worksheets Site Proc. Unit/Oper.
Date Proi. No.
prepared By
Checked By
S h e e t 1 of i Page __ of -
Capital Costs Purchased Equipment
Materials
installation
Utility Connections
Engineering
Start-up and Training
Other Capital Costs Total Capital Costs
PRO FITAB I LlTY
Lncrementai Annual Operatlng Costs Change in Disposal Costs Change in Raw Material Costs Change in Other Costs
Annual Net Operating Cost Savings
SEPA
- - Total Capltal Costs Payback Period (In years) = Annual Net Operatlng Cost Savings
-111-

APPENDIX C
SOURCES OF INFORMATION
1. Dist i l la t ion Equipment Suppliers
2 . Solvent Recyclers
3. Solvent Suppliers
4. Metal Recyclers
5. Suppliers o f Solvent Substi tutes
6.
7 .
P las t ic Dry Stripping Media Suppliers
Purveyors o f Hazardous Waste Packaging Materi a1 s , Labels , and Spi 11 Absorbants
-1 12-

1. DISTILLATION EQUIPMENT SUPPLIERS
The following list was compiled through personal interviews, telephone conversations, and sales literature. The preparers of this list take no responsibility for the list's completeness or for the quality of services offered by these firms.
ACTIVATION y INC 8041-F Arrowridge Blvd. Charlotte, NC 28210 (800) 558-3127 Contact: Mike Mabry Equipment: In house solvent
recovery equipment by RECYCLENE Products, Inc., systems from 6 gallons per day to 20 gallons per hour. All equipment is U.L. listed.
AMPRO TECHNOLOGIES 3888 Commerce Street Riverside, CA 92507 (714) 788-0510 Contact: Anne Probizanski, Pres. Equipment: Solvent Reclaim Distillation Units, small batch and continuous batch 150-500 gallshift.
BAKER BROTHERS/SYSTEMS Post Office Box 707 Plf
4 Raeford, NC 28376 (919) 875-4169 Contact: David Gibson, Manager Equipment: Electrodialysis
BARNETT-HORMBERG, INC. 1709 East Boulevard Charlotte, NC 28203 (704) 332-1597 Contact: H.C. Martin Equipment: Corrosion control
4
linings, air pollution control systems, fiber glass tanks, FRP grating, structural members, heat exchangers (steam and electric)
BARON-BLAKESLEE 1225 Atando Avenue Charlotte, NC 28206 (704) 333-9682 Contact: John Sparrow Equipment: Recovery units for
chlorinated and fluorinated solvents by Baron-Blakeslee; also units and carbon adsorption systems for recovering solvents from exhausts.
recyclers listing also. Recycling Services: See solvent
BRIGHTON CORPORATION 11861 Mosteller Road Cincinnati, OH 45241 (513) 771-2300' Contact: Arthur Kimpel , Sales Manager
THE CARDINAL CORPORATION P.O. Box 4234 Wilmington, DE 19807 Contact: Jerold B. Smith (302) 656-9446 Equipment: user collects spent
solvent in empty 55-gallon drum. The cardinal unit evaporates reusable solvent from drum. Residue remains in collection drum.
CORNING GLASS WORKS Corning Process Systems BF Plant
(607) 974-0280 Contact: Raymond Baker Equipment: Corning Evaporator
+4 I-
Big Flats, New York 14814 I
-113-
DISTILLATION EQUIPMENT SUPPLIERS ( c o n t . )
DISTI INCORPORATED 131 P r i n c e S t r e e t .
New York, NY 10012 (212) 505-0611 Contac t : Michael Schmutzer, Pres.
Equipment: Solvent recovery u n i t s f o r t h e p a i n t , i n k , and adhes ive i n d u s t r y . The u n i t s d i s t i l l contaminated flammable and non- flammable s o l v e n t s t o produce c l e a n s o l v e n t . Washing machines des igned t o wash and r i n s e round mixing tubs f o r c o l o r s and p a i n t s p r e f e r a b l e w i t h t h e use of so l - ven t s o r water.
Wayne H. Lawrenz, Vice-Pres.
ECO-TEC 925 Brock Road South Toronto, O n t a r i o , Canada L1W 2x9 (416) 831-3400 Contact: Mike Dejak Equipment: Ion exchanger
04
FILTRATION TECHNOLOGY, I N C .
#-4 Post O f f i c e Box 31442 Rale igh , NC 27622 (919) 787-3988 Contact: J i m Grantham Equipment: F l u i d f i l t r a t i o n
FINISH ENGINEERING CO. , I N C . 921 Greengarden Road Erie, PA 16501 Contact: Mike Snyder, S a l e s
(814) 455-4478 Se rv ices : Network of d i s t r i b u t o r s
t h a t s e l l and s e r v i c e equipment which d i s t i l l s s o l v e n t s t h a t b o i l i n t h e range of 100-500°F. Un i t s a v a i l a b l e t o d i s t i l l between 15 and 500 g a l / d a y ; e l e c t r i c a l and steam powered u n i t s .
Engineer
FREDERICK GUMM CHEMICAL COMPANY 1280 Wall S t r e e t , West
(201) 460-7900 Contac t : Joe C a h i l l , Product Mgr. Equipment and Supp l i e s : F u l l l i n e
of equipment and chemicals f o r e l e c t r o and e l e c t r o l e s s p l a t i n g
Lyndhurst , N J 07071 d
HARSHAW/ F ILTROL
.r?/ 3915 D Va l l ey Court ’
Winston-Salem, NC 27106 (1-800) 321-4802 Contac t : Louis Giane los Equipment: Evapora tors
HOFFMAN/DIVISION OF CLARKSON I N D . P.O. Box 548 6035 Corpora t e Dr ive East Syracuse , NY 13057 Contac t : S a l e s (315) 437-0311 Equipment: Vacuum s t i l l s f o r
s o l v e n t recovery and emulsion b reak ing f o r spen t coo lan t s .
HOYT MANUFACTURING COMPANY 251 Forge Road Westpor t , MA 02790 (617) 636-8811 Contact: Sales Equipment: S t i l l s w i th c a p a c i t y of
35 and 60 g a l l o n s , f o r t h e recov- e r y of p e r c h l o r e t h y l e n e on ly ; SOLVO-SALVAGER, a s t a t e - o f - t h e - a r t d i s t i l l a t i o n system des igned t o r ecove r both flammable and non- flammable s o l v e n t s .
INNOVA TECHNOLOGY, I N C . 5170 126th Avenue, North Clearwater, F l o r i d a 33520 ( 8 1 3 ) 577-3888 Contac t : Ted Nohren Equipment: Chrome Napper
Pd
JAN ENGINEERING CO. 736 I n d i a n Manor Court S tone Mountain, GA 30083 (404) 292-1711 Contac t : H.A. J a n i c e k Equipment: Batch s t y l e 15 and 55
g a l l o n LITTLE STILLS by F i n i s h Eng inee r ing , f o r s o l v e n t recov- e ry . With vacuum o p t i o n , w i l l d i s t i l l up t o 500°F b o i l i n g p o i n t .
JWI, I N C .
, i 2155 112th Avenue Hol land , M I 49423 (616) 772-9011 Equipment: Sludge Dryers
-1 14-
DISTILLATION EQUIPMENT SUPPLIERS ( c o n t . )
LANCY INTERNATIONAL, I N C . Post O f f i c e Box 490 Zel ienpole , PA 16063 (412) 452-9360 Contact : Janes Knight Equipment: E l e c t r o l y t i c metal,
d
e l e c t r o d i a l y s i s , u l t r a f i l t e r s , e v a p o r a t o r s , e tc .
LUWA CORPORATION P.O. Box 16348 4404 Chesapeake Drive C h a r l o t t e , NC 28216 (704) 394-8341 Contact: Mic Barnhouse Equipment: Thin-fi lm
evaporation/distillation/drying based equipment and complete systems f o r recovery of s o l v e n t s , o i l s , e tc . from non-vola t i le r e s i d u e s .
Serv ices : Pre l iminary E v a l u a t i o n S e r v i c e s (PES), f o r f e a s i b i l i t y s c r e e n i n g , and complete p i l o t p l a n t t e s t i n g s e r v i c e s are a v a i l a b l e .
MEMTEK 42 Cummings Park Woburn, Massachuset ts 01801
Contact: Ronald H a l l Equipment: U l t r a f i l t r a t i o n
METAL RECOVERY TECHNOLOGY m-t/ 10 Nate Whipple Highway Cumberland, Rhode I s l a n d 02864 (401) 831-3100 Contact: Bob Pope Equipment: E l e c t r o l y t i c metal
OM1 INTERNATIONAL CORPORATION 21441 Hoover Road Warren, Michigan 48089 (313) 497-9100 Contact: Rebecca Spearo t Equipment: F i l t e r p r e s s e s ,
a g i t a t o r s , c l a r i f i e r s , d e i o n i z a t i o n
(617) 667-2828 w
4 f7-
OSMONICS, I N C . Osmo Membrane system 5951 Clearwater Drive Minnetonka, MN 55343 (612) 933-2277 Contact : Lee Comb Equipment: Reverse osmosis
d
PBR INDUSTRIES I N C . 400 Farmingdale Road . W. Babylon, NY 11704 (512) 422-6004 Equipment: Resolver 5 and 14 g a l l o n
s t i l l s and a d d i t i v e t o conver t s l u d g e i n t o a r u b e r i z e d undercoat .
PFAUDLER CO. /DIVISION OF SYBRON CORPORATION Roches te r , NY 14603 (716) 235-1000 North C a r o l i n a R e p r e s e n t a t i v e :
B i l l Gephart P.O. Box 2367 C h a r l o t t e , N C 28211 (704) 541-5953
PHILLPS MANUFACTURING COMPANY 7334 North Clark S t r e e t Chicago, I L 60626 (312) 338-6200 Contact : Sales
PILOT RACK COMPANY, I N C . Route 3, Box 498 M t . P i l o t , NC 27041 (919) 368-4736 Contact : Ralph J. Gwyn Equipment: P l a t i n g racks
ROBERT E. MASON COMPANY P o s t O f f i c e Box 33424
(704) 375-4464 Contact : A 1 J. Dickens, Jr. Equipment: Wastewater t r e a t m e n t
C h a r l o t t e , NC 28233-3424 - +r
a+* t Y SAFETY-KLEEN CORPORATION .c;, R a l e i g h , NC See l i s t i n g under Hazardous Waste
S e r v i c e s and Solvent Recyclers
SEPARATION TECHNOLOGY R t . 3 , Box 207 C
(803) 329-1252 Contact : Will iam Davis Equipment: Reverse osmosis
Rock H i l l , SC 29730 2'
SOUTHERN RECOVER COMPANY P.O. Box 3279
F o r t M i l l , SC 29715
1658 Katy Lane &?- &-e-,
- 1 15-
DISTILLATION EQUIPMENT SUPPLIERS ( c o n t . )
(803) 548-5740 SOUTHERN RECOVER COMPANY ( c o n t . ) Contact : Sales Department S u p p l i e r o f : Recyclene s o l v e n t
recover sys t tems f o r most common s o l v e n t s w i t h b o i l i n g pont up t o 390°F., i n c l u d i n g l a c q u e r t h i n n e r , m i n e r a l s p i r i t s , MEK, xy lene , 1-1-1-Trichloroethane, and f reon .
"Black Gold" o i l f u r n a c e s t o burn used cranckcase and lube o i l s (up t o 50 wt . ) , au tomat ic t r a n s m i s s i o n f l u i d s , , 81 and #2 h e a t i n g o i l s . U n i t s may be used a s an a r e a h e a t e r and can be ducted.
"Nordale F l u i d El imina tors" t o e f f i c i e n t l y and economically e v a p o r a t e t h e water p o r t i o n of water-based wastes. S u i t a b l e f o r non-combustible materials only.
STRANCO P o s t O f f i c e Box 389 Bradley, I l l i n o i s 60915 (815) 939-3216 Contact: Ar thur White Equipment: Polyblend f i l t r a t i o n ,
/
r i
chemical meter ing pumps
n Q' TECHMATIC, I N C . 133 Lyle Lane i i
N a s h v i l l e , TN 37211 (615) 256-1416 Contact : Dan Singelyn , P r e s i d e n t Equipment: Dryers and e v a p o r a t o r s
WATER MANAGEMENT, I N C . 2300 Highway 70 East Hot Sopr ings , Arkansas 71901 (501) 623-2221 Contact : C.T. P h i l i p p Equipment: Custom packaged
P
t r e a t m e n t s f o r metal f i n i s h i n g i n d u s t r i e s
I /
ZERPOL 1300 schwab Road 1 ;
H a t f i e l d , PA 19440 (215) 368-0501 Equipment: Zero waste water systems
-1 16-
2 . SOLVENT RECYCLERS
The fo l lowing l i s t was compiled through pe r sona l i n t e r v i e w s , te lephone conve r sa t ions , sales l i t e r a t u r e and/or t h e Na t iona l Assoc ia t ion of Solvent Recyclers ' (NASR) Greenbook, a membership d i r e c t o r y . The format f o r each l i s t i n g i s s imilar t o t h a t found i n t h e Greenbook. The p r e p a r e r s of t h i s l i s t t ake no r e s p o n s i b i l i t y €or t h e l i s t ' s s e r v i c e s o f f e r e d by t h e s e f i r m s .
GSX OF SOUTH CAROLINA, I N C . (FORMERLY ABCO INDUSTRIES, INC.) Roebuck, SC See L i s t i n g under i n c i n e r a t o r s .
ALLWORTH, I N C . 500 Medco Road Birmingham, AL 35217 ( 2 0 5 ) 841-1707 Contact : Lesl ie S . Allen , Pres. Products : Ch lo r ina t eds , f lou-
r i n a t e d s , a l c o h o l s , es ters , ke tones , a l i p h a t i c s , aromatics .
Recycl ing Se rv ices : Thin f i l m vacuum d i s t i l l a t i o n , d ry ing
Lab Fac i l i t i e s : GC, f l a s h p o i n t , d i s t i l l a t i o n , KF
Transpor t : bu lk , drum, and ra i lcars Other Se rv ices : Hazardous waste
t r a n s p o r t a t i o n t o any TSD f a c i l i t y .
ALTERNATE ENERGY RESOTTRCES , I N C . 2730 Walden Drive Augusta, GA 30904 ( 4 0 4 ) 738-1571 Contact : J i m Evans
Other Branch: Box 498 Columbia, TN 38802-0498 Contact: Tony Livengood 1-800-3 5 8- 9 7 4 4 Products : ace tone , c h l o r i n a t e d
P l a n t Superv isor
s o l v e n t s , f r e o n , pa in t t h i n n e r s , d e g r e a s e r s , e tc .
Recycl ing Se rv ices : D i s t i l l a t i o n Lab F a c i l i t i e s : P i l o t s t i l l , GC,
Transpor t : Bulk and drum Other Se rv ices : Waste o i l removal
KF, etc.
and s p i l l c leanup of waste s o l u b l e o i l s , c u t t i n g o i l s , and c o o l a n t s ; f ree l a b a n a l y s i s of your waste streams f o r r ecyc l ing .
completeness o r f o r the q u a l i t y of
ARIVEC CHEMICALS, I N C . 7 9 6 2 Huey Road Box 5 4 Douglasv i l l e , GA 30133 ( 4 0 4 ) 942-4332 Contac t : James Pa r ivech io , J r . ,
Products : Aromatics, a l i p h a t i c s , Vice P r e s i d e n t
a l c o h o l s , k e t o n e s , g l y c o l s , e s t e r s , f l uo roca rbons , and c h l o r i n a t e d hydrocarbons.
Recycl ing Se rv ices : Thin f i l m , f o rced f eed evapora t ion , and f r a c t i o n a l d i s t i l l a t i o n
Lab F a c i l i t i e s : A l l methods r e q u i r e d f o r SW846 (EPA methods)
T ranspor t : bulk and drum
ASHLAND CHEMICAL (See l i s t i n g under s o l v e n t s u p p l i e r s )
BARON-BLAKESLEE, I N C . 1225 Atando Avenue C h a r l o t t e , NC 28206 ( 7 0 4 ) 333-9682 Contact : John Sparrow Products : Ch lo r ina t ed and
f l u o r i n a t e d s o l v e n t s Recycl ing S e r v i c e s : S t r i c t l y
d i s t i l l a t i o n , t h i n f i l m , pot s t i l l , columns on a t o l l b a s i s f o r chemical customers only
Transpor t : bulk Other Se rv ices : d i r e c t buy back,
in-house r e c y c l i n g equipment s a l e s .
CHEMICAL SOLVENTS, INC. 3751 Jennings Road Cleve land , OH 44109 ( 2 1 6 ) 741-9310 Contac t : Ron F o r s t e r , Recycl ing
Products : c h l o r i n a t e d , f l u o r i n a t e d , Manager
flammables
-1 17-
SOLVENT RECYCLERS (con t . )
CHEMICALS SOLVENTS I N C . ( con t . ) Recycl ing Se rv ices : .Thin-film
Lab F a c i l i t i e s : GC, Kar F i s h e r evapora to r , d ry ing of s o l v e n t s
mois ture a n a l y s i s , t a g c losed cup f l a s h p o i n t t es te r
Transpor t : bu lk and drum Other Se rv ices : Solvent b lending
CHEMICAL WASTE MANAGEMENT, I N C c / o SOLVENT RESOURCE RECOVERY 4301 In f i rmary Road West C a r r o l l t o n , OH 45449 (513) 859-6101 Contac t : Joseph P. Henehan,
S a l e s Represen ta t ive Products : so lven t b l ends , i n k
washes, a l i p h a t i c / a r o m a t i c hydrocarbons, ke tones , es te r , c h l o r i n a t e d hydrocarbons, f r e o n s
Recycl ing Se rv ices : f r a c t i o n a t i o n column, t h i n f i l m evapora to r , vacuum ba tch s t i l l
Lab F a c i l i t i e s : Gas chromatograph, Karl F i s c h e r , t a g c losed cup t e s t e r , , d i s t i l l a t i o n column, etc.
Transpor t : Bulk and drum Other Se rv ices : so lven t d i s p o s a l
pick-up s e r v i c e , cement k i l n f u e l s e r v i c e
DETREX CHEMICAL INDUSTRIES, I N C . P.O. Box 5278 C h a r l o t t e , NC 28225-5278 (704) 372-9280 TWC 1-800-672-1915 (NC) NWC 1-800-845-2066 (Nationwide) Contact : Dick Bray Products : c h l o r i n a t e d and
f l u o r i n a t e d s o l v e n t s , a l c o h o l s , ke tones l acque r t h i n n e r
Recycl ing Se rv ices : wiped f i l m evapora to r
Lab F a c i l i t i e s : gas chromatograph, bench tes t d i s t i l l a t i o n
Transpor t : pick-up l o c a l l y , common c a r r i e r o r chemical d i s t r i b u t o r
GSX SERVICES, I N C . P.O. Box 210 R e i d s v i l l e , NC 27320 (919) 342-6106 24 Hour Emergency Reponse (919) 272-2222
GSX SERVICES, I N C . ( con t . ) Contact : J i m Noles Products : v a r i o u s grades of f u e l
va lue s o l v e n t s Recycl ing Se rv ices : f u e l b lending ,
water e x t r a c t i o n Other S e r v i c e s : See l i s t i n g under
Hazardous CJaste S e r v i c e s , and Transpor t e r s .
GOLD-SHIELD SOLVENTS Div i s ion of Det rex Chemical
I n d u s t r i a l , Inc . P.O. Box 5278 C h a r l o t t e , NC 28225-5278 (704) 372-9280 Contact : Mark Teal,
F a c i l i t y Manager Ch lo r ina t ed and f l u o r i n a t e d s o l v e n t
sales, r e c y c l i n g and d i s p o s a l Equipment: vapor d e g r e a s e r s ,
d e f l u x e r s , u l t r a s o n i c c l e a n e r s , v i b r a d e g r e a s e r s , so lven t recovery sys tems, vapor recovery systems, s o l v e n t s t i l l , s o l v e n t d r y e r s , waste water t rea tment systems
Recycl ing S e r v i c e s : t r i c h l o r - e t h y l e n e , pe rch lo roe thy lene , methylene c h l o r i d e , l , l , l - t r i c h l o r o e t h a n e , f l u o r i n a t e d s o l v e n t s
waste g e n e r a t o r ' s f a c i l i t y t o Det rex Solvent Recovery Center
Other Se rv ices : In-p lan t consul- t a t i o n , l a b o r a t o r y a n a l y s i s , employee t r a i n i n g and seminars , equipment i n s p e c t i o n s , a i r sampling, system and methods e v a l u a t i o n
Other Branches: Chicago, I L ; Cleve land , OH; Dallas, TX; D e t r o i t , M I ; Grand Rapids , M I ; H a r t f o r d , CT; I n d i a n a p o l i s , I N ; Los Angeles, CA; P h i l a d e l p h i a , PA.
T r a n s p o r t a t i o n : t r a n s p o r t a t i o n from
M & J SOLVENTS CO., I N C . P.O. Box 19703 S t a t i o n N A t l a n t a , GA 30325 (404) 355-8240 Contac t : Donald E. McQueen, P r e s .
-1 18-
SOLVENT RECYCLERS (con t . )
M & J SOLVENTS CO., I N C . ( con t . ) Products : Aromatics,. a l i p h a t i c s ,
k e t o n e s , e s t e r s , a l c o h o l s , g l y c o l s , p a i n t and b l ends , c h l o r i n a t e d s o l v e n t s
Recycling Se rv ices : t h i n f i l m d i s t i l l a t i o n , s o l v e n t f r a c t i o n a - t i o n
Lab F a c i l i t i e s : complete a n a l y s i s s e r v i c e s wi th chemist
MARISOL INCORPORATED 125 Fac tory Lane, Middlesex Middlesex, N J 08846 (201) 469-5100 Contact: Eugene R. S t r e i t e r ,
Sales Execut ive ;
Sales Manager Products: t h i n n e r s , a romat i c s ,
a l i p h a t i c s , g l y c o l s , ke tones , a l c o h o l s , c h l o r i n a t e d and f l u o r i n a t e d s o l v e n t s
Lab F a c i l i t i e s : complete l a b o r a t o r y f e a t u r i n g G / L C equipment, t r i t ra- t i o n , Baum c a l o r i m e t e r s , c e n t r i - fuge , w e t l a b , K.F.
Robert I. Po lga r ,
T ranspor t : bu lk and drum Other Se rv ices : l e g a l d i s p o s a l of
un recyc lab le s
MCKESSON ENVIROSYSTEMS CO. 1 2 7 West Berry S t r e e t .
For t Wayne, I N 46802 (219) 424-1940 Contact: Kenn Wiest Products : mix tures of f l u o r c a r b o n s ,
c h l o r i n a t e d s o l v e n t s , ke tones , a l c o h o l s , es ters , s p e c i a l t y s o l v e n t s
State Hwy. No. 146 New Castle, KY 40050 (502) 845-2453
Recycling Se rv ices :
Steam s t r i p p i n g , a tmospher ic and vacuum d i s t i l l a t i o n , ba tch and cont inuous f r a c t i o n a t i o n and s o l v e n t e x t r a c t i o n
MILFORD, BANNISTER AND ASSOCIATES 4455 South P ine Street P.O. Box 6191 Spar tanburg , SC 29304
MILFORD, BANNISTER AND ASSOCIATES (con t inued) Products : 1 ,1 ,1 t r i c h l o r o e t h a n e ,
t r i c h l o r o e t h y l e n e , p e r c h l o r o e t h y l e n e , methylene, c h l o r i d e , f r e o n s , ace tone , MEK, xy lene , t o l u e n e , a l c o h o l s , p a i n t t h i n n e r s , s p e c i a l i t y b lends .
Recycl ing s e r v i c e s : D i s t i l l a t i o n Transpor t : w i l l c o o r d i n a t e o f f - s i t e
pick-up. Other s e r v i c e s : on - s i t e s e r v i c e s
and o f f - s i t e d i s p o s a l . Of fe r s waste management c o n s u l t a t i o n , c o s t r e d u c t i o n and waste minimiza t ion .
THE PRILLAMAN COMPANY P.O. Box 4024 M a r t i n s v i l l e , VA 24115 (703) 638-8829 Contac t : Sherman S. Dutton,
S a f e t y D i r e c t o r Products : compound, l a c q u e r
t h i n n e r , l i q u i d waste - l , l , l - t r i c h l o r o e t h a n e , methylene c h l o r i d e , pe rch lo roe thy lene
s o l v e n t recovery Recycl ing S e r v i c e s : d i s t i l l a t i o n ,
Lab F a c i l i t i e s : f i v e chemis ts T ranspor t : bulk and drum Branch O f f i c e s :
The P r i l l aman Co. P.O. Box 34189 Richmond, VA 23234 (804) 748-8139 Wade Ogg
RAMSEY CHEMICAL, I N C . P.O. Box 5006 Va ldos t a , GA 31601 (912) 247-7797 Contac t : Fred Ramsey, Owner Products : MEK, ace tone , methylene
c h l o r i d e , l,l,l-trichloroethylene, t o l u e n e , a c e t a t e s , xy lene , f e r r i n
Recycl ing S e r v i c e s : t h i n f i l m e v a p o r a t i o n and d ry ing
Lab F a c i l i t i e s : Transpor t : bulk and drum Other S e r v i c e s : t r a n s p o r t d i s p o s a l
materials t o dump s i tes
- 1 19-
SOLVENT RECYCLERS (con t . )
SAFETY-KLEEN CORPORATION 777 Big Timber Road .
E l g i n , I L 60120 (312) 697-8460 Contac t : David D a t t i l o ,
Vice P r e s i d e n t - S a l e s Kenneth R. Gordon
N.C. O f f i c e s i n Garner, C h a r l o t t e , Wilmington, Greensboro
Products : metal p a r t s c l e a n i n g s e r v i c e , i n d u s t r i a l s o l v e n t s , r e s t a u r a n t s e r v i c e s , automotive p a i n t r e f i n i s h i n g s e r v i c e s
Recycl ing Se rv ices : s i x p l a n t s i n US t o recover spen t hydrocarbon, c h l o r i n a t e d , and f l u o r i n a t e d s o l v e n t . S i m i l a r p l a n t i n A u s t r a l i a , s o l v e n t recovery p l a n t s i n UK and Germany by c o n t r a c t .
Lab F a c i l i t i e s : development and c o n t r o l l a b a t Corpora t ion Headquarters. Also c o n t r o l l a b o r a t o r y a t each r e c y c l e p l a n t .
T ranspor t : bu lk and drum Branch O f f i c e s : over 200 branches
wo r 1 dwi de
SEABOARD CHEMICAL CORPORATION 5899 R i v e r d a l e Dr ive Jamestown, NC 27282 (919) 886-4804 Contac t : Te r ry Hurs t
Products : a l c o h o l s , ke tone , S a l e s Manager
a l i p h a t i c s , a romat i c s , c h l o r i n a t e d s o l v e n t s , phenol, g l y c o l s
f r a c t i o n a t i o n , f l a s h d i s t i l l a t i o n
p r o j e c t s Lab F a c i l i t i e s : G / C , p i l o t p l a n t ,
f u l l s o l v e n t e v a l u a t i o n , a n a l y t i c a l c a p a b i l i t i e s , f l a s h p o i n t , BTU, c h l o r i d e s
Transpor t : bu lk and drum Other Se rv ices : waste water
Recycling Se rv ices : wiped f i l m
. f u e l program, b lending , p i l o t
t r e a t m e n t , vacuum s e r v i c e , f u e l program, i n c i n e r a t i o n o f f - s i t e , waste c o n s o l i d a t i o n s e r v i c e
SOUTHEASTERN CHEMICAL & SOLVENT COMPANY, I N C .
170 S. L a f a y e t t e Blvd. P.O. Drawer 1060 Sumter, SC 29150 (803) 773-7387 o r 778-7435 Contac t : Homer Tyson, S a l e s Manager
Ronny Lowder, General Manager
Products : a l c o h o l s , k e t o n e s , a l i p h a t i c s and a romat i c s , c h l o r i n a t e d s o l v e n t s , es ters /acetates , g l y c o l s , s a f e t y s o l v e n t s and custom b lends .
Recycl ing S e r v i c e s : Thin f i l m e v a p o r a t o r s ; d i s t i l l a t i o n column
Lab F a c i l i t i e s : Gas chromatography; Karl F i s h e r ; F l a s h P o i n t ; BTU Ana lys i s ; Complete P i l o t Opera- t i o n s ; COD, BOD Water Analys is
T ranspor t : EPA Permi t t ed Bulk and Drum De l ive ry and R e t r i e v a l , Sou theas t Region
Other S e r v i c e s : V i r g i n and r ec l a im s o l v e n t , custom b lend ing , engi- n e e r i n g and i n s t a l l a t i o n of above ground approved (UL and FM) bu lk s t o r a g e t anks f o r v i r g i n and waste materials, waste o i l s and hazard- ous waste s e r v i c e s .
Lab F a c i l i t i e s : gas chromatography, Karl F i s c h e r , f l a s h p o i n t , BTU v a l u e complete p i l o t o p e r a t i o n s , COD BOD water a n a l y s i s
T ranspor t : bu lk on ly (pump o u t t a n k s and drums on s i g h t ) , S o u t h e a s t e r n Region
Other S e r v i c e s : v i r g i n s o l v e n t s , custom b lend ing , eng inee r ing and i n s t a l l a t i o n of bulk s t o r a g e f a c i l i t i e s f o r v i r g i n and l i q u i d s o l v e n t waste
SPECTRON , I N C . 111 Providence Road E lk ton , MD 21921 (301) 398-1736 Contac t : James M. Mraz
Products : c h l o r i n a t e d s o l v e n t s Marketing Manager
(MCL, 1 , 1 , 1 TCE, p e r c h l o r TCE, EDC), f r e o n 113, l acque r s o l v e n t s ( k e t o n e s , a l c o h o l s , t o l u e n e ,
- 120-
SOLVENT RECYCLERS ( c o n t . )
SPECTRON, I N C . ( con t . ) VAN, WATERS AND ROGERS (con t . ) xy lene ) , pharmaceut ica l s o l e n t s S e r v i c e Road: ( i n c l . DMA) C h a r l o t t e , N C 28206
d i s t i l l a t i o n , f l a s h d i s t i l l a t i o n , p l a t e column d i s t i l l a t i o n , double drum d rye r bottoms r e d u c t i o n , l i q u i d - l i q u i d e x t r a c t i o n
Lab Fac i l i t i e s : Gas chromatography, Kar l F i s c h e r t i t r a t i o n , c a l o r i - metry, f l a s h p o i n t , q u a l i t y c o n t r o l on p r o c e s s e s , p roduc t s , c rudes , wastes, va r ious bench and w e t chemical techniques .
Recycling Se rv ices : Turba-film 1-800-632-1095
Transpor t : bulk and drum Other Se rv ices : S a l e s of s u r p l u s
s o l v e n t s i n a l l c a t e g o r i e s , eng inee r ing des ign and c o n s u l t a t i o n i n waste management and s o l v e n t recovery
I l l i n g t o n Road Oss in ing , NY 10562 Richard V. Bu t t (914) 762-5599
Branch O f f i c e s :
SRS I N C . 1200 Sylvan Street Linden, N J 07036 (201) 862-2000 Contact: J .R. H u h
VAN, WATERS AND ROGERS Campus Dr ive San Mateo, CA 94403 (415) 573-8000 Contact: Ronald B. Johnson,
Products: 1-1-1 T r i c h l o r o e t h y l e n e , Vice P r e s i d e n t
pe rch lo roe thy lene , methylene c h l o r i d e , t r i c h l o r e t h y l e n e , f l uo roca rbons
Recycling Se rv ices : d i s t i l l a t i o n , decan t ing , water washing
Lab Fac i l i t i e s : f u l l q u a l i t y c o n t r o l i n c l u d i n g G/LC
Transpor t : bu lk and drum Branch O f f i c e s :
3001 H o l t s Chapel Road Greensboro, NC 27402 1-80 0-6 3 2- 109 5 Roger W i l Hams
o r (919) 292-0624 Marty W i h e r
-121-
3. SUPPLIERS OF SOLVENTS
The following list was compiled through personal interviews, telephone conversations, and sales literature. The preparers of this list take no responsibility for the list's completeness or for the quality of services offered by these firms.
ASHLAND CHEMICAL COMPANY 2802 Patterson Street Greensboro, NC 27407 (919) 299-1101 Contact: Mike Trull Industrial Chemical Sales
Recycling Service: Transports waste solvents to outside recycler for customers
3930 Glenwood Drive Charlotte, NC 28208 (704) 392-2121
Other Branches:
1415 S. Bloodworth Street Raleigh, NC 27601 (919) 828-0615
BARON-BLAKESLEE Charlotte, NC See listing under Distillation Equipment Suppliers
CAMPCROFT IND. PARK P.O. Box 2169 Spartanburg, SC 29304
CAROLINA P.O. Box Hickory, Contact : Service: blends
SOLVENTS, INC. 9206 NC 28603 Jean Young, Office Manger Sells solvents and solvent to furniture industry
Recycling Services: Transports some customers' wastes to outside recycler
DETREX CHEMICAL INDUSTRIES, INC. P.O. Box 5278 Charlotte, NC 28225-5278 (704) 372-9280 Contact: Mark Teal Industrial Chemical Sales
Equipment: Vapor degreasers, distillation, industrial filtration
DETREX CHEMICAL IND., INC. (cont.) Recycling Services: Trichloro-
ethylene, perchloroethylene, l,l,l-trichloroethane and methylene chloride
Other Services: Environmental serv., laboratory services, equip. services, training programs
MILFORD, BANNISTER & ASSOCIATES INC. 4455 South Pine Street P.O. Box 6191 Spartanburg, SC 29304 (803) 582-4265 Contact: Robert Blom See listing under Solvent Recyclers.
SAFETY-KLEEN CORP. Elgin, Illinois See listing under Solvent Recyclers
SOUTHEASTERN CHEMICAL & SOLVENT CO. 170 S. Lafayette Blvd. P.O. Drawer 1060 (803) 778-7435 or (803) 773-7387 Contact: Homer Tyson, Sales Mgr.
Ronny Lowder, Gen. Mgr. Services: Industrial solvents; safety solvents; custom blending; bulk and drum delivery; bulk handling systems: designed and installed. See listing under Recyclers and Hazardous Waste Services.
TICAR CHEMICAL CO., INC. P.O. Box 4205 '
Asheville, NC 28812 (704) 667-0161 Contact: Steve Woolard
Recycling Services: transports Industrial Chemical Sales
customer's waste solvents to outside recycler
-122-
SUPPLIERS OF SOLVENTS ( c o n t . )
VAN, WATERS & ROGERS 2145 Skyland Court Norcross, GA 30071 (800) 334-0217 Contact: Bob Tut t l e
Recycling Services: Transports Industr ia l Chemical Sa le s
waste so lvent to outs ide recyc ler f o r customers
NC & SC Branches: Service Street Charlotte NC 28206 (704) 334-3101
- 123-
I
4. METAL RECYCLERS
The fo l lowing l i s t was completed through pe r sona l i n t e r v i e w s , t e l ephone conve r sa t ions and sales l i t e r a t u r e . The p r e p a r e r s of t h i s l i s t t a k e no r e s p o n s i b i l i t y f o r t h e l i s t ' s completeness o r f o r t h e q u a l i t y of s e r v i c e s o f f e r e d by t h e s e f i rms .
ALLIED-KELITE PRODUCTS DIVISION The Richardson Company 2400 E. Devon Avenue Des P l a i n e s , I L 60018 (312) 297-3570 Purchase s p e n t chrome ba ths
AMLON METALS 40 Rector S t r e e t New York, NY 10006 (212) 742-1043 Contact: Bob Koppel M a t e r i a l s Accepted: Sludges of
p rec ious metals, c o b a l t , copper , t i n , and n i c k e l -dry o r w e t , non- f e r r o u s s ludges .
Minimum Volume: c a s e by case Sample S ize : from 2 OZ. Samples
a r e s e n t t o an o u t s i d e a s saye r . Amlon Metals i s a broker. They s h i p
s ludges t o v a r i o u s r e f i n e r i e s .
ATOMERGIC CHEMICALS 100 F a i r c h i l d Avenue Pla inview, NY 11803 (516) 349-8800 Contact: Mal Hol lander Wastes Accepted: Sludges and
s o l u t i o n s of a l l p rec ious metals, copper and most o t h e r base metals.
be ry l l i um, l e a d , depending on t h e m a t e r i a l . Accepts copper s t r i p s o l u t i o n s and cyanides . Works mostly wi th e l e c t r o n i c s i n d u s t r y wastes.
. F r e f e r low amounts of a r s e n i c ,
Volume Needed: depends on c a s e P e r m i t s : EPA TSDF p e r m i t f o r
Generator P r e r e q u i s i t e s : none Use: Recover s o l i d meta ls b u l l i o n
r ecyc l ing .
f o r resale
F . ir
3
C.P. CHEMICAL Arbor S t r e e t Sewaren, N J 07077 (201) 636-4300 Contac t : M r . P a r i k h Materials Accepted: spen t p l a t i n g
Volume: Bulk and t ruck load
Permi ts : EPA TSDF p e r m i t , o t h e r
b a t h s
g e n e r a l l y
p e r m i t s , customers must be p e r m i t t ed .
Sampel S i z e : 1 q u a r t u s u a l l y Genera tor P r e r e q u i s i t e s : customers
Use: Resa le p l a t i n g ba th t o need t o r e p l a c e ba ths .
g e n e r a t o r o r t o o t h e r customers.
C.P. INORGANICS 10 I n d u s t r y Avenue J o l i e t , I L 60435 (815) 727-1074 Contac t : Ken Se lby , S a l e s Mgr. Wastes Accepted: Nicke l p l a t i n g
s o l u t i o n s , n i t r i c based rack s t r i p p i n g s o l u t i o n s , n i c k e l s o l u t i o n s , n i c k e l f i l t e r cake n i c k e l s u l f a m a t e , o r c u p r i c c h l o r i d e , copper s u l f a t e , c r y s t a l , metal l ic , o r copper p r e c i p i t a t e .
mini mum
Rubberlined and two compartment s t a i n l e s s s t e e l i n s u l a t e d tank t r u c k s .
Volume: P r e f e r bu lk , 20 drum
P e r m i t s : EPA TSDF p e r m i t , SWH-
Sample S i z e : 6-8 02. Genera tor P r e r e q u i s i t e s : p r o p e r l y
man i fe s t ed on IEPA Uniform Manifes t . DOT packaging, DOT s h i p p i n g on l i c e n s e d SWH Bulk shipments a r e CPI on ly .
Use: P r o p r i e t a r y
-124-
METAL RECYCLERS ( c o n t . )
EASTERN SMELTING AND REFINING CORP. 37-39 Bubier S t r e e t Lynn, MA 01901 (617) 559-9000 Wastes Accepted: s i l v e r c h l o r i d e
s ludge
GOWEN CHEMICAL P.O. Box 130 Roanoke Rapids , NC 27870
Contact: M r . Hugh Horne (919) 537-3537
HUNT CHEMICAL 5 Garret Mountain P l a z a West P e t e r s o n , N J 07424 (201) 977-6000 Contact: Doug Edgar Materials Accepted: d o n ' t r e c y c l e
s l u d g e s , accept copper a l k a l i n e Volume: tank t r u c k Permits : Waste h a u l i n g permi ts ,
Sample S ize : none Generator P r e r e q u i s i t e s : work wi th
Use: r e g e n e r a t e d copper f o r resale
customer has t o be waste permi t ted
p r i n t e d w i r i n g board manufacturers
K & L SCRAP SERVICES, I N C . 2310 Old Garner Road Raleigh, NC 27610 (919) 828-5426 Mail ing Address: P.O. Box 2067 Rale igh , NC 27602 Wastes accepted: Used b a t t e r i e s t o
be r e c y c l e d ($.50 each)
I R E T C O ( S t e e l , Petroleum, Chemical
THE INT'L. METALS RECLAMATION COMPANY, I N C . P.O. Box 720 Ellwood C i t y , PA 16117 (914) 578-5685 Telex H131-437 (412) 758-5515 Telex #902-828 Waste Accepted: S t a i n l e s s f l u e
b--J I n d u s t r i e s ) ( f'W
d u s t ; m i l l s c a l e , g r i n d i n g sward, s p e n t p i c k l i n g a c i d s and spend n i c k e l and mixed metal c a t a l y s t s ( p i c k l e l i q u o r )
INMETCO ( c o n t . ) Recycl ing S e r v i c e s : Rotary h e a r t h
f u r n a c e , annual rec lamat ion of 10 m i l l i o n l b s . , n i c k e l , chrominum and molybdenum.
MACDERMID, I N C . 20 Brookside Road Waterbury, CT 26720 (203) 575-5700 Contact : Gary Larson, VP
Wastes Accepted: Recyclable spent s o l u t i o n s p r e v i o u s l y s o l d t o t h e i r customers - copper e t c h a n t s , t i n and l ead s t r i p p e r s , s o l d e r con- d i t i o n e r s chrominum s o l u t i o n s . P r e f e r t o d e a l wi th t h e i r own cus- tomers but w i l l c o n s i d e r a c c e p t i n g materials from non-customers
o r B i l l T o l e r
Minimum Q u a n t i t i e s : none Permi ts : EPA TSDF permit Generator P r e r e q u i s i t e s : p r e f e r
t h e i r own customers but w i l l c o n s i d e r non-customers.
t o make new s o l u t i o n s . Reclaimed metals used i n product ion of p l a t i n g s o l u t i o n s .
Uses: Spent s o l u t i o n s r e j u v e n a t e d
MADISON INDUSTRIES P.O. Box 175 Old Bridge, N J 08857 (201 ) 727-2225 Contac t : Bruce Bzura, Vice-Pres.
Purchas ing Wastes Accepted: copper and z i n c
s l u d g e s and s p e n t e t c h a n t s . . Baghouse d u s t from b r a s s m i l l s and i n g o t manufacturers . P r e f e r copper c h l o r i d e s , copper s u l f a t e , c u p r i c ammonium c h l o r i d e , from c i r c u i t board i n d u s t r y .
Volume: p r e f e r by t ruckload but w i l l a c c e p t smaller than t r u c k l o a d i n some cases .
"hazardous waste d i s p o s a l p e r m i t s . "
Permi ts : p e r m i t t e d t o recyc le . No
Sample S i z e : 1 q u a r t Generator P r e r e q u i s i t e s : case by
Use: Manufacturers copper and z i n c case
chemicals .
- 125-
METAL RECYCLERS (cont.)
NORTHLAND CHEMICAL, INC. 275 Allens Avenue . Providence, RI 02905 (402) 781-2500 Contact: Ken Peckham Wastes Accepted: spent copper
etchants from circuit board industry. Copper sulfate crystal and solution, copper chloride solution and cupric ammonium chloride.
Volume: drums and bulk - pick up services provided
Permits: Filed "Part B." Currently operating under interim status.
Sample size: 8 02. Generator Prerequisites: Northland provides analysis for determining acceptability.
chemicals. Use: manufacture of copper
QUICKSILVER PRODUCTS, INC. 935 Howard Street San Francisco, CA 94103 (415) 543-3213 Contact: Ritchey Vaughn Wastes Accepted: contaminated metallic mercury, mercury thermometers and switches.
Recycling Services: metallic mercury
WORLD RESOURCES COMPANY (WRC) Westgate Park 1600 Anderson Road McLean, VA 22102 (703) 734-9800
Wastes Accepted: EPA classification F006 sludges - wastewater treat- ment sludges from electroplating operations containing Cu, Ni, and Sn.
. Contact: Bruce Oudes
- 126-
5 . S u p p l i e r s of S o l v e n t S u b s t i t u t e s
PETROFERM, INC. BOWDEN INDUSTRIES, INC. 7540 Menor ia l Parkway S.W. Huntsv i l l e , AL 35802 . Fernandine Beach, Fl. 32034
NC D i s t r i b u t o r : (904) 261-6994
Bio-Act C lean ing Product 5400 1st Coas t Hvy
, .I
' 1-800-KLEENER Contact: Michael E. Hays
Paschal Assoc ia t e S a l e s , Inc. P.O. Box 446 Asheboro, NC 27204-0446 ' MOLTEN SALT SUPPLIERS
Sowkleen BB-100 is a nonhazardous KOLENE CORP. b iodegradable a l k a l i n e c l e a n e r f o r 12890 Westwood Ave. immersion c leaning . S u i t a b l e f o r D e t r o i t , M I . 48223 use on s t e e l s , t i t a n i u m , n i c k e l , (313) 273-9220 copper, and aluminum a l l o y s . I d e a l for u s e i n Bowden "Liquid Turbo Charger"
CHiLhPION SUPPLY P.O. Box 5896 Ashevi l le , NC (704) 684-4717
DuBOIS CHEMICAL R t . 4, Box 819 Dunn, NC 28334 (919) 897-61 19
co.
Contact: John C. B a l l a r d
KAY CHEMICAL P.O. Box 18407 Greensboro, NC (919) 668-7290
OAKITE PRODUCTS CORP. 50 Valley Road Berkeley H e i g h t s , N. J. 07922 800-526-4473 Contact: Tom Myroup
Service: S e l l s s p e c i a l i z e d chen ica l products t o and i n t h e d i s p o s a l of spent s o l u t i o n s , a l s o sells a c i d i c and a l k a l i n e water-based c l e a n e r s and a l t e r n a t i v e s t o s o l v e n t based c l e a n e r s
Dennis Foran
PENETONE COMPANY 74 Hudson Ave. Tenalfy, N J 07670 1-800-631-1652 Contact: David Zimmernan Services: S u p p l i e r of C i t r i k l e e n
and c a u s t i c base deg rease r s .
' I
- 127-
r
6. PLASTIC DRY STRIPPING MEDIA SUPPLIERS.
PLASTIC DRY MEDIA SUPPLIERS Metal Prep. P.O. Box 126 Jamestown, NC 27282 1-800-682-4187
US TECHNOLOGY CORPORATION 175 Danielson, CT 06239 ( 2 0 3 ) 779-1401 ( 8 0 0 ) 634-9185 Developed technology for dry stripping with "US Media" as a safe, effective, and environmentally sound alternative to chemical stripping for a wide varietyof paint surface coatings and finishes.
TURCO PRODUCTS, INC. Subsidiary of Pennwalt Corporation State Route 905, West Marion, OH 43302 ( 6 1 4 ) 387-6200 Contact: Dennis M. Navin, Technical Service Engineer Manufactures: Turbo Blast Media,
plastic synthetic resins, designed for stripping paints coatings, carbon and residues from aircraft, engines, ground equipment, buses, trucks, etc. It is non-corrosive to all metals, and non-hazardous.
Turco Dry Stripping system capable of blasting and vacuuming simultaneously. The unit can operate over the range of 2 to 100 psito ease paint removal without damage to the substrate.
- 128-
7. PURVEYORS OF HAZARDOUS WASTE PACKAGING MATERIALS, LABELS, AND SPILL ABSORBANTS
Steel Drum
Cardina l S tee l Drum P.O. Box 1866 Hwy. 52 North Lexington, N C 27292 704-246-2214
C h a r l o t t e S t e e l Drum 2900 W. Trade S t ree t C h a r l o t t e , NC 28208 704-392-5386
F l o r i d a S t e e l Drum Co. Hwy 49 North H a r r i s b u r y , N C 28075 704-455-21 1 1
GSX Services, Inc. Watl ington I n d u s t r i a l Road R e i d s v i l l e , NC 27320 91 9-342-6 106
Winston Conta iner Corp. Winston Container Road C h a r l o t t e , NC 28266 704-394-0176
L i n e r s
Saf e l l e Hwy 54 West Chapel H i l l , N C 27514 800-672-4525
GSX S e r v i c e s , Inc. Watl ington I n d u s t r i a l Road R e i d s v i l l e , N C 27320 9 19-342-6106
Absorbent Materials
W.R. Grace Zono-Lite D i v i s i o n 1701 Prospec t High P o i n t , NC 27263 919-886-4807 Major s u p p l i e r s of v e r m i c u l i t e
The New PIG Company 2614 18th S t r e e t Altoona, PA 16601 1-800-HOT-HOGS Contact : David Zimmerman S u p p l i e r of convenient ly packaged s p i l l absorbent .
So u t hchem P.O. Box 1491 2000 E. P e t t i g r e w St ree t Durham, NC 27703 9 19 -59 6-06 8 1
Resource Recovery of America, Inc . 4406 S. F l o r i d a Avenue S u i t e 23, Execut ive P l a z a Lakeland, FL 33803 (813) 644-7700
Moltan Company 3555 Moltan Drive Memphis, TN 38115 1-800-238-0364 Contact : Ron K l a l k e r S u p p l i e r of absorbent c l a y .
Labels f o r Hazardous M a t e r i a l s C o n t a i n e r s , V e h i c l e s , S torage F a c i l i t i e s
Labelmaster 5724 North P u l a s k i Road Chicago, IL 60646 1-800-621-5808 Contact : Dave Ruppert F u l l l i n e of s p e c i f i c a t i o n packaging
material , drums, l i n e r s , and absorbent m a t e r i a l .
UNZ and Company P.O. Box 308 J e r s e y C i t y , N J 07303 201-795-1200
J.J Keller and A s s o c i a t e s Neenah, N I 1-800-242-6469 (414) 722-2848
-129-

APPENDIX D
Suppliers of Information on Waste Minimization
1. Technical Assistance and Support Unit (TASU)
2. Pollution Prevention Pays Program
3. Southeast Waste Exchange
4. EPA Contacts on Waste Minimization
0
- 130-

APPENDIX D
Suppliers of Information on Waste Minimization
Appendix D contains information on where to obtain assistance on waste mini- mization both on the State and Federal level. TASU and PPP are state level organizations while the Southeast Waste Exchange and EPA contact names operate on the regional level.
0
-131-

1. TECHNICAL ASSISTANCE and SUPPORT UNIT (TASU)
TASU is a unit of the North Carolina Solid and Waste Management Branch. TASU was created to meet increased demands for technical assistance for compliance with RCRA regulations. TASU acts as a laison between regulators of the Solid and Hazardous Waste Management Section and the business community. TASU is not involved in enforcing regulations. TASU's main purpose is to help waste generators meet the requirements of the regulations.
One principal function of TASU is to help generators with their waste mini- mization efforts. This help includes the following items.
a. Waste Reduction Program TASU's efforts focus on hazardous waste reduction to help the generators meet the RCRA waste minimization requirements. Services include helping the generator through:
- implementing a waste audit.
- selecting less hazardous raw materials. - recognizing possible process modifications and or chemical substi- tution to reduce waste.
- recognizing and selecting options for recycle and reuse. b. Information File
This file houses information that is readily available upon request in such areas as
- solvent recycling - distillation equipment
- hazardous waste service companies - used oil handlers - examples of waste minimization actions - waste audit reports and forms
c. Newsletter TASU publishes a quarterly newsletter "FOCUS - Waste Minimization," designed for North Carolinas' generators of hazardous waste and other organizations. The newsletter carries information on waste minimization planning, making an audit, and case studies of actions taken by genera- tors to reduce their wastes.
-132-
I
F o r more information on any of the above contact:
Technical Assistance Unit Solid and Hazardous Waste Management Section North Carolina Department of Human Resources P 0 Box 2041 306 North Wilmington St. Raleigh, NC 27602 (919) 733-2178
- 133-
2. POLLUTION PREVENTION PAYS PROGRAM
The P o l l u t i o n Prevent ion Pays Program, Department o f Natura l Resoucces and Community Development, i s the l e a d program i n coord ina t ing Nor th C a r o l i n a ' s e f f o r t s i n p o l l u t i o n prevent ion and waste reduction. t o f ind and promote ways t o reduce, prevent, and recyc le wastes before they become po l l u tan ts . a i r q u a l i t y , as w e l l as s o l i d and hazardous waste.
The goal i s
Th is statewide e f f o r t addresses t o x i c mater ia ls , water and
The program combines e f f o r t s t o reduce p o l l u t i o n through app l i ca t i ons o f technology t r a n s f e r , research, f i n a n c i a l assistance, and t e c h n i c a l assistance. P o l l u t i o n Prevent ion Pays works d i r e c t l y w i t h the Department o f Human Resources on s o l i d and hazardous waste, t h e Department o f Commerce on new and expanding i ndus t r y , the Governor's Waste Managemnt 3oard on waste p o l i c y , and t h e Nor th Caro l ina Board o f Science and Technology on research and education.
The " P o l l u t i o n Prevent ion B ib l i og raphy" references almost 1,000 repor ts , a r t i c l e s , research papers, and ac tua l case s tud ies on p o l l u t i o n prevent ion techniques. "N.C. Accomplishments" and "Environmental Aud i t i ng i n North Carol i na" descr ibes Nor th Carol i na success s t o r i e s i n waste reduc t ion and a u d i t i n g programs. and economic assessment on p o l l u t i o n prevent ion f o r s p e c i f i c i ndus t r i es . Challenge Grants p rov ide matching funds f o r implementing p o l l u t i o n prevent ion p ro jec ts . A d d i t i o n a l l y , research funds are a v a i l a b l e f o r s tud ies o f new o r develop ing waste reduc t i on methods.
" P o l l u t i o n Prevent ion T ips" summarize cu r ren t technology
For more i n fo rmat ion , please contact :
Roger N. Schecter P o l l u t i o n Prevent ion Pays Progran
Department o f Natura l Resources and Community Development
P.O. Box 27687 Raleigh, NC 27607
(919) 733-7015
0
- 134-
POLLUTION PREVENTION PUBLICATIONS
Please check publications you wish to receive:
General Information
- Pollution Prevention Bibliography
- Accomplishments of North Carolina Industries : Case Summaries
-
- Pollution Prevention Challenge Grants: Project SuPlmaries
A Handbook of Environmental Auditing Practices and Perspectives in North Carolina (Smith, 1985)
- Pollufion Prevention Challenge Grant Information
7 Pollution Prevention Pays: Machg It Work
'Industrv-Svecif ic Information
-
- Water Conservation for Electroplaters: Rinse Tax& Design
- Water Conservation for Electroplaters: Rinse Water Reuse
- * Water Conservation for Electroplaters: Counter-current Rinsing
Reducing Hazardous Waste Generation with Examples from the Electro- plating Industry (Solid & Hazardous Waste Management Branch, 1986)
. . .
. . . - Drag-out Management for - . Elect fop laters
- - Water Conservation,for Textile Hills
-
Pollution Prevention for, Textile Processing (Smith, 1986)
e
Dye Bath and Bleach Bath R;constitution.for Textile Hills
- - Automated Controller for Cooling Towers
7 Small Solvent Recovery Systems
- Xanaging and Recycling Solvents (Kohl, 1984) 3
- - -
Managing and Recycling Solvents in Furniture Industry (Kohl, 1986)
Waste Reduction Opportunities for Radiator Service Firms
Management Strategies and Technologies for the Minimization of Chemical Wastes from Laboratories (Feild, 1986)
- 135-
- Local Waste Managers' Associations
- Hanaging and Recycling Waste Oils (Kohl, 1987)'
7 Recovery of Volatile Organic Compounds from Small Industrial Sources (Spivey, 1986)
Resource Recovery Options for North Carolina (Vesilind, 1986) - - Hazardous Materials in North Carolina: A Guide for Decisionmakers
in Local Government (Andrews, Burby, and Turner, 1985)
< Pollution Prevention Program Information
7 Idea to Reality: Implementing a Statewide Pol.lution Prevention .
Program for North Carolina (Schecter, 1984).
North' Carolina's Poliution Prevention Pays Program and an Overview of Other States' Programs (Schecter and Hunt, 1986)
- 't - Slide/Tape Program Pollution Prevention Pays: We' re Making it
Work" (available on loan)
- Technical Assistance
Name :
Address :
. . ( 1 Telephone
Producta/Servicei :
Comments : 0 . 8
I
Return to: Roger N. Schecter Pollution Prevention Program N. C. Department of Natural Resources & Community Development P. 0. Box 27687 Raleigh, NC 27611-7687
. Telephone: (919) 733-7015
- 136-
3. THE SOUTHEAST WASTE EXCHANGE
What i s waste exchange? Waste exchange i s b a s i c a l l y very simple. It i s a process whereby t h e waste products (by products) o f a p a r t i c u l a r i n d u s t r i a l process are used by t h a t i ndus t r y o r by another indust ry . It may a l so be t h e use o f excess raw mate r ia l s from one company by another company. t r i a l resource recovery; a p o s i t i v e a l t e r n a t i v e t o disposal; r e c y c l i n g and reuse o f valuable i ndust r i a1 mate r i a l s.
It i s indus-
What are the b e n e f i t s from waste exchange? The benef i t s from waste exchanqe inc lude sa les revenues and avoided drsposal costs f o r t he waste generator, reduced raw mate r ia l s costs f o r t he user along w i t h energy savings and environmental p r o t e c t i o n f o r a l l o f us.
What i s a Waste Exchange? There are e s s e n t i a l l y two types o f Waste Exchanges: Passive ( in fo rmat ion) and Ac t ive (mater ia l ) . I n a Passive o r i n f o r m a t i o n Waste Exchange, generators l i s t wastes they have ava i l ab le and want t o t r a n s f e r and p o t e n t i a l users l i s t wastes they want. i s l i s t e d by code, i n a cata log o r brochure, where only the waste descr ip t ion , quan t i t y , a v a i l a b i l i t y and general l o c a t i o n are i d e n t i f i e d . Companies genera l l y have the op t i on o f l i s t i n g c o n f i d e n t i a l l y o r nonconf ident ia l l y . t he l i s t i n g i s c o n f i d e n t i a l , upon r e c e i p t o f a l e t t e r from a company i n t e r e s t e d i n t h a t waste, the Waste Exchange n o t i f i e s the l i s t i n g f i r m . Contact w i t h the i n t e r e s t e d p a r t y i s then i n i t i a t e d by the l i s t i n g f i r m a t i t s own d i sc re t i on . The i n q u i r e r i s n o t i f i e d t h a t t h e l i s t e r w i l l contact him. With a non-conf ident ia l l i s t i n g , t he exchange n o t i f i e s the i n q u i r e r and l i s t e r o f t he o t h e r ' s i d e n t i t y . The Exchange does no t become invo lved i n the subsequent nego t ia t i ons between t h e two p a r t i e s t o complete the t r a n s f e r o f t he mater ia l . Other func t ions o f i n fo rma t ion exchanges may inc lude p rov id ing up-to-date waste recyc l i ng news, along w i t h the l i s t i n g i n t h e i r cata logs and making an a c t i v e e f f o r t t o f i n d poss ib le users f o r ava i l ab le wastes.
This i n fo rma t ion
I f
This permi ts e i t h e r one t o i n i t i a t e the contact.
I n an Ac t ive o r Ma te r ia l s exchange, a broker serves as a l i a i s o n between the generator and p o t e n t i a l users of the wastes. possession o f the wastes and a c t i v e l y p a r t i c i p a t e i n the negot ia t ions f o r a brokerage fee. i t a s u i t a b l e raw ma te r ia l f o r buyers t o use. Th is type of exchange a c t i v e l y seeks buyers f o r t he wastes.
They may a c t u a l l y take
The Mate r ia l s Exchange may analyze and t r e a t t he waste t o make
The f i r s t U.S. i n fo rma t ion Waste Exchange, es tab l i shed i n 1975, was the Midwest I n d u s t r i a l Waste Exchange, loca ted i n S t . Louis, Missouri. now over twenty waste exchanges i n the Un i ted Sta tes which per form the same o r s i m i l a r serv ices by s t a t e o r region. Southeastern s tates:
There are
L i s t e d below are those exchanges i n t h e
- 137-
Nor th and South Caro l ina Southeast Waste txchange Mary A. McDaniel, D i r e c t o r Urban I n s t i t u t e , UNCC Char lo t te , NC 28223 (704) 547-2307
Georgia Georgia Waste Exchange Mr. C l i n t o n Hammond Business Council o f Georgia P.O. Box 7178, S t a t i o n A Mar ie t ta , Georgia 30065 (404) 448-0242
F1 o r i da Southern Waste In fo rma t ion Exchange Dr. Roy Herndon, D i r e c t o r P.O. Box 6487 Tal 1 ahassee, F1 o r i da 32313 (904) 644-5516
Tennessee Tennessee Waste Exchanqe w
Sharon B e l l Tennessee Manufacturers Assoc ia t ion 501 Union Bu i l d ing , Su i te 601 Nashvi 1 l e , Tennessee 37219 (615) 256-5141
For a complete l i s t o f a l l U.S. Exchanges, con tac t Maxie L. May, Ass is tan t D i rec to r , Southeast Waste Exchange.
What i s the Southeast Waste Exchange Program? The Southeast Waste Exchange (SWE) i s a non -p ro f i t i n fo rma t ion clearinghouse sponsored by the Urban I n s t i t u t e o f The U n i v e r s i t y o f North Caro l i na a t Char lo t te . It was es tab l i shed t o i d e n t i f y and b r i n g together i n d u s t r i a l waste generators w i t h p o t e n t i a l users and companies seeking waste management serv ices w i t h those which can prov ide them. Waste Exchange prov ides in format ion, research and education serv ices t o a s s i s t i n d u s t r i e s i n the developing waste management s t r a t e g i e s t h a t are safe and economical .
Serving bo th North and South Carol ina, t h e Southeast
The SWE pub l ishes a monthly b u l l e t i n , t he Waste Watcher, which inc ludes l i s t i n g s o f ma te r ia l s ava i l ab le o r wanted; and products and serv ices a v a i l a b l e o r wanted. A "Notes" sec t i on inc ludes a r t i c l e s on SWE serv ices and a c t i v i - t i e s , cu r ren t federa l , NC and SC l e g i s l a t i o n on wastes, successfu l recovery and r e c y c l i n g accounts, upcoming conferences and workshops, and o ther items o f i nte r e s t .
I n a d d i t i o n t o pub l i sh ing the Waste Watcher, the SWE's educat ional a c t i v i t i e s inc lude prepar ing and d isseminat ing educat ional l i t e r a t u r e , spon- sori.ng i n d u s t r y - s p e c i f i c workshops and making presenta t ions a t i n d u s t r i a l meetings, workshops and conferences.
Another impor tant f unc t i on o f the SUE i s i n t h e area of research. Research needs i n the area o f i n d u s t r i a l waste p revent ion and managerwnt are i d e n t i f i e d . Research teams composed o f UNCC Facul ty , S t a f f , and Students work on a wide v a r i e t y o f waste management r e l a t e d top ics . Examples o f cu r ren t and past SWE research p r o j e c t s are a survey o f small q u a n t i t y hazardous waste generators i n Mecklenburg and Gaston counties; examination o f the chemo- dynamics o f mercury i n b i o l o g i c a l waste water t reatment systems; and a study t o i d e n t i f y p o t e n t i a l waste generator and user pa i r s .
What types o f ma te r ia l can be exchanged? The types of m a t e r i a l s l i s t e d most f requen t l y by Waste Exchanges inc lude the f o l l o w i n g categor ies:
- 1 38-
Organic chemicals and so l vents O i ls , f a t s Metal con ta in ing sludges and s lags Inorgan ic chemical s T e x t i l e s Leather and rubber Wood and paper p roduc ts Spent c a t a l y s t s Acids A l k a l i s Meta ls P1 a s t i cs
What are examples o f successful exchanges through t h e Southeast Waste ‘txchanae?
- A chemical company i n Piedmont North Caro l i na es tab l i shed an on-going r e l a t i o n s h i p w i t h another f i r m f o r d ispos ing o f 3,000 ga l l ons o f chemical wastes a t $14,400 per year.
Another chemical company i s s e l l i n g 5,000 ga l l ons o f hyd roch lo r i c a c i d p e r week f o r $70,000 per year.
A manufacturing company i n Piedmont Nor th Caro l ina has a buyer of po lyethy lene wastes f o r $10,000 per year.
A carbon/graphi te products manufacturer i n Eastern South Caro l ina s o l d 1,600 ga l l ons o f spent naptha/MEK f o r approximately $650.
- - -
- A so lvent r e c y c l i n g f i r m i n t h e Southeast es tab l i shed an on-going re1 a t i onsh ip w i t h a bearings manufacturer t o recyc le t h e i r so lvents f o r $12,000 per year.
- A North Caro l ina Company recyc led 60 tons of f i b e r wastes fo r a savings o f $7,500 annual ly.
A r e f i n e r y i n Piedmont, Nor th Caro l ina s o l d wooden p a l l e t s w i t h immediate earn ings o f $200.
-
- A buyer was loca ted through the Exchange f o r small q u a n t i t i e s o f mercury wastes from a h o s p i t a l and an environmental l abo ra to ry l oca ted i n North Carol ina.
- A North Caro l i na company saves $40,000 annua l ly r e c y c l i n g 270 tons o f spent acids.
- A company i n New York r e a l i z e d a savings o f $7,500 annual ly s e l l i n g t h e i r chemical wastes through a l i s t i n g they placed i n the Waste W a t c he r c a t a 1 og .
What are the problems and t h e i r so lu t i ons i nvo l ved i n using a waste exchange? t r a n s p o r t a t i o n costs, cos t o f ana lys i s o f m a t e r i a l s l i s t e d , raw mate r ia l s may
Some o f the problems found t o e x i s t i n us ing a waste exchange are
- 139-
be less cos t ly , the l a c k o f awareness o f uses f o r wastes i n o ther operat ions, changes i n laws f o r disposal and storage and l i a b i l i t y questions.
I n a June 1984 r e p o r t on " L i a b i l i t y Associated w i t h Waste Exchanges," Glenn Dunn, Attorney, Nor th Caro l ina S o l i d and Hazardous Waste Management Branch, concluded t h a t " F i n a l l y , i t seems c l e a r t h a t d i s p o s i t i o n through a Waste Exchange w i l l c a r r y lower p o t e n t i a l l i a b i l i t y t o a generator than d i s - posal o f waste o f f - s i t e . "
Many f a c t o r s are inc reas ing t h e p o t e n t i a l f o r i n d u s t r i a l r e c y c l i n g through an Exchange. f o r some raw mater ia ls . New technologies are being developed f o r recover ing and reprocessi ng i ndust r i a1 wastes. With recent regul a to ry changes, EPA through John H. Sk inner 's Of f i ce , D i r e c t o r o f EPA O f f i c e o f S o l i d Waste, has r u l e d t h a t under RCRA Reauthor izat ion "WHERE PARTICIPATION I N A WASTE EXCHANGE PROGRAM AFFECTS A GENERATOR'S EFFORTS TO REDUCE THE VOLUME OR T O X I C I T Y OF HAZARDOUS WASTE, SUCH PARTICIPATION MAY BE USED TO SATISFY SECTION 3002(b) ( l ) OF RCRA. PARTICIPATION I N A WASTE EXCHANGE PROGRAM COULD ALSO BE USED AS EVIDENCE OF COMPLIANCE WITH 3002(b) (2), WHICH REQUIRES THAT THE GENERATOR SELECT THE METHOD OF TREATMENT, STORAGE OR DISPOSAL WHICH M I N I M I Z E S THE THREAT TO HUMAN HEALTH AND THE ENVIRONMENT. I T I S OUR HOPE THAT EACH YEAR GREATER VOLUMES OF HAZARDOUS WASTE WILL BE RECYCLED, RECLAIMED AND REUSED THROUGH WASTE EXCHANGE PROGRAMS. ACHIEVEMENT OF THIS GOAL WILL GO A LONG WAY TOWARD MEETING THE INTENT OF CONGRESS REGARDING THE DISPOSAL OF HAZARDOUS WASTE I N OR ON THE LAND." Companies are encouraged t o l i s t t h e i r wastes w i t h t h e Southeast Waste Exchange t o meet these requirements.
A study by the Nat iona l S o l i d Waste Management Associat ion s ta ted t h a t recovery techniques have the p o t e n t i a l t o reduce the hazardous waste load by as much as 20 percent. S t i l l o thers c l a i m t h a t as much as 80 percent of the chemical waste c u r r e n t l y being disposed o f cou ld be recycled by a number o f means, i n c l u d i n g waste exchanges. The Waste Exchange can be an important l i n k i n t h i s i n d u s t r i a l resource recovery process w i th more p u b l i c i t y t o p o t e n t i a l users and cont inued cooperat ion with indus t ry , governmental agencies and c i t i z e n groups.
The cos t o f waste disposal i s increas ing as i s the c o s t
Mary A. McDaniel, D i r e c t o r Southeast Waste Exchange
Urban I n s t i t u t e The U n i v e r s i t y of North Caroina a t Char lo t te
Char lo t te , NC 28223 (704) 597-2307
September 1986
-140-
4. EPA CONTACTS ON WASTE MINIMIZATION
Mr. Thornell Cheeks U. S. EPA Region IV 345 Courtland St. Atlanta, GA 30365 (404) 347-3016
Mr. Otis Johnson, Jr. U. S. EPA Region IV 345 Courtland St. Atlanta, GA 30365 (404) 347-3016
Chief of Waste Minimization Branch U. S. EPA 401 M Street S.W. Washington, DC 20460 (202) 382-7917
-141-
Appendix E
Overheads and Slides from Workshop Presentations
-142-

PROVISIONS OF 1984 RCRA AMENDMENTS ON WASTE
MINIMIZATION
1) MANIFEST CERTIFICATION
2) BI-ANNUAL (ANNUAL FOR N.C.) REPORT TO INCLUDE INFORMATION ON WASTE MlNlMlfATlON ACTIONS
3) CERTIFICATION ON MlNlMlZATlON BY TSD”S
WHY WASTE MINIMIZATION?
1) SAVE MONEY
2) IMPROVE WORKER HEALTH AND WEW
3) MINIMIZE LIABILflY
4) MEET REGULATIONS
5) PROTECT THE ENVIRONMENT
6) AVOID RED TAPE
7) AVlOD FUNRE RESTRICTIONS
N.C. SUGGESTS THAT WASTE MlNIMlZATlON PROGRAM INCLUDE:
1) HAZARDOUS WASTE AUDIT
2) SELECT RAW MATERIALS TO MINIMIZE PROBLEMS
3) SELECT OPTIMUM PROCESS
4) REPROCESS OR RECYCLE IN CLOSED LOOP
5) REPROCESS OR RECYCLE IN OFF-SITE LOOP
6) USE A WASTE EXCHANGE
- 143-
CRITICAL ELEMENTS OF A WASTE MlNlMlZATlON PROGRAM
1) MANAGEMENT COMMITMENT
2) A PROGRAM LEADER
3) COMPANY WIDE COMMITMENT
4) ACCURATE AND CURRENT INFORMATON ON WASTE
5) INFORMATON ON WASTE REDUCTION m-
OVERALL PLAN INVOLVES:
1) OUTLINE PLAN
2) STAFF PROGRAM
3) COMPWJYWIDE INVOLVMENT AND COtAtdITMENT
4) WASTE MINIMIZATION ASSESSMENT
5) ANALYZE O?TIONS
6) PRlOAlTlZE
7) SELECT AND IfdPLEMENT
8) REVIEW AND FOLLOW THROUGH
- 144-

INTRODUCTION TO
WASTE REDUCTION SURVEYS
Gary Hunt
Chapter 3
WASTE REDUCTION SURVEY
1
1 EVALUATION AND SELECTION
OF TECHNIQUES
PROGRAM IMPLEMERTATION AND MONITORINO
STEPS I N A WASTE REDUCTION PROORAU
WHY CONDUCT A WASTE SURVEY?
Reduce waste management coots
Reduce production cost8
Reduce long-term l i i b i l l t v
Reduce regu la tory burden
Major Steps i n a waste Survey
Bmkground d a t a ' c o l l e c t i o n
Plant survev
0 ' ht8 t8bUl8tiOn
- 145-

I
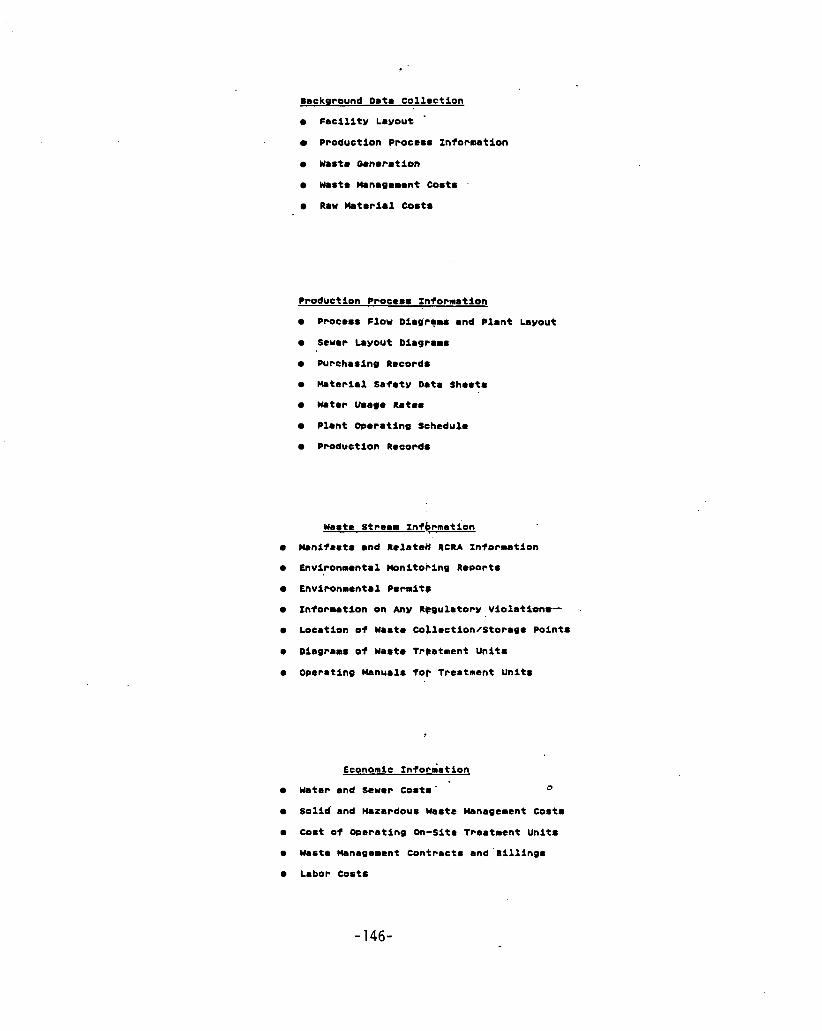
Background Data C o l l e c t i o n
F a c i l i t y Layout.
P roduc t ion P r o c e s s I n f o r m a t i o n
Waste G e n e r a t i o n
mste Menagement Costs .
Raw Meterial Costs
P roduc t ion Process I n f o r m a t i o n
Process Flow DiagPenS and P l a n t Layout
Sewer Layout Diagrams
PUPCh8Sing Records
Material Safety Data Sheet8
Water Usage Rates
P l a n t O p e r a t i n g Schedu le
P roduc t ion Records
Waste Stream I n f + t a t i o n
m a n i t e a t s and Relatel l R C ~ I n t o r u t i o n
Environmental Moni to r ing Reports
EnViPOnm8nt8l P e r m i t $
I n f o r m a t i o n on Any R)gulatory v io l a t ion*-
Locat ion of Waste & L l e c t i o n / S t o r a g e P o i n t s
0 Diagrams o f Waste t r e a t m e n t U n i t s
0 Opera t ing Manuals f o p t r e a t m e n t U n i t s
Economic I n t o r i a t i o n Watar and Sewer C o s t s ' 0
Solid' and naza rdous Waste Mnagement costs
0 C o s t o f O p e r a t i n g On-Site t r e a t m e n t U n i t s
0 Waste Management C o n t r a c t s and B i l l i n g s
Labor Costs
-146-
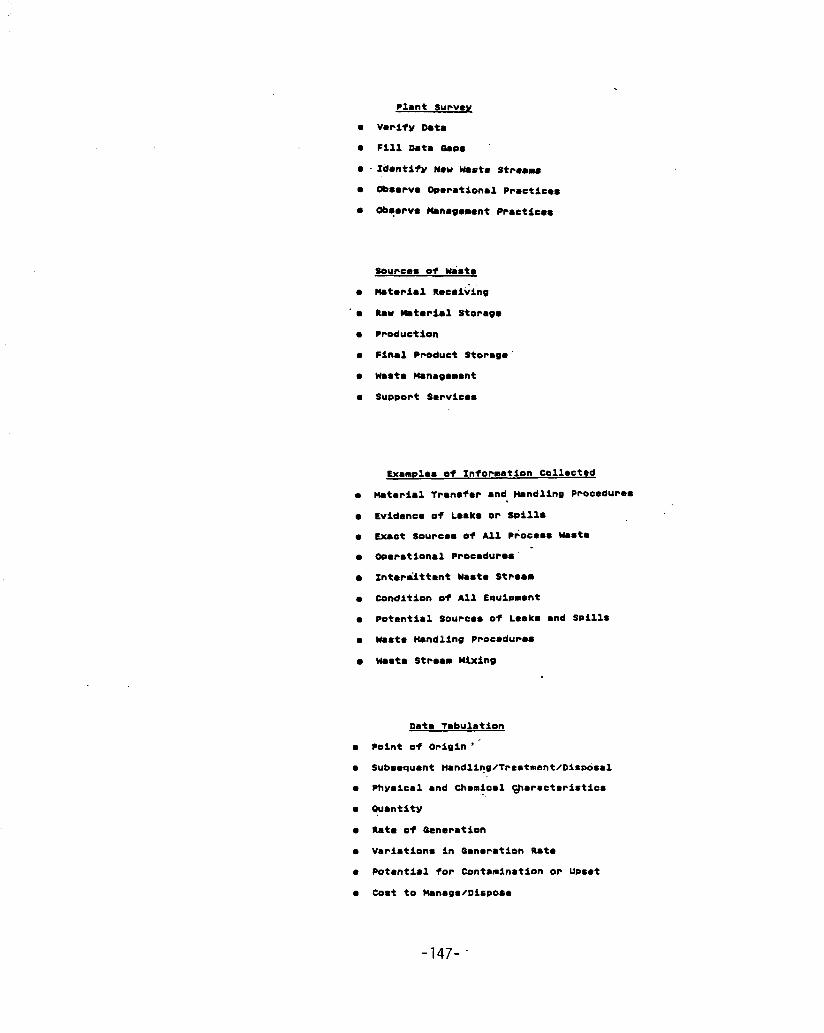
P l a n t s u r v e y
8 Verify D8t8
0 F i l l D 8 t 8 O.p8 '
0 - I d e n t i f y Nev Mart. Stream
e Observ8 Oeera t ionml Practices
0 Ob88rve W.nagerent P rac t i ce .
Sources o t wiste
e ~ o t e r i a l Rec&i;ing
* 8 Rau Wltarlel Storage
e P r o d u c t l o n
8 F i n 8 1 P roduc t S t O P 8 9 8 '
e waste management
e Suppor t Services
Ex8mplea o t Information C o l l e c t o d
Material t r a n s f e r 8nd. H8ndling P rocedures
Evidence O f L88k8 o r S p i l l s
-act S o u r c e s o f AU Pkocess u s t e
O p e r e t i o n 8 1 P r o c e d u r e s
I n t e r a i t t e n t Waste Strear
C o n d i t i o n o f A l l Esuipment
P o t e n t i a l s o u r c e s o f Leaks 8nd S p i l l s
H s t e Handling P r o c e d u r e s
Ha te Stream Mixing
Dot8 t8bUla t lOn
P o i n t o f O r i g i n ' Subsequent )c .ndl ing/tra8tment/Dis~oral
P h y s i c a l and Chemic81 @8racter i r t ics
O u 8 n t i t y
Rate o f k n e r a t l o n
V a r i a t i o n s i n Oanera t ion R 8 t O
P o t e n t i a l f o r Contamina t ion or Upcat
C o s t t o W.nage/DicpOse
-147-
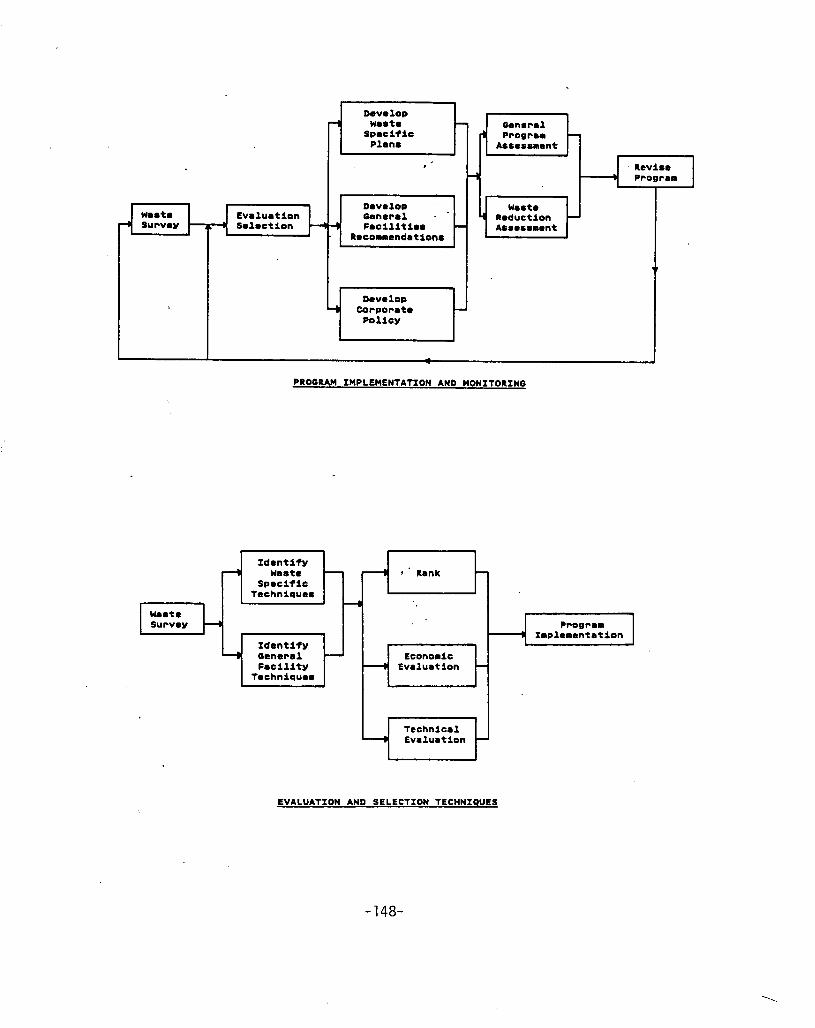
DeVDfOp
Specif i c Plans
4
t
Identify
Specit ic Techniques
waste - -
I D D V D ~ O O
. Recommendations
Evaluation mneral . wast. Survey Selection -$ Facilitiaa
want. SUPVDY
Id en t i f y '--I General -
Corporate Policy
Program Assessment
. Revise Program
PROGRAM IMPLEMENTATION AND MONITORING
Technical Evaluation
Program Implementation
I
EVALUATION AND SELECTION TECHNIQUES
- 148-
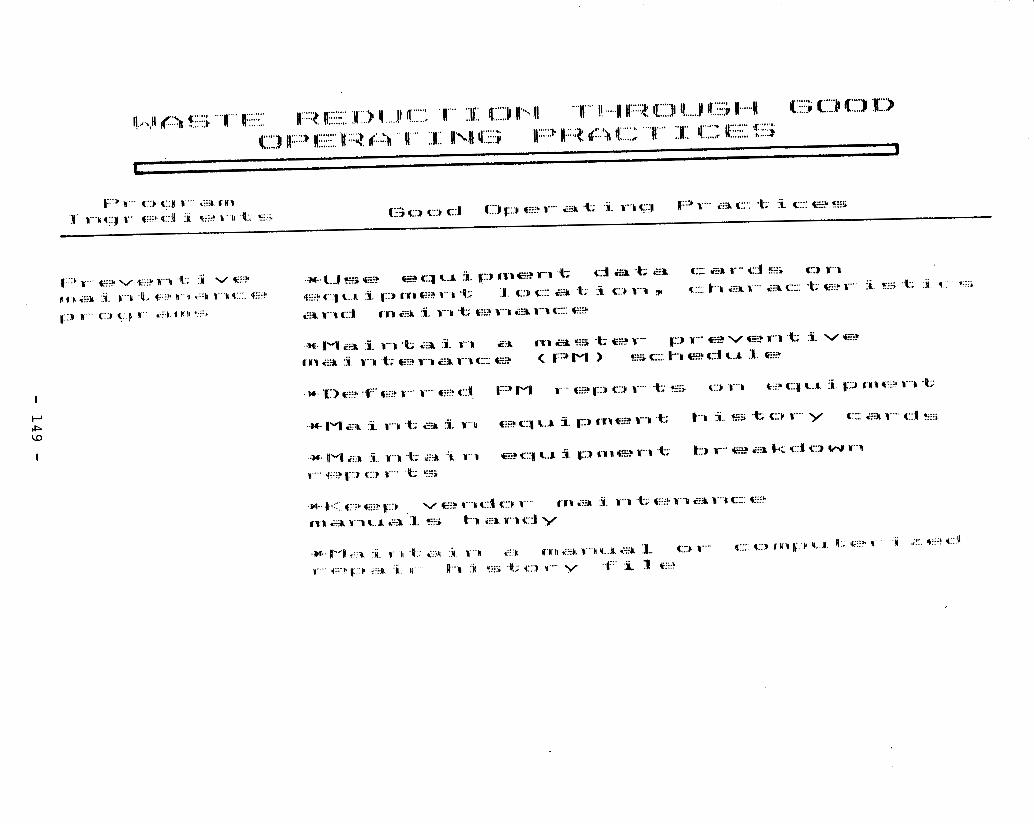
- 149 -
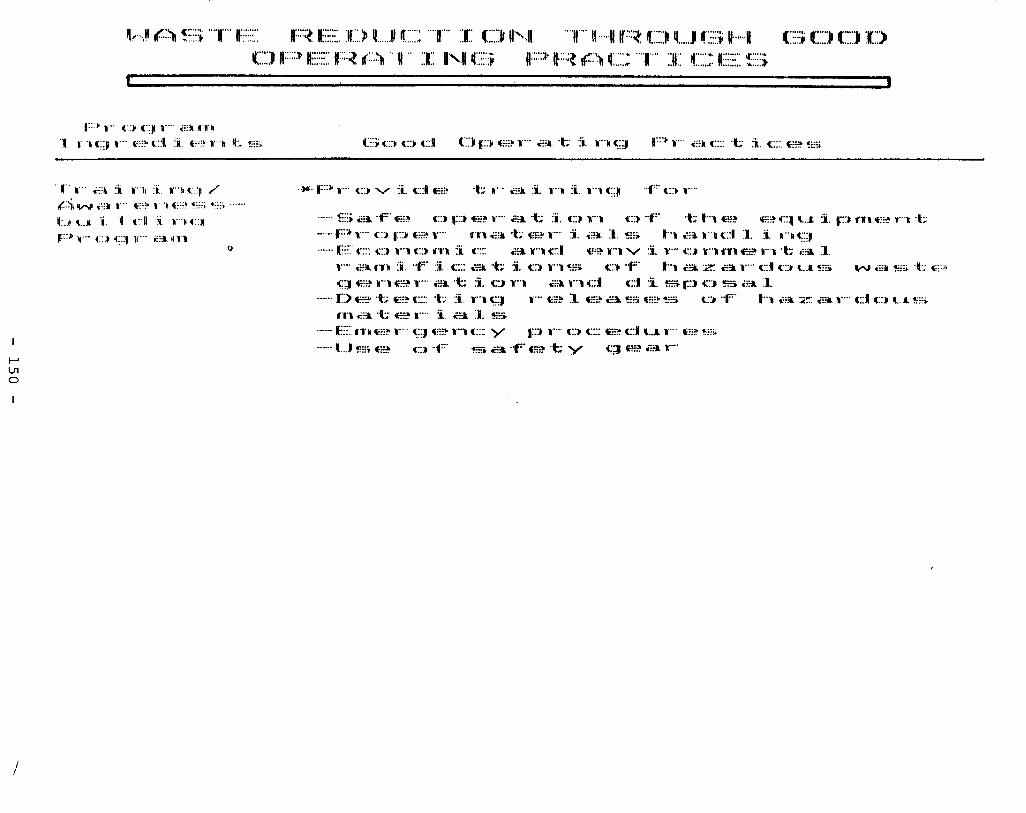
0
- 1
50
- --.
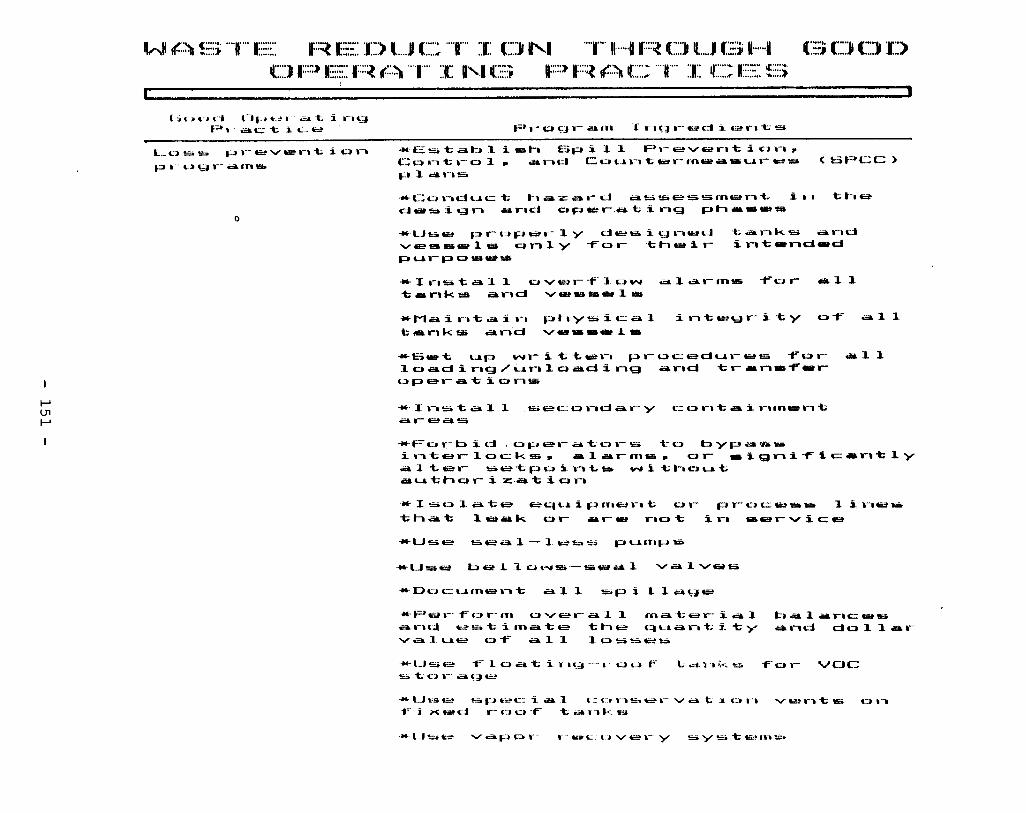
.. e ..
=%
j 3
f $
I
0
- 151 -
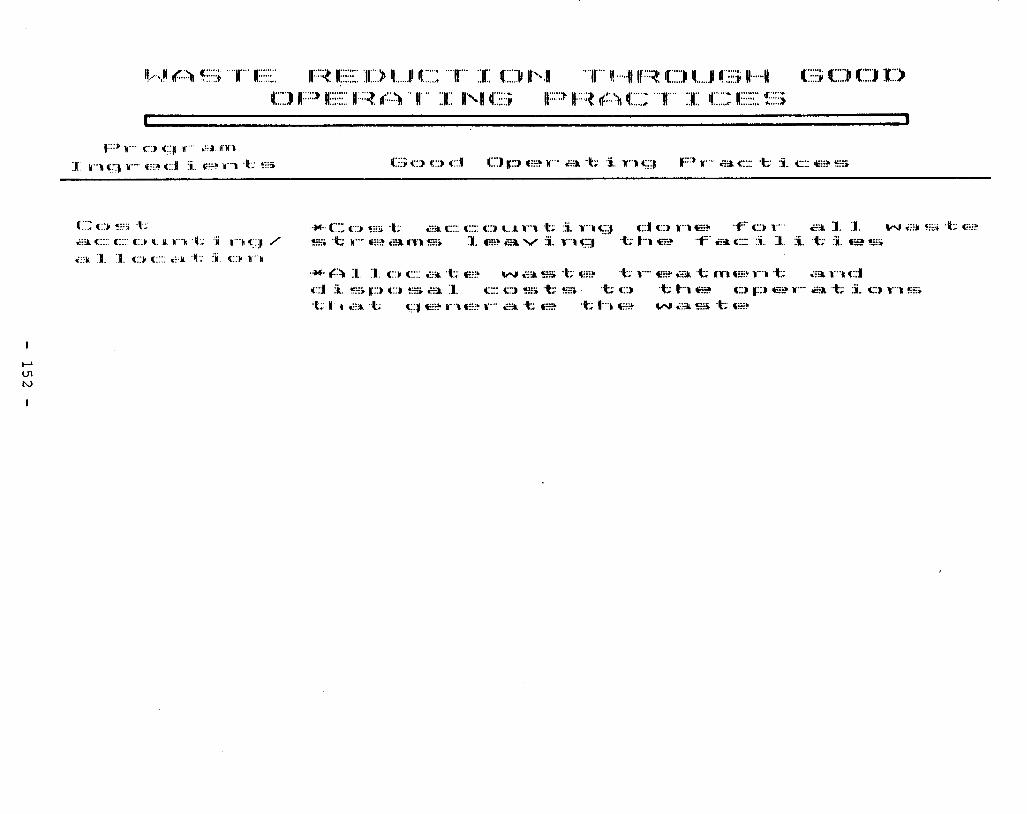
::*
... 5. :::
... :i: . .
..._ :::
... . . ...
-y =
:&
3 ?=? .
.
j:: 2
.. ..
.. i&
..
... .. ... ie
=
- 1
52
-
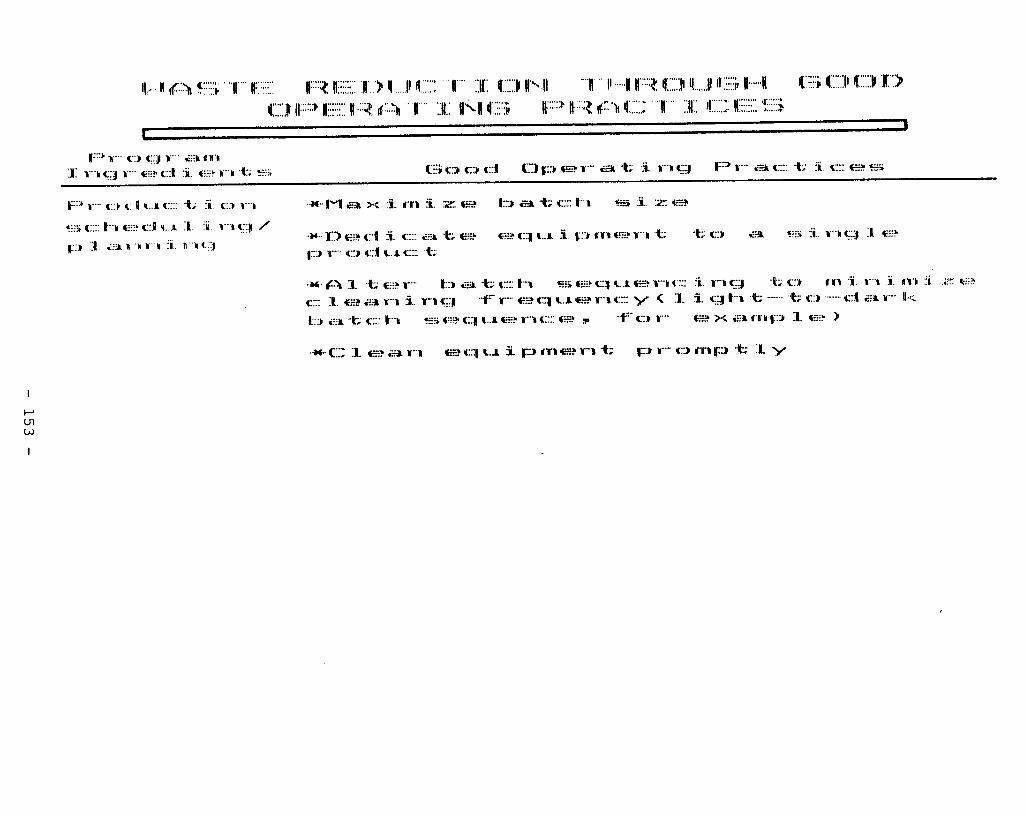
-. ... ... ... Y i' iy
!* .: . S?
U
L
- 1
53
-
- 1
54
-
.?? ~ u
..
3
Li
* ::
:o
... ... ... ...
?? .
.
1.; 2
... ... .. ... ih
:
- 1
55
-
-15
6-
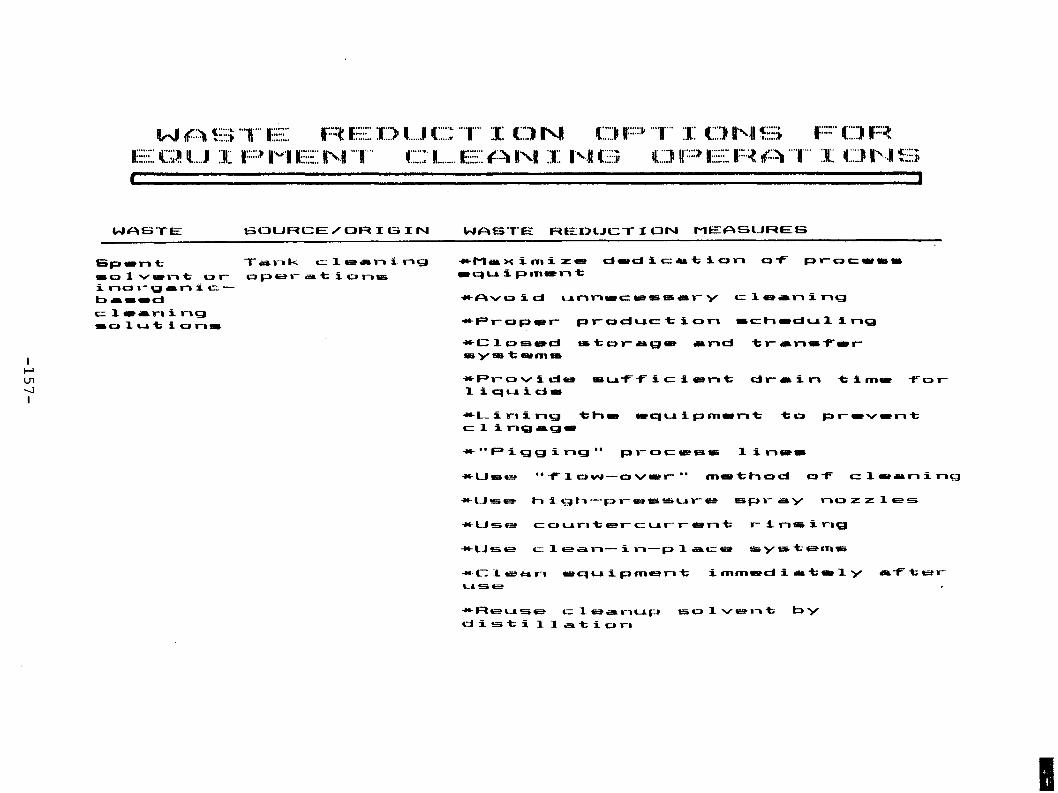
W f i S 3 - E SOURCE/ORIGIN W A S T E REDUCTION MEfiSUREFS
Spynf; T a r ~ k clcarni17y + M r u x i m i r o d u d i c a t i o n o f proceer e o l v w n t or opearrtionpe i no I- a a n i c - b r r r d *CSvoid u n n w e c e w s s s e a r y clarrniny
rqu i p r n s r n t
c 1 w a n i r r g r o l u t i o r r r *Proper p r o d u c t i o r 1 rchrduling
*Clorssed rrtoreg- and trrnwsfer ceyet l~ rmra
*Provide e u f f i c i e n t d r a i n t i m c u for 1 iqu ide ,
* L i n - a i n q the e m q u i p m s e n t t o prrv-nt c 1 ingaqae
* " P i y y i n g " p r o c u ~ s ~ ~ s r r 1 I n - m
*Us-
*-USE? t-I i yh--pres~ure= =pray no z z 1 es
r L J s e ? ! c o u n t ~ r c u r - r e n t r i r i s i r 8 g
* C J s e c 1 -ai--- i n-p 1 .ace s s i y r % - e ? r n % %
*clear, e q u i p m e r i t i m m w i s d i a t e m l y after
' * f 1 o w--0 v ~ t r " mw t h o d o f c 1 Y an r r i nq
Use
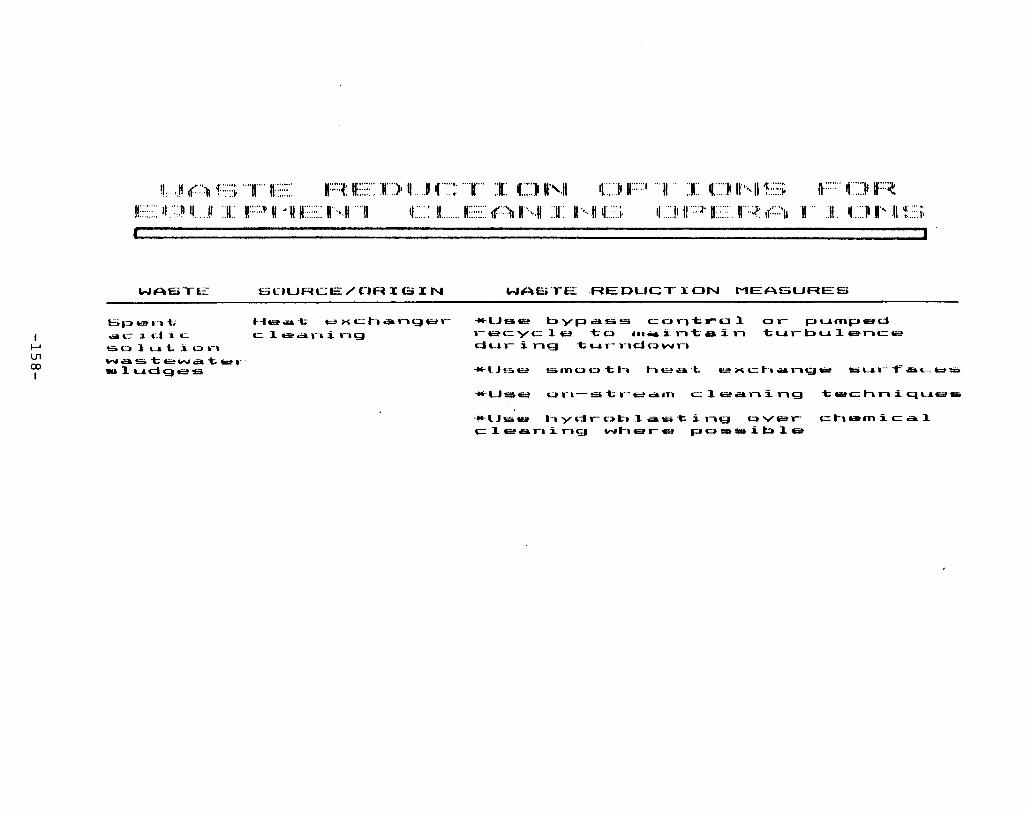
ra
1
s
1
9i
f
d
Y
91
E
5
I!J 31
i I
I
-158-
I
!-f
:c
l
i
it
r! 4
&E
.. .. .
t
**
..
-15
9-
-09
1-
n
2
i?
..
n ..
._
if
a=
.. *!
.. *?
rei 5 i P 3 I
'
=
h
._
r! ._
r
b 2 2 7 u .-
-.
::
i
... ... -s? i
+
ri e:
.-.
...
F
#e
*i
\:
..
??
..
5 ..
Y
i
.F?
..
i?
..
5 5 m
...
ff ..
E * ..
4
:
..
+e
.., :r:
-a?
::
..
.- < A
...
...
...
:s
P <
m $ ..
i"'
7.
$
m ... 7
i
...
... -f=
i
4. ...
...
.-. * *: i
r!
..
A
.~.
..
..
..
..
...
... ... .r
P
...
...
...
...
...
I.
.
.
9
oc ..
Y * ii' - ai ..
..
??
.. < e! ...
3
..-
... ... ...
'0
..-
:y * 7 s 5
gi
5
tr
!
.- .
GI2 *: ... ..
*i
r'
i
-
...
...
...
...
...
..
.
.
...
...
...
:,
P < ?
F
...
...
i:i
P
ir
=j
???
ii!
77
3?.! .. V?
r?l! :: 4
3
:i
9 .. ..
..
&?
..
ii T
:
**
?q
+&
ac
... e
::
i g+
ii.!
..
r,
..
i, =
tf; ... r .
.
..
..
..
...
... .-.
..
.
.
...
ui 3 - .. .
.
..
*
..
..
..
.. -r P
..
. ...
...
...
...
..
.
.
3
..
&
n
y * * 1
f?
...
..
3c
*
...
...
y ;
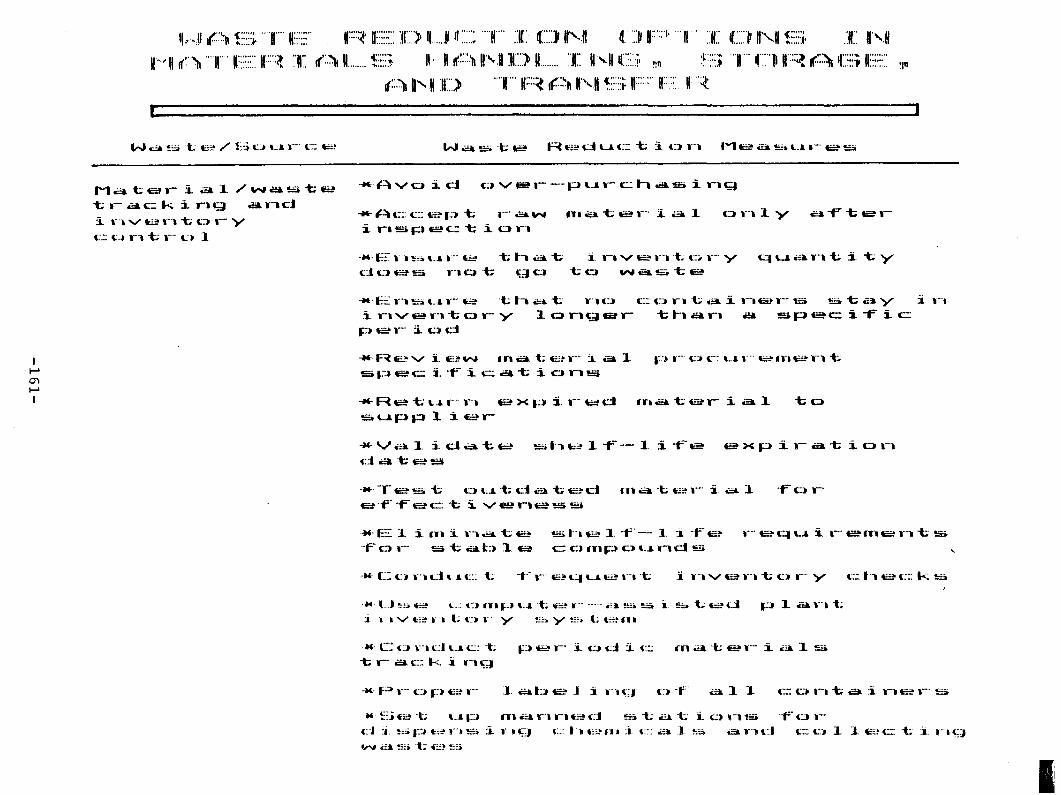
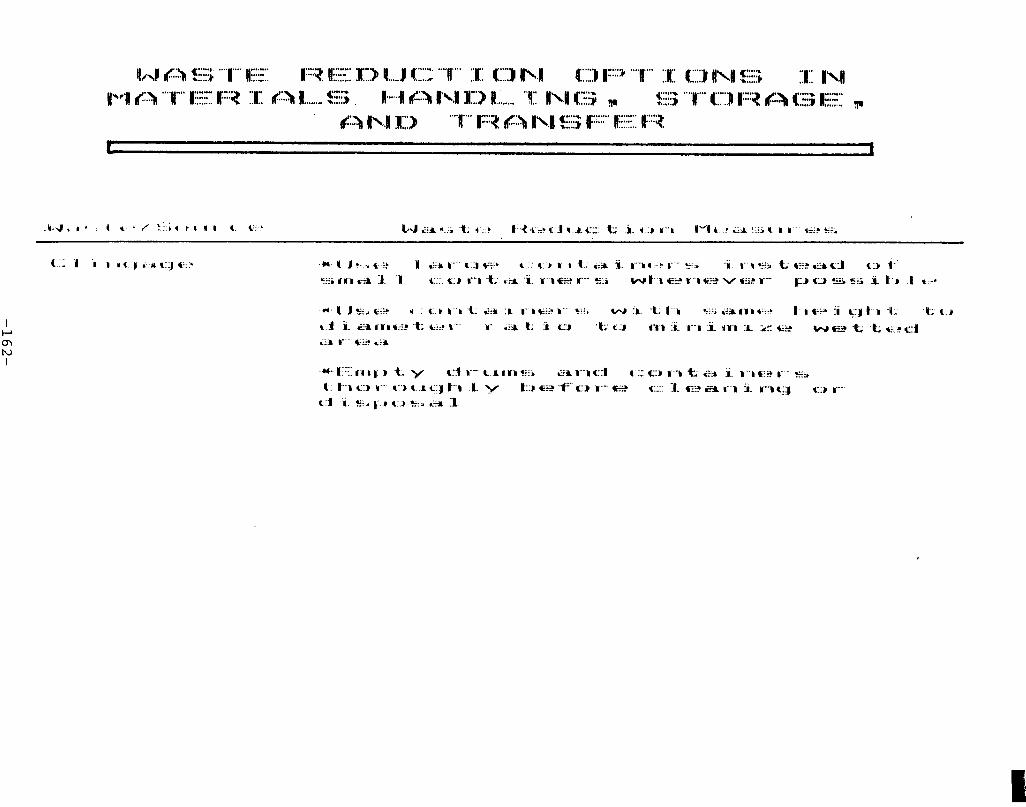
t:
c c
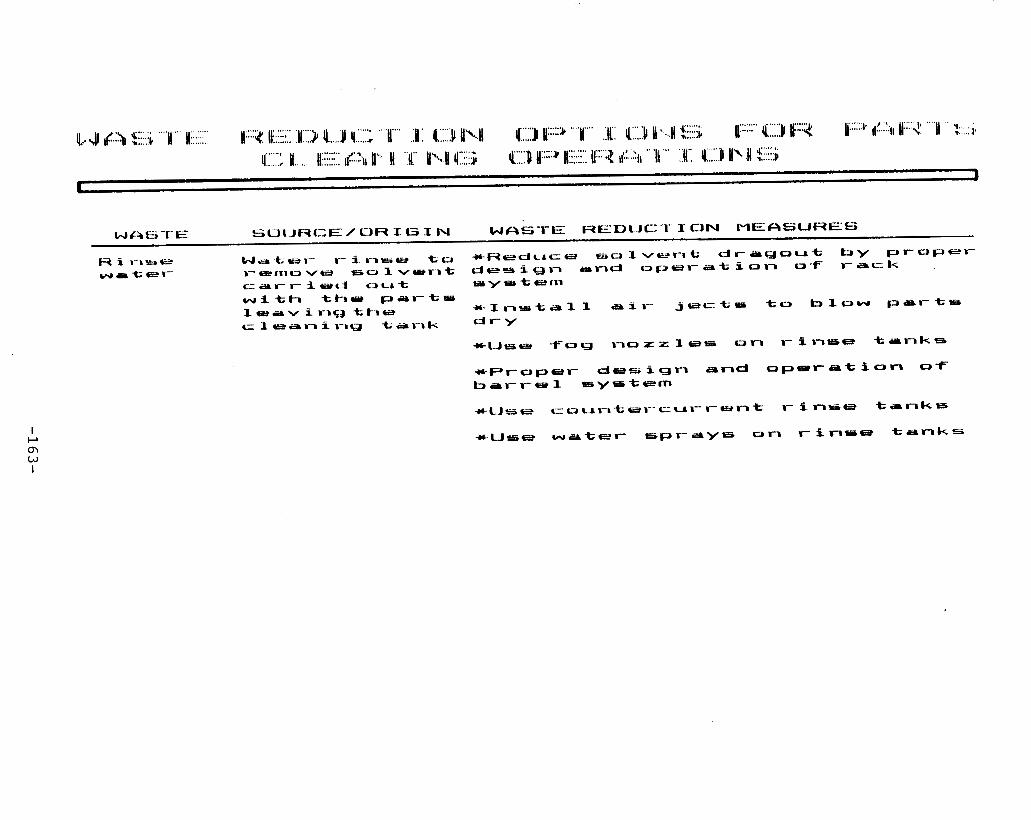
i
ic
.'ft ... ... ... 'i
c =
#
!?
+
* 9
..
.
.
..
.
.
- - I
'I
-e
..
-. y
.. .. 3
..
.
.
... ... ..
... ... .5
ft :: .. *
p:
..
G
!?
'* t4
... ... .
.
i 3
..
3:
z - - - ,- r
i
-Q
- .
.
..
... ... ... :::
iili
i
:?
..
.
.
'3'
=/
J--
.. .. 'rs - .: - =
.. .. .. i - II,
?# .. L
.a
..
:i
..
.
.
.. .. .. .. .. &
:?
... s
i -
-
rt ..
:?!
..
.. .. ii
..
;I
rt
.
.
7
A
..
..
.
.
*
*
w
..
.
.
.-. :*
I .. .. '. -
:y
.. .. 5
..
.
.
... ... .
.
.. .. .a
L I a
.
0 L ai
B Y L 41 P 3 0 r)
n 0 Y 0
i
i 4
0
ju
f
t t
i9
a$ J
OL
3
m -163-
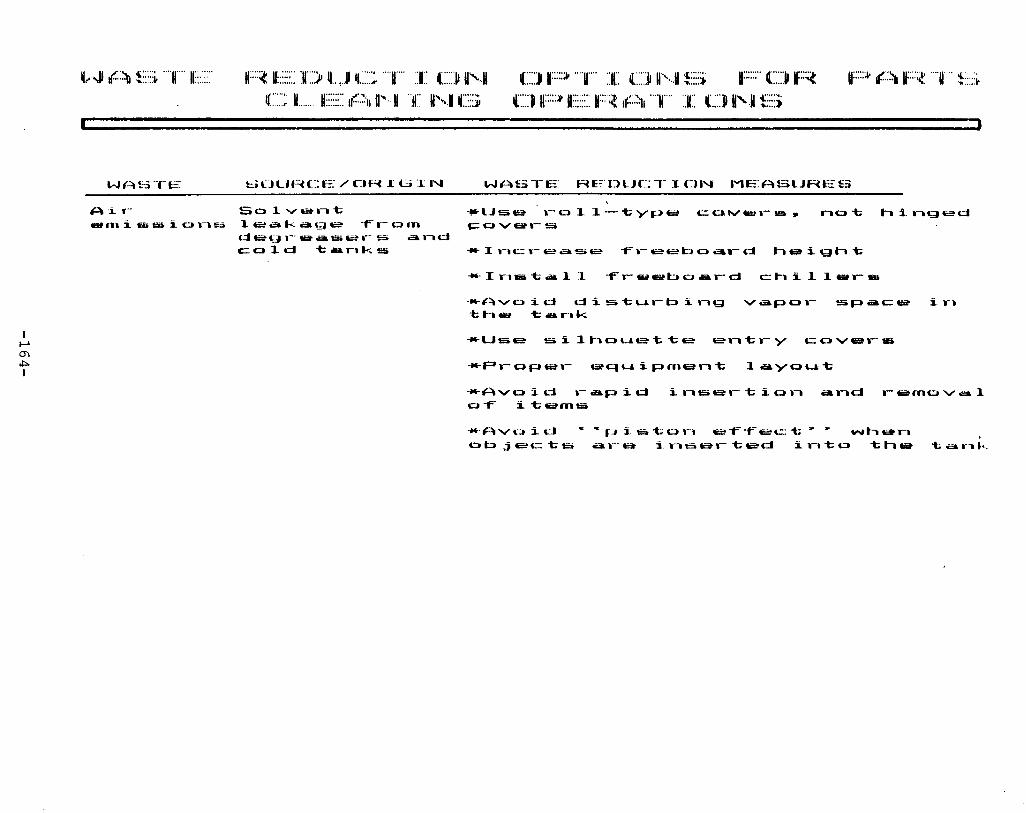
/?.
hii
il
-16
4-
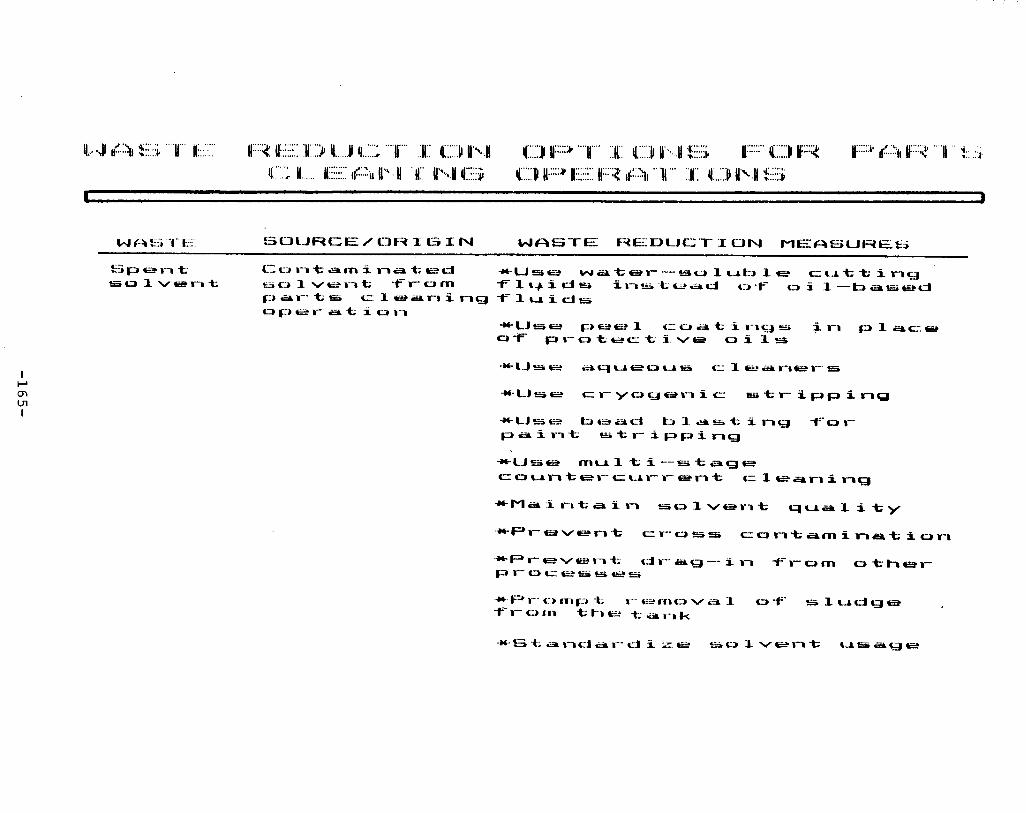
I
I
5 ?3 3 fl rl
9 a Ip f
$ 3 L O k 9 f
d
a
i
u I
f
$3
-16
5-
(. ,[r \i, u: ' ,p ""U ...... . , . . , . . . . ..u 1 .....* u"" :/I: u.:::::c