
title fabrication and characterisation of sandwich composites of glass ...
Upload
christopher-perezCategory
view
168download
1
Methods and Applications for the Fabrication of Transparent Wood
Composites
Christopher Perez
Laurent Pilon's Research Group
Mechanical and Aerospace Engineering Department
MSD Scholars, Fall 2016
December 10, 2016

2 | Christopher Perez
Abstract
To mitigate the energy consumption of buildings and the environmental impact associated with
fossil fuel-dependent energy sources, transparent wood composites offer a promising solution for
their potential use in energy efficient building applications. Their effective use of sunlight for
natural indoor lighting rivals that of glass as they offer the additional advantages of high-impact
absorption and low thermal conductivity. The anisotropic structure of wood consists of vertically
aligned channels comprised of voids and colorless wood cell walls made of cellulose and
hemicellulose.[6] The constituent that binds the wood cells and lends wood its hard, rigid properties
and dark color, is known as lignin.[7] To generate these novel composites, basswood was used as
the wood template and its lignin was removed in a delignification process. This involved sample
immersion in a boiling solution of NaOH and Na2SO3, as well as immersion in boiling and room
temperature H2O2. By replacing the lignin with optically clear epoxy resin, hardener, and a
resin/hardener mix, polymeric infiltration was carried out. Two experiments were conducted, the
first of which consisting of three samples with the following dimensions: 1x1x1 cm, 1x1x0.5 cm,
3.8x2.85x0.325 cm. The second experiment was comprised of eight 1x3x0.325 cm samples. The
first experiment, using boiling H2O2, revealed that a more refined process was needed due to the
dissociation of H2O2 at high temperatures. The second experiment, using the resin/hardener mix,
indicated that the delignification process was not sufficient as the samples were subjected to epoxy
encapsulation.
Word Count: 243

3 | Christopher Perez
1. Introduction
The heating, ventilation, and air conditioning of commercial and residential buildings accounts for
approximately 14% of the total amount of primary energy consumed in the United States.[3] This
is expected to be intensified with the general trend of increased building size among residential
buildings, requiring more energy to maintain comfortable indoor temperatures.[1] Coupled with
this energy use, direct greenhouse gas emissions (GHGs) from these buildings account for roughly
12% of the total GHG emissions in the United States, largely due to the combustion of fossil fuels
for space heating.[2] In order to mitigate the effects of unsustainable energy consumption and
climate change, the U.S. Department of Energy (DOE) requires a 20% reduction in the energy
consumption of buildings by 2020 and a 50% reduction for the long-term.[3] Since the energy used
for lighting and thermal comfort comprises about half of the total energy consumption in
residential and commercial buildings, their conservation has the potential to yield substantial
savings to meet these goals, especially during the daytime.[4]
The interface between the interior of a building and the surrounding environment, the building
envelop is where heat transfer must be minimized to reduce the need for space heating or cooling.
Windows, despite successfully using the sun to provide indoor lighting during the day, are one of
the most ineffective components of this envelope for preventing heat losses. This is due to the
relatively high thermal conductivity of glass through which one-third of the energy used to heat or
cool a building can be lost with single pane windows.[5] Even so, single pane windows remain
widely used in the U.S despite the exceptional thermal and optical performance of their double
pane counterparts.

4 | Christopher Perez
The modification of wood templates for achieving optical transparency shows promise in ensuring
sustainable energy use. By partially replacing artificial light with natural sunlight in a building,
their potential use in constructing light-transmitting structures can enable reduced energy demand
by being more thermally insulating, and thus replacing, traditional glass. The aim of the study
presented here is to establish a comprehensive method of fabricating transparent wood composites.
Such a method will provide insight on the mechanisms that dictate the thermophysical and optical
properties of the generated building material. The study is performed in the hopes that this material
fabrication will provide a basis for the added-value applications of future transparent wood
composite materials.
2. Background
2.1 Wood Growth and the Nature of Lignin
Used as a structural material for thousands of years, wood demonstrates excellent mechanical
strength and thermal properties in contrast to glass. Its low density and competitive cost are also
key contributors to its widespread and traditional use in buildings. The most notable feature of
wood however, lies in the unique growth of trees and their directionally dependent structure, or
anisotropy.[6] Situated within tree trunks exist numerous aligned vertical channels, used by the tree
to transport water, ions, and other nutrients through the trunk to accommodate the photosynthetic
process.[7] In their mature state, the wood cells comprising these channels are dead and hollow,
essentially only cell walls and voids. The cell walls are made up of colorless cellulose and
combinations of carbohydrates collectively known as hemicellulose. The low thermal conductivity
of wood is attributed to the voids that reside within these cell walls. The major constituent that

5 | Christopher Perez
permeates the cell walls and renders wood a hard, rigid material is known as lignin. A highly
branched molecule of complex structure with dark color and high molecular weight, lignin is also
found in the intercellular regions between the channels, binding all wood cells together.[6] It is the
removal and replacement of lignin in processes known as delignification and polymer infiltration
respectively, as well as the existing cellulosic channel structure, that is utilized for the generation
of transparent wood composites that allow the transmission of light.
2.2 The Types of Wood
Stemming from its prevalent use in building applications, much is known about the different types
of wood with regard to mechanical properties. From this, various wood classifications have been
identified but are generally divided between hardwoods and softwoods.[6] Chief among their
differences is the mesostructure present within the woods. Due to their fast growth, softwoods
typically have a more porous internal structure with a fibrous form.[7] Conversely, hardwoods are
composed of large fibers and wider cell walls that form more pronounced tubes or channels
mentioned earlier. Additionally, hardwoods are normally more dense and grow larger when
compared to softwoods, making them ideal candidates for wood template modification.
2.3 Transparent Wood as a Building Material
Rigorous research on transparent wood composites and their characterization is sparse and
generally lacking due to their relatively novel nature. Commercially, there exists no businesses for
producing, developing, and marketing these transparent building materials. The state of the art is
concerned with altering the infiltrating substance from traditional polymeric epoxy, or making
more efficient the process of delignification.

6 | Christopher Perez
Initial attempts at cellulose-based modification involved realizing transparent paper preparation.
To this end, cellulose fibers extracted from wood have been subjected to cellulose dissolution and
regeneration, cellulose fibrous diameter decrease to nanoscale, and polymer infiltration. Iwamoto
et al.[8] created composite paper structures using a range of cellulose nanofiber volumes.
Additionally, all-cellulose transparent paper was prepared using TEMPO-oxidized nanocellulose,
achieving an optical transparency of over 90%. It was seen that although the increased
transmittance was a result of fiber diameter decrease, the oriented structure of the wood cell walls
was no longer present.
Li T. et al.[9] set out to demonstrate the application of transparent wood as an energy efficient
building material by using basswood and AeroMarine #300/21 Epoxy. Li reported a high
transmittance comparable to glass (90%) with a directional forward scattering effect, as well as a
lower thermal conductivity than glass and even a solid block of the infiltrating epoxy. Additionally,
the wood microstructure of the transparent wood exhibited high impact absorption and ductility.
The delignification process involved immersing the wood into a solution of diluted boiling NaOH
and Na2SO3 for 3 hours, followed by immersion in boiling H2O2 until the wood was bereft of its
color, about 2–3 hours. The resulting material was then immersed in liquid epoxy resin for
thorough infiltration, the solidification of which would result in the final transparent wood
composite.
Zhu et al.[10] examined anisotropic wood composites by removing the colored lignin and filling
index-matching polymers to achieve high optical transparency. Using basswood, two types of
transparent wood were fabricated, where the channels in the wood aligned either along or
perpendicular to the wood plane. It was found that for the radially cut wood, where the channels

7 | Christopher Perez
were perpendicular to the wood plane, the delignification and infiltration processes were much
faster with a higher transmittance. The longitudinally cut wood, where the channels aligned with
the wood plane, exhibited twice the fracture strength and modulus of elasticity of radially cut
wood, as well as a higher degree of optical anisotropy. Although the delignification and infiltration
processes used essentially the same methods and materials as Li et al., the immersion of wood into
a solution of diluted boiling NaOH and Na2SO3 was conducted for a much longer period, 12 hours.
The infiltration process also used a cycling degassing method under 200 Pa of pressure to remove
the gases and solvents from the wood, followed by a depressurization to atmospheric conditions,
allowing the resin to infiltrate the wood.
Li Y. et al.[11] fabricated optically transparent wood while noting a relationship between the
cellulose volume fraction and optical transmittance, as well as the mechanical properties. Using
balsa wood, the delignification process was markedly different than others in that the wood
samples were dried at high temperatures for 24 hours before immersing in a NaClO2 and acetate
buffer solution at elevated temperatures for 6–12 hours depending on the sample thickness. After
washing with deionized water, ethanol and acetone were used in a mixture for dehydration. The
infiltration process was also unique since the samples were infiltrated using a prepolymerized
methyl methacrylate (MMA) solution under a vacuum and heated in an oven for 4 hours.
Overall, the few studies in the literature for transparent wood composites delve into preliminary
detail and are beginning to explore alternatives in fabrication. It remains clear that more research
is needed to explore the potential of these special composites if they are to be considered
dependable materials that rival and mitigate the use of highly treated, opaque lumber.

8 | Christopher Perez
3. Methods and Materials
3.1 Wood Selection and Preparation
Two experimental investigations were carried with the selection of basswood as the starting
material for its low cost and proven history. Figure 1 shows the three basswood samples created
for the first experiment with the following dimensions: (1) 1 x 1 x 1 cm, (2) 1 x 1 x 0.5 cm, (3) 3.8
x 2.85 x 0.325 cm. The second experiment used eight basswood samples, all 1 x 3 x 0.325 cm.
After the samples were cut to their desired sizes, they were cleaned with de-ionized water and left
to dry for 48 hours days at room temperature (~20℃). The basswood was purchased from Waddell
Manufacturing®, a company based in Ohio, United States.
3.2 The Delignification Process
The two part delignification process was started with the preparation of the NaOH and Na2SO3
solution. The NaOH was diluted with de-ionized water using a target molarity of 2.5 moles per
liter, requiring 100 grams of NaOH per liter. Similarly, the Na2SO3 was also diluted with de-
ionized water using a target molarity of 0.4 moles per liter, warranting 50.4 grams of Na2SO3 per
liter. These two solutions were then mixed to form a single solution which was then dispensed into
a 250 mL beaker. The volume of the solution varied depending on the experiment, 150 mL and
200 mL for experiments 1 and 2 respectively. A hot plate was then used to heat the solution to a
boil. Due to the contact resistance between the hot plate and the glass beaker, the hot plate was set
too 500 ℃ to ensure a boil. Figure 2 illustrates the hot plate heating the solution. The samples
were then immersed in the solution and left to boil for 3 hours. As the de-ionized water was the
solvent in the solution, it would evaporate with the passing of time. More de-ionized water was
then added intermittently to return the solution to the original solution volume, depending on the

9 | Christopher Perez
experiment. After subjecting the samples to this treatment, they were then taken out of the
NaOH/Na2SO3 solution, washed with de-ionized water, and left to dry for 24 hours at room
temperature.
In the first experiment, the second step of delignification was carried out as an H2O2 solution was
prepared by diluting 30%w/v H2O2 with de-ionized water using a desired molarity of 2.5 moles
per liter. This required 250 mL of 30%w/v H2O2 per liter of de-ionized water. The samples were
then immersed in this H2O2 solution for 2–3 hours until the yellow color of the wood samples
disappeared. Again, more de-ionized water was added as the solution began to evaporate. The
second experiment was similar but did not boil the H2O2. Both concentrated 2.5M H2O2 and
30%w/v were used to immerse the samples at room temperature for 48 hours until, again, the
yellow color of the wood vanished. It is important to note that the larger samples required more
time to rid themselves of their color with the solution treatment. After they were colorless and
white, the samples were left to dry at room temperature for 48 hours.
3.3 Polymeric Infiltration
The last portion of the fabrication transparent wood involved infiltrating the now delignified
samples with a polymeric substitute for lignin, in this case Loctite Poxy Pak Fast Cure Epoxy®.
The first experiment entailed separately immersing the samples in both constituent parts of the
epoxy, the resin and hardener. This was performed by filling petri dishes with the resin and the
hardener and immersing the samples in each. The second experiment involved mixing both
components of the epoxy into a petri dish and immersing the dry sample inside. To prevent the
epoxy from encrusting the samples, they were removed 30 seconds before the advertised setting
time of 5 minutes. Figure 3 shows the petri dishes containing the resin, hardener, and
resin/hardener mix with a sample situated in each configuration.

10 | Christopher Perez
3.4 Measuring Thermal Properties
To measure one of the most important thermal properties of interest, thermal conductivity, a
guarded hot plate apparatus will be used. The device was designed to comply with ASTM C177-
13.[12] The guarded hot plate approach for measuring thermal conductivity requires two identical
samples to be secured between hot and cold plates. By strategically inserting thermocouples in the
sample at known distances and observing the linear function of voltage for each thermocouple, the
steady-state thermal energy dissipated in the hot plate is then ensured to be evenly distributed
between the two identical samples. Modifying Fourier’s law, the thermal conductivity may be
evaluated using the following expression:
k𝑖𝑖(T�) =q𝑖𝑖L𝑖𝑖
A�T2,𝑖𝑖 − T1,𝑖𝑖� with 𝑖𝑖 = A or B
Where qi is the heat transfer rate �Wm� through the sample 𝑖𝑖 and L𝑖𝑖 is the distance the thermocouples
measuring T1,𝑖𝑖 and T2,𝑖𝑖.[13] Figure 4 demonstrates a schematic for this guarded hot plate setup.
4 Results and Discussion
4.1 Composite Wood Fabrication
In fabricating these composite woods, the delignification process in these experiments was closely
modeled by the protocol outlined in the work by Li T. et al. mentioned previously. As stated earlier,
the NaOH/N2SO3 solution was prepared in a 150 mL volume for the first experiment. When heated
to a boil, the de-ionized water evaporated and required refilling by external means. Figure 5
reveals the chronological order of the first three hour process. Although the heavy discoloration of
the solution shows that delignification is indeed occurring, the persistent dark color of the samples
11 | Christopher Perez
is concerning. The color may indicate an incomplete reaction that is suspected to be due to the
relatively small volume of the solution used. Figure 6 shows how the wood samples still possess
their original color even after the NaOH/Na2SO3 treatment. This was part of the motivation behind
the second experiment as it used more solution (200 mL) to carry out the delignification reaction.
Although more solution seemed to aid the reaction, the persisting color demonstrates the need for
either more solution and boiling time, or boiling under reflux.
The second step of delignification involved boiling the wood samples in a solution of H2O2.
Carrying out this task for 3 hours proved to be difficult due to the decomposition of H2O2 as it
bubbled and seemingly reacted with the wood for a short time before subsiding almost completely.
It is known that under high temperatures, H2O2 may dissociate into oxygen and water, as seen in
the following reaction:
2H2O2 → H2O + O2(g)
In order to confirm this decomposition, drops of H2O2 were added to the solution once the original
bubbling subsided and the result was violent bubbling followed by another standstill. Figure 7
shows the chronological series of events once the additional H2O2 drops were added. This
phenomenon was another motivation behind the second experiment; to somehow treat the wood
samples with H2O2 and remove its color without the dissociation of H2O2. This prompted the
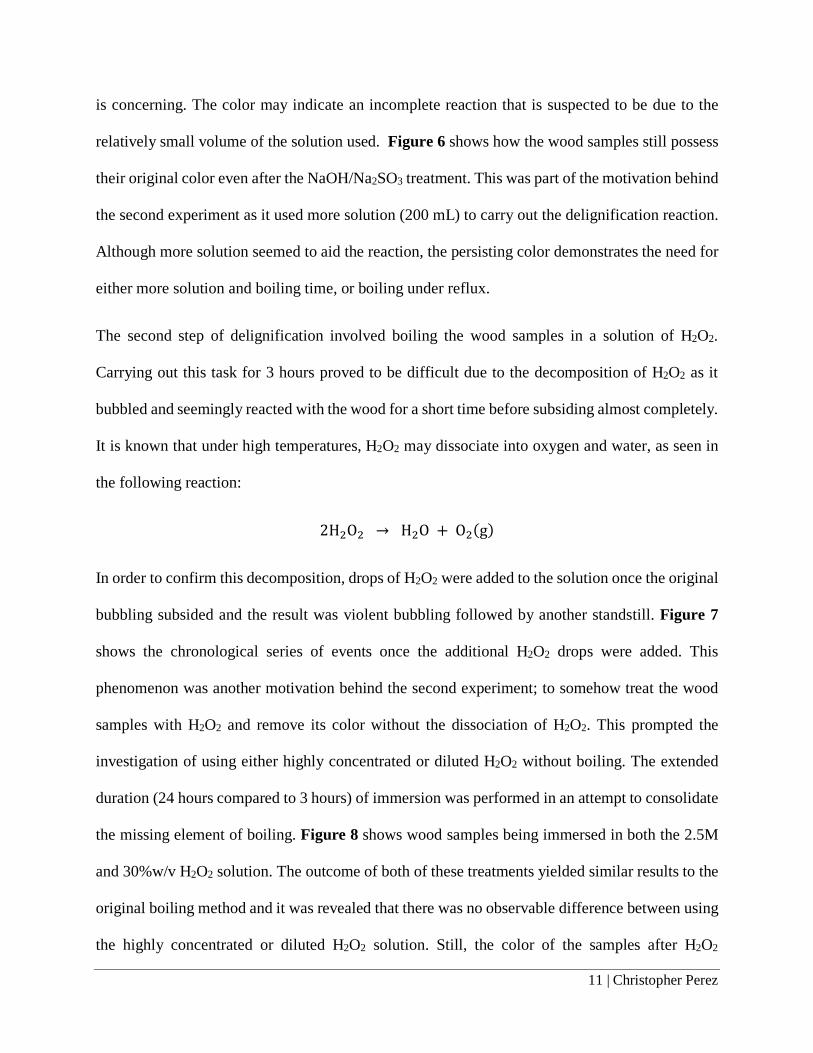
investigation of using either highly concentrated or diluted H2O2 without boiling. The extended
duration (24 hours compared to 3 hours) of immersion was performed in an attempt to consolidate
the missing element of boiling. Figure 8 shows wood samples being immersed in both the 2.5M
and 30%w/v H2O2 solution. The outcome of both of these treatments yielded similar results to the
original boiling method and it was revealed that there was no observable difference between using
the highly concentrated or diluted H2O2 solution. Still, the color of the samples after H2O2
12 | Christopher Perez
treatment were not as white as detailed by the accounts in literature reviews. Similar to the
NaOH/Na2SO3 treatment, this encourages the boiling of the H2O2 solution under reflux.
4.2 Methods for Polymeric Infiltration
The polymeric infiltration was again, emulated using the process by Li T. et al. as a framework.
Due to the ambiguous nature of the literature concerning the mixing of the hardener and resin, both
of these constituent parts were separately used to immerse the samples as mentioned earlier. Due
to the inability of these components to solidify, the mixing of both the hardener and the resin served
as yet another motivation for the second experiment. Once mixed, the epoxy was allowed to react
for 30 seconds less than its curing time of five minutes at room temperature, and the sample was
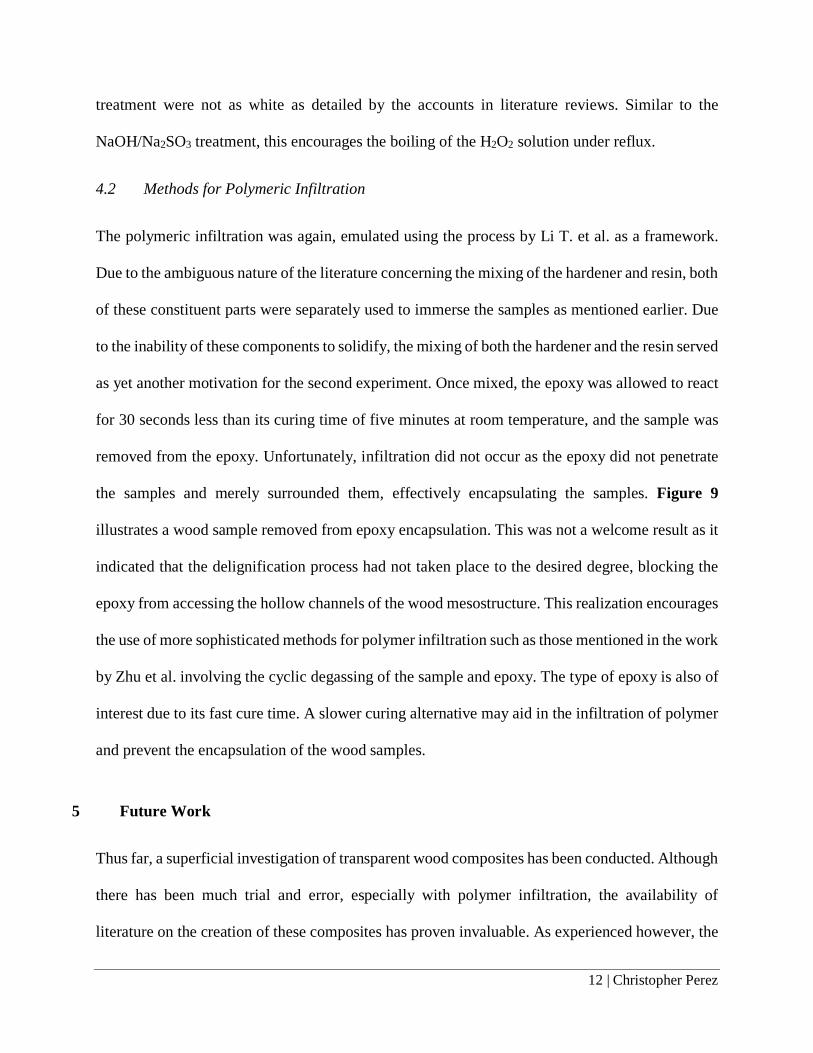
removed from the epoxy. Unfortunately, infiltration did not occur as the epoxy did not penetrate
the samples and merely surrounded them, effectively encapsulating the samples. Figure 9
illustrates a wood sample removed from epoxy encapsulation. This was not a welcome result as it
indicated that the delignification process had not taken place to the desired degree, blocking the
epoxy from accessing the hollow channels of the wood mesostructure. This realization encourages
the use of more sophisticated methods for polymer infiltration such as those mentioned in the work
by Zhu et al. involving the cyclic degassing of the sample and epoxy. The type of epoxy is also of
interest due to its fast cure time. A slower curing alternative may aid in the infiltration of polymer
and prevent the encapsulation of the wood samples.
5 Future Work
Thus far, a superficial investigation of transparent wood composites has been conducted. Although
there has been much trial and error, especially with polymer infiltration, the availability of
literature on the creation of these composites has proven invaluable. As experienced however, the

13 | Christopher Perez
incomplete and imperfect delignification process is an issue that must be resolved. To this end,
future experiments are likely to implement a condenser for recycling the liquid in the solution in
order to maintain the reaction indefinitely. Doing so would prevent the dissociation of H2O2 into
water and oxygen. This would be performed with the addition of more solution to ensure the
reaction is carried out completely.
Once the delignification process is perfected, more complex post-processing would be of interest.
As mentioned in the beginning of this paper, the production of added-value products is a pursuit
that aligns well with the theme of energy conservation and sustainability. By infiltrating the
delignified wood with an organic or less prolific epoxy with desirable optical properties, the
transparent wood composite will truly be sustainable. In addition, by sealing micro-encapsulated
phase change materials (PCMs) inside the channels and wood cell wall voids, the latent heat
storage of the PCM can be utilized. Since the PCMs are optically clear, the resulting material has
the potential to replace glass for windows, at the same time stabilizing building temperatures with
the addition of a new thermal storage mechanism.

14 | Christopher Perez
Figures
Figure 1: The basswood samples used for the first experiment. Dimensions: (1) 1x1x1 cm, (2) 1x1x0.5 xm, (3) 3.8x2.85x0.325 cm
Figure 2: The hotplate warming up to a target temerature of 500 ℃ as it is used to heat the solutions to a boil.

15 | Christopher Perez
Figure 3: (Bottom left) The Loctite Poxy Pak Fast Cure Epoxy® used for both experiments. (Top) The samples for the first
experiment immersed in resin and hardener separately.(Bottom right) A sample from the second experiment immersed in the
hardener/resin mix.
Figure 4: The setup used to measure the effective thermal conductivity of composite based materials using the guarded hot
plate method.[12]

16 | Christopher Perez
Figure 5: A chronological view of the delignification process; the wood samples are boiled in a diluted NaOH/Na2SO3 solution
Figure 6: The wood samples for the first experiment after boiling in a diluted NaOH/Na2SO3 solution. Notice the persisting dark
color.
Figure 7: A chronological view of the delignification process; the wood samples are boiled in a H2O2 solution.
17 | Christopher Perez
Figure 8:(Left) A wood sample immersed in the 2.5M H2O2 solution. (Right) Several wood samples immersed in the 30%w/v
H2O2 solution. Both are at room temperature.
Figure 9:A wood sample removed from epoxy in the polymer infiltration phase, Notice the void left from the wood indicative of
encapsulatio and infiltration failure.

18 | Christopher Perez
References
[1] DOE, Energy Efficiency Trends in Residential and Commercial Buildings, August 2010.
[2] Buildings and Climate Change: A Summary for Decision-Makers (2009): n. pag. United Nations Environment Programme, accessed: October 2016.
[3] Buildings, Department of Energy, http://energy.gov/eere/efficiency/buildings, accessed: October, 2016.
[4] US Department of Energy, Buildings Energy Data Book, http://buildingsdatabook.eren.doe.gov/, accessed: October, 2016.
[5] High R Value Windows, http://www.gsa.gov/portal/content/180891, accessed: October 2016.
[6] A. P. Russell; L. G. Richard, Formation and Structure of Wood, American Chemical Society, Washington, DC. USA 1984.
[7] E. Sjöström, Wood Chemistry: Fundamentals and Applications, Academic Press, San Diego, CA USA 1993.
[8] Iwamoto, S.; Nakagaito, A. N.; Yano, H.; Nogi, M. Applied Physics A: Material Science Process. 2005, 81, 1109 – 1112.
[9] Li T., Zhu M., Yang Z., Song J., Dai J., Yao Y., Luo W., Pastel G., Yang B., Hu L. (2016). Wood Composite as an Energy Efficient Building Material: Guided Sunlight Transmittance and Effective Thermal Insulation. Adv. Energy Mater., 6: 1601122. DOI: 10.1002/aenm.201601122
[10] Zhu, M., Song, J., Li, T., Gong, A., Wang, Y., Dai, J., Yao, Y., Luo, W., Henderson, D. and Hu, L. (2016), Highly Anisotropic, Highly Transparent Wood Composites. Adv. Mater., 28: 5181–5187. DOI: 10.1002/adma.201600427
[11] Yuanyuan Li, Qiliang Fu, Shun Yu, Min Yan, and Lars Berglund (2016), Optically Transparent Wood from a Nanoporous Cellulosic Template: Combining Functional and Structural Performance. Biomacromolecules 17 (4), 1358-1364. DOI:10.1021/acs.biomac.6b00145
[12] Rickleffs, A., Thiele, A., Falzone, G., Sant., G., Pilon, L. (2016) Thermal Conductivity of Cementitious Composites Containing Microencapsulated Phase Change Materials. University of California, Los Angeles.


















