Materials for Joints
25
Materials Selection 5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering Indian Institute of Technology Madras-36 1 Material for Nodes and Connections Materials Selection 5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering Indian Institute of Technology Madras-36 2 Contents Introduction Structural steel Steel production process Blast furnace Basic oxygen process Killing of steel Segregation and pipe Material selection Alloy selection Standard tension test Stress-strain diagram Through thickness testing Charpy V-Notch testing API RP 2A recommendations Steel classes Structural member classes Structural material properties Material for joint can locations ASTM high strength alloys Effect of alloying elements Material groups Charpy V-Notch requirements Carbon equivalent Cold cracking susceptibility Supplementary requirements Material specifications API 2H specifications Tubular fabrications Pilger and piercing Cold forming process Hot forming process Fabricated tubular API 5L line pipe
-
Upload
hariharanoilgas -
Category
Documents
-
view
13 -
download
5
description
joint materials
Transcript of Materials for Joints
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
1
Material for Nodes and Connections
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
2
Contents Introduction Structural steel Steel production process
Blast furnace Basic oxygen process Killing of steel Segregation and pipe
Material selection Alloy selection Standard tension test Stress-strain diagram Through thickness testing Charpy V-Notch testing
API RP 2A recommendations Steel classes Structural member classes Structural material properties Material for joint can locations
ASTM high strength alloys Effect of alloying elements Material groups Charpy V-Notch requirements Carbon equivalent Cold cracking susceptibility Supplementary requirements
Material specifications API 2H specifications Tubular fabrications
Pilger and piercing Cold forming process Hot forming process Fabricated tubular API 5L line pipe
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
3
IntroductionSelection of suitable steel at connections in offshore structuresrequire care full consideration due to the following.
Complex stresses arising from multi-planer members jointed at one location
Alternating stresses due to cyclic nature of loads from wave Submerged in water especially jackets with temperature lower
than normal service temperature Localised corrosion at the connections may lead to increased
stresses and stress induced corrosion increases the corrosion rate.
The stresses at these locations has the direction normal to the thickness causing failure due to delamination.
Welding of branch members at the connection creates Heat affected Zones causing degradation of material characteristics.
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
4
What is steel ? Steel is an alloy of Iron. Contains less than 2% of carbon (by weight)
What is Cast Iron ? Cast Iron is also an alloy of Iron. Contains more than 2% of carbon (by weight)
Plain Carbon Steel An alloy of Iron and carbon with some residual constituents such
Mn, Al and Si Some times small amount of Al and Si added during production
process.Alloy Steel Alloy Steel is a derivative of plain carbon steel But additional alloys added deliberately to obtain certain
properties
Structural steel
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
5
Steel Production Process
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
6
Steel Production Process
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
7
BLAST FURNACE
STEEL MAKING PROCESS
HEAT TREATMENT
ROLLING
IRON ORE PIG IRON
PIG IRON INGOT, BILLETS
INGOT SLABS
SLABS PLATES & SHAPES
Steel Making Process an outlook
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
8
A furnace in which combustion is intensified by a blast of air, especially a furnace for smelting iron by blowing air through a hot mixture of ore, coke, and flux.
Blast Furnace
Blast furnaces operate on the principle of chemical reduction whereby carbon monoxide, having a stronger affinity for the oxygen in iron ore than iron does, reduces the iron to its elemental formCarbon monoxide also reduces silica which has to be removed from the pig iron. The silica is reacted with calcium oxide (burned limestone) and forms a slag which floats to the surface of the molten pig iron
In a blast furnace, fuel, ore, and flux (limestone) are continuously supplied through the top of the furnace, while air (sometimes with oxygen enrichment) is blown into the lower section of the furnace, so that the chemical reactions take place throughout the furnace as the material moves downward. The end products are usually molten metal and slag phases tapped from the bottom, and flue gases exiting from the top of the furnace.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
9
The purpose of the Basic Oxygen Steelmaking (BOS) process isto refine the hot metal produced in the blast furnace into rawliquid steel, which may be subsequently refined in thesecondary steelmaking shop.
The main functions of the Basic Oxygen Furnace (BOF) are todecarburize and remove phosphorous from the hot metal, andto optimize the steel temperature so that any furthertreatments prior to casting can be performed with minimalreheating or cooling of the steel.
%C %Mn %Si %P %S %O Temp C
Hot metal
4.7 0.2 - 0.3 0.2 1.5 0.2 1.5 0.06 0.12 0.02 0.0
Steel 0.05 0.1 0.0 0.0 0.01 0.02 0.01 0.02 0.06
The exothermic oxidation reactions that occur during BOS generate a lot of heatenergy more than is necessary to attain the target steel temperature. This extraheat is used to melt scrap and/or iron ore additions.
Typical compositions of the hot metal charge and tapped steel are as follows.
Basic Oxygen Process (BOS)
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
10
KILLING OR DEGASSING PROCESSThe degassing or killing process is applied to molten metal charge from the BOF to remove excess oxygen and hydrogen present during the carbon reduction process.
Fully Killed Steel means perfectly de-oxidized steel by adding Si or Al in the molten steel to eliminate all entrapped Oxygen from the molten steel so that there is no evolution of gas (by removal of C & O ) during ingot solidification . Gives through thickness and top-to-bottom compositional homogeneity and free from segregation.
Vacuum degassed Steel on the other hand is to subject the molten metal to vacuum to remove out Hydrogen and Carbon. This process ensures steel to be free from hydrogen traps and flakes and also can produce low carbon quality depending on type of degassing procedures. This process is most popular in forging and railroad manufacturing.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
11
Segregation and Pipe
Segregation is a variation in chemical composition. One cause for segregationis that the first material to solidify is purer than the last.
Pipe is a cavity in the top of an ingot that is formed by volumetric shrinkage ofthe metal as it transforms from the liquid to the solid state.
Segregation and Pipe are a natural part of the solidification process. Both thesetwo ingot defects find their way into the finished product if they are not properlydealt with at the mill.
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
12
To get rid of pipe, portion of the ingot is cropped or cutoff.
When a metal solidifies over a temperature range, part of the metal will bemolten and part will be solid. There is a tendency for the first metal to solidifyto be purer than the metal that solidifies last. Ingots that solidify with a skinthat is purer than the center is called rimmed steel.
Segregation can be minimized by adding elements to steel, such as aluminumand silicon that remove dissolved oxygen from the molten metal and alter theingot solidification characteristics. These are called killed steels because moltenmetal lies quiet during solidification.
Killed steel products will produce a more chemically uniform analysis from thebottom to the top of the ingot. Killed steel is considered having less chemicalsegregation than semi-killed or rimmed steel.
A steel is considered semi-killed when it is produced so that it is incompletelydeoxidized and it contains sufficient dissolved oxygen to react with the carbonto form carbon monoxide to offset solidification shrinkage in the ingot.
-
Materials Selection
Mechanical properties
Strength Formability Stiffness Toughness Durability
TensileYieldCompressionFlexuralShearCreepStress rupture
% elongation% reduction in areaBend radius
Modulus of elasticityFlexural modulusShear modulus
ImpactstrengthNotch sensitivityCritical stressintensity factor
HardnessWear resistanceFatigue strength
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
13
Materials Selection
TOUGHNESS
CopperNickelIronMagnesiumZincAluminumLeadTinCobaltbismuth
BRITTLENESS
White Cast IronGray Cast IronHardened SteelBismuthManganeseBronzeAluminumBrassSteelZincMonelTinCopperIron
DUCTILITY
GoldSilverPlatinumIronNickelCopperAluminumTungstenZincTinLead
MALLEABILITY
GoldSilverAluminumCopperTinLeadZincIron
CORROSIONRESISTANCE
GoldPlatinumSilverMercuryCopperLeadTinNickelIronZincMagnesiumAluminum
* Metals/alloys are ranked in descending order of having the property named in the column heading
Alloy Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
14
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
15
Standard tension test
The tension tests areperformed to determine thestress strain characteristicsof the steel. A circularspecimen is machined fromthe parent plate or materialof any shape to have agauge length of 50mm anddiameter 10mm.
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
16
Stress-Strain Diagram (in Tension)
When the initial area is used in the stress calculation, it is called nominal stress. When actual area of bar is used, it is the true stress.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
17
Stress-Strain Diagram (in Tension)Ductility and Brittleness
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
18
Ductile Failure (Dislocation Controlled)
a) Necking, b) Cavity formation, c) Cavity coalescence to form a crack, d) Crack propagation, e) Fracture
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
19
Ductile Failure
Dimples form during ductile fracture. Equiaxed dimples form in the center, where microvoidsgrow. Elongated dimples, pointing toward the origin of failure, form on the shear lip
(c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning is a trademark used herein under license.
(c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning is a trademark used herein under license.
Scanning electron micrographs of an annealed 1018 steel exhibiting ductile fracture in a tensile test. (a) Equiaxed dimples at the flat center of the cup and cone, and (b) elongated dimples at the shear lip (x 1250)
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
20
Ductile Failure
Shear - Metal bolt under pure shear
Gere
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
21
Through Thickness Testing (Z direction)
Z25 Means the neck area reduction of 25% of original area before failure
Z35 Means the neck area reduction of 35% of original area before failure
The test is similar to the tension test except the specimen is cut across the thickness as shown in figure
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
22
Charp V-Notch Test
Toughness of steel ismeasured in terms ofsusceptibility to crack usingCharpy V-Notch Test.
Tests can be performedusing a full size or sub sizespecimens.
The full size specimenconsists of 10mm squaresection with a length of55mm and 45o groove of2mm depth cut at themiddle of the length
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
23
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
24
API RECOMMENDED PRACTICE FOR PLANNING, DESIGNING AND CONSTRUCTING FIXED OFFSHORE PLATFORMS WORKING STRESS DESIGN (API RP 2A - WSD)
Steel are grouped according to strength level and welding characteristics
Group I - steels with specified minimum yield strength (SMYS) of 280 MPa or less, carbon equivalent is 0.4% or less
Group II - 280 MPa 360 MPa; special welding procedures required, investigation of fatigue related problems etc.
Groups are classified as different classes A, B, C
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
25
API RP 2A classify steel according to notch toughness characteristics (impact tests) in the increasing order of its toughness requirements.
Class C, Class B and Class A
Class C no impact tests specified; Primary structural members involving limited thickness, moderate forming , low restraint, modest stress concentration, quasi-static loading ;
Examples of application Piling, jacket braces and legs, deck beams and legs
Class B are suitable for use where thickness, cold work, stress concentration, impact loading etc
Class A steel at subfreezing temperatures
Steel classification based on Toughness
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
26
STRUCTURAL MEMBER CLASSIFICATION Primary Primary structural members shall include members and components essential for the overall integrity of the of the structure
Secondary Secondary structural members shall include members and components not essential for global integrity but required for local stability of the structure
Special These are part of primary structure located at the critical location such as jacket nodes etc.
Tertiary These are not considered to be important as the failure of these elements does not really cause any structural failure.
Category Deck Jacket
Primary Legs, main truss members, plate girders
Legs, piles, braces
Secondary Stringers, floor plates Minor braces, caissons, conductor supports
Special Nodes, lifting padeyes Nodes, padeyes
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
27
Structural Materials used for the offshore structures can be classified in tofollowing three groups.Group I -Low Strength Steels with yield strength less than 280 MPaGroup II -Medium Strength Steels with yield strength range 280-360 MPaGroup III -High Strength Alloy steels with yield strength greater than 360 MPa
Structural Material Properties
The structural material is also classified in three classes by API RP 2A Viz. ClassA, B and C depending on their supplementary characteristics based on Charpyimpact properties.
Material from various international organisations can be used in the offshoreindustry
API Specifications ASTM Specifications API 5L Specifications BS EN specifications
The above specifications define the material chemical composition, mechanicalproperties and additional manufacturing and delivery conditions.
Depending on the availability and necessity, suitable chemical / mechanicalproperties will be selected from any one of the international specifications.
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
28
Material for Joints or Joint Can Locations The failures at joint may cause structural instability due to premature collapse of
members joined to the joint. Hence a suitable material for the joint shall be selectedeliminating the issues associated with the following.
Inclusions during manufacturing process such as Sulphur Ductile Behaviour across thickness Weld defects due to incorrect material / weld process Resistance against cracking under low temperature Resistance against tearing due to cyclic loads
API specification requires the material with Sulphur content less than 0.005% byweight and Charpy V-notch strength of 47 Joules at -30 Degrees is suitable for thejoint can locations.
In addition, the special property to qualify for the joint can location called ThroughThickness Property or TTP shall also be specified with minimum required ductilityeither Z25 or Z35.
Z25 or 35 means the % neck area reduction during the tensile testing before failure ofa circular specimen cut from the plate and test is carried out across thickness.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
29
ASTM Grade Minimum yield strength Major alloying elements
Typical forms
ksi (Mpa)
A242 (2 grade) 42 50 (290 345) Mn, Cu, Cr, Ni Structural bars, plates, shapes
A440 42 50 (290 345) Mn, Cu, Si Structural bars, plates, shapes
A441 40 -0 50 (275 345) Mn, V, Cu, Si Structural bars, plates, shapes (heavy)
A572 (6 grades) 42 65 (290 450) Mn, Nb, V, N Structural bars, plates, shapes
A 588 (10 grades) 42 50 (290 345) Mn, Nb, Cu, Cr, Si, Ti Structural bars, plates, shapes
A 606 (4 grades) 45 50 (240 485) Mn Sheet and strip
A607 (6 grades) 45-70 (290 345) Mn, Nb, V, Ni, Cu Sheet and strip
A618 (3 grades) 50 (345) Mn, V, Cr, N, Cu Structural tubing
A653 (5 grades) 46 60 (320 - 410) Mn, V, Cr, N, Cu Structural shapes for low-temperature service
A656 (2 grades) 80 (550) Mn, V, Al, N, Ti Plates for vehicles
A715 (4 grades) 50 80 (345 550) Mn, V, Cr, Nb, N Sheet and strip
ASTM high-strength low alloy steels
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
30
Typical ranges in Alloy steels (%)
Principle effects
Aluminum < 2 Aids nitridingRestricts grain growthRemoves oxygen in steel melting
Sulfur and phosphorous
< 0.5 Adds machinabilityReduces weldability, ductility and toughness
Chromium 0.3 4 Increases resistance to corrosion and oxidationIncreases hardenability (significant effect)Increases high-temperature strengthCan combine with carbon to form hard, wear-resistant microconstituents
Nickel 0.3 5 Promotes an austenitic structureIncreases hardenability (mild effect)Increases toughness
Copper 0.2 0.5 Promotes tenacious oxide film to aid atmospheric corrosion resistance
Manganese 0.3 2 Increase hardenability, lowers hardening temperaturePromotes an austenitic structureCombines with sulfur to reduce its adverse effects
Silican 0.2 2.5 Removes oxygen insteel makingImproves toughnessIncreases hardenability
Molybdenum 0.1 0.5 Promotes grain refinementIncreases hardenabilityImproves high-temperature strength
Vanadium 0.1 0.3 Promotes grain refinementIncreases hardenabilityWill combine with carbon to form wear resistant microconstituents
Boron 0.0005 0.003 Added in small amounts to increase hardenability
Lead
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
31
Group Class Specification & Grade Yield strength Tensile strenth
ksi Mpa ksi MPa
I C API 5L Grade B* 35 240 60 min. 415 min.
ASTM A53 Grade B 35 240 60 min. 415 min.
ASTM A135 Grade B 35 240 60 min. 415 min.
ASTM A139 Grade B 35 240 60 min. 415 min.
ASTM A500 Grade A (Round) 33 230 45 min. 310 min.
(Shaped) 39 270 45 min. 310 min.
ASTM A501 36 250 58 min. 400 min.
I B ASTM A106Grade B (normalised) 35 240 60 min. 415 min.
ASTM A524 Grade I (Through 3/8 in. w.t) 35 240 60 min. 415 min.
Grade II (over 3/8 in w.t) 30 205 55 - 80 380 - 550
I A ASTM A333 Grade 6 35 240 60 min. 415 min.
ASTM A334 Grade 6 35 240 60 min. 415 min.
II C API 5L Grade X42 2% max. cold expansion 42 290 60 min. 415 min.
API 5L Grade X52 2% max. cold expansion 52 360 66 min. 455 min.
ASTM A500 Grade B (round) 42 290 58 min. 400 min.
(shaped) 46 320 58 min. 400 min.
ASTM A618 50 345 70 min. 485 min.
II B API 5L Grade X52 with SR5 or SR6 52 360 66 min. 455 min.
II A See section 8.2.2
Structural steel pipe
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
32
Group Class Specification & Grade Yield strength Tensile strenth
ksi Mpa ksi MPa
I C ASTM A36 (to 2in. Thick) 36 250 50 80 400 550
ASTM A131 Grade A (to in. thick) 34 235 58 80 400 550
I B ASTM A709 Grade 36T2 36 250 58 80 400 550
II C API Spec 2 MT2 Class C 50 345 65 90 450 620
ASTM A572 Grade 42 (to 2in. thick)* 42 290 60 min. 415 min.
ASTM A572 Grade 50 (to 2 in. thick; S91 required over in.)*
50 345 65 min. 450 min.
ASTM A992 50 65
345 450
65 min. 450 min.
II C API Spec 2MT2 Class B 50 345 65 90 450 620
ASTM A709 Grades 50T2, 50T3 50 345 65 min. 450 min.
ASTM A131 Grade AH32 45.5 315 68 85 470 585
ASTM A131 AH36 51 350 71 90 490 620
II A API Spec 2MT2 Class A 50 345 65 90 450 620
ASTM A913 Grade 50 (with CVN @ -20C) 50 345 65 min. 450 min.
Structural steel shapes
*Maximum Vanadium Level Permitted = 0.10 % V.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
33
Group Class Specification & Grade Yield strength Tensile strenth
ksi Mpa ksi MPa
I C ASTM A36 (to 2in. Thick) 36 250 58 80 400 550
ASTM A131 Grade A (to in. thick) 34 235 58 71 400 490
ASTM A285 Grade C (to in. thick) 30 205 55 75 380 515
I B ASTM A131 Grades B, D 34 235 58 71 400 490
ASTM A516 Grade 65 35 240 65 85 450 585
ASTM A573 Grade 65 35 240 65 77 450 530
ASTM A709 Grade 36T2 36 250 58 80 400 550
I A ASTM A131 Grades CS, E 34 235 58 71 400 490
II C ASTM A572 Grade 42 (to 2in. Thick)* 42 290 60 min. 415 min.
ASTM A572 Grade 50 (to 2in. Thick); S91 required over in.)*
50 345 65 min. 450 min.
II B API Spec 2MT1 50 345 70 90 483 620
ASTM A709 Grades 50T2, 50T3 50 345 65 min. 450 min.
ASTM A131 Grade AH32 4535 315 68 85 470 585
ASTM A131 Grade AH36 51 350 71 90 490 620
II A API Spec 2H Grade 42 42 290 62 80 430 550
Grade 50 (to 2 in. thick) 50 345 70 90 483 620
(over 2 in. thick) 47 325 70 - 90 483 - 620
Structural steel plates
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
34
Group Class Specification & Grade Yield strength Tensile strenth
ksi Mpa ksi MPa
API Spec 2W Grade 50 (to 1in. Thick) 50 75 345 517 65 min. 448 min.
(over 1 in. thick) 50 70 345- 483 65 min. 448 min.
API Spec 2Y Grade 50 (1 in. thick) 50 75 345 517 65 min. 448 min.
(over 1 in. thick) 50 70 345 483 65 min. 448 min.
ASTM A131 Grades DH32, EH 32 45.5 315 68 85 470 585
Grades DH36, EH36 51 350 71 90 490 620
ASTM A537 Class I (to 2 in. thick) 50 345 70 90 485 620
ASTM A633 Grade A 42 290 63 83 435 570
Grades C, D 50 345 70 90 485 620
ASTM A678 Grade A 50 345 70 - 90 485 620
III A ASTM A537 Class II (to 2 in. thick) 60 415 80 100 550 690
ASTM A678 Grade B 60 415 80 100 550 690
API Spec 2W Grade 60 (to 1 in. thick) 60 90 414 621 75 min. 517 min.
(over 1 in. thick) 60 - 85 414 - 586 75 min. 517 min.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
35
Charpy V-Notch toughness requirementsFor underwater portions of redundant template-type platforms, steel for joint cans (such as jacket leg joint cans, chords in major X and K joints, and through-members in joints designed as overlapping) should meet one of the following notch toughness criteria at the template given in table. 8.3.211-1
1. NRL drop-weight test no-break performance2. Charpy- V-notch energy 15 ft lbs (20 Joules) for Group I steels and 25 ft-lbs
(34 Joules) for Group II steels, and 35 ft-lbs (47 Joules) for group TTT steels (transverse test)].
For water temperature of 40F (4C) or higher, these requirements may normally be met by using the Class A steels listed in Table 8.1.4-1.
D/t Test temperature Test condition
Over 30 36F (20C) below LAST* Flat plate20 30 54F (30C) below LAST Flat plateUnder 20 18F (10C) below LAST As fabricated*LAST = Lowest Anticipated Service Temperature
Test temperature
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
36
Carbon Equivalent
The carbon equivalent Ceq as determined from the ladle analysis in accordance with the following equation is to meet the requirements
%6 5 15eqMn Cr Mo V Ni CuC C
Cold Cracking Susceptibility
Unless otherwise specified by the purchaser, the cold cracking susceptibility, Pcm may be calculated in accordance with the following equation
5 %30 20 20 60 20 15 10cmSi Mn Cu Ni Cr Mo VP C B
Selection of the maximum value for Pcm is a matter to be agreed between the fabricator and the steel mill when the steel is ordered.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
37
S1 Ultrasonic ExaminationS2 Notch Tough Testing at Lower TemperatureS3 Individual Plate TestingS4 Through Thickness Testing (Z-direction)S5 Low Sulfur Steel for Improved Through Thickness propertiesS7 Low Nitrogen Content for improved notch toughness in strain-hardened
conditionS8 - Strain aged Charpy V-notch impact testsS11 Preproduction qualificationS12 Notch Toughness using drop weightS13 Surface QualityS14 Thickness Tolerance
Supplementary Requirements
API 2B Fabrication Structural Steel PipeAPI 2H Carbon Manganese Steel for Offshore Platforms Tubular JointsAPI 2W Steel Plates for Offshore Structures, Produced by TMCPAPI 2Y Steel Plates Quenched and Tempered, for Offshore StructuresAPI 5L Lines PipesAPI 2MT1 Carbon Manganese Steel Plate with improved toughness for offshore
structuresAPI 2MT2 Rolled shapes with improved notch toughness
API MATERIAL SPECIFICATIONS
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
38
Upstream segment
API SPECIFICATION 2HEIGHTH EDITION, AUGUST 1999
EFFECTIVE DATE: FEBRUARY 1, 2000
SPECIFICATION FOR CARBON MANGANESE STEEL PLATE FOR OFFSHORE PLATFORM TUBULAR JOINTS
S1 Ultrasonic ExaminationS2 Notch Tough Testing at Lower TemperatureS3 Individual Plate TestingS4 Through Thickness Testing (Z-direction)S5 Low Sulfur Steel for Improved Through Thickness propertiesS7 Low Nitrogen Content for improved notch toughness in strain-hardened conditionS8 - Strain aged Charpy V-notch impact testsS11 Preproduction qualificationS12 Notch Toughness using drop weightS13 Surface QualityS14 Thickness Tolerance
Supplementary Requirements
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
39
Element Requirement, Wt. % Element Requirement, Wt %
Grade 42 Grade 50 Grade 42 Grade 50
Carbon, max Colombium
Heat analysis 0.18 0.18 Heat analysis 0.04 max 0.01-0.04
Product analysis 0.22 0.22 Product analysis 0.05 max 0.005-0.05
Manganese Titanium 0.020 maxb 0.020maxb
Heat analysis 0.90-1.35a 1.15-1.60 Aluminium, total
Product analysis 0.84-1.46a 1.07-1.72 Heat analysis 0.02-0.06 0.02-0.06
Phosphorous, max Product analysis 0.015-0.06 0.015-0.06
Heat analysis 0.030 0.030 Nitogen, max
Product analysis 0.040 0.040 Heat analysis 0.012c 0.012c
Sulphur, max Product analysis 0.017 0.017
Heat analysis 0.010 0.010 Vanadium d d
Product analysis 0.015 0.015 Zirconium d d
Silicon Cerium, maxe
Heat analysis 0.05-0.40 0.05-0.40 Heat analysis 0.0100 0.0100
Product analysis 0.05-0.45 0.05-0.45 Product analysis 0.0110 0.0110
Chemical requirements
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
40
Notch toughness tests shall be made in accordance with the requirements ofSection 7 or S12 and shall meet the requirements of Table 6.1 or S12.2.
Impact tests may be made at temperatures lower than those specified in Table 6.1or S12.2 and other than those specified in Table S2-1. The testing temperatureshall be specified by the purchaser and agreed to by the material manufacturer.
If the design condition requires a higher energy value, energy values higher thanthose stated in Table S2-1 may be specified subject to agreement between thepurchaser and the material manufacturer.
Notch Toughness Test at Lower Temperature
Notch toughness requirements at lower temperatures drop-weight testing no break at - 67F (-55C) or Charpy impact testing
Grade Specimen size mm
Minimumaverage energy ft-lb (J)
Minimum single value ft-lb (J)
Test temperature F (C)
42 10 x 10 25 (34) 20 (27) -76 (-60)
50 10 x 10 35 (48) 30 (41) -76 (-60)
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
41
This supplementary requirement covers the procedure and acceptancestandards for the determination of reduction-of area using a tensiontest specimen whose axis is normal to the surfaces of steel plates in.(19mm) and thicker. Definitions shall be in accordance with ASTMA370.
Number of test specimens. Two tests shall be taken from each plateas rolled (parent plate).
Orientation of test specimens. The longitudinal axis of the testspecimens hsall be perpendicular to the surface of the plate.
Location of test specimens. One test specimen shall be taken at theingot axis or cast slab longitudinal centerline at its intersection witheach edge or end of the plate.
Testing. Tensile testing shall be conducted in accordance withrequirements of ASTM A370.
Through-Thickness (Z-direction) testing
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
42
Acceptance standards . Standards for the acceptance of through-thickness testing shall be as follows.
a. Each tension test specimen shall exhibit a minimum reduction ofarea of 30%. If one of the two specimens from a plate is below 30#but not below 25% a retest of two additional specimens from alocation adjacent to the failed specimen shall be made, and both ofthese additional determinations shall equal or exceed 30%.
b. Minimum reduction of area limits higher than stated in S4.7a may bespecified subject to agreement between the material manufacturerand the purchaser.
Marking. Plates accepted in accordance with this procedure forthrough-thickness testing shall be identified by stamping orstenciling Z adjacent to marking otherwise required (i.e., API 2H-50Z).
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
43
Intent. The intent of this supplementary requirement is to provide by chemicalcontrol plates with low levels of sulfide inclusions and thereby a reduction of thepotential for lamellar tearing of the plate in the area of attachment welds.wotests shall be taken from each plate as rolled (parent plate).
Chemistry. The steels shall conform to the requirements for chemicalcomposition prescribed in Table 4.1 except that the maximum content of sulfuron heat analysis shall be 0.006%.
Sulphide shape control. If suitable shape control is ordered or allowed, themethods and its control shall be by agreement between the purchaser and themanufacturer.
Through-thickness testing. Through-thickness (Z-direction) tensile testing isnot required by this supplementary requirement.
Marking.. Plates accepted in accordance with this supplementary requirementshall be identified by stamping LS adjacent to marking otherwise required (i.e.,API 2HXLS) .
Note: X refers to G, N or QT as required by 8.1 c.
Low sulfur stell for improved through-thickness properties
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
44
Tubular Production MethodsTubular or Circular Hollow Sections (CHS) can be made using any one of the following methods.
Seamless tube production by piercing of heated bars and extruding techniques
Hot forming steel plate and induction welding along the longitudinal direction
Cold forming methods coils of plate and resistance welding along longitudinal direction
Cold forming of coils of plate and resistance welding along radial direction
Cold forming of flat plates and assemble to make pipes
Each method has its own limitations, advantages and disadvantages. Hence depending on the availability and technical requirement, production method shall be selected.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
45
API 5L SEAMLESS PIPE SIZES
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
46
Pilger and Piercing
The large size bars are used to produce pipes.
This has been in use for several decades in the pipe producing mills.
Both thin and thick pipes can be made using this method.
Limiting size for such production depends on the mill but generally diameter larger than 20 is normally not available by this method.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
47
Cold Forming Processes and Resistance welding
In this method, sheet coil of plates is used to form circular sections using rollers.
The folded section is then welded by resistance welding.
The application of this method is also limited by diameter and generally to 20.
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
48
Cold Forming ProcessesIn this method, the plate sections of specific length and width will be rolled to shapes either in semi-circular shape or in quarter arc of a circle.
The rolled sections of the circular arc is then joined by arc welding to form a long pipe. This method is very commonly used for making pipes of any diameter used in the steel fabrication industry. Using this method, pipes of any diameter can be made for use.As an alternative to the plates, rolls of plate can be used to form the pipe using spiral form and then welded, and it is called Spirally welded pipes. Pipes manufactured using this method is normally not used in the primary structure.
-
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
49
Hot forming and induction welding
This method is very similar to the forming and welding method except that this is done in hot condition.
The coils of plate is heated first before it is bent and rolled to the shape.
The folded section is then welded by induction welding.The application of this method is also limited by diameter and generally to 20.
Materials Selection
5/24/2014 Prof. S. Nallayarasu Department of Ocean Engineering
Indian Institute of Technology Madras-36
50
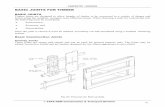
cold rolling a flat plate and weld at the seam to form a can (length up to 3m). The longitudinal seam may be one or more depending on the width of the plate available. This one piece of pipe made from plates is called Can.
Several cans can be welded to form a long tube The long seams shall be arranged such that the
orientation in each can away by 90o.
Welding between Cans is called transverse seam or circumferential weld.
This method of fabrication introduces out-of-roundness, out of straightness imperfections and residual stresses in both the longitudinal and circumferential directions
Fabrication tubularsTubular can be fabricated from flat plates. Normally, flat plates are rolled to form circular arcs and welded to form circular section as shown in figure.