
Art.7 - Material wear and fatigue in wind turbine systems - TIC
Upload
godfrey-grayCategory
view
215download
0
Material Wear
Chris , Oli (PHD), Pete
Wear is erosion or the sideways displacement of material from its "derivative" and original position on a solid surface performed by the mechanical action from another surface.
The need for relative motion between the two surfaces and initial mechanical contact between asperities is an important distinction between mechanical wear when compared to other processes with similar outcomes.
Impact wear is in reality a short sliding motion where two solid bodies interact at an exceptional short time interval.
What is wear?
Cavitation is a form of wear where the erosive medium or counter-body is a fluid.
Corrosion could be included in wear but the damage is amplified and performed due to chemical reactions rather then a mechanical action process.
What is wear?

Why it occurs
Wear can occur from the type of working environment the material is subjected to such as:
• Unidirectional sliding
• Reciprocating
• Rolling, and impact loads
• Speed
• Temperature

Under normal mechanical and practical procedures, the wear-rate normally changes through three different stages:
Primary stage or (early run-in period): Is where the surfaces adapt to each other and the wear-rate might vary between high and low.
Secondary stage (mid-age process): Where a steady rate of ageing is in motion. Most components operational life is comprised in this stage.
Tertiary stage (old-age) period: The components are now subjected to rapid failure due to a high rate of ageing.
Stages Of wear
The next few slides cover the following types of wear and how they occur:
Abrasive wear
Surface fatigue
Fretting wear
Erosive wear
How it happens
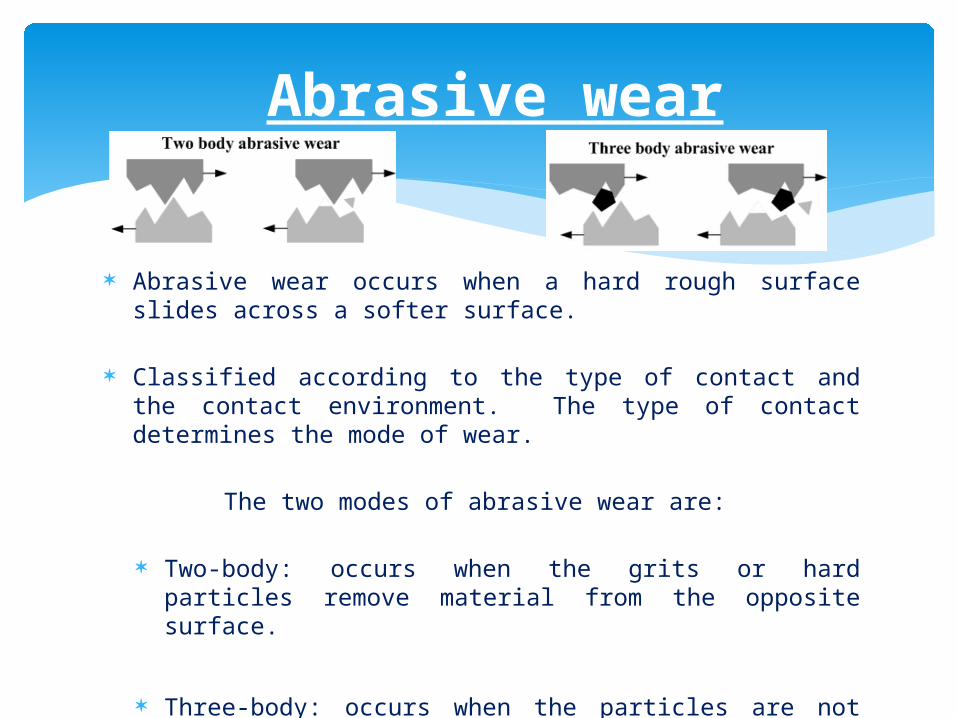
Abrasive wear occurs when a hard rough surface slides across a softer surface.
Classified according to the type of contact and the contact environment. The type of contact determines the mode of wear.
The two modes of abrasive wear are:
Two-body: occurs when the grits or hard particles remove material from the opposite surface.
Three-body: occurs when the particles are not constrained, and are free to roll and slide down a surface.
Abrasive wear

Three commonly identified mechanisms of abrasive wear are:
Plowing: Material is displaced to the side, away from the wear particles, resulting in grooves being formed which don’t involve direct material removal. Displaced material forms ridges adjacent to grooves, which may be removed by subsequent passage of abrasive particles.
Cutting: When material is separated from the surface in the form of primary debris, or microchips, with little or no material displaced to the sides of the grooves.
Fragmentation: When material is separated from a surface by a cutting process and the indenting abrasive causes localized fracture of the wear material.
Abrasive wear

Surface fatigue is the process by which the surface of materials is weakened by cyclic loading.
which is one type of general material fatigue.
Fatigue wear is produced when the wear particles become detached by growth in a cyclic crack from micro cracks on the surface of the material. These micro cracks are either superficial cracks or subsurface cracks.
Surface fatigue

This is the repeated cyclical rubbing between two surfaces so over a period of time will remove material from one or both of the surfaces in contact.
Typically occurs In bearings although the surfaces are hardened to compensate this problem.
Also can occur with cracks in the surface (Fretting Fatigue). This carries the higher risk of the two as can lead to failures of the bearings.
An associated problem with this is the particles removed by the wear become oxidised. This then accelerates the process as the oxidised particles are usually harder then the underlying metal on the surfaces.
Fretting wear
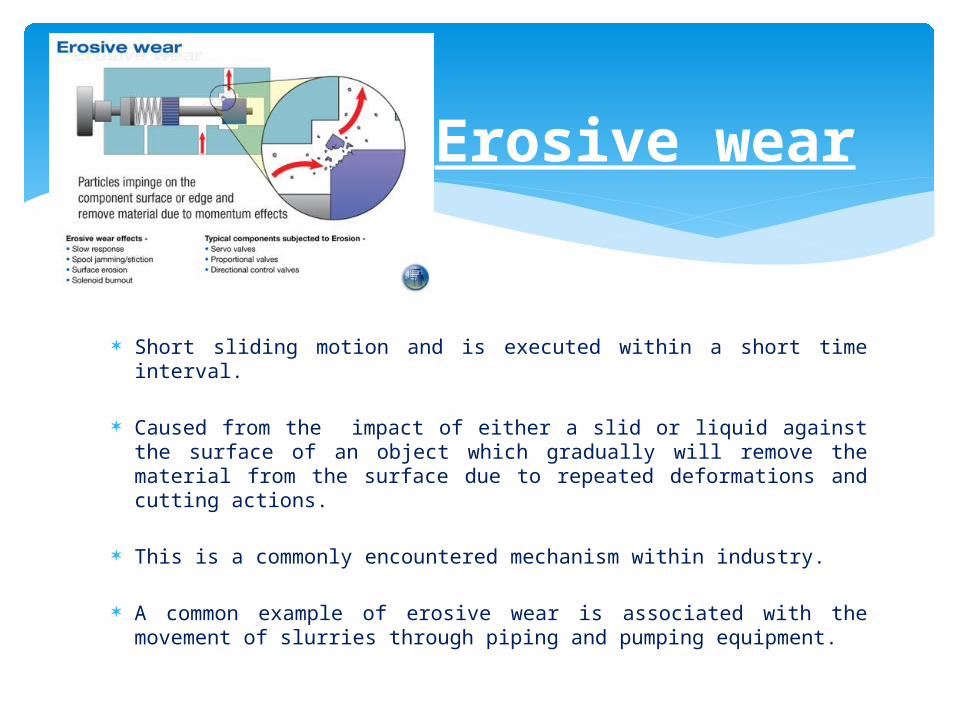
Short sliding motion and is executed within a short time interval.
Caused from the impact of either a slid or liquid against the surface of an object which gradually will remove the material from the surface due to repeated deformations and cutting actions.
This is a commonly encountered mechanism within industry.
A common example of erosive wear is associated with the movement of slurries through piping and pumping equipment.
Erosive wear
The rate of this particular wear is dependent upon a number of factors.
The material characteristics such as their shape, hardness, impact velocity and impingement angle are primary factors along with the properties of the surface being eroded.
The impingement angle is one of the most important factors.
With ductile materials the maximum wear rate is found when the impingement angle is at approximately 30°.
For non ductile materials the maximum wear rate occurs when the impingement angle is normal to the surface.
Erosive wear

Improper Component Materials:
Using improper wear resistant materials in the barrel lining and screws allows the occurrence of wear at a higher rate.
Inadequate Screw Design:
A screw design that is too aggressive, the compression ratio is too high or transition section is too short, can all contribute to premature wear. Overly aggressive screw designs can result in excessive shearing.
Incorrect Heat Profile or Heater Band Failure:
If the Heater band settings that are too low in the feed and transition zones can cause too much shear in melting the resin. The excessive shear causes wear on the root and flight radii of the screw and on the barrel lining. The same condition can result from heater band failure where inadequate conductive heat is used to melt the resin.
Implications

Excessive Back Pressure:
In certain cases, back pressure is used to compensate for any improper screw designs in an effort to complete the melting of the resin. With excessive back pressure it increases the scouring effect of the materials (especially reinforced resins) against the screw and barrel.
Failure to Use Magnets:
This occurs when foreign particles enter the barrel. The use of magnets, screens or filters can avoid the gouging and fracturing of components caused by processing nuts, bolts, etc.
Implications
There are two frictional systems which affect wear or galling.
Solid surface contact (unlubricated conditions)
For metallic compounds and sheet metal forming, the asperities are usually oxides and the plastic deformation mostly consists of brittle fractures, which presupposes a very small plastic zone. The energy and temperature accumulated is low due to the discontinuity in the fracture mechanism.
However, during the initial asperity/asperity contact, debris adheres to the opposing surface, thus creating microscopic and usually localized, roughening and creation of protrusions (in effect lumps) above the original surface.
The transferred debris and created lumps penetrate the opposing oxide surface layer and cause damage to the underlying bulk material, allowing continuous plastic deformation, plastic flow, and accumulation of energy and temperature.
Prevention

Lubricated contact
Sets other demands on the materials surface structure, with the main issue of trying to retain the protective lubrication thickness over the material to avoid any plastic deformation. This is important as plastic deformation raises the temperature of the oil or the lubrication fluid and changes its viscosity.
Any material transfer or creation of protrusions above the original surface will also reduce the ability to retain a protective lubrication thickness.
Prevention

A proper protective lubrication thickness can be assisted or retained by:
Surface cavities (or small holes) can create a favourable geometric situation for the oil to retain a protective lubrication thickness in the contact zone.
Cohesive forces on the surface can increase the chemical attraction between the surface and used lubrication and enhance the lubrication thickness.
Oil additives may reduce the tendency for galling or adhesive wear.
Prevention
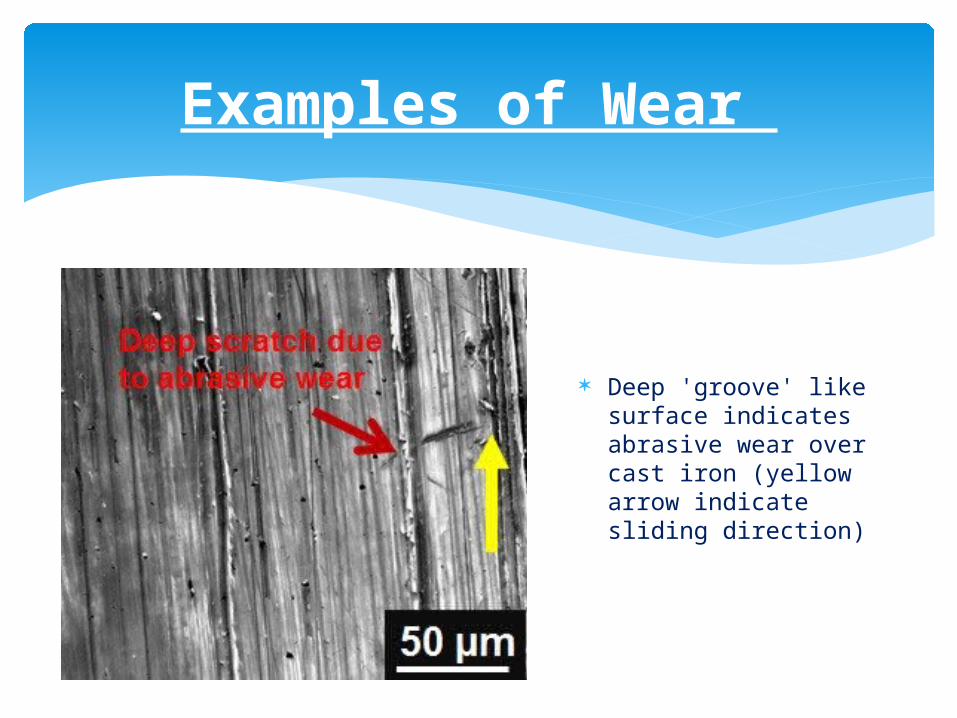
Deep 'groove' like surface indicates abrasive wear over cast iron (yellow arrow indicate sliding direction)
Examples of Wear

Rear sprocket for a bicycle where the left is unused and the right has obvious wear from clockwise rotation.
Examples of Wear

Any Questions
?


















