March - April 2017 No....
11
March - April 2017 No. 1.1 SITRA e -Techletter ...News during the last two months FROM THE DIRECTOR’S DESK FROM THE DIRECTOR’S DESK...1 PRODUCTIVITY CONCEPTS...2 INSIDE THIS ISSUE... KNOW YOUR INSTRUMENT.....8 TRAINING PROGRAMMES....11 CONSULTANCY OFFERED.....6 A NEW SERVICE OFFERED BY SITRA....9 TECH NOTES....5 PAPER REVIEW....10 STAFF CONTRIBUTIONS....8 Order Now E-mail Me Tell a Friend Dear Readers, I take pleasure in greeting all our readers through this new initiative - e-Techletter - a bi-monthly publication from SITRA. Commencing this issue, this news bulletin will replace our regular ‘SITRA News’, which till date was in the physical form. It is another small step that we are taking as part of our “Go-Green” initiative. Taking inputs from our readers, we have tried to give a face-lift to this e publication by making it more reader-friendly, both in terms of visual feel as well as coverage of topics. As we evolve, we shall strive to make e-Techletter more interactive and interesting to our readers. I am sure that members as well as other regular readers will continue to enjoy the technical inputs that we will be providing in this publication. In recent times, we have initiated various organizational reforms aimed at reaching out to our members. Apart from ensuring betterment of activities that the organization is involved in, the reforms also encompass a strategic focus that ensures that SITRA is proactive and sensitive to the needs of the industry it caters. Each of the service is aimed at adding value to SITRA and position it as a forerunner to the evolving industry. I am hopeful that the successful implementation of those measures would greatly help the Textile Industry in meeting its present and future needs. -Dr.Prakash Vaudevan Director
Transcript of March - April 2017 No....

March - April 2017 No. 1.1
SITRA e -Techletter...News during the last two months
FROM THE DIRECTOR’S DESK
FROM THE DIRECTOR’S DESK...1
PRODUCTIVITY CONCEPTS...2
INSIDE THIS ISSUE...
KNOW YOUR INSTRUMENT.....8
TRAINING PROGRAMMES....11
CONSULTANCY OFFERED.....6
A NEW SERVICE OFFERED BY SITRA....9
TECH NOTES....5
PAPER REVIEW....10
STAFF CONTRIBUTIONS....8
Order Now E-mail Me Tell a Friend
Dear Readers,
I take pleasure in greeting all our readers through this new initiative -
e-Techletter - a bi-monthly publication from SITRA. Commencing this issue,
this news bulletin will replace our regular ‘SITRA News’, which till date was
in the physical form. It is another small step that we are taking as part of our
“Go-Green” initiative.
Taking inputs from our readers, we have tried to give a face-lift to this e
publication by making it more reader-friendly, both in terms of visual feel as
well as coverage of topics. As we evolve, we shall strive to make
e-Techletter more interactive and interesting to our readers.
I am sure that members as well as other regular readers will continue to
enjoy the technical inputs that we will be providing in this publication.
In recent times, we have initiated various organizational reforms aimed at
reaching out to our members. Apart from ensuring betterment of activities
that the organization is involved in, the reforms also encompass a strategic
focus that ensures that SITRA is proactive and sensitive to the needs of the
industry it caters. Each of the service is aimed at adding value to SITRA and
position it as a forerunner to the evolving industry. I am hopeful that the
successful implementation of those measures would greatly help the
Textile Industry in meeting its present and future needs.
-Dr.Prakash VaudevanDirector

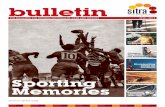
MPEI (April 2016 – March 2017)
SITRA has developed an index called “MPEI” which reflects of the cotton spinning industry. MPEI is an arithmetic index that is derived by having April 2013 as the base month and the base index set to 100 for that month. The calculation of MPEI is based on the average net out-put value [yarn selling price – raw material cost] in terms of Rs per kg of yarn for 12 popular counts - 40s K, 40s C, 60s C, 80s C, 100s C, 40s C-Comp., 50s C-Comp., 60s C-Comp., 80s C-Comp., 30s CH, 30s CH-Ex. and 40s CH.
The trend in the movement of MPEI for the past 12 months (i.e. from April 2016 – March 2017) is shown in Figure 1.
the fluctuations/volatility in the commercial efficiency,
Page 2
MARKET PERFORMANCE EVALUATION INDEX (MPEI)
100
93
93
87
93 86
77
80
85
81 72
85
50
75
100
125
Apr
.13
Jun
e
Au
g.
Oct
.
Dec
.13
Feb
.14
Ap
r.
Jun
e
Au
g.
Oct
.
Dec
.14
Feb
.15
Ap
r.
Jun
e
Au
g.
Oct
.
Dec
.15
Feb
.16
Ap
r.
Jun
e
Au
g.
Oct
.
Dec
.16
Feb
.17
Month and year (2013-17)
MP
EI (
Mar
ket
Perf
orm
ance
Eval
uat
ion
In
dex
)
Apr.’16 - Mar.‘17
79
82
72
70
82
During April 2016, the MPEI was low at 76. Thereafter, it started to recover and had reached the level of 82 in July 2016. Since August 2016, the MPEI continued to follow a declining trend up to November 2016 in which it had recorded the lowest value of 70. However, within a period of 3 months, the market recovered and attained the yearly high value of 82 in February 2017 and March 2017.
Figure 1 Marker Performance Evaluation Index (MPEI)
PRODUCTIVITY CONCEPTS
32nd Costs, operational performance and yarn quality: Inter-mill study of key factors (October-December 2016)
This study is 32nd in the series on inter-mill study on 'Costs, Operational Performance and Yarn Quality'. In this study, 106 mills had participated. The following are the main findings of the study.
A comparison has been made with respect to 8 costs and operational parameters against the last study (31st study). Based on the deviations in the average values, relative changes in the individual mill's performance have been identified with respect to the common mills which had participated in both the studies (31st and 32nd).
In the 4th quarter of 2016, mills on the whole had registered about 20% drop in the contribution when compared to the 2nd quarter of 2015. During the 4th quarter of 2016, the yarn sale value did not register any significant change inspite of
Comparison with last study (April-June 2015)
March - April 2017 No. 1.1

Page 3
PRODUCTIVITY CONCEPTS
6% hike in the yarn selling price. The raw material cost, on the other hand, had witnessed an increase of 11% in terms of Rs per spindle per year and 18% increase with respect to Rs per kg of yarn. When compared to 2nd quarter of 2015, salaries and wages cost had increased by 6% in 4th quarter of 2016 whereas the other input cost viz., power cost had witnessed a reduction of 14% among the common mills.
Between 2013 and 2014, the mills witnessed a significant increase in both yarn sale value (YSV) and RMC but with a drop in the contribution (by Rs 840 per spindle per year). Between 2014 and 2015, the mills, however, registered a substantial drop in both the YSV and RMC but with no change in the contribution. However, between 2015 and 2016, the overall drop in contribution (by 1000 per spindle per year) has been mainly because of the increase in raw material cost (by Rs 1500 per spindle per year) to a great extent (Figure 2). The above clearly indicates that the commercial performance is becoming more volatile.
RMC
PC + SWCContribution
6100 5260 5180 5210 5130 4130
52405420 5180 5710 5560
5190
1515018090 17920
14840 14040 15540
0
5000
10000
15000
20000
25000
30000
2013 2014 2014 2015 2015 2016
26490
28770 28280
25760
24860RMC
RMC
YSV YSV
24730
RMC
YSV
Close to one-fourth of the mills registered an increase in the contribution (by Rs 1430 per spindle per year) with the increase ranging from Rs 60 to Rs 3830 between mills (Figure 3). The increase in the contribution in the above mills was due to an increase in sales turnover (by Rs 3190 per spindle per year) and reduction in power cost (by Rs 990 per spindle per year) which offsets the increase in raw material cost (Rs 2660) and salaries and wages cost (by Rs 90 per spindle per year). The remaining mills recorded a drop of Rs 1930 per spindle per year in the contribution with the drop ranging from Rs 220 to Rs 6520 between mills. In these mills, yarn sale value had registered a drop of Rs 1040 with an increase in
the raw material cost by Rs 1050 per spindle per year.
Out of 19 counts that are considered for analysis, common in both the 31st and 32nd studies, the yarn selling price had registered an overall increase of 6.4% among 17 counts, except in 60s C-Comp. and 30s CH counts (Table 1). On the other hand, RMC had witnessed a huge increase of 8.3% among 18 counts, except in 30s CH in which the RMC had registered about 10% drop in 2016. Since the increase in YSP did not follow the proportionate increase in RMC, the NOV on the whole had registered an overall drop of 14.15%, except in 100s C, 50s C-Comp. and 100s C-Comp. counts. Between counts, the NOV drop varied from 1.3% to 25.2%.
-5000
-4000
-3000
-2000
-1000
0
1000
2000
3000
4000
5000
Mills
Incr
ease
/dro
p in
the
con
trib
utio
n (R
s/sp
l./y
r.)
3830
-6520
Average: Rs 1430
Average: Rs -1930
3010 20 40 50 60 70 80 90
Figure 2 Commercial performance during 2013-2016
Figure 3 Differences in the contribution between the two studies(Q2 of 2015 and Q4 of 2016)
March - April 2017 No. 1.1

Page 4
PRODUCTIVITY CONCEPTS
Table 1 Count-wise yarn selling price, raw material cost and NOV in the two studies(Q2 of 2015 and Q4 of 2016)
Count
Yarn selling price (Rs/kg)
Raw material cost (Rs/kg of yarn)
NOV (Rs/kg of yarn)
April- June 2015
Oct.- Dec. 2016
% inc./ drop in
’16 over ‘15
April- June 2015
Oct.- Dec. 2016
% inc./ drop in
’16 over ‘15
April- June 2015
Oct.- Dec. 2016
% inc./ drop in
’16 over ‘15
20s OE 126.0 131.6 4.4 79.4 96.1 21.0 46.6 35.5 -23.8
30s K 168.1 190.1 13.1 108.7 134.3 23.6 59.4 55.8 -6.1
40s K 188.3 193.0 2.5 111.4 135.5 21.6 76.9 57.5 -25.2
40s C 209.0 212.6 1.7 127.6 147.6 15.7 81.4 65.0 -20.1 60s C 251.9 258.1 2.5 130.7 159.7 22.2 121.2 98.4 -18.8 80s C 312.1 347.6 11.4 144.7 183.6 26.9 167.4 164.0 -2.0 100s C 388.3 454.8 17.1 170.7 222.5 30.3 217.6 232.3 6.8 40s C-Comp. 228.6 234.1 2.4 126.8 155.4 22.6 101.8 78.7 -22.7 50s C-Comp. 260.7 292.5 12.2 140.8 156.3 11.0 119.9 136.2 13.6 60s C-Comp. 294.5 282.5 -4.1 141.8 161.7 14.0 152.7 120.8 -20.9 80s C-Comp. 380.7 388.8 2.1 163.7 193.4 18.1 217.0 195.4 -10.0 100s C-Comp. 459.1 539.1 17.4 201.4 232.6 15.5 257.7 306.5 18.9 30s CH 220.7 199.2 -9.7 160.7 143.1 -11.0 60.0 56.1 -6.5 40s CH
206.0
218.0
5.8
126.5
149.5
18.2
79.5
68.5
-13.8
60s C-Comp.-Ex.
313.2
313.4
0.1
166.7
168.8
1.3
146.5
144.6
-1.3
30s CH-Ex.
186.4
196.0
5.2
121.1
140.5
16.0
65.3
55.5
-15.0
32s CH-Ex.
188.9
200.0
5.9
120.4
138.8
15.3
68.5
61.2
-10.7
40s CH-Ex.
211.4
219.7
3.9
124.9
147.0
17.7
86.5
72.7
-16.0
50s CH-Ex.
233.1
236.0
1.2
126.5
150.0
18.6
106.6
86.0
-19.3
Note: -ve sign indicates drop in 2016 over 2015.
A further analysis shows that in 16 out of 19 counts, the RMC as % of YSP had registered an average increase of 7.5%, ranging from 0.7% increase in 60s C-Comp.-Ex. to 11.0% increase in 40s K count (Table 2). In the remaining 3 counts, viz. 50s C-Comp., 100s C-Comp. and 30s CH counts, the drop in RMC % is also not significant (0.6% to 1.0%)
March - April 2017 No. 1.1

Page 5
PRODUCTIVITY CONCEPTS
Table 2 Count-wise raw material cost relative to yarn selling price in the two studies
Count
April- June 2015
Oct.- Dec. 2016
Increase (percentage
points) Count
April- June 2015
Oct.- Dec. 2016
Increase (percentage
points)
(A)
(B) (B -
A)
(A)
(B)
(B - A)
40s K
59.2 70.2
11.0
30s CH-Ex.
65.0
71.7
6.7
40s C-Comp.
55.5
66.4
10.9
80s C
46.4
52.8
6.4
20s OE
63.0
73.0
10.0
30s K
64.7
70.6
5.9
60s C
51.9
61.9
10.0
32s CH-Ex.
63.7
69.4
5.7
50s CH-Ex.
54.3
63.6
9.3
100s C
44.0
48.9
4.9
60s C-Comp.
48.1
57.2
9.1
60s C-Comp.-Ex.
53.2
53.9
0.7
40s C
61.1
69.4
8.3
50s C-Comp.
54.0
53.4
0.6*
40s CH-Ex.
59.1
66.9
7.8
100s C-Comp.
43.9
43.1
0.8*
40s CH 61.4 68.6 7.2 30s CH 72.8 71.8 1.0*
80s C-Comp. 43.0 49.7 6.7
'*' Drop
Comparison of snarling tendency of carded P/C blended yarns in ring, compact ring and open end spinning systems
The twisted shape of the fibres forming a yarn brings to the fore two of their main physio-mechanical properties: torsional rigidity and torsional buckling. Higher the torsional rigidity, stronger is the torsional buckling effect, also known as yarn twist liveliness. It is the tendency of a newly spun yarn to untwist spontaneously, a detrimental yarn characteristic that is responsible for the snarliness that occurs in the yarns and the spirality that appears in the knitted fabrics. Yarn twist liveliness is affected by the twist factor, yarn fineness and retractive forces, which, in turn, are determined by the torsional and balancing stresses in the fibre and the torque that is generated during yarn twisting.
During a product development for an Export company with P/C blends of different blend ratio, yarns produced with regular ring spun, compact ring spun and rotor spun ware tested for snarling behavior. The process details and the test results are given below as a case study to illustrate the above mentioned quality changes.
Polyester fibres blended with MCU 5 Cotton at 60/40 and 40/ 60 blend ratios were processed in ring, compact ring and OE spinning systems .The major fibre quality attributes of dyed polyester fibre is given in Table 1.
Fibre quality parameters
TECH NOTES
March - April 2017 No. 1.1

Page 6
Table 1 Quality attributes of dope dyed polyester fibre sample
Fibre quality attributes
Values
Fibre denier
1.54
Fibre
length in mm
40
Fibre tenacity g/d
5.13
Fibre Elongation %
19.56
T10 g/d 4.45
The major cotton quality attributes used for the above blending is given in table 2.
24s P/C carded yarns were produced at SITRA's pilot mill with 3 different spinning systems (Ring spun, compact ring spun and rotor). Different TM levels ware maintained for different systems in order to achieve almost the same yarn diameter. Yarn diameter was measured by the image analyzer technique. The yarn diameter of the P/C blended ring, compact and OE yarn samples with corresponding TM levels are given in Table 3. It may be seen from table 3 that almost similar diameter is observed in all 3 systems.
Table 2 Quality attributes of the cotton (MCU5)seclected for the study
Fibre quality attributes Values
2.5 % Span Length (mm) 29.0
Mic Value (ìg/inch) 3.7
Uniformity Ratio (%)
46.5
Bundle strength gms/tex
22.8
Fibre Elongation %
5.1
FQI 71
Table 3 Yarn diameter of P/C blended ring, compact and OE yarn samples 24sP/C
Yarn
quality
attributes
60/40 P/C blends 40/60 P/C blends
Type of Yarn Ring
yarn
Compact
yarn
Open End
yarn
Ring yarn
Compact
yarn
Open End
yarn
TM Levels 3.2 3.0 5.0 3.2 3.0 5.0
Yarn Dia (mm)
0.28
0.28
0.25
0.27
0.25
0.24
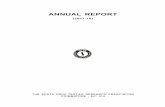
Snarling index testing
Snarling tendency of yarns can be checked with the help of a SITRA's snarling index tester Figure 1. It consists of a rigid wooden board on which 10 equi-distant horizontal lines are engraved as shown in line diagram. On the top of the board there are 6 guides and at the bottom there are 5 small hooks. The yarn is clamped between the guides after
passing around the hooks so as to form triangular loops.
The yarn is then released from the lower hooks and allowed to snarl freely after hanging a standard weight to each loop. The snarl index is read off against the line upto which the yarn has snarled. For normal yarns, the snarl index ranges from 4.0 to 5.5. For well conditioned yarns the snarl index is usually below 3.0.
The snarling index of the P/C blended ring, compact and OE yarn samples are given in Table 4.
Figure 1 SITRA's snarling index tester
TECH NOTES
March - April 2017 No. 1.1

Page 7
Table 4 Snarling Index of P/C blended ring, compact and OE yarn samples (24sP/C)
Quality attributes
60/40 P/C blends
40/60 P/C blends
Type of yarn Ring yarn
Compact yarn
Open End yarn
Ring yarn
Compact yarn
Open End yarn
TM Levels 3.2 3.0 5.0 3.2 3.0 5.0
Snarling index 5.2 4.7 4.0 5.0 4.5 3.8
Observations
Ø The Snarling Index of the yarn produced by rotor spinning was 15% lower when compared with compact yarns for both 60/40 blends and 40/60 blends.
Ø The snarling index of yarn produced by ring spinning when compared with rotor yarns was higher by around 24% for both the blends.
The results indicate that rotor yarns, with their wrapper fibre structure exhibit lower level of yarn twist liveliness (low snarling index) when compared to spiral twisted structures.
D.Jayaraman, M.K.Vittopa and R.SoundararajanSpinning Division
CONSULTANCIES OFFERED BY SITRA
S. No. Nature of consultancy service
No. of services offered
1 Water consumption and time study of soft flow dyeing machines 15
2
Study of Input Output norms for ratification of chemicals used for FR finishing
Fabrication of viscosity cup
Humidification Plant Study
Compressor Air Flow Analysis
UKG Conversion factors
Energy audits
Besides the above consultancy studies, SITRA also did 2756 high volume tests, 3911 AFIS tests, 1134 Evenness & imperfections, 794 single yarn strength UTR2 test, 401 accessory samples were tested and calibrated 169 instruments.
1
1
1
1
1
1
3
4
6
5
7
8
Assessment of laboratories for NABL accreditation purpose 3
TECH NOTES
March - April 2017 No. 1.1

Page 8
Know Your InstrumentUniversal Strength Tester Zwick Roell Proline from M/s
ZWICK/ROELL, Germany, available in SITRA Lab.
The Zwick Roell is one of the world's leading suppliers of material and component testing systems. The Zwick Proline system covers almost every test application, from quality control tests to more demanding research applications. The 5KN Proline model frame available at SITRA is provided with 3 X-Force load cells of 5KN, 500N & 10 N capacities and can be selected depending on the nature of sample tested. The test speed can range from 0.005 to 1500mm/min. The X force load cells are ideal for tensile, compression and flexure tests and for cyclic tests with zero crossing.
The equipment could be used for testing the tensile behavior of textile materials like fibre, yarn & fabrics. Special evaluations like tear strength, elastic recovery, cyclic load/extension behavior, seam slippage, peel/adhesion and tests on medical fabrics viz, surgical gowns, drapes, crepe bandages, etc., could be done. Further, the equipment operates with All-in-suite TestXpert II software that offers almost all Standard Test programs, Master Test programs and Graphical Sequence Editor with flexible options suiting to every tensile testing requirement.
March - April 2017 No. 1.1
STAFF CONTRIBUTIONS
MEETING ATTENDED
WORKSHOPS ORGANISED
Dr.Prakash Vasudevan, Director attended the Meeting with the Hon'ble Minister of Health & Family Welfare (HMFW), at Cabinet Secretariat, Raisina Hill, New Delhi on 24th March, 2017.
SITRA, in association with International Copper Association India, organized a one day workshop on “Energy Efficiency Measures and Implementation Strategies in Industries” at SITRA, Coimbatore on 10.03.2017 and ninety eight participants from textiles mills as well as other Industries attended the above seminar which covered key areas of energy saving in various textile ancilliaries.

Page 9
March - April 2017 No. 1.1
A NEW SERVICE OFFERED BY SITRA
Pressure Gauge CalibrationSITRA Engineering and Instrumentation Division has been offering calibration of textile testing equipment to Textile mills as well as allied industries for many years now. The calibration laboratory of SITRA is in the process of obtaining NABL accreditation for calibrations relating to dimensions, mass, balance and pressure. Pressure instrumentation plays a vital role in every textile mill and process plant. Periodic calibration of these pressure equipment is required to keep plants operating efficiently and safely. For example, the key benefits of calibrating a pressure gauge includes a) a uniform splicing strength in auto coner b) identification of fitting leakages in the compressed air system towards saving energy. SITRA provides a broad range of pressure calibration facilities towards helping mills for quick and reliable calibration of pressure equipment in the following ranges:
1. -1 to 10 bar 2. 0 to 40 bar 3. 0 to 200 bar 4. 0 to 700 bar
All pressure calibrators available with SITRA are digital pressure indicators of high levels of accuracy traceable to National standards. SITRA’s calibration charges for pressure gauges are given below
Calibration charges
SITRA members Non members
1 Pressure Gauges Upto 10kg/cm2 150 180
Upto 40kg/cm2 180 210
Upto 200kg/cm2 210 230
Upto 700kg/cm2 300 330
Sl.no Instrument name Range
Initially this service was offered to SITRA Member mills.
For calibration services for bulk quantity of equipment exceeding 50nos, onsite calibration will be done with preferential charges.
For further details, contact Textile Engineering and Instrumentation Division
The South India Textile Research Association, Coimbatore – 641 014Phone : 0422-2574367-9/ 4215333, Mobile : 9894702233, Email : [email protected]

Page 10
March - April 2017 No. 1.1
PAPER REVIEW
Compact Roving for Improved Quality of Ring Spun yarnKumarasamay Subbiah, Bhaarathi Dhurai, Venkatraman Subramaniam. Fibres& Textiles in Eastern Europe 2017; 25, 1(121), pp. 24-31
Compact yarn covers a major share in the Indian spinning industry. In the ring frame compact system, spinning triangle is small and almost all fibres are accommodated inside the yarn structure. Since the roving frame is a crucial process which decides the final quality of yarn, the same compacting system can also be adopted on the roving frame. Presently, coarser cotton yarns are produced on the roving frame with high twist for technical textile opplications. Moreover, there is a possibility of reducing the twist in the roving frame as a result of compactness (better cohesiveness) which gives more parallelization in the structure. The roving compactness provides an opportunity for reduced end breaks in roving frame and as well on the ring frame. This paper explores the possibilities of providing a compact system on the speed frame where the authors discuss about the two special tests, namely minimum twist of cohesion and roving cohesion strength in order to conclude that compactness had been formed in roving and also analyses about the packing density of yarn which inf luences the bulkiness, warmth, feel, moisture and dyeing characteristics.
Four types of yarn samples, a) Ring compact yarn (compacting in the ring frame), b) Roving compact yarn (compacting on the simplex machine), c) Double compact yarn (compacting both in the ring frame and on the simplex machine), d) Conventional yarn (without compacting either in the ring frame or on the simplex machine) were prepared and the quality parameters compared.
Results of compact roving are reported to be better than conventional roving in all the properties compared at a 1% level of significance. The U% of conventional roving was 4.58% and compact roving was 3.98 % being a significant difference in the value, attributed to the better alignment of all fibres towards the axis of the yarn by pneumatic suction. Loose fibres are held back inside due to the rolling action of the roving upon the inclined slot in the profile tube. Compact roving of 393.66 tex shows a cohesion strength value of 1.4 cN/tex, while for conventional roving it is 1.06 cN/tex, which shows an increase of 25% in cohesion. In the case of
compact roving, cohesion is obtained due to the parallelization of fibres and a higher number of fibres in the cross section, improving the roving strength. TM can be reduced in roving to get the same strength by using compact roving. A high drafting force is required to draft the high strength roving produced by high twist. But in the case of compact roving, the effect of the helical nature of the fibres is reduced, and thus a lesser drafting force is required. Hence the irregularity produced in high twist roving is reduced when compact roving is used. Higher packing density is an indication of compactness. The result shows, in compact roving that there is a decrease in diameter to the extent of 8.2% shows a significant difference in the packing densities of compact and conventional roving.
Results of yarn analysis indicates that compact roving yarn had improved uniformity, closer to that of ring compact yarn. The double compact, introduced both at the roving stage and ring frame stage, has improved yarn evenness, reduced imperfections and increased strength and elongation when compared to yarns with compaction only in the roving frame or in ring frame. Roving compact yarns ha d better evenness when compared to conventional yarns. Double compact yarns are still better in evenness when compared with conventional and other single compact yarns. The compact roving yarn had reduced imperfections and hairiness is reduced in compact roving due to better fibre alignment in roving formation. Increase in RKm and elongation was observed in roving compact yarn.
The authors conclude that compact yarns produced from compact roving show outstanding performance and compaction of roving represents a promising technology for future spun yarn production and could facilitate increase in profits. The advantages claimed include less f ly liberation in simplex department, more evenness, less imperfections and hairiness, high strength and elongation when compared to conventional yarns. Also claimed is a significant reduction in the yarn friction coefficient value, an increase in abrasion resistance, and higher f lexural rigidity values. The author also has a patent (No: 3050/che/2015: published on 01/04/2016) for this technology.
M.Kumaran, R.Pasupathy
Textile Physics Division

Page 11
13/37, Avinashi Road, Coimbatore Aerodrome Post, Coimbatore - 641 014, Phone: 0422-2574367-9, 4215333, Fax: 0422-2571896, 4215300
E-mail:[email protected], Website: www.sitra.org.in
The South India Textile Research Association
TRAINING PROGRAMMES
Value added course on “New trends in textile printing”
As a part of the value addition course for their students, a private Engineering College in Coimbatore sought SITRA's services to conduct a three day programme during March 2017 covering the following topics:
Ø Pretreatment of textilesØ Introduction, styles, machines and methods of printingØ Practical demonstration of pigment & batik printingØ Digital printingØ New trends in printingØ Practical demonstration- tie & dye, sublimation print, transfer print
Industrial visits to 2 different manufacturing units at Tirupur carrying out digital and rotary printing on textile materials, screen preparation activities were also arranged to provide practical exposure to the students.
Pre-employment training and retraining programmes for textile workers
Training under ISDS
Three out-station mills and two local mills availed SITRA's training services for their workers. One hundred ninety operatives in preparatory, spinning, openend spinning and autocone winding departments were trained in 9 batches. The training programmes were conducted in Tamil, Hindi and Kannada.
Under the “Integrated Skill Development Scheme” initiated by the Ministry of Textiles, Govt. of India, which aims to leverage the strength of institutions like SITRA to augment the resources of the industry for enhancing capabilities for skill development, 3 outstation mills availed training for their operatives. Totally, 64 operatives were trained in 3 batchs in spinning mills for a period of 45 days for the tenting jobs in ring spinning & auto cone winding. The training programmes were conducted in Tamil.
March - April 2017 No. 1.1
SITRA takes pride in announcing that the birth Centenary of its
founder Director is being celebrated this year. All of us at SITRA owe
it to the profound visionary for his foresight that has been instrumental
in SITRA reaching its present heights. We take the opportunity
through this e-Techletter to invite one and all for the Centenary
celebrations of our founder Director to be held on 22nd July, 2017 at
SITRA's auditorium.
Centenary Celebrations of our Founder Director