
MANUFACTURA INTEGRADA POR COMPUTADORA - udb.edu.sv · Programar y verificar la operación de un CNC...
12
Procesos de Fabricación I. Guía 1 1 MANUFACTURA INTEGRADA POR COMPUTADORA
Transcript of MANUFACTURA INTEGRADA POR COMPUTADORA - udb.edu.sv · Programar y verificar la operación de un CNC...
Procesos de Fabricación I. Guía 1
1
MANUFACTURA INTEGRADA POR
COMPUTADORA

Manufactura Integrada por Computadora. Guía 4
1
Tema: CREACIÓN DE NUEVOS PRODUCTOS Y PROCESOS DE MANUFACTURA EMPLEANDO EL SOFTWARE WINUNISOFT Y LOS EQUIPOS FAGOR
Entorno WinUnisoft
Ajuste manual del equipo Fagor
Simulación
Maquinado en los equipos Fagor
Al finalizar la práctica el alumno será capaz de:
� Programar y verificar la operación de un CNC Fagor con el software WinUnisoft.
� Ejecutar las secuencias de arranque del CNC.
� Simular la operación del CNC con ayuda del software WinUnisoft.
� Realizar maquinado de piezas en el CNC Fagor.
WINUNISOFT
En la computadora se debe verificar el ingreso al entorno del WinUnisoft, para ello
se requiere ingresar a las primeras ventanas, seleccionando proyectos 8025M (para
el centro de maquinado) o también 8025T (para el torno).
Una vez que se ha ingresado en el programa que se necesita, se comienza a navegar
en el menú de herramientas para ajustar dimensiones de pieza, máquina, cero pieza,
programas, etc.
Objetivos
Marco Teórico
Contenidos

Manufactura Integrada por Computadora. Guía 4
2
A continuación se da una muestra de las opciones en las que se puede navegar, de
acuerdo al interés del usuario y de la naturaleza del proyecto.
Esta ventana corresponde al ejecutar la simulación de las operaciones.
Se pueden programar ciclos fijos, que ayuden a reducir el tiempo de programación,
obteniendo los resultados esperados.

Manufactura Integrada por Computadora. Guía 4
3
En la siguiente figura se observa la visualización de una pieza seteada (ajustada)
en el simulador, a espera de iniciar una simulación o el ingreso de los respectivos
códigos.
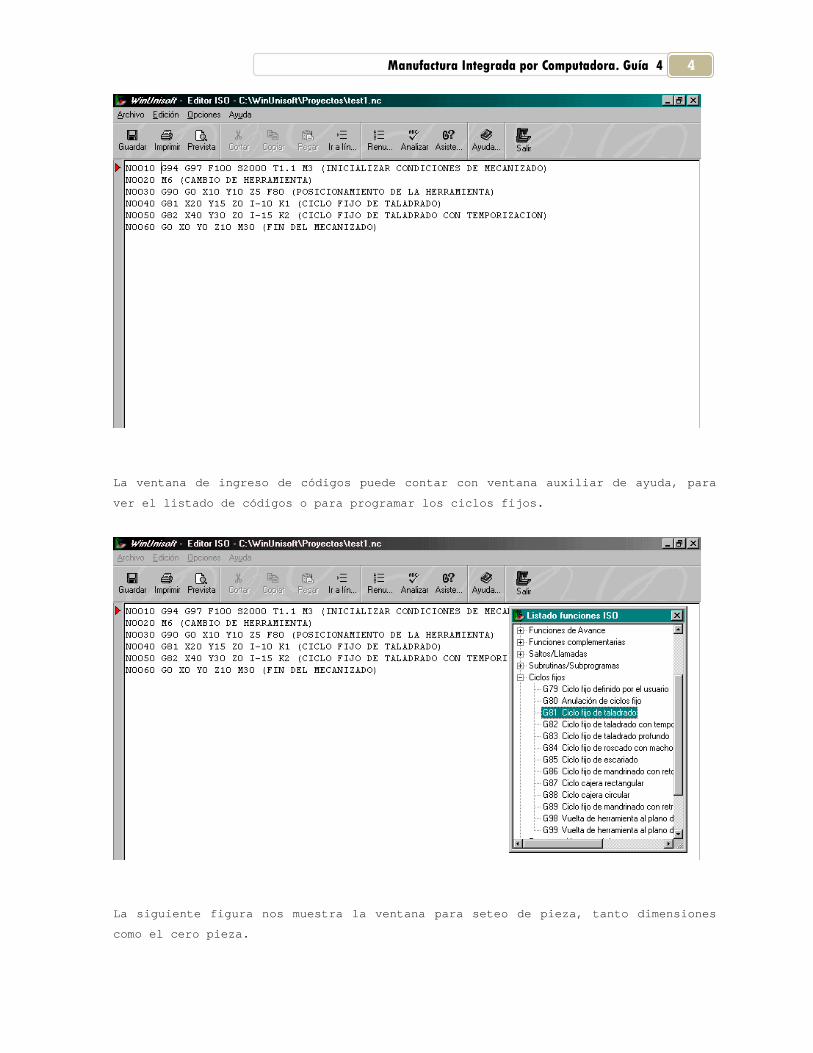
A continuación se muestra la ventana correspondiente a la ventana de ingreso de
códigos, de velocidad (G94) y avance constante (G97), se especifica el número de
herramienta (T1.1), los valores de velocidades (F, S), cambio de herramienta (M6),
cuando aplica, movimiento de corte (G0, G1), y las coordenadas de avance (X, Y, Z).
Al final se especifica el código de finalización (M02, M30).
Manufactura Integrada por Computadora. Guía 4
4
La ventana de ingreso de códigos puede contar con ventana auxiliar de ayuda, para
ver el listado de códigos o para programar los ciclos fijos.
La siguiente figura nos muestra la ventana para seteo de pieza, tanto dimensiones
como el cero pieza.

Manufactura Integrada por Computadora. Guía 4
5
En la siguiente figura se muestra como ingresar dimensiones de herramienta.

Manufactura Integrada por Computadora. Guía 4
6
En esta ventana aparecen los códigos para modificar las nuevas coordenadas de cero
pieza.
Habiendo explorado las ventanas anteriores, y habiendo realizado la simulación
respectiva, y con el conocimiento que no habrá más modificaciones, se puede iniciar
la comunicación de la computadora con el CNC.
La ventana de comunicación se muestra en la siguiente figura.

Manufactura Integrada por Computadora. Guía 4
7
TORNO CNC Y CENTRO DE MAQUINADO CNC
Habiendo realizado la ambientación previa con el WinUnisoft, se presentará por
grupos el teclado de manipulación y seteo del CNC.

Manufactura Integrada por Computadora. Guía 4
8

Manufactura Integrada por Computadora. Guía 4
9
Manufactura Integrada por Computadora. Guía 4
10
EJERCICIO
Se entregará unas piezas para que los estudiantes realicen las primeras prácticas
de seteo, y maquinado en el CNC.
Para ello se deben dimensionar, ajustar el cero pieza, enviar la información desde
la computadora hacia el CNC y maquinar, siguiendo las debidas precauciones.
Algunas de las figuras sugeridas se incorporan en el manual de prácticas.
1. Explique la importancia de la definición de códigos G54 a G57.
2. Elabore un resumen de la nomenclatura correcta de los ciclos rápidos.
3. Elabore un apéndice de códigos G y M para máquinas Fagor 8025T y 8025M.
1. Explique cómo se puede ejecutar un programa en los CNC Fagor desde la
computadora. ¿Qué beneficio se obtiene?
Alecop, Manual de Prácticas, Fresadora CNC
Alecop, Manual de Prácticas, Torno CNC
Investigación Complementaria
Análisis de resultados
Bibliografía

Manufactura Integrada por Computadora. Guía 4
11
EVALUACION
% 1-4 5-7 8-10 Nota
CONOCIMIENTO
20% Conocimiento deficiente de los fundamentos teóricos
Conocimiento y explicación incompleta de los fundamentos teóricos
Conocimiento completo y explicación clara de los fundamentos teóricos
APLICACIÓN DEL CONOCIMIENTO
15% Aplicación deficiente de la simbología
Aplicación incompleto de la simbología
Aplicación excelente de la simbología
15% Uso deficiente de los accesorios solicitados
Uso incompleto de los accesorios solicitados
Uso excelente de los accesorios solicitados
15% Aplicación deficiente de las normas de seguridad
Aplicación incompleta de las normas de seguridad
Aplicación excelente de las normas de seguridad
15% Resultados de la práctica son deficientes
Resultados de la práctica son buenos
Resultados de la práctica son excelentes
ACTITUD
10% No tiene actitud proactiva.
Actitud propositiva y con propuestas no aplicables al contenido de la guía.
Tiene actitud proactiva y sus propuestas son concretas.
10% Demuestra pocos valores profesionales
Demuestra regulares valores profesionales
Demuestra buenos valores profesionales
TOTAL 100%
Máquina No:
Alumno : Docente : GL:
Fecha:
Guía 4: OPERACIÓN DEL CNC Fagor
Hoja de cotejo:
4 1


















