Liquidos Penetrantes e Inspeccion Radiografica (T.D.I.)
69
INSTITUTO TECNOLOGICO DE LEON ENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA INSTITUTO TECNOLOGICO DE LEON INGENIERIA EN MECATRONICA MATERIA: CIENCIA E INGENIERIA DE MATERIALES. TITULO: ENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIGRAFICA. INTEGRANTES: Aranda Guillén José Omar Jasso Juárez Marco Antonio Melchor García Israel Meza Ortiz Jorge Antonio Monreal Vázquez Salvador Francisco Sánchez Guerrero Erick Misael DOCENTE: Prof. Francisco Alejandro Ramírez Díaz ENERO-JUNIO 2012 1
-
Upload
marko-vlad-jasso -
Category
Documents
-
view
164 -
download
0
Transcript of Liquidos Penetrantes e Inspeccion Radiografica (T.D.I.)
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
INSTITUTO TECNOLOGICO DE LEON
INGENIERIA EN MECATRONICA
MATERIA:CIENCIA E INGENIERIA DE MATERIALES.
TITULO:ENSAYOS NO DESTRUCTIVOS.- LIQUIDOS
PENETRANTES E INSPECCION RADIGRAFICA.
INTEGRANTES: Aranda Guillén José Omar
Jasso Juárez Marco AntonioMelchor García Israel
Meza Ortiz Jorge AntonioMonreal Vázquez Salvador Francisco
Sánchez Guerrero Erick Misael
DOCENTE: Prof. Francisco Alejandro Ramírez Díaz
ENERO-JUNIO 2012
1

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
IndiceINTRODUCCIÓN.....................................................................................................5
JUSTIFICACIÓN......................................................................................................6
OBJETIVOS.............................................................................................................8
Objetivo general...................................................................................................8
Objetivos específicos............................................................................................8
MARCO TEÓRICO..................................................................................................9
1.- Comparación entre ensayos destructivos y no destructivos............................9
1.1 Ventajas ensayos no destructivos..............................................................9
1.2 Desventajas ensayos no destructivos.......................................................10
1.3 Ventajas de los ensayos destructivos.......................................................11
1.4 Desventajas de los ensayos destructivos..................................................12
2 Situaciones en las que se recomiendo el uso de líquidos penetrantes...........12
2.1 Ventajas y limitaciones de los líquidos penetrantes.................................14
3.- Procedimiento general para la aplicación de los líquidos penetrantes..........16
a). Preparación de la superficie para el ensayo:.....................................16
b). Selección de la técnica:........................................................................16
c). Aplicación del penetrante:....................................................................17
d). Remoción del exceso de penetrante:................................................18
e). Aplicación del revelador:...........................................................................19
4.- Inspección de Radiografías...........................................................................20
5.- Interpretación radiográfica soldaduras..........................................................23
5.1 Discontinuidades......................................................................................24
5.1.1 Principales discontinuidades de soldaduras.......................................24
5.1.3 Discontinuidades en soldaduras TIG..................................................29
5.1.4 Discontinuidades de soldaduras de arco metálico de gas (GMAW)...31
6.- Interpretación radiográfica- Fundiciones.......................................................31
6.1 Indicaciones radiográficas para fundiciones.............................................32
MATERIAL Y EQUIPO:.........................................................................................37
TÉCNICA...............................................................................................................37
LIMITACIONES......................................................................................................37
METODOLOGÍA....................................................................................................38
Método................................................................................................................38
Líquidos penetrantes..........................................................................................38
Inspección radiográfica.......................................................................................40
TABULACIÓN E INTERPRETACIÓN DE RESULTADOS.....................................41
Resultados.- Líquidos penetrantes.....................................................................41
Resultados.- inspección radiográfica..................................................................42
2

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Análisis de resultados.- Líquidos penetrantes....................................................45
Análisis de resultados.- Inspección Radiográfica...............................................47
RECOMENDACIONES:.........................................................................................50
CONCLUSIONES:.................................................................................................51
BIBLIOGRAFIA......................................................................................................52
3
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
4
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
INTRODUCCIÓN.El mantenimiento de las herramientas, equipo y estructuras,
son importantes dentro de cualquier industria, ya que garantizan la
vida útil de las mismas; además el control de calidad de productos,
como los son elementos completamente solidos (hecho de un mismo
material) otorga la seguridad adecuada que los clientes exigen.
Para estos dos aspectos se requiere invertir en realiza
pruebas, las cuales algunas poseen limitaciones, ya sea en algún
tipo de estructura, que sea difícil de mover, o en realizar pruebas de
resistencia de objetos. Sin embargo se llega a perder tiempo y
recursos para la realización de estas.
Existen las llamadas pruebas no destructivas, que son
económicas y no llevan mucho tiempo en realizarlas.
En esta práctica se aplicaran dos pruebas no destructivas:
1.- Líquidos penetrantes, se comprobara el estado de varias
piezas distintas.
2.- Inspección radiográfica se analizará varas láminas de
hechas a una estructura.
5
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
JUSTIFICACIÓN.Dentro de las industrias, siempre es requerido el realizar el
mantenimiento de su equipo, o la prueba de calidad de sus
productos. La garantía de que se puede contar con elementos de
calidad es fundamental, y no se puede dejar de lado este aspecto,
ya que puede llegar a implicar, dinero y tiempo en estos aspectos.
Existen siempre limitaciones para comprobar la calidad de
equipo o piezas, de los cuales el alcance que presentan algunos
tipos de pruebas puede no tener el alcance requerido, o el
presupuesto adecuado ya que en el caso de piezas las pruebas
destructivas (tensión, compresión, resistencia) implican el sacrificio
de varias de estas. Además es posible que se llegue a errar en el
tipo de prueba realizada o simplemente se necesita realizar algún
ajuste o corrección, sin la necesidad de sacrificios.
Hoy en día, existen un tipo de pruebas que, llegan a ser
rápidas, eficaces y hasta económicas. Las pruebas no destructivas,
conllevan a no realizar ningún deterioro de estructuras o el sacrificio
de piezas y tiene un mayor alcance con respecto de algunas. La
inspección radiográfica y la prueba de líquidos penetrantes son
ejemplos de este tipo de pruebas.
La inspección radiográfica, está enfocada al análisis de
imperfecciones de soldadura, sin la necesidad de perforar en las
mismas; y las pruebas de líquidos penetrantes se enfocan en
encontrar imperfecciones y daños ya sean superficiales o que
impliquen profundidad, que a simple vista no sean detectables. En
caso contrario de otras pruebas, el equipo utilizado no es pesado.
6

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Al realizar esta práctica se mostrara como es que funcionan
estas dos pruebas y de mostrando de igual manera lo dicho
anteriormente.
7

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
OBJETIVOS
Objetivo general. Demostrar la utilidad y facilidad de la prueba de inspección
radiográfica y por líquidos penetrantes.
Objetivos específicos.1.- Mostrar el procedimiento de manera práctica de la prueba
con líquidos penetrantes en varias piezas y encontrar las
imperfecciones que estas poseen.
2.- Encontrar los defectos que existen en diversas diapositivas
radiográficas de soldaduras.
3.- Aprender sobre el empleo de este tipo de pruebas.
8
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
MARCO TEÓRICO.
1.- Comparación entre ensayos destructivos y no destructivos.
Se denomina ensayo de materiales a toda prueba cuyo fin es
determinar las propiedades mecánicas de un material. Los ensayos
de materiales pueden ser de dos tipos, ensayos destructivos y
ensayos no destructivos.
Los ensayos no destructivos permiten realizar la inspección
sin perjudicar el posterior empleo del producto, por lo que permiten
inspeccionar la totalidad de la producción si fuera necesario. Por
ejemplo:
Entre los ensayos no destructivos más comunes se encuentran
los siguientes:
Ensayo de dureza (en algunos casos no se considera
como ensayo no destructivo, especialmente cuando puede
comprometer la resistencia de la pieza a cargas estáticas o a
fatiga)
Inspección visual, microscopía y análisis de acabado
superficial
Ensayos por líquidos penetrantes
Inspección por partículas magnéticas
Ensayos radiológicos
Ensayo por ultrasonidos
Ensayos por corrientes inducidas
Ensayos de fugas: detección acústica, detectores
específicos de gases, cromatógrafos, detección de flujo,
espectrometría de masas, manómetros, ensayos de burbujas,
etc.
1.1 Ventajas ensayos no destructivos Identificación, cuantificación y localización de defectos
como poros, burbujas, deslaminaciones….etc.
9

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
La unión adhesiva no sufre ningún tipo de agresión
pudiéndose realizar en el ensayo sobre la unión real.
Muestreo parcial o total de las uniones adhesivas,
dependiendo del plan de requerimientos de calidad.
Detección temprana del defecto, posibilidad de
subsanación del defecto antes de su vida en uso.
Detección del defecto durante la vida en uso del
producto, pudiéndose realizar operaciones de mantenimiento
alargando la vida útil del producto.
1.2 Desventajas ensayos no destructivos Identificación y estandarización de la técnica para el
ensayo no destructivo en función de los defectos que se pueden
encontrar, cada método permite encontrar ciertos defectos.
El personal que utiliza herramientas no destructivas ha
de estar cualificado y formado.
No permite observar ni realizar declaraciones sobre la
zona de adhesión de la unión adhesiva.
No permite realizar determinaciones directas sobre las
propiedades mecánicas de la unión adhesiva (resistencia a la
fractura, elongación, módulo de elasticidad…)
Equipos de medición para ensayos no destructivos son
costosos
Los ensayos destructivos son pruebas que se les hacen a
algunos materiales como el acero por ejemplo. Algunas de ellas son
ensayo de tensión, flexión, compresión, etc. Se les llama
destructivos porque deforman al material. Por ejemplo:
Entre los ensayos destructivos más comunes se encuentran los
siguientes:
Ensayo de tracción
Ensayo de compresión
Ensayo de cizallamiento
Ensayo de flexión
10

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Ensayo de torsión
Ensayo de resilencia
Ensayo de fatiga de materiales
Ensayo de fluencia en caliente (creep)
Otros ensayos para aplicaciones específicas son:
Ensayo de plegado
Ensayo de embutición
Ensayo de abocardado
Prueba hidrostática (con presiones mayores a las de
servicio).
Flexión alternativa de alambres
1.3 Ventajas de los ensayos destructivos Permite identificar de una forma aproximada las
propiedades mecánicas de la unión adhesiva (resistencia a la
fractura, elongación, módulo de elasticidad….)
El coste de los equipos para la realización de ensayos
destructivos son más económicos que los equipos utilizados en
los ensayos no destructivos.
Posibilidad de comparar adhesivos mediante este tipo
de ensayos
Verificación de la preparación superficial, condiciones
de curado, condiciones de trabajo y productos del sistema de
adhesivado (imprimaciones, activadores, adhesivos…)
Permite predecir e identificar de una forma aproximada
el tipo de fallo o ruptura que puede sufrir la unión durante su vida
en uso, cuando se somete previamente la probeta a un
envejecimiento acelerado.
Ensayos con un coste relativamente barato.
11

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
1.4 Desventajas de los ensayos destructivos No permite identificar defectos internos
(burbujas, deslaminaciones, espesor incorrecto…) de la unión
real pegada, impidiendo realizar reparaciones antes de su
puesta en uso o durante su vida.
Se necesitan realizar probetas simulando el
mismo proceso (preparación superficial, condiciones
ambientales, productos del sistema de adhesivado), las
cuales no se pueden volver a reutilizar una vez ensayadas.
No permite identificar de manera directa el
estado de la zona de adhesión de la unión real.
Los ensayos destructivos como son pruebas usadas más que
nada para conocer las propiedades mecánicas de los materiales,
como por ejemplo cuanta tensión soportan o cuanta compresión, sin
embargo los ensayos no destructivos sirven para conocer a los
materiales de manera más clara y concisa. Los dos tipos de ensayos
(destructivos y no destructivos) son muy utilizados ya que con ellos
se pueden conocer mejor los materiales pero sin duda los más
usados son los destructivos ya que con ellos se conocen las
propiedades de los materiales.
2 Situaciones en las que se recomiendo el uso de líquidos penetrantes.
El objeto del ensayo no destructivo por líquidos penetrantes es
la detección de discontinuidades abiertas en la superficie de las
piezas, por la introducción de líquido penetrante en las mismas. De
los factores que influyen en la introducción del líquido en las
discontinuidades abiertas, los principales son:
La existencia de obstrucciones mecánicas de cualquier
tipo (impiden físicamente la entrada del penetrante o varían la
configuración de la discontinuidad reduciendo sus
dimensiones).
Los recubrimientos y contaminantes superficiales.
12

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
La configuración geométrica de la discontinuidad.
La tensión superficial del líquido penetrante.
Los aditivos y contaminantes del propio liquido
penetrante.
La temperatura de la pieza a ensayar y la del
penetrante.
La presión atmosférica en el lugar donde se realiza el
ensayo.
La rugosidad del interior de la discontinuidad.
El campo de aplicación del ensayo por líquidos penetrantes es
la inspección no destructiva de materiales no porosos metálicos y no
metálicos. De los materiales metálicos, se ensaya por este método
principalmente los metales no ferromagnéticos como son los
siguientes:
Aluminio y sus aleaciones.
Aceros inoxidables.
Cobre.
Bronce.
Latón, etc.
Los metales ferromagnéticos (acero al carbón y aleaciones,
etc.) también se pueden inspeccionar por líquidos penetrantes pero
normalmente suele ser más ventajoso en este material emplear el
método de ensayo no destructivo de partículas magnéticas.
Los materiales no magnéticos que se pueden inspeccionar,
mediante líquidos penetrantes especiales para esta aplicación, son
entre otros:
Platicos, goma (para no degradar estos materiales los
permanentes deben estar exentos de aceite).
Vidrio.
Cerámicas plastificadas.
13
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
La inspección por líquidos penetrantes tiene su mayor
aplicación en la inspección de soldaduras, para la detección de
discontinuidades superficiales en la soldadura.
La inspección por este método es aplicable en casi cualquier
campo, superficie u proceso.
Estructuras (barcos, edificios, aviones etc.)
Acabados.
Cerámicos (vajillas, ladrillo, alfarería, losetas y
porcelana, concreto etc.).
En los procesos industriales (para el análisis de control
de calidad en los procesos de producción de objetos en
serie).
Para la detección de fugas (tanques de gas, cisternas,
contenedores, etc.).
Plásticos.
Mantenimiento de equipo.
Inspección de tuberías.
En resumen se puede decir que los líquidos penetrantes son
aplicables en:
En materiales metálicos y no metálicos no porosos.
La superficie de la pieza bajo prueba debe tener baja
rugosidad y estar libre de pintura, recubrimientos o corrosión.
Utilización: detección de discontinuidades superficiales
por causa de corrosión, por falta de fusión, impurezas o
porosidades en el material de la pieza bajo prueba.
2.1 Ventajas y limitaciones de los líquidos penetrantesLas ventajas más importantes que tienen las técnicas de
inspección por líquidos penetrantes, son:
Se utilizan para una gran variedad de materiales
Su empleo es relativamente fácil
Son de bajo costo
La geometría de las piezas no representa un problema
14
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Son portátiles; se pueden emplear en laboratorio y en
campo
Son versátiles; se aplican varios tipos y métodos
Permiten cubrir un área muy grande en poco tiempo
La orientación, o forma de las grietas superficiales no
representa problema alguno
Los inspectores se capacitan en poco tiempo
Por otra parte, entre las limitaciones de los líquidos penetrantes
más notables destacan:
Tienen graves limitaciones cuando se utilizan en
materiales porosos
Se aplican sólo para defectos superficiales.
La superficie de inspección debe estar limpia antes y
después de la inspección.
Se debe tener acceso directo a la superficie que se
desea inspeccionar.
Por si mismas, no proporcionan un registro
permanente.
En superficies rugosas se pueden obtener mediciones
falsas.
Los esfuerzos residuales afectan cerrando grietas e
impidiendo la infiltración de los líquidos penetrantes.
Debe haber compatibilidad química entre los líquidos y
el material (corrosión)
Requieren de un área de trabajo bien ventilada
Dependen de factores humanos, tanto para la
aplicación misma, como su interpretación
Se debe cuidar la limpieza durante todo el proceso de
preparación y aplicación para evitar contaminación de líquidos
15

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
3.- Procedimiento general para la aplicación de los líquidos penetrantes.
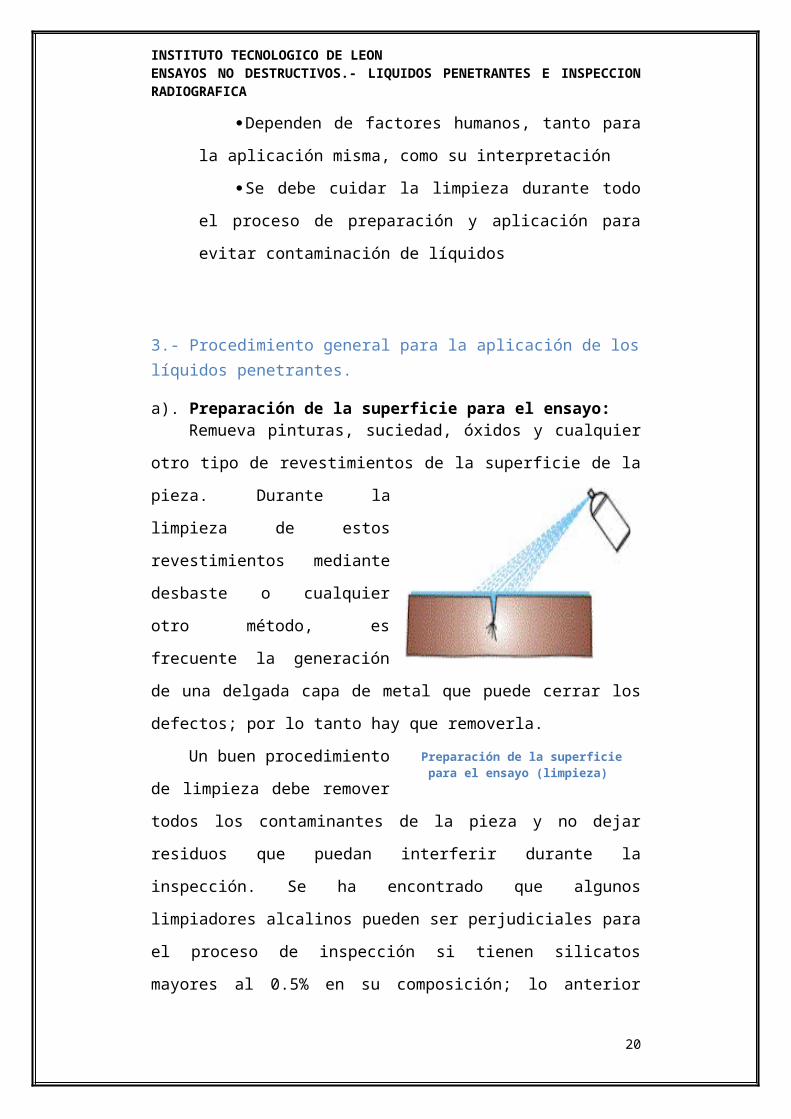
a). Preparación de la superficie para el ensayo:Remueva pinturas, suciedad, óxidos y cualquier otro tipo de
revestimientos de la superficie de la pieza. Durante la limpieza de
estos revestimientos mediante
desbaste o cualquier otro
método, es frecuente la
generación de una delgada capa
de metal que puede cerrar los
defectos; por lo tanto hay que
removerla.
Un buen procedimiento de
limpieza debe remover todos los
contaminantes de la pieza y no dejar residuos que puedan interferir
durante la inspección. Se ha encontrado que algunos limpiadores
alcalinos pueden ser perjudiciales para el proceso de inspección si
tienen silicatos mayores al 0.5% en su composición; lo anterior
debido a que éstos tienden a formar un recubrimiento que impide la
total entrada del penetrante sobre los defectos. Lo mismo pasa
cuando se utilizan jabones y detergentes domésticos.
Además, es importante cuidar que el material a ser
inspeccionado no sea arrastrado o rayado durante esta fase del
proceso.
b). Selección de la técnica:La selección de un sistema de líquidos penetrantes no es una
tarea sencilla. Hay muchos factores que deben tenerse en cuenta
para al seleccionar los materiales penetrantes para una determinada
aplicación, entre los cuales están la sensibilidad requerida, el costo
de materiales, el número de piezas, el tamaño de la zona de
inspección y la portabilidad.
16
Preparación de la superficie para el ensayo (limpieza)

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
La primera decisión es si se utilizarán líquidos fluorescentes o
visibles. Los penetrantes fluorescentes tienen una mayor
sensibilidad para la vista ya que el ojo detecta más fácilmente una
indicación de luz sobre un fondo negro.
c). Aplicación del penetrante:El método de aplicación
del penetrante tiene poco
efecto sobre la sensibilidad de
inspección, se puede aplicar
por pulverización, con brocha,
sumergiendo las piezas en un
baño de penetrante o por
medio de un método electrostático; este último tiene ligeramente
mejores resultados que los demás.
Una vez aplicado el penetrante se debe esperar un tiempo de
penetración, el cual debe ser suficiente para que el penetrante entre
en todos los defectos. Hay prácticamente dos formas de aplicar el
tiempo de penetración; la primera consiste en mantener el material
sumergido en el penetrante hasta que transcurra el periodo. El
segundo método consiste en dejar escurrir la pieza durante el
periodo de penetración.
El tiempo de permanencia de un penetrante es de gran
importancia ya que permite que el penetrante se adhiera
adecuadamente a las fallas de la pieza. Este tiempo generalmente
es recomendado por los fabricantes del producto o indicado en las
normas que se están siguiendo. El tiempo requerido para llenar un
defecto depende de diversas variables que incluyen lo siguiente:
La tensión superficial del penetrante
El ángulo de contacto del penetrante
La viscosidad de cizallamiento dinámico del penetrante
La presión atmosférica sobre la falla
17
Aplicación del penetrante
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
La presión capilar en la falla
La presión del gas atrapado en la falla por el penetrante
El radio de la falla o el tamaño entre las paredes del
defecto
La densidad del penetrante
Las propiedades micro estructurales del penetrante
El ideal tiempo de penetración es a menudo determinado por
experimentación y es a menudo muy específico para una aplicación
en particular. Aun así, generalmente no hay daños en usar un tiempo
de penetración mayor al necesario, siempre y cuando el penetrante
no se deje secar por completo.
d). Remoción del exceso de penetrante:Esta etapa del proceso debe eliminar únicamente el exceso de
penetrante sobre la pieza sin
eliminar una cantidad significativa
del penetrante atrapado en los
defectos. Los métodos de remoción
del penetrante se clasifican en
cuatro:
1. Método A:
Lavable con agua
2. Método B: Post-emulsionable, lipofílico
3. Método C: Solvente extraíble
4. Método D: Post-emulsionable, hidrofílico
El método A es el más económico y fácil de aplicar, ya que el
exceso de penetrante puede ser retirado con una simple enjuagada.
El método C se utiliza principalmente para la inspección de
pequeñas áreas y resulta inapropiado para producciones mayores
debido a que requiere de ser limpiado a mano.
Si el sobre-lavado es una
preocupación se puede usar un
18
Remoción del exceso de penetrante de la superficie

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
removedor emulsionante. Se recomienda que se apliquen
sumergiendo la pieza en el emulsionante, ya que por medio de
pulverización o cepillado se pueden obtener discontinuidades
durante la aplicación. Se da un tiempo suficiente al emulsionante
para que reaccione con el penetrante de la superficie de la pieza
pero no el necesario para que lo haga con el penetrante atrapado
dentro de las fallas. El método B resulta más sensible que el
lipofílico.
e). Aplicación del revelador:Los reveladores no acuosos son generalmente reconocidos
como los más sensibles cuando se aplican correctamente. Los
reveladores de clase húmeda/acuosa forman una fina matriz de
partículas que logran un mayor contacto con la superficie de la
pieza, pero pueden difuminar las
marcas del penetrante.
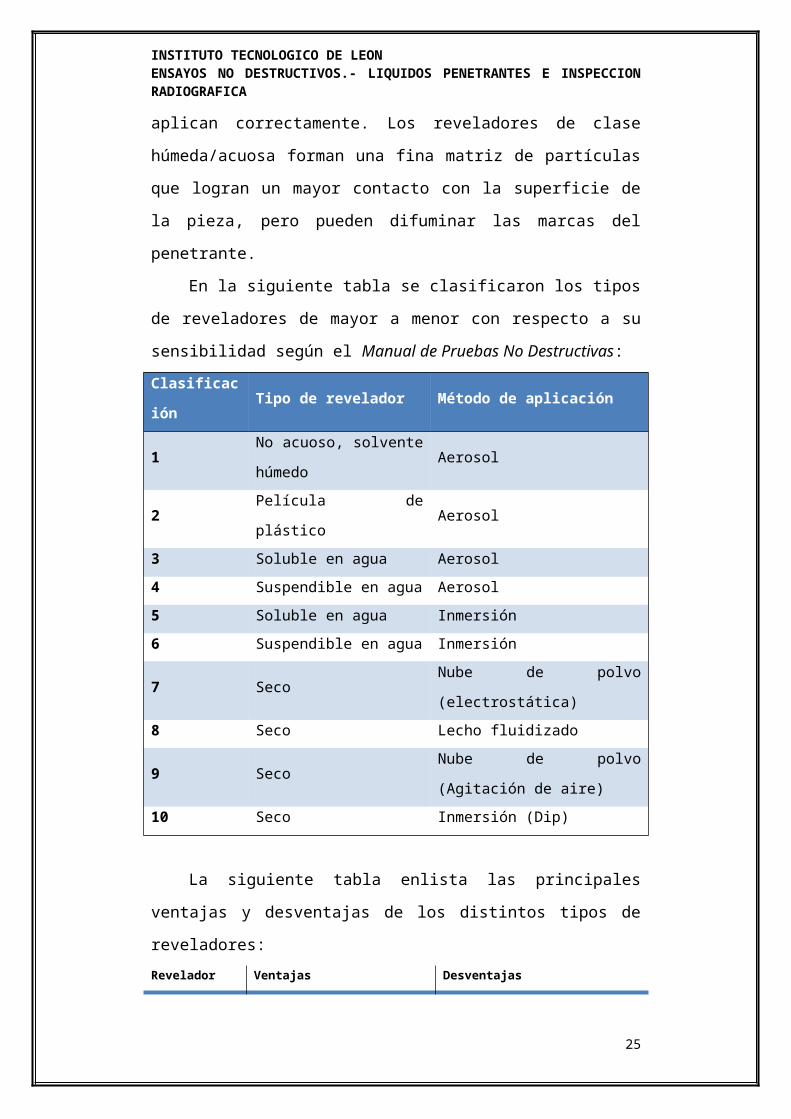
En la siguiente tabla se clasificaron los tipos de reveladores de
mayor a menor con respecto a su sensibilidad según el Manual de
Pruebas No Destructivas:
Clasificación Tipo de revelador Método de aplicación
1No acuoso, solvente
húmedoAerosol
2 Película de plástico Aerosol
3 Soluble en agua Aerosol
4 Suspendible en agua Aerosol
5 Soluble en agua Inmersión
6 Suspendible en agua Inmersión
7 Seco Nube de polvo (electrostática)
8 Seco Lecho fluidizado
9 SecoNube de polvo (Agitación de
aire)
10 Seco Inmersión (Dip)
19
Aplicación del revelador
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
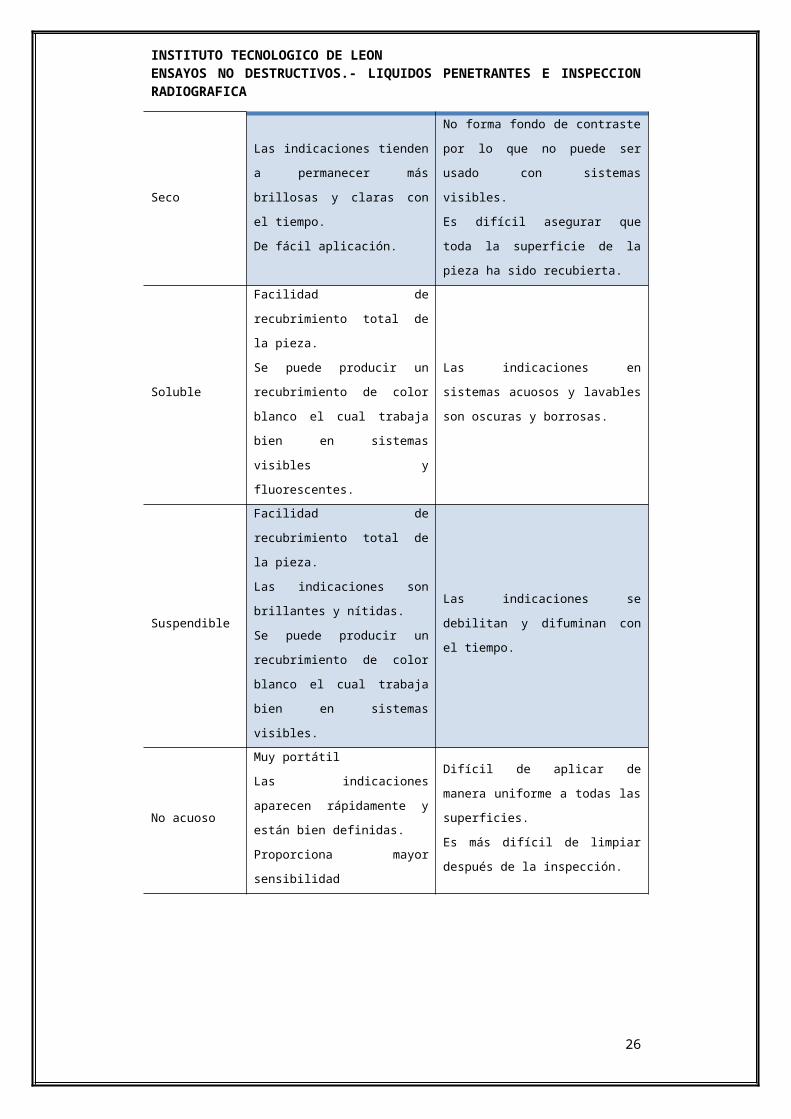
La siguiente tabla enlista las principales ventajas y desventajas
de los distintos tipos de reveladores:
Revelador Ventajas Desventajas
Seco
Las indicaciones tienden a
permanecer más brillosas y
claras con el tiempo.
De fácil aplicación.
No forma fondo de contraste por lo
que no puede ser usado con
sistemas visibles.
Es difícil asegurar que toda la
superficie de la pieza ha sido
recubierta.
Soluble
Facilidad de recubrimiento total
de la pieza.
Se puede producir un
recubrimiento de color blanco el
cual trabaja bien en sistemas
visibles y fluorescentes.
Las indicaciones en sistemas
acuosos y lavables son oscuras y
borrosas.
Suspendible
Facilidad de recubrimiento total
de la pieza.
Las indicaciones son brillantes y
nítidas.
Se puede producir un
recubrimiento de color blanco el
cual trabaja bien en sistemas
visibles.
Las indicaciones se debilitan y
difuminan con el tiempo.
No acuoso
Muy portátil
Las indicaciones aparecen
rápidamente y están bien
definidas.
Proporciona mayor sensibilidad
Difícil de aplicar de manera uniforme
a todas las superficies.
Es más difícil de limpiar después de
la inspección.
4.- Inspección de Radiografías.Es un método que utiliza la radiación ionizante de alta energía
que al pasar a través de un material sólido, parte de su energía es
atenuada debido a diferencias de espesores, densidad o presencia
de discontinuidades.Las variaciones de atenuación o absorción son
detectadas y registradas en una película radiográfica o pantalla
fluorescente obteniéndose una imagen de la estructura interna de
una pieza o componente.
20

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Principio básico de la inspección radiográfica. Se basa en la
propiedad que poseen los materiales de atenuar o absorber parte de
la energía de radiación cuando son expuestos a esta.
La atenuación de la radiación ionizante es:
Directamente proporcional al espesor y densidad del
material.
Inversamente proporcional a la energía del haz de
radiación.
Las diferencias de atenuación producen diferencias en la
ionización del bromuro de plata de la película radiográfica y esto
provocara (Al revelar la película.) cambios de densidad radiográfica
(Grado de ennegrecimiento.).
Un área obscura (Alta densidad.) en una radiografía, puede
deberse a un menor espesor o a la presencia de un material de
menor densidad como escoria en una soldadura o una cavidad por
gas atrapado en una pieza de fundición.
Un área mas clara (Menor densidad.) en una radiografía, puede
deberse a secciones de mayor espesor o un material de mayor
densidad como una inclusión de tungsteno en una soldadura de arco
eléctrico con electrodo de tungsteno y gas de protección.
Las radiografías (película desarrollada expuesta a rayos X o
rayos gamma) son generalmente vistas en una caja de luz. Sin
embargo, cada vez es más común para digitalizar radiografías y
verlas en un monitor de alta resolución. Las condiciones apropiadas
de visión son muy importantes en la interpretación de una
radiografía. Las condiciones de visión pueden mejorar o degradar a
los detalles sutiles de la radiografía.
Antes de comenzar la evaluación de una radiografía, el equipo
de visualización y el área debe ser
considerado. El área debe estar
limpia y libre de materiales que
puedan afectar. Varios detalles de
21

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
ayuda, como enmascaramientos y películas, deben ser hechos a
mano. Guantes finos de algodón deben estar disponibles para ser
usador y evitar que las huellas digitales aparezcan en la radiografía.
Las condiciones de luz deben ser baja El brillo de los alrededores
debe ser aproximadamente el mismo que el área de interés en la
radiografía. La iluminación del ambiente debe ser colocado de
manera que no haya reflexiones desde la superficie de la película
bajo examen.
El proceso radiográfico se debe realizar de acuerdo con un
procedimiento escrito o código, o de lo requerido por los documentos
contractuales. Los documentos requeridos deben estar disponibles
en el área de visualización y se hace referencia cuando sea
necesario en la evaluación de los componentes. La Calidad de la
película radiográfica y la aceptabilidad, como es requerido por el
procedimiento, primero se debe determinar. Debe comprobarse que
la radiografía se produjo a la
densidad correcta sobre el tipo de película requerida, y que contiene
la información de identificación correcta. También se debe verificar
que el indicador de calidad de imagen adecuada se utilizó y que el
nivel de sensibilidad requerido se cumplió. A continuación, la
radiografía debe ser comprobada para asegurar que no contiene el
procesamiento y manipulación de artefactos que podrían ocultar
discontinuidades u otros detalles de interés. El técnico debe
desarrollar un proceso estándar para la evaluación de las
radiografías para que los detalles no se pasen por alto.
Una vez que una radiografía pasa estas procesos, está lista
para su interpretación. La Interpretación de la película radiográfica
es una combinación de habilidad adquirida de agudeza visual con el
conocimiento de los materiales, procesos de fabricación, y sus
discontinuidades asociadas. Un proceso de visualización para las
radiografías (por ejemplo, de izquierda a abajo a la derecha, de
arriba, etc) es útil y evitaría la omisión de un área en la radiografía.
22
Radiografía de un interruptor de un circuito eléctrico

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Este proceso se desarrolla a menudo con tiempo e individualmente.
Una parte del proceso de interpretación, a veces pasado por alto,
esto sucede cuando se toma un descanso. La mente, así como los
ojos necesitan descansar de vez en cuando en la interpretación de
las radiografías.
Al estar observando una región de interés en particular, las
técnicas como el uso de una fuente de luz pequeña y mover la
radiografía sobre la fuente de luz pequeña, o el cambio de la
intensidad de la fuente de luz ayudará a que el radiólogo pueda
identificar las indicaciones pertinentes. Las Herramientas de
aumento también se deben utilizar cuando sea necesario para
ayudar a identificar y evaluar las indicaciones.
5.- Interpretación radiográfica soldadurasAdemás de producir radiografías de alta calidad, el técnico
también debe ser experto en la interpretación radiográfica. La
Interpretación de las radiografías se realiza en tres pasos básicos:
1. Detección
2. Interpretación
3. Evaluación
Todos estos pasos hacen uso de la agudeza visual del
radiólogo. La agudeza visual es la capacidad para resolver un patrón
espacial de alguna imagen. La capacidad de un individuo para
detectar discontinuidades en radiografía también se ve afectada por
las condiciones de iluminación en el lugar de visualización, y el nivel
de experiencia para reconocer las diversas características de la
imagen.
5.1 DiscontinuidadesLas discontinuidades son las interrupciones en la estructura
típica de un material. Estas interrupciones pueden ocurrir en la base
23

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
de metal, en el material de la soldadura o en zonas afectadas por
calor. Las discontinuidades, las cuales no cumplen con los requisitos
de los códigos o especificaciones utilizadas para invocar y controlar
la inspección, se conocen como defectos.
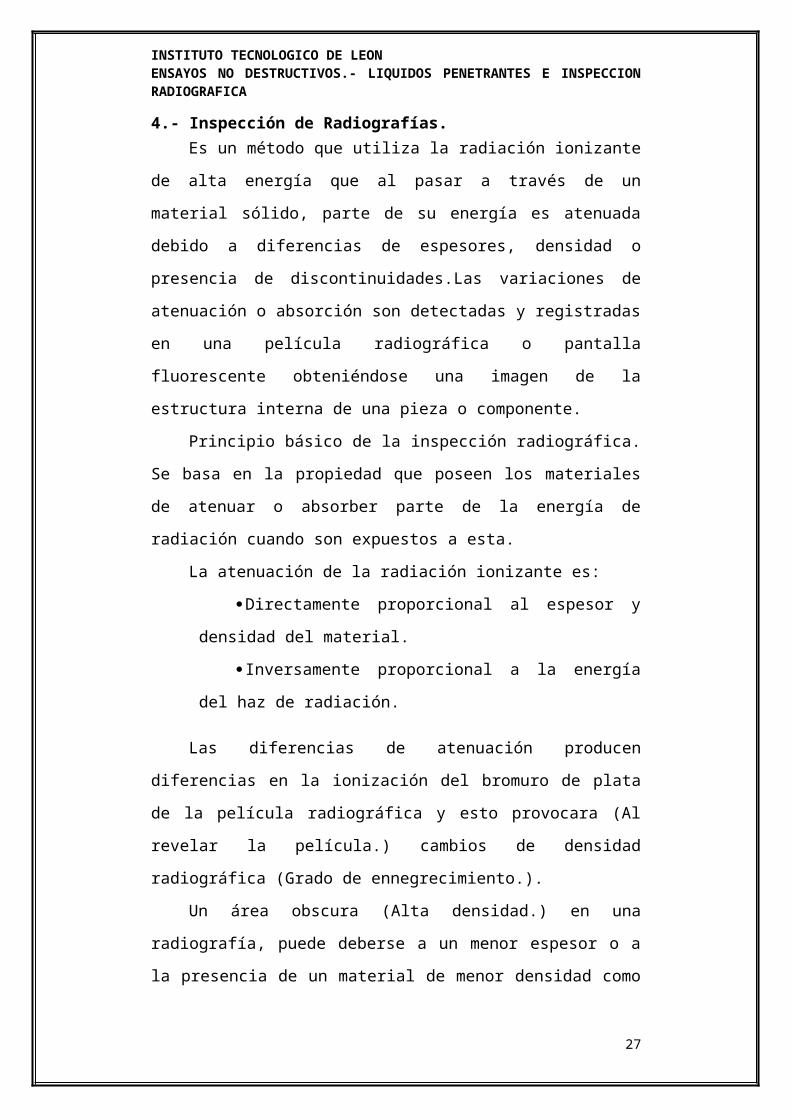
5.1.1 Principales discontinuidades de soldadurasVuelta en frio es una condición donde el metal de relleno de
soldadura no se fusiona debidamente con el metal base. El arco no
funde el metal base lo suficiente y provoca que el charco ligeramente
fundido fluya hacia el material base sin enlace.
24
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
La porosidad es el resultado de atrapamiento de gas en el
metal en solidificación. La porosidad puede adoptar muchas formas
en una radiografía, pero a menudo se presenta como un punto
oscuro o manchas irregulares o manchas que aparecen en grupos o
en hileras. A veces, la porosidad es alargada y puede parecer que
tienen una cola. Esto es resultado de cuando un gas intenta escapar
mientras el metal se encuentra todavía en un estado líquido y se le
conoce como agujero de porosidad. Toda porosidad es un vacío en
el material y tendrá una mayor densidad radiográfica que el área
circundante.
Un grupo de porosidad se produce cuando un de flujo
electrodos revestidos están contaminados con la humedad. La
humedad se convierte en un gas cuando se calienta y queda
atrapado en la soldadura durante el proceso de soleamiento. El
grupo de porosidad aparecerá como una porosidad regular, pero
todas en conjunto.
25
Porosidad en un metal
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
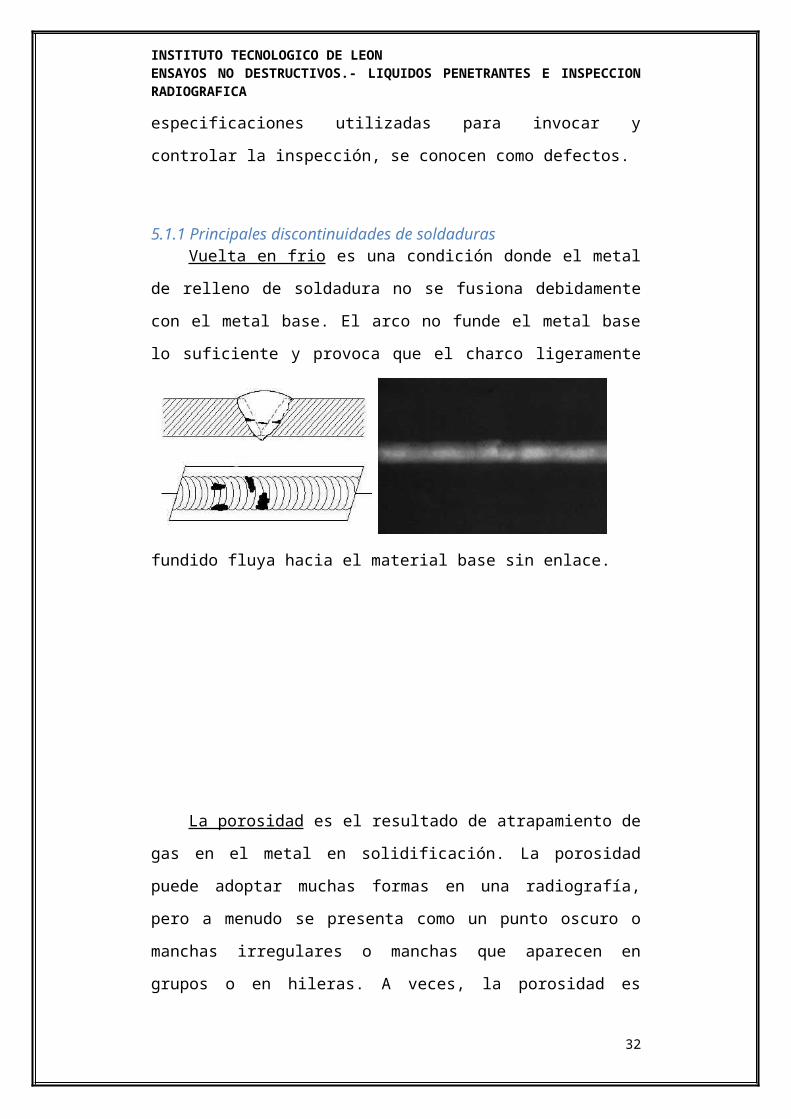
Las inclusiones de
escoria son material no metálico sólido atrapado en el metal de la
soldadura o entre la soldadura y el metal base. En una radiografía,
aparece como formas oscuras e irregulares asimétricas dentro de la
soldadura a lo largo de las áreas de soldadura.
La Penetración incompleta (IP, por sus siglas en ingles) o falta
de penetración (LOP) se produce cuando el metal de soldadura no
penetra la articulación. Es una de las discontinuidades de soldadura
más comunes. La falta de penetración permite que cualquier tensión
pueda propagar la grieta. La aparición en una radiografía es un área
oscura con orillas bien definidas, bordes rectos que siguen a la tierra
o la superficie de la raíz en el centro de la soldadura.
Fusión incompleta es una condición donde el metal de relleno
de soldadura no se fusiona debidamente con el metal base. Su
apariencia en la radiografía: generalmente aparece como una línea
oscura o líneas orientadas en la dirección de la costura de soldadura
a lo largo de la preparación de la soldadura o zona de unión.
26
Grupo de porosidad en un metal
Inclusiones de escoria
Falta de penetración
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
La concavidad interna o la succión de la espalda
es una condición donde el metal de soldadura se ha contraído
mientras se enfriaba y se ha originado en la raíz de la soldadura. En
una radiografía es como una apariencia similar a la falta de
penetración, pero la línea tiene bordes irregulares y con frecuencia
es muy amplia en el centro de la imagen de soldadura
La entalladura origen es una erosión del metal base junto al
origen de la soldadura. En la imagen radiográfica aparece como una
línea irregular oscura desplazada desde la línea central de la
soldadura. La valoración no es tan sencilla como una LOP
(falta de penetración), ya que no tiene un patrón determinado de
línea.
27
Falta de fusión
Reabsorción (concavidad interna)
Entalladura origen

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
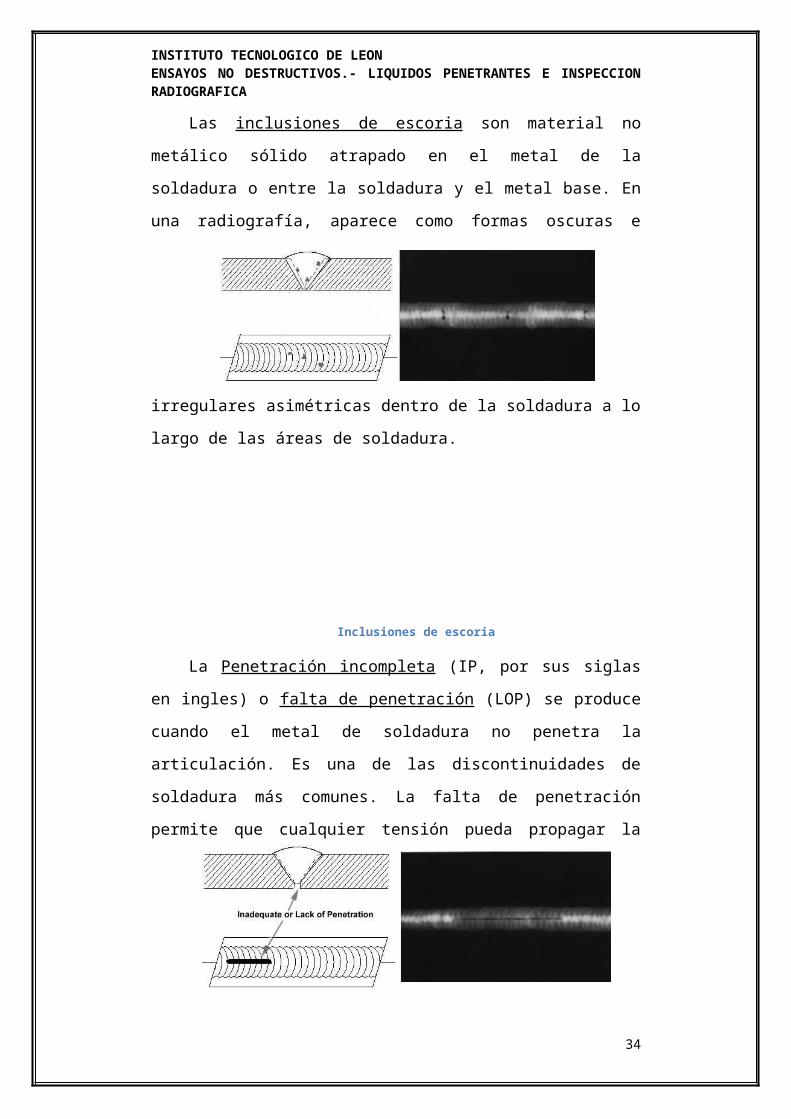
La destrucción de la corona es una erosión de la base del
metal junto a la corona de la soldadura. En la radiografía, aparece
como una línea irregular oscura a lo largo del borde exterior de la
zona de la soldadura.
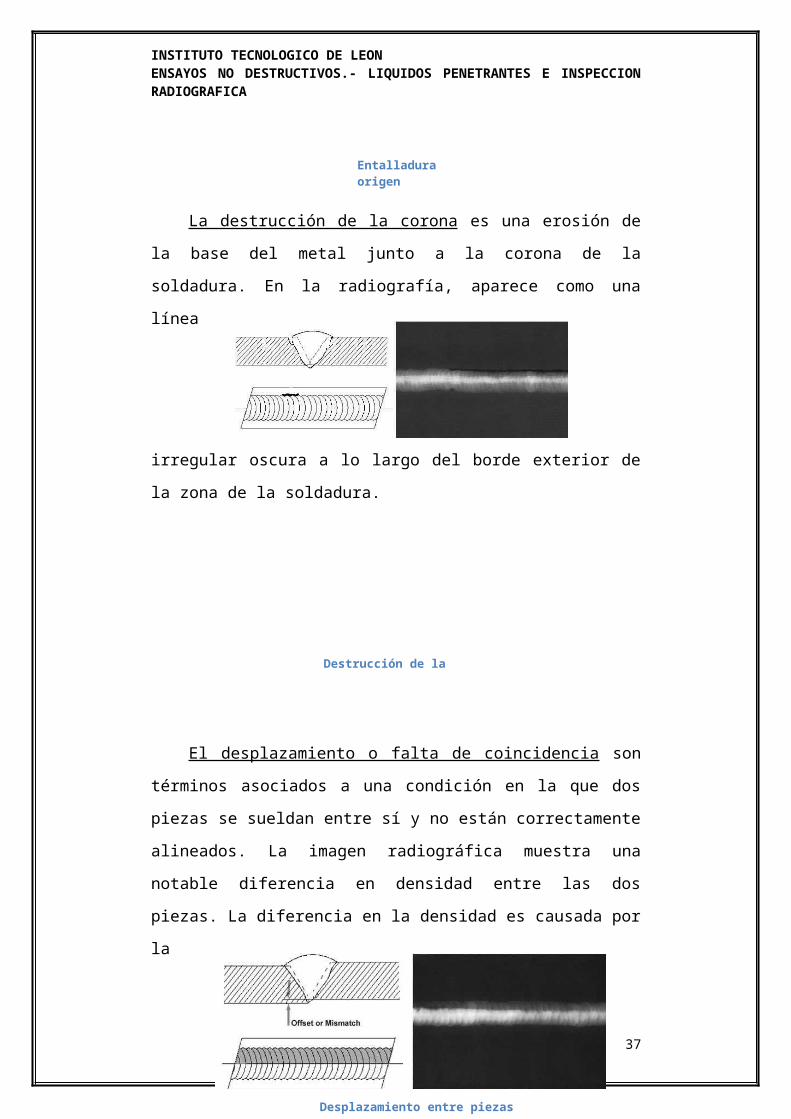
El desplazamiento o falta de coincidencia son términos
asociados a una condición en la que dos piezas se sueldan entre sí
y no están correctamente alineados. La imagen radiográfica muestra
una notable diferencia en densidad entre las dos piezas. La
diferencia en la densidad es causada por la diferencia de espesor
del material. La línea oscura, recta es causada por el hecho de que
el metal de soldadura para fusionarse con la superficie terrestre.
El
refuerzo de soldadura inadecuada es un área de una soldadura
donde el espesor del metal de soldadura depositado es menor que el
espesor del material de base. Es muy fácil determinar por radiografía
si la soldadura tiene refuerzo insuficiente, debido a que la densidad
de la imagen en el área de la insuficiencia sospecha será mayor
28
Destrucción de la corona
Desplazamiento entre piezas

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
(más oscuro) que la densidad de la imagen del material base
circundante.
El exceso de refuerzo de soldadura es un área de una
soldadura a la que se le ha añadido metal de soldadura en exceso,
más de lo especificado por los dibujos de ingeniería y códigos. La
aparición en una radiografía es localizada como un área más
delgada en la soldadura. Una inspección visual fácilmente
determinar si el refuerzo de soldadura es superior a la especificada
por los requisitos de ingeniería.
Las grietas pueden ser detectadas en una radiografía sólo
cuando se propaga en una dirección que produce un cambio en el
espesor que es paralelo al haz de rayos X. Las grietas aparecen
como líneas melladas y a menudo como líneas irregulares débiles.
29
Reforzamiento inadecuado
Exceso de refuerzo

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Las grietas pueden aparecer a veces como "colas" en las inclusiones
o porosidad.
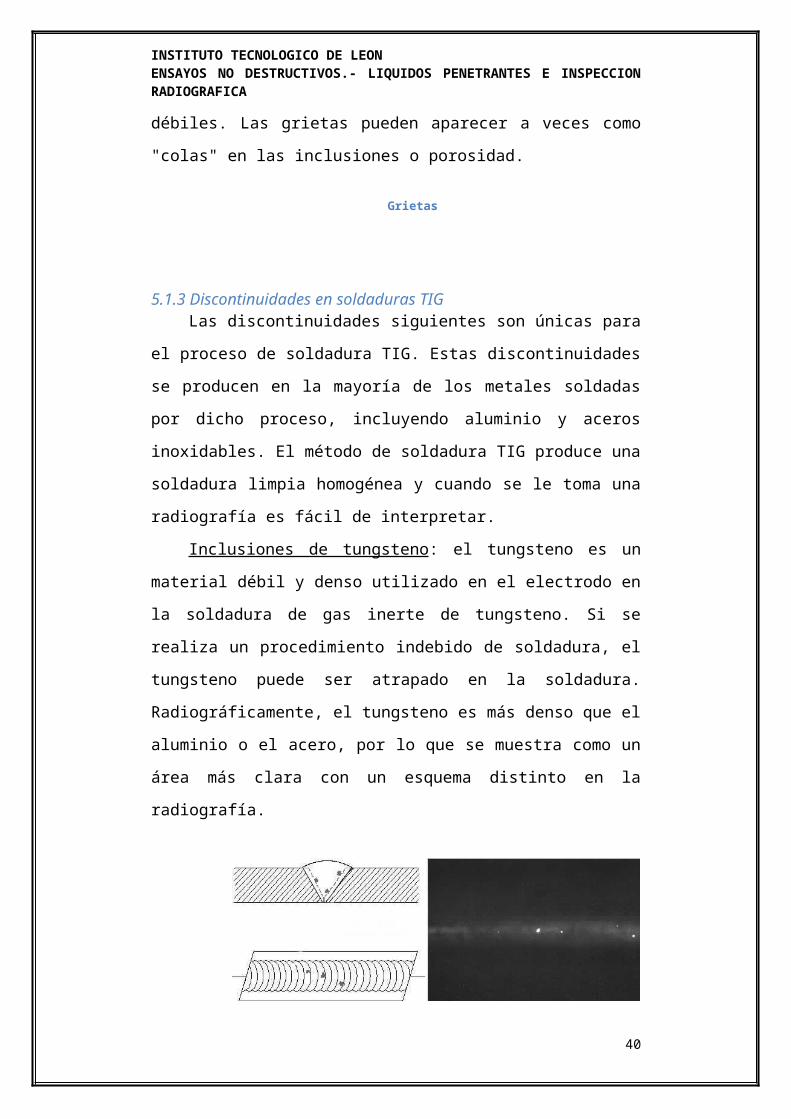
5.1.3 Discontinuidades en soldaduras TIGLas discontinuidades siguientes son únicas para el proceso de
soldadura TIG. Estas discontinuidades se producen en la mayoría de
los metales soldadas por dicho proceso, incluyendo aluminio y
aceros inoxidables. El método de soldadura TIG produce una
soldadura limpia homogénea y cuando se le toma una radiografía es
fácil de interpretar.
Inclusiones de tungsteno: el tungsteno es un material débil y
denso utilizado en el electrodo en la soldadura de gas inerte de
tungsteno. Si se realiza un procedimiento indebido de soldadura, el
tungsteno puede ser atrapado en la soldadura. Radiográficamente,
el tungsteno es más denso que el aluminio o el acero, por lo que se
muestra como un área más clara con un esquema distinto en la
radiografía.
Inclusiones de óxido son generalmente visibles en la superficie
de material que está siendo soldada (especialmente aluminio). Las
inclusiones de óxido son menos densas que el material circundante
y, por lo tanto, aparecen discontinuidades de forma irregular como
puntos oscuros en la radiografía
30
Grietas
Inclusiones de Tungsteno

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
5.1.4 Discontinuidades de soldaduras de arco metálico de gas (GMAW)Las patillas son las longitudes cortas de cable de electrodo de
soldadura, visible sobre la cima o la superficie inferior de la
soldadura o contenidas dentro de la soldadura.
“Quemaduras-por” resulta cuando demasiado calor hace que el
metal de soldadura excesivo penetre la zona de soldadura. A
menudo, grumos de metal se hunden por la soldadura creando una
condición globular de espesor en la parte posterior de la soldadura.
Estos grumos de metal se conocen como carámbanos.
31
Inclusiones de oxido
"Quemadura por..."
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
6.- Interpretación radiográfica- FundicionesEl objetivo principal de las pruebas radiográficas de fundiciones
es el descubrimiento de defectos que desfavorablemente afectan la
fuerza del producto. Las fundiciones son una forma de producto que
a menudo recibe la inspección radiográfica ya que muchos de los
defectos producidos por el proceso de fundición son volumétricos en
la naturaleza, y son así relativamente fáciles para descubrir con este
método. Estas discontinuidades desde luego, son relacionadas con
el bastidor de carencias de proceso, que, de correctamente ser
entendido, pueden conducir a decisiones de aceptar-desecho
exactas así como a medidas convenientes correctivas. Ya que tipos
diferentes y tamaños de defectos tienen los efectos diferentes del
funcionamiento del bastidor, es importante que el interpretador sea
capaz de identificar el tipo y el tamaño de los defectos. ASTM E155,
el Estándar para las Radiografías de bastidores ha sido producido
para ayudar al interpretador a hacer una mejor evaluación de los
defectos encontrados en componentes.
6.1 Indicaciones radiográficas para fundiciones.La porosidad del gas o agujeros de soplado son causados por
el gas acumulado o aire que queda
atrapado por el metal. Estas
discontinuidades son generalmente
de paredes lisas con cavidades
redondeadas de una forma esférica,
alargada o aplanada. Si el bebedero
no es lo suficientemente alta para
proporcionar la transferencia de calor necesaria requerida para
forzar el gas o el aire fuera del molde, el gas o el aire quedará
atrapado cuando el metal fundido comience a solidificarse. Los
golpes también pueden ser causados por la arena que es demasiado
32
Agujeros de porosidad

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
fina, húmeda, o por la arena que tiene una permeabilidad baja para
que el gas no pueda escapar. El alto contenido de humedad en la
arena hace que sea difícil de llevar a los volúmenes excesivos de
vapor de agua lejos de la pieza colada. Otra causa de golpes puede
atribuirse a la utilización de cucharas verdes, al oxido y humedad
Inclusiones de arena y escoria
son los óxidos no metálicos, que
aparecen en la radiografía como
manchas irregulares oscuras. Estas
proceden de porciones
desintegradas de las paredes del
molde o núcleo y / o de óxidos
(formado en la masa fundida) que no han sido desnatado antes de la
introducción del metal en las puertas del molde.
La contracción es una forma de discontinuidad que aparece
como manchas oscuras en la radiografía. La contracción asume
diversas formas, pero en todos los casos se produce porque el metal
fundido se contrae cuando se solidifica, en todas las porciones de la
pieza colada final. La contracción se evita haciendo que el volumen
de la pieza colada esté adecuadamente alimentado por bandas que
retengan la contracción. La contracción en sus diversas formas
puede ser reconocida por un número de características en las
radiografías. Hay por lo menos cuatro tipos de contracción:
1. La cavidad,
2. Dendríticas.
3. Filamentosos.
4. Tipos de esponja.
Algunos documentos designan este
tipo de números, sin nombres reales,
para evitar posibles malentendidos
La contracción de la cavidad
aparece como áreas con distintos límites
33
Inclusión de escoria
Contracción de la cavidad
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
irregulares. Se puede producir cuando el metal se solidifica entre dos
corrientes originales de fusión procedentes de direcciones opuestas
para unirse a un frente común. El encogimiento de cavidad
generalmente se produce en un momento cuando el fundido casi ha
alcanzado la temperatura de solidificación y no hay una fuente de
líquido suplementario para alimentar todas las cavidades posibles.
La retracción dendrítica es una
distribución de líneas muy finas o
pequeñas de cavidades alargadas que
pueden variar en densidad y que por lo
general son sin conectar.
La contracción de filamentos
generalmente se presenta como una
estructura continua de líneas conectadas o ramas de longitud
variable, la anchura y la densidad, o en ocasiones como una red.
La contracción de Esponja se
muestra como áreas de textura de
encaje, con contornos difusos, en
general, hacia la mitad del espesor de
las secciones de fundiciones. El
Encogimiento de esponja puede ser de
contracción dendrítica o de filamentos.
La Contracción de una esponja de filamentos parece más borrosa
debido a que se proyecta a través del recubrimiento relativamente
grueso entre las discontinuidades y la superficie de la película.
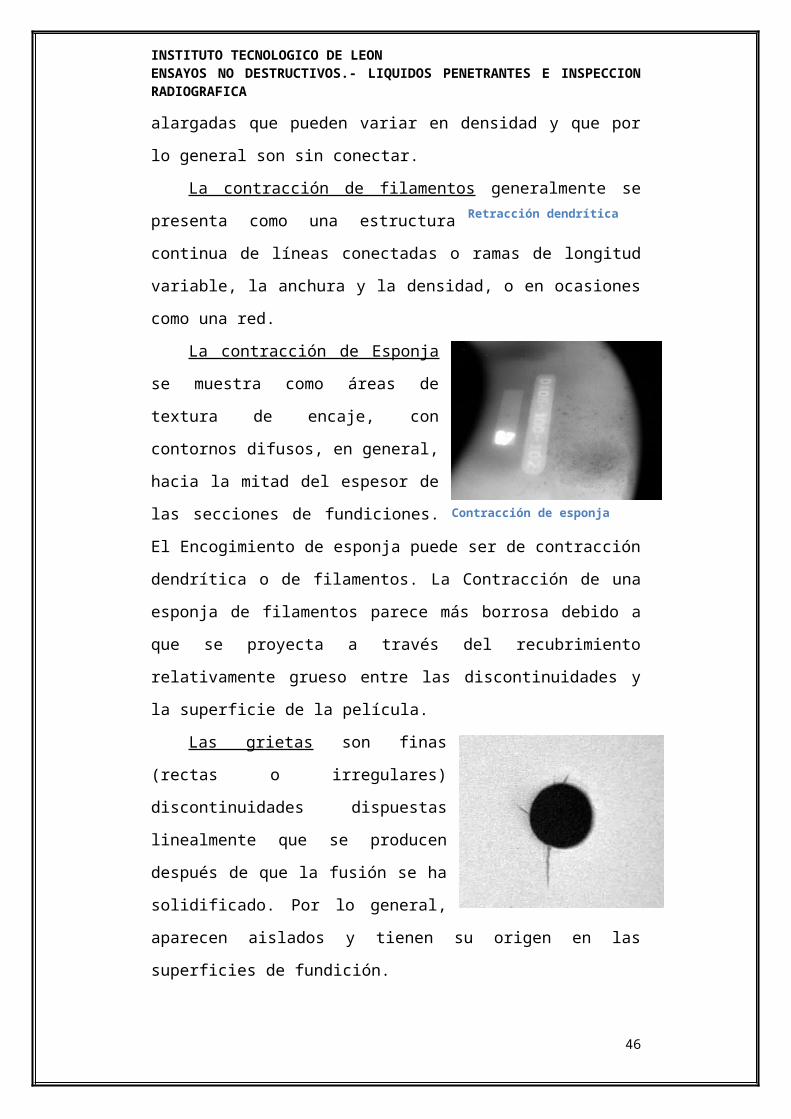
Las grietas son finas (rectas o
irregulares) discontinuidades dispuestas
linealmente que se producen después de
que la fusión se ha solidificado. Por lo
general, aparecen aislados y tienen su
origen en las superficies de fundición.
34
Retracción dendrítica
Contracción de esponja

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
El “cold shuts” generalmente aparece encima o cerca de una
superficie de metal fundido, como
resultado de dos corrientes de la unión de líquidos y que fallan (no
se unen). Pueden aparecer en una radiografía como grietas o como
costuras con bordes lisos o redondeados.
Las inclusiones son materiales no
metálicos en una matriz metálica. Pueden
ser más o menos densas que la aleación
de matriz y aparecerá en la radiografía,
respectivamente, como indicaciones más
oscuras o claras. Este último tipo es más
común en piezas de metal ligero.
El núcleo de cambio se muestra
como una variación en el grosor de
sección, por lo general sobre vistas
radiográficas que representan las
partes diametralmente de enfrente de
partes de bastidor cilíndricas.
“Lágrimas calientes” son
indicaciones linealmente dispuestas
que representan las fracturas formadas en un metal durante la
solidificación debido a la contracción obstaculizada. Esto último
puede ocurrir debido a lo excesivamente duro (totalmente inflexible)
de las paredes del molde o núcleo. El efecto de las lágrimas
calientes, como una concentración de tensión, es similar a la de una
grieta ordinaria y generalmente son defectos sistemáticos. Si los
defectos son identificados como las lágrimas calientes en las
grandes carreras de un tipo de fundición, las mejoras explícitas en la
técnica de fundición se requerirán.
Los “Misruns” aparecen en la radiografías como importantes
áreas densas de dimensiones variables, con un contorno liso
35
Defecto de grieta y "cold shuts"
Inclusiones
Núcleo de cambio

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
definido. En su mayoría aparecen al azar y no se pueden eliminar
fácilmente por las medidas correctivas especificadas en el proceso.
Las manchas son un indicador radiográfico que aparece como
un área borrosa en imágenes más o menos densa. La condición es
un efecto de difracción que se produce en un número relativamente
vago, delgadas secciones radiográficas y, con mayor frecuencia, en
el acero inoxidable austenítico. Las manchas son causadas por la
interacción del límite de grano con la baja energía de rayos X (300
kV o más bajo. Incluso los intérpretes con experiencia a menudo
tienen que comprobar el estado volviendo a la radiografía original.
Los cambios en manchas son entonces muy pronunciada, mientras
que las discontinuidades reales de fundición pueden cambiar sólo un
poco en la apariencia.
36
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
MATERIAL Y EQUIPO:
-Líquidos:
Penetrante (ó penetrador)
Limpiador (ó removedor)
Revelador
-Estopa
-Cubre boca
-Gafas
-Agua
-1 vaso desechable
-Cámara fotográfica
-Compresora
-Guantes de látex
TÉCNICA La técnica empleada es la experimental.
LIMITACIONES. Se presentaron algunas limitaciones que son:
1.- Falta de tiempo.
2.- La disponibilidad de solo una cierta cantidad de líquidos.
37

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
METODOLOGÍA.
Método. El método a emplear es el método experimental
Líquidos penetrantes.1.- Limpieza de la probeta previa al
ensayo.
Bueno el primer paso que se realizo
fue limpiar las piezas metálicas de los
restos de suciedad que pudieran tener,
para esto se limpio primero cada pieza con
estopa para remover el aceite, polvo y
grasa, esto con el propósito de que se
pudiera apreciar bien los defectos que presentaran las piezas, una
vez que se quito toda la suciedad con la estopa se aplicó liquido
limpiador en cada pieza y se volvió a limpiar, esto con el fin de
asegurar que la superficie de las cuatro piezas estuviera limpia.
38
Liquido penetrante (azul), limpiador (amarillo) y penetrador (rojo).
Piezas limpias En esta imagen se muestra a los alumnos limpiando las piezas

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
2.- Aplicación del líquido penetrante.
Después de que las piezas estuvieran
limpias, se aplicó liquido penetrante en la superficie de las diferentes
piezas, la forma de aplicar el penetrante fue con aerosol a una
distancia de aproximadamente 15 cm, el resto de liquido penetrante
que quedo en la mesa se recogió con estopa y se utilizo para
empapar las demás piezas, después de aplicar el liquido penetrante
se le dio un tiempo de 20 minutos para que este hiciera efecto.
Aplicación del liquido penetrante a las diferentes piezas
3.- Aplicación del revelador.
Una vez que pasaron los 20
minutos se quito el exceso de liquido
penetrante de cada pieza con estopa
y hasta que estuviera completamente
limpio, es decir que no se pudieran
observar restos del liquido. Se aplicó
el liquido revelador sobre las
diferentes piezas, el cual se tuvo que agitar con anterioridad (se
recomienda agitar constantemente el revelador para un mejor
efecto).una vez que las piezas están cubiertas de revelador se
espera alrededor de 5 minutos para que se puedan observar los
diversos defectos que presentan aunque puede ser que no
presenten ningún defecto como es en el caso de los pernos.
39
Aplicación del liquido penetrante
Limpieza a la pieza de acero para remover el líquido penetrante
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Inspección radiográfica1.- se prende el negatoscopio
2.- se colocan las radiografías, estas
son ser tocadas con las yemas de los
dedos ni maltratadas tienen que tomarse de
las orillas.
3.- se observan detalladamente cada
una de las radiografías para saber que
defecto tiene si es que lo tiene
4.- se comparan con una guía de defectos o fallos radiográficos
para saber que defecto presenta.
5.- se retiran las radiografías sin ser
maltratadas
6.- se apaga el negatoscopio
40
Pieza con el revelador aplicadoAplicación del revelador a las diferentes
piezas
Negatoscopio
Radiografías

Poros agrupados
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
TABULACIÓN E INTERPRETACIÓN DE RESULTADOS.
Resultados.- Líquidos penetrantes
porosidades
Grietas
No presentaimperfecciones
41

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Resultados.- inspección radiográfica
Radiografía Error Imagen
Tip EQ 9013-
17
Defecto de
soldadura:
Falta de
penetración
Tip EQ 9013-
15
Defecto de
soldadura: Puntos
dispersos.
Defecto de mal
manejo de
película
Tip EQ 9013-
Defecto por
soldadura:
Desalineamiento
Tip EQ 9013-
20
Defecto de
soldadura:
Puntos dispersos
Tip EQ 9012-
6
Defecto de
soldadura:
Puntos dispersos,
puntos dispersos
agrupados
defecto por mal
manejo de
película: dobleces
Tip EQ 9013-
14
Defecto por
soldadura: falta
de penetración
Defecto mal
manejo de
42

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
película:
salpicadura
Tip EQ 9013-
17
Defecto de
soldadura: falta
de penetración y
puntos dispersos
Tip EQ 9013-
15
Defecto de
soldadura: puntos
dispersos
Tip EQ 9013-
10
Defecto de
soldadura:
Puntos dispersos
Defecto mal
manejo de
película:
salpicadura y
dobleces
Tip EQ 9013-
14
Defecto de
soldadura:
Desalineamiento
y falta de fusión
Guía radiográfica de donde se baso para saber los defectos de cada
una de las radiografías.
Defectos de soldadura:
Defectos por fundición
43

Imagen 1 Visualización de la pieza después de la práctica.
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Análisis de resultados.- Líquidos penetrantes En la práctica de líquidos penetrantes lo que se obtuvo como
resultados en general de las 4 piezas fue la revelación de los
defectos que tuvieran las piezas, así pueda ser como grietas,
porosidad entre otras…
Se analizaron y se realizo la práctica
en torno a lo que fueron cuatro piezas las
cuales se describirán individualmente los
defectos presentados por cada una en base
a lo que logramos observar después del
procedimiento adecuado para evidenciar las
fallas, con los líquidos adecuados para la
demostración:
En la primera pieza analizada después
de la aplicación del liquido revelante (alcohol
con talco.) se observa lo que fueron dos
grietas largas que partían la pieza sin
causar una fractura total de la pieza, se
observa claramente dos líneas de tinte rojizo las cuales resaltan ante
el color blanco que adquiere el revelante sobre la pieza, en una de
las esquinas de las líneas se podrá observar lo que es un punto más
recalcado, esta parte es un punto en el cual se podría deducir una
porosidad ya que es diferente el volumen del punto a el que lleva la
línea a lo largo del recorrido.
En la segunda pieza se logro observar lo que fueron
porosidades de forma repetitiva, no estaban lo suficientemente
agrupadas como para observar porosidades agrupadas, sin embargo
si se observan de manera individual lo que son los poros con putos
de tinte rojizo, observables con el fondo de color blanco
proporcionado por el revelador.
44

Imagen 3 Visualización de las piezas con penetrante i enseguida con el revelador.
Imagen 2 Visualización de la pieza con revelador.
Imagen 1 Visualización de la pieza después de la práctica.
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
No se
encontró en estas piezas imperfecciones o fallos que pudieran
presentar sobre la parte de consideramos la que podía ser de mayor
desgaste… Se aplico como en los otros materiales los líquidos de
manera ordenada y con los tiempos adecuados, sin embargo estas
dos piezas las encontramos libres de fallo ya que no se observo en
ningún segmento algún tinte rojizo que evidenciará alguna falla.
45
INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
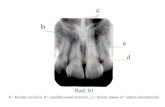
Análisis de resultados.- Inspección RadiográficaNombre de radiografía
Errores existentes Imagen
Tip EQ 9013-17
Falta de penetración:Es un defecto de soldadura presente por la falta de fusión en la raíz de la soldadura o puede que se haya dejado una brecha ya que el metal de la soldadura no ha rellenado la raíz.
Tip EQ 9013-15
Puntos dispersos:Es un defecto de soldadura que se origina por el gas atrapado dentro de la soldadura lo que genera cavidades.Mal manejo de película:
Tip EQ 9013- Desaliñamiento:Es un defecto de soldadura por una falta de alineación entre las placas a soldar.
Tip EQ 9013-20
Puntos dispersos:Defecto de soldadura que se origina por el gas atrapado dentro de la soldadura formando cavidades.
46

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
Tip EQ 9012-6
Puntos dispersos:Defecto de soldadura generado por el gas atrapado dentro de la misma lo que provoca cavidades.Puntos dispersos agrupados:Otro defecto de soldadura provocado por el gas atrapado en grupos dentro de la soldadura lo que genera cavidades redondeadas o alargadas.Mal manejo de película:Dobles.
Tip EQ 9013-14
Falta de penetración:Defecto de la soldadura provocado por la falta de fusión en esta o bien se a dejado una brecha ya que el metal de la soldadura no ha rellenado la raíz.Mal manejo de película:Salpicadura de tungsteno.
Tip EQ 9013-17
Están presentes dos defectos de la soldaduraFalta de penetración:Provocado por la falta de fusión en la soldadura o ya
47

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
sea por que se dejo un brecha ya que el metal de la soldadura no ha rellenado la raíz.Puntos dispersos:Se genera por el gas atrapado en la soldadura provocando cavidades.
Tip EQ 9013-15
Puntos dispersos:Defecto en la soldadura que origina cavidades por el gas atrapado dentro de la soldadura.
Tip EQ 9013-10
Puntos dispersos:Defecto generado en la soldadura debido al gas atrapado dentro de la misma lo que provoca cavidades.Mal manejo de película:Dobleces y salpicadura de tungsteno.
Tip EQ 9013-14
Presenta dos defectos en la soldadura.Desaliñamiento:Se genera por la falta de alineación existente entre las placas a soldar.Falta de fusión:Son generados por los vaciados alargados entre el metal de la soldadura y el metal base
48

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
RECOMENDACIONES:Durante la inspección de las placas, es recomendable tratar de
obtener la mejor exposición posible de las mismas, obscureciendo lo
más posible la habitación y aplicando una fuente de luz
suficientemente buena. Después se requiere de una observación
detallada de la placa para tratar de identificar los defectos esto en
base de los comportamientos de los mismos. Los detalles son
importantes ya que permiten distinguir entre posibles errores que
pudieran ser confundidos con facilidad.
Si nos enfocamos al manejo de las placas, éstas deben de ser
tratadas con mucho cuidado, en resumen, debemos tratar de
tomarlas por los costados y no sobre la cara de la película, porque si
no se podría generar algún dobles que alteraría la imagen o dejar
pequeñas huellas dactilares que empeorarían la calidad de la placa.
También es importante tener en cuenta que las placas deben
ser almacenadas en un lugar obscuro hasta antes del revelado, ya
que la luz directa sobre éstas puede causar que la imagen de la
placa se pierda o se altere. Incluso después del revelado, las placas
deben ser guardadas en un lugar fuera de la exposición directa al sol
para evitar su deterioro a largo plazo.
49

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
CONCLUSIONES:La inspección por radiografías ha alcanzado un amplio uso de
aplicación en todas las áreas de la industria, la seguridad y la salud
del hombre. Es por eso que durante la elaboración de prácticas de
este tipo se pueden aprender una gran cantidad de conocimientos
diversos y específicos sobre el tema.
La práctica de inspección nos permite aprender a evaluar una
soldadura y clasificar sus defectos en base a su origen como lo son
el mal manejo de la placa, defectos en la soldadura o durante la
fundición. Por lo apreciado en el desarrollo de la práctica, los errores
más comunes ocurren durante la aplicación de la soldadura y otros
pocos son debido al manejo de las placas; esto en análisis de las
radiografías de la práctica.
Además, como ocurre en cualquier otra actividad, la práctica
permite que se cree la habilidad de reconocer con una mayor
exactitud el defecto que presenta cada radiografía y, por lo tanto, el
motivo que lo originó pudiendo determinar así un análisis detallado
del problema y una solución adecuada para el mismo.
50

INSTITUTO TECNOLOGICO DE LEONENSAYOS NO DESTRUCTIVOS.- LIQUIDOS PENETRANTES E INSPECCION RADIOGRAFICA
BIBLIOGRAFIA. Fundamentos de la Ciencia e Ingenieria de Materiales, 4ta Edición –
William F. Smith & Javad Hashemi
51