Liquid‐assisted extrusion for bionanocomposite preparation
14
Liquid‐assisted extrusion for bionanocomposite preparation 1 Mitul Patel, Daniel Schwendemann, Shiyu Geng, Kristiina Oksman Luleå University of Technology, Sweden
Transcript of Liquid‐assisted extrusion for bionanocomposite preparation

Liquid‐assisted extrusion for bionanocomposite preparation
1
Mitul Patel, Daniel Schwendemann, Shiyu Geng, Kristiina Oksman
Luleå University of Technology, Sweden

2
Outline
• Background• Challenges of nanocomposites process• Introduction of liquid‐assisted extrusion
process• The current study: Example of Liquid‐
assisted extrusion process

3Northernmost university in Sweden
aÉÜà{xÜÇ Ä|z{à
WÉz áÄxwz|Çz
`|w Ç|z{à áâÇ

4
Melt processing of biobased nanocomposites• The interest to use melt processing have increased very
much during the last years• Most of the studies are focusing on nanocomposites
prepared with “micro‐extruders” or Brabender with different nanocellulose and polymers
• Some attempts are made in larger scale and using continuous processing
• Attention is also paid on functionalized, coated nanomaterials to enhance their dispersion
Oksman et al. Review in Composites part A, 83 (2016) 2‐18

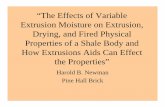
• Is good in mixing and dispersing • Effective removal of volatiles and moisture• Flexible screw design • Fast process, throughput time 30‐60 sec
Tooth mixing elements
Kneading elements
Forward & backward conveying
Conveying elements
Twin‐screw extrusion

Dry feeding• Master‐batch with high nanocellulose content
• Diluted during extrusion
Liquid‐assisted feeding • Fibers/crystals are dispersed in a liquid
• Pump the suspension to the molten polymer
• Removal liquid during process
Freeze drying and granulation
• +
Dried CNC 5gPLA 5 g
Low bulk density
Oksman et al, CSTE, 66 (2006); Bondeson & Oksman, Composites Part A 38 (2007)
• No need too dry the nanomaterials• Reduced health risk when working with nanomaterials as slurry• Improved dispersion
Benefits liquid‐assisted feeding
Feeding of nanomaterials in the extruder is challenging

7
Current study
Polylactic acid reinforced with chitin nanowhiskers via liquid
assisted extrusion‐ Effect of plasticizers on the dispersion of
chitin nanocrystals.

Materials• PLA (Natureworks Ingeo 4043D)• ChNWs produced from chitin powder
Suspension preparationWater in ChNWs : EtOH (1:5) mix with different concentration of Triethyl citrate plasticizer
L : 279 ± 82 nmØ : 13.8 ± 3.2 nm
Samples TEC (wt %) PLA‐TEC
0 7.5 10 12.5 15PLA‐TEC‐ChNW*
ChNW (18 %)
AFM image of ChNW
Materials and nanocomposites characterization
*All nanocomposites were made with 1 wt % ChNW

PLARemoval EtOH/water
ChNW/TEC/EtOH suspesion0.75‐0.92 kg/hr
0.6 kg/hr1.68‐1.85 kg/hr
0123456789
Pure PLA PLA‐TEC7.5 PLA‐TEC10 PLA‐TEC12.5 PLA‐TEC15
MFI (g
/10 min)
Without ChNW With 1 wt% ChNW
Liquid‐assisted extrusion of PLA‐ChNWnanocomposites
Compression molding(190 °C, 2 Mpa, 3 min)
Liquid‐assisted co‐rotating twin screw extrusion

10
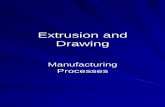
• Addition of ChNWs improve the mechanical properties• Increasing the TEC concentration increases the elongation at break
and decrease the Young’s modulus• Elongation at break is decreased In nanocomposites due to ChNW
aggregates
Mechanical properties

0
5
10
15
20
TEC 0 TEC 7.5 TEC 10 TEC 12.5 TEC 15
Toug
hness
(MJ/m³)
PLA
PLA‐TEC‐ChCW
7 times higher toughness than PLA obtained withhighest TEC content.
Mechanical properties

12
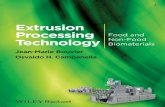
PLA-TEC7.5-ChNWPLA-TEC7.5
PLA-TEC15 PLA-TEC15-ChNW
ChNW aggregates
• Better dispersion with increasing TEC concentration• Nanocomposite with 7.5TEC concentration shows ChNW aggregates
Microstructure and dispersion

13
• Better dispersion of nano‐reinforcement obtainedby liquid‐assisted extrusion than conventionalextrusion process
• Liquid‐assisted extrusion is more simpler,economical and industrial viable process
• With increase amount of plasticizers in liquid‐assisted extrusion even, well‐dispersed anddistributed ChNW in nanocomposites obtained
• Addition of ChNW improves the mechanicalproperties of the nanocomposites
• Does not affect the transparency of film
Conclusions

14
We are grateful for the financial support from
Acknowledgements