KING NUTRONICS CORPORATION QUALITY CONTROL PROGRAM · PDF fileknc pub no. qc-1000, rev. d i...
324
KNC DOC NO. QC-1000, Rev. D RELEASE DATE: February 21, 2013 KING NUTRONICS CORPORATION QUALITY CONTROL PROGRAM MANUAL
Transcript of KING NUTRONICS CORPORATION QUALITY CONTROL PROGRAM · PDF fileknc pub no. qc-1000, rev. d i...

KNC DOC NO. QC-1000, Rev. D RELEASE DATE: February 21, 2013
KING NUTRONICS CORPORATION QUALITY CONTROL PROGRAM MANUAL




KNC PUB NO. QC-1000, Rev. D
i
KING NUTRONICS CORPORATION QUALITY CONTROL PROGRAM MANUAL RECORD OF REVISIONS
SECTION NO.
REVISION LETTER
EFFECTIVE DATE
DESCRIPTION OF CHANGE
QC-1000 A 10/26/11 Initial release of QC-1000 QC Program Manual.
17.1 B 12/15/11 Responsibility for maintaining Approved Vendor List, Form QA-370, assigned to Quality Control Manager.
17.2.1 B 12/15/11 Detailed procedures for surveying and approving service providers and vendors for M&TE and Calibration Standards are cross-referenced in Sections 10.2.3 and 10.2.10
10.2.2 C 12/16/11 Added section accepting manufacturer's certificate of calibration or traceability for new M&TE.
10.2.3 C 12/16/11 Added section accepting manufacturer's certificate of calibration or traceability for new Calibration Standards.
1.1.1 D 2/21/13 Defined J-STD-001E, ANSI/ESD 20.20 and ISO 17025 to annual review requirements. Added necessary review items to Form QA-105, Rev. C.
17 D 2/21/13 Retitled “Subcontractor and Vendor Control.”
18 D 2/21/13 Added J-STD-001E requirements for soldering vendors.

KNC PUB NO. QC-1000, Rev. D
ii
KING NUTRONICS CORPORATION QUALITY CONTROL PROGRAM MANUAL RECORD OF REVISIONS
SECTION
NO. REVISION LETTER
EFFECTIVE DATE
DESCRIPTION OF CHANGE

KNC PUB NO. QC-1000, Rev. D
iii
KING NUTRONICS CORPORATION QUALITY CONTROL PROGRAM MANUAL RECORD OF REVISIONS
SECTION
NO. REVISION LETTER
EFFECTIVE DATE
DESCRIPTION OF CHANGE

KNC PUB NO. QC-1000, Rev. D
iv
KING NUTRONICS CORPORATION QUALITY CONTROL PROGRAM MANUAL RECORD OF REVISIONS
SECTION
NO. REVISION LETTER
EFFECTIVE DATE
DESCRIPTION OF CHANGE

KNC PUB NO. QC-1000, Rev. D
v
FOREWORD
This King Nutronics Corporation Quality Control Program Manual, Document No. QC-1000, and its successive revisions, is intended to establish a comprehensive set of Quality Control policies and procedures. These policies and procedures shall define the management and operation of an inspection system and other preventive and corrective actions taken to ensure the quality and reliability of products and services delivered by the Company to its Customers. The sections in this manual define the elements of each Quality Control policy and procedure and the organizational responsibilities and requirements of Company personnel. Examples of various internal process documents and forms are provided in the Appendices for clarity and completeness. The King Nutronics Corporation Quality Control Program complies with the requirements of MIL-STD-45662A, ANSI/NCSL Z-540, and ISO 17025: 2005. Other Industry Standards and Quality Standards are incorporated as cited in the following sections. The QC-1000 Quality Program Manual shall be revised as the Company adopts additional Quality Standards to ensure conformance to those Standards and accreditation guidelines.

KNC PUB NO. QC-1000, Rev. D
vi
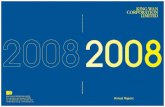
Fig. 1. Quality Control Program QCS-1000 Organizational Chart

KNC PUB NO. QC-1000, Rev. D
vii
TABLE OF CONTENTS Section Page 1 QUALITY CONTROL PROGRAM POLICIES, RESPONSIBILITIES, AND FUNCTIONS .. 1 1.1 Quality Control Program Policies and Procedures ................................................................ 1 1.1.1 Quality Control Program Annual Review ............................................................................... 1 1.1.2 Quality Control Program Internal Audits ................................................................................ 2 1.2 Quality Control Program Elements ........................................................................................ 3 1.3 Responsibilities...................................................................................................................... 4 1.3.1 Engineering Personnel .......................................................................................................... 4 1.3.2 Quality Control Manager ....................................................................................................... 4 1.3.3 Production Manager .............................................................................................................. 5 1.3.4 Receiving Inspection ............................................................................................................. 5 1.3.5 In-Process Inspection ............................................................................................................ 5 1.3.6 Calibration & Final Inspection ................................................................................................ 5 1.3.7 Document Control Officer ...................................................................................................... 5 1.3.8 Sales and Marketing Personnel ............................................................................................ 5 1.3.9 Calibration Lab Manager ....................................................................................................... 6 2 MANUFACTURING, INSPECTION, AND ACCEPTANCE TEST INSTRUCTIONS ............ 5 2.1 Responsibilities...................................................................................................................... 6 2.1.1 Purchasing ............................................................................................................................. 6 2.1.2 Production Manager .............................................................................................................. 6 2.1.3 Engineering Personnel .......................................................................................................... 6 2.1.4 Quality Control Manager ....................................................................................................... 6 2.2 Requirements ........................................................................................................................ 6 2.2.1 Receiving Inspection Instructions .......................................................................................... 6 2.2.2 In-Process Inspection Instructions ........................................................................................ 6 2.2.3 Acceptance Test Procedures ................................................................................................ 7 3 QUALITY ASSURANCE (QA) INSPECTION PROGRAM ................................................... 7 3.1 Responsibilities...................................................................................................................... 7 3.1.1 Receiving Inspection ............................................................................................................. 7 3.1.2 In-Process Inspection ............................................................................................................ 8 3.1.3 Calibration & Final Inspection ................................................................................................ 8 3.1.4 Production Manager .............................................................................................................. 8 3.2 Requirements ........................................................................................................................ 8 3.2.1 Receiving Inspection ............................................................................................................. 8 3.2.2 In-Process Inspection ............................................................................................................ 8 3.2.3 Calibration & Final Inspection ................................................................................................ 8 4 INSPECTION PROCESS CONTROL ................................................................................... 9 4.1 Responsibilities...................................................................................................................... 9 4.1.1 Shipping & Receiving Clerk ................................................................................................... 9 4.1.2 Receiving Inspection ............................................................................................................. 9 4.1.3 In-Process Inspection ............................................................................................................ 9 4.1.4 Calibration & Final Inspection ................................................................................................ 9 4.1.5 Quality Control Manager ....................................................................................................... 9 4.1.6 Alternate Quality Control Manager ........................................................................................ 9 4.2 Requirements ........................................................................................................................ 10 4.2.1 Shipping & Receiving Clerk ................................................................................................... 10 4.2.2 Receiving Inspection ............................................................................................................. 10 4.2.3 In-Process Inspection ............................................................................................................ 11

KNC PUB NO. QC-1000, Rev. D
viii
Section Page 4.2.4 Final Inspection ..................................................................................................................... 12 5 INSPECTION STATUS INDICATORS .................................................................................. 13 5.1 Responsibilities ...................................................................................................................... 13 5.2 Requirements ........................................................................................................................ 13 5.3 Description of Inspection Stamps .......................................................................................... 14 5.4 Assembler Identification Stamps ........................................................................................... 14 6 NON-CONFORMING MATERIAL CONTROL AND DISPOSITION .................................... 15 6.1 Responsibilities ...................................................................................................................... 15 6.1.1 Receiving Inspection ............................................................................................................. 15 6.1.2 In-Process Inspection ............................................................................................................ 15 6.1.3 Calibration and Final Inspection ............................................................................................ 15 6.1.4 Material Review Board (MRB) ............................................................................................... 15 6.2 Requirements ........................................................................................................................ 15 6.2.1 Identification of Non-Conforming Materials ........................................................................... 15 6.2.2 Reporting of Non-Conforming Materials ................................................................................ 16 6.2.3 Root Cause Analysis for Non-Conforming Materials ............................................................. 16 6.2.4 Non-Conforming Materials Disposition Actions ..................................................................... 16 6.2.5 Customer Review Procedures for Non-Conforming Materials .............................................. 17 7 MATERIAL REVIEW BOARD (MRB) ................................................................................... 17 7.1 Responsibilities ...................................................................................................................... 17 7.2 Material Review Board (MRB) Membership .......................................................................... 17 7.3 Requirements ........................................................................................................................ 17 8 INTERNALLY- AND EXTERNALLY-GENERATED CORRECTIVE ACTIONS ................... 18 8.1 Responsibilities ...................................................................................................................... 18 8.1.1 Material Review Board (MRB) ............................................................................................... 18 8.1.2 Quality Control Manager ....................................................................................................... 18 8.1.3 Receiving Inspection ............................................................................................................. 18 8.1.4 Production Manager .............................................................................................................. 18 8.1.5 In-Process Inspection; Calibration and Final Inspection ....................................................... 18 8.2 Requirements ........................................................................................................................ 19 9 CUSTOMER COMPLAINT RESOLUTION ........................................................................... 20 9.1 Responsibilities ...................................................................................................................... 20 9.2 Complaint Resolution Process .............................................................................................. 20 10 CONTROL AND CALIBRATION OF M&TE AND CALIBRATION STANDARDS .............. 21 10.1 Responsibilities ...................................................................................................................... 21 10.1.1 Quality Control Manager. ...................................................................................................... 21 10.1.2 Purchasing ............................................................................................................................. 21 10.2 Requirements ........................................................................................................................ 21 10.2.1 Identification and Registration ............................................................................................... 21 10.2.2 Control of Measuring and Test Equipment (M&TE) .............................................................. 23 10.2.3 Control of Company Calibration Lab Measurement Standards ............................................ 24 10.2.4 Out-of-Tolerance Criteria for M&TE and Calibration Standards ........................................... 27 10.2.5 Customer-Furnished M&TE ................................................................................................... 28 10.2.6 Operation of Company Calibration Laboratories ................................................................... 29 10.2.7 Exceptions and Departures from Documented Policies and Procedures ............................. 30 10.2.8 Government Use of Company M&TE and Calibration Standards ......................................... 30

KNC PUB NO. QC-1000, Rev. D
ix
Section Page 10.2.9 Personally-Owned M&TE ...................................................................................................... 30 11 DOCUMENT CONTROL ....................................................................................................... 31 11.1 Responsibilities...................................................................................................................... 31 11.1.1 Company President ............................................................................................................... 31 11.1.2 Document Control Officer ...................................................................................................... 31 11.1.3 Quality Control Manager and Engineering Personnel ........................................................... 31 11.1.4 Company President and Production Manager (Contracts Administration) ........................... 31 11.2 Requirements ........................................................................................................................ 31 11.2.1 Engineering Drawing Revisions ............................................................................................ 31 11.2.2 Engineering Drawing Distribution .......................................................................................... 33 11.2.3 Engineering Drawing Control ................................................................................................ 33 11.2.4 Government Approval ........................................................................................................... 33 11.3 Records Retention ................................................................................................................. 33 11.3.1 Document Control Officer ...................................................................................................... 33 11.3.2 Production Manager .............................................................................................................. 34 11.3.3 Quality Control Manager ....................................................................................................... 34 12 GOVERNMENT PROPERTY CONTROL ............................................................................. 34 12.1 Responsibilities...................................................................................................................... 34 12.1.1 Receiving Inspection ............................................................................................................. 34 12.1.2 Quality Control Manager ....................................................................................................... 34 12.1.3 Production Manager .............................................................................................................. 34 12.2 Requirements ........................................................................................................................ 34 13 RAW MATERIALS CONTROL ............................................................................................. 35 13.1 Responsibilities...................................................................................................................... 35 13.1.1 Purchasing ............................................................................................................................. 35 13.1.2 Shipping & Receiving Clerk ................................................................................................... 35 13.1.3 Receiving Inspection ............................................................................................................. 35 13.1.4 Production Manager .............................................................................................................. 35 13.2 Requirements ........................................................................................................................ 35 13.2.1 Raw Materials Documentation .............................................................................................. 35 13.2.2 Raw Materials Acceptance .................................................................................................... 35 13.2.3 Raw Materials Storage .......................................................................................................... 35 14 STOCK AND SUPPLY CONTROL ....................................................................................... 36 14.1 Responsibilities...................................................................................................................... 36 14.1.1 Shipping & Receiving Clerk ................................................................................................... 36 14.1.2 Receiving Inspection ............................................................................................................. 36 14.1.3 Production Manager .............................................................................................................. 36 14.2 Requirements ........................................................................................................................ 36 14.2.1 Documentation of Incoming Stock Items and Supplies ......................................................... 36 14.2.2 Processing of Incoming Stock Items and Supplies ............................................................... 37 14.2.3 Identification and Marking of Stock Items and Supplies ....................................................... 38 14.2.4 Warehouse Acceptance ........................................................................................................ 38 14.2.5 Storage of Stock Items and Supplies .................................................................................... 38 14.2.6 Records Retention ................................................................................................................. 38

KNC PUB NO. QC-1000, Rev. D
x
Section Page 15 PACKAGING AND SHIPPING CONTROL........................................................................... 39 15.1 Responsibilities ...................................................................................................................... 39 15.1.1 Production Manager .............................................................................................................. 39 15.1.2 In-Process Inspection ............................................................................................................ 39 15.1.3 Shipping & Receiving Clerk ................................................................................................... 39 15.2 Requirements ........................................................................................................................ 39 15.2.1 Invoice Requirements ............................................................................................................ 39 15.2.2 Final Inspection Requirements .............................................................................................. 39 15.2.3 Shipping Requirements ......................................................................................................... 40 16 PURCHASE ORDER CONTROL ......................................................................................... 41 16.1 Responsibilities ...................................................................................................................... 41 16.2 Requirements ........................................................................................................................ 41 17 SUBCONTRACTOR AND VENDOR CONTROL ................................................................. 43 17.1 Responsibilities ...................................................................................................................... 43 17.1.1 Quality Control Manager ....................................................................................................... 43 17.1.2 Purchasing ............................................................................................................................. 43 17.1.3 Receiving Inspection and In-Process Inspection .................................................................. 43 17.2 Requirements ........................................................................................................................ 43 17.2.1 Subcontractor and Vendor Qualification ............................................................................... 43 17.2.2 Engineering Documentation .................................................................................................. 43 18 SUBCONTRACTOR AND VENDOR QUALIFICATION PROCEDURES ............................ 43 18.1 Responsibilities ...................................................................................................................... 44 18.1.1 Quality Control Manager ....................................................................................................... 44 18.1.2 Purchasing ............................................................................................................................. 44 18.2 Requirements ........................................................................................................................ 44 18.2.1 Work Performed By Subcontractors and Vendors ................................................................ 44 18.2.2 Calibration Laboratory and M&TE Service Providers ............................................................ 45 19 QUALITY CONTROL MANUAL QC-1000 REVISION CONTROL ...................................... 46 19.1 Responsibilities ...................................................................................................................... 46 19.1.1 Company President ............................................................................................................... 46 19.1.2 Quality Control Manager ....................................................................................................... 46 19.2 Requirements ........................................................................................................................ 46 20 TRAINING OF CALIBRATION LABORATORY PERSONNEL ........................................... 47 20.1 Responsibilities ...................................................................................................................... 47 20.2 Requirements ........................................................................................................................ 47 20.2.1 Calibration Laboratory Personnel .......................................................................................... 47 20.2.2 Training Activity ..................................................................................................................... 47 20.2.3 Training Examination ............................................................................................................. 47 20.2.4 Annual Training Review ........................................................................................................ 47

KNC PUB NO. QC-1000, Rev. D
xi
Section Page 21 CALIBRATION LABORATORY ENVIRONMENTAL CONTROL ........................................ 48 21.1 Responsibilities...................................................................................................................... 48 21.1.1 Quality Control Manager ...................................................................................................... 48 21.2 Requirements ........................................................................................................................ 48 21.2.1 Pressure and Torque Calibration Lab Requirements ............................................................ 48 21.2.2 Thermo Unit Calibration Lab Requirements .......................................................................... 48 21.2.3 Environmental Monitoring and Documentation, Pressure and Torque Lab .......................... 48 21.2.4 Environmental Monitoring and Documentation, Thermo Unit Lab ........................................ 49 21.2.5 Drum Recorder Calibration and Maintenance ....................................................................... 49 21.2.6 Backup Drum Recorder ......................................................................................................... 49 21.2.7 Data Logger Calibration and Maintenance ............................................................................ 49 21.2.8 Environmental Monitoring During Standardization and Calibration Activity .......................... 50 21.2.9 Environmental Monitoring During Use of Reference Gage Blocks ....................................... 50 22 OXYGEN-CLEAN POLICIES AND PROCEDURES ............................................................ 50 22.1 Responsibilities...................................................................................................................... 50 22.1.1 Sales and Marketing Personnel ............................................................................................ 50 22.1.2 Purchasing ............................................................................................................................. 50 22.1.3 Production Manager .............................................................................................................. 50 22.1.4 Mechanical Assembly Personnel .......................................................................................... 51 22.1.5 In-Process Inspection ............................................................................................................ 51 22.2 Oxygen-Clean Vendor Qualification ...................................................................................... 52

KNC PUB NO. QC-1000, Rev. D
xii
THIS PAGE IS INTENTIONALLY BLANK

KNC PUB NO. QC-1000, Rev. D
1
1 QUALITY CONTROL PROGRAM POLICIES, RESPONSIBILITIES, AND FUNCTIONS 1.1 QUALITY CONTROL PROGRAM POLICIES AND PROCEDURES 1) All Quality Control Program policies and procedures formulated by the Company President or Quality Control
Manager shall be approved by both prior to implementation. All current Quality Control Program policies and procedures shall be documented in the latest revision of the Quality Control Manual, Doc. No. QC-1000.
2) All revisions to existing Quality Control Program policies and procedures shall be approved by both the
Company President and Quality Control Manager prior to implementation. All revisions shall be documented in the Quality Control Manual.
3) All requests for waivers or deviations from existing Quality Control Program policies and procedures are
subject to review and approval by the Quality Control Manager. 4) The Quality Control Manager shall ensure workmanship, service, and consistency in detail design
characteristics as expressed in the Engineering drawings and product specifications, and enforce the Quality Control Program policies and procedures as established by Senior Management.
5) The Quality Control Manager shall be concerned with all functions that directly or indirectly affect product
quality and the reliability of Company services. 6) Quality Control Inspectors, i.e., Quality Assurance (QA) personnel, shall not be indifferent in their
responsibility for determining the acceptance or rejection of finished goods and replacement parts delivered to the Customer. QA shall coordinate with Engineering personnel and the Production Manager to verify the accuracy of Engineering drawings and product specifications so that design data and calculations can be proved or disproved.
7) The Production Manager shall ensure that workmanship standards and Quality Control Program policies and
procedures are complied with throughout the manufacturing process as defined in this manual. 8) The Quality Control Manager shall ensure that the Quality Control Program is in compliance with Quality
Control Standards and Industry Standards documents as defined by the Company President, third-party accreditation organizations, and customer contract and purchase order requirements.
1.1.1 QUALITY CONTROL PROGRAM ANNUAL REVIEW. The Quality Control Manager shall, on a yearly basis, review the suitability and effectiveness of the Quality Control Program, and its compliance with Quality Control Standards and Industry Standards requirements, the requirements of third-party accreditation organizations, and customer and purchase order requirements. The review shall be conducted in the first quarter of each Calendar Year. The following Quality Control Standards and Industry Standards documents shall be used as the basis for Quality Control policies and procedures incorporated in the QC-1000 quality program: MIL-I-45208A and superseding documents ANSI/NCSL Z540-1 and ANSI/NCSL Z540.2 ISO 17025: 2005 IPC J-STD-001E: 2010 ANSI/ESD 20.20: 2007

KNC PUB NO. QC-1000, Rev. D
2
Additional quality control and industry standards documents may be included in the document review for incorporation into the QC-1000 quality policy and procedures to maintain conformance to customer contract and purchase order requirements. The results of the annual Quality Control Program review shall be documented by the Quality Control Manager on the Quality Control Program Review Form, Doc. No. QA-105, and forwarded to the Company President. The Company President and Senior Management shall evaluate the continuing suitability and effectiveness of the Quality Control Program, and recommend any necessary changes or improvements in the form of Corrective Action Requests (CARs). Section 8 of this manual defines the policies and procedures for internally-generated corrective actions. The Quality Control Manager is responsible for documenting and resolving the Corrective Actions for all discrepancies noted during the annual review. A copy of the annual review report and all related data shall be retained permanently by the Quality Control Manager as described in Section 11 of this manual, “Document Control.” Appendix A contains an example of the Quality Control Program Review Report Form, QA-105. 1.1.2 QUALITY CONTROL PROGRAM INTERNAL AUDITS. The Quality Control Manager shall, on a yearly basis, conduct an internal audit of Company activities to verify that operations continue to comply with the requirements of the Quality Control Program, and Quality Standards and Industry Standards documents defined in Section 1.1.1. The internal audit shall address all elements of the Quality Control Program, including testing and calibration lab activities. Personnel conducting internal audits shall be trained and qualified for such tasks. When audit findings cast doubt on the effectiveness of operations or on the correctness or validity of testing and calibration results, timely corrective action shall be taken. Customers shall be notified in writing if investigations show that laboratory results may have been affected. Internal audit activities, audit findings, and resultant corrective actions shall be documented. Follow-up audits of previous findings shall be conducted and documented to verify the implementation and effectiveness of corrective actions taken. Audit findings may also be used as the basis of the Quality Control Program Annual Review described previously in Section 1.1.1. Appendix A contains an example of the Internal Quality Audit Form, QC-300.

KNC PUB NO. QC-1000, Rev. D
3
1.2 QUALITY CONTROL PROGRAM ELEMENTS The Quality Control Program consists of the functional elements detailed in the following manual sections: 1) Quality Control Program Policies, Responsibilities, and Functions 2) Manufacturing, Inspection, and Acceptance Test Instructions 3) Quality Assurance (QA) Inspection Program 4) Inspection Process Control 5) Inspection Status Indicators 6) Non-Conforming Material Control and Disposition 7) Material Review Board (MRB) 8) Internally- and Externally-Generated Corrective Actions 9) Customer Complaint Resolution 10) Measuring and Test Equipment Control and Calibration 11) Document Control 12) Government Property Control 13) Raw Materials Control 14) Stock and Supply Control 15) Packaging and Shipping Controls 16) Purchase Order Control 17) Subcontractor and Vendor Control
18) Subcontractor and Vendor Qualification 19) Quality Control Manual QC-1000 Revision Control 20) Training of Calibration Laboratory Personnel 21) Calibration Laboratory Environmental Control 22) Oxygen-Clean Policies and Procedures

KNC PUB NO. QC-1000, Rev. D
4
1.3 RESPONSIBILITIES 1.3.1 ENGINEERING PERSONNEL. Engineering personnel are responsible for the following functions and duties: 1) Change and control of Engineering drawings and product specifications.
2) Participating in Material Review Board (MRB) actions as a permanent member.
3) Preparing work instructions and acceptance test procedures (ATPs) for use by the Production Manager and
Quality Assurance (QA) personnel. 1.3.2 QUALITY CONTROL MANAGER. The Quality Control (QC) manager is responsible for the following functions and duties: 1) Reviewing, implementing and enforcing Quality Control Program policies and procedures as defined in QC
1000.
2) Evaluating subcontractor, vendor, and in-plant product quality.
3) Maintain inspection and test records.
4) Overseeing Quality Assurance (QA) activities, i.e., Receiving Inspection, In-Process Inspection, and Calibration & Final Inspection.
5) Steering the Corrective Action process for internally- and externally- detected Non-Conformances. 6) Preparing reports on Non-Conformance Corrective Actions for Senior Management.
7) Participating in Material Review Board (MRB) as a permanent member.
8) Investigating customer complaints, discrepancies, and other Non-Conformances in returned products.
9) Maintaining control and issuance of Quality Assurance inspection stamps.
10) Coordinate maintenance and schedule re-certification of test and measurement equipment and calibration
standards used in determining or establishing the acceptability of materials and finished goods and replacement parts delivered to the Customer.
11) Overseeing the training of Company personnel on Quality-related subjects and maintaining records of
training activities.

KNC PUB NO. QC-1000, Rev. D
5
1.3.3 PRODUCTION MANAGER. The Production Manager oversees aspects of the manufacturing process, i.e., the Machine Shop, Electronics Assembly and Mechanical Assembly, and Purchasing. The Production Manager is also responsible for ensuring that manufacturing travelers, i.e., shop orders and production checklists, contain instructions and procedures required for in-process and final inspection of machined parts, electronic assemblies, etc., fabricated within the company’s facilities, and by outside subcontractors and vendors, per the approved Engineering drawings. Additionally, the Production Manager shall maintain complete records of shipped goods, including calibration data, acceptance test reports, and production checklists, as applicable. Such records shall be retained by the Production Manager for a period of five years per the procedures in Section 11 of this manual, “Document Control.” 1.3.4 RECEIVING INSPECTION. Under the scope of QA, Receiving Inspection determines the suitability of received items, such as raw materials, incoming stock, and finished goods, per applicable Engineering drawings and product specifications, and records the acceptance or rejection status and the inspection date on the Purchase Order for use by the Production Manager and Quality Control Manager. 1.3.5 IN-PROCESS INSPECTION. Under the scope of QA, In-Process Inspection assures complete inspection and acceptance testing coverage and surveillance throughout the manufacturing process, including compliance with workmanship, packaging, and shipping container requirements. Inspects and compiles all records pertaining to Oxygen-Clean finished goods and replacement parts. Prepares all In-Process Inspection records and forwards them to the Production Manager for retention. 1.3.6 CALIBRATION & FINAL INSPECTION. Operating within the King Nutronics Corp. pressure, temperature, and torque/force calibration laboratories under the scope of QA, Calibration & Final Inspection tests, inspects, and calibrates all assembled systems, i.e., finished goods, for compliance to technical specifications, workmanship standards, and Customer requirements. Additionally, Calibration & Final Inspection inspects all replacement parts prior to shipment to the Customer to ensure completeness and conformance to Quality Control policies and procedures. Compiled calibration data and final acceptance test reports are forwarded by Calibration & Final Inspection to the Production Manager for records retention. 1.3.7 DOCUMENT CONTROL OFFICER. Operating under the scope of QA, the Document Control Officer is responsible for revising, modifying, and cataloging all Engineering drawings and Company documentation per the Quality Control Program policies and procedures in this manual. The Document Control Officer is responsible for maintaining the current Engineering drawing revisions in the Active Drawings File and a History file of obsolete Engineering drawings and Company documents. The Document Control Officer is also responsible for Engineering drawing changes as specified on an Engineering Change Order (ECO). 1.3.8 SALES AND MARKETING PERSONNEL. Sales and Marketing personnel are responsible for communications with customers regarding products and services delivered by the Company. Sales & Marketing is also responsible for producing and maintaining Company price lists and marketing materials as directed by Senior Management. Sales & Marketing shall ensure that all marketing materials and external communications to customers are accurate and reflect current Engineering drawing revisions, product specifications, and product configurations.

KNC PUB NO. QC-1000, Rev. D
6
1.3.9 CALIBRATION LAB MANAGER. The Calibration Lab Manager is responsible for the calibration, service, and maintenance of Company-manufactured finished goods and units repaired for service using certified M&TE and Calibration Standards. The Calibration Lab Manager schedules the laboratory workload and supervises personnel in the proper use of laboratory equipment. The Calibration Lab manager also trains personnel in the laboratories, reviews their work for accuracy, and maintains records of calibration and service work performed. The Calibration Lab Manager coordinates with the Quality Control Manager to schedule the maintenance and re-certification of the lab's Calibration Standards and M&TE. Working with the Quality Control Manager, the Calibration Lab Manager investigates customer complaints, discrepancies, and other non-conformances affecting finished goods, replacement parts, or services. The Calibration Lab Manager reviews the procedures in use for accuracy, and makes recommendations to the Quality Control Manager for revisions as required. 2 MANUFACTURING, INSPECTION, AND ACCEPTANCE TEST INSTRUCTIONS 2.1 RESPONSIBILITIES 2.1.1 PURCHASING. Under the scope of the Production Manager, Purchasing is responsible for ensuring that Purchase Orders (Form QA-305) for raw materials, stock items, supplies, and processing by subcontractors and vendors contains all information required for Receiving Inspection to verify compliance with the Engineering drawings and product specifications. 2.1.2 PRODUCTION MANAGER. The Production Manager is responsible for ensuring that work travelers, i.e., Shop Orders (Form No. QA-300) and production checklists, contain all instructions and procedures required for in-process and final inspection of machined parts, electronic assemblies, etc., fabricated within the company’s facilities per approved Engineering drawings and product specifications. Items covered under the scope of these Quality Program policies and procedures shall be referred to as finished goods and replacement parts within this manual. 2.1.3 ENGINEERING PERSONNEL. Engineering personnel are responsible for preparation of Acceptance Test Procedures (ATPs) for use by personnel to ensure conformance to the Engineering drawings, product specifications, customer requirements, and Quality Control Program policies and procedures. 2.1.4 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for final approval of Acceptance Test Procedures (ATPs), production checklists, work instructions, and other documents that affect finished goods and replacement parts under the scope of the Quality Control Program policies and procedures. 2.2 REQUIREMENTS 2.2.1 RECEIVING INSPECTION INSTRUCTIONS. Receiving Inspection instructions shall be noted on Purchase Orders (Form QA-305) as applicable. Characteristics to be inspected, and the acceptance/rejection criteria, shall be specified in the PO or applicable Engineering drawing, specification, or catalog description. The PO shall also specify requirements and acceptance criteria for material certifications and test reports. 2.2.2 IN-PROCESS INSPECTION INSTRUCTIONS. In-Process Inspection instructions shall be part of the applicable work traveler (Shop Order Form QA-300 or production checklist). Characteristics to be inspected and/or tested, and the acceptance/rejection criteria, shall be specified on the work traveler or applicable Engineering drawing. The work traveler shall require an inspection stamp imprint to indicate the inspection status. Appendix B contains examples of Shop Order and production checklist forms.

KNC PUB NO. QC-1000, Rev. D
7
2.2.3 ACCEPTANCE TEST PROCEDURES. Acceptance Test Procedures (ATPs) shall be prepared for each type of assembly, component or system to be inspected. Distribution of ATPs shall be controlled to ensure that only the latest revision is utilized. ATPs shall contain the information listed below. Appendix C contains examples of typical Acceptance Test Procedures (ATPs). ATPs shall fall under the scope of Final Inspection as a Quality Assurance (QA) function. Acceptance Test Procedures (ATPs) shall document the following information: 1) Test procedure form number. 2) Date the procedure was released to the Production Manager for manufacturing. 3) Revision letter of the procedure. 4) Item nomenclature. 5) Item model number and part number, as applicable. 6) Serial number, software revision, control number, or other unique identifiers. 7) Contract number, as applicable. 8) Date inspection was initiated. 9) Step-by-step procedures for conducting the inspection, including all parameters and tolerances that require
verification. 10) Identification of the inspection equipment to be used. Space should be provided to record the serial numbers
and calibration expiration date information for the inspection equipment. 11) Space, adjacent to each step, for the technician to indicate that a particular procedural step has been
completed. 12) Space to record the date the inspection was completed. 13) Space for a signature or initial of the technician performing the inspection. 14) Space for a Quality Assurance inspection stamp imprint indicating the status of the inspection. 3 QUALITY ASSURANCE (QA) INSPECTION PROGRAM 3.1 RESPONSIBILITIES 3.1.1 RECEIVING INSPECTION. Under the scope of Quality Assurance (QA), Receiving Inspection is responsible for the following functions: 1) Ensuring the acceptability of test reports and certifications that accompany material purchased or processed
outside the company’s facilities.
2) Verifying that part numbers, descriptions, quantities of incoming items are correct per purchase order and customer invoice. Verifying that required documentation such as calibration and Oxygen-clean certificates are included with relevant items. Rectifying discrepancies and shortages with Purchasing.

KNC PUB NO. QC-1000, Rev. D
8
3) Completion of the Receiving Inspection Report Form QA-317, when applicable, for material received and
inspected, as defined per customer contract or purchase order. 3.1.2 IN-PROCESS INSPECTION. Under the scope of QA, In-Process Inspection is responsible for ensuring that all acceptance tests defined for company manufacturing processes are performed. In-Process Inspection shall verify that work travelers (Shop Order Form QA-300 and production checklists) are stamped to indicate that required inspections and/or ATPs have been performed, and that Inspection Report QA-318 is completed, when applicable per customer contract or purchase order. Appendix E contains an example of In-Process Inspection Report Form QA-318. 3.1.3 CALIBRATION & FINAL INSPECTION. Under the scope of QA, Calibration & Final Inspection is responsible for ensuring that all final acceptance tests have been completed and that the production checklist has been stamped by In-Process Inspection to indicate that the required tests and inspections have been performed. Calibration & Final Inspection is also responsible for ensuring that finished goods have been standardized and calibrated to current specifications and acceptance criteria, and for forwarding all test and calibration data to the Production Manager for records retention. 3.1.4 PRODUCTION MANAGER. The Production Manager is responsible for retaining all inspection and test records, and final acceptance test reports, with the Bookkeeping copy of the Purchase Order, shop order, and other pertinent documents. Inspection and test records defined in this policy shall be maintained for a period of five years, per the policies and procedures in Section 11 of this manual, “Document Control.” 3.2 REQUIREMENTS 3.2.1 RECEIVING INSPECTION. Under the scope of QA, Receiving Inspection is responsible for the following functions and duties: 1) Test reports and certifications that accompany purchased material shall be checked 100% against applicable
specifications. 2) The quantity accepted and/or rejected, together with all pertinent data, shall be noted on the receiving copy
of Purchase Order Form QA-305, or in the “Remarks” column of the Receiving Inspection Form QA-317, when applicable. The designated area shall be marked with a QA inspection stamp to signify approval.
3) One copy of all test reports and certifications and the packing slip shall be filed with the Bookkeeping copy of
the PO. 4) When a Non-Conformance is found, the procedures outlined in Section 6, “Non-Conforming Materials
Control and Disposition,” shall be followed. 3.2.2 IN-PROCESS INSPECTION. Under the scope of QA, In-Process Inspection is responsible the following functions and duties: 1) In-process and final inspection reports shall be an integral part of all work travelers. 2) Inspection reports shall include characteristics inspected, number of observations made, number and type of
deficiencies found, and quantities accepted and rejected. 3) When a Non-Conformance is found, the procedures outlined in Section 6, “Non-Conforming Materials
Control and Disposition,” shall be followed. 3.2.3 CALIBRATION & FINAL INSPECTION. The following items are required for Calibration & Final Inspection Records submitted to the Production Manager:

KNC PUB NO. QC-1000, Rev. D
9
1) QA Acceptance reports compiled by Calibration & Final Inspection shall consist of completed ATP forms,
standardization and calibration data, and related documents, such as the Certificate of Traceability issued by the Quality Control Manager for calibrated finished goods.
2) Calibration & Final Inspection shall present all completed ATP forms to In-Process Inspection for review and
inspection to applicable requirements. After review and inspection is complete, In-Process Inspection shall stamp the ATP s to signify QA Acceptance of the item.
3) Upon QA Acceptance, Calibration & Final Inspection shall forward a report, consisting of copies of the
stamped ATP forms and standardization and calibration data to the Production Manager for retention with the Bookkeeping copy of the Purchase Order (Form QA-305), Shop Order (Form QA-300), and other relevant documents. Documents shall be retained by the Production Manager in accordance with the policies and procedures in Section 11 of this manual, “Document Control.”
4) The Production Manager shall make all compiled records available for review by Company personnel,
customer representatives, auditors, government inspectors, and others with authorized access. A filing system for the purpose of archiving and retrieving inspection and test records shall be maintained.
5) When a Non-Conformance is found, the procedures outlined in Section 6, “Non-Conforming Materials
Control and Disposition,” shall be followed. 4 INSPECTION PROCESS CONTROL 4.1 RESPONSIBILITIES 4.1.1 SHIPPING & RECEIVING CLERK. The Shipping & Receiving Clerk is responsible for receiving, processing, and routing all incoming materials. 4.1.2 RECEIVING INSPECTION. Under the scope of Quality Assurance (QA), Receiving Inspection is responsible for inspecting all materials intended for production use that have been purchased or processed inside the Company’s facilities. Receiving Inspection shall be completed before materials can be placed in stock or distributed to manufacturing by the Shipping & Receiving Clerk. 4.1.3 IN-PROCESS INSPECTION. Under the scope of QA, In-Process Inspection is responsible for inspecting and/or testing all machined parts, electronic assemblies, etc., that are fabricated within the company’s facilities, and by outside vendors. Inspections shall take place after the completion of each discrete step of the manufacturing process, as determined by Engineering and the Quality Control Manager. In-Process Inspections shall be documented on the production checklist for the equipment per the procedures in Section 3 of this manual, “Quality Assurance (QA) Inspection Program.” 4.1.4 CALIBRATION & FINAL INSPECTION. Under the scope of QA, Calibration & Final Inspection is responsible for conducting and compiling Acceptance Test Procedures (ATPs), as well as standardization and calibration data, as defined per the procedures in Section 3.2.3 of this manual. 4.1.5 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for implementing sampling inspection plans for the inspection of materials intended for processing to verify their conformance to Engineering and product specifications, material certifications, acceptance test reports, and Customer requirements. 4.1.6 ALTERNATE QUALITY CONTROL MANAGER. An Alternate Quality Control Manager shall be designated in the event that the Quality Control Manager is absent. The Alternate Quality Control Manager shall be selected from among trained Calibration Lab and Quality Assurance personnel or Senior Management.

KNC PUB NO. QC-1000, Rev. D
10
4.2 REQUIREMENTS 4.2.1 SHIPPING & RECEIVING CLERK. The Shipping & Receiving Clerk is responsible for the following functions and duties: 1) All purchased materials, stock items, finished parts, pressure gauges, etc., shall be routed to the Shipping &
Receiving clerk for distribution or placement into inventory. No exceptions to this requirement shall be made, regardless of delivery method, i.e., vendor or company truck, commercial shipping, or by any other means.
2) A copy of all applicable Purchase Orders (Form QA-305) shall be forwarded to the Shipping & Receiving
Clerk to note discrepancies. 3) The Shipping & Receiving Clerk shall verify that the material description and quantity delivered are in
agreement with the shipping documents. The shipping documents shall be compared to the PO to verify compliance. All discrepancies shall be noted on the receiving documents. The PO and shipping documents shall be verified by Receiving Inspection and marked with an inspection stamp and date to document receipt of the material.
4) Materials requiring certification or test reports shall be held by the Shipping & Receiving Clerk pending
receipt of these documents. Upon receipt of the required certifications or test reports, the material, certifications, shipping documents, and PO shall be forwarded to Receiving Inspection for review.
5) Semi-finished parts requiring additional in-plant operations shall be forwarded, with certifications, shipping
documents, and the PO to Receiving Inspection by the Shipping & Receiving Clerk. 6) Upon completion of Receiving Inspection and QA Acceptance, all certifications, shipping documents and
POs shall be compiled by the Shipping & Receiving Clerk and forwarded to the Production Manager. The Shipping & Receiving Clerk shall route the Accepted material to the warehouse inventory or in-plant production, as appropriate.
7) The Production Manager shall forward the original shipping documents and PO to Bookkeeping for payment.
These documents will be returned to the Production Manager when the Bookkeeping tasks are complete. The original shipping documents and PO shall be retained by the Production Manager per the policies and procedures in Section 11 of this manual, “Document Control.”
4.2.2 RECEIVING INSPECTION. Receiving Inspection is responsible for the following requirements: 1) Receiving Inspection shall inspect all incoming materials purchased or processed outside the company’s
facilities and shall accept only those materials which conform to the applicable Engineering drawing or specifications, catalog descriptions, or Purchase Order instructions.
2) Receiving Inspection shall inspect the workmanship of all incoming materials processed outside the
company’s facilities. The accept/reject criteria shall be based on MIL-HDBK-454B, Guideline 9, when applicable.
3) Receiving Inspection shall inspect all materials received 100% unless otherwise instructed by Engineering or
Senior Management. 4) Sampling inspection plans used for Receiving Inspection shall be designed to meet the requirements of the
applicable project or job. 5) QA Acceptance by Receiving Inspection shall be noted on the receiving documents and PO. If Non-
Conformances are determined by Receiving Inspection, the Receiving Inspection Report Form QA-317 shall be completed for use per the polices and procedures in Section 6 of this manual, “Non-Conforming Materials Control and Disposition.”

KNC PUB NO. QC-1000, Rev. D
11
6) Accepted raw materials accompanied by test reports or certifications shall be clearly marked by Receiving
Inspection to indicate the project number and type of material. 7) Non-Conforming Materials rejected by Receiving Inspection shall be processed per the policies and
procedures in Section 6 of this manual, “Non-Conforming Materials Control and Disposition.” 8) After last-piece delivery, the tooling used in-house and by any third-party vendors or subcontractors for
fabrication of Company materials shall be inspected. If Non-Conformances are noted, the tooling shall be reworked prior to storage unless a waiver is received from the Production Manager. Tooling with an approved waiver shall be tagged indicating the nature of the Non-Conformance.
4.2.3 IN-PROCESS INSPECTION. In-Process Inspection is responsible for the following requirements: 1) First Article Inspection shall be performed for each new manufacturing operation. 2) After the First Article Inspection, subsequent inspections shall be conducted per the following sampling plan.
The sampling plan lot size used shall be recorded on the Shop Order Form QA-300.
Lot Size Inspection Sample Size
1 – 10 100%
11 – 25 50%
26 – 50 30%
51 – 100 20%
101 – 500 10%
501+ 5%
3) When required by Contract or Customer specifications, the acceptable quality level (AQL) shall be
determined by the procedures in MIL-STD-1916. 4) Parts and assemblies shall be inspected between operations as specified on Shop Order Form QA-300.
Non-Conforming Materials and related processes shall be documented on Form QA-318, “In-Process Inspection Report” for use by the Material Review Board and the Quality Control Manager.
5) Shop Order Form QA-300 shall be issued for each job to be performed and remain with the materials
through all manufacturing processes. 6) Modifications to Shop Order Form QA-300 shall only be made by authorized personnel and approved by the
Production Manager. 7) Implementation of parts modifications and other work specified on the Engineering Change Orders (ECOs)
shall be documented on the Shop Order Form QA-300. ECO implementation shall be verified by In-Process Inspection to ensure conformance to Engineering and Quality Control Program requirements. In-Process Inspection shall be furnished copies of revised Engineering drawings and Specifications, as appropriate.
8) Unscheduled inspections may be conducted at the discretion of the Quality Control Manager and Senior
Management. 9) Completed assemblies shall be inspected prior to final system assembly as described in Section 3 of this
manual, “Quality Assurance (QA) Inspection Program.” The inspection status shall be documented on the Shop Order by means of a QA inspection stamp and the inspection date.

KNC PUB NO. QC-1000, Rev. D
12
10) All completed materials or parts shall be inspected for compliance to dimensional specifications prior to the
application of protective treatment, unless otherwise noted on Shop Order Form QA-300. 11) All material, parts, or assemblies shall be inspected for correct part number identification, inspection stamp
imprints, workmanship, etc., after the application of finishing processes, e.g., plating, anodizing, painting, as defined on Shop Order Form QA-300.
12) In-Process Inspection shall verify the workmanship of all completed parts as defined per the policies and
procedures in Section 3 of this manual, “Quality Assurance (QA) Inspection Program.” The acceptance/rejection criteria shall be based on MIL-HDBK-454B, Guideline 9, when applicable. Inspection status shall be documented on Shop Order Form QA-300 by means of a QA inspection stamp and the inspection date.
4.2.4 FINAL INSPECTION. Visual and physical inspection of finished goods and replacement parts shall be conducted per the following procedures: 1) An inspection prior to shipping, consisting of visual inspection for damage, omissions, and an evaluation of
the appearance of the product, shall be performed under the scope of Final Inspection. The shipping container and packaging shall also be inspected for compliance with applicable regulations and Contract requirements.
2) Final Inspections shall be conducted on all (100%) products ready for shipment to the Customer unless
otherwise specified in the Contract or Customer specifications. 3) Final Inspection shall be conducted per the applicable Acceptance Test Procedures (ATPs) or instructions on
the production checklist. 4) The workmanship of all finished goods and replacement parts shall be inspected. The acceptance/rejection
criteria shall be based on MIL-HDBK-454B, Guideline 9, when applicable. 5) Final Inspection of finished goods serviced and calibrated in the Company Calibration Laboratories shall be
inspected for proper function and completeness. Final Inspection of calibrated and serviced finished goods shall be documented on Form QA-307, “Final Inspection Checklist.”

KNC PUB NO. QC-1000, Rev. D
13
5 INSPECTION STATUS INDICATORS 5.1 RESPONSIBILITIES All Quality Assurance (QA) inspection status indicators, i.e., inspection stamps and assembler identification stamps, are under the direct control of the Quality Control Manager. 5.2 REQUIREMENTS 1) Inspection stamps shall be issued only to personnel authorized by the Quality Control Manager. 2) Authorization shall be limited to Quality Assurance inspectors who, through related experience, on-the-job
training, or a combination thereof, have demonstrated technical competence in the assigned tasks. 3) A stamp control record, Form QA-380, shall be maintained. Appendix F contains an example of Stamp
Control Record Form QA-380. The record shall include the following information:
a) Name of Quality Assurance employee receiving the stamps. b) Stamp issue date.
c) Stamp control number.
d) Stamp imprints.
e) Stamp return date.
4) Loss of any inspection stamp shall be immediately reported to the Quality Control Manager. A notation of
“LOST” and the date will be made on the stamp control record. 5) Upon termination of employment, the employee shall return all assigned inspection stamps. Returned
stamps shall be re-issued to new personnel. 6) The inspection stamp number “1” shall be reserved for use by the Quality Control Manager.

KNC PUB NO. QC-1000, Rev. D
14
5.3 DESCRIPTION OF INSPECTION STAMPS Table 5.1 describes the types of Quality Assurance inspection stamps authorized for use, by imprint, description, and stamp material. All symbols are inscribed in a ½” diameter circle. Table 5.1 Authorized QA Inspection Stamp Imprints
Imprint Description Material
Acceptance Stamp: Indicates material conforms to all inspection requirements.
Steel, vinyl, plastic, or etching.
Withheld For Material Review Stamp: Indicates material is not in conformance with inspection requirements and is subject to Material Review Board action.
Steel, vinyl, plastic, or etching.
Material Review Acceptance Stamp: When stamped over the Withheld for Material Review Stamp, this stamp indicates Material Review Board acceptance of previously withheld material.
Steel, vinyl, plastic, or etching.
5.4 ASSEMBLER IDENTIFCATION STAMPS 1) Steel stamps indicating the identity of assembly personnel shall be maintained and distributed by the Quality
Control Manager. Such stamps shall be used for embossing serial number identification plates for newly manufactured equipment in the designated areas.
2) Assembler stamps shall consist of a unique identification number above the abbreviation “KNC,” inscribed
within a ¼” diameter circle. 3) A unique identification stamp shall be issued to each assembler by the Quality Control Manager upon the
assumption of work assignments. The identification stamp shall be returned to the Quality Control Manager upon termination of employment, or transfer to non-assembly related work. Returned stamps shall be re-assigned to new personnel.
4) A card recording the assembler stamp numbers and assigned personnel shall be maintained and updated
when changes dictate. This record shall be stored in the Tool and Gage Cabinet card file.

KNC PUB NO. QC-1000, Rev. D
15
6 NON-CONFORMING MATERIALS CONTROL AND DISPOSITION 6.1 RESPONSIBILITIES 6.1.1 RECEIVING INSPECTION. Under the scope of Quality Assurance (QA), Receiving Inspection is responsible for identifying materials procured by Purchase Order that do not conform to applicable Engineering drawings, product specifications, certifications, or test reports, i.e., Non-Conforming Materials. The category of “non-conforming materials” is also applicable to Company services delivered to the Customer that do not conform to Quality Control Program processes and procedures. The Receiving Inspection Report Form QA-317 shall be used by the inspector to document the Non-Conformance. 6.1.2 IN-PROCESS INSPECTION. Under the scope of QA, In-Process Inspection is responsible for identifying materials processed within the company’s facilities that do not conform to applicable Engineering drawings or product specifications, i.e., Non-Conforming Materials. The In-Process Inspection Report Form QA-318 shall be used by the inspector to document the Non-Conformance. 6.1.3 CALIBRATION & FINAL INSPECTION. Under the scope of QA, Calibration & Final Inspection is responsible for identifying assembled finished goods and replacement parts that do not conform to Contract requirements, Engineering drawings, or product specifications, i.e., Non-Conforming Materials. Non-Conformances occurring at the Final Inspection stage shall be brought to the direct attention of the Quality Control Manager and Production Manager for immediate action. 6.1.4 MATERIAL REVIEW BOARD (MRB). The Material Review Board (MRB), described in Section 7 of this manual, shall investigate and determine the root cause and disposition of all Non-Conforming Materials. 6.2 REQUIREMENTS 6.2.1 IDENTIFICATION OF NON-CONFORMING MATERIALS. Non-Conforming Materials shall be identified per the following requirements: 1) Non-Conforming Materials shall be marked with the appropriate inspection stamp imprint. The imprint shall
be located close to the Part Number, but shall not adversely affect the function or appearance of the materials. Type of marking, e.g., steel, vinyl, etc., shall be per the applicable drawing requirement.
2) Non-Conforming Materials shall also be identified by a Rejection Tag that has been signed, dated, and
stamped by the inspector. Appendix G contains an example of a Rejection Tag. The rejection tag shall contain, as applicable, the following information:
a) JOB NO. (Job Order No.).
b) P.O. NO. (Purchase Order No.).
c) PART NO.
d) SERIAL NO.
e) PART NAME.
f) NUMBER OF PIECES REJECTED.
g) REASON (Inspector’s opinion as to who is responsible for the deviation).
h) DISPOSITION (Final disposition of Non-Conforming Material noted).

KNC PUB NO. QC-1000, Rev. D
16
6.2.2 REPORTING OF NON-CONFORMING MATERIALS. All instances of Non-Conforming Materials shall be brought to the attention of the Quality Control Manager by the individual who discovered the Non-Conformance. 6.2.3 ROOT CAUSE ANALYSIS FOR NON-CONFORMING MATERIALS. The MRB shall investigate and determine the root cause of all Non-Conforming Materials during the course of formulating Corrective Actions. The MRB investigation and Corrective Actions shall be documented on Form QA-350 per the procedures in Section 8 of this manual, “Internally-Generated Corrective Actions.” 6.2.4 NON-CONFORMING MATERIALS DISPOSITION ACTIONS. Non-Conforming Materials shall be processed per the following policies and procedures: 1) Non-Conforming Materials shall be removed from the stock or processing areas and placed in the QC
Impound Cabinet or QC Impound Area designated by the Quality Control Manager until final disposition is made.
2) The Material Review Board shall record the disposition of the Non-Conforming Materials. All Board Members
must be in agreement before “use as is” or “rework” can be authorized for processing Non-Conforming Materials. In every case the disposition must be documented on Form QA-350, and signed and dated by a Board member.
3) Disposition actions authorized for Non-Conforming Materials are as follows:
a) The designation “Use As Is” shall be used when safety, appearance, form, fit, or function of the materials is not affected and all subsequent processing operations can be performed.
The imprint of the “Withheld for Material Review” inspection stamp shall be canceled by the imprint of the “Material Acceptance” stamp. After being properly identified, the materials shall be placed in stock or released for manufacturing use.
b) The designation “Scrap” shall be used for materials that cannot be used or salvaged for use in finished goods or replacement parts for delivery to the Customer.
Purchased materials designated “Scrap” shall be marked “Condemn” with a permanent ink marker and returned to the vendor for replacement with conforming materials as required.
Materials produced or processed within the company and designated as “Scrap” shall be marked “Condemn,” then mutilated to eliminate any possible further use.
Materials which ordinarily could be designated as “Scrap” may be used for experimental, test, or shop set-ups, or other uses as authorized by the Material Review Board.
c) The designation “Rework” shall be used for materials that can be made serviceable by additional work or Corrective Action. Details of the required rework shall be noted on the rejection tag.
Purchased materials designated as “Rework” shall either be returned to the vendor or reworked within the company, as determined by Engineering personnel.
Materials produced or processed within the company that have been designated as “Rework” shall be returned to the appropriate processing operation by the Production Manager.
The designation “Return To Vendor” shall be used when discrepancies exist in purchased materials that could possibly be reworked by the vendor. The materials shall be returned to the vendor for disposition determination.
The designation “Rework Inspection” shall only be used when rework is specified on the rejection tag.

KNC PUB NO. QC-1000, Rev. D
17
Disposition of the quantity accepted and quantity scrapped as a result of rework inspection shall follow the procedures described in items 1 and 2 of this section. Rejection tags shall be prepared for all Non-Conforming Material found during rework inspection. The Material Review Board shall determine the disposition of this material.
6.2.5 CUSTOMER REVIEW PROCEDURES FOR NON-CONFORMING MATERIALS. In cases where Customer review procedure requirements conflict with the standard procedures of the Company regarding Non-Conforming Materials, the Quality Control Manager and Customer shall determine the procedures to be used. This agreement shall be documented in writing. 7 MATERIAL REVIEW BOARD (MRB) 7.1 RESPONSIBILITIES The Material Review Board (MRB) is responsible for the evaluation and disposition of raw materials, parts, components, and finished goods that do not conform to contractual requirements, Engineering drawings, or product specifications, i.e., Non-Conforming Materials. 7.2 MATERIAL REVIEW BOARD (MRB) MEMBERSHIP The Material Review Board (MRB) shall consist of a panel representing: 1) Quality Control Manager. 2) Engineering. 3) Production Manager. 4) Machine Shop Foreman. 5) Customer, when required by contract specifications. 7.3 REQUIREMENTS The Material Review Board (MRB) is responsible for the following functions and duties: 1) Determining whether Non-Conforming Material can be used “as is,” requires rework, must be scrapped,
returned to the subcontractor or vendor for re-processing, used for experimental tests, shop set-up, etc. 2) Reviewing submitted QA inspection reports and analyzing the root cause of Non-Conformances to prevent
similar problems from re-occurring. Root causes shall be addressed during the formulation and implementation of Corrective Actions for each Non-Conformance.
3) Maintaining records of all MRB Corrective Actions. 4) Ensuring that all Corrective Action procedures are implemented for Non-Conforming Materials submitted for
MRB actions. 5) Evaluating effectiveness of Corrective Action implementations to improve the quality of finished goods,
replacement parts, and services delivered to the Customer.

KNC PUB NO. QC-1000, Rev. D
18
8 INTERNALLY- AND EXTERNALLY-GENERATED CORRECTIVE ACTIONS 8.1 RESPONSIBILITIES 8.1.1 MATERIAL REVIEW BOARD (MRB). The Material Review Board (MRB) is responsible for processing Corrective Action Requests (CARs) generated from within the Company through the detection and interception of Non-Conforming Materials by the QA surveillance activities of Receiving Inspection and In-Process Inspection. These are referred to as internally-generated CARs within the scope of this manual. Non-Conformances are documented by Receiving Inspection on Form QA-317, “Receiving Inspection Report.” Non-Conformances are documented by In-Process Inspection on Form QA-318, “In-Process Inspection Report.” Corrective Actions may also be generated through review and improvement activities outside the scope of QA Inspection, e.g., Annual Quality Control Program Review, “continuous improvement” activities driven by Senior Management, etc. Such Corrective Actions shall be documented and logged using Corrective Action Request Form QA-350. An example of Corrective Action Request Form QA-350 is shown in Appendix H. The Material Review Board (MRB) shall also consider and process CARs originated from outside the company through customer complaints, Government inspectors, or other relevant agencies. These are referred to as externally-generated CARs within the scope of this manual. Customer complaint resolution procedures are detailed in Section 9 of this manual, “Customer Complaint Resolution.” 8.1.2 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for the following functions and duties: 1) Initiating and reviewing Corrective Action Requests (CARs) generated internally for finished goods,
replacement parts, and services received from third-party vendors and subcontractors.
2) Processing CARs generated externally by customer complaints, Government inspectors, or other relevant agencies from outside the Company.
3) Following-up on internally- and externally-generated CARs and evaluating the effectiveness of these
measures as implemented by the Production Manager and Engineering personnel. Such follow-up actions may include the generation and routing of an Engineering Change Order (ECO) to remedy the deficiency. ECOs shall be documented on Form QA-390.
8.1.3 RECEIVING INSPECTION. Under the scope of QA, Receiving Inspection is responsible for evaluating and accepting or rejecting raw materials, parts, components, and other items that have undergone processing by third-party vendors and subcontractors under any new criteria set by Engineering personnel and the Quality Control Manager to remedy a Non-Conformance. 8.1.4 PRODUCTION MANAGER. The Production Manager is responsible for implementing changes documented on ECO Form QA-390 and other internally-generated CARs as expressed in the latest revisions of the Engineering drawings or specifications. The Production Manager is also responsible for implementing externally-generated CARs as coordinated by the Quality Control Manager, and ensuring that such Corrective Actions are effective within the manufacturing environment. 8.1.5 IN-PROCESS INSPECTION; CALIBRATION & FINAL INSPECTION. Under the scope of QA, In-Process Inspection and Calibration & Final Inspection are responsible for the Final Inspection and Acceptance of materials designated for additional processing or rework under the Corrective Action criteria set by Engineering personnel and the Quality Control Manager to remedy a Non-Conformance.

KNC PUB NO. QC-1000, Rev. D
19
8.2 REQUIREMENTS 1) An internally-generated CAR shall be identified by a “REJECT” tag affixed to the affected item or items.
Additionally, Form QA-350 shall be completed with the following information and submitted to the Quality Control Manager for processing:
a) Date request prepared.
b) Vendor name and address, if applicable.
c) Purchase Order (Form QA-305) number and date, if applicable.
d) Part name or description.
e) Part number.
f) Summary of the discrepancy or Non-Conformance.
g) Action required.
h) Quality Control follow-up or ECO indicated.
i) QA inspector’s stamp.
2) Form QA-350 shall be submitted to Quality Control when Non-Conforming Materials are found by any
personnel performing Quality Assurance (QA) functions by means of inspection, testing, or observation. 3) Originals and copies of Form QA-350 pertaining to vendor materials shall be distributed as follows:
a) Quality Control Manager: One copy.
b) Vendor: Original and one copy.
c) Receiving Inspection: One copy (to be filed by the Production Manager with the inspection report). Documents are to be filed according to vendor, and be available to Quality Control Manager for statistical analysis.
4) The original and copies of Form QA-350 for materials processed within Company facilities shall be
distributed as follows:
a) Quality Control Manager: Original and one copy. b) Production Manager: One copy.
c) In-Process Inspection or Calibration & Final Inspection, as applicable: One copy (to be filed by the Production Manager with the inspection report).
d) Documents shall be made available for statistical analysis by the Quality Control Manager.

KNC PUB NO. QC-1000, Rev. D
20
9 CUSTOMER COMPLAINT RESOLUTION
9.1 RESPONSIBILITIES The responsibility for documenting and resolving customer complaints shall be divided among the following organizational functions: 1) Sales and Marketing personnel are responsible for documenting customer complaints. Customer complaints
shall be documented using KNC Doc. No. QA-350, “Customer Complaint/Corrective Action Form.” Appendix S of this quality control manual contains an example of Form QA-350.
2) The Quality Control Manager is responsible for investigating the root cause of customer complaints and
documenting the measures taken to resolve such issues. The investigation and findings, the Corrective Actions taken, and the implementation date shall be documented using KNC Doc. No. QA-350.
3) Document Control is responsible for revising the relevant drawings or Bills of Materials to document any
Corrective Actions resulting from the QC investigation and resolution process. Such changes shall be documented using KNC Doc. No. QA-350 and attached to the ECOs that are generated.
4) The Production Manager is responsible for implementing any Corrective Actions taken. The date of
implementation shall be documented using KNC Doc. No. QA-350. 5) Engineering personnel are responsible for directing changes to Mechanical drawings and Bills of Materials,
developing product and process improvements, and writing production checklists and ATPs in support of Corrective Actions taken to remedy Non-Conformances in finished goods, replacement parts, and Company services.
9.2 COMPLAINT RESOLUTION PROCESS Customer complaints should be resolved within a period of four weeks from the initial report by Sales and Marketing personnel. 1) COMPLAINT DOCUMENTATION: Sales or customer service receives a customer complaint, e.g., an item
was received in damaged condition by the customer. Complaints may be received in person, or via letter, telephone, FAX, or email. QA-350 is initiated and submitted to the Quality Control Manager for investigation.
2) COMPLAINT INVESTIGATION: The Quality Control Manager investigates the root cause of the customer
complaint or Non-Conformance. In cases where the complaint or Non-Conformance pertains to parts and assemblies serviced by a third-party vendor or subcontractor, the Quality Control Manager may conduct a site visit or survey to verify that the services provided are adequate.
3) COMPLAINT RESOLUTION: Based on the investigative findings, the Quality Control Manager determines
and documents the measures taken to correct the product quality deficiency or address the customer complaint. Such Corrective Actions may include revising Engineering drawings and Bills of Materials, or writing new work instructions and procedures to eliminate errors or ambiguities. When appropriate, the customer shall be notified by Sales and Marketing of the Corrective Actions taken to resolve the complaint.
4) CORRECTIVE ACTION IMPLEMENTATION: Based on the revised Engineering drawings, Bills of Materials,
and procedures, the Production Manager ensures that the Corrective Actions are implemented during manufacturing.

KNC PUB NO. QC-1000, Rev. D
21
5) CORRECTIVE ACTION VERIFICATION: The effectiveness of Corrective Actions shall be verified by the Quality Control Manager prior to the shipment of affected finished goods and replacement parts to the Customer.
6) Sales & Marketing shall follow-up with the customer to confirm that the complaint was resolved to their satisfaction.
10 CONTROL AND CALIBRATION OF M&TE AND CALIBRATION STANDARDS 10.1 RESPONSIBILITIES 10.1.1 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for the following functions and duties: 1) Control of measuring and test equipment (M&TE) and Calibration Standards used in determining or
establishing the acceptability of raw materials and finished goods. 2) Assuring measurement accuracy and traceability of M&TE and Calibration Standards used for making
quantitative measurements affecting acceptance/rejection decisions of raw materials, finished goods, and replacement parts.
3) Assuring that M&TE and Calibration Standards with verified accuracy are available for use on applicable
contracts and delivery orders. 4) Approval of calibration laboratory vendors to calibrate Company-owned and customer-furnished M&TE and
Calibration Standards. 5) Storage, inspection, and calibration of customer furnished M&TE. 6) Management and operation of the Customer calibration service, i.e., Company calibration laboratories. 7) Maintaining the Tool and Gage Control Card File used for recording dimensional measuring tools and test
equipment in the Machine Shop. Calibration of Machine Shop thread plug and ring gages and other M&TE used for the acceptance testing of finished goods and replacement parts.
8) Advising the Customer of any Contract measurement requirement that exceeds the known state of the art. 9) Ensuring that the Company calibration laboratories have the appropriate facilities and resources required for
commencing new work, prior to the commencement of such work. 10.1.2 PURCHASING. Under the scope of the Production Manager, Purchasing is responsible for maintaining records of all suppliers from whom the Company obtains support services or materials used in the operation of the Company calibration laboratories. 10.2 REQUIREMENTS 10.2.1 IDENTIFICATION AND REGISTRATION. All M&TE and Calibration Standards covered under the scope of these Quality Control Program policies and procedures shall be identified and registered per the following requirements:

KNC PUB NO. QC-1000, Rev. D
22
1) Control numbers, when practical, shall be used to identify M&TE and Calibration Standards that have not been otherwise uniquely identified, e.g., no identifying number on a thread ring gage used for acceptance of machined parts. The control number shall be inscribed on the item by means of etching or engraving. When permanent identification by such means is not feasible, the use of a tag, decal, or permanent marking pen to record the control number is acceptable.
2) All electrical and electronic M&TE and Calibration Standards shall be identified by unique numbers. The use
of instrument model and serial numbers satisfies this requirement. 3) All M&TE and Calibration Standards shall be assigned unique inventory control numbers. The use of
instrument serial numbers satisfies this requirement. 4) A Tool and Gage Control card file shall be maintained for dimensional M&TE used in the Machine Shop for
the acceptance testing of finished goods and replacement parts. The Tool and Gage Control card file shall contain individual cards for all dimensional M&TE inventory.
5) Each Tool and Gage Control card for dimensional M&TE shall contain the following information:
a) Inventory number.
b) Part number.
c) Type of gage.
d) Classification.
e) Assigned calibration interval.
f) Date and imprint of inspector stamp as a record of when last calibration was performed. 6) Where applicable, dimensional M&TE and other equipment covered under these policies and procedures
shall be stored in the designated equipment cabinets when not in use. M&TE and Calibration Standards shall be stored in protective cases, where provided, when not in use. M&TE and Calibration Standards used during manufacturing may be stored in designated work areas for convenient access. Where necessary, any special handling or storage instructions for M&TE and Calibration Standards shall be documented in specific Acceptance Test Procedures or work instructions.
7) Instruction manuals and other documentation required for the operation, maintenance, and calibration of
M&TE and Calibration Standards covered under these policies and procedures shall be stored in the “CALIBRATION EQUIPMENT MANUALS” file maintained by the Quality Control Manager. Such documentation shall be maintained for the life of the M&TE or Calibration Standard per the records retention policies and procedures in Section 11.3 of this manual.

KNC PUB NO. QC-1000, Rev. D
23
10.2.2 CONTROL OF MEASURING AND TEST EQUIPMENT (M&TE). The calibration of measuring and test equipment used during inspection and acceptance of raw materials and stock items, and the acceptance testing of finished goods and replacement parts, hereby referred to in these policies and procedures as M&TE, shall conform to the following policies and procedures: 1) M&TE shall be calibrated at intervals consistent with the type of instrument and the amount of use. 2) Certificates of calibration or traceability accompanying newly purchased M&TE shall be accepted. The re-
calibration interval for newly purchased M&TE shall be 12-months from the date of acceptance, or less per the manufacturer's recommendation. Re-calibration of new M&TE shall conform to the procedures that follow.
3) If a piece of M&TE has not been used since the time of calibration or acceptance, e.g., a thread plug gauge
with an unbroken wax seal, or a piece of new test equipment received as calibrated and subsequently put into storage, the calibration expiration date may be extended at the discretion of the Quality Control Manager. The reason for the extension and new expiration date shall be documented.
4) M&TE shall be calibrated by an approved laboratory vendor. The calibration laboratory vendor shall comply
with the requirements of ANSI/NCSL-Z540, ISO 17025, or Department of the Navy requirements for each particular scope of competency.
5) Environmental controls used by the laboratory vendor during calibration of M&TE shall comply with the
requirements of ANSI/NCSL-Z540, unless otherwise specified on the Purchase Order. 6) M&TE used for acceptance tests of finished goods and replacement parts shall be identified in the
Acceptance Test Equipment Calibration Record file. Appendix I contains an example of this form. 7) The measurement accuracy of M&TE shall be traceable to national standards or natural physical constants.
The certification of calibration laboratory vendors to ANSI/NCSL-Z540, ISO 17025, or by the Department of the Navy, shall be accepted as compliance to this requirement.
8) The test accuracy ratio between the measurement standard used by a calibration laboratory vendor and the
M&TE shall not exceed the limits established by ANSI/NCSL-Z540, ISO 17025, or the Department of the Navy. The certification of calibration laboratory vendors to ANSI/NCSL-Z540, ISO 17025, or Department of the Navy quality standards shall be accepted as compliance to this requirement.
9) The calibration procedures utilized by calibration laboratory vendors for the calibration of M&TE shall comply
with the requirements of ANSI/NCSL-Z540, ISO 17025, or the Department of the Navy. The certification of calibration laboratory vendors to ANSI/NCSL-Z540, ISO 17025, or Department of the Navy quality standards shall be accepted as compliance to this requirement.
10) Current calibration reports or certificates shall be maintained for each active piece of M&TE. When
applicable, a Certificate of Traceability for the M&TE shall be furnished as part of the final acceptance documentation provided to the Customer. Expired calibration reports and certificates for M&TE shall be retained for the life of the Standard by the Quality Control Manager per the records retention policies and procedures in Section 11 of this manual.
11) All calibrated M&TE used for acceptance testing of finished goods and replacement parts shall have a
calibration label or attached tag marked with the due date for the next calibration and an inspection stamp imprint. Appendix J contains an example of an approved M&TE calibration label. Calibration labels affixed by approved calibration laboratory vendors shall be accepted as compliance to this requirement.

KNC PUB NO. QC-1000, Rev. D
24
12) Tamper-resistant seals shall be affixed to operator-accessible controls and adjustments on M&TE used for
acceptance tests of finished goods and replacement parts, that, if moved, will affect calibration. In the event such a seal is broken, the affected M&TE shall be removed from service and recalibrated by an approved calibration vendor. All parts in process or inventory that are suspect because of the broken M&TE calibration seal shall be rechecked for compliance to applicable Engineering drawing requirements and product specifications.
13) The Quality Control Manager or Senior Management may request special or non-scheduled calibrations
whenever the operation or accuracy of M&TE used for inspection or acceptance testing of finished goods and replacement parts is questionable.
10.2.3 CONTROL OF COMPANY CALIBRATION LAB MEASURMENT STANDARDS. The calibration of measurement standards used in the Company calibration laboratories for the standardization and calibration of newly manufactured and/or serviced finished goods and replacement parts, hereby referred to in this manual as Calibration Standards, shall conform to the following policies and procedures: 1) Calibration Standards used in the Company calibration laboratories shall be calibrated at intervals consistent
with the type of standard and the amount of use. 2) Certificates of calibration or traceability accompanying newly purchased Calibration Standards shall be
accepted. The re-calibration interval for newly purchased Calibration Standards shall be 12-months from the date of acceptance, or less per the manufacturer's recommendation. Re-calibration of new Calibration Standards shall conform to the procedures that follow.
3) Calibration Standards used in the Company calibration laboratories shall be calibrated by either an approved
calibration laboratory vendor compliant with ANSI/NCSL Z-540 or ISO 17025, a Government calibration laboratory, or using in-house calibration procedures. Appendix K contains a table listing each Calibration Standard and its corresponding calibration interval and procedures.
4) All active Calibration Standards used in the Company calibration laboratories shall have a calibration label or
attached tag with the calibration date and an inspector stamp imprint. 5) Tamper-resistant seals shall be affixed to operator-accessible controls or adjustments on Calibration
Standards which, if moved, will affect calibration. In the event a seal is broken, the Calibration Standard shall be removed from service and recalibrated by an approved calibration laboratory vendor. If the recalibration reveals an Out-Of-Tolerance condition, the status of the equipment calibrated by the suspect standard shall be evaluated per the Out-Of-Tolerance criteria specified in Section 10.2.4.
6) Special and non-scheduled calibrations may be requested by the Quality Control Manager or Senior
Management whenever the operation or accuracy of a Calibration Standard is questionable. 7) Calibration Standards used for final acceptance tests shall be identified in the Acceptance Test Equipment
Calibration Record file. Appendix I contains an example of this record file. 8) The measurement accuracy of Calibration Standards shall be traceable to national standards or natural
physical constants. Current calibration reports or certificates shall be maintained for each active Calibration Standard. When applicable, a Certificate of Traceability for the Calibration Standard shall be furnished as part of the final acceptance documentation provided to the Customer.
9) Expired calibration reports and certificates for Calibration Standards shall be retained for the life of the
Standard by the Quality Control Manager per the records retention policies and procedures in Section 11 of this manual.

KNC PUB NO. QC-1000, Rev. D
25
10) The test accuracy ratio between a primary or reference standard and the Calibration Standard shall meet the limits established by ANSI/NCSL-Z540, except for in cases in which contractual requirements take precedence or due to state-of-the-art limitations.
11) The uncertainty of Calibration Standards used for final acceptance and calibration of customer equipment
shall not exceed 25% of the acceptable tolerance for the characteristic being measured. Deviation from this requirement, due to state-of-the-art limitations or customer requirements, shall be documented to identify the measurement standard, product characteristic, and test accuracy ratio.
The following tables contain the known deviations from this requirement: a) Measurement Standard:
Schwien Manometer Uncertainty: ±0.003% IV, ±0.0003 in-Hg
1. Products:
Model 3674 and 3674-A Model 3682 (Ps range only) Model 3688-A (Ps and Qc ranges) Model 3689-A (Barometric range only) Model 3692-A (Barometric range only)
2. Product Characteristic:
Range: 0.5 in-Hg Absolute to 32.0 in-Hg Absolute (Applicable to all listed products, except the Model 3688-A Qc range)
Accuracy Ratio:
Calibration Point (in-Hg Absolute)
Accuracy Ratio
9.6 and below 4.0:1 or greater 12.8 3.6:1 16.0 3.1:1 19.6 2.8:1 22.4 2.5:1 25.6 2.3:1 28.8 2.1:1 32.0 1.9:1
Range: 0.2 in-Hg to 105.0 in-Hg (Applicable to Model 3688-A Qc range)
Accuracy Ratio:
Calibration Point (in-Hg Absolute)
Accuracy Ratio
Below 40.0 4.0:1 or greater 40.0 3.0:1 55.0 2.6:1 70.0 2.5:1 90.0 2.5:1 105.0 2.3:1

KNC PUB NO. QC-1000, Rev. D
26
b) Measurement Standards:
Schwien Manometer Uncertainty: ±0.003% IV, ±0.0003 in-Hg Ruska Dead Weight Testers Models 2400 and 2465 Uncertainty: ±0.01% IV
1. Product:
Model 3689-A 2. Product Characteristic:
Range: 0 to 10,000 psig
Accuracy Ratio:
Calibration Point (PSIG)
Accuracy Ratio Measurement Standard
40 and below 4.0:1 or greater Schwien Manometer Above 40 2.5:1 Ruska dead weight tester

KNC PUB NO. QC-1000, Rev. D
27
10.2.4 OUT-OF-TOLERANCE CRITERIA FOR M&TE AND CALIBRATION STANDARDS. The following criteria shall be used to determine if M&TE and Calibration Standards are Out-Of-Tolerance. If M&TE or Calibration Standards are found to be Out-Of-Tolerance, the Corrective Action policies and procedures defined in this section shall apply. 1) Measuring and Test Equipment (M&TE):
a) Floor Testing and Measurement Instruments: Floor testing and measurement instruments include pressure gauges used for proof and leak testing, and adjusting leak valves and limiters. Also included in this category are voltmeters and ohmmeters, and electronic instruments used for setting potentiometers and bridge voltages. If an Out-Of-Tolerance condition is found in a floor instrument, the instrument shall be re-calibrated and the calibration interval shortened to one-half of the previous interval. If the problem does not recur after that time, the interval shall be returned to the original period. If the recalibration reveals an Out-Of-Tolerance condition, the status of the equipment calibrated by the suspect device shall be evaluated.
b) Dimensional Measuring Equipment and Gages: Dimensional measuring equipment and gages include
micrometers, vernier calipers, thread ring and plug gages, etc., used for acceptance of machined parts. If an Out-Of-Tolerance condition is found as a result of re-calibration, the interval shall be shortened as applicable. All parts in process or inventory that are suspect because of the Out-Of-Tolerance condition shall be re-checked for compliance to applicable Engineering drawing requirements. All Non-Conforming parts shall be identified and rejected. If mismatch or fitment problems occur during the assembly of machined parts, the applicable measurement equipment shall be re-calibrated to verify accuracy. If the recalibration reveals an Out-Of-Tolerance condition, the status of the equipment calibrated by the suspect device shall be evaluated.
2) Calibration Standards:
a) Dead Weight Standards: After every calibration the test data shall be reviewed and compared with the prior calibration data. The critical test pressure points used in the calibration of Pressure Calibrators serviced by this Standard shall be evaluated to determine if a shift in excess of two-times the required accuracy of the Standard at those values has occurred during the period of use. If an unacceptable shift has occurred and is found to be linear and proportional, the point in time at which the shift occurred shall be determined.
All equipment shipped subsequent to the date determined above for which acceptance was based on the suspect Standard shall be considered shipped in an Out-Of-Tolerance condition. Customers shall be notified and an appropriate Corrective Action shall be implemented. If the shift is at a single test point or a relatively few points on the pressure curve, an evaluation as to the effect on calibrated equipment shall be made on a case-by-case basis. If it is determined that the effect can reduce the usefulness of the equipment, the customer shall be notified and Corrective Action shall be implemented.
b) Schwien Manometer: Lead screw calibration data and the general condition report shall be reviewed and
evaluated after every calibration. The critical test pressure points used in the calibration of Pressure Calibrators serviced by this Standard shall be evaluated to determine if a shift in excess of two-times the required accuracy of the manometer at those values has occurred during the period of use. If an unacceptable shift has occurred and is found to be linear and proportional, the point in time at which the shift occurred shall be determined.
All equipment shipped subsequent to the date determined above for which acceptance was based on the manometer shall be considered shipped in an Out-Of-Tolerance condition. Customers shall be notified and appropriate Corrective Action shall be implemented.

KNC PUB NO. QC-1000, Rev. D
28
If the shift is at a single test point or a relatively few points on the pressure curve, an evaluation as to the effect on calibrated equipment shall be made on a case-by-case basis. If it is determined that the effect can reduce the usefulness of the equipment, the customer shall be notified and Corrective Action shall be implemented.
c) Temperature Standards: After every calibration and inter-calibration check, the test data shall be reviewed and compared with the prior data. The critical test points used in the calibration of Temperature Calibrators serviced by this Standard shall be evaluated to determine if a shift in excess of two-times the required accuracy of the Standard at those values has occurred during the period of use. If an unacceptable shift has occurred and is found to be linear and proportional, the point in time at which the shift occurred shall be determined.
All equipment shipped subsequent to the date determined above for which acceptance was based on the suspect Standard shall be considered shipped in an Out-Of-Tolerance condition. Customers shall be notified and Corrective Action shall be implemented. If the shift is at a single test point or a relatively few points on the temperature curve, an evaluation as to the effect on calibrated equipment shall be made on a case-by-case basis. If it is determined that the effect can reduce the usefulness of the equipment, the customer shall be notified and Corrective Action shall be implemented.
d) Force Standards: After every calibration, the test data shall be reviewed and compared with the prior calibration data. The critical test points used in the calibration of Torque and Force Calibrators serviced by this Standard shall be evaluated to determine if a shift in excess of two-times the required accuracy of the standard at those values has occurred during the period of use. If an unacceptable shift has occurred and is found to be linear and proportional, the point of time at which the shift occurred shall be determined.
All equipment shipped subsequent to the date determined above for which acceptance was based on the suspect standard shall be considered shipped in an Out-Of-Tolerance condition. Customers shall be notified and Corrective Action shall be implemented. If the shift is at a single test point or a relatively few points on the calibration curve, an evaluation as to the effect on calibrated equipment shall be made on a case-by-case basis. If it is determined that the effect can reduce the usefulness of the equipment, the customer shall be notified and Corrective Action shall be implemented.
10.2.5 CUSTOMER-FURNISHED M&TE. To fulfill Contract, or other, requirements, a Customer may furnish M&TE for the purpose of calibration, maintenance, and repair of certain manufactured instruments. Customer-furnished M&TE shall be handled per the following procedures: 1) All customer-furnished M&TE shall be assigned an inventory control number and have a corresponding Tool
and Gage Control Card or equivalent identification and control documentation. The M&TE shall also be identified by marking “[CUSTOMER NAME]” in removable ink marker on an exterior surface. The Tool and Gage Control Card , or equivalent, and identification marking shall be removed when the M&TE is returned to the customer.
2) Customer-furnished M&TE shall be inspected, calibrated, and stored per the Company’s standard
procedures unless otherwise directed by the customer.

KNC PUB NO. QC-1000, Rev. D
29
10.2.6 OPERATION OF COMPANY CALIBRATION LABORATORIES. The Company calibration laboratories are responsible for performing periodic calibration, i.e., “standardization and calibration,” of instruments manufactured by King Nutronics Corporation. The Company calibration laboratories shall operate per the following policies and procedures: 1) Equipment Identification, Control, and Incoming Inspection:
a) All equipment submitted by Customers for periodic calibration shall be issued a Shop Order, Form No. QA-300, containing the customer name, point of contact, equipment model and serial number, and other identifying information, by the Production Manager. A copy of the receiving documents shall be forwarded to the Production Manager for records retention per the procedures in Section 11.3 of this manual. The receiving documents shall also include the customer name, point of contact, and a description of the work to be performed and/or observed anomalies. Any special storage or handling instructions communicated by the customer shall be forwarded by the Production Manager to affected lab personnel and observed.
b) Customer equipment received by the Company for periodic calibration shall be processed by Receiving Inspection per the Company’s standard procedures to determine the “As Received” condition, i.e., Operational, Non-Operational, Incomplete. Non-Operational and Incomplete equipment received for periodic calibration is assumed to be Out-Of-Tolerance per Section 10.2.4 of this manual. Determination of the “As Received” condition by Receiving Inspection shall take into account any anomalies or problems reported by the customer. All deficiencies and anomalies noted during the “As Received” determination shall be documented by Receiving Inspection and the customer shall be notified in writing.
c) Handling or use of Customer equipment by unauthorized personnel is strictly prohibited. Customer equipment shall only be handled and used by designated repair technicians, calibration laboratory staff, and shipping & receiving personnel who have undergone adequate training.
d) Customer equipment to be calibrated shall be clearly identified and stored separately from other Company equipment, i.e., newly manufactured instruments intended for inventory, floor equipment, in the designated Customer Equipment Holding Areas. The temperature and humidity conditions in the two Customer Equipment Holding Areas shall be maintained, monitored, and recorded. If a calibration item, or portion thereof, is to be held securely, for reasons of record, safety, or value, or to enable check calibrations to be performed later, the item shall be stored by the Quality Control Manager under lock- and-key in the Customer Equipment Protective Storage Locker.
2) Equipment Calibration Policies and Procedures:
a) The Customer’s equipment shall be calibrated per the Company’s standard procedures, unless otherwise directed by the Customer. The equipment calibration procedures are documented in the latest revision of the corresponding Technical Manual for the instrument or supplemental manual.
b) All calibrated equipment shall bear a calibration label or attached tag containing the date the calibration was completed, the due date for the next calibration, and an inspection stamp imprint, unless no due date is requested by the Customer.
c) A Certificate of Traceability, printed on Company letterhead, shall accompany all calibrated equipment. The contents and format of Certificate of Traceability shall conform to the applicable requirements of ANSI/NCSL-Z540. Appendix Q contains the uncertainty analysis procedure used for Company- manufactured equipment and a table listing the uncertainty and accuracy specifications.
d) A record of the current transducer coefficient values derived through equipment Standardization, and the pass/fail results obtained during Calibration of the equipment, shall be attached to the Certificate of Traceability and accompany the equipment when it is returned to the customer.

KNC PUB NO. QC-1000, Rev. D
30
3) Incoming Calibration and Determination of In-Tolerance/Out-Of Tolerance Conditions:
a) Upon completion of the “As Received” determination by Receiving Inspection, and prior to Standardization, Customer equipment may undergo Incoming Calibration to determine its In- Tolerance or Out-Of-Tolerance condition. Incoming Calibration is performed per Customer request.
b) During Incoming Calibration, test point measurements that are not within the specified accuracy limits for the equipment being calibrated shall be recorded as an Out-Of-Tolerance condition, i.e., “FAIL.”
c) If an Out-Of Tolerance condition is ascertained for the equipment during Incoming Calibration, the Customer shall be notified in writing to enable the Customer to implement appropriate Corrective Action on items calibrated or tested using the Out-Of-Tolerance equipment.
d) After the Customer is notified regarding the Out-Of-Tolerance condition, the equipment shall be Standardized, if appropriate, then Calibrated a second time to verify an In-Tolerance condition, i.e., “PASS,” for all test point measurements, unless otherwise directed by the Customer.
e) The In-Tolerance or Out-Of-Tolerance status of the equipment ascertained during Incoming Calibration shall be noted on the Certificate of Traceability for the equipment. The In-Tolerance of Out-Of Tolerance status is noted in the Incoming Item Condition section of the Certificate of Traceability.
10.2.7 EXCEPTIONS AND DEPARTURES FROM DOCUMENTED POLICIES AND PROCEDURES. The Quality Control Manager may use the following designations for M&TE and Calibration Standards if exceptional departures from documented policies, procedures and specifications are required: 1) LIMITED CALIBRATION: The designation “Limited Calibration” shall be used to identify M&TE for which only
certain designated measurement units, or features, are used, e.g., a volt-ohm meter used solely for resistance measurements when calibrating thermo units. These limitations shall be defined by Quality Control. Such “Limited Calibration” M&TE shall be identified by a printed label defining the parameters for which the equipment was calibrated, e.g., “Calibrated for 1, 10, and 100 ohms only.” This label shall bear the stamp of the Quality Control Manager and the date the status of “Limited Calibration” was invoked.
2) REFERENCE ONLY: The designation “Reference Only” shall be used to designate M&TE that is not used
for calibration or adjustment of equipment, e.g., setting voltages, frequencies, etc., and is used solely for functional “go/no-go” testing when such parameters are not defined. Such equipment shall be identified by a label bearing the designation “Reference Only.”
3) CALIBRATE BEFORE USE—DO NOT USE FOR ACCEPTANCE TESTING: M&TE that has been retired
from use to calibrate, adjust, or test manufactured equipment, but is stored on-site as Company assets, shall be identified by a label bearing the designation, “CALIBRATE BEFORE USE—DO NOT USE FOR ACCEPTANCE TESTING.” Such equipment shall be noted as “INACTIVE” in the equipment calibration log, with the date the equipment was retired from use.
10.2.8 GOVERNMENT USE OF COMPANY M&TE AND CALIBRATION STANDARDS. All Company M&TE and Calibration Standards used for final acceptance testing of finished goods and replacement parts shall be made available for use by the Government to determine conformance with Contract requirements. Trained Calibration Laboratory personnel required to operate the equipment shall also be made available to the Government upon request. 10.2.9 PERSONALLY OWNED M&TE. Personally owned M&TE used for the acceptance testing or calibration of finished goods and replacement parts must be approved by the Quality Control Manager and calibrated in-house, if equipment and capabilities are available, or by an approved third-party calibration vendor. The calibration interval for personally owned M&TE shall be the same as Company M&TE. The Company shall bear the cost of calibrating personally owned M&TE used for Company business.

KNC PUB NO. QC-1000, Rev. D
31
11 DOCUMENT CONTROL 11.1 RESPONSIBILITIES 11.1.1 COMPANY PRESIDENT. The Company President is responsible for approving and signing-off all revisions to Engineering drawings and Bills of Materials to indicate their release to the Production Manager for manufacturing. 11.1.2 DOCUMENT CONTROL OFFICER. Under the scope of Quality Assurance (QA), the Document Control Officer is responsible for the following functions and duties: 1) Coordinating Engineering Drawing revisions as instructed in an Engineering Change Order (Form QA-390). 2) Routing preliminary (draft) Engineering drawing revisions for Final Approval. 3) Distributing Approved Engineering drawing revisions to the Production Manager for use in manufacturing. 4) Removing obsolete Engineering drawing revisions from circulation and use. 5) Maintaining records of Engineering drawing revisions and distribution. 6) Maintaining a historical archive of obsolete Engineering drawings for reference purposes. 7) Maintaining Government Classified Engineering drawings. 8) Maintaining records of Company document revisions. The category of “documents” shall encompass all
electronic and printed Company materials, such as Acceptance Test Procedures, Technical Manuals, Production Checklists, Product Datasheets, Quality Control Manual, etc.
11.1.3 QUALITY CONTROL MANAGER AND ENGINEERING PERSONNEL. The Quality Control Manager and Engineering personnel are responsible for initiating changes to Engineering drawings, reviewing changes to draft drawings and correcting errors prior to Final Approval by the President. An Engineering Change Order (Form QA-390) shall be used to document each drawing change. Appendix S contains an example of ECO Form QA-390. 11.1.4 COMPANY PRESIDENT AND PRODUCTION MANAGER (CONTRACTS ADMINISTRATION). Fulfilling the function of Contracts Administration, the Company President and Production Manager are responsible for reviewing sales orders and contracts to ensure that all final delivered products meet the stated contractual requirements. If modification of an existing product is required to fulfill a contractual requirement, Contracts Administration shall submit a Custom Product Worksheet, Form QA-312, to Engineering so necessary changes can be made by means of an ECO. Appendix T contains an example of Custom Product Worksheet Form QA-312. 11.2 REQUIREMENTS 11.2.1 ENGINEERING DRAWING REVISIONS. Engineering drawing revisions shall conform to the following requirements: 1) Revisions to released Engineering drawings shall be restricted to only those changes deemed necessary and
not in violation of any specification or contractual requirement. 2) Revisions to Engineering drawings shall be documented by means of Engineering Change Order Form QA-
390. Each ECO shall be assigned a unique number for tracking purposes.

KNC PUB NO. QC-1000, Rev. D
32
3) Changes to Engineering drawings approved for release to the Production Manager shall be assigned a revision letter, starting with “A.” This letter shall be incremented to the next letter for each subsequent change. The letter “X” shall be reserved for prototype use only, as described below. If the level of revisions exceeds the letter “Z”, the next set of letters in the series shall be assigned “AA,” followed by “AB,” and so on.
4) Prototype Engineering drawings shall be assigned the revision letter “X” followed by the Arabic number “1.”
The number shall be incremented for subsequent prototype revisions. Upon approval of the prototype for release to the Production Manager, the revision letter shall be incremented as described in “3” above.
5) The assigned revision letter and reason for the Engineering drawing change shall be documented on the
corresponding ECO form. The assigned revision letter and ECO number shall be recorded in the Revision block of the Engineering drawing with a descriptive summary of the reason for the change, as stated in the ECO form. The responsible Engineer shall initial the revision block entry to indicate approval and the date the drawing was approved. Drawings initialed by the responsible Engineer shall be routed by the Document Control Officer to the President for final approval as described below.
6) Engineering drawings signed-off by the President for final approval shall be placed by the Document Control
Officer in the Active Drawings file for release to the Production Manager. The ECO for the active Engineering drawing shall be stamped “COMPLETED,” with the final release date recorded, and placed in the Completed ECO binder for reference purposes.
7) Obsolete Engineering drawings shall be removed from the Active Drawings file by the Document Control
Officer and stamped “OBSOLETE,” with the date the drawing was withdrawn recorded. Obsolete Engineering drawings shall be permanently retained by the Document Control Officer in the Document History file for reference purposes.
8) An electronic copy of each Engineering drawing revision, when feasible, shall be retained; prior Engineering
drawing revisions shall not be overwritten. A file server on the Company computer network shall be designated for Engineering drawing archive purposes, and backed-up per the Company’s data retention policies.
9) Electronic Engineering drawings and other design files, e.g., Gerber files, ORCAD layouts, SolidWorks
drawings and objects, shall be retained in a format that can be viewed and used by authorized personnel, suppliers, customers, and other third parties. Such files shall be supplied to the Company in both their native format and a portable format appropriate for authorized third-party use. If Engineering drawings or design files are being supplied to the Company by a consultant, contractor, or other third-party, these files shall be in a conveniently accessible format as previously described.
10) Electronic Engineering drawings shall be maintained, stored, and distributed in a format conducive to
ensuring the privacy and security of proprietary information and data. When converted to formats such as PDF, electronic Engineering drawings shall be password protected to prevent unauthorized access, changes and use; native file formats such as AutoCad DWG and DXF files shall not be distributed or used outside of the Company premises without prior approval by the Company President.
11) Access to electronic and printed Engineering drawings shall be limited to personnel who utilize the
information as part of their job functions. The Document Control Officer shall take measures to limit Engineering drawing access to the required personnel. The Document Control Officer shall also be responsible for distributing Engineering drawings to subcontractors and vendors, and withdrawing old and obsolete Engineering drawing revisions as necessary.

KNC PUB NO. QC-1000, Rev. D
33
11.2.2 ENGINEERING DRAWING DISTRIBUTION. Distribution of Engineering drawings shall conform to the following requirements: 1) A file copy of each latest Engineering drawing revision shall be maintained in the Active Drawings file by the
Document Control Officer. Previous drawing revision file copies shall be stamped “OBSOLETE” and retained in the Document History file when a new drawing revision is released. The date the document became obsolete shall be noted.
2) Copies of the latest Engineering drawing revision shall be provided to the Production Manager for distribution
with shop orders and production checklists to be issued for new work. The Document Control Officer shall withdraw and destroy all shop floor copies of obsolete revisions.
3) Copies of the latest Engineering drawing revision that affects work in progress shall be provided to the
Production Manager and In-Process Inspection. The Document Control Officer shall withdraw and destroy all shop floor copies of obsolete revisions.
4) Copies of the latest Engineering drawing revision shall be provided to Purchasing, under the scope of the
Production Manager, for distribution with Purchase Orders to be issued for vendor materials and processing. The Document Control Officer shall withdraw and destroy all copies of obsolete revisions.
11.2.3 ENGINEERING DRAWING CONTROL. When authorized, copies of the latest Engineering drawing revision shall be provided to Purchasing, under the scope of the Production Manager, for use by subcontractors and vendors to provide quotes for supplies and services. Control of Engineering drawings shall conform to the following requirements: 1) The Document Control Officer shall maintain a log book to indicate the current revision letter status. 2) Drawings furnished to subcontractors and vendors shall be recorded on the Purchase Order, noting their
current revision. 3) Illegible drawings in the Active Drawings file shall be replaced by the Document Control Officer. 4) Government Classified drawings shall be safeguarded by the Document Control Officer per applicable
specifications and regulations governing Classified documents. 11.2.4 GOVERNMENT APPROVAL. Engineering drawings requiring Government approval shall conform to the following requirements: 1) When Government approval of Engineering drawings and drawing changes is required, all of the preceding
procedures shall apply. In addition, a separate record shall be established by Contracts Administration to indicate the current status of all affected Engineering drawings and changes. The record maintained by Contracts Administration shall include the current revision letter, the date submitted for approval, additional changes required per Contract, and any other pertinent information.
2) All Engineering drawings and changes shall be submitted per the Contract requirements. 11.3 RECORDS RETENTION 11.3.1 DOCUMENT CONTROL OFFICER. A Document History file, containing originals and/or copies of all previous revisions of Engineering drawings, Quality Control Program policies and procedures, work instructions, Acceptance Test Procedures (ATPs), and other documents pertaining to the quality of finished goods, replacement parts, and Company services, shall be retained permanently by the Document Control Officer. Within the scope of this manual, “permanent” is defined as the existence of the Company as a functional corporate entity.

KNC PUB NO. QC-1000, Rev. D
34
Current and prior revisions of Technical Manuals for finished goods, and published instructions for replacement parts intended for Customer use shall also be maintained in the Document History file by the Document Control Officer. These materials shall constitute part of the permanent record for the finished goods, i.e., “product,” or replacement parts. The Document History file shall also encompass electronic files, such as PDF copies and editable files produced using a word processor or drawing program. The Document History file shall be organized by product line or Company function, as deemed appropriate by the Document Control Officer. The Document History file shall also encompass electronic files of Engineering drawings and documents covered within the scope of this section. Items in the Document History file shall be made available to Company personnel, as appropriate, to investigate Corrective Actions, implement Engineering changes, for research and development purposes, etc. Items in the Document History file shall be promptly returned to the Document Control Officer after use in the same condition as received. 11.3.2 PRODUCTION MANAGER. A Production and Manufacturing file, consisting of completed Job Orders, production checklists, ATP reports, Certificates of Traceability and calibration data, and other QA information pertaining to finished goods, replacement parts, and Company services delivered to Customers, shall be maintained by the Production Manager. Records in the Production and Manufacturing file shall be retained for a period of five years. 11.3.3 QUALITY CONTROL MANAGER. The Quality Control Manager shall maintain a History file containing expired reports and certificates for M&TE and Calibration Standards. These records shall be used when investigating possible Out-Of-Tolerance conditions or other Non-Conformances pertaining to M&TE and Calibration Standards. Calibration records for M&TE and Calibration Standards shall be retained for the life of the equipment or Standard within the Company. The Quality Control Manager shall also maintain a permanent record of Quality Control Program manual revisions, including completed Annual Management Review forms, Corrective Action Requests, audit findings, and other documents pertaining to the changes and revisions made to the manual. 12 GOVERNMENT PROPERTY CONTROL 12.1 RESPONSIBILITIES 12.1.1 RECEIVING INSPECTION. Receiving Inspection is responsible for determining the “As Received” condition of designated Government Property. 12.1.2 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for maintaining a Stock Record File for all designated Government Property. 12.1.3 PRODUCTION MANAGER. The Production Manager is responsible for the storage, preservation, and maintenance of designated Government Property. 12.2 REQUIREMENTS 1) Government Property shall be processed and recorded per the procedures outlined in Appendix M. 2) All Government Property furnished to subcontractors and vendors shall be specifically identified on
Purchase Order Form QA-305.

KNC PUB NO. QC-1000, Rev. D
35
13 RAW MATERIALS CONTROL 13.1 RESPONSIBILITIES 13.1.1 PURCHASING. Under the scope of the Production Manager, Purchasing is responsible for ensuring that Purchase Orders (POs) contain all pertinent information regarding type, dimensions, specifications, and/or requirements for certifications or test reports pertaining to raw materials. 13.1.2 SHIPPING & RECEIVING CLERK. The Shipping & Receiving Clerk is responsible for ensuring that applicable documentation is received with the incoming raw materials. 13.1.3 RECEIVING INSPECTION. Under the scope of Quality Assurance (QA), Receiving Inspection is responsible for the inspection and acceptance of incoming raw materials. 13.1.4 PRODUCTION MANAGER. The Production Manager is responsible for the storage of incoming raw materials. 13.2 REQUIREMENTS 13.2.1 RAW MATERIALS DOCUMENTATION. Documentation for raw materials shall be per the following requirements: 1) Materials shall be withheld from inspection until all documentation is received. 2) Complete certification or test reports, when required, shall include actual values, chemical, and physical data
recorded on the accompanying documents. 3) Materials shall be properly identified and applicable specifications shall be indicated. 13.2.2 RAW MATERIALS ACCEPTANCE. Receiving Inspection of raw materials shall be per the following requirements: 1) Visual and dimensional inspection shall be performed per applicable specifications or the requirements
stated on Purchase Order Form QA-305. 2) Acceptance/rejection determinations shall be based on the visual and dimensional inspection and
acceptability of the certification or test reports. 3) Accepted raw materials shall be marked, indicating the project number and type of material. 4) Non-Conforming raw materials shall be processed per the policies and procedures in Section 6 of this
manual, “Non-Conforming Material Control and Disposition.” 13.2.3 RAW MATERIALS STORAGE. Raw materials shall be stored per the following requirements: 1) Only accepted and properly marked raw materials shall be placed in the appropriate storage racks, shelves,
etc. 2) All warehoused raw materials shall be protected against rust, corrosion, etc. 3) Bar stock shall be marked with the appropriate color code.

KNC PUB NO. QC-1000, Rev. D
36
14 STOCK AND SUPPLY CONTROL 14.1 RESPONSIBILITIES 14.1.1 SHIPPING & RECEIVING CLERK. The Shipping & Receiving Clerk is responsible for the following functions and duties: 1) Confirms that incoming stock items and supplies match the shipping documents and Purchase Order Form
QA-305. 2) Verifies that incoming packages and freight containing stock items and supplies are free from obvious
damage prior to signing for shipments.
14.1.2 RECEIVING INSPECTION. Under the scope of Quality Assurance (QA), Receiving Inspection is responsible for the following duties: 1) Evaluates whether incoming stock items and supplies are acceptable per Engineering drawings and product
specifications. Receiving Inspection shall be defined per the policies and procedures in Section 3 of this manual, “Quality Assurance (QA) Inspection Program.”
2) Stamps receiving paperwork, i.e., invoices and POs, for incoming stock items and supplies to document the
inspection status. 3) Completes and submits the Receiving Inspection Report Form QA-317 to the Quality Control Manager if any
Non-Conformances are found. 4) Marks age- or warranty-sensitive stock items and supplies with the date received prior to warehouse
acceptance. 14.1.3 PRODUCTION MANAGER. The Production Manager is responsible for the following duties: 1) Reviews the receiving documents for incoming stock items and supplies to confirm that QA inspection has
been conducted and that no problems exist, as reported by Receiving Inspection. 2) Works with vendors and suppliers to resolve issues pertaining to Non-Conforming stock items and supplies. 14.2 REQUIREMENTS 14.2.1 DOCUMENTATION OF INCOMING STOCK ITEMS AND SUPPLIES. Incoming stock items and supplies shall be subject to the following documentation requirements: 1) Incoming stock items and supplies shall be withheld from receiving inspection until all documentation is
received. 2) Where applicable, complete certification or test reports shall be required for the incoming stock items and
supplies, including actual values, chemical and physical data, hazardous materials data, or certificates of calibration.
3) Incoming stock items and supplies shall be properly identified to eliminate ambiguity. Applicable
specifications and descriptive information shall be indicated.

KNC PUB NO. QC-1000, Rev. D
37
14.2.2 PROCESSING OF INCOMING STOCK ITEMS AND SUPPLIES. Responsibility for the Receiving Inspection of incoming stock items and supplies shall be assigned to the following personnel: The Shipping & Receiving Clerk shall process all incoming stock items and supplies as follows: 1) Examine all incoming shipping containers, cartons, and freight for damage. Any apparent damage must be
noted. Photographs shall be taken of the carton and/or items to document damage and forwarded to the Production Manager.
a) Examine unpacked stock items and supplies for concealed damage. Any concealed damage shall be documented as described above. The Quality Control Manager and Production Manager shall be notified in the event concealed damage is discovered.
b) Compare the shipping documents and invoices with the description and quantity of incoming stock items or supplies and note any discrepancies or shortages.
c) Notify Receiving Inspection if QA inspection of the stock items or supplies is required prior to warehouse acceptance, as noted on Purchase Order Form QA-305.
d) If noted on the PO, advise the requester of the parts that the stock items or supplies are available in the warehouse.
2) Under the scope of QA, Receiving Inspection shall perform the following functions and duties:
a) Conduct inspection of all incoming stock items and supplies. b) Indicate the inspection status of stock items and supplies on the receiving documents using the inspection stamp issued by the Quality Control Manager.
c) Document any discrepancies on the Receiving Inspection Report Form QA-317 for actions by the Material Review Board (MRB) and Production Manager.
d) Review certifications for the incoming stock items and supplies, e.g., Certificate of Calibration, Oxygen- Clean Certificate of Conformance, etc., for completeness and accuracy. Notify the Production Manager of any discrepancies.
e) Advise the Shipping & Receiving Clerk when stock items or supplies are ready for warehouse acceptance.
3) The Production Manager shall perform the following functions and duties:
a) Verify that the receiving documents for incoming stock items and supplies are accurate and complete. If discrepancies are found, take action as needed, e.g., contact shipper or vendor to report damage or discrepancy, find alternate parts source, etc.
b) File receiving paperwork for stock items and supplies as described below in Section 14.2.6, “Records Retention.”
c) When necessary, co-ordinate MRB meeting and actions with the Quality Control Manager to address issues pertaining to Non-Conforming stock items and supplies.

KNC PUB NO. QC-1000, Rev. D
38
14.2.3 IDENTIFICATION AND MARKING OF STOCK ITEMS AND SUPPLIES. Incoming stock items and supplies shall be identified using the following criteria prior to acceptance in the warehouse: 1) All stock items and supplies intended for manufacturing use shall be identified by Part Number (and Serial
Number, if applicable), description, dimensions, etc. 2) Identification marking shall be accomplished using the most appropriate method: permanent marker, painted
color code, etching, tagging, etc. The type of marking shall conform to applicable Engineering drawings or product specifications. Items that cannot be individually marked or tagged shall be identified as a group.
3) If a stock or supply item is perishable or warranty-sensitive, the date it was accepted into the warehouse
shall be marked on each individual carton, container or finished assembly. 4) Perishable and warranty-sensitive stock items or supplies, and calibrated stock items with defined expiration
dates, shall be subject to “first in, first out” inventory control to ensure that the inventory is kept fresh. 14.2.4 WAREHOUSE ACCEPTANCE. Incoming stock items and supplies shall be accepted into the warehouse per the following procedures: 1) Stock items and supplies shall undergo receiving inspection and approval prior to warehouse acceptance.
No stock items or supplies shall be accepted that have not been inspected, approved, and marked. 2) Non-Conforming stock items and supplies shall be processed per the policies and procedures in Section 6 of
this manual, “Non-Conforming Material Control and Disposition.” 3) Stock items and supplies shall be prepared and shelved in a manner that protects them from damage, dirt,
and contamination. 4) If applicable, the person requesting the stock items or supplies shall be notified that the goods are available
in the warehouse. 5) All completed receiving documents for the stock items or supplies, with inspector approvals and stamps,
shall be forwarded to the Production Manager for records retention per the procedures in Section 11 of this manual, “Document Control.”
14.2.5 STORAGE OF STOCK ITEMS AND SUPPLIES. Stock items and supplies shall be stored per the following procedures: 1) Stock items and supplies shall be wrapped, packaged, or otherwise protected from dust, dirt, and other
contamination. 2) Stock items and supplies shall be shelved by Part Number. 3) Bar stock shall be marked according to composition and stored in the designated racks. 4) Hazardous materials shall be identified, labeled, and stored in the designated locations. 14.2.6 RECORDS RETENTION. The following records shall be maintained by the Production Manager in accordance with the policies and procedures in Section 11 of this manual, “Document Control”: 1) Instruction sheets, manuals, certifications, test reports, and similar documents pertaining to the stock items
and supplies shall be maintained in a file for the item. 2) Shipping and inspection documents shall be maintained in a file for the finished goods or replacement parts.

KNC PUB NO. QC-1000, Rev. D
39
3) Copies of the shipping and inspection documents shall be forwarded to Bookkeeping for processing. 15 PACKAGING AND SHIPPING CONTROL 15.1 RESPONSIBILITIES 15.1.1 PRODUCTION MANAGER. The Production Manager is responsible for preparing invoices for all material, parts, and assemblies to be shipped. 15.1.2 IN-PROCESS INSPECTION. Under the scope of Quality Assurance, (QA), In-Process Inspection is responsible for stamping Job Order Form QA-300 with an inspector stamp imprint, signifying that the manufacturing and shipping conform to applicable Engineering drawings, product specifications, and other special instructions from the Production Manager. In-Process inspection shall be defined by the policies and procedures in Section 3 of this manual, “Quality Assurance (QA) Inspection Program.” 15.1.3 SHIPPING & RECEIVING CLERK. The Shipping & Receiving Clerk is responsible for packaging and shipping all designated material, parts, assemblies, etc. as directed by the Production Manager via Job Order Form QA-300. 15.2 REQUIREMENTS 15.2.1 INVOICE REQUIREMENTS. Invoices shall conform to the following requirements: 1) Invoices shall be prepared for all material, parts, assemblies, etc., scheduled for shipping. 2) Invoices or pertinent Government inspection forms shall be prepared for all material, parts, assemblies, etc.,
scheduled for shipping under a Government contract or delivery order. 3) Invoice distribution shall be as follows:
a) Consignee (1 copy—Packing Slip). b) Bookkeeping (1 copy).
c) Production and Manufacturing File (1 copy). Records in the Production and Manufacturing File shall be retained per the policies and procedures in Section 11 of this manual, “Document Control.”
4) Required Government inspection forms shall be in accordance with the most current procedures. 15.2.2 FINAL INSPECTION REQUIREMENTS. Under the scope of QA, Final Inspection of items to be shipped shall conform to the following requirements: 1) Shipping documents accompanying the items shall be reviewed for completeness and include the following
information:
a) Description of item. b) “Ship to” information.
c) Part number.
d) Serial number (if appropriate).

KNC PUB NO. QC-1000, Rev. D
40
e) Sales Order number (Form QA-310).
f) Data sheets and/or instructions pertinent to kits and assemblies to be used by the recipient, e.g., installation instruction sheets, Certificate of Traceability and calibration data, “Bleed Down Resistor Notice,” etc.
2) Prior to packaging, the items shall be visually inspected to ensure they are as described in the shipping
documents, including the following criteria:
a) Markings or tags correctly identify items.
b) Correct quantity.
c) Replacement parts kits shall be checked against a pick list itemizing the part numbers and quantities of included items. Replacement parts kits shall be verified for completeness by Final Inspection under the scope of Quality Assurance. Each kit shall be stamped to signify inspection has been performed.
3) Preservation, packing, and shipping identification markings shall be in accordance with applicable
specifications, drawings, etc. A visual inspection shall be conducted to verify the following:
a) Use of correct preservation, coating, and compounds, when applicable.
b) The packing operation and material used is appropriate.
c) Marking operations, locations of decals, stencils, etc., are correct and appropriate. 4) Packages that are in compliance shall be released by In-Process Inspection as indicated by the presence of
an inspector stamp imprint on an exterior surface of the package and on the Job Order for packaging. 5) When Government Source Inspection is a requirement, the Government Inspector must sign all required
shipping documents signifying acceptance prior to the release of items scheduled for delivery. 15.2.3 SHIPPING REQUIREMENTS. Shipping of finished goods shall conform to the following requirements: 1) Only material, parts, assemblies, etc., that have been appropriately marked with an inspection stamp imprint
signifying Acceptance shall be shipped. 2) All material, parts, assemblies, etc., scheduled for shipping shall be properly identified by Company Part
Number. Company Part Numbers shall be used when compiling Shop Orders or pick lists for replacement parts.
3) All shipping documents, including a copy of the applicable Warranty Form, QA-400, shall be properly
packaged. Appendix N includes an example of a generic Warranty Form QA-400 for finished goods. 4) All containers, boxes, wrappings, etc., shall conform to applicable Contract requirements, shipping
regulations, and best commercial practices. 5) Where required per Government contract, packaging shall conform to MIL-STD-2073-1E specifications.

KNC PUB NO. QC-1000, Rev. D
41
16 PURCHASE ORDER CONTROL 16.1 RESPONSIBILITIES Under the scope of the Production Manager, Purchasing is responsible for preparing all Purchase Orders (Form QA-305) for the procurement of materials, parts, supplies, and services. Purchasing is responsible for requesting Government Source Inspection if required by the responsible Government inspector or contractual requirements. 16.2 REQUIREMENTS 1) Purchase Orders (Form QA-305) shall contain the following information:
a) Complete description of the materials, parts, supplies, or services being procured. b) Quantity required.
c) Name and address of vendor.
d) Submission date.
e) Job Order number (Form QA-300).
2) The following information and documents shall be included with each PO:
a) Engineering drawings, product specifications, or descriptive literature for the material, e.g., product data sheets or catalog pages, including details or modifications, if applicable.
b) Requirements for material certifications or test reports.
c) Inspection and Acceptance Test criteria.
d) Government requirements when applicable to the vendor’s operations.
e) Requirements for Government Source inspection. In addition, the PO shall contain the following statement whenever Government source inspection is a requirement: “Government Inspection is required prior to shipment from your plant. When material is ready for inspection, or, if practical, ten (10) days in advance thereof, notify the Government Representative who normally services your plant.”
f) Reference to applicable quality, inspection, and calibration requirements and specifications.
g) Government approvals and qualification requirements.
h) The name and address of the consignee to which material will be shipped after Government inspection.
i) Information required when provisions are to ship directly from the supplier to Government activities.
j) Authorization request for King Nutronics Corp. inspection when Source inspection is a requirement.
3) The following policies and procedures shall be applicable to all POs and Invoices:
a) POs above $25,000 must be approved by the President/CEO before the order is placed with the vendor.

KNC PUB NO. QC-1000, Rev. D
42
b) Any advance payment against a PO or Invoice must be approved by the Chief Financial Officer (CFO) before a check can be cut or payment made.
c) Advance payment requests over $10,000 must be approved by both the CFO and the President/CEO before a check can be cut or payment made.
d) Milestone or installment payments require prior approval for each payment made by the CFO if equal to or less than $10,000, and by the CFO and President/CEO if over $10,000. Terms for the milestone payments shall be stated on the Purchase Order. If appropriate, a first article shall be reviewed and approved before the milestone or installment payment request can be made.
4) ADVANCE PAYMENT AND MILESTONE PAYMENT PROCEDURE:
a) The PO or Invoice requiring an advance payment or milestone payment shall be submitted to the Bookkeeper, along with the payment due date and instructions for payment delivery. Where appropriate, a first article shall be reviewed and approved before the payment request is made.
b) The Bookkeeper shall forward the advance payment or milestone payment request to the CFO, along with any materials and information necessary for the CFO to make a decision. The Bookkeeper shall be mindful of the payment due date.
c) The CFO shall authorize or deny the advance payment or milestone payment of $10,000 or less. If the amount is greater than $10,000, the CFO shall obtain the President/CEO’s approval before approving the payment.
d) If advance payment is approved, the CFO shall instruct the Bookkeeper to make the payment and deliver it per the instructions on the PO.
e) The Bookkeeper shall inform the person requesting advance payment or milestone payment that the request was approved or denied, and if approved, the payment status.
5) PO distribution shall be as follows:
a) Vendor (Original).
b) Shipping & Receiving Clerk (one copy).
c) QA Receiving Inspection (one copy).
d) Bookkeeper (one copy).
e) Purchasing, under the scope of the Production Manager, shall file the signed acknowledgment copy when received from the supplier per the policies and procedures in Section 11.3 of this manual, “Records Retention.” f) CFO (When P.O. dollar threshold requires CFO approval).

KNC PUB NO. QC-1000, Rev. D
43
17 SUBCONTRACTOR AND VENDOR CONTROL 17.1 RESPONSIBILITIES 17.1.1 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for assuring conformance of subcontractors and vendors with applicable product specifications, customer contract and purchase order requirements, and Company quality control requirements. The Quality Control Manager also coordinates with the Production Manager on qualification of new and existing subcontractors and vendors for compilation and maintenance of the Approved Vendor List, Form No. QA-370. The Quality Control Manager shall forward the latest revision of QA-370 to Purchasing for the procurement of goods and services each time the list is updated. 17.1.2 PURCHASING. Under the scope of the Production Manager, Purchasing is responsible for procuring goods and services from approved subcontractors and vendors listed on Form QA-370. Purchasing shall also maintain records of subcontractors and vendors from whom the Company obtains support services or materials used in the operation of the Company calibration laboratories. 17.1.3 RECEIVING INSPECTION AND IN-PROCESS INSPECTION. Under the scope of Quality Assurance (QA), Receiving Inspection and In-Process Inspection are responsible for the following duties: 1) Receiving Inspection is responsible for ensuring acceptable certifications are received from subcontractors
and vendors supplying goods and services to the Company. 2) In-Process Inspection is responsible for maintaining surveillance of operations performed by subcontractors
and vendors within Company facilities. 3) Receiving and In-Process inspections shall be defined by the policies and procedures in Section 3 of this
manual, “Quality Assurance (QA) Inspection Program.” 17.2 REQUIREMENTS 17.2.1 SUBCONTRACTORS AND VENDOR QUALIFICATION. Work performed by subcontractors and vendors shall conform to the qualification and approval procedures in Section 18. 17.2.2 ENGINEERING DOCUMENTATION. Written work instructions, production schedules, and other documents describing special manufacturing processes, techniques, and controls shall be prepared by Engineering personnel. These Engineering documents shall be used by the Production Manager and Quality Control Manager to ensure the quality, performance and stated specifications of work performed by subcontractors and vendors. 18 SUBCONTRACNTOR AND VENDOR QUALIFICATION PROCEDURES Subcontractors and vendors providing services, parts, or finished goods to the Company shall be qualified and approved to ensure conformance to product specifications and other requirements as defined by customer contract or purchase order. Companies who supply materials, parts, or processing services, e.g., plating, machining, gauge service and calibration, etc., referred to herein as Third-party vendors and subcontractors shall be qualified and approved per the policies and procedures in Section 18.2.1 Service and calibration providers for Company Calibration Standards and M&TE shall be qualified and approved per the special procedures in Section 18.2.2.

KNC PUB NO. QC-1000, Rev. D
44
Providers of Oxygen-Clean services for parts and finished goods shall be qualified and approved per the special procedures in Section 22 of this manual. 18.1 RESPONSIBILITIES 18.1.1 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for compiling the Approved Vendor List, Form QA-370, for use by Purchasing. The Quality Control Manager is also responsible for conducting on-site audits or surveys of prospective suppliers and vendors for qualification and inclusion in the Approved Vendor List. 18.1.2 PURCHASING. Purchasing, operating under the scope of the Production Manager, is responsible for procuring materials, products, and services from vendors specified in the Approved Vendor List. 18.2 REQUIREMENTS 18.2.1 WORK PERFORMED BY SUBCONTRACTORS AND VENDORS. Work performed by subcontractors and vendors shall conform to the following requirements: 1) Qualification of subcontractors and vendors shall be required for all material goods and services procured for
the purpose of manufacturing finished goods and replacement parts. 2) Subcontractors and vendors providing electronic assemblies and soldering services to the Company shall be
certified as conforming to IPC J-STD-001E specifications, and those defined by customer contract or purchase order.
3) When procuring service and calibration for Company M&TE and Calibration Standards used for the
acceptance testing of finished goods and replacement parts, conformance to ANSI/NCSL-Z540 and/or ISO 17025 quality and accreditation standards shall be verified as defined in Section 18.2.2.
4) Qualification of subcontractors and vendors shall consist of an on-site audit conducted by the Quality Control
Manager, and/or the completion of a Supplier Quality Survey Form QAS-002 by the vendor’s Quality Control Manager, or designated representative. Records of findings resulting from the on-site audits and/or submitted survey forms shall be maintained by the Quality Control Manager as the basis for compiling the Approved Vendor List, Form QA-370, for use by Purchasing.
5) Qualification of service and calibration providers for Company M&TE and Calibration Standards shall consist
of an on-site audit conducted by the Quality Control Manager, and/or the completion of an M&TE & Calibration Standards Service Vendor Quality Survey Form QAS-001 by the vendor's Quality Control Manager, or designated representative.
6) Records of findings resulting from the on-site audits and/or submitted survey forms shall be maintained by the
Quality Control manager as the basis for compiling the Approved Vendor List, Form QA-370, for use by Purchasing. Section 10.2.3 contains detailed procedures for the control of M&TE and Calibration Standards.
7) Survey and audit findings shall be forwarded by the Quality Control Manager to Purchasing, operating under
the scope of the Production Manager, for inclusion in the Approved Vendor List.
8) Documentation for special Company manufacturing processes, such as Engineering drawings and product specifications, shall be made available to contractors and vendors on an “As Required” basis.

KNC PUB NO. QC-1000, Rev. D
45
18.2.2 CALIBRATION LABORATORY AND M&TE SERVICE PROVIDERS. Work performed by vendors servicing and calibrating Standards and M&TE shall conform to the following requirements: 1) Calibration laboratory vendors servicing Standards and M&TE shall be of adequate quality to sustain
confidence in the organization's calibrations. If no independent assurance of the quality of a calibration laboratory vendor is available, i.e., A2LA, or NVLAP certification, the Quality Control Manager shall take measures to ensure that the provided services and supplies are adequate.
2) M&TE and Calibration Standards shall be calibrated by an approved laboratory vendor. The calibration
laboratory vendor shall comply with the requirements of ANSI/NCSL-Z540, ISO 17025, or Department of the Navy requirements for each particular scope of competency.
3) Calibration laboratory vendors who do not possess independent quality assurance certification shall be
surveyed to ensure that their activities meet Company requirements. Appendix R contains an example of the M&TE & Calibration Service Vendor Quality Survey form, QAS-001.
4) Completed calibration laboratory vendor survey forms shall be reviewed and approved by the Quality Control
Manager. Review findings shall be used as the basis for inclusion in the Approved Vendor List, Form QA-370, for use by Purchasing during the procurement of calibration laboratory services and supplies.
5) Review findings by the Quality Control Manager shall also be used as the basis for inclusion in the Approved
Vendor, Form QA-370, for use by Purchasing during the procurement of calibration and maintenance services for M&TE and Calibration Standards.
6) Management of the Approved Vendor List is detailed in Section 17 of this manual, “Special Manufacturing
Process Control.” Completed calibration laboratory survey forms and supporting documents shall be maintained by the Quality Control Manager per the Records Retention procedures in Section 11 of this manual, “Document Control.”
7) The quality of equipment and consumable materials procured for use in the Company calibration laboratories
shall be verified upon receipt by Receiving Inspection to ensure conformance to material and product specifications and certifications per the policies and procedures in Section 4 of this manual, “Inspection Process Control.”

KNC PUB NO. QC-1000, Rev. D
46
19 QUALITY CONTROL MANUAL QC-1000 REVISION CONTROL 19.1 RESPONSIBILITIES 19.1.1 COMPANY PRESIDENT. The Company President is responsible for approving all revised Quality Control Program policies and procedures prior to incorporation in the Quality Control Program Manual, Doc. No. QC-1000. 19.1.2 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for approving all revised Quality Control policies and procedures prior to incorporation in the Quality Control Program Manual. 19.2 REQUIREMENTS 1) Changes to existing Quality Control Program policies and procedures, and the addition of new policies and
procedures, shall be documented in the Quality Control Program Manual as revisions to the manual. Revisions to the Quality Control Program Manual shall be indicated by incrementing the assigned revision letter. The current revision letter and release date shall be documented on the front cover and page headers of the Quality Control Program Manual.
2) Justifications for the revision of a policy or procedure in the Quality Control Program Manual are as follows:
a) Additions to a policy or procedure are required. b) Deletion of part, or parts, of the policy or procedure are required.
c) Rewording of the existing product or procedure is required.
3) Revised Quality Control Program policies and procedures shall be incorporated in the latest revision of the
Quality Control Manual. The Record of Revisions for the Quality Control Program Manual shall be signed and dated by both the Company President and Quality Control Manager to signify approval.
4) When applicable, Customers shall approve modifications to the policies and procedures in the Quality
Control Program Manual. 5) All approved policy and procedural changes shall be documented in the Record of Revisions for the Quality
Control Program Manual. 6) Minor revisions and corrections of the contents of the Quality Control Program Manual, by means of striking-
or lining-out of the text, are permissible without incrementing of the assigned revision letter. The Quality Control Manager shall stamp all minor revisions and corrections to signify approval.
7) One copy of the previous revision of the Quality Control Program Manual shall be stamped “OBSOLETE” and
marked with the date the document was withdrawn. This copy shall be maintained by the Document Control Officer in the Document Control History file for future reference per the records retention policies in Section 11.3 of this manual.
8) All other copies of previous revisions of the Quality Control Program Manual shall be collected within the
Company premises by the Quality Control Manager and destroyed when the latest Quality Control Program Manual revision is released and distributed.

KNC PUB NO. QC-1000, Rev. D
47
20 TRAINING OF CALIBRATION LABORATORY PERSONNEL 20.1 RESPONSIBILITIES 20.1.1 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for ensuring that the training of Company calibration laboratory personnel is kept up-to-date with employee assignments. Records of employee training and qualifications shall be maintained by the Quality Control Manager. 20.2 REQUIREMENTS 20.2.1 CALIBRATION LABORATORY PERSONNEL. Employees engaged in standardizing and calibrating finished goods and replacement parts manufactured by the Company shall be deemed as participants in the training program. Participation in the training program is a prerequisite for all personnel newly assigned to standardization and calibration duties in the Company calibration laboratories. 20.2.2 TRAINING ACTIVITY. Training for calibration lab personnel shall consist of hands-on instruction based on the documented standardization and calibration procedures for the relevant equipment, as defined in the applicable Technical Manuals. The training activity shall also entail instruction on the proper handling, operation, and storage of measurement standards and related equipment used for the purposes of standardization and calibration. Engineering personnel, the Quality Control Manager, and Company employees deemed subject matter experts by the aforementioned or Company President, are responsible for conducting employee training. 20.2.3 TRAINING EXAMINATION. All calibration lab personnel must pass an examination by successfully standardizing and calibrating a typical piece of equipment manufactured by the Company while being observed by the Quality Control Manager or Subject Matter Expert. The Quality Control Manager or Subject Matter Expert shall evaluate the performance of the test subject based on conformance to documented procedures and proper handling and operation of the calibration equipment. Employees who have successfully completed employee training and passed the training examination shall be issued a Certificate of Completion signed by the Quality Control Manager, Subject Matter Expert, and the Company President. A copy of the Certificate of Completion shall be kept in the Employee Training File maintained by the Quality Control Manager. 20.2.4 ANNUAL TRAINING REVIEW. The training status of calibration lab personnel shall be evaluated by the Quality Control Manager at the start of each calendar year, or whenever the documented calibration procedures have undergone substantial revision, whichever comes first. Based upon the findings of the annual review, calibration lab personnel shall be administered, and must pass, a multiple-choice written examination to demonstrate their understanding and competence regarding the documented procedures prior to resuming any calibration or standardization-related duties. A copy of the completed, and passed, written examination shall be maintained by the Quality Control Manager as a record that training has been completed successfully.

KNC PUB NO. QC-1000, Rev. D
48
21 CALIBRATION LABORATORY ENVIRONMENTAL CONTROL 21.1 RESPONSIBILITIES 21.1.1 QUALITY CONTROL MANAGER. The Quality Control Manager is responsible for maintaining the specified environmental conditions in the designated calibration areas. The Quality Control Manager may assign other personnel maintenance tasks for the environmental monitoring equipment, such as changing charts and pens in a drum recorder, or downloading and printing data from a temperature/humidity logging device. Such maintenance activity shall be supervised and verified by the Quality Control Manager. 21.2 REQUIREMENTS 21.2.1 PRESSURE AND TORQUE CALIBRATION LAB REQUIREMENTS. The pressure and torque calibration lab shall be air-conditioned and controlled 24-hours per day, year-round at a temperature of 75°F ±5°F, and a relative humidity of 20 to 70% (uncontrolled). The temperature inside the pressure and torque calibration lab shall be continuously monitored and recorded by means of a temperature/humidity drum recorder. The relative humidity inside the pressure and torque calibration lab shall also be monitored and recorded as a historical reference. The entry doors to the pressure and torque calibration lab shall remain closed at all times for the purpose of maintaining a constant temperature and to reduce ambient air pressure fluctuations that may affect the accuracy of the Calibration Standards. The overhead lights in the pressure and torque calibration lab shall always remain ON to help maintain a constant temperature. In the event of a system breakdown in which the laboratory exceeds the defined environmental conditions, the equipment shall not be used for a 24-hour stabilization period after the defined environmental conditions have been restored. 21.2.2 THERMO UNIT CALIBRATION LAB REQUIREMENTS. The ambient environment of the thermo unit calibration lab shall be maintained at a temperature of 75°F ±5°F with humidity uncontrolled from 20% to 70% RH during business hours. The temperature and relative humidity in the thermo unit calibration lab shall be continuously monitored and recorded by means of a temperature/humidity drum recorder. A temperature/humidity data logger equipped with an audible alarm shall also be used. The alarm shall sound if the temperature in the lab falls below 70°F or rises above 80°F. The relative humidity in the thermo unit calibration lab shall be monitored as a historical reference. 21.2.3 ENVIRONMENTAL MONITORING AND DOCUMENTATION, PRESSURE AND TORQUE LAB. Before starting each day’s work activity, the calibration technician shall verify the ambient temperature in the lab by inspecting the drum recorder chart. If the ambient temperature is within the specified range, standardization and/or calibration activity may proceed. If the ambient temperature in the calibration area is not within the specified range, the Quality Control Manager shall be notified, and all standardization and/or calibration activity shall be suspended until the specified environmental conditions have been achieved and stabilized per Section 21.2.1. The corrective action taken shall be noted on the recording chart, and stamped and dated by the Quality Control Manager. The impact on processed equipment during the temperature deviation shall be investigated and documented. The recording chart in the drum recorder shall be changed at the start of each workweek and inspected by the Quality Control Manager to verify that the temperature conditions have stayed within the specified range. If the temperatures for the workweek are within specifications, the Quality Control Manager shall mark the chart with an inspection stamp. If the temperature conditions are outside of the specified range, the Quality Control Manager shall investigate the cause of the temperature deviation and correct the problem. The corrective action taken shall be noted on the recording chart, and stamped and dated by the Quality Control Manager.

KNC PUB NO. QC-1000, Rev. D
49
21.2.4 ENVIRONMENTAL MONITORING AND DOCUMENTATION, THERMO UNIT LAB. Temperature and humidity in the thermo unit calibration lab shall be monitored using an Onset HOBO U14-001 temperature/humidity data logger equipped with an audible alarm, or equivalent device. The alarm is configured to sound if the temperature in the lab falls below 70°F or rises above 80°F. If the alarm sounds while standardization and/or calibration is being performed, the Quality Control Manager shall be notified and such activity shall be suspended until the cause of the temperature deviation is investigated and corrected. Standardization and/or calibration activity shall be resumed when the specified environmental conditions have been achieved. Logged temperature and humidity data shall be downloaded and printed at the start of each workweek and inspected by the Quality Control Manager to verify that the temperature conditions have stayed within the specified range. The data logger records temperatures exceeding the specified conditions automatically and notes any alarms. If the temperatures for the workweek are within specifications, the Quality Control Manager shall mark the chart with an inspection stamp. If an alarm had been triggered during the previous week, and temperature conditions are recorded outside of the specified range, the corrective actions taken shall be noted on the printout, and stamped and dated by the Quality Control Manager. Temperature and humidity in the thermo unit calibration lab shall also be monitored using a temperature/humidity drum recorder. The recording chart in the drum recorder shall be changed at the start of each workweek and inspected by the Quality Control Manager to verify that the temperature conditions have stayed within the specified range. If the temperatures for the workweek are within specifications, the Quality Control Manager shall mark the chart with an inspection stamp. If the temperature conditions are outside of the specified range, the Quality Control Manager shall investigate the cause of the temperature deviation and correct the problem. The corrective action taken shall be noted on the recording chart, and stamped and dated by the Quality Control Manager. 21.2.5 DRUM RECORDER CALIBRATION AND MAINTENANCE. An Abbeon-Lufft Model 8145 temperature/humidity recorder, i.e., drum recorder, or similar device tested and approved by the Quality Control Manager, shall be used for monitoring and documenting the environmental conditions in the pressure and torque calibration laboratory and the thermo unit calibration lab. The drum recorder shall be calibrated at 12-month intervals to the manufacturer’s specifications by a NIST-traceable calibration laboratory. For purposes of accuracy and to reduce any uncertainty regarding readings, the calibration of drum recorders shall consist of a minimum of three test points. A calibrated backup drum recorder shall be used in place of the unit undergoing calibration until the latter unit is returned from the service provider. The manufacturer’s specified accuracy for the Model 8145 drum recorders is ±1°F and 2% RH. NOTE: Any additional drum recorder maintenance, i.e., pen and battery replacement, shall be performed during annual calibration, or as required. 21.2.6 BACKUP DRUM RECORDER. One Abbeon-Lufft Model 8145 temperature/humidity recorder shall be maintained by Quality Control in calibrated, ready-to-use condition as a backup unit. The backup drum recorder shall be identified by a decal and stored in the Primary Standards cabinet when it is not in use. The backup unit shall be used as a temporary substitute when a drum recorder or data logger is sent outside the plant for calibration or repair. When the backup drum recorder is used to record data, a note of this fact shall be written on the temperature/humidity chart recorded by the unit. The location where the backup recorder is used shall also be noted. The backup drum recorder shall be calibrated at 24-month intervals to the manufacturer’s specifications by a NIST-traceable calibration laboratory. For purposes of accuracy and to reduce any uncertainty regarding readings, the calibration of the backup drum recorder shall consist of a minimum of three test points. 21.2.7 DATA LOGGER MAINTENANCE. Maintenance of the Onset HOBO U14-001 data logger shall consist of battery replacement when indicated. The manufacturer’s specified accuracy for the Onset Hobo U14-001 data logger is ±0.36°F from 32°F to 122°F and 2.5% RH from 10% to 90% RH.

KNC PUB NO. QC-1000, Rev. D
50
21.2.8 ENVIRONMENTAL MONITORING DURING STANDARDIZATION AND CALIBRATION ACTIVITY. The temperature and humidity of the environmentally monitored calibration labs shall be logged during standardization and calibration activities. The standardization and calibration date, start time, end time, and technician name shall be recorded on the Job Order Form QA-300 in addition to the required starting and ending temperature and humidity data. 21.2.9 ENVIRONMENTAL MONITORING DURING USE OF REFERENCE GAGE BLOCKS. Reference grade gage blocks used for qualifications of raw materials, calibration of Company- and employee-owned shop tools, and other dimensional measuring purposes shall be used, stored and handled in the designated Mechanical Inspection area inside the torque calibration laboratory. The gage blocks covered under the policies and procedures in this section shall hereby be referred to as the “Reference Set” of gage blocks in this manual. Environmental conditions in the Mechanical Inspection area where the Reference Set of gage blocks are used shall be controlled and monitored using a calibrated Abbeon-Lufft Model 8145 temperature-humidity recorder to enable any thermal expansion offsets to be applied during the calibration of dimensional measuring tools, or other work requiring “reference” levels of precision. The laboratory environmental requirements during the use of reference gage blocks shall be 75°F ±5°F with a relative humidity of 20 to 70% (uncontrolled). Thermal expansion offsets shall be applied per Navy calibration laboratory procedures. Additionally, the Reference Set of gage blocks in the Mechanical Inspection area shall only be handled using the white cotton gloves provided, to prevent contamination and corrosion from skin oil contact. The Reference Set of gage blocks shall be stored and locked in the Primary Standards cabinet inside the torque calibration laboratory to prevent unauthorized use, and to ensure that temperature stability of the Reference Set of gage blocks is maintained. A second, “Shop Grade” set of gage blocks shall be maintained in the Tool and Gage Cabinet for day-to-day machine shop, Quality Assurance, and Engineering personnel use as check standards. This second set of gage blocks shall be hereby referred to as the “Shop Set” of gage blocks in this manual. The Shop Set of gage blocks shall be used, handled, and calibrated per the standard Company procedures pertaining to M&TE and described in Section 10 of this manual, “Control and Calibration of M&TE and Calibration Standards.” 22 OXYGEN-CLEAN POLICIES AND PROCEDURES 22.1 RESPONSIBILITIES 22.1.1 SALES AND MARKETING PERSONNEL. Sales and Marketing personnel shall identify, or “flag,” Sales Orders of all Oxygen-Clean finished goods and replacement parts with a green decal on the Sales Order Form QA-310. The green decal shall be used exclusively to identify sales, purchasing, and production documents pertaining to Oxygen-Clean finished goods and replacement parts. 22.1.2 PURCHASING. When reviewing a green-flagged Sales Order Form QA-310 received from Sales & Marketing, Purchasing, operating under the scope of the Production Manager, shall ensure that all materials and components procured for Oxygen-Clean finished goods and replacement parts are certified by the vendor for such use. This directive is applicable to all major components, such as gauges, transducers, and gas cylinders. Small, easily cleaned parts and components, such as O-rings, fittings, tubing, and hardware, are exempted from this directive as such materials can be readily prepared by the designated Oxygen-Clean vendor. 22.1.3 PRODUCTION MANAGER. The Production Manager shall flag each Shop Order Form QA-300 for Oxygen-Clean finished goods and replacement parts with a green decal to inform Mechanical Assembly personnel that the job requires special processing, as described below in Section 22.1.4.

KNC PUB NO. QC-1000, Rev. D
51
22.1.4 MECHANICAL ASSEMBLY PERSONNEL. Mechanical Assembly personnel shall observe the following procedure when manufacturing Oxygen-Clean finished goods and replacement parts: 1) Assemble the equipment in the Company shop to test for fit and function 2) Disassemble the equipment and package in kit form for transportation to the Oxygen-Clean vendor 3) Clean, reassemble, and test the equipment in the Oxygen-Clean vendor's clean room facility 4) Pack and hermetically seal the equipment in plastic bags per applicable MIL standards and Quality Control
policies and procedures 5) Return the completed equipment to the Company shop for QA inspection and preparation for shipping to the
Customer 22.1.5 IN-PROCESS INSPECTION. Operating under the scope of Quality Assurance (QA), In-Process Inspection shall perform the following tasks during the production of Oxygen-Clean finished goods and replacement parts: 1) In-Process Inspection shall complete the In-Process Inspection Report Form QA-318 to document that
inspections have been conducted before and after Oxygen-Clean processing. Appendix E contains an example of In-Process Inspection Report Form QA-318.
2) In-Process Inspection shall inspect all purchased materials and components intended for use in Oxygen-
Clean finished goods and replacement parts, as identified in Section 22.1.2, above. In-Process Inspection shall verify that such materials and components are certified for Oxygen-Clean service and appropriately labeled. Any certificates or other documentation shall be forwarded to the Production Manager for records retention purposes.
3) Upon receipt from the Oxygen-Clean vendor, In-Process Inspection shall review the vendor's test report to
verify that all items have passed hydrocarbon and contaminant sampling. The test report shall be forwarded to the Production Manager and retained with a copy of the applicable Shop Order. These records shall be retained for five years per the records retention policies and procedures in Section 11.3 of this manual.
4) Upon receipt from the Oxygen-Clean vendor, In-Process Inspection shall inspect the Oxygen-Clean
packaging of finished goods and replacement parts for appearance and defects. If the Oxygen-Clean packaging is punctured, torn, or shows evidence of air leakage, the Non-Conforming product shall be returned to the vendor for rework.
5) Digital photographs of the Oxygen-Cleaned and packaged finished goods and replacement parts shall be
taken by In-Process Inspection and forwarded to the Production Manager as evidence that the completed work conforms to Quality Control policies and procedures.
6) Copies of Oxygen-Clean certifications shall be provided to the customer to ensure traceability.

KNC PUB NO. QC-1000, Rev. D
52
22.2 OXYGEN-CLEAN VENDOR QUALIFICATION 1) Oxygen-Clean vendors shall maintain documented processes and procedures of adequate quality to sustain
confidence in the vendor’s test reports and delivered products. 2) Oxygen-Clean vendors who do not possess independent quality assurance certifications shall be periodically
surveyed and/or audited by the Quality Control Manager to ensure that their delivered products meet Company requirements.
3) The Quality Control Manager shall compile the Approved Vendor List, Form QA-370, for use by Purchasing
based upon the findings of the on-site audits and supplier quality surveys. The Approved Vendor List shall consist of third-party vendors and subcontractors approved by the Quality Control Manager as suitable for performing calibration and repair services for all M&TE and Calibration Standards used for the acceptance testing of finished goods and replacement parts. The Approved Vendor List shall also include third-party vendors and subcontractors approved by the Quality Control Manager as employing documented processes and procedures sufficient for ensuring the performance, quality, and stated specifications of finished goods and replacement parts delivered to the Customer.

APPENDIX
A


































APPENDIX
B




APPENDIX
C
























DOC. NO. 3604-202, Rev. A Feb. 6, 2012
Page 1 of 1
PRODUCTION CHECK LIST Model 3604-A Thermo Unit
S/N ______________ Software Version: _______________
ITEM REQUIREMENT TECH DATE INSP 1 Assemble Display Turret P/N 3604-208. No missing parts.
Workmanship. Functionality.
2 Assemble Front Panel P/N 3604-211 and attach to Turret Assy.
No missing parts. Workmanship. Functionality.
3 Install Main Wiring Harness P/N 3604-225 in Front Panel. Verify wiring connections.
No wrong connections.
4 Secure Frame Assy. P/N 3604-212 to Front Panel and attach Handles.
No missing parts. Workmanship. Functionality.
5 Install Printer Harness P/N 3605-242 and Keyboard Harness P/N 3604-231.
No wrong connections.
6 Install Temperature Well Assy. P/N 3604-236. Attach and secure wiring to chassis.
No missing parts. Workmanship. Functionality.
7 Attach Main PCB Assy. P/N 3604-205 to unit and connect wiring harnesses as required.
No missing parts. No wrong connections.
8 Verify all wiring harness connections. Tie down harness to chassis as required.
No wrong connections.
9 Verify that all chassis hardware is installed and securely tightened.
No loose fasteners or hardware. Lock washers used on all fasteners.
10 Power unit ON and verify functionality.
Functionality. No errors.
11 Standardize and Calibrate. All points must PASS.
12 Final checkout per Packing List. No missing parts. Complete per Customer PO.


DOC. NO. 3605-202, Rev. A Feb. 6, 2012
Page 1 of 1
PRODUCTION CHECK LIST Model 3605-A Thermo Unit
S/N ______________ Software Version: _______________
ITEM REQUIREMENT TECH DATE INSP 1 Assemble Display Turret P/N 3604-208. No missing parts.
Workmanship. Functionality.
2 Assemble Front Panel P/N 3605-213 and attach to Turret Assy.
No missing parts. Workmanship. Functionality.
3 Install Main Wiring Harness P/N 3605-248 in Front Panel. Verify wiring connections.
No wrong connections.
4 Secure Frame Assy. P/N 3605-226 to Front Panel and attach Handles.
No missing parts. Workmanship. Functionality.
5 Install Printer Harness P/N 3605-242 and Keyboard Harness P/N 3604-231.
No wrong connections.
6 Install Temperature Well Assy. P/N 3605-209. Attach and secure wiring to chassis.
No missing parts. Workmanship. Functionality.
7 Attach Main PCB Assy. P/N 3605-262 to unit and connect wiring harnesses as required.
No missing parts. No wrong connections.
8 Verify all wiring harness connections. Tie down harness to chassis as required.
No wrong connections.
9 Verify that all chassis hardware is installed and securely tightened.
No loose fasteners or hardware. Lock washers used on all fasteners.
10 Power unit ON and verify functionality.
Functionality. No errors.
11 Standardize and Calibrate. All points must PASS.
12 Final checkout per Packing List. No missing parts. Complete per Customer PO.


APPENDIX
D


QA-354, Rev. A March 15, 2011
INSPECTION REPORT FORM
Customer:
Date:
Supplier:
Purchase Order No.
Job. No. Part/Model No. Serial No.
Description:
A. FIRST ARTICLE INSPECTION Quantity By Date
B. PRODUCTION INSPECTION
Characteristic Should Be Is Remarks
1
2
3
4
5
6
7
8
9
10
Mil. Std.
Level: Method: AQL:
Lot Size:
Sample Size: Request No.
Inspected By:
Accept: Reject: Other:


APPENDIX
E


INTRA-PLANT PARTS INSPECTION FORM
PART NO. JOB ORDER NO.
P.O. NO.
DRAWING NO.
REV. DESCRIPTION
QTY. INSPECTED
QTY. ACCEPTED QTY. REJECTED
DISCREPANCY INSPECTOR STAMP
DATE KNC DOC. NO. QA-100 REV. A JULY 15, 2009
INTRA-PLANT PARTS INSPECTION FORM
PART NO. JOB ORDER NO.
P.O. NO.
DRAWING NO.
REV. DESCRIPTION
QTY. INSPECTED
QTY. ACCEPTED QTY. REJECTED
DISCREPANCY INSPECTOR STAMP
DATE KNC DOC. NO. QA-100 REV. A JULY 15, 2009
INTRA-PLANT PARTS INSPECTION FORM
PART NO. JOB ORDER NO.
P.O. NO.
DRAWING NO.
REV. DESCRIPTION
QTY. INSPECTED
QTY. ACCEPTED QTY. REJECTED
DISCREPANCY INSPECTOR STAMP
DATE KNC DOC. NO. QA-100 REV. A JULY 15, 2009


APPENDIX
F






APPENDIX
G




APPENDIX
H


QA-350 Rev. A August 20, 2009
CUSTOMER COMPLAINT/CORRECTIVE ACTION FORM
Date: Initiated By: Customer:
Summary of Complaint:
QC Investigation:
Inspector Name: QC Stamp: Date:
Corrective Action:
Drawing Change Required? Yes No New Rev: Release Date:
Implemented Date: Implemented By: QC Stamp:


APPENDIX
I


Des
crip
tio
nM
od
elM
anu
fact
ure
rS
eria
l Nu
mb
erA
ccu
racy
Cal
ibra
tio
n In
terv
alC
alib
rati
on
Pro
ced
ure
Cal
ibra
tio
n D
ue
Cer
tifi
cate
Nu
mb
erR
emar
ksP
reci
sion
Pre
ssur
e S
tand
ard
3689
-AK
NC
1467
5M
fg. S
peci
ficat
ions
9 m
onth
s36
89-7
5-1
2/18
/12
1856
Qua
rtz
Gau
ge36
95-4
0-1
KN
C12
150
±0.0
3% IV
9 m
onth
s36
95-1
592/
19/1
218
610
to 3
00 P
SIG
Dig
ital G
auge
3731
-31-
300
Cry
stal
Eng
inee
ring
8655
50M
fg. S
peci
ficat
ions
12 m
onth
sB
y C
ryst
al E
ng.
3/8/
1217
890
to 3
00 P
SIG
Dig
ital G
auge
3731
-31-
300
Cry
stal
Eng
inee
ring
0671
68M
fg. S
peci
ficat
ions
12 m
onth
sB
y C
ryst
al E
ng.
3/9/
1217
900
to 6
,000
PS
IG D
igita
l Gau
ge37
31-3
1-60
00C
ryst
al E
ngin
eerin
g06
7174
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Cry
stal
Eng
.3/
9/12
1788
Sta
ndar
d T
herm
omet
er16
2CE
Ros
emou
nt16
66±0
.01°
F6
mon
ths
TP
100
-23/
21/1
219
77S
tand
ard
The
rmom
eter
162C
ER
osem
ount
2184
±0.0
1°F
6 m
onth
sT
P 1
00-2
3/21
/12
1977
Sta
ndar
d T
herm
omet
er16
2CE
Ros
emou
nt35
82±0
.01°
F6
mon
ths
TP
100
-23/
21/1
220
11-H
5832
5E
xp. 6
/21/
2014
Tes
t Gau
ge, 0
to 1
0,00
0 ps
igC
MH
eise
1184
91±0
.5%
12 m
onth
sT
P 6
894/
4/12
1805
0 to
6,0
00 P
SIG
Dig
ital G
auge
3731
-31-
6000
Cry
stal
Eng
inee
ring
0686
67M
fg. S
peci
ficat
ions
12 m
onth
sB
y C
ryst
al E
ng.
4/27
/12
1822
Dig
ital M
ultim
eter
3440
1AA
gile
nt T
echn
olog
ies
MY
4503
7934
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Agi
lent
Tec
hnol
ogie
s5/
2/12
1-33
3701
4095
-1D
igita
l Mul
timet
er11
5F
luke
1607
0227
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Flu
ke5/
23/1
218
64D
igita
l Mul
timet
er11
5F
luke
1607
0229
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Flu
ke5/
23/1
218
64D
igita
l Mul
timet
er11
5F
luke
1607
0230
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Flu
ke5/
23/1
218
64D
igita
l Mul
timet
er11
5F
luke
1607
0241
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Flu
ke5/
23/1
218
64D
igita
l Mul
timet
er34
401A
Agi
lent
Tec
hnol
ogie
sM
Y45
0379
36M
fg. S
peci
ficat
ions
12 m
onth
sB
y A
gile
nt T
echn
olog
ies
6/6/
121-
3422
6887
84-1
Dig
ital M
ultim
eter
3440
1AA
gile
nt T
echn
olog
ies
MY
4503
7939
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Agi
lent
Tec
hnol
ogie
s6/
20/1
21-
3450
1658
96-1
Dig
ital M
ultim
eter
3440
1AA
gile
nt T
echn
olog
ies
MY
4703
4001
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Agi
lent
Tec
hnol
ogie
s7/
7/12
1-34
6874
4407
-1S
tand
ard
The
rmom
eter
5628
Har
t Sci
entif
icN
IST
-Tra
ceab
le S
td. S
/N 2
011
±0.0
1°F
12 m
onth
sT
P 1
00-2
7/9/
12B
1705
096
0 to
300
PS
IG D
igita
l Gau
ge37
31-3
1-30
0C
ryst
al E
ngin
eerin
g87
3335
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Cry
stal
Eng
.8/
9/12
1949
Pre
cisi
on P
ress
ure
Sta
ndar
d36
89-A
KN
C14
750
Mfg
. Spe
cific
atio
ns9
mon
ths
3689
-75-
18/
10/1
22.
005
Vol
tmet
erU
1253
AA
gile
nt T
echn
olog
ies
MY
5029
0022
Mfg
. Spe
cific
atio
ns12
mon
ths
TP
100
-48/
24/1
21-
3524
4679
30-1
Vol
tmet
er11
2F
luke
8202
0138
±1%
of r
eadi
ng12
mon
ths
TP
100
-49/
3/12
1315
0525
99V
oltm
eter
83F
luke
6254
0454
±1%
of r
eadi
ng12
mon
ths
TP
100
-49/
3/12
1315
0485
99T
empe
ratu
re/H
umid
ity L
ogge
rU
14-0
01O
nset
2412
922
Mfg
. Spe
cific
atio
ns12
mon
ths
Mic
roD
AQ
.com
9/
13/1
211
-091
3-01
Cla
ss "
C"
Wei
ght S
et, 8
oz
to 2
0 lb
sC
lass
CK
NC
#000
1N
IST
Cla
ss "
C"
12 m
onth
sW
atso
n B
ros.
9/13
/12
4008
/CC
lass
"C
" W
eigh
t Set
, 20
lbs.
, qty
3C
lass
CK
NC
#000
2N
IST
Cla
ss "
C"
12 m
onth
sW
atso
n B
ros.
9/13
/12
4008
/CF
low
met
er10
A35
55S
Fis
cher
& P
orte
r86
02A
0273
A2
±1%
of r
eadi
ng12
mon
ths
By
Hom
er D
ulin
Co.
9/16
/12
9-28
9-11
Flo
wm
eter
10A
3555
SF
isch
er &
Por
ter
8602
A02
73A
3±1
% o
f rea
ding
12 m
onth
sB
y H
omer
Dul
in C
o.9/
16/1
29-
276-
11F
low
met
er10
A35
55S
Fis
cher
& P
orte
r86
02A
0273
A1
±1%
of r
eadi
ng12
mon
ths
By
Hom
er D
ulin
Co.
9/16
/12
9-27
5-11
Vol
tmet
er83
Flu
ke54
1701
19±1
% o
f rea
ding
12 m
onth
sT
P 1
00-4
9/20
/12
1316
5126
08V
oltm
eter
112
Flu
ke81
6803
88±1
% o
f rea
ding
12 m
onth
sT
P 1
00-4
9/20
/12
1316
5090
94T
est G
auge
, 0 to
100
psi
gC
MH
eise
9562
8±0
.5%
12 m
onth
sT
P 6
899/
23/1
219
712-
lbs
wei
ght h
ange
rA
ST
M C
lass
64K
DW
AS
TM
Cla
ss 6
12 m
onth
sW
atso
n B
ros.
10/1
8/12
2450
6S
hort
Hoo
k1-
lb w
eigh
t han
ger
1428
0A
ST
M C
lass
612
mon
ths
Wat
son
Bro
s.10
/19/
1253
53B
utte
rfly
Car
rier
2.5
(nom
inal
) w
eigh
t car
rier
3695
-40-
1K
NC
1215
00.
0000
01 lb
s12
mon
ths
Wat
son
Bro
s.10
/19/
1253
520
to 1
00 P
SIG
Dig
ital G
auge
100P
SIX
P2I
-DD
Cry
stal
Eng
inee
ring
8718
38M
fg. S
peci
ficat
ions
12 m
onth
sB
y C
ryst
al E
ng.
10/2
8/12
1997
Dru
m R
ecor
der,
Bac
kup
Uni
t81
45A
bbeo
n-Lu
fft50
949
±1°F
; 2%
RH
12 m
onth
sQ
CS
-19
11/1
/12
6419
232-
lbs
wei
ght h
ange
rA
ST
M C
lass
64L
8UA
ST
M C
lass
612
mon
ths
Wat
son
Bro
s.11
/2/1
224
575
Long
Hoo
kD
rum
Rec
orde
r81
45A
bbeo
nLH
7896
±1°F
; 2%
RH
12 m
onth
sQ
CS
-19
11/2
/12
6419
24P
rovi
ng R
ing,
500
lbs.
Ser
ies
1000
Mor
ehou
se In
stru
men
ts64
88±0
.012
5% F
S36
mon
ths
By
Mor
ehou
se11
/3/1
264
88K
0309
Tes
t Gau
ge, 0
to 3
00 p
sig
CM
Hei
se95
534T
C±0
.5%
12 m
onth
sT
P 6
8911
/18/
122.
006
Tes
t Gau
ge, 0
to 1
0,00
0 ps
igC
CH
eise
9585
2C±0
.5%
12 m
onth
sT
P 6
8911
/21/
122.
01T
est G
auge
, 0 to
10,
000
psig
CM
Hei
se65
969
±0.5
%12
mon
ths
TP
689
11/2
1/12
2.00
9T
est G
auge
, 0 to
3,0
00 p
sig
CM
Hei
se11
4207
±0.5
%12
mon
ths
TP
689
11/2
1/12
2.00
7H
ydro
stat
is T
est C
ham
ber
3434
KN
C17
8±3
%12
mon
ths
TP
689
11/2
2/12
2.01
1P
reci
sion
Man
omet
er10
25F
X11
0-2
Sch
wie
n15
5±0
.000
3 in
-Hg;
±0.
003%
IV12
mon
ths
TP
100
-112
/8/1
220
10-1
025F
X11
0-2-
155
Sta
ndar
d T
herm
omet
er56
28H
art S
cien
tific
NIS
T-T
race
able
Std
. S/N
212
8±0
.01°
F12
mon
ths
TP
100
-212
/8/1
2B
1B29
060
Dig
ital S
tora
ge O
scill
osco
peT
DS
1012
BT
ektr
onix
C10
2177
Mfg
. Spe
cific
aton
s12
mon
ths
By
Tek
tron
ix12
/9/1
214
4333
5-1-
TD
S10
12B
-C10
2177
-1U
nive
rsal
Cou
nter
5313
1AA
gile
nt T
echn
olog
ies
MY
4001
2675
Mfg
. Spe
cific
atio
ns12
mon
ths
By
Agi
lent
Tec
hnol
ogie
s12
/22/
121-
4019
7377
46-1
Dig
ital M
ultim
eter
CA
524
0C
hauv
in A
rnou
x06
I753
70D
VM
fg. S
peci
ficat
ions
12 m
onth
sB
y A
EM
C/C
hauv
in A
rnou
x1/
26/1
333
.796
Dru
m R
ecor
der
8145
-RA
Abb
eon-
Lufft
2319
4±1
°F; 2
% R
H12
mon
ths
QC
S-1
92/
6/13
656.
571
Pro
ving
Rin
g, 5
,000
lbs.
Ser
ies
1000
Mor
ehou
se In
stru
men
ts64
89±0
.012
5% F
S36
mon
ths
By
Mor
ehou
se1/
4/14
6489
A04
11D
ead
Wei
ght T
este
r24
00R
uska
2501
1 pl
atfo
rm; 2
5869
wei
ghts
0.01
% IV
36 m
onth
sT
P 1
00-1
4/26
/14
2011
-F21
006
Dea
d W
eigh
t Tes
ter
2465
Rus
ka31
391
plat
form
; 311
94 w
eigh
ts0.
0035
% IV
36 m
onth
sT
P 1
00-1
6/18
/14
2011
-F19
031
3 to
150
PS
IG D
ead
Wei
ght T
este
rP
3014
-3-P
Pre
ssur
emen
ts/G
E65
882
±0.0
08%
of r
eadi
ng36
mon
ths
TP
100
-110
/12/
1410
1165
882
0 to
6,0
00 P
SIG
Dig
ital G
auge
3731
-31-
6000
Cry
stal
Eng
inee
ring
7586
05M
fg. S
peci
ficat
ions
12 m
onth
s B
y C
ryst
al E
ng.
Bro
ken-
Rem
oved
from
Ser
vice
Vol
tmet
er80
22A
Flu
ke25
8617
5±1
% o
f rea
ding
12 m
onth
sT
P 1
00-4
Bro
ken-
Rem
oved
from
Ser
vice
Sta
ndar
d T
herm
omet
er56
28H
art S
cien
tific
NIS
T-T
race
able
Std
. S/N
046
0±0
.01°
F12
mon
ths
TP
100
-2B
roke
n-R
emov
ed fr
om S
ervi
ceS
tand
ard
The
rmom
eter
5628
Har
t Sci
entif
ic20
70±0
.01°
F12
mon
ths
TP
100
-2D
efec
tive-
Rem
oved
from
Ser
vice
Sta
ndar
d T
herm
omet
er (
not i
n se
rvic
e)81
67-2
5BL
& N
(gr
ey b
ox)
1835
854
±0.0
1°F
6 m
onth
sT
P 1
00-2
Not
Use
d/In
activ
eD
ead
Wei
ght T
este
rM
K-1
00M
ansf
ield
& G
reen
7089
40.
025%
IV24
mon
ths
TP
100
-1O
bsol
ete
3193
1.00
2O
scill
osco
pe w
ith D
MM
465D
M44
Tek
tron
ixB
2971
45M
fg. S
peci
ficat
ions
12 m
onth
sB
y T
ektr
onix
Obs
olet
eU
nive
rsal
Cou
nter
5316
AH
ewle
tt-P
acka
rd23
08A
0488
0M
fg. S
peci
ficat
ions
.12
mon
ths
Obs
olet
eV
oltm
eter
8842
AF
luke
4407
281
±0.0
5 V
olt
6 m
onth
sT
P 1
00-4
Obs
olet
eP
reci
sion
10
Ohm
Res
isto
rS
R1
ES
I60
9015
±0.0
05 O
hm24
mon
ths
TP
100
-2O
bsol
ete
1744
1P
reci
sion
100
Ohm
Res
isto
rS
R1
ES
I62
3007
±0.0
05 O
hm24
mon
ths
TP
100
-2O
bsol
ete
1744
0P
reci
sion
1K
Ohm
Res
isto
rS
R1
ES
I63
1024
±0.0
05 O
hm24
mon
ths
TP
100
-2O
bsol
ete
1743
9V
olta
ge R
efer
ence
Cel
l11
0E
pple
yF
2246
±0.0
1 V
olt
60 m
onth
sO
bsol
ete
Vol
tmet
er88
42A
Flu
ke52
0126
1±0
.05
Vol
t6
mon
ths
TP
100
-4O
bsol
ete
Vol
tmet
er88
42A
Flu
ke65
4025
6±0
.05
Vol
t6
mon
ths
TP
100
-4O
bsol
ete
Vol
tmet
er88
00A
Flu
ke20
9609
8±0
.05
Vol
t6
mon
ths
TP
100
-4O
bsol
ete
Vol
tmet
er80
21B
Flu
ke43
1601
5±1
% o
f rea
ding
12 m
onth
sT
P 1
00-4
Obs
olet
e-R
emov
ed fr
om S
ervi
ceV
oltm
eter
8021
BF
luke
3920
372
±1%
of r
eadi
ng12
mon
ths
TP
100
-4O
bsol
ete-
Rem
oved
from
Ser
vice
Vol
tmet
er80
22A
Flu
ke21
8247
0±1
% o
f rea
ding
12 m
onth
sT
P 1
00-4
Obs
olet
e-R
emov
ed fr
om S
ervi
ce75
lb-f
t Tor
que
Wre
nch
CG
275F
DC
-AR
BH
Arm
stro
ng50
9094
1489
3%C
W12
mon
ths
Ref
eren
ce O
nly
Mic
rom
eter
s an
d H
eigh
t Gau
geV
ario
usV
ario
usV
ario
us±0
.000
2 in
.12
mon
ths
or A
/RS
ee in
divi
dual
rec
ords
See
indi
vidu
al r
ecor
dsP
lug
and
Rin
g T
hrea
d G
auge
sV
ario
usV
ario
usV
ario
us12
mon
ths
Trip
le P
oint
Cel
lT
ype
BJa
rret
t Ins
trum
ents
B-1
1-13
32±0
.000
1°C
N/A
Trip
le P
oint
Cel
l59
01C
-GH
art S
cien
tific
D-G
2015
±0.0
001°
CN
/A


APPENDIX
J




APPENDIX
K
































































APPENDIX
L










APPENDIX
M














APPENDIX
N






APPENDIX
O




APPENDIX
P


Em
plo
yee
Schwien
Bas
ic
Schwien
Adv
ance
d
MIL
-STD-2
000A
Sold
ering
ESD Disc
harg
e Tra
ining
Press
ure
Lab
Cert.
Tempe
ratu
re L
ab C
ert.
2007
Pre
ssur
e Exa
m
2007
Tem
pera
ture
Exa
m
2008
Pre
ssur
e Exa
m
2008
Tem
pera
ture
Exa
m
2008
Tor
que-
Force
Exa
m
2009
Mea
s. Unc
ert.
Exam
2010
Elec
trica
l Exa
m
2011
Mas
s & W
eight
Exa
m
ATP 369
5-15
9-1
quar
tz ga
uge
2012
Roo
t Cau
se A
nalys
is
NAVAIR 1
7-20
MP-1
17: 3
689A
DW
T
NAVAIR 1
7-20
MP-1
52: 3
689A
Man
omet
er
M. A
lvarez
XX
XX
XX
D. Fredrickson
XX
XX
XX
XX
X
U. G
uerrero
XX
J. Nelson
XX
XX
XX
XX
X
M. P
erry
X
S. Sed
enX
XX
XX
D. W
right
XX
XX
XX
XX
XX
XX
XX
Calib
ration
Lab
Personn
el Training Matrix as of 1
/9/2012


Quality Control Skills Matrix
Page 1
Assembler X None X XCal. Tech I X None X X X X XCal. Tech II X X 1 year X X X X X X X X X X XCal. Lab Mgr. X X 3 years X X X X X X X X X X XQA Inspector X None X X
Title
H.S. Diploma or GED
AA/Trade/Military
Work Exp.
Schwien
Ruska 2465
Ruska 2400
Pressurements
Dead Weight Torque
Morehouse Proving Rings
Temperature
Triple Point
SolderingESD
QC-1000
Dimensional Measuring














APPENDIX
Q


















APPENDIX
R


QAS-001 Rev. A August 3, 2009
1
METROLOGY SUPPLIER QUALITY SURVEY This survey certification form is part of our efforts to ensure that metrology service providers to King Nutronics Corp. have documented and functioning quality systems that meet the requirements of ANSI/NCSL Z-540 or ISO Guide 25. A certified supplier is one that has shown a complete and thorough understanding of our needs. In doing so, the supplier has set in place a process that has been investigated and has been found to yield products or services that meet or exceed our requirements. To complete this survey, please provide the requested information in the spaces provided:
SUPPLIER INFORMATION
Company:
Address:
City: State: ZIP:
Contact Person: Title:
Phone No.: Fax No.:
Date: Email:
Calibration Services Provided:
QUALITY PROGRAM Yes No
Does your calibration service have a quality program in place?
What is the quality standard or specification for the quality program? Circle all that apply:
ANSI/NCSL Z540-1 ISO 9001or 9002 ISO 17025 ISO Guide 25
Does your calibration service have a Quality Manager to oversee the quality program? Is the Quality Manager documented in the company organizational chart?
Have internal audits been performed at your laboratory within the past year?
MEASUREMENT TRACEABILITY Yes No
Is your measurement service traceable to the National Institute of Standards and Technology (NIST) in all measurement areas?


QAS-001 Rev. A August 3, 2009
2
FACILITES/LABORATORIES Yes No
Is there a system to control and monitor environmental requirements?
Are documented laboratory operation procedures in place?
Is the calibration workload organized and tightly controlled?
CALIBRATION STANDARDS Yes No
Are calibration standards on a recall program?
Are all active standards currently calibrated?
Are the standards evaluated for compliance to customer or original equipment manufacturer accuracy requirements?
Do the standards meet or exceed the 4:1 test accuracy principle?
Are measurement uncertainty issues addressed?
Are reports of calibration available to technicians?
Does your laboratory have an approved service provider list that is utilized in calibrating laboratory standards?
Are approved written and documented calibration procedures used, and do they reflect the standards used to conduct calibrations?
Are approved automated calibration procedures used, and do they reflect the standards used to conduct calibrations?
MEASUREMENT ASSURANCE Yes No
Does the laboratory participate in Inter-Laboratory Comparisons (ILCs)?
Are check standards used during the calibration process to assure accurate calibration?
CALIBRATION DATA MANAGEMENT Yes No
Is there a data management security system in place to store and protect calibration data?
Is electronic data transfer available to the customer?
Does the content of calibration certificates or reports conform to the requirements of ANSI/NCSL Z-540 or ISO 17025?
Is the calibration data system capable of “reverse traceability” in the event of out-of-specification laboratory standards?
Are customers notified of items found out-of-tolerance during calibration, and are they provided “as found” and “as left” data?


QAS-001 Rev. A August 3, 2009
3
CUSTOMER SERVICES Yes No
What type of warranty system for repair is in place?
Does your calibration service advise the customer of repair costs prior to repair?
Does your calibration service obtain authorization from the customer prior to subcontracting equipment calibration?
How long has your service been in business?
Please submit the following items with this completed form to the King Nutronics Corp. Quality Control Manager:
Copy of Quality Manual (software copy if available)
Copy of Accreditation Certificate (if applicable)
Statement of Measurement Capabilities
Sample calibration data form returned with TMDE to the customer Mail these materials to:
King Nutronics Corporation Attn: Quality Control Manager 6421 Independence Ave. Woodland Hills, CA, 91367-2608
QUALITY EVALUATION ANALYSIS
THIS SECTION RESERVED FOR KNC USE. PLEASE LEAVE BLANK.
Approved: Yes No Remarks:
Quality Mgr. Signature: Date:


QAS-002 Rev. A August 3, 2009
1
SERVICE PROVIDER QUALITY SURVEY This survey certification form is part of our efforts to ensure that service providers to King Nutronics Corp. have documented and functioning quality systems that meet our requirements. A certified service provider is one that has shown a complete and thorough understanding of our needs. In doing so, the service provider has set in place a process that has been investigated and has been found to yield products or services that meet or exceed our requirements. To complete this survey, please provide the requested information in the spaces provided:
SERVICE PROVIDER INFORMATION
Company:
Address:
City: State: ZIP:
Contact Person: Title:
Phone No: Fax No:
Date: Email:
Services Provided:
QUALITY PROGRAM Yes No
Does your organization have a quality program in place?
What is the quality standard or specification for the quality program? Circle all that apply:
ANSI/NCSL Z540-1 ISO 9001or 9002 ISO 17025 ISO Guide 25
Other (Please Specify):_________________________
Does your organization have a Quality Manager to oversee the quality program? Is the Quality Manager documented in the company organizational chart?
Have internal audits been performed at your facility within the past year?
MEASUREMENT TRACEABILITY Yes No
Are all measurement tools and instruments traceable to the National Institute of Standards and Technology (NIST)?
Do all measurement tools and instruments undergo periodic calibration by a NIST-traceable lab? If yes, what is the calibration interval? ______________


QAS-002 Rev. A August 3, 2009
2
FACILITES/LABORATORIES Yes No
Is there a system to control and monitor environmental requirements?
Are documented operational procedures in place?
Is the workload organized and tightly controlled?
REPORTING Yes No
Is an inspection or test report provided upon the completion of work?
Is the customer notified of items found to be out of specification or out of tolerance during processing?
CUSTOMER SERVICES Yes No
What type of warranty system is in place?
Does your service advise the customer of costs prior to performing work?
Does your service obtain authorization from the customer prior to subcontracting work?
How long has your service been in business?


QAS-002 Rev. A August 3, 2009
3
Please submit the following items with this completed form to the King Nutronics Corp. Quality Control Manager:
Copy of Quality Manual (software copy if available)
Copy of Accreditation Certificate (if applicable)
Standard Operating Procedures, work travelers, and other documents relevant to the service being provided
Sample inspection or test report returned to the customer
Mail these materials to:
King Nutronics Corporation Attn: Quality Control Manager 6421 Independence Ave. Woodland Hills, CA, 91367-2608
QUALITY EVALUATION ANALYSIS
THIS SECTION RESERVED FOR KNC USE. PLEASE LEAVE BLANK.
Approved: Yes No Remarks:
Quality Mgr. Signature: Date:


QAS-003 Rev. A August 3, 2009
1
VENDOR QUALITY SURVEY This survey certification form is part of our efforts to ensure that our product and service providers have documented and functioning quality systems that meet our requirements. A certified vendor is one that has shown a complete and thorough understanding of our needs. In doing so, the vendor has set in place a process that has been investigated and has been found to yield products or services that meet or exceed our requirements. To complete this survey, please provide the requested information in the spaces provided:
VENDOR INFORMATION
Company:
Address:
City: State: ZIP:
Contact Person: Title:
Phone No: Fax No:
Date: Email:
Products or Services Provided:
QUALITY PROGRAM Yes No
Does your organization have a quality program in place?
What is the quality standard or specification for the quality program? Circle all that apply:
ANSI/NCSL Z540-1 ISO 9001or 9002 ISO 17025 ISO Guide 25
Does your organization have a Quality Manager to oversee the quality program? Is the Quality Manager documented in the company organizational chart?
Have internal audits been performed at your facility within the past year?
MEASUREMENT TRACEABILITY Yes No
Are all measurement tools and instruments traceable to the National Institute of Standards and Technology (NIST)?
Do all measurement tools and instruments undergo periodic calibration by a NIST-traceable lab? If yes, what is the calibration interval? ______________


QAS-003 Rev. A August 3, 2009
2
FACILITES/LABORATORIES Yes No
Is there a system to control and monitor environmental requirements?
Are documented operational procedures in place?
Is the workload organized and tightly controlled?
REPORTING Yes No
Is an inspection or test report provided upon the completion of work?
Is the customer notified of items found to be out of specification or out of tolerance during processing?
CUSTOMER SERVICES Yes No
What type of warranty system is in place?
Does your organization advise the customer of costs prior to performing work?
Does your organization obtain authorization from the customer prior to subcontracting work?
How long has your organization been in business?


QAS-003 Rev. A August 3, 2009
3
Please submit the following items with this completed form to the King Nutronics Corp. Quality Control Manager:
Copy of Quality Manual (software copy if available)
Copy of Accreditation Certificate (if applicable)
Standard Operating Procedures, work travelers, and other documents relevant to the materials or services being provided
Sample inspection or test report returned to the customer
Mail these materials to:
King Nutronics Corporation Attn: Quality Control Manager 6421 Independence Ave. Woodland Hills, CA, 91367-2608
QUALITY EVALUATION ANALYSIS
THIS SECTION RESERVED FOR KNC USE. PLEASE LEAVE BLANK.
Approved: Yes No Remarks:
Quality Mgr. Signature: Date:


QA-411 Rev. A Nov. 4, 2010
CUSTOMER SATISFACTION SURVEY
To Whom It May Concern: As part of King Nutronics Corporation’s ongoing efforts to improve our products and services, we are requesting that you complete and submit this Customer Satisfaction Survey after evaluating your KNC instrument. Please FAX the completed survey form to (818) 887-2766, or mail to: KNC Customer Satisfaction Survey 6421 Independence Ave. Woodland Hills, CA 91367 Thank you, KNC Quality Control Department INSTRUCTIONS: Please indicate your agreement with the following statements by circling the appropriate number from 1 to 5. A 1 indicates complete disagreement; 5 indicates complete agreement.
Item Parameter Disagree Agree
1 I am satisfied with how my order was handled by KNC Customer Service.
1 2 3 4 5
2 My item was processed and returned in a timely manner.
1 2 3 4 5
3 All requested work was completed in a satisfactory manner.
1 2 3 4 5
4 The quality of service and work was a good value for the money.
1 2 3 4 5
5 I would consider using KNC in the future for other products and services.
1 2 3 4 5
Suggestions:
Please provide the following information if you would like someone from KNC to contact you:
Name: Title:
Phone No: Email:


APPENDIX
S


QA-350 Rev. A August 20, 2009
CUSTOMER COMPLAINT/CORRECTIVE ACTION FORM
Date: Initiated By: Customer:
Summary of Complaint:
QC Investigation:
Inspector Name: QC Stamp: Date:
Corrective Action:
Drawing Change Required? Yes No New Rev: Release Date:
Implemented Date: Implemented By: QC Stamp: