Prepared by Roland Duquesne Thermo King Corporation ...coolchain.org/Websites/cca/Images/CCA...
18
Prepared by Roland Duquesne Thermo King Corporation Presented by Ronnie Meechan: GEA Refrigeration Africa
Transcript of Prepared by Roland Duquesne Thermo King Corporation ...coolchain.org/Websites/cca/Images/CCA...
Prepared by Roland Duquesne Thermo King Corporation
Presented by Ronnie Meechan: GEA Refrigeration Africa
Cool Chain Association
Introduction: Ingersoll Rand-Thermo King-GEA Refrigeration Africa
Heat sources
Some best practices

• A $13 billion diversified industrial company• Over 57000 employees worldwide• About 100 manufacturing facilities worldwide• Operations in every major geographic region• Strategic brands are #1 or #2 in their markets
Ingersoll Rand - Intro

Market-leading Brands
#1 US
#2 Worldwide
Commercial HVAC
Equipment
#1 North America lock and door
hardware
#1 Worldwide golf cars
#1 North America display cases
#1 North America service provider
#1 Worldwide
transport
refrigeration
#1 North America air compressors,
air tools
Comfort and Climate Control Brands
Industrial Brands Security Brand

Climate Solutions

GEA Refrigeration Africa
• Total staff complement of ±320
• 12 Branches
Objective of transport refrigeration
- Extend storage and shelf life of product
- Maintain quality of product
- Reduce the rate of decay
-Reduce deterioration by micro organisms
REMOVE HEAT
Main Heat sources
- Heat infiltration: Heat gain from outside the compartment
- Service load: Heat gain from doors openings, etc…
- Product load: Heat gain from cargo: respiration, etc…
- Pre-cooling equipment: Residual heat in the insulation, air in trailer, etc…
- Product Pre-cooling: Heat in product if not loaded at correct temperature
- Other factors
Heat Infiltration
Heat infiltration through the wall of the loading area through convection,
Q convection = k*A*ΔT/L = Kf*A*ΔT
Example of a std insulated trailer at ambient temp of 38c and inside 0c
Kf= 0.02/0.0762
A= 166.82 m2ΔT= (38-0)
Qtot= 1663 watts

Heat due to service load
1) Heat gain/loss due to air exchange with air outside
Example doors are left open
Qa = (8/b)*V* ΔT*D*E*F*A*G
Example: std trailer with same ΔT as previously and 10 single door opening of
5 minutes each
Qa= 1788 watts

Heat due to service load
2) Heat residual in the trailer or box if not pre-cooled
3 factors: Inner lining of body
Insulation of body
Air in body
Example std trailer parked at 38c ambient
-Inner lining: 2543 watts
-Insulation: 624 watts
- Air: 400 watts
Total: 3567 watts
Heat due to service load2) Product Pre-cooling/Heating
To bring a product past the freezing point the heat to be extracted is the sum of
Qproduct = Qunfrozen+Qlatent+Qfrozen
Heat extracted to bring product to freezing point
The latent heat to freeze the product
Heat extracted to bring product to its final temperature
Example: a refrigeration compartment with setpoint at +13c
is loaded with 3000 kg of mangoes at +30c
specific heat of mangos: 3.559J/kg*K
Heat need to be extracted in 2 hrs
Qproduct = 3000*3559*23/2= 34107 Watts !!!
or with same conditions with a std reefer unit we would need
6 hrs !!!

Heat due to Product LoadProduct continue to give off heat after harvest = heat of respiration
Fruit –vegetables take in oxygen , releasing carbon dioxide and heat (See
ethylene slide)
Qr = Mp*R
Example: a refrigeration compartment with setpoint at +0c
is loaded with 3000 kg of strawberries at +0c
Qr = 3000/1000*44.4 = 133 Watts

Heat due to other factors
Loading: - sealed docks?; time to load?
Defrost events: - capacity of unit used to extract water from the air
- loss of capacity due to unit defrosting
Air exchange: - Air need to circulate properly to avoid hot/cold
spots. Air carries the heat to the evaporator to
remove the heat from compartment
Product loading: - pallets, boxes, stacking

Air exchangeMake sure air is not restricted
Best practices : 6 directions
Humidity is not covered in this section
Reminder: Link between ethylene and respiration to be detailled
There is a link between internal ethylene and CO2 - respiration
There is a minimum of ethylene concentration needed to induct rippening of the
fruit
The skin of fruit and surface exposed to air influences the ethylene content as
well as the release of it.
a few hours after harvest fruit already have detectable ethylene quantities.
The ethylene content rises when fruit approach the respiratory climate
The deterioration peak is when the fruit have softened and changed in colour
This process is also directly associated to production of CO2
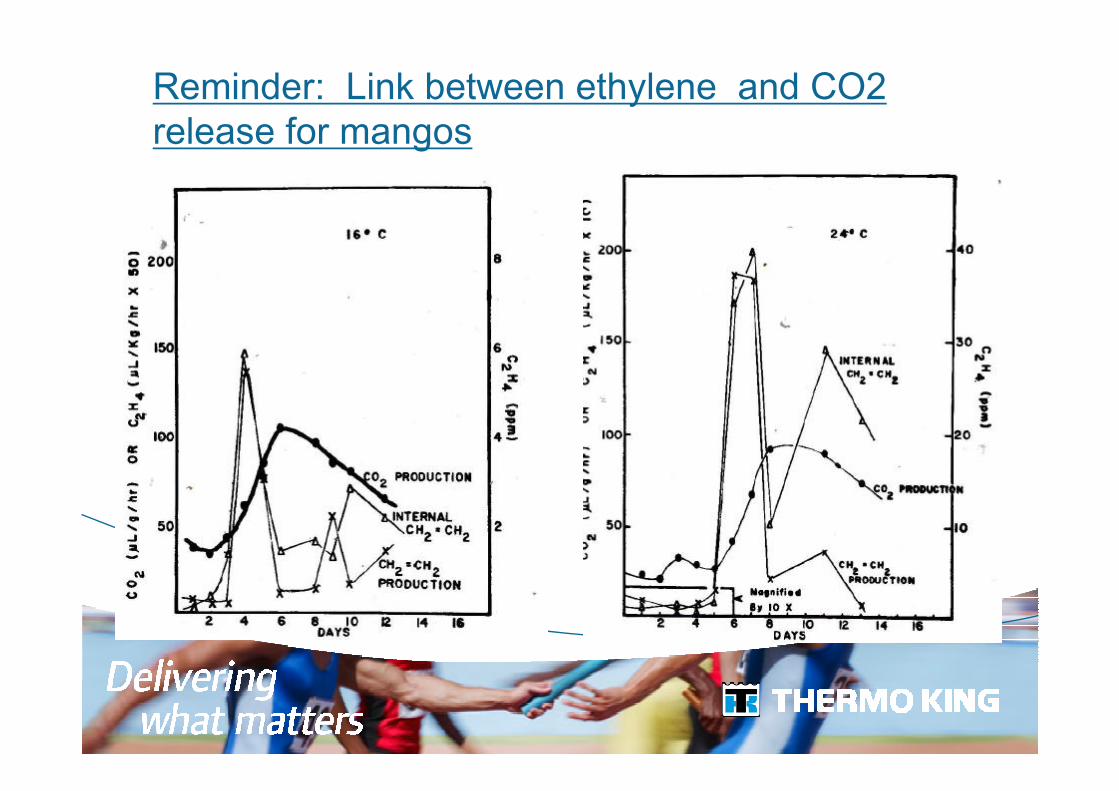
Reminder: Link between ethylene and CO2 release for mangos

THANK YOU