Journées Annuelles du Pétrole - Ecritel Francejdp.ecritel.net/files/21-Atelier7_AFTP_Bowen.pdf ·...
44
Journées Annuelles du Pétrole Les 10 et 11 octobre 2007 Paris - Palais des Congrès, Porte Maillot Hydrocarbures, la maîtrise du futur
Transcript of Journées Annuelles du Pétrole - Ecritel Francejdp.ecritel.net/files/21-Atelier7_AFTP_Bowen.pdf ·...

Journées Annuelles du PétroleLes 10 et 11 octobre 2007
Paris - Palais des Congrès, Porte Maillot
Hydrocarbures, la maîtrise du futur

Alternative Olefin Feedstocks –Refinery Links
Colin BowenV.P. Olefins
Business DevelopmentShaw Stone & Webster, Inc.
3
Alternative Olefin Feedstocks – Refinery Links
• Conventional Olefin Feedstocks – Economic Trends• Current Regional Feedstock Economics• Alternative Feedstocks – Yesterday, Today, Tomorrow• Ethylene Sources, Trends• Propylene Sources, Trends• Catalytic Olefins – Technology Basis
– Integration Opportunities– Revamp Opportunities– Contaminant Removal– Relative Economics

4
Feedstock & Energy Economic Drivers
Crude Oil$/bbl
Crude Oil$/MMbtu
Natural Gas$/MMbtu
1970 ~6.5 ~1.2 ~0.2
1980 ~25 ~4.6 ~1.61988 ~16 – 38 ~2.9 – 7.0 ~1.5 – 2.0
3Q2007 ~78 ~14 ~7 Standard Ratios:
Crude Costs $78/bbl ≡ $585/MT ≡ $14/MMbtuEthane Production Cost ~ $1/MMbtu above Natural Gas CostNaphtha ~ 120 – 130% Crude Oil CostHVGO ~ 85 – 95% Crude Oil CostAGO ~ 125 – 135% Crude Oil Cost
www.eia.doe.gov

5
Relative Ethylene Production Economics
Basis: Steam Cracker ~600 kta Ethylene, 95% Operating Rate
Unit rates derived from CMAI Data, 2006
ETHANE NAPHTHA GAS OIL
$/tC2H4 $/t C2H4 $/t C2H4
Feedstock Cost 653 1892 2669Co-Product Credits 190 1490 2175Net Feedstock Cost 463 402 494Utilities, Cat/Chem 174 240 266Fixed Operating Costs 51 64 67Total Production Costs (+Admin) 696 716 838Ethylene Revenue (-Distribution) 1016 1016 1016Cash Margin 320 300 178
6
Alternative Ethylene Technologies - Yesterday
• Direct Contact with High Temp Reactants• Inert Circulating Solids• Methane Routes – Oxidative/ Dehydrochlorination• Promoted Pyrolysis Developments

7
Previous TechnologiesDirect Contact Thermal Processes
• Combustion Gas(UCC-ACR, Rockwell)
• Shift Reaction Gas(Dow - PCC, Ube, Toyo)
• Plasma(Huels, McGill Univ.)
• Shock Wave(Washington Univ., Nova)
Customized Recovery Flowschemes, Contaminant Concerns

8
Previous TechnologiesInert Circulating Solids Demo Units
Thermal Regenerative Cracking(Quick Contact QC)
K-K ProcessCirculating Coke Particles
9
Promoted Pyrolysis – Anticipated Advantages
• Combination co-cracking (S&W Duo-cracking)• Hydro-pyrolysis
– Pierrefitte-Audy, IFP, Rockwell• In-situ pre-gasification and pyrolysis
– Veba / Linde
Disappointed Demonstrations

10
Alternative Olefin Feedstocks - Today
• Conventional pyrolysis, lower cost feedstocks– HCR– HAGO– GTL– HNGL
• LNG derived E / P / B feedstocks• HOFCC / DCC Catalytic Cracking
– HVGO– LSWR

11
Alternative Olefin Feedstocks – Tomorrow
• Methane/Syn-gas/MeOH/MTO or MTP• Methane / syn-gas / Fischer-Tropsch• Coal / similar syn-gas technologies• Bio-routes via ethanol• VGO/ATB – next generation Catalytic Olefins (CPP)• Catalytic Naphtha Cracking• Refinery Off Gas Olefins• Bitumen-derived light feedstocks• Heavy olefin co-products (OCP)

12
Global Ethylene Production & Predictions
2007 Production ~ 115 MMTA (Capacity ~ 125 MMTA)
2012 Production ~ 160 MMTA
2012 % Production from Ethane ~ 43%
• Mid East Project Incentives
• US Ethane vs Naphtha Cost Advantage
Naphtha54%
Others2%
Ethane28%
Propane7%
Butane4%
Gas Oil5%

13
Global Propylene Production & Predictions
Pyrolysis64% Others
6%
FCC Units30%
2007 Production ~ 70 MMTA
2012 Production ~ 92 MMTA
Δ Production from Pyrolysis ~ 8 MMTA
Δ Production from FCC linked units ~12 MMTA
Δ Production from Alternative Routes ~ 2 MMTA
14
Current FCC Capacities / Productions
Global FCC Operating Capacity ~ 16 MMBPD~ 770 MMTA
Typical light olefin yields ~ 3 - 4% wt C3H6
~ 0.7 – 1.2 % wt C2H4
Current FCC derived C3H6 ~ 28 MMTAApprox 2/3 FCC C3H6 as polymer gradeApprox 1/3 FCC C3H6 as refinery grade (+C3H8)C3H6 yield can be increased by ZSM-5 catalyst

15
ZSM-5 Catalyst for FCC Applications
• ZSM-5 Zeolite catalysts convert gasoline fraction to lighter products, principally LPG.
• Potential C3H6 yield could increase to ~10% wt• FCC converter and recovery sections are correspondingly impacted• Related factors: Reaction temp, Convsn, Feedstock Adjustment• Economic incentives are linked to:
Δ Cost : propylene, propane, C4+ vs gasolineΔ Cost : catalystΔ Cost : unit capacity and potential design modificationsΔ Cost : propylene polymer grade vs refining grade productionΔ Cost : product transfer or freight costs

16
Refinery Off Gas Opportunities
• Refinery Off Gas (ROG) primary source is FCC• FCC derived C2H4 is ~ 0.7 – 1.2% wt• Hence potential ROG C2H4 is up to 7 MMTA (but actual
rate is less than 1 MMTA)• ROG collection and ethylene recovery is advantageous
where refinery / petrochemical units are adjacent• ROG recovery units in several such USGC sites

17
Refineries and Steam Crackers - USGC
Refineries
Black
Steam Crackers
Yellow

18
Dedicated FCC Light Olefins Production
• Current Deep Catalytic Cracking (DCC) can increase both propylene & ethylene yields further (still 4:1 ratio)
4
8
20
FCC
FCCZSM-5
DCC(HOFCC)
C3H6Wt%
19
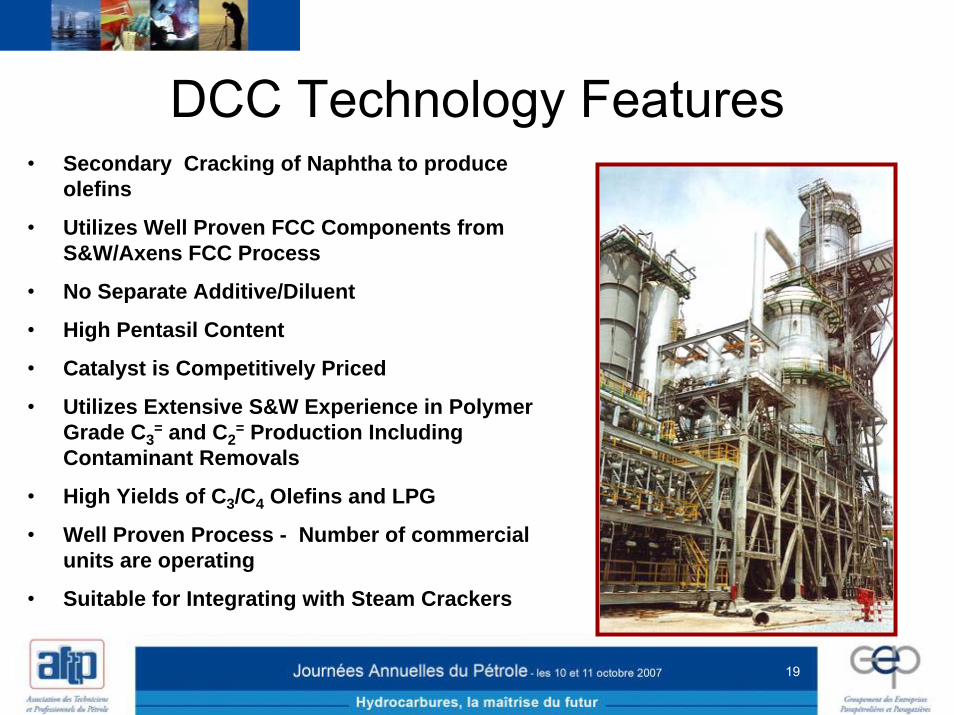
DCC Technology Features• Secondary Cracking of Naphtha to produce
olefins
• Utilizes Well Proven FCC Components from S&W/Axens FCC Process
• No Separate Additive/Diluent
• High Pentasil Content
• Catalyst is Competitively Priced
• Utilizes Extensive S&W Experience in Polymer Grade C3
= and C2= Production Including
Contaminant Removals
• High Yields of C3/C4 Olefins and LPG
• Well Proven Process - Number of commercial units are operating
• Suitable for Integrating with Steam Crackers

20
Catalytic Olefin Typical Yields
CPP (next generation) can increase ethylene product ratio.
10 20 30
C3H6
CPP
C2H4
FCCRFCC
DCC-2DCC-1
5
10
20

21
Ethylene (wt%) vs Throughput
(25°API Feed)
0
200
400
600
800
1000
1200
0 10 20 30 40 50 60 70 80 90 100
Unit Throughput (1000's BPD)
Ethy
lene
Pro
duct
(100
0's
MT/
Y) Example: @ 50 MBPD Throughput,1 wt% Ethylene = 25,000 MT/Y4 wt% Ethylene = 99,000 MT/Y18 wt% Ethylene = 446,000 MT/Y
1 wt%
20
22
5
18
3
1 wt%
5
CPPCPP
DCCDCCFCCFCC
22
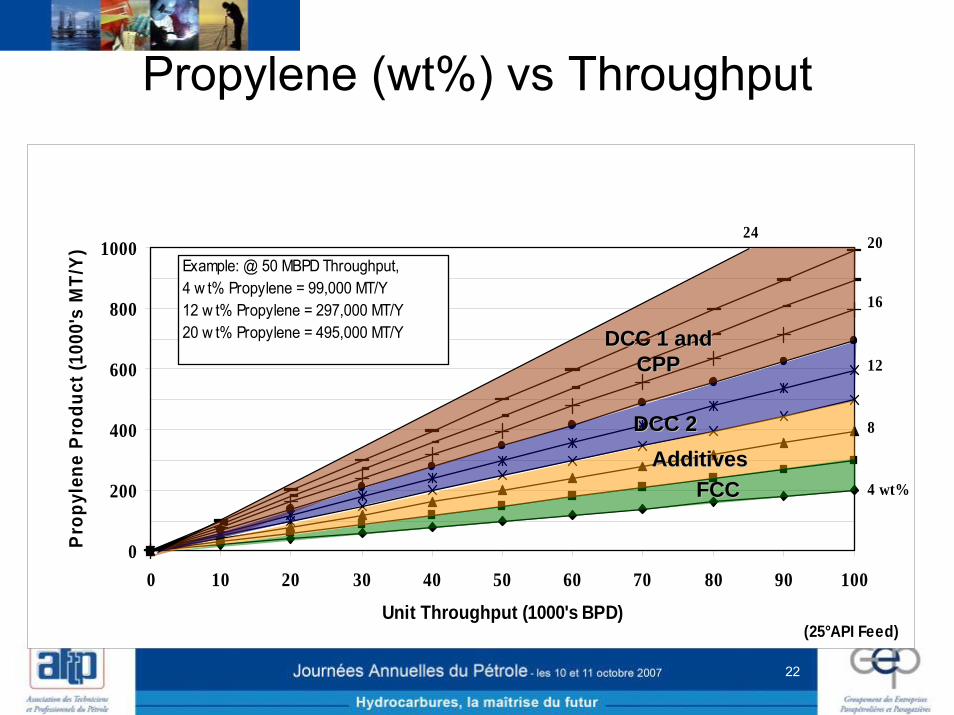
Propylene (wt%) vs Throughput
(25°API Feed)
0
200
400
600
800
1000
0 10 20 30 40 50 60 70 80 90 100
Unit Throughput (1000's BPD)
Pro
pyle
ne P
rodu
ct (1
000'
s M
T/Y)
4 wt%
20
16
12
8
Example: @ 50 MBPD Throughput,4 w t% Propylene = 99,000 MT/Y12 w t% Propylene = 297,000 MT/Y20 w t% Propylene = 495,000 MT/Y
24
DCC 1 and DCC 1 and CPPCPP
DCC 2DCC 2
FCCFCCAdditivesAdditives

23
• High matrix activity for primary cracking of heavy feeds• Modified mesopore zeolite with pentasil structure for
secondary cracking of primary gasoline range product• Good isomerization performance • Low hydrogen transfer reaction• Good abrasion resistance
A series of DCC catalysts is formulated by RIPP and manufactured by Qilu Petrochemical Company
DCC catalysts are designed to possess the following characteristics:
DCC Catalyst Features

24
TYPE I TYPE I TYPE IITYPE IIROT, °C 540-575 505-540
Cat/Oil, (wt / wt) 9-15 7-11
Dilution Steam Rate, wt% of Feed 20-30 10-15
Type of Cracking Riser & Bed Riser
Catalyst TypePentasil Zeolite Content High Medium
Comparison of DCC Type I and II Operating Conditions

25
Process DCC Type I DCC Type II FCCMaterial Balance,wt%C2 Minus 11.9 3.6 3.5C3 & C4 LPG 42.2 34.5 17.6Naphtha 26.6 41.0 54.8LCO 6.6 9.8 10.2DO 6.1 5.8 9.3Coke 6.0 4.3 4.3Loss 0.6 1.0 0.3
Total 100.0 100.0 100.0Propylene 21.0 14.3 4.9Butylene 14.3 14.7 8.1
Feed: Waxy Chinese VGO, Pilot Plant Data
Product Yields for DCC Type I and II Operation

26
No Location Feedstock Kt/a
Startup date
DCC type Feedstock
1 Jinan, PRC 150 1994 I & II VGO+DAO
2 Anqing, PRC 500 1995 I VGO+CGO
3 Daqing, PRC 120 1995 I VGO+ATB
4 TPI, Thailand 750 1997 I VGO+WAX+ ATB
5 Jingmen, PRC 800 1998 II VGO+VTB
6 Shengyang, PRC 400 1998 I VGO+VTB
7 Jinzhou, PRC 300 1999 I & II ATB
8 Lanxing, PRC 500 2005 I ATB
9 PetroRabigh, KSA 4600 2008 I HTVGO
10 JSC Tanneco Nishnekamsk FSU 800 2009 I HTVGO
Licensed DCC Units

27
DCC Units – In Progress
Location Feedrate Propylene Status/ DCC Typekta kta Startup
PetroRabigh, KSA 4600 950 2008 I
Nishnekamsk, FSU 1100 225 2009 I
Several Prospective DCC Projects under Evaluation

28
DCC - Thai Petrochemical Industries (1997)
Feedrate 18 MBPDPropylene 150 KTA
29
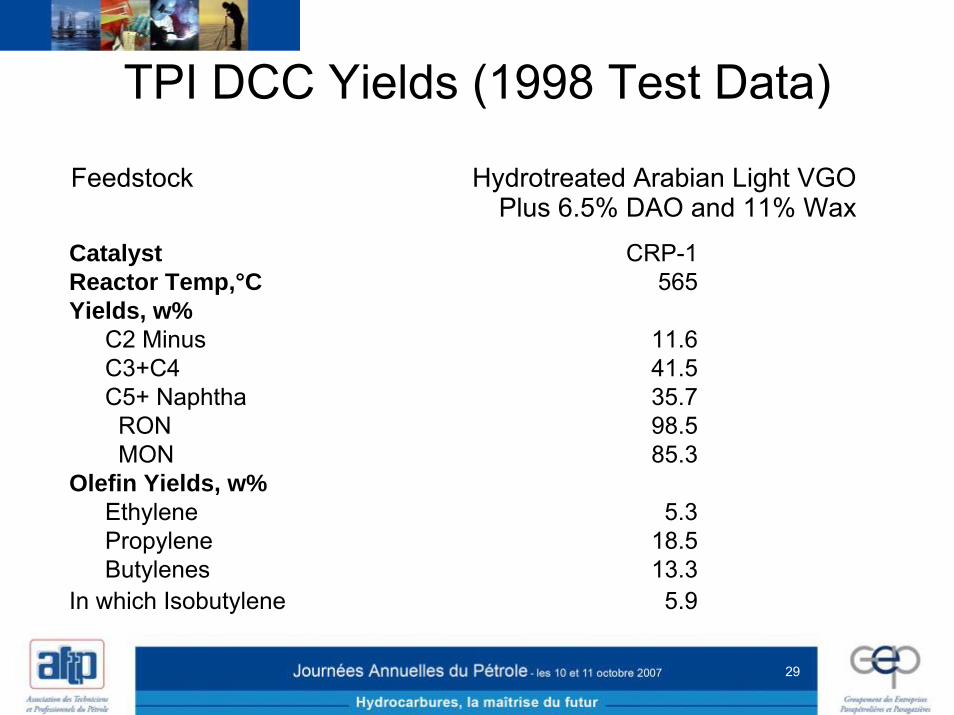
TPI DCC Yields (1998 Test Data)
Feedstock Hydrotreated Arabian Light VGOPlus 6.5% DAO and 11% Wax
Catalyst CRP-1Reactor Temp,°C 565Yields, w%
C2 Minus 11.6C3+C4 41.5C5+ Naphtha 35.7RON 98.5MON 85.3
Olefin Yields, w%Ethylene 5.3Propylene 18.5Butylenes 13.3
In which Isobutylene 5.9

30
DCC Process Benefits
• DCC is Commercially Proven and Enables the Refiner to Move Into Higher Value Niche Petrochemical Markets
• Refining/Petrochemical Integration Provides a very Attractive Return on Capital
• Low Cost Feedstocks Coupled with Flexibility to Compete in both Fuels & Petrochemicals is
Essential for Long-term Competitiveness
31
CPP Key Elements
• FCC type reactor/regenerator scheme
• Dual function type catalyst– Acid sites, carbenium ions, C3
- C4- production
– Free radical initiators, C2- C3
- production
• 600–650 °C (1100-1200 °F) cracking temp
• Relatively high cat:oil ratio (15-20)
• Relatively high stm:oil ratio (0.3 – 0.5)
• Flexible propylene:ethylene ratio (0.5 – 1.0)

32
CPP Performance Characteristics• Higher Severity Cracking of Heavy Oil
• Secondary Cracking of Naphtha
• Recycle Cracking of Low Value Co-Products
• Flexible Operating ModesMaximum Ethylene
Maximum Propylene
Maximum Total Olefins
33
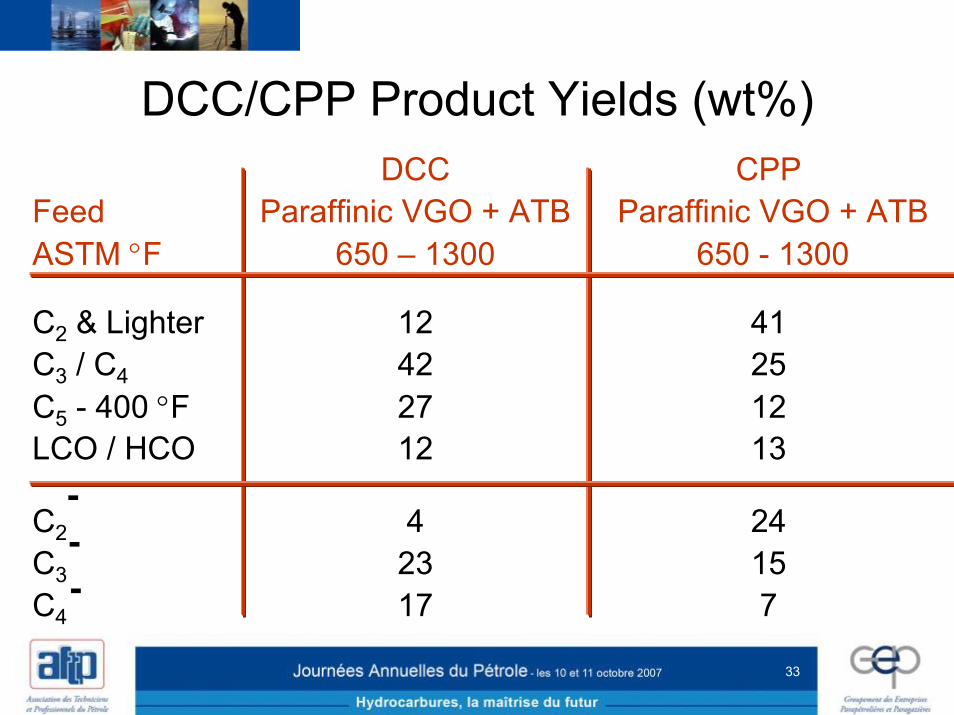
DCC/CPP Product Yields (wt%)DCC CPP
Feed Paraffinic VGO + ATB Paraffinic VGO + ATBASTM °F 650 – 1300 650 - 1300
C2 & Lighter 12 41C3 / C4 42 25C5 - 400 °F 27 12LCO / HCO 12 13
C2 4 24C3 23 15C4 17 7
---

34
Shenyang Paraffin-Wax Chemical Co., LtdCPP Commercial Prototype 2008
Earlier DCC-2 Unit, First Commercial CPP Unit

35
CPP Pyrolysis Gas Purification and Separation Project
CPP Gas
REFRIG
CONTAMREMOVAL
HOTFRAC
DCCCONVERTER
&FRACTIONATOR
R/CFNCE
COMP
COLD FRAC
Dry Gas
Fuel Gas
Ethylene
Propylene
C6+
C4/C5
Propane Ethane
Propane
Fuel Oil
CPP Naphtha
C5-
C6+
CPPCONVERTER
& FRACTIONATOR
36
CPP Recovery Design Principles• CG compression, 4 stages• Amine / NaOH acid gas removal• Front end DeC3, As/Hg removal• De-Oxo, drier, COS/RSH chemi-sorption• Conventional cryogenic fractionation• C3 stripper / rectifier / hot water belt• C2, C3, C4, C5 recycle cracking
Optimally Combined Steam Cracker / ROG Configuration

37
CPP Advantages & Potential
• Low cost feedstock
• High quality C5+ aromatic naphtha
• Flexible P:E ratio
• Recycle cracking of low value co-products
• Low cost fuel (ie. self produced coke)
• Integrate with existing ethylene unit

38
O2 ThiophenesNOx DisulfidesH2S MeOHCO2 PropanolH2O MercuryCOS AsH3CS2 PH3NH3 OxygenatesHCN Acetylenes RSH Dienes
Typical Contaminants in ROGTypical Contaminants in ROG

39
ROG TreatmentsContaminant Treatment Method
CO2 & H2S Amine and caustic washes
Oxygen Most dangerous, removed by hydrogenation
NOx Dangerous in the presence of O2, removed by hydrogenation
NH3 Formed by NOx hydrogenation and removed by adsorption
COS Removed by MEA and also by adsorption
RSH Removed by adsorption
AsH3 Removed by hydrogenation catalyst and finally by adsorption
Hg Removed by HgSiv3, sulfur / iodine impregnated charcoal, or sulfided metals
40
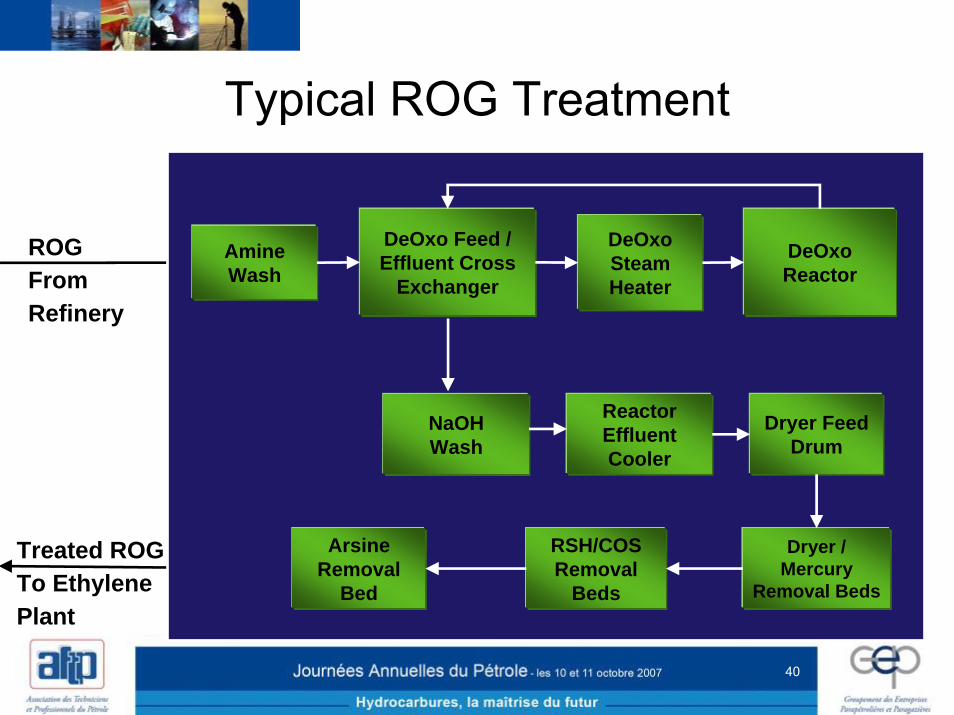
Typical ROG Treatment
ROGFrom Refinery
Treated ROG To Ethylene Plant
Amine Wash
DeOxo Feed / Effluent Cross
Exchanger
DeOxoSteam Heater
DeOxoReactor
Reactor Effluent Cooler
Dryer Feed Drum
Dryer / Mercury
Removal Beds
RSH/COS Removal
Beds
Arsine Removal
Bed
NaOHWash

41
Recent ROG Recovery Unit
DeOxo Reactor< 1 ppm mol O2
< 0.1 ppm mol NOx< 0.5% C2H4 loss

42
• Catalytic Pyrolysis Process (CPP) for max ethylene• Deep Catalytic Cracking (DCC) for max propylene• Yields increased by catalytic recycling of C4/C5 cut• Integration / conversion opportunities
Catalytic Olefins Production - Summary
Low Cost Alternative Route to Light Olefins

43
Relative Ethylene Production EconomicsBasis: ~600 kta Ethylene, 95% Operating Rate
Unit rates derived from CMAI Data, 2006
NAPHTHACRACKER
GAS OILCRACKER
HVGO/CPPMAX C2
- CASE
$/t C2H4 $/t C2H4 $/t C2H4
Feedstock Cost 1892 2669 2162Co-Product Credits 1490 2175 2345Net Feedstock Cost 402 494 (183)Utilities, Cat/Chem 240 266 135Fixed Operating Costs 64 67 64Total Production Costs (+Admin) 716 838 16Ethylene Revenue (-Distribution) 1016 1016 1016Cash Margin 300 178 1000
44
Olefin Industry Challenges• Higher Feedstock / Energy Costs• Find Alternative Feedstocks• Improved Efficiencies• Tighter Environmental Limits• Optimum Upstream / Downstream Integration
Key to All Successful Solutions
TECHNOLOGY