
Journal of Alloys and Compounds - ttu.edu.tw
5
The wear properties of Ti-based bulk metallic glass composites containing carbon particles Pee-Yew Lee a, * , Yung-Sheng Lin b , Chia-Jung Hu c , Chih-Feng Hsu d a Institute of Materials Engineering, National Taiwan Ocean University, Keelung, Taiwan b Department of Chemical Engineering, National United University, Miaoli, Taiwan c Department of Materials Engineering, Tatung University, Taipei, Taiwan d Chenming Mold Ind. Corp., Taipei, Taiwan article info Article history: Received 27 June 2016 Received in revised form 25 October 2016 Accepted 27 October 2016 Available online 28 October 2016 Keywords: Mechanical alloying Bulk metallic glass composite Supercooled liquid region Vacuum hot pressing Wear abstract This paper reports the preparation and wear behavior of mechanically alloyed Ti-based bulk metallic glass composites containing carbon particles. The carbon/Ti 50 Cu 28 Ni 15 Sn 7 metallic glass composite powders are formed by two-stage mechanical alloying (MA) process. The bulk metallic glass composite was successfully prepared by vacuum hot pressing of as-milled carbon/Ti 50 Cu 28 Ni 15 Sn 7 metallic glass composite powders. The differential scanning calorimeter (DSC) results show that the thermal stability of the amorphous matrix is affected by the presence of the carbon particles. Changes in T g and T x suggest deviations in the chemical composition of the amorphous matrix that were developed due to a partial dissolution of the carbon species into the amorphous phase. Although the hardness of carbon/ Ti 50 Cu 28 Ni 15 Sn 7 bulk metallic glass composite is increased with carbon addition, but their wear re- sistances is not directly proportional to hardness and does not follow the standard wear law. The increase in the wear rate of a carbon/Ti 50 Cu 28 Ni 15 Sn 7 bulk metallic glass composite with high carbon content may be attributed to the residual porosity and in-situ formed hard TiC particles formed in situ in the matrix of the composite. © 2016 Elsevier B.V. All rights reserved. 1. Introduction Since the first bulk metallic glasses (BMG) were synthesized in 1989 [1], striking progress has been made in the preparation of BMGs. A great number of multicomponent metallic glass alloys with strong glass-forming ability (GFA) and high thermal stability have been found, such as, Ti, Zr, Fe, Pd, Mg, Cu, Ni, and other metallic glass alloy systems [2e4]. Many techniques have been successfully used to prepare Ti-based BMGs, but most of the research efforts and industrial interests have focused on diverse implementations of rapid solidification [5]. An alternative method is the use of mechanical alloying to prepare amorphous powders that are suitable for further compaction and densification. Mean- while, reinforced particles can be easily introduced into the glassy matrix. As previous investigations have demonstrated, MA has been used successfully to prepare amorphous Cu- and Zr-based composite powders [6,7]. Carbon fibers and carbon have been the latest reinforcement materials used in composites due to their desirable structural properties, which are better than those of any metals. For example, Kim et al. [8] reported that carbon fiber- reinforced BMG composites can be prepared successfully by infil- trating liquid ZreTieCueNieBe into carbon fiber bundles. Shortly after this, Wang et al. [9] synthesized carbon-reinforced BMG composites, which show excellent mechanical properties. Although BMGs and carbon have many excellent properties, a literature survey indicated that no report exists on the formation of a Ti-based BMG composite powder containing carbon using the MA process. In this work, amorphous Ti 50 Cu 28 Ni 15 Sn 7 powders with and without carbon additions will be prepared using MA. Subse- quent consolidation of as-milled powders will be performed and the mechanical properties of compacts will be evaluated by Vickers microhardness and wear properties. 2. Experimental procedure The carbon/Ti 50 Cu 28 Ni 15 Sn 7 metallic glass composite powders are fabricated by two-stage mechanical alloying process. The first stage is the preparation of Ti 50 Cu 28 Ni 15 Sn 7 metallic glass composite * Corresponding author. E-mail address: [email protected] (P.-Y. Lee). Contents lists available at ScienceDirect Journal of Alloys and Compounds journal homepage: http://www.elsevier.com/locate/jalcom http://dx.doi.org/10.1016/j.jallcom.2016.10.261 0925-8388/© 2016 Elsevier B.V. All rights reserved. Journal of Alloys and Compounds 707 (2017) 92e96
Transcript of Journal of Alloys and Compounds - ttu.edu.tw
lable at ScienceDirect
Journal of Alloys and Compounds 707 (2017) 92e96
Contents lists avai
Journal of Alloys and Compounds
journal homepage: http: / /www.elsevier .com/locate/ ja lcom
The wear properties of Ti-based bulk metallic glass compositescontaining carbon particles
Pee-Yew Lee a, *, Yung-Sheng Lin b, Chia-Jung Hu c, Chih-Feng Hsu d
a Institute of Materials Engineering, National Taiwan Ocean University, Keelung, Taiwanb Department of Chemical Engineering, National United University, Miaoli, Taiwanc Department of Materials Engineering, Tatung University, Taipei, Taiwand Chenming Mold Ind. Corp., Taipei, Taiwan
a r t i c l e i n f o
Article history:Received 27 June 2016Received in revised form25 October 2016Accepted 27 October 2016Available online 28 October 2016
Keywords:Mechanical alloyingBulk metallic glass compositeSupercooled liquid regionVacuum hot pressingWear
* Corresponding author.E-mail address: [email protected] (P.-Y. Lee).
http://dx.doi.org/10.1016/j.jallcom.2016.10.2610925-8388/© 2016 Elsevier B.V. All rights reserved.
a b s t r a c t
This paper reports the preparation and wear behavior of mechanically alloyed Ti-based bulk metallicglass composites containing carbon particles. The carbon/Ti50Cu28Ni15Sn7 metallic glass compositepowders are formed by two-stage mechanical alloying (MA) process. The bulk metallic glass compositewas successfully prepared by vacuum hot pressing of as-milled carbon/Ti50Cu28Ni15Sn7 metallic glasscomposite powders. The differential scanning calorimeter (DSC) results show that the thermal stability ofthe amorphous matrix is affected by the presence of the carbon particles. Changes in Tg and Tx suggestdeviations in the chemical composition of the amorphous matrix that were developed due to a partialdissolution of the carbon species into the amorphous phase. Although the hardness of carbon/Ti50Cu28Ni15Sn7 bulk metallic glass composite is increased with carbon addition, but their wear re-sistances is not directly proportional to hardness and does not follow the standard wear law. The increasein the wear rate of a carbon/Ti50Cu28Ni15Sn7 bulk metallic glass composite with high carbon content maybe attributed to the residual porosity and in-situ formed hard TiC particles formed in situ in the matrix ofthe composite.
© 2016 Elsevier B.V. All rights reserved.
1. Introduction
Since the first bulk metallic glasses (BMG) were synthesized in1989 [1], striking progress has been made in the preparation ofBMGs. A great number of multicomponent metallic glass alloyswith strong glass-forming ability (GFA) and high thermal stabilityhave been found, such as, Ti, Zr, Fe, Pd, Mg, Cu, Ni, and othermetallic glass alloy systems [2e4]. Many techniques have beensuccessfully used to prepare Ti-based BMGs, but most of theresearch efforts and industrial interests have focused on diverseimplementations of rapid solidification [5]. An alternative methodis the use of mechanical alloying to prepare amorphous powdersthat are suitable for further compaction and densification. Mean-while, reinforced particles can be easily introduced into the glassymatrix. As previous investigations have demonstrated, MA hasbeen used successfully to prepare amorphous Cu- and Zr-basedcomposite powders [6,7]. Carbon fibers and carbon have been the
latest reinforcement materials used in composites due to theirdesirable structural properties, which are better than those of anymetals. For example, Kim et al. [8] reported that carbon fiber-reinforced BMG composites can be prepared successfully by infil-trating liquid ZreTieCueNieBe into carbon fiber bundles. Shortlyafter this, Wang et al. [9] synthesized carbon-reinforced BMGcomposites, which show excellent mechanical properties.
Although BMGs and carbon have many excellent properties, aliterature survey indicated that no report exists on the formation ofa Ti-based BMG composite powder containing carbon using the MAprocess. In this work, amorphous Ti50Cu28Ni15Sn7 powders withand without carbon additions will be prepared using MA. Subse-quent consolidation of as-milled powders will be performed andthe mechanical properties of compacts will be evaluated by Vickersmicrohardness and wear properties.
2. Experimental procedure
The carbon/Ti50Cu28Ni15Sn7 metallic glass composite powdersare fabricated by two-stage mechanical alloying process. The firststage is the preparation of Ti50Cu28Ni15Sn7 metallic glass composite
P.-Y. Lee et al. / Journal of Alloys and Compounds 707 (2017) 92e96 93
powder by mechanical alloying a mixture of Ti, Cu, Ni, and Snelemental powders. The second stage is the formation of carbon/Ti50Cu28Ni15Sn7 metallic glass composite powders by mechanicalalloying carbon and Ti50Cu28Ni15Sn7 metallic glass powders. Thecarbon powders were obtained from Strem Chemicals Companywith the purity of 99.999%. Milling was performed in a SPEX 8016shaker ball mill under an Ar-filled atmosphere. Specific details ofthe mechanical alloying process are described elsewhere [6]. Theas-milled composite powders were consolidated in a vacuum hotpressing machine used to prepare bulk samples with a 10 mmdiameter and a 2 mm thickness. The hot pressing was performed at723 K under a pressure of 1.20 GPa. The actual densities of thefabricated bulk samples were measured by Archimedean method.Further, the theoretical density for the samples was calculated bythe rule of mixtures. The level of porosity (%) can be estimated fromthe theoretical and actual densities.
The structures and thermal properties of the as-milled and bulksamples were analysed using an X-ray diffractometer, scanningelectron microscope and differential scanning calorimeter (DSC). Inaddition, Vickers microhardness tests on consolidated BMG speci-menswere performedwith aMatsuzawaMXT50-ULmachine usinga static load of 0.5 N. The friction and wear behaviours ofTi50Cu28Ni15Sn7, with or without carbon composite specimens,were tested under unlubricated condition on a block-on-roller TE53wear tester. The roller material consisted of hardened andtempered AISI O1 tool steel in 65 HRC (832 HV in microhardness).The wear test was performed under selected contact loads of 5, 10,15, and 20 N at a revolution speed of 200 rpm. A sample of SKH-2steel was also tested for comparison, apart from the Ti50Cu28-Ni15Sn7 BMG composite. The weight losses of the specimens wererecorded using an OHAUS AP250D-0 electronic balance.
3. Results and discussion
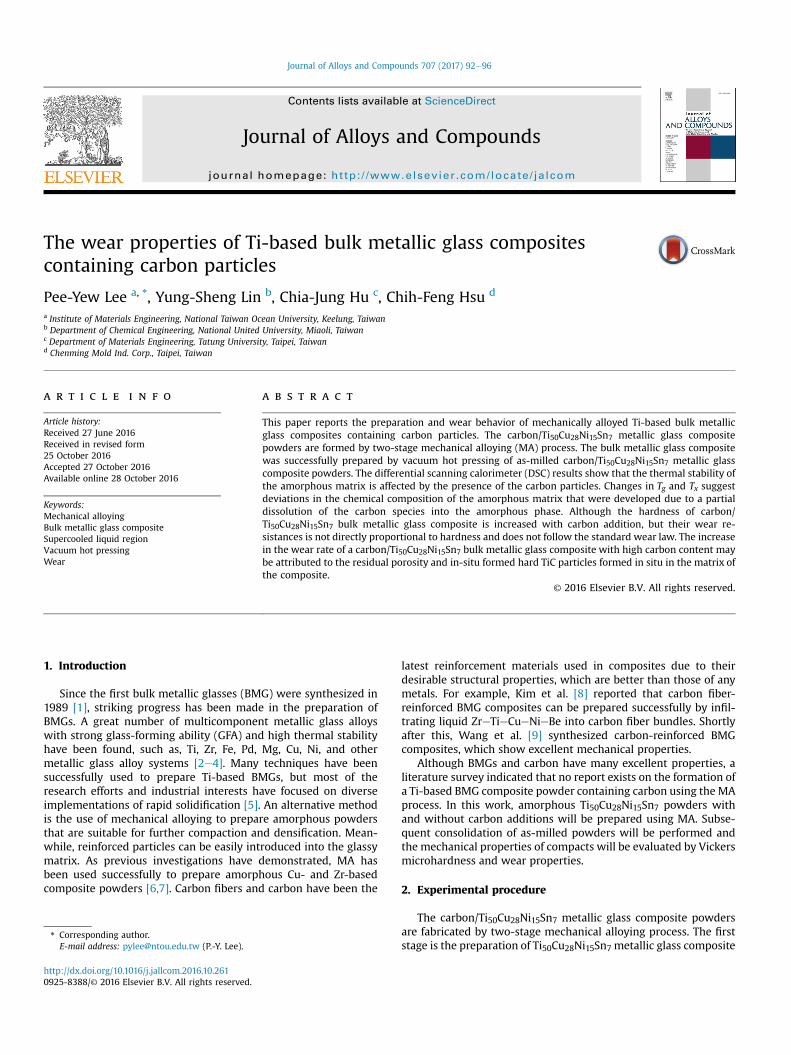
The XRD patterns of the elemental powder mixture with acomposition Ti50Cu28Ni15Sn7 after milling for 8 h are shown inFig. 1(a). A sole broad diffraction peak appears around 2q ¼ 42 deg,indicating that fully amorphous powders have formed. In the caseof the composite powders, as seen in Fig. 1(b), no diffraction peaksfor the crystalline carbon can be detected in the XRD patterns forthe composite powders of Ti50Cu28Ni15Sn7 alloy mixed with 4 vol%carbon after 8 h of milling. This may be attributed to the smallvolume fraction of carbon particles and their small crystalline size.The XRD spectra of the 8 and 12 vol% carbon-containing powders
Fig. 1. X-ray diffraction patterns for mechanically alloyed Ti50Cu28Ni15Sn7 and com-posite powders after 8 h of milling. (a) 0% carbon, (b) 4% carbon,(c) 8% carbon,(d) 12%carbon.
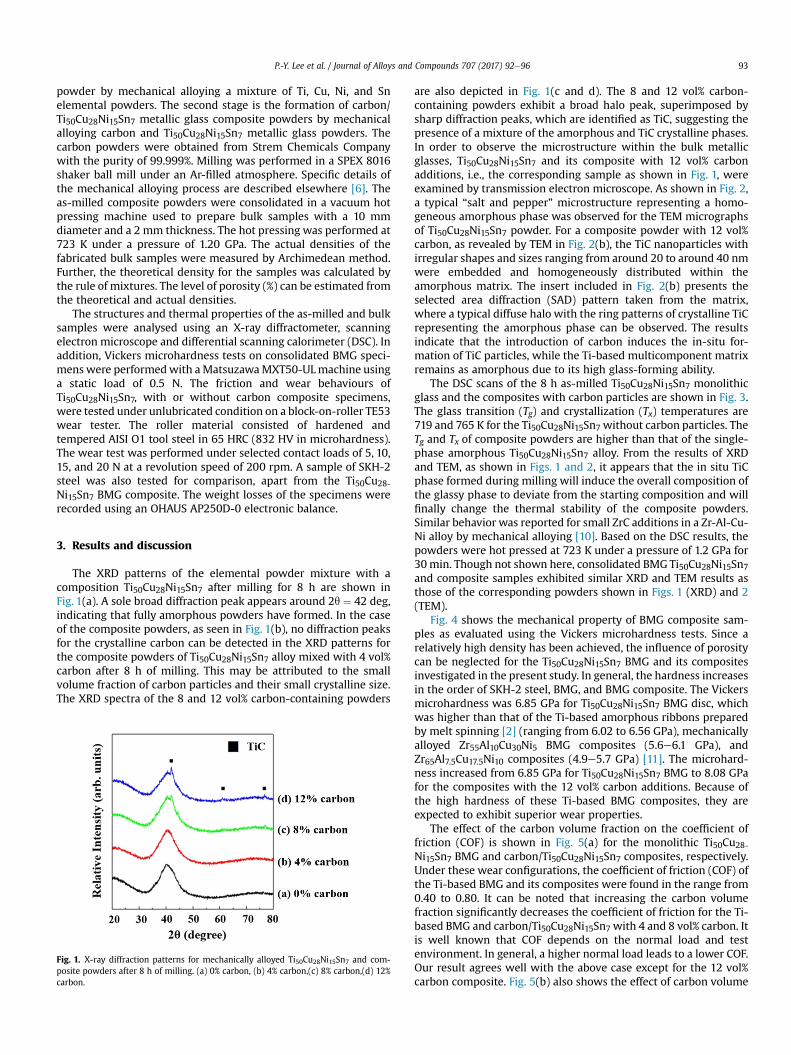
are also depicted in Fig. 1(c and d). The 8 and 12 vol% carbon-containing powders exhibit a broad halo peak, superimposed bysharp diffraction peaks, which are identified as TiC, suggesting thepresence of a mixture of the amorphous and TiC crystalline phases.In order to observe the microstructure within the bulk metallicglasses, Ti50Cu28Ni15Sn7 and its composite with 12 vol% carbonadditions, i.e., the corresponding sample as shown in Fig. 1, wereexamined by transmission electron microscope. As shown in Fig. 2,a typical “salt and pepper” microstructure representing a homo-geneous amorphous phase was observed for the TEM micrographsof Ti50Cu28Ni15Sn7 powder. For a composite powder with 12 vol%carbon, as revealed by TEM in Fig. 2(b), the TiC nanoparticles withirregular shapes and sizes ranging from around 20 to around 40 nmwere embedded and homogeneously distributed within theamorphous matrix. The insert included in Fig. 2(b) presents theselected area diffraction (SAD) pattern taken from the matrix,where a typical diffuse halo with the ring patterns of crystalline TiCrepresenting the amorphous phase can be observed. The resultsindicate that the introduction of carbon induces the in-situ for-mation of TiC particles, while the Ti-based multicomponent matrixremains as amorphous due to its high glass-forming ability.
The DSC scans of the 8 h as-milled Ti50Cu28Ni15Sn7 monolithicglass and the composites with carbon particles are shown in Fig. 3.The glass transition (Tg) and crystallization (Tx) temperatures are719 and 765 K for the Ti50Cu28Ni15Sn7 without carbon particles. TheTg and Tx of composite powders are higher than that of the single-phase amorphous Ti50Cu28Ni15Sn7 alloy. From the results of XRDand TEM, as shown in Figs. 1 and 2, it appears that the in situ TiCphase formed during milling will induce the overall composition ofthe glassy phase to deviate from the starting composition and willfinally change the thermal stability of the composite powders.Similar behavior was reported for small ZrC additions in a Zr-Al-Cu-Ni alloy by mechanical alloying [10]. Based on the DSC results, thepowders were hot pressed at 723 K under a pressure of 1.2 GPa for30min. Though not shown here, consolidated BMGTi50Cu28Ni15Sn7and composite samples exhibited similar XRD and TEM results asthose of the corresponding powders shown in Figs. 1 (XRD) and 2(TEM).
Fig. 4 shows the mechanical property of BMG composite sam-ples as evaluated using the Vickers microhardness tests. Since arelatively high density has been achieved, the influence of porositycan be neglected for the Ti50Cu28Ni15Sn7 BMG and its compositesinvestigated in the present study. In general, the hardness increasesin the order of SKH-2 steel, BMG, and BMG composite. The Vickersmicrohardness was 6.85 GPa for Ti50Cu28Ni15Sn7 BMG disc, whichwas higher than that of the Ti-based amorphous ribbons preparedby melt spinning [2] (ranging from 6.02 to 6.56 GPa), mechanicallyalloyed Zr55Al10Cu30Ni5 BMG composites (5.6e6.1 GPa), andZr65Al7.5Cu17.5Ni10 composites (4.9e5.7 GPa) [11]. The microhard-ness increased from 6.85 GPa for Ti50Cu28Ni15Sn7 BMG to 8.08 GPafor the composites with the 12 vol% carbon additions. Because ofthe high hardness of these Ti-based BMG composites, they areexpected to exhibit superior wear properties.
The effect of the carbon volume fraction on the coefficient offriction (COF) is shown in Fig. 5(a) for the monolithic Ti50Cu28-Ni15Sn7 BMG and carbon/Ti50Cu28Ni15Sn7 composites, respectively.Under these wear configurations, the coefficient of friction (COF) ofthe Ti-based BMG and its composites were found in the range from0.40 to 0.80. It can be noted that increasing the carbon volumefraction significantly decreases the coefficient of friction for the Ti-based BMG and carbon/Ti50Cu28Ni15Sn7 with 4 and 8 vol% carbon. Itis well known that COF depends on the normal load and testenvironment. In general, a higher normal load leads to a lower COF.Our result agrees well with the above case except for the 12 vol%carbon composite. Fig. 5(b) also shows the effect of carbon volume
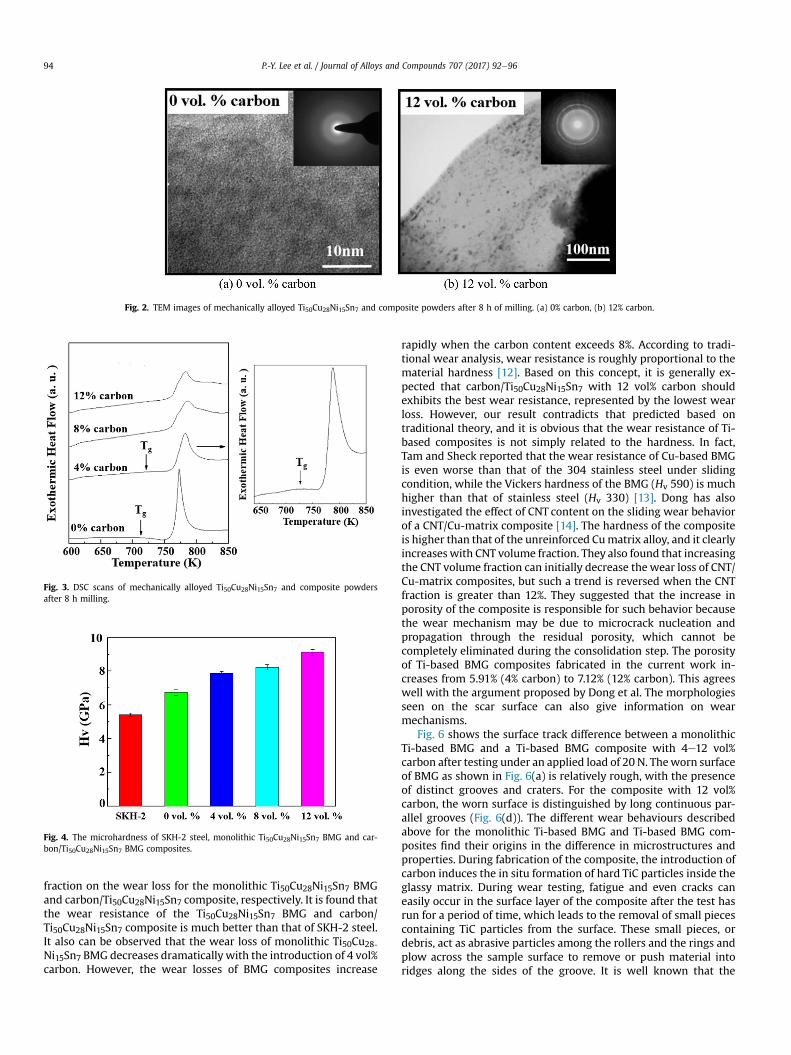
Fig. 2. TEM images of mechanically alloyed Ti50Cu28Ni15Sn7 and composite powders after 8 h of milling. (a) 0% carbon, (b) 12% carbon.
Fig. 3. DSC scans of mechanically alloyed Ti50Cu28Ni15Sn7 and composite powdersafter 8 h milling.
Fig. 4. The microhardness of SKH-2 steel, monolithic Ti50Cu28Ni15Sn7 BMG and car-bon/Ti50Cu28Ni15Sn7 BMG composites.
P.-Y. Lee et al. / Journal of Alloys and Compounds 707 (2017) 92e9694
fraction on the wear loss for the monolithic Ti50Cu28Ni15Sn7 BMGand carbon/Ti50Cu28Ni15Sn7 composite, respectively. It is found thatthe wear resistance of the Ti50Cu28Ni15Sn7 BMG and carbon/Ti50Cu28Ni15Sn7 composite is much better than that of SKH-2 steel.It also can be observed that the wear loss of monolithic Ti50Cu28-Ni15Sn7 BMG decreases dramatically with the introduction of 4 vol%carbon. However, the wear losses of BMG composites increase
rapidly when the carbon content exceeds 8%. According to tradi-tional wear analysis, wear resistance is roughly proportional to thematerial hardness [12]. Based on this concept, it is generally ex-pected that carbon/Ti50Cu28Ni15Sn7 with 12 vol% carbon shouldexhibits the best wear resistance, represented by the lowest wearloss. However, our result contradicts that predicted based ontraditional theory, and it is obvious that the wear resistance of Ti-based composites is not simply related to the hardness. In fact,Tam and Sheck reported that the wear resistance of Cu-based BMGis even worse than that of the 304 stainless steel under slidingcondition, while the Vickers hardness of the BMG (Hv 590) is muchhigher than that of stainless steel (Hv 330) [13]. Dong has alsoinvestigated the effect of CNT content on the sliding wear behaviorof a CNT/Cu-matrix composite [14]. The hardness of the compositeis higher than that of the unreinforced Cumatrix alloy, and it clearlyincreaseswith CNT volume fraction. They also found that increasingthe CNT volume fraction can initially decrease the wear loss of CNT/Cu-matrix composites, but such a trend is reversed when the CNTfraction is greater than 12%. They suggested that the increase inporosity of the composite is responsible for such behavior becausethe wear mechanism may be due to microcrack nucleation andpropagation through the residual porosity, which cannot becompletely eliminated during the consolidation step. The porosityof Ti-based BMG composites fabricated in the current work in-creases from 5.91% (4% carbon) to 7.12% (12% carbon). This agreeswell with the argument proposed by Dong et al. The morphologiesseen on the scar surface can also give information on wearmechanisms.
Fig. 6 shows the surface track difference between a monolithicTi-based BMG and a Ti-based BMG composite with 4e12 vol%carbon after testing under an applied load of 20 N. Theworn surfaceof BMG as shown in Fig. 6(a) is relatively rough, with the presenceof distinct grooves and craters. For the composite with 12 vol%carbon, the worn surface is distinguished by long continuous par-allel grooves (Fig. 6(d)). The different wear behaviours describedabove for the monolithic Ti-based BMG and Ti-based BMG com-posites find their origins in the difference in microstructures andproperties. During fabrication of the composite, the introduction ofcarbon induces the in situ formation of hard TiC particles inside theglassy matrix. During wear testing, fatigue and even cracks caneasily occur in the surface layer of the composite after the test hasrun for a period of time, which leads to the removal of small piecescontaining TiC particles from the surface. These small pieces, ordebris, act as abrasive particles among the rollers and the rings andplow across the sample surface to remove or push material intoridges along the sides of the groove. It is well known that the
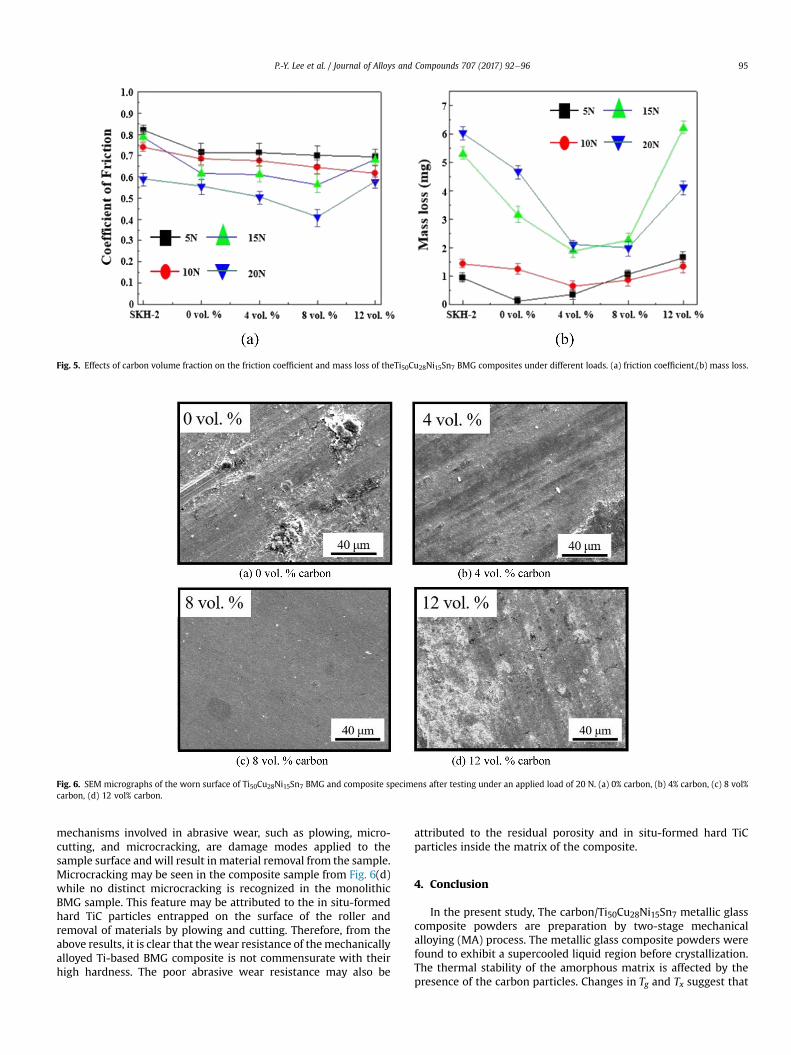
Fig. 5. Effects of carbon volume fraction on the friction coefficient and mass loss of theTi50Cu28Ni15Sn7 BMG composites under different loads. (a) friction coefficient,(b) mass loss.
Fig. 6. SEM micrographs of the worn surface of Ti50Cu28Ni15Sn7 BMG and composite specimens after testing under an applied load of 20 N. (a) 0% carbon, (b) 4% carbon, (c) 8 vol%carbon, (d) 12 vol% carbon.
P.-Y. Lee et al. / Journal of Alloys and Compounds 707 (2017) 92e96 95
mechanisms involved in abrasive wear, such as plowing, micro-cutting, and microcracking, are damage modes applied to thesample surface and will result in material removal from the sample.Microcracking may be seen in the composite sample from Fig. 6(d)while no distinct microcracking is recognized in the monolithicBMG sample. This feature may be attributed to the in situ-formedhard TiC particles entrapped on the surface of the roller andremoval of materials by plowing and cutting. Therefore, from theabove results, it is clear that thewear resistance of themechanicallyalloyed Ti-based BMG composite is not commensurate with theirhigh hardness. The poor abrasive wear resistance may also be
attributed to the residual porosity and in situ-formed hard TiCparticles inside the matrix of the composite.
4. Conclusion
In the present study, The carbon/Ti50Cu28Ni15Sn7 metallic glasscomposite powders are preparation by two-stage mechanicalalloying (MA) process. The metallic glass composite powders werefound to exhibit a supercooled liquid region before crystallization.The thermal stability of the amorphous matrix is affected by thepresence of the carbon particles. Changes in Tg and Tx suggest that

P.-Y. Lee et al. / Journal of Alloys and Compounds 707 (2017) 92e9696
deviations in the chemical composition of the amorphous matrixwere developed due to a partial dissolution of the carbon species inthe amorphous phase. BMG composite compact discs were ob-tained by consolidating the 8 h as-milled composite powders byvacuum hot pressing process. Although the hardness of carbon/Ti50Cu28Ni15Sn7 bulk metallic glass composites is increased withcarbon addition, the wear resistance of the composites is notcommensurate with their high hardness. The residual porosity andin situ-formed hard TiC particles inside the matrix of compositesmay be related to the increase in wear rate of Ti50Cu28Ni15Sn7 BMGcomposites with high carbon content.
Acknowledgement
This work was supported by the Ministry of Science and Tech-nology of Taiwan, under Grant No. NSC 100-2221-E-019-034.
References
[1] A. Inoue, T. Zhang, T. Masumoto, Mater. Trans. 30 (1989) 965.[2] T. Zhang, A. Inoue, Mater. Trans. 39 (1998) 1001.[3] H.C. Yim, D.H. Xu, W.L. Johnson, Appl. Phys. Lett. 82 (2003) 1030.[4] T. Zhang, A. Inoue, Mater. Trans. 43 (2002) 708.[5] A. Inoue, Mater. Sci. Forum 312e314 (1999) 307.[6] C.C. Wang, C.K. Lin, Y.L. Lin, J.S. Chen, R.R. Jen, P.Y. Lee, Mater. Sci. Forum
475e479 (2005) p.3443.[7] J. Eckert, M. Seidel, A. Kubler, U. Klement, L. Schultz, Scr. Mater. 38 (1998) 595.[8] C.P. Kim, R. Bush, A. Masuhr, H.C. Yim, W.L. Johnson, Appl. Phys. Lett. 79 (1997)
p.1456.[9] W.H. Wang, Q. Wei, Appl. Phys. Lett. 71 (1997) p.58.
[10] S. Deledda, J. Eckert, L. Schultz, Mater. Sci. Forum 360e362 (2001) p.85.[11] J. Eckert, A. Reger-Leonhard, B. Weiß, M. Heilmaier, L. Schultz, Adv. Eng.
Mater. 3 (2001) 41.[12] J.F. Archard, J. Appl. Phys. 24 (1953) p.981.[13] R.C.Y. Tam, C.H. Shek, J. Non-Cryst. Solids 347 (2004) p.268.[14] S.R. Dong, J.P. Tu, X.B. Zhang, Mater. Sci. Eng. A 313 (2001) p.83.






![Journal of Alloys and Compounds - nimte.ac.cn...thermal transport properties between magnetic refrigerants and heat-exchange medium [24]. Therefore, the Fe-based glassy alloys with](https://static.fdocuments.in/doc/165x107/60d2bd31873414242c6a7eb3/journal-of-alloys-and-compounds-nimteaccn-thermal-transport-properties-between.jpg)






![Journal of Alloys and Compounds - Warwick · 2017. 5. 26. · A. Oleaga et al. / Journal of Alloys and Compounds 703 (2017) 210e215 211 [24e27]. The mean field model is equivalent](https://static.fdocuments.in/doc/165x107/6114cd9cdde2241f12087441/journal-of-alloys-and-compounds-warwick-2017-5-26-a-oleaga-et-al-journal.jpg)


![Journal of Alloys and Compounds - · PDF file Journal of Alloys and Compounds 509 (2011) ... a College of Math and Physics, ... the below formula [17]:](https://static.fdocuments.in/doc/165x107/5aa05da77f8b9a62178e072c/journal-of-alloys-and-compounds-journal-of-alloys-and-compounds-509-2011-.jpg)

