
Journal of Alloys and Compounds - ORNLweb.ornl.gov/sci/manufacturing/docs/pubs/The Investigation of...
8
The investigation of die-pressing and sintering behavior of ITP CP-Ti and Ti-6Al-4V powders q W. Chen a , Y. Yamamoto a,⇑ , W.H. Peter a , M.B. Clark a , S.D. Nunn a , J.O. Kiggans a , T.R. Muth a , C.A. Blue a , J.C. Williams b , K. Akhtar c a Materials Science and Technology Division, Oak Ridge National Laboratory, Oak Ridge, TN 37831, USA b Department of Materials Science and Engineering, The Ohio State University, Columbus, OH 43210, USA c Cristal US, Inc./International Titanium Powder, Woodridge, IL 60157, USA article info Article history: Received 5 December 2011 Received in revised form 22 May 2012 Accepted 26 June 2012 Available online 5 July 2012 Keywords: Titanium alloys Die-press Sinter Powder metallurgy abstract This paper investigated the die-pressing and sintering behavior of ITP CP-Ti and Ti-6Al-4V powders produced by the Armstrong Process Ò . The ITP powders have an irregular coral like, dendritic morphol- ogy, with a dendrite size of approximately 2–5 lm. As-received as well as milled powders were uniaxially pressed at designated pressures up to 690 MPa to form disk samples with different aspect ratios. In the studied pressure range, an empirical powder compaction equation was applied to linearize the green density – pressure relationship, and powder compaction parameters were obtained. The ITP Ti-6Al-4V powder exhibited a significantly higher sinterability than the CP-Ti powder. This was explained to be due to the higher diffusivity of V in b-Ti at the sintering temperature. The Ti-6Al-4V samples with a green density of 71.0% increased to 99.6% after sintering at 1300 °C for 1 h. An ex-situ technique was used to track the powder morphology change before and after sintering. Ó 2012 Elsevier B.V. All rights reserved. 1. Introduction Powder metallurgy (PM) processes such as press-and-sinter, injection molding, and hot isostatic pressing are viable methods for producing near-net-shape components that require minimal machining, thus reducing manufacturing costs and increasing the material yield, which is commonly referred to as the ‘‘buy-to-fly ratio’’ in the aerospace sector [1–3]. PM methods have been used to make steel- and copper-based alloy parts for a wide range of applications [1]. However, in the case of titanium (Ti), the high cost of good quality powder (e.g. gas-atomized powder) has been a ma- jor stumbling block and has limited the commercial viability of Ti PM processing [4–7]. The Armstrong Process Ò , developed by Cristal US Inc./Interna- tional Titanium Powder, Inc. (Woodridge, IL), produces high purity Ti and Ti-alloy powders in a one-step, continuous process [8–10] (The powder produced by this process will be referred to as ITP powder hence force). As Fig. 1 shows, metal chlorides are mixed and injected into a flowing stream of liquid sodium (Na) for reduc- tion. The reaction by-product, NaCl, can be washed away by water. The Armstrong Process Ò has the potential to make Ti and Ti-alloy powders affordable, and has stimulated research at Oak Ridge Na- tional Laboratory (ORNL) to better understand Ti powder consoli- dation. Preliminary research has been performed on evaluating fabrication processes for near-net-shape forming of components using ITP CP-Ti and Ti-6Al-4V (Ti-64) powders. These processes include:die-pressing, cold isostatic pressing (CIP), sintering, hot isostatic pressing (HIP), and pneumatic isostatic forging (PIF) [11–13]. Fig. 2 shows a comparison of the buy-to-fly ratio for an aircraft component fabricated by conventional machining of a wrought Ti alloy block vs. a press-and-sinter PM method using ITP Ti-64 powder. In this example, the buy-to-fly ratio was reduced from 33:1 for standard processing to 4:1 for the PM approach. Powder produced by the Armstrong process Ò , used in combination with existing and developing PM technologies, has the potential to reduce the cost of finished Ti components by up to 50% [9]. This paper focuses on understanding the press-and-sinter behavior of ITP CP-Ti and Ti-64 powders. The relationship between green density and die pressure was evaluated and the sintering behavior of the two powders was compared. 0925-8388/$ - see front matter Ó 2012 Elsevier B.V. All rights reserved. http://dx.doi.org/10.1016/j.jallcom.2012.06.131 q This manuscript has been authored by UT-Battelle, LLC, under Contract No. DE- AC05-00OR22725 with the US. Department of Energy. The United States Govern- ment retains and the publisher, by accepting the article for publication, acknowl- edges that the United States Government retains a non-exclusive, paid-up, irrevocable, world-wide license to publish or reproduce the published form of this manuscript, or allow others to do so, for United States Government purposes. ⇑ Corresponding author. Tel.: +1 865 576 7095; fax: +1 865 574 4357. E-mail address: [email protected] (Y. Yamamoto). Journal of Alloys and Compounds 541 (2012) 440–447 Contents lists available at SciVerse ScienceDirect Journal of Alloys and Compounds journal homepage: www.elsevier.com/locate/jalcom
Transcript of Journal of Alloys and Compounds - ORNLweb.ornl.gov/sci/manufacturing/docs/pubs/The Investigation of...

Journal of Alloys and Compounds 541 (2012) 440–447
Contents lists available at SciVerse ScienceDirect
Journal of Alloys and Compounds
journal homepage: www.elsevier .com/locate / ja lcom
The investigation of die-pressing and sintering behavior of ITP CP-Tiand Ti-6Al-4V powders q
W. Chen a, Y. Yamamoto a,⇑, W.H. Peter a, M.B. Clark a, S.D. Nunn a, J.O. Kiggans a, T.R. Muth a, C.A. Blue a,J.C. Williams b, K. Akhtar c
a Materials Science and Technology Division, Oak Ridge National Laboratory, Oak Ridge, TN 37831, USAb Department of Materials Science and Engineering, The Ohio State University, Columbus, OH 43210, USAc Cristal US, Inc./International Titanium Powder, Woodridge, IL 60157, USA
a r t i c l e i n f o
Article history:Received 5 December 2011Received in revised form 22 May 2012Accepted 26 June 2012Available online 5 July 2012
Keywords:Titanium alloysDie-pressSinterPowder metallurgy
0925-8388/$ - see front matter � 2012 Elsevier B.V. Ahttp://dx.doi.org/10.1016/j.jallcom.2012.06.131
q This manuscript has been authored by UT-BattelleAC05-00OR22725 with the US. Department of Energment retains and the publisher, by accepting the artiedges that the United States Government retainirrevocable, world-wide license to publish or reprodumanuscript, or allow others to do so, for United State⇑ Corresponding author. Tel.: +1 865 576 7095; fax
E-mail address: [email protected] (Y. Yamamo
a b s t r a c t
This paper investigated the die-pressing and sintering behavior of ITP CP-Ti and Ti-6Al-4V powdersproduced by the Armstrong Process�. The ITP powders have an irregular coral like, dendritic morphol-ogy, with a dendrite size of approximately 2–5 lm. As-received as well as milled powders wereuniaxially pressed at designated pressures up to 690 MPa to form disk samples with different aspectratios. In the studied pressure range, an empirical powder compaction equation was applied to linearizethe green density – pressure relationship, and powder compaction parameters were obtained. TheITP Ti-6Al-4V powder exhibited a significantly higher sinterability than the CP-Ti powder. Thiswas explained to be due to the higher diffusivity of V in b-Ti at the sintering temperature.The Ti-6Al-4V samples with a green density of 71.0% increased to 99.6% after sintering at 1300 �Cfor 1 h. An ex-situ technique was used to track the powder morphology change before and aftersintering.
� 2012 Elsevier B.V. All rights reserved.
1. Introduction
Powder metallurgy (PM) processes such as press-and-sinter,injection molding, and hot isostatic pressing are viable methodsfor producing near-net-shape components that require minimalmachining, thus reducing manufacturing costs and increasing thematerial yield, which is commonly referred to as the ‘‘buy-to-flyratio’’ in the aerospace sector [1–3]. PM methods have been usedto make steel- and copper-based alloy parts for a wide range ofapplications [1]. However, in the case of titanium (Ti), the high costof good quality powder (e.g. gas-atomized powder) has been a ma-jor stumbling block and has limited the commercial viability of TiPM processing [4–7].
The Armstrong Process�, developed by Cristal US Inc./Interna-tional Titanium Powder, Inc. (Woodridge, IL), produces high purity
ll rights reserved.
, LLC, under Contract No. DE-y. The United States Govern-cle for publication, acknowl-s a non-exclusive, paid-up,ce the published form of thiss Government purposes.: +1 865 574 4357.to).
Ti and Ti-alloy powders in a one-step, continuous process [8–10](The powder produced by this process will be referred to as ITPpowder hence force). As Fig. 1 shows, metal chlorides are mixedand injected into a flowing stream of liquid sodium (Na) for reduc-tion. The reaction by-product, NaCl, can be washed away by water.The Armstrong Process� has the potential to make Ti and Ti-alloypowders affordable, and has stimulated research at Oak Ridge Na-tional Laboratory (ORNL) to better understand Ti powder consoli-dation. Preliminary research has been performed on evaluatingfabrication processes for near-net-shape forming of componentsusing ITP CP-Ti and Ti-6Al-4V (Ti-64) powders. These processesinclude:die-pressing, cold isostatic pressing (CIP), sintering, hotisostatic pressing (HIP), and pneumatic isostatic forging (PIF)[11–13]. Fig. 2 shows a comparison of the buy-to-fly ratio for anaircraft component fabricated by conventional machining of awrought Ti alloy block vs. a press-and-sinter PM method usingITP Ti-64 powder. In this example, the buy-to-fly ratio was reducedfrom 33:1 for standard processing to 4:1 for the PM approach.Powder produced by the Armstrong process�, used in combinationwith existing and developing PM technologies, has the potential toreduce the cost of finished Ti components by up to 50% [9].
This paper focuses on understanding the press-and-sinterbehavior of ITP CP-Ti and Ti-64 powders. The relationship betweengreen density and die pressure was evaluated and the sinteringbehavior of the two powders was compared.

Fig. 1. Flow diagram of the Armstrong process for producing ITP Ti-6Al-4V powder[6].
Fig. 2. The buy-to-fly ratio comparison between an aircraft component fabricatedby conventional method (33:1) and PM method using ITP Ti-64 powder (4:1).
W. Chen et al. / Journal of Alloys and Compounds 541 (2012) 440–447 441
2. Materials and methods
The materials used in this study were CP-Ti and Ti-64 powders produced by theArmstrong Process� (Fig. 1a).The powders were used either in the as-received con-dition or after milling. For the milling operation, powders were ball-milled in eth-anol for 1 h. using a polyethylene jar containing �13 mm diameter yttria stabilizedzirconia (ZrO2) media. After the milled powder was dried, it was screened to minus100 mesh (<140 lm), before being used for the current study. The powder chemis-try was analyzed using inert gas fusion for oxygen (ASTM E 1409-08) and combus-tion infrared detection for carbon (ASTM E 1941-04). The morphology of the ITPpowders was characterized using a JSM-6500F (JEOL, Inc.) scanning electron micro-scope (SEM). The specific surface area of the ITP powders was measured using theBET method with nitrogen gas as the adsorbate.
A cylindrical steel die with an inner diameter of 1.27 cm (0.5 in) was used forpowder pressing, which was done at room temperature. The CP-Ti and Ti-64 pow-ders were uniaxially pressed (double-action) over a range of pressures: 17, 34, 69,172, 345, and 690 MPa (2.5, 5, 10, 25, 50, and 100 ksi). For the powders in the as-received condition, 2 g of powder was used for each sample. The milled powderswere used to study the effect of the aspect ratio of pressed pellets on the green den-sity, so the amount of powder used varied from 2.5 to 10 g depending on the spe-cific aspect ratio. Cylindrical samples with nominal aspect ratios (thickness todiameter) of 0.5, 1, and 2 were obtained at each pressure. The density of the as-pressed samples was determined by measuring the mass with a balance and calcu-lating the volume after measuring the dimensions with calipers.
The as-pressed samples were then sintered in vacuum (<5 � 10�5 Pa) at 1300 �Cfor 1 hour with heating and cooling rates of 10 �C/min. The density of the sinteredsamples was determined by means of Archimedes’ principle (buoyancy method)using ethanol. An ex-situ SEM technique was used to examine the powder morphol-ogy before and after sintering. Selected as-pressed samples were broken to expose afracture surface and a specific area on the surface was imaged using a HITACHI-S3400(HITACHI, Inc.) SEM. The samples were then sintered and the same area was located toobserve the powder morphology change after sintering.
3. Results and discussion
3.1. Powder characterization
Secondary electron-scanning electron microscopy (SE-SEM)photomicrographs of the as-received ITP CP-Ti and Ti-64 powdersare shown in Fig. 3. The morphology of the two powders is similar.Both have an irregular coral-like, dendritic morphology, with adendrite (primary particle) size of approximately 2–5 lm. The spe-cific surface area for the as-received ITP CP-Ti and Ti-64 powders is0.18 and 0.36 m2/g, respectively. Because of the irregular, agglom-erated structure of the powders, the tap density of the as-receivedpowder is 6–8%. The particle size distribution of the powders afterball milling is shown in Fig. 4. The milling process breaks up theagglomerates and significantly reduced the powder size, which in-creases the tap density to 30–32% [11]. The specific surface areaalso increased to 0.36 and 0.5 m2/g for the CP-Ti and Ti-64 pow-ders, respectively. The chemical composition of the as-receivedpowders is listed in Table 1.
3.2. Powder compaction and density-pressure relationships
Fischmeister and Arzt [14] suggested a three-stage model forthe densification of spherical powders during die pressing:
Stage I: particle rearrangement, which occurs at the very begin-ning of compaction and does not contribute significantlyto the densification of spherical powders.
Stage II: particle plastic deformation, in which particles are flat-tened and brought closer to form additional contacts.
Stage III: particle impingment, in which neighboring contacts onone particle impinge, making an increasing fraction ofthe volume harder to compress.
Poquillon et al. [15] studied the cold compaction behavior of aspongy iron powder which is quite similar in morphology to theITP Ti-64 powder. Three deformation stages were clearly observedfor the iron powder, with particle interlocking being the dominantfactor, which increased with compaction pressure. In a previousstudy, the current authors used an in-situ technique to observethe deformation of CP-Ti powder [16]. A powder compression testwas performed using a screw-driven tensile stage placed inside anSEM. The observed compression process consists of three stages: 1.Powder cluster rotation; 2. Powder cluster broken down to fill inlarge spacing; 3. Powders being squeezed to fill in the inter-particlespacing. The corresponding stresses for the first two stages werebelow 10 MPa. In the final stage of compression, the powders weredeformed and individual particles were brought closer to eachother. The lowest pressure in the current study was 17 MPa(2.5 ksi), hence the compaction behavior described in this studycorresponds to stage III.
Density-pressure curves have been widely used to study thecompaction behavior of powders [1,17]. There are four widely usedempirical compaction equations which have been developed byHeckel [17], Kawakita [18], Ge [19], and Panelli [20]. A critical re-view of these equations [21] showed that the Panelli equation bestrepresented the density-pressure relationship for the 22 different
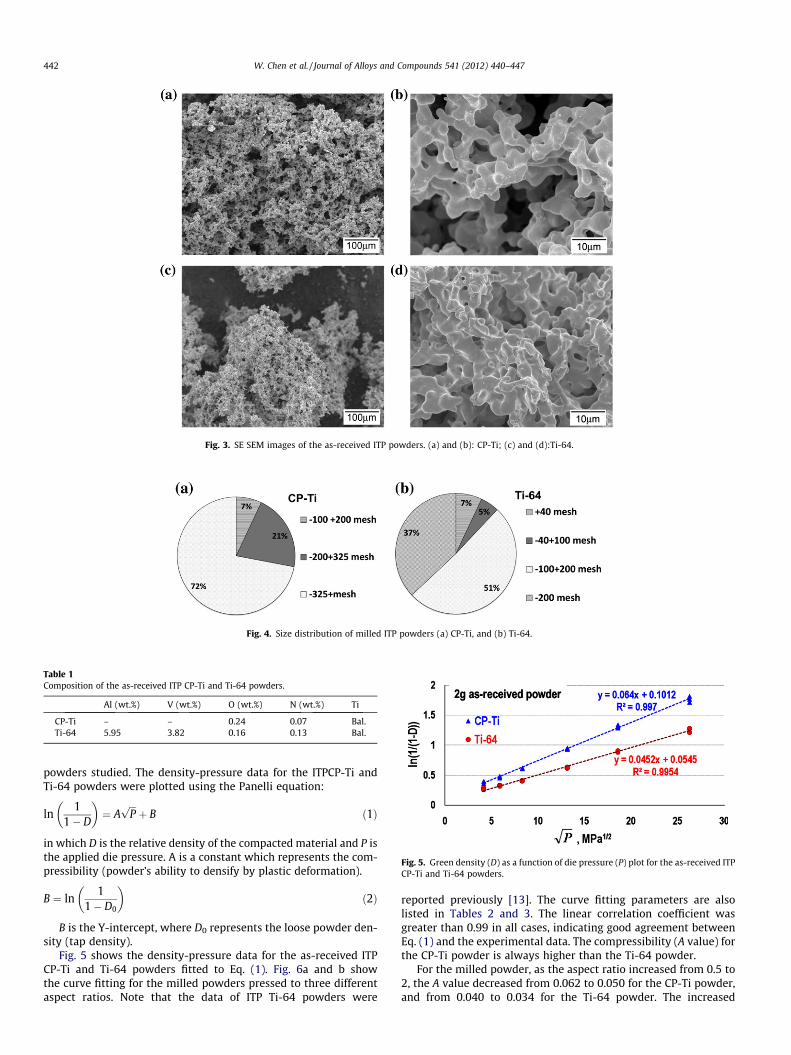
Fig. 4. Size distribution of milled ITP powders (a) CP-Ti, and (b) Ti-64.
Table 1Composition of the as-received ITP CP-Ti and Ti-64 powders.
Al (wt.%) V (wt.%) O (wt.%) N (wt.%) Ti
CP-Ti – – 0.24 0.07 Bal.Ti-64 5.95 3.82 0.16 0.13 Bal.
Fig. 5. Green density (D) as a function of die pressure (P) plot for the as-received ITPCP-Ti and Ti-64 powders.
Fig. 3. SE SEM images of the as-received ITP powders. (a) and (b): CP-Ti; (c) and (d):Ti-64.
442 W. Chen et al. / Journal of Alloys and Compounds 541 (2012) 440–447
powders studied. The density-pressure data for the ITPCP-Ti andTi-64 powders were plotted using the Panelli equation:
ln1
1� D
� �¼ A
ffiffiffiPpþ B ð1Þ
in which D is the relative density of the compacted material and P isthe applied die pressure. A is a constant which represents the com-pressibility (powder’s ability to densify by plastic deformation).
B ¼ ln1
1� D0
� �ð2Þ
B is the Y-intercept, where D0 represents the loose powder den-sity (tap density).
Fig. 5 shows the density-pressure data for the as-received ITPCP-Ti and Ti-64 powders fitted to Eq. (1). Fig. 6a and b showthe curve fitting for the milled powders pressed to three differentaspect ratios. Note that the data of ITP Ti-64 powders were
reported previously [13]. The curve fitting parameters are alsolisted in Tables 2 and 3. The linear correlation coefficient wasgreater than 0.99 in all cases, indicating good agreement betweenEq. (1) and the experimental data. The compressibility (A value) forthe CP-Ti powder is always higher than the Ti-64 powder.
For the milled powder, as the aspect ratio increased from 0.5 to2, the A value decreased from 0.062 to 0.050 for the CP-Ti powder,and from 0.040 to 0.034 for the Ti-64 powder. The increased
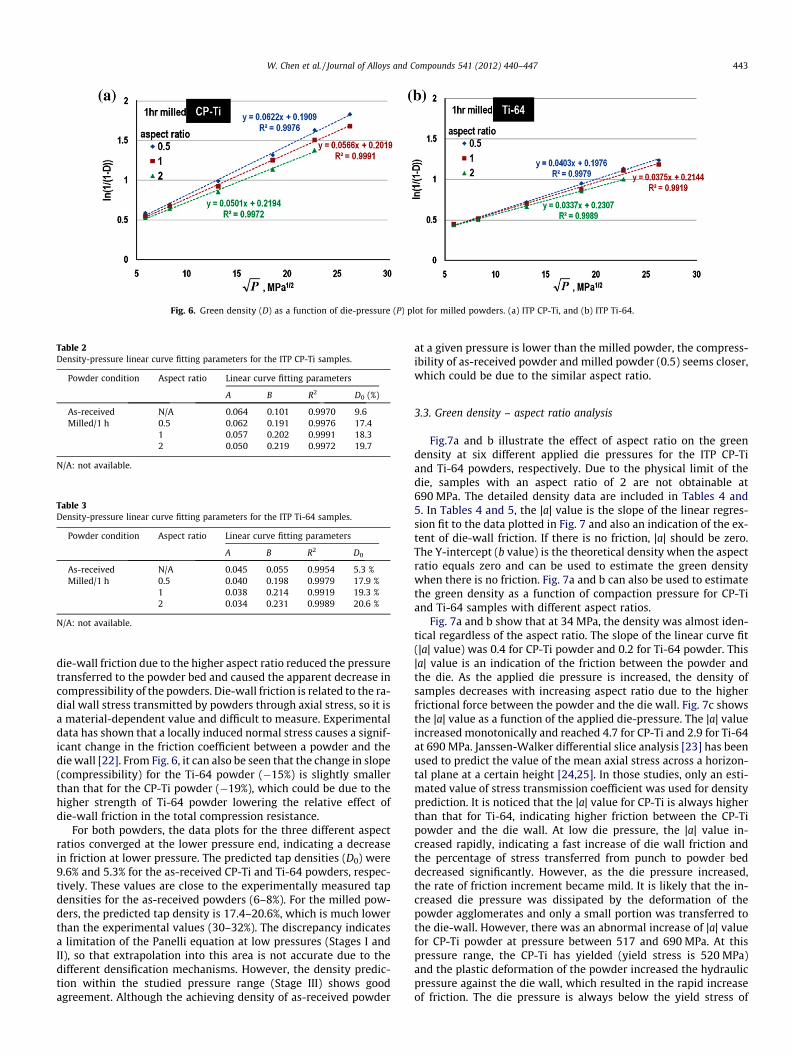
Fig. 6. Green density (D) as a function of die-pressure (P) plot for milled powders. (a) ITP CP-Ti, and (b) ITP Ti-64.
Table 2Density-pressure linear curve fitting parameters for the ITP CP-Ti samples.
Powder condition Aspect ratio Linear curve fitting parameters
A B R2 D0 (%)
As-received N/A 0.064 0.101 0.9970 9.6Milled/1 h 0.5 0.062 0.191 0.9976 17.4
1 0.057 0.202 0.9991 18.32 0.050 0.219 0.9972 19.7
N/A: not available.
Table 3Density-pressure linear curve fitting parameters for the ITP Ti-64 samples.
Powder condition Aspect ratio Linear curve fitting parameters
A B R2 D0
As-received N/A 0.045 0.055 0.9954 5.3 %Milled/1 h 0.5 0.040 0.198 0.9979 17.9 %
1 0.038 0.214 0.9919 19.3 %2 0.034 0.231 0.9989 20.6 %
N/A: not available.
W. Chen et al. / Journal of Alloys and Compounds 541 (2012) 440–447 443
die-wall friction due to the higher aspect ratio reduced the pressuretransferred to the powder bed and caused the apparent decrease incompressibility of the powders. Die-wall friction is related to the ra-dial wall stress transmitted by powders through axial stress, so it isa material-dependent value and difficult to measure. Experimentaldata has shown that a locally induced normal stress causes a signif-icant change in the friction coefficient between a powder and thedie wall [22]. From Fig. 6, it can also be seen that the change in slope(compressibility) for the Ti-64 powder (�15%) is slightly smallerthan that for the CP-Ti powder (�19%), which could be due to thehigher strength of Ti-64 powder lowering the relative effect ofdie-wall friction in the total compression resistance.
For both powders, the data plots for the three different aspectratios converged at the lower pressure end, indicating a decreasein friction at lower pressure. The predicted tap densities (D0) were9.6% and 5.3% for the as-received CP-Ti and Ti-64 powders, respec-tively. These values are close to the experimentally measured tapdensities for the as-received powders (6–8%). For the milled pow-ders, the predicted tap density is 17.4–20.6%, which is much lowerthan the experimental values (30–32%). The discrepancy indicatesa limitation of the Panelli equation at low pressures (Stages I andII), so that extrapolation into this area is not accurate due to thedifferent densification mechanisms. However, the density predic-tion within the studied pressure range (Stage III) shows goodagreement. Although the achieving density of as-received powder
at a given pressure is lower than the milled powder, the compress-ibility of as-received powder and milled powder (0.5) seems closer,which could be due to the similar aspect ratio.
3.3. Green density – aspect ratio analysis
Fig.7a and b illustrate the effect of aspect ratio on the greendensity at six different applied die pressures for the ITP CP-Tiand Ti-64 powders, respectively. Due to the physical limit of thedie, samples with an aspect ratio of 2 are not obtainable at690 MPa. The detailed density data are included in Tables 4 and5. In Tables 4 and 5, the |a| value is the slope of the linear regres-sion fit to the data plotted in Fig. 7 and also an indication of the ex-tent of die-wall friction. If there is no friction, |a| should be zero.The Y-intercept (b value) is the theoretical density when the aspectratio equals zero and can be used to estimate the green densitywhen there is no friction. Fig. 7a and b can also be used to estimatethe green density as a function of compaction pressure for CP-Tiand Ti-64 samples with different aspect ratios.
Fig. 7a and b show that at 34 MPa, the density was almost iden-tical regardless of the aspect ratio. The slope of the linear curve fit(|a| value) was 0.4 for CP-Ti powder and 0.2 for Ti-64 powder. This|a| value is an indication of the friction between the powder andthe die. As the applied die pressure is increased, the density ofsamples decreases with increasing aspect ratio due to the higherfrictional force between the powder and the die wall. Fig. 7c showsthe |a| value as a function of the applied die-pressure. The |a| valueincreased monotonically and reached 4.7 for CP-Ti and 2.9 for Ti-64at 690 MPa. Janssen-Walker differential slice analysis [23] has beenused to predict the value of the mean axial stress across a horizon-tal plane at a certain height [24,25]. In those studies, only an esti-mated value of stress transmission coefficient was used for densityprediction. It is noticed that the |a| value for CP-Ti is always higherthan that for Ti-64, indicating higher friction between the CP-Tipowder and the die wall. At low die pressure, the |a| value in-creased rapidly, indicating a fast increase of die wall friction andthe percentage of stress transferred from punch to powder beddecreased significantly. However, as the die pressure increased,the rate of friction increment became mild. It is likely that the in-creased die pressure was dissipated by the deformation of thepowder agglomerates and only a small portion was transferred tothe die-wall. However, there was an abnormal increase of |a| valuefor CP-Ti powder at pressure between 517 and 690 MPa. At thispressure range, the CP-Ti has yielded (yield stress is 520 MPa)and the plastic deformation of the powder increased the hydraulicpressure against the die wall, which resulted in the rapid increaseof friction. The die pressure is always below the yield stress of

Fig. 7. (a) (b) Green density versus aspect ratio plot for the ITP CP-Ti and Ti-64 samples pressed at 6 different pressures, (c) the change of |a| value (line slope) versus the die-pressure.
Table 4Green density data and linear regression parameters for ITP CP-Ti samples.
Pressure (MPa) Relative density (%) Linear regression Y = aX + b
Nominal sample aspect ratio
0.5 1 2 |a| b
34 41.3 41.9 40.8 0.4 41.969 50.0 49.0 47.4 1.6 50.7172 62.8 60.3 57.4 3.2 64.1345 73.2 71.4 67.9 3.2 74.8517 80.4 77.8 74.8 3.5 81.7690 84.0 81.4 N/A 4.7 86.5
N/A: not available.
Table 5Green density data and linear regression parameters for ITP Ti-64 samples.
Pressure, (MPa) Relative density (%) Linear RegressionY = aX + b
Nominal sample aspect ratio
0.5 1 2 |a| b
34 35.7 36.2 35.5 0.2 36.169 40.6 40.3 39.7 0.6 40.9172 51.3 50.6 48.5 1.8 52.3345 61.5 58.3 57.5 2.2 61.8517 67.9 67.1 63.3 2.8 69.6690 71.0 69.4 N/A 2.9 72.5
N/A: not available.
Fig. 8. Change of density for ITP CP-Ti and Ti-64 die pressed powder after vacuumsintering at 1300 �C for 1 h. The nominal aspect ratio of the samples before sinteringwas 0.5.
444 W. Chen et al. / Journal of Alloys and Compounds 541 (2012) 440–447
Ti-64 (917 MPa), thus there was not such an increase of |a| valuefor ITP Ti-64 powder.
3.4. Sintering behavior of ITP powders
The density of the ITP CP-Ti and Ti-64 samples after sintering at1300 �C for 1hr is shown in Fig. 8. The green density of the samplesis also included for comparison. For the CP-Ti sample pressed at690 MPa, the density increased from 84.0% for the as-pressed pow-der (Fig. 9a) to 94.1% (Fig. 9b) after sintering and all interconnectedporosity was eliminated. The Ti-64 powder exhibited a much
higher sinterability than the CP-Ti powder. Although the greendensity of the Ti-64 sample was only 71.0% (Fig. 9c) after die press-ing at 690 MPa, the density increased to 99.6% (Fig. 9d) after sinter-ing. The melting point is 1665 �C for CP-Ti (ASTM Grade-2) and1604 �C for Ti-64 (ASTM Grade-5) [26], thus the sintering temper-ature is closer to the melting point of the Ti-64 powder. This maybe one reason why the Ti-64 powder has better sinterability thanthe CP-Ti powder. Various mass transport mechanisms have beenshown to contribute to sintering, such as surface diffusion, bulkdiffusion, grain boundary diffusion, viscous flow, plastic flow, andvapor transport from solid surfaces [27]. It is suggested that lowtemperature sintering (below b-transus) of Ti is controlledpredominantly by lattice diffusion in the a-Ti [28–30]. When thesintering temperature is above the b-transus, several other mech-anisms are suggested, such as pipe diffusion through dislocations[31], lattice diffusion from surface and grain boundary sources[32] and creep [28]. In the initial stage of the sintering, surface dif-fusion is the dominant densification mechanism, since the masstransportation would take place only at the physical contact ofeach powder surface. Because the specific surface area of the ITP
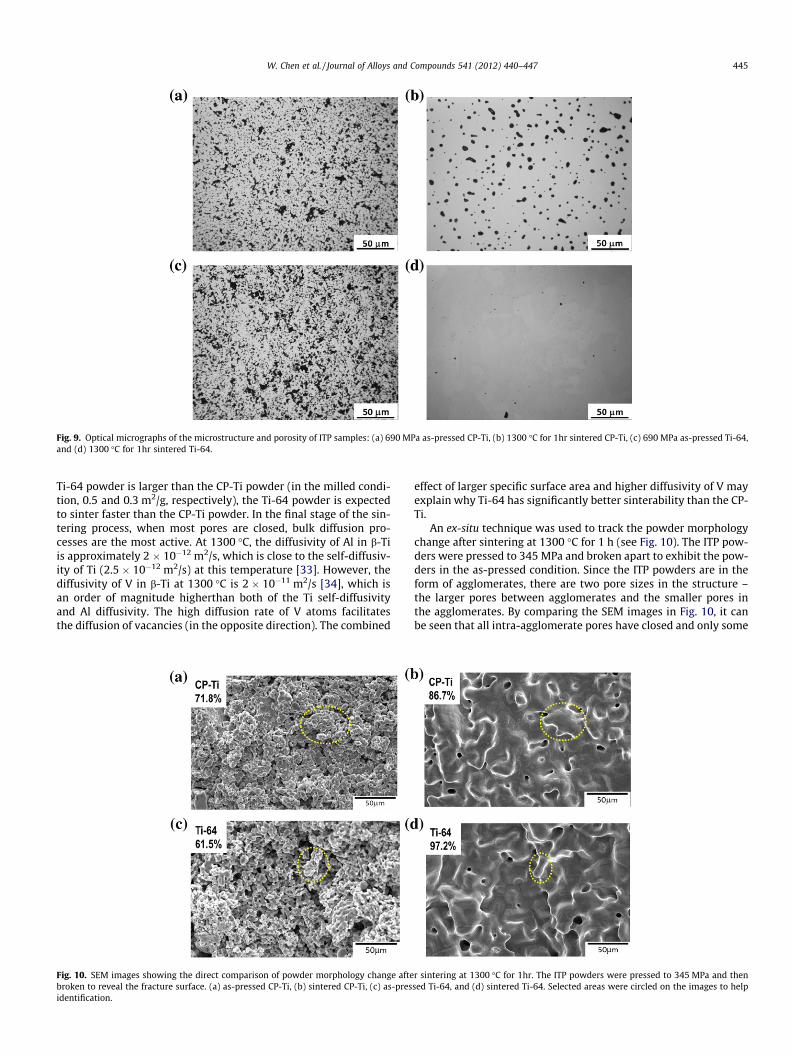
Fig. 9. Optical micrographs of the microstructure and porosity of ITP samples: (a) 690 MPa as-pressed CP-Ti, (b) 1300 �C for 1hr sintered CP-Ti, (c) 690 MPa as-pressed Ti-64,and (d) 1300 �C for 1hr sintered Ti-64.
W. Chen et al. / Journal of Alloys and Compounds 541 (2012) 440–447 445
Ti-64 powder is larger than the CP-Ti powder (in the milled condi-tion, 0.5 and 0.3 m2/g, respectively), the Ti-64 powder is expectedto sinter faster than the CP-Ti powder. In the final stage of the sin-tering process, when most pores are closed, bulk diffusion pro-cesses are the most active. At 1300 �C, the diffusivity of Al in b-Tiis approximately 2 � 10�12 m2/s, which is close to the self-diffusiv-ity of Ti (2.5 � 10�12 m2/s) at this temperature [33]. However, thediffusivity of V in b-Ti at 1300 �C is 2 � 10�11 m2/s [34], which isan order of magnitude higherthan both of the Ti self-diffusivityand Al diffusivity. The high diffusion rate of V atoms facilitatesthe diffusion of vacancies (in the opposite direction). The combined
Fig. 10. SEM images showing the direct comparison of powder morphology change aftebroken to reveal the fracture surface. (a) as-pressed CP-Ti, (b) sintered CP-Ti, (c) as-presidentification.
effect of larger specific surface area and higher diffusivity of V mayexplain why Ti-64 has significantly better sinterability than the CP-Ti.
An ex-situ technique was used to track the powder morphologychange after sintering at 1300 �C for 1 h (see Fig. 10). The ITP pow-ders were pressed to 345 MPa and broken apart to exhibit the pow-ders in the as-pressed condition. Since the ITP powders are in theform of agglomerates, there are two pore sizes in the structure –the larger pores between agglomerates and the smaller pores inthe agglomerates. By comparing the SEM images in Fig. 10, it canbe seen that all intra-agglomerate pores have closed and only some
r sintering at 1300 �C for 1hr. The ITP powders were pressed to 345 MPa and thensed Ti-64, and (d) sintered Ti-64. Selected areas were circled on the images to help
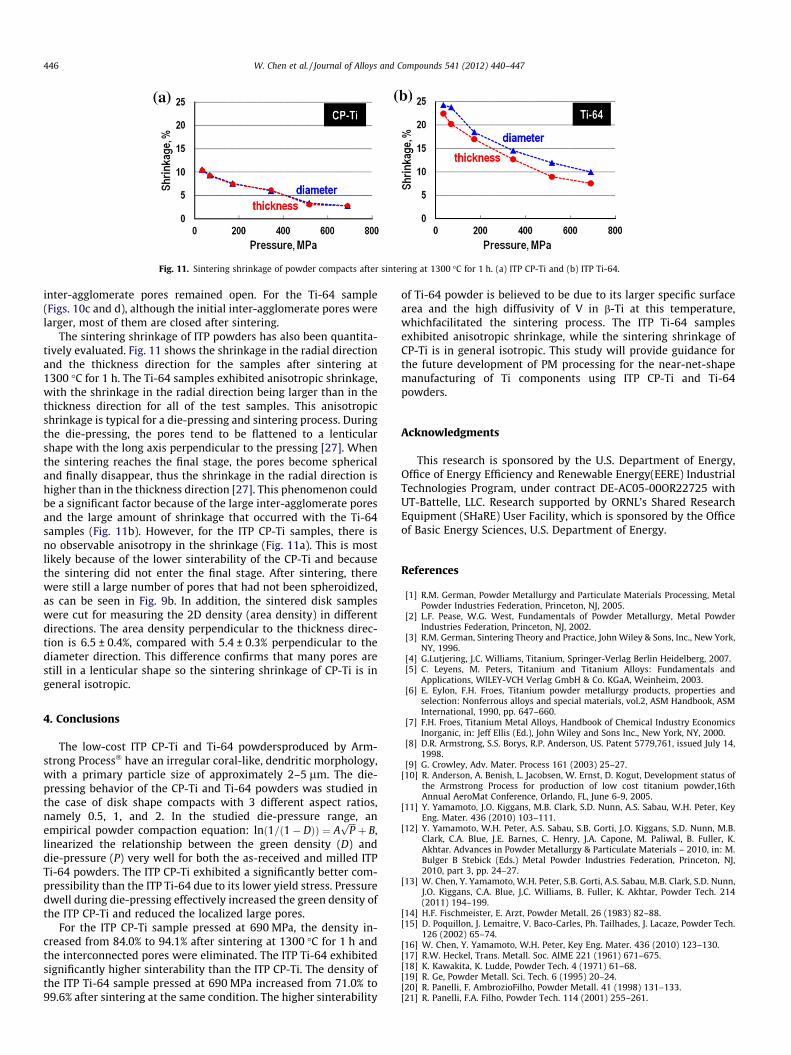
Fig. 11. Sintering shrinkage of powder compacts after sintering at 1300 �C for 1 h. (a) ITP CP-Ti and (b) ITP Ti-64.
446 W. Chen et al. / Journal of Alloys and Compounds 541 (2012) 440–447
inter-agglomerate pores remained open. For the Ti-64 sample(Figs. 10c and d), although the initial inter-agglomerate pores werelarger, most of them are closed after sintering.
The sintering shrinkage of ITP powders has also been quantita-tively evaluated. Fig. 11 shows the shrinkage in the radial directionand the thickness direction for the samples after sintering at1300 �C for 1 h. The Ti-64 samples exhibited anisotropic shrinkage,with the shrinkage in the radial direction being larger than in thethickness direction for all of the test samples. This anisotropicshrinkage is typical for a die-pressing and sintering process. Duringthe die-pressing, the pores tend to be flattened to a lenticularshape with the long axis perpendicular to the pressing [27]. Whenthe sintering reaches the final stage, the pores become sphericaland finally disappear, thus the shrinkage in the radial direction ishigher than in the thickness direction [27]. This phenomenon couldbe a significant factor because of the large inter-agglomerate poresand the large amount of shrinkage that occurred with the Ti-64samples (Fig. 11b). However, for the ITP CP-Ti samples, there isno observable anisotropy in the shrinkage (Fig. 11a). This is mostlikely because of the lower sinterability of the CP-Ti and becausethe sintering did not enter the final stage. After sintering, therewere still a large number of pores that had not been spheroidized,as can be seen in Fig. 9b. In addition, the sintered disk sampleswere cut for measuring the 2D density (area density) in differentdirections. The area density perpendicular to the thickness direc-tion is 6.5 ± 0.4%, compared with 5.4 ± 0.3% perpendicular to thediameter direction. This difference confirms that many pores arestill in a lenticular shape so the sintering shrinkage of CP-Ti is ingeneral isotropic.
4. Conclusions
The low-cost ITP CP-Ti and Ti-64 powdersproduced by Arm-strong Process� have an irregular coral-like, dendritic morphology,with a primary particle size of approximately 2–5 lm. The die-pressing behavior of the CP-Ti and Ti-64 powders was studied inthe case of disk shape compacts with 3 different aspect ratios,namely 0.5, 1, and 2. In the studied die-pressure range, anempirical powder compaction equation: lnð1=ð1� DÞÞ ¼ A
ffiffiffiPpþ B,
linearized the relationship between the green density (D) anddie-pressure (P) very well for both the as-received and milled ITPTi-64 powders. The ITP CP-Ti exhibited a significantly better com-pressibility than the ITP Ti-64 due to its lower yield stress. Pressuredwell during die-pressing effectively increased the green density ofthe ITP CP-Ti and reduced the localized large pores.
For the ITP CP-Ti sample pressed at 690 MPa, the density in-creased from 84.0% to 94.1% after sintering at 1300 �C for 1 h andthe interconnected pores were eliminated. The ITP Ti-64 exhibitedsignificantly higher sinterability than the ITP CP-Ti. The density ofthe ITP Ti-64 sample pressed at 690 MPa increased from 71.0% to99.6% after sintering at the same condition. The higher sinterability
of Ti-64 powder is believed to be due to its larger specific surfacearea and the high diffusivity of V in b-Ti at this temperature,whichfacilitated the sintering process. The ITP Ti-64 samplesexhibited anisotropic shrinkage, while the sintering shrinkage ofCP-Ti is in general isotropic. This study will provide guidance forthe future development of PM processing for the near-net-shapemanufacturing of Ti components using ITP CP-Ti and Ti-64powders.
Acknowledgments
This research is sponsored by the U.S. Department of Energy,Office of Energy Efficiency and Renewable Energy(EERE) IndustrialTechnologies Program, under contract DE-AC05-00OR22725 withUT-Battelle, LLC. Research supported by ORNL’s Shared ResearchEquipment (SHaRE) User Facility, which is sponsored by the Officeof Basic Energy Sciences, U.S. Department of Energy.
References
[1] R.M. German, Powder Metallurgy and Particulate Materials Processing, MetalPowder Industries Federation, Princeton, NJ, 2005.
[2] L.F. Pease, W.G. West, Fundamentals of Powder Metallurgy, Metal PowderIndustries Federation, Princeton, NJ, 2002.
[3] R.M. German, Sintering Theory and Practice, John Wiley & Sons, Inc., New York,NY, 1996.
[4] G.Lutjering, J.C. Williams, Titanium, Springer-Verlag Berlin Heidelberg, 2007.[5] C. Leyens, M. Peters, Titanium and Titanium Alloys: Fundamentals and
Applications, WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim, 2003.[6] E. Eylon, F.H. Froes, Titanium powder metallurgy products, properties and
selection: Nonferrous alloys and special materials, vol.2, ASM Handbook, ASMInternational, 1990, pp. 647–660.
[7] F.H. Froes, Titanium Metal Alloys, Handbook of Chemical Industry EconomicsInorganic, in: Jeff Ellis (Ed.), John Wiley and Sons Inc., New York, NY, 2000.
[8] D.R. Armstrong, S.S. Borys, R.P. Anderson, US. Patent 5779,761, issued July 14,1998.
[9] G. Crowley, Adv. Mater. Process 161 (2003) 25–27.[10] R. Anderson, A. Benish, L. Jacobsen, W. Ernst, D. Kogut, Development status of
the Armstrong Process for production of low cost titanium powder,16thAnnual AeroMat Conference, Orlando, FL, June 6-9, 2005.
[11] Y. Yamamoto, J.O. Kiggans, M.B. Clark, S.D. Nunn, A.S. Sabau, W.H. Peter, KeyEng. Mater. 436 (2010) 103–111.
[12] Y. Yamamoto, W.H. Peter, A.S. Sabau, S.B. Gorti, J.O. Kiggans, S.D. Nunn, M.B.Clark, C.A. Blue, J.E. Barnes, C. Henry, J.A. Capone, M. Paliwal, B. Fuller, K.Akhtar. Advances in Powder Metallurgy & Particulate Materials – 2010, in: M.Bulger B Stebick (Eds.) Metal Powder Industries Federation, Princeton, NJ,2010, part 3, pp. 24–27.
[13] W. Chen, Y. Yamamoto, W.H. Peter, S.B. Gorti, A.S. Sabau, M.B. Clark, S.D. Nunn,J.O. Kiggans, C.A. Blue, J.C. Williams, B. Fuller, K. Akhtar, Powder Tech. 214(2011) 194–199.
[14] H.F. Fischmeister, E. Arzt, Powder Metall. 26 (1983) 82–88.[15] D. Poquillon, J. Lemaitre, V. Baco-Carles, Ph. Tailhades, J. Lacaze, Powder Tech.
126 (2002) 65–74.[16] W. Chen, Y. Yamamoto, W.H. Peter, Key Eng. Mater. 436 (2010) 123–130.[17] R.W. Heckel, Trans. Metall. Soc. AIME 221 (1961) 671–675.[18] K. Kawakita, K. Ludde, Powder Tech. 4 (1971) 61–68.[19] R. Ge, Powder Metall. Sci. Tech. 6 (1995) 20–24.[20] R. Panelli, F. AmbrozioFilho, Powder Metall. 41 (1998) 131–133.[21] R. Panelli, F.A. Filho, Powder Tech. 114 (2001) 255–261.

W. Chen et al. / Journal of Alloys and Compounds 541 (2012) 440–447 447
[22] B.J. Briscoe, M.S.D. Fernando, A.C. Smith, The role of interfacial friction in thecompaction of maize In: Tribology, in: B.J. Briscoe, M.J. Adams (Eds.),Particulate Technology, Hilger, Bristol, 1987, pp. 220–233.
[23] R.M. Nedderman, Trans. Inst. Chem. Eng. 60 (1982) 259–275.[24] B.J. Briscoe, S.L. Rough, Colloids Surf., A 137 (1998) 103–116.[25] N. Ozkan, B.J. Briscoe, J. Eur. Ceram. Soc. 14 (1994) 143–151.[26] D. Eylon, J.R. Newman, J.K. Thorne, Titanium and titanium alloy castings,
Properties and Selection: Nonferrous alloys and special-purpose materials, vol.2, ASM Handbook, ASM International, 1990, pp. 634–646.
[27] R.M. German, Sintering theory and practice, Wiley-Interscience, Hoboken, NJ,1996.
[28] B.B. Panigrahi, M.M. Godkhindi, K. Das, P.G. Mukunda, P. Ramakrishnan, Mater.Sci. Eng. A 396 (2005) 255–262.
[29] B.B. Panigrahi, M.M. Godkhindi, K. Das, P.G. Mukunda, V.V. Dabhade, P.Ramakrishnan, J. Mater. Res. 20 (2005) 827–836.
[30] C. Herzig, R. Willecke, K. Vieregge, Phil. Mag. A 63 (1991) 949–958.[31] R. Sundaresan, A.C. Raghuram, R.M. Mallya, V.K.I. Asu, Powder Metall. 39
(1996) 138–142.[32] M. Koppers, C. Herzig, M. Freisel, Y. Mishin, Acta Mater. 45 (1997) 4181–4191.[33] Y. Mishin, Chr. Herzig. Acta Mater. 48 (2000) 589–623.[34] H. Conrad, Prog. Mater. Sci. 26 (1981) 123–404.


















