Integrated biorefineries in the European Landscape EUROBIOR… · Integrated biorefineries in the...
16
Integrated biorefineries in the European Landscape Raf Roelant, Process Design Center, Breda, NL Fabrizio Cavani, CIRCC, Bologna, IT
-
Upload
nguyenkiet -
Category
Documents
-
view
220 -
download
0
Transcript of Integrated biorefineries in the European Landscape EUROBIOR… · Integrated biorefineries in the...

Integrated
biorefineries in the
European Landscape
Raf Roelant, Process Design Center, Breda, NL
Fabrizio Cavani, CIRCC, Bologna, IT
Confidential
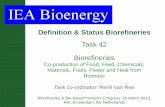
Integration in existing plants
1
Integration upstream
P1 P2 P3
P4
Confidential
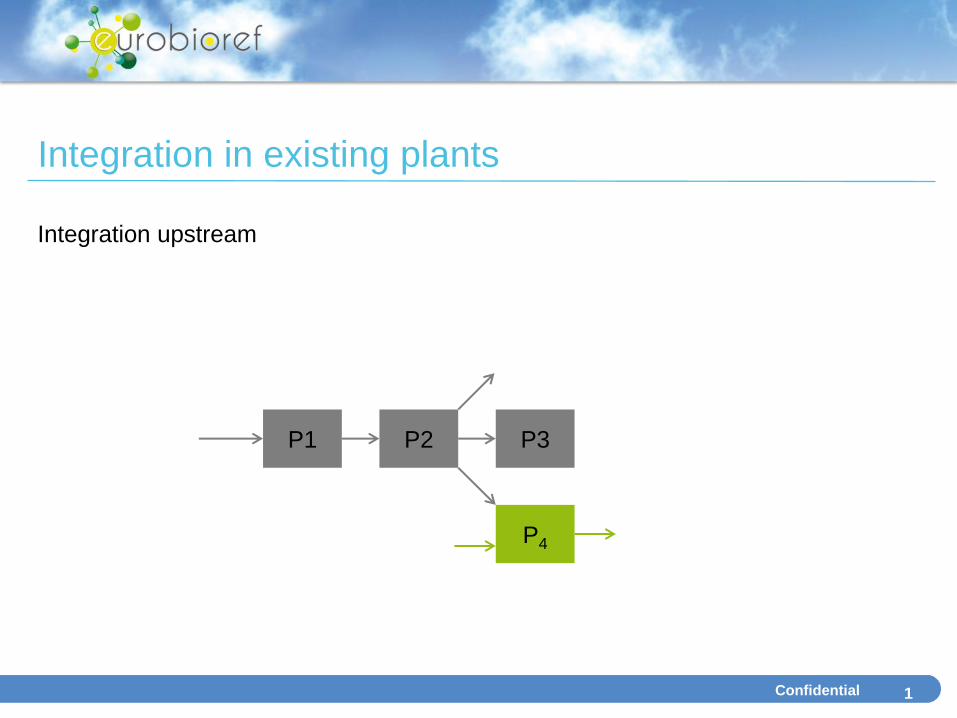
Integration in existing plants
2
Integration downstream
P2 P1 P3
P4
Confidential
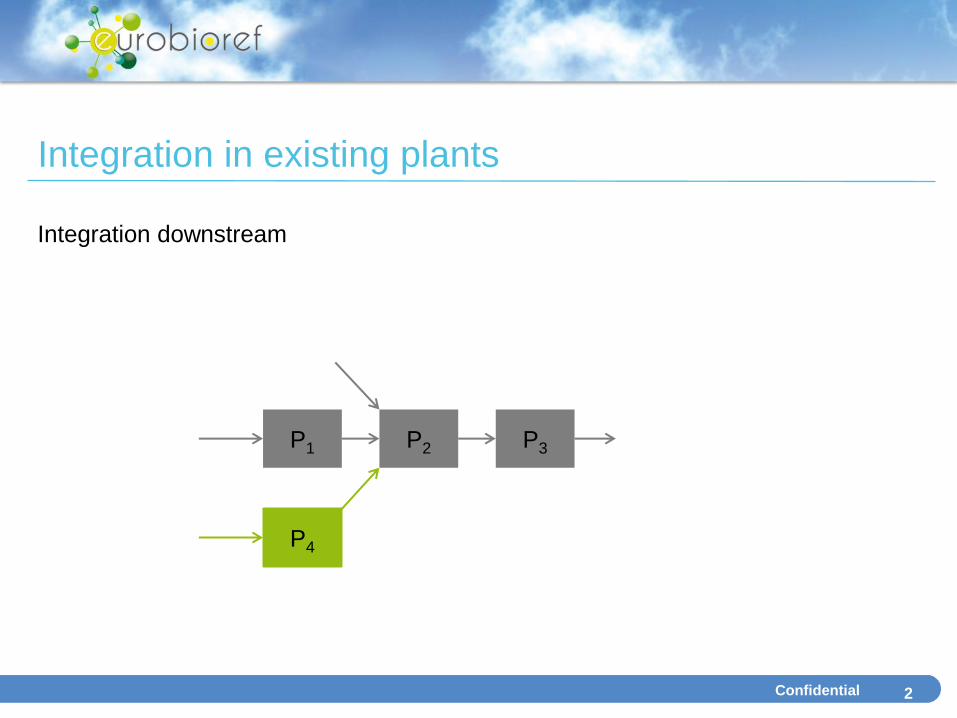
Integration in existing plants
3
● Savings on CAPEX,
Infrastructure, utilities, logistics present
● Skilled personnel on site
● Mitigation of operational and market risks
● Target industries facing a fading market:
Save jobs and production in Europe
● Product may have an incomplete and
variable degree of renewability
● Reluctance of industry to alter process
+
−
Confidential
Example: renewable maleic anhydride
4
Catalysis: dehydration, partial oxidation
Pilot tests, process knowledge
Conceptual process design
Catalyst preparation, process knowledge
Fermentation to BuOH

Confidential
Example: renewable maleic anhydride
5
Raw material for:
• Unsaturated polyester resins
• Alkyd resins
• Malic acid, fumaric acid: food acidulents
• Agricultural chemicals
Market structurally short in Europe
Need for renewable MA
O
O
O
Confidential
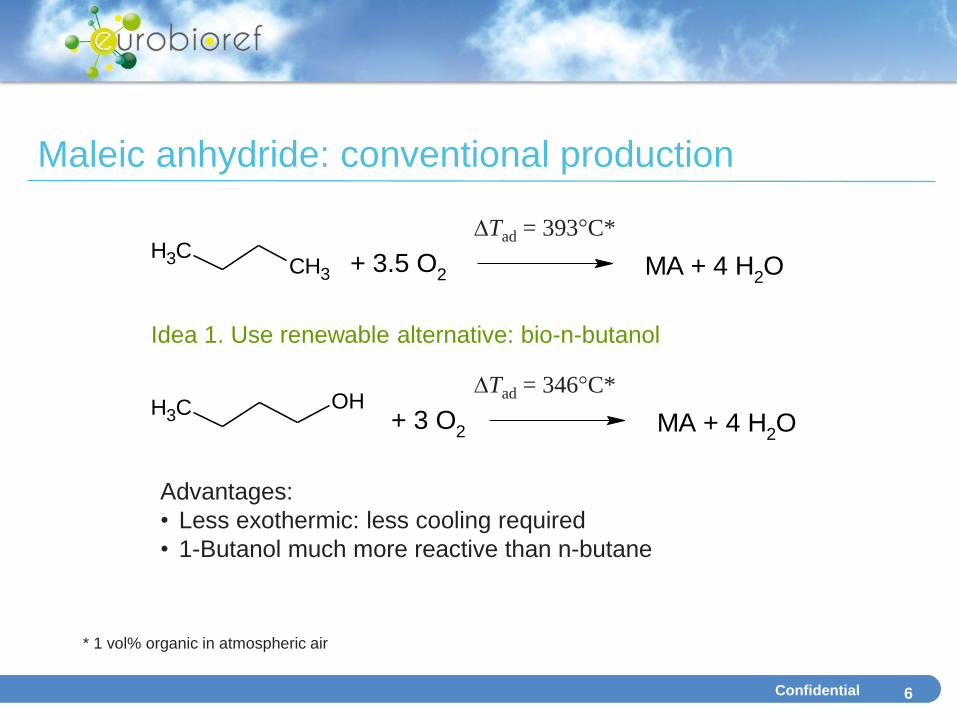
Maleic anhydride: conventional production
6
CH3 CH3 + 3.5 O2 MA + 4 H
2O
+ 3 O2 MA + 4 H
2O
OHCH3
∆Tad = 393°C*
* 1 vol% organic in atmospheric air
∆Tad = 346°C*
Idea 1. Use renewable alternative: bio-n-butanol
Advantages:
• Less exothermic: less cooling required
• 1-Butanol much more reactive than n-butane
Confidential
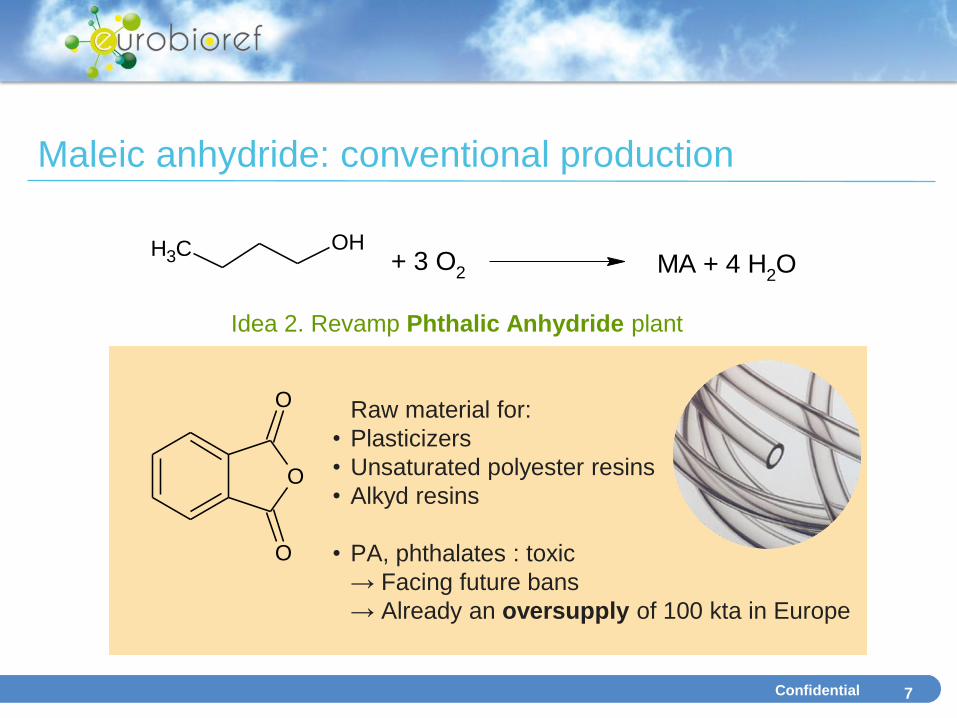
Maleic anhydride: conventional production
7
+ 3 O2 MA + 4 H
2O
OHCH3
Idea 2. Revamp Phthalic Anhydride plant
O
O
O
Raw material for:
• Plasticizers
• Unsaturated polyester resins
• Alkyd resins
• PA, phthalates : toxic
→ Facing future bans
→ Already an oversupply of 100 kta in Europe
Confidential
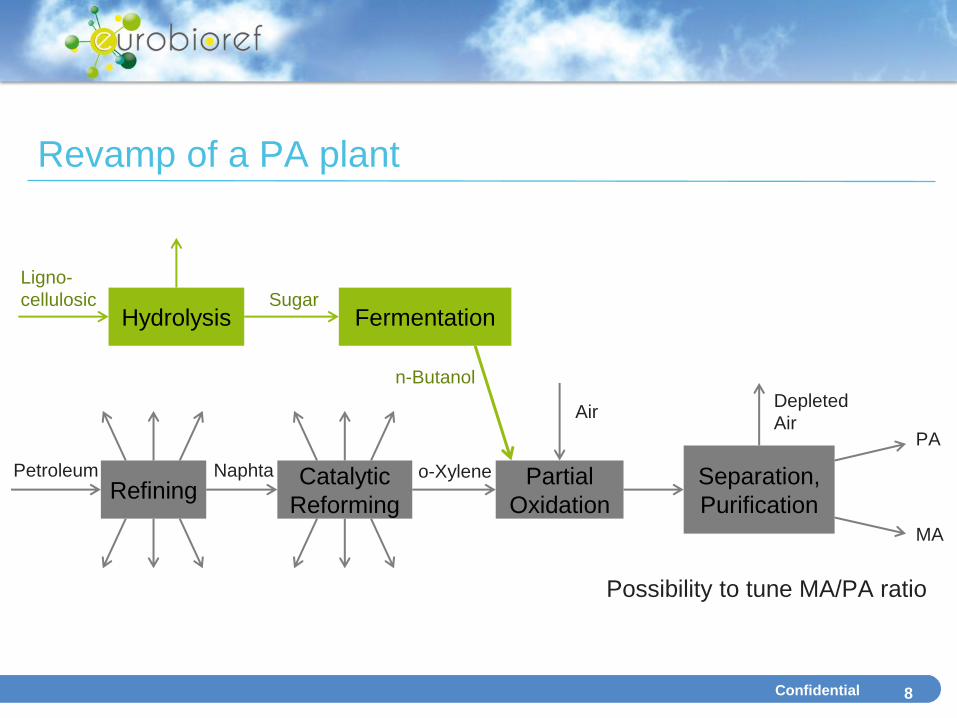
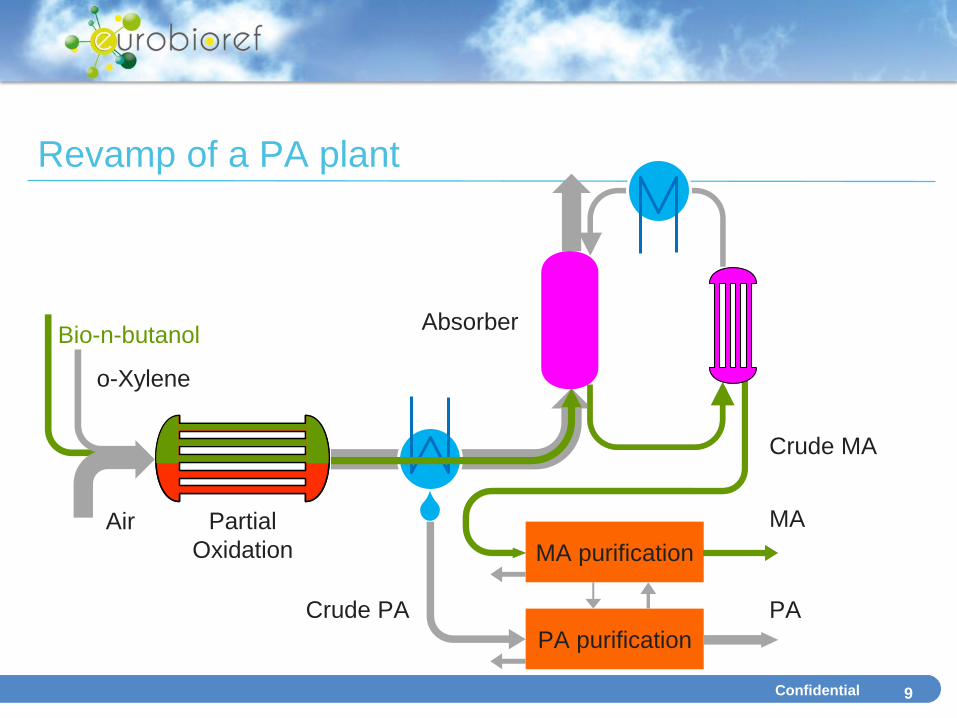
Revamp of a PA plant
8
Refining Partial
Oxidation
Petroleum Naphta
Air
Separation,
Purification
Depleted
Air PA
MA
Catalytic
Reforming
o-Xylene
Fermentation Hydrolysis
Ligno-
cellulosic Sugar
n-Butanol
Possibility to tune MA/PA ratio
Confidential
Revamp of a PA plant
9
Partial
Oxidation
Air
Crude PA
PA purification
MA purification
Crude MA
MA
PA
Bio-n-butanol Absorber
o-Xylene
Confidential
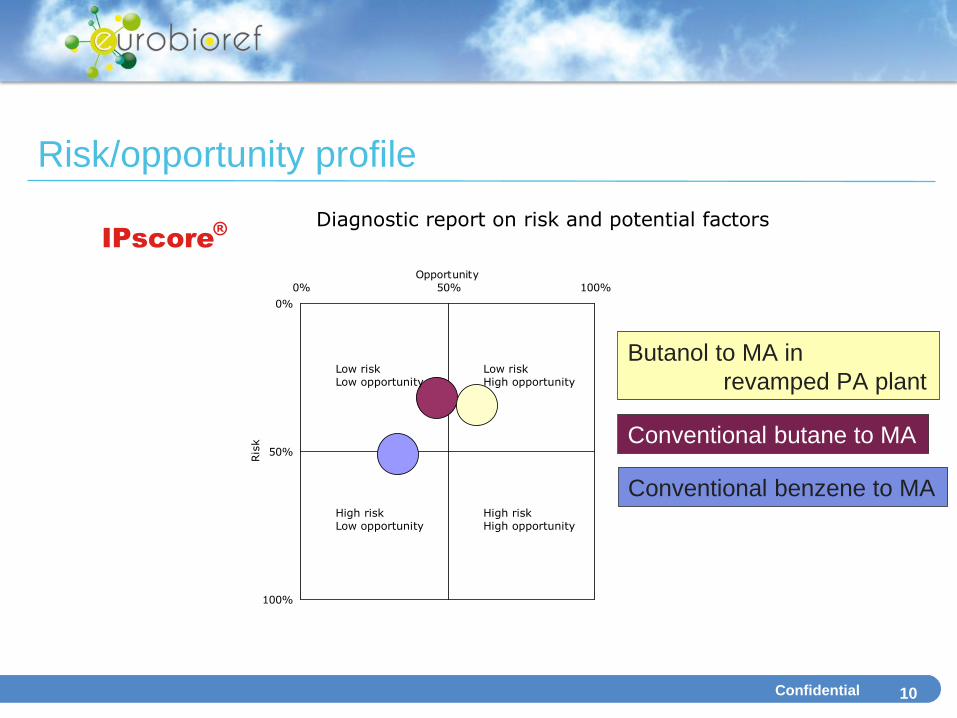
Risk/opportunity profile
10
Conventional butane to MA
Conventional benzene to MA
Butanol to MA in
revamped PA plant
Confidential
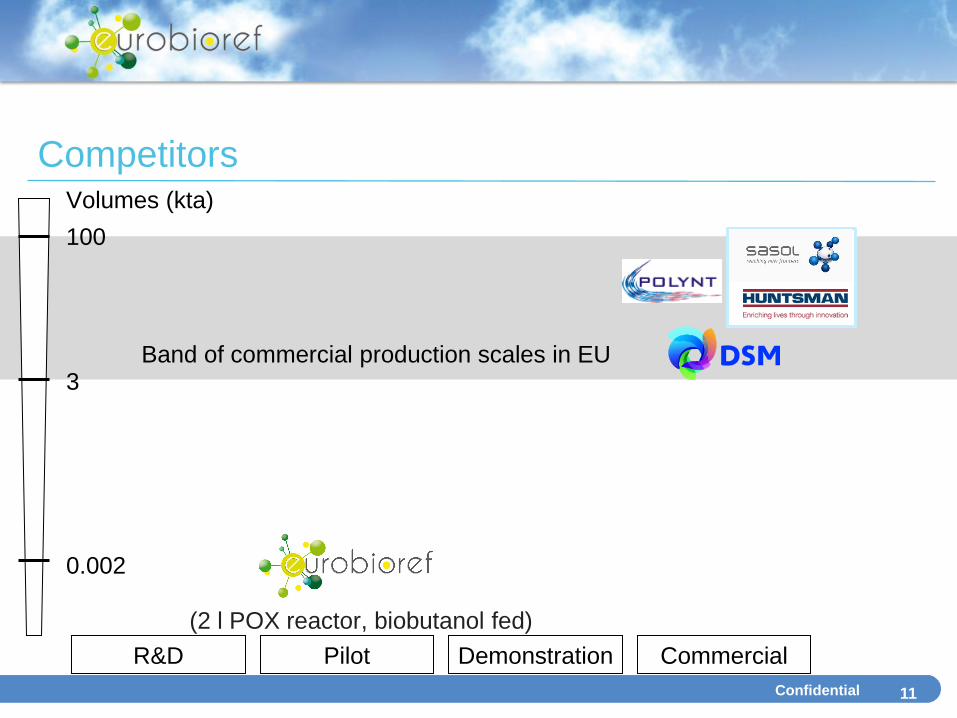
Competitors
11
R&D Pilot Commercial Demonstration
Volumes (kta)
0.002
100
3 Band of commercial production scales in EU
(2 l POX reactor, biobutanol fed)
Confidential
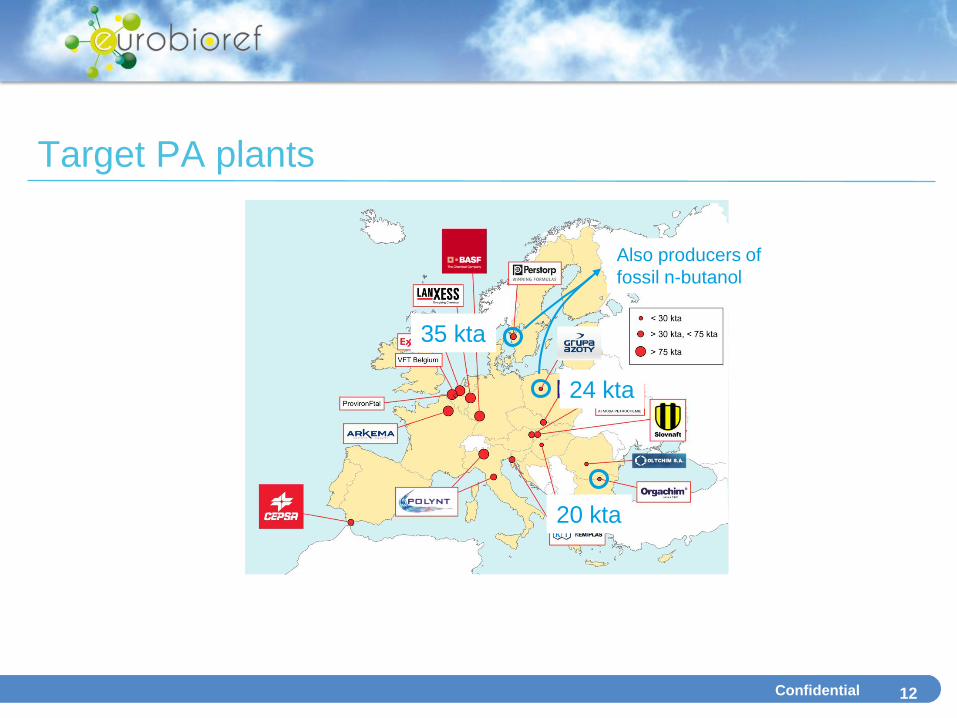
Target PA plants
12
24 kta
20 kta
35 kta
Also producers of
fossil n-butanol
Confidential
Evaluation
13
Case: 50 kta PA plant to a
● 18.8 million Euro total capital investment needed for
revamp
● 2.6 €/kg MA production cost for a BuOH price of 1.1 €/kg
→ Can be reduced to market price (± 1.5 €/kg) by
• Increasing catalytic yield
• Feeding cheaper BuOH
• Refining revamp design
● Potential number of direct jobs saved in PA plant: ± 28
plant MA kta 10
PA kta 27
Confidential
Conclusion
14
Integration of bio-based technologies in existing European plants:
● Relatively easy way to introduce
bio-based technology
● Bonus: save jobs and production in Europe
● Product may have an incomplete and variable degree of renewability
● Reluctance of industry to alter process
+
−

Integrated biorefineries in European landscape 12 February 2014
ACKNOWLEDGEMENT
The research leading to these results has received funding from the
European Union:
Seventh Framework Programme (FP7/2007-2013) under grant
agreement n° 241718 EuroBioRef