Insulating Refractory Materials
120
INSULATING REFRACTORY MATERIALS FROM INORGANIC WASTE RESOURCES by AMANDA JONKER Submitted in partial fulfillment of the requirements for the DOCTOR TECHNOLOGIAE in the Department Chemistry FACULTY OF SCIENCE TSHWANE UNIVERSITY OF TECHNOLOGY Supervisor: Dr MJ van der Merwe Co-Supervisor: Prof RI McCrindle December 2006
-
Upload
fcofimeuanl -
Category
Documents
-
view
116 -
download
6
Transcript of Insulating Refractory Materials

INSULATING REFRACTORY MATERIALS FROM
INORGANIC WASTE RESOURCES
by
AMANDA JONKER
Submitted in partial fulfillment of the requirements for the
DOCTOR TECHNOLOGIAE
in the Department Chemistry
FACULTY OF SCIENCE
TSHWANE UNIVERSITY OF TECHNOLOGY
Supervisor: Dr MJ van der Merwe Co-Supervisor: Prof RI McCrindle
December 2006

i
I hereby declare that the thesis submitted for the degree D Tech: Ceramics
Technology, at the Tshwane University of Technology, is my own original work
and has not previously been submitted to any other or quoted are indicated and
acknowledged by means of a comprehensive list of references.
A. Jonker
Copyright © Tshwane University of Technology 2006

ii
DEDICATED TO MY FAMILY
ROELOF, DELMARIE, ZANEL & ROELOF (Jnr.) IZAAK, DELENE, CONNIE & RUNA-MARIE
“Sonder julle opoffering sou dit nie vir my moontlik gewees het nie.”

iii
ACKNOWLEDGEMENTS The author would like to express gratitude to: Dr MJ van der Merwe, my supervisor and mentor, for her able supervision, criticism and constant readiness to discuss problems during the course of this work and for proofreading the script and sitting through the night with me. Prof RI McCrindle, my co-supervisor, for his efforts, hard work and dedication in finalising this work. Prof JH Potgieter, for motivating me to further my studies. The Department of Chemistry & Physics as well as the Department of Chemical & Metallurgical Engineering, Tshwane University of Technology, for arranging my duties so that I could pursue my studies. The Ceramics Technology division of the Department of Chemistry & Physics, Tshwane University of Technology, for fulltime use of their laboratories and facilities. The National Research Foundation for the financial support to fulfil my studies. Mr MI Lavere for his assistance and hard work in the laboratory (RIP). Miss W Perrins, Cermalab, for her help during the development stages of the project and assistance in testing. All my B. Tech students, for their assistance during the course of this work. Colleagues, family and friends for their critical opinions, aid and patience.

iv
ABSTRACT
The management of inorganic waste produced from diverse forms of industrial
activity remains a major problem in many parts of the world. Typical industrial
inorganic wastes include coal fly-ash, metallurgical slag, phosphogypsum waste
and iron-rich waste.
This investigation focused on the use of coal fly-ash, phosphogypsum and iron-
rich waste as a substitute for natural aluminosilicate raw materials for
manufacturing low-cost insulating refractory materials.
The physical and chemical properties of inorganic waste materials were
characterised during the development of an insulating refractory material.
Different mixtures were investigated to find a formulation that had refractory
properties. The manufacture of the porous insulating material was studied and
adapted so as to achieve a low-cost manufacturing route using a geopolymeric
process.
The strength of the geopolymeric refractory material developed is double that of
the previous materials manufactured, also allowing for the automatisation of the
process. The manufacturing process is rapid, with setting times of circa three
hours being achieved. In situ, foaming of the geopolymer resulted in high closed
porosities, therefore maintaining good thermal conductivities. This in situ forming
of the monolithic porous geopolymeric material would further benefit storage
handling and mould availability.
The aim of developing a porous geopolymeric insulating refractory material using
inorganic waste materials as the main ingredient was successfully accomplished.

v
CONTENT Page Declaration i
Dedication ii
Acknowledgements iii
Abstract iv
List of figures xi
List of tables xiii
List of abbreviations xvi
CHAPTER 1: INTRODUCTION 1.1 Background 1
1.2 Problem statement 6
1.3 Goals of this investigation 7
1.4 Hypothesis 7
1.5 General objectives 7
1.6 Specific objectives 8
1.7 Scope of the thesis 8
CHAPTER 2: LITERATURE SURVEY 2.1 Introduction 9
2.2 Thermal-insulating ceramics 11
2.2.1 General 11
2.2.2 Disadvantages of porous insulating materials 14
2.2.3 Service limiting temperature 15
2.2.4 Thermal conductivity 16
2.2.5 Shrinkage 18
2.2.6 Strength 18
2.3 Firebrick refractories and thermal insulation 20

vi
2.4 Conventional silicate-bonded refractories versus Geopolymers 22
2.5 Production of foam geopolymers from waste materials 23
2.5.1. Geopolymer chemistry 25
2.5.2. Materials used in geopolymerisation 28
2.6 Inorganic Waste Materials 30
2.6.1 Coal fly-ash 30
2.6.1.1 World production of coal fly-ash 31
2.6.2 Phosphogypsum 32
2.6.3 Iron rich waste 33
2.7 Natural inorganic silicate minerals 34
2.7.1 Phyllosilicates (Greek: phyllon, leaf) 34
2.7.1.1 Kaolin 35
2.7.1.2 Ball clay 37
2.7.1.3 Bentonite 37
2.7.2 Tectosilicates 38
2.7.2.1 Silica 38
2.7.2.2 Feldspar group 39
2.8 Production methods employed in the ceramics industry 40
2.8.1 Burning-additive method 40
2.8.2 ‘Gas’ methods 40
2.9 Drying 41
2.10 Firing 42

vii
2.11 Factors affecting the strength of a ceramic body. 42
2.11.1 Chemical or mineralogical composition of the material 42
2.11.2 Porosity 42
2.11.3 The mode of preparation of the material 43
2.11.4 Mode of manufacture of the article 43
2.11.5 Conditions of drying 44
2.11.6 Conditions of firing 44
2.12 Summary 45
CHAPTER 3: METHODS 3.1 Introduction to the evaluation of inorganic materials 47
3.1.1 Determination of the chemical composition of the inorganic
materials
47
3.1.2 Sample preparation of inorganic materials 48
3.1.3 Shrinkage of inorganic materials 48
3.1.4 Strength of inorganic materials 48
3.1.5 Water absorption of inorganic materials 49
3.2 Introduction to developing a ceramic body mixture from waste
materials
49
3.2.1 Sample preparation of ceramic body mixtures 49
3.2.2 Particle size distribution of ceramic body mixtures 50
3.2.3 Flow properties of ceramic body mixtures 50
3.2.4 Extrusion and casting of ceramic body mixtures 51
3.2.5 Firing of ceramic body mixtures 51
3.3 Introduction to the determination of refractory properties of
porous ceramic bodies from inorganic waste materials
52
3.3.1 Procedure 52

viii
3.4 Introduction to the production of insulating geopolymers from
waste materials
54
3.4.1 Procedure 54
3.4.2 Physical properties of insulating geopolymers 55
CHAPTER 4: RESULTS 4.1 Results of the physical test on the inorganic materials 57
4.1.1 Chemical composition of inorganic materials 57
4.1.2 Shrinkages of inorganic materials 58
4.1.3 Strength of inorganic materials 59
4.1.4 Water absorption of inorganic materials 60
4.2 Discussion of the physical properties of the inorganic materials 61
4.3 Conclusion on the inorganic materials 63
4.4 Results of the ceramic body mixtures from waste materials 64
4.4.1 Particle size distribution of ceramic body mixtures 64
4.4.2 Flow properties of ceramic body mixtures 65
4.4.3 Extrusion of the ceramic body mixtures 66
4.4.4 Physical properties of the ceramic body mixtures 67
4.5 Discussion of ceramic body mixtures from waste materials 70
4.6 Conclusion of the ceramic body mixtures from waste materials 72
4.7 Results of the physical and refractory properties of porous
ceramic bodies from inorganic waste materials
73
4.7.1 Chemical and mineralogical composition of porous ceramic
bodies
73
4.7.2 Ash fusion temperatures of porous ceramic bodies 78

ix
4.7.3 Physical properties of porous ceramic bodies 78
4.7.4 Thermal conductivity of porous ceramic bodies 80
4.8 Discussion of physical and refractory properties of porous
ceramic bodies from inorganic waste materials
81
4.9 Conclusion on the physical and refractory properties of porous
ceramic bodies from inorganic waste materials
82
4.10 Physical properties of the prepared geopolymeric insulating
materials
84
4.10.1 Shrinkage of geopolymeric insulating materials 84
4.10.2 Bulk density of geopolymeric insulating materials 85
4.10.3 Strength of geopolymeric insulating materials 85
4.10.4 Porosity of geopolymeric insulating materials 86
4.10.5 Ash fusion temperatures of geopolymeric insulating materials 86
4.10.6 Thermophysical properties of geopolymeric insulating materials 87
4.11 Discussion of the physical properties of the prepared porous
geopolymeric insulating materials
88
4.12 Discussion of the thermophysical properties of the prepared
geopolymeric insulating materials
90
4.13 Conclusion of the physical properties of the prepared
geopolymeric insulating materials
91
CHAPTER 5: CONCLUSIONS AND RECOMMENDATIONS
5.1 Conclusions 92
5.2 Recommendation 94
REFERENCES 96

x
APPENDIX A: RAW DATA OF CERAMIC PROPERTIES OF INORGANIC MATERIALS
104
APPENDIX B: RAW DATA OF CERAMIC PROPERTIES OF CERAMIC BODIES
116

xi
LIST OF FIGURES
Figure Page1.1:
1.2:
Al2O3 – SiO2 binary phase diagram as applicable to
refractories.
Ternary phase diagram of the CaO-Al2O3-SiO2 system.
3
5
2.1: Thermal conductivity of insulating fire brick and insulating
castables (Carniglia & Barna, 1992).
16
2.2: Mechanisms of Geopolymerisation according to Davidtovits,
(1991).
27
2.3: Typical coal fly-ash (Mantel, 1991). 30
4.1: Shrinkages of inorganic materials 58
4.2: Strength of inorganic materials 59
4.3: Water absorption of inorganic materials 60
4.4: Particle size analyses of ceramic bodies from waste materials. 64
4.5: Fluidity of ceramic body mixtures 66
4.6: Thixothropy of ceramic body mixtures 66
4.7 Firing shrinkage of ceramic bodies 69
4.8: Strengths of ceramic bodies 69
4.9: Water absorption of ceramic bodies 70
4.10 Mineralogical analysis of FBI small 74
4.11 Mineralogical analysis of FBI large 75
4.12 Mineralogical analysis of FBO small 76
4.13 Mineralogical analysis of FBO large 77
4.14 Apparent porosity of porous ceramic mixtures 79
4.15 Physical properties of porous ceramic mixtures 80
4.16 Thermal conductivity of porous refractory mixtures 81
4.17 Shrinkage of geopolymeric insulating materials. 84
4.18 Bulk density of geopolymeric insulating materials. 85

xii
4.19 Strength of geopolymeric insulating materials. 85
4.20 Porosity of geopolymeric insulating materials 86
4.21 Ash fusion temperatures of insulating geopolymeric materials 87
4.22 Thermophysical properties of insulating geopolymeric materials 88
5.1 Thermal conductivity of insulating fire brick and insulating
castables
93

xiii
LIST OF TABLES Table Page2.1 Melting points of refractory oxides (Carniglia & Barna, 1992). 11
2.2 Typical mechanical properties of raw materials used in the formulation of insulating refractories. (data sheet: G&W base and industrial minerals)
36
3.1 List of Inorganic materials tested 47
3.2: Body mixtures for ceramic bodies 50
3.3: Body mixtures for porous refractory materials 52
3.4: Composition of mixtures for sample geopolymer preparation 55
4.1: Chemical composition of the inorganic materials 57
4.2: Summary of shrinkages (%) of the inorganic materials 58
4.3: Summary of strength (MPa) of the inorganic materials 59
4.4: Summary of water absorption (%) of the inorganic materials 60
4.5: Flow properties of ceramic body mixtures. 65
4.6 Physical properties of extruded dried samples of ceramic body
mixtures
67
4.7: Physical properties of the fired FCB ceramic body mixture 67
4.8: Physical properties of the fired FCI ceramic body mixture 68
4.9: Physical properties of the fired FPI ceramic body mixture 68
4.10: Chemical composition of the porous refractory mixtures 73
4.11 Ash fusion temperature test in oxidising atmosphere of porous ceramic refractory
78
4.12 Apparent porosity, bulk density and apparent relative density of porous refractory mixtures
79
4.13 Cold crushing strength of porous refractory mixtures 79
4.14 Thermal conductivity of porous refractory mixtures 80
4.15: Ash fusion temperatures for geopolymeric insulating materials 86
4.16: Thermophysical properties of the geopolymeric insulating material
87

xiv
6.1: Comparison of physical properties of traditional and geopolymeric
porous insulating refractories
92
APPENDIX A: RAW DATA OF CERAMIC PROPERTIES OF INORGANIC
MATERIALS
A.1: Physical properties of kaolin and 20 % ball clay fired at 800 °C 104
A.2: Physical properties of kaolin and 20 % ball clay fired at 850 °C 105
A.3: Physical properties of kaolin and 20 % ball clay fired at 900 °C 105
A.4: Physical properties of fly-ash and 20 % ball clay fired at 800 °C 106
A.5: Physical properties of fly-ash and 20 % ball clay fired at 850 °C 106
A.6: Physical properties of fly-ash and 20 % ball clay fired at 900 °C 107
A.7: Physical properties of gypsum and 20 % ball clay air-dried 108
A.8: Physical properties of gypsum and 20 % ball clay fired at 850 °C 109
A.9: Physical properties of gypsum and 20 % ball clay fired at 900 °C 110
A.10: Physical properties of Fe-rich waste and 20 % ball clay fired at 800 °C
111
A.11: Physical properties of Fe-rich waste and 20 % ball clay fired at 850 °C
112
A.12: Physical properties of Fe-rich waste and 20 % ball clay fired at 900 °C
113
A.13: Physical properties of K-feldspar and 20 % ball clay fired at 850 °C
114
A.14: Physical properties of K-feldspar and 20 % ball clay fired at 900 °C
115
APPENDIX B: RAW DATA OF CERAMIC PROPERTIES OF CERAMIC BODIES
B.1: Physical properties of FCB-extruded samples dried at 110 °C 116
B.2: Physical properties of FCB-extruded samples fired at 900 °C 117
B.3: Physical properties of FCB-extruded samples fired at 950 °C 118
B.4: Physical properties of FCB-extruded samples fired at 1000 °C 119
B.5: Physical properties of FCB-extruded samples fired at 1050 °C 120
B.6: Physical properties of FCB-cast samples 121
B.7: Physical properties of FCI-extruded samples dried at 110 °C 122

xv
B.8: Physical properties of FCI-extruded samples fired at 900 °C 123
B.9: Physical properties of FCI-extruded samples fired at 950 °C 124
B.10: Physical properties of FCI-extruded samples fired at 1000 °C 125
B.11: Physical properties of FCI-extruded samples fired at 1050 °C 126
B.12: Physical properties of FCI-cast samples 127
B.13: Physical properties of FPI-extruded samples dried at 110 °C 127
B.14: Physical properties of FPI-extruded samples fired at 900 °C 128
B.15: Physical properties of FPI-extruded samples fired at 950 °C 128
B.16: Physical properties of FPI-extruded samples fired at 1000 °C 129
B.17: Physical properties of FPI-extruded samples fired at 1050 °C 130
B.18: Physical properties of FPI-cast samples 131

xvi
LIST OF ABBREVIATIONS % percentage
AP apparent porosity
ASG apparent relative density
av. average value
b breadth
BD bulk density
CCS cold crushing strength
dia. diameter
GPIR geopolymeric porous insulating refractory
h height
l length
LOI loss on ignition
m mass
MoR modulus of rupture, (strength)
RSD percentage relative standard deviation
RT room temperature
SD standard deviation
SEM scanning electron microscope
WA water absorption
XRD x-ray diffraction

1
CHAPTER 1
INTRODUCTION
1.1 BACKGROUND Inorganic waste consists of materials such as sand, dust, glass and many
synthetically produced aluminosilicates. Large amounts of inorganic waste are
available in South Africa in the form of coal fly-ash (Class F), iron-rich waste and
phosphogypsum. Certain applications have been found for some of these
inorganic waste materials but disposal remains a major environmental problem.
Applications making use of these inorganic waste materials would be of benefit to
the environment.
The rapid increase in population in the world and the world economic growth has
lead to an increase in demand for energy. Worldwide, coal reserves are the most
stable and available fossil energy source. Utilisation of coal as an energy source,
however, involves the generation of large amounts of waste material in the form
of coal ash (an aluminosilicate material). It is estimated that more than 300
billion tons of coal fly-ash are produced annually (Ciccu et al., 1999). The recycle
rate of this ash is low (Kikuchi, 1999).
The amount of coal fly-ash produced annually, in the Republic of South Africa,
ranks South Africa amongst the highest solid inorganic waste producers, even
when compared with countries such as France, Australia, Hungary and Canada.
It is estimated that approximately 350 million tons are produced mainly from
power/electricity generation (Eskom) and in liquid fuel processing plants (Sasol).
It is stored in dumps across South Africa. This amount is growing by 23 million

2
tons annually (Swanepoel & Strydom, 2002). The use of landfills, the main
option in many countries for coal fly-ash and other inorganic waste disposal,
leads to serious pollution (air, water and land pollution), and socio-economic
problems.
The Lethabo power station, near Vereeniging in the province of Gauteng in South
Africa, produces more coal fly-ash than France (4.65 Mega ton per year (Mt.y-1))
or Hungary (4.09 Mt.y-1), and the same as Australia (5.75 Mt.y-1). Matla power
station near the town of Kriel in Mpumalanga, South Africa, produces almost as
much ash as the whole of Canada (3.15 Mt in 1990). (South African Ceramic
Society, 1990).
Another solid waste, phosphogypsum, is a by-product of the phosphoric acid
process in fertiliser production. Production of one ton of phosphate, results in
five ton of phosphogypsum as waste. Phosphogypsum has limited usage due to
the presence of undesirable impurities such as phosphor(V) oxide (P2O5),
fluoride, organic matter and alkalis contained in it (Lutz, 1995; Kumar, 2003).
The main component of the slag emanating from the production of
ferrovanadium-alloy is an iron-rich waste containing a substantial amount of
iron(III) oxide (Fe2O3). This iron-rich waste is currently discharged in close
proximity to the point of production.
These enormous volumes of unused inorganic industrial waste, because of their
nature, create disposal and environmental degradation problems that can
potentially result in large-scale air and water pollution. The transport of waste
material to dumping sites, inertisation treatments and disposal (Barbieri et
al.,1999) results in cost increases of the final manufactured product and has
further social and economic implications.

3
It is of economic and social importance to research the use of these solid wastes
so as to develop new or alternative applications to exploit them as raw materials
for processing useful products rather than dumping them where future inhabitants
are at risk of health problems (Ilic et al., 2003).
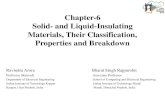
Figure 1.1: Al2O3 – SiO2 binary phase diagram as applicable to refractories
(Eriç & Hejja, 1996)

4
The refractory industry, with a consumption of 1 111 Mt.y-1 of traditional fireclay
products, can be a potential major source for the utilisation or application of these
aluminosilicate waste materials. The chemical composition of South African coal
fly-ash from Lethabo, the main inorganic waste in our investigation, lies in the
same Al2O3 – SiO2 binary system as the fireclay currently used in refractories
(Hlaváč, 1983), see Figure 1.1.
A study of the Al2O3-SiO2 (Figure 1.1) binary phase system is of particular
interest as it is an aid in the understanding of mullite formation, which possesses
good thermo-mechanical properties. Fireclay refractory materials also belong to
the Al2O3-SiO2 binary phase system (Hlaváč, 1983).
Mullite, an aluminosilicate mineral, is a technologically attractive material for
refractory ceramics, due to its low thermal expansion and conductivity.
Properties like chemical inertness and excellent mechanical properties at high
temperatures contribute to the attractiveness of mullite and aluminosilicate
minerals in applications such as refractory materials (Ildefonse et al., 1999).
If minor oxides in the materials are ignored, the composition of the Lethabo coal
fly-ash lies in the centre of the mullite area of the CaO-Al2O3-SiO2 ternary phase
diagram (Figure 1.2) Addition of lime will move the composition closely along the
lime-anortite tie line in the graph (Hlaváč, 1983).
The performance of refractory ceramics depends mainly on the final phase
diagram of the combined raw materials and the amount of impurities in the raw
materials.

5
Figure 1.2: Ternary phase diagram of the CaO-Al2O3-SiO2 system (Eriç & Hejja, 1996; Mao et al., 2006).
The tick curves represent three-phase equilibria with the solid
phase. The labeled areas show the liquidus surfaces of various
solids. The thin curves represent the isothermal sections.
By carefully choosing the proportions of the mix, it should be possible to design
porous refractory ceramic materials from inorganic waste that can be used as an
ingredient for the manufacturing of refractories (Hlaváč, 1983).

6
More stringent measures for special waste landfills, in combination with the
emerging recycling philosophy, have encouraged the policy of the three Rs,
which stand for recycle, reuse and reduce.
Coal fly-ash due to its mineralogical, physical and chemical composition, and the
presence of some elements and compounds, are excellent substitutes for clay in
several industries.
Using inorganic waste as raw materials has three main advantages. First, the
use of a zero to very low cost raw material, secondly, the conservation of natural
resources, and finally the elimination of solid waste.
1.2 PROBLEM STATEMENT
Diverse applications in the various possible fields have been identified for the use
of coal fly-ash. However, they require development to render the end product
more cost-effective and extend applications to reduce the amount of stockpiled
waste product. Although there is potential to use coal fly-ash in the refractory
industry, conventional fireclay refractories and/or thermal insulation materials, dry
pressing or slip casting manufacturing processes are expensive. Despite the fact
that several methods have been identified for the production of refractory or/and
thermal insulation using coal fly-ash, cost and process variables remain issues
that need to be resolved.
This study will, therefore, focus on the characterisation and possible utilisation of
coal fly-ash and other waste materials as a raw material to develop cost-effective
and production-friendly procedures for the manufacture of porous refractory
thermal insulating products by casting.

7
1.3 GOALS OF THIS INVESTIGATION This investigation was launched to determine if the following waste materials
could be used in the production of porous thermal insulating refractory materials:
• Coal fly-ash.
• Phosphogypsum.
• Iron-rich waste.
The materials used in this investigation, were employed in various compositions
to achieve the properties of traditional fireclay products. Fireclay products still
hold the largest share in the production of refractory materials.
1.4 HYPOTHESIS
A porous geopolymeric insulating refractory material can be developed using
inorganic waste materials as the main ingredient.
1.5 GENERAL OBJECTIVES In order to be able to manufacture an economic production friendly, porous
geopolymeric insulating refractory material, the following should be addressed:
• A porous insulating refractory material needs to be developed that complies
with the specifications of a porous insulating refractory material.
• A process needs to be developed which is easy, economical and
• Delivers a good product without shifting the waste disposal problem by
creating different waste products.

8
1.6 SPECIFIC OBJECTIVES To achieve the general objectives, the following specific objectives are:
• Characterisation of the physical and chemical properties of the inorganic
waste materials.
• Comparison of different mixtures to achieve a mix formulation with refractory
properties.
• Investigation of a manufacturing process for porous insulating materials in
order to achieve an economical manufacturing route.
These goals will be achieved by progressing through the planned procedure of
this research.
1.7 SCOPE OF THE THESIS The thesis covers aspects in the use of coal fly-ash in ceramics, especially in
refractory and thermal insulation products.
Chapter 1 focuses on the introduction and problem statement of the thesis.
The literature survey, Chapter 2, describes possible uses of coal fly-ash in
refractory applications and/or thermal insulation products with the emphasis on
the usage of geopolymerisation.
In, Chapter 3, the methods used for the evaluation of the physical and chemical
properties of the different solid inorganic waste materials and refractory mixtures
are described.
Chapter 4, gives the results and discussions. The conclusions and the way
forward with recommendations are given in Chapter 5.

9
CHAPTER 2
LITERATURE SURVEY
2.1 INTRODUCTION Many thousands of years ago, man tamed fire. The use of fire necessitated the
use of refractories, materials that will withstand high temperatures without
melting. The Egyptians were the first to melt iron in vessels and furnaces, which
were simply a hollow of earth filled with iron ore and charcoal. Radical
advancement in steelmaking technology was brought about by the invention of
the Bessemer converter in 1856, a steel vessel lined with refractories. From that
time, refractory materials have grown from a craft to an applied science (Hloben,
2000).
The term refractory literally means “able to withstand not only heat but in many
cases chemical attack, abrasion, thermal shock and rough handling” (Hloben,
2000). Refractoriness points to the resistance of extreme conditions of heat
(temperature > 1000 °C) and corrosion when hot and molten materials are
contained while being transported and/or processed. A high melting point is not
the only prerequisite for a refractory material. Energy is an expensive commodity
and metallurgical extraction processes tend to be very energy-demanding. An
important aspect in refractory material usage is energy conservation.
Additionally, high mechanical strength is required to resist load, impact, abrasion
and erosion in refractory materials (Hloben, 2000).
The melting temperature of refractory compounds is important for several
reasons:
• Diffusion of atoms or ions in a solid, generally by complex lattice vacancy
migration (Shackelford, 1988), depends exponentially on temperature.

10
• Vacancy diffusion in oxide compounds becomes significant above 75 % of the
absolute melting point (Tammann temperature).
• Resistance to thermal decomposition correlates to the melting point as well as
other properties such as transport properties which include thermal and
electrical conductivity (Carniglia & Barna, 1992).
To save energy and obtain acceptable furnace shell temperatures, insulating
materials are normally used as a back lining for the vessel. Thermally insulating
refractories function by providing stagnant or “dead” gas space, that is, they
contain large volume fractions of voids (low bulk density). Since it is impossible
to build closed-cell structures into high-void-volume ceramics, these materials are
all “open”: - i.e. susceptible to permeation and saturation by hot process liquids
and to chemical attack by aggressive gases. It follows that they are not willingly
exposed directly to liquids of any kind, nor to condensable vapours, nor gases of
more than minor chemical reactivity (Carniglia & Barna, 1992).
The prime criterion for insulating material selection are refractoriness and
dimensional stability sufficient for the application. The service temperature limit
of an insulating refractory material relates to composition, sintering temperature
and void volume. Two reasons for interpolating an insulating layer between a hot
working lining and the “outside” of the vessel are:
• To cool the back face, e.g. to preserve the mechanical integrity of an
enclosing metal shell or for reasons of safety outside a wall or roof; and
• to reduce the heat flux (thermal conductivity) through the lining and hence
improve process fuel economy. Both motives may apply simultaneously,
though the second usually predominates (Carniglia & Barna, 1992).
The melting point of the oxides present in an insulating material is the first of
several indicators of how it will behave, thermally, chemically and mechanically at
high temperatures (Carniglia & Barna, 1992). Of all the ternary oxide compounds
that are possible, only a few have high melting points. A list of oxides that may

11
be considered for industrial refractories, are listed in Table 2.1, which include the
melting point of each substance and also gives the approximate Tammann
temperature. The melting point will serve as a sufficient basis for considering the
thermal stability of refractory mixtures.
Table 2.1: Melting points of refractory oxides (Carniglia & Barna, 1992).
The focus of this study will be on coal fly-ash, iron-rich waste and
phosphogypsum as inorganic waste materials and kaolin, ball clay and bentonite
as natural inorganic materials as the major sources of oxides for the manufacture
of insulating materials.
First the requirements of a good insulating refractory material will be investigated
followed by the investigation of the available waste and natural inorganic material
oxides.
2.2 THERMAL-INSULATING CERAMICS 2.2.1 GENERAL
In this study emphasis is placed on developing specifically insulating refractory
materials, therefore the appropriate literature will be discussed.
Name Formula Melting Point (°C)
Tammann Temperature (°C)
Lime CaO 2927 2130
Dicalcium silicate 2CaO.SiO2 2130 1530
Mullite 3Al2O3.2SiO2 1920 1380
Forsterite 2MgO.SiO2 1910 1370
Dialuminium silicate Al2O3.SiO2 1868 1340
Iron chromite FeO.Cr2O3 ~1700 1210

12
Insulating bricks are made from a variety of oxides, most commonly fireclay
(42 % SiO2 and 53 % Al2O3) or silica. The desirable features of these bricks are
their light weight and low thermal conductivity, which usually results from a high
degree of porosity. The high porosity of the brick is created during manufacturing
by adding a fine organic material to the mix, such as sawdust. During firing, the
organic addition burns out, creating internal pores. Another way to accomplish
high porosity involves the addition of a foaming agent to the slip. Using this
approach, the insulating brick can be cast instead of dry pressed. Additions of
lightweight aggregates like diatomite, is another approach. Because of their high
porosity, insulating bricks inherently have lower thermal conductivity and lower
heat capacity than other refractory materials (Nyikos & King, 1996).
Insulating refractories are used as back-up materials, but they can also be used
as linings of furnaces where abrasion and wear by aggressive slag and molten
metal are not a concern. Where they can be used, insulating materials offer
several distinct advantages:
• Decreased heat losses through the furnace lining and less heat loss to the
refractory leads to savings in fuel cost
• The insulating effect causes a more rapid heat-up of the lining and lower heat
capacity of the insulating refractory
• Thinner furnace wall construction to obtain a desired thermal profile
• Less furnace mass due to the lower mass of the insulating refractory.
A variety of insulating bricks provide a range of thermal efficiencies and
strengths. By composition and property characteristics, lightweight insulating
silica bricks are similar to conventional silica bricks with the exception of density
and porosity.
Insulating bricks have a maximum service limit of 1650 °C and are, for example,
used in the crowns of glass furnaces and tunnel kilns. Insulating bricks based on
fireclay aggregate are also available with a combination of high strength and low

13
thermal conductivity (2.6 – 2.8 W.m-1.K-1) and these bricks offer a maximum
service limit in the range of 1150 – 1261 °C.
For even higher temperature applications, lightweight, insulating 90 % alumina
bricks are used. These bricks possess high strength, good spalling resistance
and low permeability (Nyikos & King, 1996).
High-temperature processes require a considerable amount of energy. Often the
energy consumption for high-temperature processes is used only partially for the
actual technical process. An essential part of the energy escapes through the
kiln walls into the atmosphere and is consequently lost to the process. In the
case of kilns for ceramics, this loss of heat due to its escaping through walls can
amount to 15 to 30 % of the total energy consumption required for the sintering
process. To keep thermal energy inside the processing room of a thermal plant
and prevent its escape into the ambience, special materials for the lining of
plants, called high-temperature insulating materials, are necessary. High-
temperature insulating materials are generally considered to be heterogeneous,
multiple-phase, polycrystalline, highly porous refractory ceramics based on
inorganic oxide materials, and this type of material often consists of a solid matter
skeleton with a continuously dispersed porous phase.
Besides energy saving aspects the lightweight construction ensures that the
required temperature in high-temperature plants is reached more rapidly, as only
a small proportion of the temperature released into the processing vessel/furnace
is used for the heating of the walls and can predominantly be used for a balanced
heating of the processing vessel/furnace and the loaded material. Utmost
energetic and economical efficiency for the application of high-temperature
insulating material is only reached when insulating material, construction of the
kiln and lining technique of the walls, are regarded as an integrated whole. The
result generally is a kiln wall consisting of several layers of different insulating
materials.

14
2.2.2 DISADVANTAGES OF POROUS INSULATING MATERIALS Besides considerable advantages of the highly porous insulating material, the
following restrictions have to be mentioned as well:
• They show little stability due to their high porosity.
• Additionally, they show an erosive sensitivity to flowing gases and a low
abrasive resistance.
• The gas permeability of high-temperature insulating material is high.
• Due to their high, mostly open pores, gases and liquids can penetrate into
the materials, thus the corrosion resistance against aggressive gases and
melts is low.
• On account of inferior stability, high temperature gradients and stresses due
to low heat conductibility, they show little resistance to thermal shock.
• They tend to sinter at higher temperatures because of their high porosity,
which causes volume stability problems (Schulle & Schlegel, 1991).
Generally, high insulating refractory material is distinguished from lightweight
material because of a total porosity of 45 to 75%. Extremely lightweight materials
have a porosity of 75 to 85% and ultra-lightweight, high-temperature insulating
materials have a total porosity greater than 85%. With respect to application
temperature, high-temperature insulating materials can be classified as follows
(Schulle & Schlegel, 1991):
• Temperature-resistant heat insulating materials for application temperatures
up to 800 °C: these are regarded as thermal insulating materials and not
refractory products.
• Heat resistant insulating materials for application temperatures up to
1100 °C: calcium silicate materials; products from siliceous earth, perlite or
vermiculite; silica based microporous heat insulators; alumosilicate fibres.
• Refractory insulating materials for application temperatures up to 1400 °C:
lightweight chamotte and kaolin bricks; lightweight castables; mixed fibres
and aluminium oxide fibres.

15
• High refractory insulating materials for application temperatures up to
1700 °C: lightweight mullite and alumina bricks; lightweight hollow sphere
corundum castables and bricks; special high refractory fibres.
• Ultra-high refractory insulating materials for application temperatures up to
2000 °C: zirconia lightweight bricks and fibres; non-oxide compounds;
carbon.
International standards classify high-temperature insulating materials according
to three criteria. These are (Schulle & Schlegel, 1991):
• The bulk density, and with it the porosity and indirectly the thermal
conductivity as well as heat capacity.
• The temperature (indicated as temperature limit for classification and
application) at which the product shows a linear shrinkage of 1 to 7 % and
hence volume stability, taking into consideration the maximum application
temperature.
• The main materials components, such as chamotte, silica, basic materials
or specials.
Sometimes crushing strength and thermal conductivity are included for
classifying high-temperature insulating materials.
2.2.3 SERVICE LIMITING TEMPERATURE The chemical composition, as a basic property of all refractory products,
determines the sintering and melting of heat insulators and, the classification
temperature. As most high-temperature insulating materials consist of silica
(SiO2) and alumina (Al2O3) and the liquidus temperature of the SiO2-Al2O3 system
(Figure 1.1) increases in the high alumina containing section corresponding to
the Al2O3 content, the classification temperature rises with increasing Al2O3-
content in heat insulating materials. Due to the required volume stability, the

16
increased application temperature asks for a higher bulk density with increased
stability and thermal conductivity (Schulle & Schlegel, 1991).
2.2.4 THERMAL CONDUCTIVITY
Thermal conductivity, λ, is defined by Carniglia and Barna (1992) as:
λ (T) = ρ (T).cp(T).a(T) (Eq. 2.1)
where ρ is the bulk density, cp the specific heat, a the thermal diffusivity and T the
temperature. The unit for thermal conductivity λ is W.m-1.K-1.
Unlike the heat capacity, the thermal conductivity of heterogeneous mixtures is
intensely sensitive to variations in microstructure. The governing micro structural
features being intimately dependant on processing and thus largely uncoupled
from composition, there is no reliable “rule of mixtures” for thermal conductivity.
Figure 2.1: Thermal conductivity of insulating fire brick and insulating castables (Carniglia & Barna, 1992). STL indicating the Service Temperature limit (in °F) of the Insulating Fire Brick (IFB)

17
The variation of the thermal conductivity with average body temperature for
insulating fire bricks and insulating castables is consolidated in Figure 2.1.
Internal heat transportation, and with it heat insulation, in high-temperature
insulating materials, are decisively influenced by the structural composition and
the temperature. The effectiveness of the influenced temperature is also
controlled by the structure. Consequently, the structural composition plays a
dominating part. As emphasised before, high-temperature insulating materials
represent heterogeneous, porous multiple phase bodies. These materials
facilitate extensive internal heat transportation by means of thermal conduction
and heat radiation, which can be summed up as an effective thermal conductivity:
• The porosity, or bulk density, has to be adapted to the temperature of the
application, or the temperature gradient, intended to be applied. The
porosity required for a minimum effective thermal conductivity decreases
with increasing temperature of application (Schulle & Schlegel, 1991).
• Porosity exerts the main influence on the effective thermal conductivity.
• In cases of pure heat conduction the gas-filled pores have a small role to
play, the solid matter structures a decisive one.
• The effective thermal conductivity depends on the thermal conductivity of
the pore-free, solid phase.
• The type of pore gas and the gas pressure influence the thermal
conductivity.
• The pores should be as small as possible and efforts should be made to
provide micro-porosity.
• The microstructure of the solid matter should consist of loosely packed
crystal structures and complicated crystal lattices with little symmetry, high
defect density, as well as a substantial poly- or micro crystallinity.
• The microstructure of the solid matter should show little transmission and
a high degree of absorption in the infrared wave range.
• Cracks and coarse pores more than 5 mm have to be avoided.

18
• The overall structure should not allow gas permeability or at least at only
on a small scale.
2.2.5 SHRINKAGE
The shrinkage behaviour of an insulating material is used for evaluating its
maximum possible temperature of application. For this reason non-reversible
length modification is measured over a long period of time at constant
temperatures, the material being heated up on one or all sides in an oxidising
atmosphere without corrosive influences. The classification temperature or the
limit of application temperature corresponds to the temperature which allows a
maximum admissible amount of linear shrinkage. Most countries have
established different shrinkage standards. For refractory lightweight bricks and
concretes there are shrinkages of 1 to 2 % and for refractory fibres 2 to 5 %,
sometimes even up to 7 %. The isothermal heating time, required for thermal
treatment, also fluctuates between 4 and 24 hours (Schulle & Schlegel. 1991).
A typical refractory is based on a mixture of low shrinkage clays with a small
addition of plastic clays, for example ball clay, to ease shaping during
manufacture and impart high green strength before firing (Hancock, 1988).
2.2.6 STRENGTH Kruger (1996) reported the development of castable refractories from coal fly-ash
and cenospheres which have physical and chemical properties that are inherently
beneficial for the manufacture of insulating refractories. Their use imparts
excellent flow properties to the product, thus enhancing the placeability of
monolithic linings. This phenomenon has been ascribed to the lubricating (ball-
bearing) effect of the spherical particles. Insulating refractories based on coal fly-
ash exhibit remarkable strength to density ratios, excellent thermal shock
resistance and an improved ratio of thermal conductivity to bulk density. Most

19
importantly, they are far more cost-effective than competitive products. In
general, the higher the proportion of cenospheres in the product, the better will
be the insulation efficiency and the lower the density. Compressive strength is,
however, slightly lower at higher cenospheres content. The maximum service
temperature of approximately 1250 to 1300 ºC does restrict the use of
cenospheres and coal fly-ash to heat insulating or lower-temperature refractories.
Careful selection of the particle size distribution of the coal fly-ash or
cenospheres ensures optimum particle packing and enables the manufacture of
low-shrinkage refractories (Kruger, 1996).
The need for energy conservation necessitates insulating refractories with
improved performance. The incorporation of cenospheres as part of the
formulation has enabled the manufacture of products (Cenref) that have lower
thermal conductivity and greater strength, which are lighter than the conventional
Moler bricks widely used in industry. A cenosphere refractory can out-perform
competitive products. Besides its superior insulation, its low apparent porosity is
the most significant advantage. This is ascribed to the fact that the cenosphere
refractory consists of isolated spheres lightly fused together; whereas other types
of insulating refractories have interconnecting micro channels. Heat diffusion is
more efficient along these micro channels than across the isolated air within the
spheres. The inability of liquids to penetrate the monolithic cenosphere matrix
also gives these refractories superior acid resistant properties. Service
temperatures of 1300 ºC have been achieved and formulations have been
developed that, at elevated temperatures, provide superior insulation to ceramic
fibre. Due to their excellent in-service performance, domestically developed coal
fly-ash and cenosphere refractories are gaining popularity (Kruger, 1996).

20
2.3 FIREBRICK REFRACTORIES AND THERMAL INSULATION The group of aluminium silicate lightweight refractory bricks (fireclay and mullite
bricks) is the most important and common group of lightweight refractories.
(Hancock, 1988). Raw materials based on Al2O3, SiO2 and sometimes CaO are
used to produce these bricks. Raw materials such as clays, kaolin, fireclay,
sillimanite, andalusite, kyanite, mullite, alumina, alumina hydrate and corundum
are used as a source of alumina (Figure 1.1). In addition to the granulated fine-
grained raw materials, coarse-grained and porous raw materials are also used.
These include lightweight fireclay and hollow spheres (balls) consisting of
corundum or mullite. The “burnout” process is applied most often to the
production of lightweight refractory bricks. Fine saw dust, petroleum coke, lignite
abrasion; fine waste products of cellulose and paperboard (carton) are utilised as
organic materials to be burnt out. Burnout materials with low ash content are
required in order to prevent negative effects on the hot properties of the
refractory materials.
The foam process is a further method of production to achieve high porosity
refractory materials. Special soaps, saponins and sulfonates are used to make
stable foams (Ferguson, 1982). The slurry for the ceramic body is often made
separately from the foam emulsion. Foam and slurry are homogenised in an
intensive mixer. By the controlled mixing of foam and slurry the required bulk
density is adjusted.
Lightweight, low density and high strength refractory bricks can be produced by
mixing in evaporating substances (naphthalene), which have distinctive
differences in their properties when compared with other bricks. Very fine pores
guarantee that high dimensional accuracy of lightweight refractory products is
achieved by casting, centrifuging or pressing (Hancock, 1988). During casting,
the perforated metal moulds (forms) are lined with filter paper before being filled.
Sulphite liquor, gypsum or concrete can be added in order to strengthen the

21
mixture and to speed up the setting. The centrifuging process of large blocks is
very efficient and ensures excellent dimensional stability. Plastic, semi-dry and
dry mixes are shaped by corresponding presses (extrusion, hydraulic or
mechanical presses). The bricks, unfinished cylindrical pieces or blanks, are fired
in chamber furnaces, bogie hearth furnaces or tunnel kilns. The firing
temperature corresponds approximately to the classification temperature
indicated by the producers. Due to high drying and firing shrinkage, cutting or
grinding is necessary for most brick qualities in order to obtain the standard
shapes. Hand forming, vibration or moulding processes produce bricks which are
complicated in shape (Hancock, 1988).
Otero et al. (2004) reported on the preparation of thermal insulating firebricks
from coal fly-ash. Due to its morphological characteristics, physicochemical
properties and pozzolanic activity, coal fly-ash has potential for use in the
production of refractory insulating bricks in combination with clays, a binder
(sodium silicate) and a foaming agent (50 % hydrogen peroxide). The bricks
obtained exhibit the appropriate characteristics of mechanical resistance, porosity
and thermal conductivity.
Vilches et al. (2003) underlined the use of coal fly-ash and titanium waste in
thermal insulation and fireproof applications. Plates were prepared from a mixture
of coal fly-ash (>50 %) and titanium waste (>35 %). Exfoliated vermiculite
(<10 %) was added to make the material more porous and to reduce the density.
The materials produced exhibit high porosity, with average pore diameters
between 0.5 and 10 µm, an average density of 0.74 g.cm-3, and compressive
strength of approximately 0.31 MPa. Differential thermal analysis (DTA) results
showed that the material is stable at high temperatures (>800 ºC).
Refractories are only the start of yet another field of application for coal fly-ash
and its derivatives. Although volumes used are currently modest, these are
bound to increase as the refractory, and more especially the user industries,

22
realise the benefits that can be achieved. Development is continuing on these
materials and the limits have not yet been reached. More products based on
coal fly-ash and cenospheres will soon be seen with even lower thermal
conductivities (Kruger, 1996). Cenospheres are essentially thin-walled glass
spheres with a relative density of less than 1.0. They float on water and are
recovered from the surface of ash disposal ponds and are of similar chemical
composition to fly ash. Fly ash will be discussed in detail in Section 2.6.
2.4 CONVENTIONAL SILICATE-BONDED REFRACTORIES VERSUS GEOPOLYMERS
Previously silicate-bonded materials have been used in refractories. However,
recent research projects on inorganic silicate materials have evolved a new
product called a geopolymer, which can incorporate large amounts of coal fly-ash
in its formulation.
A geopolymer is an inorganic aluminosilicate, synthesised from predominantly
silicon and aluminium materials of geological origin, or by-products such as coal
fly-ash and granulated blast furnace slag (Cheng & Chiu, 2003).
Geopolymers are versatile materials which can form composites with almost any
material, hence providing the possibility of property amelioration in diverse
applications, such as refractory, thermal insulation, fire resistance, etc., by careful
addition of selected materials. Davidovits (1991) pointed out that physical
properties, such as fusion temperature and coefficient of thermal expansion, are
a function of the Si:Al ratio.
Barbosa and Mackenzie (2003a; 2003b) investigated the thermal behaviour of
inorganic geopolymers derived from sodium and potassium polysialate, with
different inorganic fillers and found that, in general, properly cured potassium
polysialate geopolymer showed little sign of shrinkage and melting up to 1400 ºC.

23
Crystalline phases, leucite (KAlSi2O6) and kalsilite (KAlSiO4), form at
approximately 1000 ºC. Silica-rich geopolymers such as potassium polysialate-
siloxo materials are friable above 1200 ºC. Properly cured sodium-based
geopolymers have a melting point around 1300 ºC.
2.5 PRODUCTION OF FOAM GEOPOLYMERS FROM WASTE MATERIALS
Recycling waste materials would aid in the protection of the environment. When
the properties of waste products are such that it is possible to use them for high
added value applications, these products stand a better change of competing
than products made from primary materials.
Coal fly-ash, iron-rich wastes and ball clay have chemical and physical properties
that, in principle, make them suitable for recycling as geopolymeric materials.
The remarkable achievements made through geosynthesis and
geopolymerisation include the production of mineral polymers termed
geopolymers. These inorganic polymeric new materials can polycondense just
like organic polymers, at temperatures lower than 100 °C (Hardjito et al., 2004b).
Historically (Davidovits, 1991) geopolymerisation involves chemical reactions of
aluminosilicate oxides (Al3+ in the fourfold coordination) with alkali polysilicates
yielding polymeric Si-O-Al-O- bonds. The amorphous to semi-crystalline three
dimensional silico-aluminate structures are of the poly (sialate) type (-Si-O-Al-O-),
the poly (sialate-siloxo) type (-Si-O-Al-O-Si-O) and the poly (sialate-disiloxo) type
(Si-O-Al-O-Si-O-Si-O-). Geopolymeric compounds involved in materials
developed for industrial applications are either crystalline or non-crystalline
(amophorous or glassy structures), whereas, several geopolymeric materials of
practical interest are non-crystalline. This viewpoint has been debated (Swaddle,
2001; Provis et al., 2005).

24
These new generation of materials, when applied in the pure form, reinforced or
with fillers, can be used for storing toxic chemicals or radioactive wastes,
manufacturing of special concretes, moulds for moulding thermoplastics and in
making tooling in the aluminium alloy foundries and metallurgy.
High temperature techniques are no longer necessary to obtain materials that are
ceramic-like in their structure and properties. Geopolymers can polycondense
just like organic polymers at temperatures lower than 100 °C. As a result,
geopolymeric materials are easy to make. Their physical properties make them
viable alternatives for many conventional cements and plastics. Their synthesis
at low temperatures with no CO2 emissions is energy-efficient and more
environmentally friendly than many older materials (Van Jaarsveld, van Deventer
& Lukey, 2003).
The polycondensation potential of geopolymers is much higher than that of
cement-based materials. Thus, geopolymer materials possess many
advantageous properties such as mechanical properties, unique high-
temperature (1200 °C) properties, long-term durability, easily recycled, an
adjustable coefficient of thermal expansion, heavy metal ion-fixation and acid
resistance. It is also a “Green Material” because of its low manufacturing energy
consumption and low waste gas emission. The chemical bonds of Si-O and Al-O
are among the most stable covalent bonds in nature. Consequently,
geopolymers are considered as one of the candidates to solve the conflict of
social development against environmental pollution as they can be utilised in the
fields of fire resistance, nuclear wastes solidification, hazardous wastes disposal,
binder, fast reparation, decoration, intelligent material and construction
(Davidovits, 1991; Van Jaarsveld, van Deventer & Lukey, 2003).
Portland cement production is under review due to the high levels of carbon
dioxide released to the atmosphere. Geopolymer concrete is a new material that

25
does not need the presence of Portland cement as a binder. Instead, low-cost
available materials such as coal fly-ash, that are rich in Si and Al, are used and
activated by alkaline liquids to produce the binder. This also has a positive
effect on the environment (Hardjito et al., 2004a).
Since 1972, Davidovits has been developing a kind of mineral polymer material
with the structure of a three dimensional (3D) cross-linked polysialate chain
(-(Si-O)z-Al-O-) which resulted from the hydrolysation and polycondensation
reactions of natural minerals or industrial aluminosilicate wastes such as clays,
slag, coal fly-ash and pozzolan with alkaline activators below 150 oC. This
“inorganic polymer” material was first named “Polysialate” in 1976 (Zhang, Gong
& Lu, 2004). Nine years later, Davidovits coined another term “geopolymer”, in
his US Patent, to represent this family of inorganic polymers. The term
“geopolymer” has been wildly accepted (Davidovits, Davidovics & Davidovits,
1994; Zhang, Gong & Lu, 2004).
A two-step mechanism for the geopolymer reaction was proposed. The first step
can be named “activation step” including the dissolution of starting materials and
the formation of orthosialate acid in a high pH, basic solution. The second step
concerns mainly the further polycondensation between orthosialate acid and
surface silanol groups and the formation of the 3D-cross-linked polysialate
structure, which can be called the “polycondensation step” (Zhang, Gong & Lu,
2004).
2.5.1. GEOPOLYMER CHEMISTRY
Geopolymers are chemically designed as polysialates. Sialate is an abbreviation
for silicon-oxo-aluminate. The sialate network consists of SiO4 and AlO4 -
tetrahedra linked in an alternating sequence by sharing all of the interstitial
oxygens. Positive ions (Na+, K+, Li+, Ca2+, Ba2+, NH4+ and H3O+) must be present

26
in the framework cavities to balance the negative charge of Al3+ in four fold
coordination. Polysialate has the empirical formula:
Mn[(SiO2)z.AlO2]n·wH2O
where: M is a cation, usually an alkali, n is a degree of polycondensation, w ≤ 3
and z is 1, 2 or 3 (Comerie & Kriven, 2003).
Polysialates are chain and ring polymers with Si4+ and Al3+ in four fold
coordination with oxygen, and are amorphous to semi-crystalline. Apart from
poly-sialate (-Si-O-Al-O-), poly-sialate siloxo (-Si-O-Al-O-Si-O-) and poly-sialate-
disiloxo (-Si-O-Al-O-Si-O-Si-O) chemical groupings are also possible structural
units for geopolymers, when the amount of silicate reactant increases in the
reaction system (Comerie & Kriven, 2003).
Geopolymerisation is exothermic and is given schematically in Figure 2.5. It is
assumed that the reactions are carried out through oligomers (dimers or trimers)
that provide the actual unit structure of the three dimensional, macromolecular
edifices. When geopolymeric polymerisation is carried out at ambient
temperature, amorphous or semi-crystalline structures are formed. However,
when the geopolymers are synthesised at hydrothermal setting and hardening
temperatures, in the 150 oC to 180 oC range, the geopolymeric products are
crystalline in structure. The coordination of Si and Al in geopolymers detected by
nuclear magnetic resonance (NMR) is four fold and the X-ray diffraction of
geopolymeric binder is amorphous with no crystalline peak detectable. The
difference between a geopolymeric binder and a geopolymeric product is that the
geopolymeric binder is synthesised from a precursor such as 2SiO2.Al2O3
(calcined kaolinite), at ambient temperature. However, geopolymeric products or
commercial products are different from the binder, because other materials or
metals are involved in the system as an aggregate or reinforcement, such as for
example, sand, SiC, and carbon fiber (Comerie & Kriven, 2003).

27
(Si2O5.Al2O2)n + nH2O KOH.NaOH———–> n(OH)3–Si–O–Al(-)
–(OH)3
* *
n(OH)3–Si–O–Al(-)
–(OH)3 KOH.NaOH———–> (Na.K)(–Si–O–Al(-)
–O–)n + 3nH2O * *
O O orthosialate (Na.K)–poly(sialate)
— — — — — — — — — — — — — — — — — — — — — — — —
(Si2O5.Al2O2)n + nSiO2 + nH2O KOH.NaOH———–> n(OH)3–Si–O–Al(-)
–O–Si–(OH)3 *
(OH)2
* * *
n(OH)3–Si–O–Al(-)
–O–Si–(OH)3 KOH.NaOH———–> (Na.K)(–Si–O–Al(-) –O–Si–O–)n + nH2O
* * * * (OH)2 O O O
ortho(sialate-siloxo) (Na.K)-poly(sialate-siloxo)
Figure 2.2: Mechanisms of Geopolymerisation according to Davidtovits, (1991).
Pozzolanic materials, high in SiO2 and often also Al2O3 are sufficiently reactive
when mixed with water and CaO to produce calcium silicate hydrate
(nCaO.mSiO2.wH2O) at ordinary temperatures and thereby act as hydraulic
cements. The compound nCaO.mSiO2.wH2O has the properties of a rigid gel.
These products can also be obtained from pozzolanic reactions of calcined clays
and coal fly-ash. Pozzolanic reactions are accelerated by an increase in
temperature and, in particular, the presence of an alkali metal hydroxide. South
African coal fly-ash (Class F), low in CaO, is an example of a pozzolanic material
(Taylor, 1997).
The coal fly-ash can also serve as the reagent for the synthesis of geopolymers,
although the reaction path is different from that of pozzolanic reactions. During

28
the synthesis of geopolymers (geopolymerisation) there is a definite interaction
between the pozzolanic material with alkaline media and especially aqueous
solutions of polysialate (Van Jaarsveld, Van Deventer & Lukey, 2003).
The chemistry involved in geopolymerisation is close to that for the synthesis of
zeolites, although the resultant products are different in composition and
structure.
2.5.2. MATERIALS USED IN GEOPOLYMERISATION
Three sources are needed for geopolymer synthesis: raw materials, active filler,
and geopolymer liquor (Xu & van Deventer 2002). Raw materials can be
industrial wastes, such as coal fly-ash, ball clay, blast furnace slag, red mud,
waste glasses, or some natural minerals and rocks. Active filler, mainly
supporting Al3+ ions, can be kaolinite or metakaolinite. Geopolymer liquor
includes a sodium silicate solution acting as a binder, and alkali hydroxide for the
dissolution of raw materials (Cheng & Chiu, 2003).
Coal fly-ash is largely composed of glassy, spherical particles. The finest ashes
are coarser than typical clays, with the average particle size and clays somewhat
above and below two microns, respectively. The coarseness and sphericity of
coal fly-ash act to reduce internal surface area when mixed with clays and
increase void volume when mixed with aggregate. The introduction of coal fly-ash
that possesses no plasticity has a ‘grogging’ effect on the clays. Shrinkage of
clay bodies can therefore be lowered by addition of coal fly-ash (Addis, 1994).
Ball clays of the best qualities contain 60 % or more of particles less than
0,0005 mm and up to 90% less than 0.001 mm, but many are much coarser. The
larger particles in most ball clays are usually quartz, mica and other impurities
present in small amounts. The variable and often large proportion of organic

29
matter causing the dark colour of the raw ball clay is mostly present as a film
surrounding the clay particles (Cheng & Chiu, 2003).
The strength of a geopolymer depends on the nature of the source materials.
Geopolymers made from calcined source materials, such as metakaolinite
(calcined kaolin), coal fly-ash, slag etc., yield a higher compressive strength
when compared to those synthesised from non-calcined materials, such as kaolin
clays. The source used for geopolymerisation can be a single material or a
combination of several types of materials (Xu & van Deventer, 2002). A
combination of sodium or potassium silicate and sodium or potassium hydroxide
has been widely used as the alkaline activator (Palomo, Grutzeck & Blanco,
1999; van Jaarsveld, van Deventer & Lukey, 2003; Xu & van Deventer 2002;
Swanepoel & Strydom 2002), with the activator liquid-to-source material ratio by
mass in the range of 0.25-0.35 (Palomo, Grutzeck & Blanco, 1999; Swanepoel &
Strydom 2002).
Because heat is a reaction accelerator, curing of a fresh geopolymer is carried
out mostly at an elevated temperature (Palomo, Grutzeck and Blanco, 1999).
When curing at elevated temperatures, care must be taken to minimise the loss
of water. Calcined source material of pure geological origin, such as
metakaolinite, can be successfully cured at room temperature. (Davidovits, 1994;
Barbosa, McKenzie & Thaumaturgy, 2000)
Coal fly-ash, as the largest component of the inorganic waste materials, will be
investigated with regard to its formation, production and previous applications.
The natural inorganic materials will be discussed with regard to their structure
and properties.

30
2.6 INORGANIC WASTE MATERIALS 2.6.1 COAL FLY-ASH
Coal fly-ash is a solid material extracted by electrostatic and mechanical means
from the flue gases of furnaces fired with pulverised bituminous coal (Addis,
1994). Coal ash, a ceramic material, is essentially an aluminosilicate glass with
inclusions of mullite, spinel, quartz and lime. The properties of this coal ash are
determined mainly by its unique chemical and mineralogical composition. In turn,
these are dependent upon the type of coal, as well as the thermodynamic
environment prevalent during the combustion processes. In modern power
stations, the coal is ground to a very fine powder before being injected into the
boilers. In the boilers the combustibles burn giving off heat energy to produce
steam. The non-combustibles form the ash. Due to very high flame
temperatures the ash is in the liquid state in the flame and on cooling solidifies in
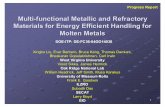
the form of hollow spheres, as shown in Figure 2.3 (Mantel, 1991).
Figure 2.3: Typical coal fly-ash (Mantel, 1991).

31
While the composition of coal fly-ash produced within any one particular South
African power station is remarkably consistent, there are differences between the
various power stations. The major source of coal fly-ash in South Africa is the
Lethabo power station near Vereeniging. The exact composition of the coal fly-
ash is also dependent on the particular particle size range (Kruger, 1990). The
surface area of various ashes varies from 400 – 600 m2.kg-1 (Mantel, 1991).
The primary components of power station coal fly-ash are silica (SiO2), alumina
(Al2O3) and iron oxide (Fe2O3), with varying amounts of carbon, calcium (as lime
or gypsum), magnesium and sulphur (sulphides and sulphates) (Malisch, 1981).
2.6.1.1 World production of coal fly-ash
Worldwide, some authorities forecast coal fly-ash volumes of more than the
current world output by as much as 800 x 106 ton by the year 2010, (Swanepoel
& Strydom, 2002).
In the United Kingdom, approximately 50 % of the coal fly-ash produced is used
while in India only 6 % (Satapathy, 2000) despite various efforts in using coal fly-
ash in traditional applications.
In India, thermal power plants generate more coal fly-ash than in other countries.
It is estimated that currently about 90 megaton of coal fly-ash is generated every
year in India alone. Only a small amount of the total coal fly-ash generated is
utilised in making bricks or concrete building blocks, or blending with cement
(Chandra et al., 2005).
According to Ilic et al. (2003), coal-fired power plants in Yugoslavia produce
approximately 5 megatons of coal fly-ash per year. Of this only 20 kilotons are
currently used in the cement industry for the production of paving slabs, building
blocks and ready-mixed concrete. For this reason it is of utmost importance to
develop new applications and uses for coal fly-ash.

32
The coal fly-ash used in this study was received from the company Ash
Resources. Coal fly-ash is an inorganic waste material from the coal fired
Lethabo electrical power station, situated near Vereeniging and Sasolburg in the
Free State province of South Africa.
The oxides present in coal fly-ash make it an ideal raw material. Coal fly-ash will
introduce to the mixture the necessary oxides needed to manufacture insulating
refractory materials.
2.6.2 PHOSPHOGYPSUM Phosphoric acid waste gypsum (phosphogypsum) (Smadi, Haddad & Akour,
1999) is a by-product resulting from the phosphoric acid process for
manufacturing fertilizers. The phosphogypsum used in this study was obtained
from AECI/Kynoch. This material originated from fertilizer production.
It consists mainly of CaSO4.2H2O and contains impurities such as P2O5, F- and
organic substances. The quantity of phosphogypsum is very large: for each one
ton of phosphate (P2O5) produced, there is a co-production of five tons of calcium
sulphate (phosphogypsum). The annual world production of this material is 180
million tons. Only 15% of the phosphogypsum is utilised by cement and gypsum
industries as a setting moderator for cement and for making gypsum plaster. The
remaining 85% of phosphogypsum is not used, causing an environmental
problem and creating a need for large areas for disposal. Therefore, attempts
were made to use phosphogypsum in applications such as road and rail works
fills, stabilisation of base course and building constructions. In addition many
other applications of phosphogypsum are sought (Smadi, Haddad & Akour, 1999)
as in some jurisdictions, phosphogypsum is considered a radio active waste due
to the levels of radon and other radioisotopes present in it, which leads to
disposal problems.

33
Phosphogypsum (Lutz, 1995) has substantially higher water content than other
synthetic gypsums or natural gypsum, often as high as 30%. This is only true
immediately after production. This gypsum can also contain varying amounts of
residual phosphates, sodium and fluorine compounds, organic products and
other impurities depending on how the preceding phosphoric acid process and
preparation step are managed. The particle size of this gypsum is usually below
200 micrometer. Phosphogypsum has low strength and poor adhesive
properties, but is added to bodies to assist in setting of concrete (Mantel, 1991).
2.6.3 IRON RICH WASTE
There is little, if any, literature on iron rich waste, as it is a waste product from the
vanadium extraction process. Annual world production of vanadium pentoxide
averaged 62 200 t between 1980 and 1993. South Africa’s share of this
production has averaged at 42 %. South Africa’s reserves of vanadium-bearing
titaniferous magnesites in the Bushveld complex are vast (Shürmann & Marsh,
1998). The titaniferous magnitude magnetite of the Bushveld complex is not
amenable to physical beneficiation techniques, it contains sufficient vanadium to
permit recovery by the salt-roast and leach process (Shürmann & Marsh, 1998).
The smelting stage generates a titanium bearing slag, containing about 15%
TiO2 and 75 % Fe2O3. Currently it is stockpiled (Grohmann, 1995). TiO2 and
Fe2O3 act as a flux in ceramic materials. Iron-rich waste for this study was
obtained as a slag from the vanadium manufacturing company Vametco,
situated near Brits in the North-West province of South Africa.
All of the above mentioned inorganic waste materials pose a problem to the
South African industry with regard to waste disposal. Therefore new applications
for these waste materials are continuously sought.

34
2. 7 NATURAL INORGANIC SILICATE MINERALS With a few minor exceptions all the igneous rock-forming minerals are silicates,
and they constitute well over 90 % of the earth’s crust (Klein & Hurlbut, 1993).
According to Klein and Hurlbut (1993) the silicates are formed by the different
arrangements of SiO4. When three of the oxygens of a tetrahedron are shared
between adjoining tetrahedra, infinitely extending flat sheets are formed with a
unit composition of Si2O5. Such sheet silicates are also referred to as
phyllosilicates. When all four oxygens of a SiO4 tetrahedron are shared by
adjoining tetrahedra, a three-dimensional network with a unit composition of SiO2
is obtained. These framework silicates are also known as tectosilicates.
The natural inorganic materials to be discussed in this section belong to
phyllosilicates (clay minerals) and the tectosilicates (feldspar).
2.7.1 Phyllosilicates (Greek: phyllon, leaf)
As the derivation of the name implies, most of its members have a platy or flaky
habit and one prominent cleavage (Klein & Hurlbut, 1993). They are generally
soft, of low relative density and may show flexibility or even elasticity of the
cleavage lamellae (Buseck, 1983).
Most of the members of the phyllosilicates are hydroxyl bearing with the -OH
group located in the centre of the 6-fold rings of tetrahedra, at the same height as
the unshared apical oxygens in the SiO4 tetrahedra (Klein & Hurlbut, 1993).
The phyllosilicates are divided into four major groups: a serpentine group, a clay
mineral group, a mica group and a chlorite group (Klein & Hurlbut, 1993). The
most important group for this study is the clay mineral group which is further
divided into the kaolinite minerals, talc minerals and pyrophyllite minerals.

35
Clay is a rock term, and like most rocks it is made up of a number of different
minerals in varying proportions (Grim, 1968). Clays also carry implication of very
small particle size (<0.5 µm). Usually the term clay is used with reference to fine-
grained, earthy materials that become plastic when mixed with a small amount of
water. In some, Mg or Fe substitute Al and alkalis in part or alkaline earths may
be present as essential constituents. Although clays may be made up of a single
mineral, there are usually several clay minerals mixed with other minerals such
as feldspar, quartz, carbonates and micas (Grim, 1968).
2.7.1.1 KAOLIN
Kaolin falls into the clay mineral group of phyllosilicate minerals that include
kaolinite, dicktite, nacrite and halloysite (Coleman & Landon, 1994). Of particular
interest to the ceramics industry is kaolinite, a 1:1 layer silicate, composed of
alternating silica tetrahedral sheets and alumina octahedral sheets (Kingery,
Bowen & Uhlmann, 1976).
Kaolin (Loughbrough, et al., 1993) is usually white, greasy and plastic. In
ceramics, kaolin is used to produce whiteness, plasticity, workability and strength
in the fired body. The strength occurs because of the tendency of kaolin to form
mullite on firing, which reinforces the product made from it. High purity kaolins
are the most refractory of all the clays (Grayson, 1985).
Kaolin G1 is a product of deep weathering of Dwyka Shale on the Grahamstown
Peneplain. Fine grained silica and muscovite mica are important accessory
minerals in this clay. Due to the fine nature of the clays they are used to increase
the plasticity of the mixture (data sheet: G&W Base and Industrial Minerals).
The relevant properties of the natural inorganic materials are listed in Table 2.2.

36
2.7.1.1.1 The decomposition of kaolin by heating
Kaolin does not decompose as it does not have a heterogeneous reaction
interface or a reaction product which breaks up into small crystallites. Above
500 °C the water of crystallisation is evolved, and a pseudomorphic structure
known as meta-kaolin remains until 980 °C. The pseudomorph is a matrix of the
original crystal structure containing large concentrations of vacant anion sites.
An exothermal irreversible collapse of the structure of meta-kaolin takes place at
980 °C, to form crystalline mullite and silica (Kingery, Bowen, & Uhlmann. 1976).
Table 2.2: Typical mechanical properties of raw materials used in the
formulation of insulating refractories. (Data sheet: G&W Base and Industrial Minerals)
Kaolins contain less fine material than ball clays; consequently it is less plastic
than the latter and have less strength in the dry state. Bodies containing only
kaolin and non plastics are ‘short’ and difficult to manipulate, and therefore
plasticisers are added to clay bodies to improve their properties. The most
common additives used are ball clays, bentonite and organic material (Worrall,
1986; Chandler, 1967; Budnikov, 1964).
Property Feldspar Silica Ball Clay Kaolin Bentonite
Screen analysis
% maximum retained
on 75 µm sieve
1.00
0.05
1.00
<1.00
3.00
Mean particle size
(µm)
7.8 0.45 4.33
Bulk Density (g.m-3) 1.28 0.94 0.49 0.44 0.90
True Density (g.m-3) 2.5 2.6 2.6 2.6 2.2

37
Deposits of kaolin can be found in the Cape Peninsula, Bitterfontein, Swaziland,
Grahamstown, Ndwedwe (near Durban) and Mkuze (Horn & Strydom, 1998). 2.7.1.2 BALL CLAY
The term ball clay is applied to sedimentary kaolinitic clays (not so well-
crystallised as pure kaolin) having a very fine particle size and containing organic
material, which imparts good plastic properties to it. Ball clays are subjected to
exposure to the weather for several months and thus improve workability,
plasticity and fired colour (Rado, 1988).
Crammix ball clay, which is very high in organic matter, is found at Brackenfell
near Cape Town. Kraaifontein ball clays are high in iron (>2 %) and in
montmorillonite, while Riversdale ball clays are very similar to those from
Kraaifontein, but contain soluble salts. Other deposits of ball clay are found in
Lochiel, Badplaas, Lawley, Kaalfontein and Glenhook (Horn & Strydom, 1998).
For refractory use non-white burning varieties of ball clay which tend to be
cheaper can be used, but the addition of these clays yields a highly workable
product with a very high green strength, although the fired shrinkage may also be
a little high if not monitored (Nyikos & King, 1996).
2.7.1.3 BENTONITE
Generally, bentonite is a term that refers to all clays of volcanic origin, and
consisting mainly of montmorillonite. In South Africa montmorillonite is the most
common smectite mineral and it occurs almost monomineralic in the rock known
as bentonite (Horn & Strydom, 1998). Bentonite has the unusual property of
expanding to several times its original volume when placed in water (Klein &
Hurlbut, 1993).

38
Overburden bentonite is the layer on top of the useable good quality bentonite.
These bentonites possess the same properties as those of good quality but
contain impurities. A large amount of overburden bentonite is available. New
uses for this will reduce the problem of storage of overburden bentonite when
mining only the pure bentonite.
2.7.2 Tectosilicates
Nearly three-quarters of the rocky crust of the earth is made up of minerals
comprising a three-dimensional framework of linked SiO4 tetrahedra known as
the tectosilicate class (Klein & Hurlbut, 1993). The tectosilicate groups under
discussion will be the SiO2 group and the feldspar group.
2.7.2.1 SILICA
Silica (silicon dioxide) is the most abundant and widely distributed mineral in
nature (Guttmann, 1994). The principal naturally occurring SiO2 polymorphs fall
into three structural categories (Klein & Hurlbut, 1993).
• Low quartz, with the lowest symmetry and the most compact structure.
• Low tridymite, with higher symmetry and more open structure.
• Low cristobalite, with the highest symmetry and the most expanded
structure of the three polymorphs.
Silica polymorphs are related to each other by reconstructive transformation, a
process that requires considerable energy. The transformations (Kingery,
Bowen & Uhlmann, 1976) among the basic structures are sluggish reconstructive
transformations, which, if they occur at all, take place only slowly and require the
addition of material to speed up the process. In contrast, the displacive
transformations between the high and low temperature forms of each basic
structure occur rapidly and cannot be restrained. This is particularly important for
the high-low quartz transformation, which involves a substantial volume change
that can lead to the fracture of bodies containing large amounts of quartz. This

39
frequently results in the fracture of quartz grains in ceramic bodies with a
consequent reduction in strength.
In ceramic bodies, silica sand serves to provide whiteness, reduce drying and
firing shrinkage, and improve compatibility between the body and the glaze
(Loughbrough et al., 1993). In the unfired body, silica decreases plasticity and
workability, lowers the shrinkage and promotes drying. The main source of silica
in this application is silica sand. The relevant properties are listed in Table 2.2.
2.7.2.2 FELDSPAR GROUP
Minerals belonging to the feldspar group are among the most abundant
constituents of igneous rocks. Feldspars are classified according to their
chemical composition (Boelema, 1998). The most common feldspars used in
ceramics are:
Orthoclase (potash feldspar) K2O.Al2O3.6SiO2
Albite (soda feldspar) Na2O.Al2O3.6SiO2
Microcline occurs as a prominent constituent of igneous rocks such as granites
and syenites which were cooled slowly at considerable depth (Smith, 1974).
Microcline is the common potassium feldspar of pegmatites (Potter, 1994). The
relevant properties of feldspar are listed in Table 2.2.
Deposits of K-Feldspar are found in the Mica-Phalaborwa area, Kakamas
Keimoes area, Karasburg, Karibib in Namibia and Polokwane area (Boelema,
1998).
Feldspars are the most convenient form through which almost insoluble alkalis
can be added to ceramic bodies to act as a flux. The alkali present promotes
early formation of a glassy liquid. A flux is a substance which, when incorporated
into a body composition, lowers the temperature at which liquid is formed during

40
firing. Upon cooling, the liquid forms a glass that serves to bind the body
together (Rado, 1988).
2.8 PRODUCTION METHODS EMPLOYED IN THE CERAMICS INDUSTRY
The forming methods used in the production of ceramics can be divided into two
broad categories: plastic forming (extrusion, dry pressing and all hot forming
methods) and casting (slip and fusion casting). Plastic forming where high
pressures are used are not suitable for the production of lightweight ceramic
products.
Casting is employed to achieve porous lightweight products. Lightweight
products should possess a low bulk density of not more than 1.3 g.cm-3.
2.8.1 BURNING-ADDITIVE METHOD
An additive is used, that on firing will burn out and thereby increase the porosity
of the fired product. Wood shavings (preferably decayed), lignin (a waste product
of the hydrolysis of wood), coke, anthracite, and combinations of these, are used
as combustible additives. The coarser the additive, the larger the pores and the
easier the firing, but the strength of the product will suffer greatly. Extrusion,
pressing and slip casting can be used for this method (Budnikov, 1964).
2.8.2 ‘GAS’ METHODS
Moulding suspensions containing numerous small gas bubbles are used, in gas
methods. Two processes for achieving these bubbles are mentioned.
In foam-lightweight or foam-ceramic method the bubbles are accomplished by
frothing the slip with the aid of a foam former.

41
In the chemical method certain additives, when added to the slip, undergoes
chemical reactions and cause effervescence (Budnikov, 1964). Rosin soap,
saponin, emulsipin, and other surface-active materials are used as foaming
agents and joiner’s glue is used to increase the viscosity. Either wood shavings
or plaster and alum are added to the slip, for rapid absorption of the moisture
from the foam and for strengthening of the structure of the mixture (Budnikov,
1964).
It may be necessary to dry and fire the product after forming to achieve a strong
product that can be handled (Budnikov, 1964).
2.9 DRYING On drying (Grimshaw, 1971), differences develop in the moisture concentration in
different regions in the product. The body therefore shrinks to varying degrees
as the water is withdrawn and stresses arise within the product causing cracking
or deformation that lower the strength. The magnitude and effect of, these
stresses on the green product depends mainly on the shape of the product, and
on the elastic and plastic properties of the clay body. The freshly formed product
may acquire stresses during shaping in addition to those occurring during
subsequent drying and thus increase the risk of drying failure.
Finally, the solid clay particles may themselves contain moisture, which is usually
released when the moisture content is very low. This means that further
shrinkage of the clay may occur after evaporation of the moisture film around the
particles. The total shrinkage of lightweight products ranges from 8 to 13 %
(drying shrinkage amounting to about half of that value); it depends on the length,
width and thickness of the parts and is a function of the over-all dimensions
(Budnikov, 1964).

42
2.10 FIRING During firing, the more fusible components cause a further shrinkage of the
product. Firing shrinkage is entirely dependent on the composition of the mixture
and the firing schedule employed (Jonker, Maree & Van der Merwe, 1998).
Firing increases the strength and influences other properties of ceramic products.
The main factor determining the use of lightweight refractory materials is the
strength and it is therefore of great importance.
2.11 FACTORS AFFECTING THE STRENGTH OF A CERAMIC BODY.
The strength of lightweight ceramic materials is affected by many factors; the
most important factors will now be discussed.
2.11.1 CHEMICAL OR MINERALOGICAL COMPOSITION OF THE MATERIAL Clay minerals, such as montmorillonite, have remarkable cohesion and bonding
power and are capable of imparting great strength because of their crystal
structure. When clays are fired, a chemical reaction takes place between mineral
components. The melt that forms due to the low melting compounds, surrounds
the more refractory grains and on cooling the resultant glassy phase provides a
continuous bond. Crystal growth may also provide a mass of interlocking
particles, increasing strength (Jonker, Maree & Van der Merwe, 1998).
2.11.2 POROSITY High strength is incompatible with high porosity – the larger and more numerous
the pores, the thinner the enclosing wall of solid material and the lower the
strength (Jonker, Maree & Van der Merwe, 1998).

43
2.11.3 THE MODE OF PREPARATION OF THE MATERIAL The amount of water present or added to the material largely influences the
strength of the mass. When the water content of the raw material is small, only a
thin film will form around each particle. When each particle is completely
surrounded by a film of water of the required thickness, the addition of further
water will push the particles farther apart thus reducing the strength of the dried
and fired articles. In the preparation of ceramic materials low water content is
usually preferred (Jonker, Maree & Van der Merwe, 1998).
Sometimes a very small proportion of an added material will have a very marked
effect on the strength of the product. This is particularly noticeable in the case of
electrolytes, which, when added to clay pastes and slips, considerably increase
the strength of some of the dry and fired goods (Jonker, Maree & Van der Merwe,
1998).
The method of mixing ceramic materials has a major influence on the strength of
the products. If, as is often the case, the mixing is incomplete, the strength of the
articles will vary in different parts of their structure. A sufficient period of mixing is
crucial to secure a uniform mixture of the raw materials (Jonker, Maree & Van der
Merwe, 1998).
2.11.4 MODE OF MANUFACTURE OF THE ARTICLE The method of shaping has an important influence on strength. Hand-moulded
articles are seldom as strong as machine made ones. The various methods of
shaping affords many opportunities for reducing the strength of the material. For
instance, if shaped by compression in a press with non-uniform pressure over the
whole surface, an article will result which is subjected to internal strains and will
have a low strength, no matter how great a pressure may be applied (Jonker,
Maree & Van der Merwe, 1998).

44
2.11.5 CONDITIONS OF DRYING The manner in which articles are dried also has a major influence on their
strength in the dry (green state) and also in the fired state. To avoid rupture, all
materials having plastic properties must be dried under conditions that will permit
the water to be removed at a uniform rate throughout the mass and without the
formation of an impervious skin or crust through which water from the interior of
the mass cannot penetrate (Jonker, Maree & Van der Merwe, 1998).
2.11.6 CONDITIONS OF FIRING According to Jonker, Maree and Van der Merwe (1998) the nature and amount of
the bonding material produced during the heating affects the strength of the fired
material after it has been cooled, because the bonding material is the agent that
unites the particles. Clays containing at least 6 % of iron(III) oxide, or its
equivalent, form a strong product, because the iron oxide acts as a flux, that
dissolves the clays and so produces a mobile fluid of fused matter which
penetrates and fills the pores.
The temperature attained in the firing affects the strength of the finished and cold
articles, because it determines, to a large extent, the amount of liquid phase and
bonds produced. Above 1000 °C the amount of liquid formed increases
considerably. On cooling, this liquid solidifies, mainly to glass, which acts as a
cement, serving to bind the mass together, thereby conferring great strength on
the body when tested at room temperature.
The rate of firing in the kiln may also affect the strength; if too rapid it may cause
cracks or “bloating” in the articles. The duration of the firing also affects the
strength of the articles when cold, because prolonged heating at a sufficient
temperature produces an increase in the proportion of fusible bonding material.

45
Hence it is not only necessary for the final temperature attained in the firing to be
sufficiently high, but in many cases it is equally necessary to maintain the kiln at
that temperature for a sufficient time to achieve the maximum strength of the
product.
Cooling of the kiln also affects the strength of the ware, as too rapid cooling may
produce fine cracks or “dunts” in the ware. The cracks and other defects
attributed to rapid cooling are chiefly due to a large difference between the
temperature of the article and that of the air admitted to the kiln.
To make an informed choice of materials and manufacturing methods the
properties of the waste and natural minerals, the manufacturing method and the
factors that influence the strength of the ceramic product need to be considered.
It is however, necessary to also consider previous uses and similar production
methods.
2.12 SUMMARY
In recent years, a new family of inorganic polymeric materials, the polysialates
and polymers based on related aluminosilicate units, has emerged. Their
physical properties make them viable alternatives for many conventional cements
and plastics, and their synthesis at low temperatures is energy-efficient and more
environmentally friendly than many older materials. (Barbosa & MacKenzie,
2003a)
According to previous research, a wide range of natural Al-Si minerals, wastes,
and slag could serve as potential source materials for the synthesis of
geopolymers (Davidovits, Davidovics & Davidovits, 1994; van Jaarsveld, van
Deventer & Lukey, 2003; Xu & van Deventer, 2002).

46
The three main research areas, according to the literature study are as follows:
• The use of low cost raw material i.e. inorganic waste materials.
• The conservation of natural resources by finding new applications for
inorganic waste materials in stead of natural minerals.
• The elimination of inorganic solid waste such as those produced by power
stations.
From this literature study it is obvious that the utilisation of waste materials for the
manufacturing of light weight insulating refractory materials will preserve precious
natural resources and benefit the environment.

47
CHAPTER 3
METHODS
3.1 INTRODUCTION TO THE EVALUATION OF INORGANIC MATERIALS
To achieve the specific objective of “characterising the inorganic materials” the
focus of this chapter is to determine the relevant ceramic properties, of the inorganic
materials of importance to this study. With the properties of the minerals
determined, it is possible to combine these minerals into ceramic bodies with certain
expected properties.
The materials tested and used in mixtures are listed in Table 3.1
Table 3.1: List of Inorganic materials tested
Inorganic Waste Materials Natural Inorganic Materials
Coal fly-ash Kaolin
Phosphogypsum Whiting (As a source of CaCO3)
Iron-rich waste K- Feldspar
3.1.1 DETERMINATION OF THE CHEMICAL COMPOSITION OF THE INORGANIC MATERIALS
The chemical composition of the inorganic minerals was determined by means of
the X-Ray fluorescence analysis (XRF) on an ARL9400XP+ spectrometer and the
results are listed in Table 4.1. The samples were ground to <75 µm in a tungsten
carbide milling vessel, roasted at 1000 °C to determine the Loss on Ignition value
and after adding 1 g sample to 6 g Li2B4O7 fused into a glass bead.

48
3.1.2 SAMPLE PREPARATION OF INORGANIC MATERIALS
The waste materials listed in Table 3.1 were tested for shrinkage, strength and
water absorption.
The sample mixture for each inorganic material listed in Table 3.1 comprised 80 %
of an inorganic material and 20 % ball clay with enough water to achieve an
extrudable mixture.
The mixture was extruded using a hand extruder with a round orifice of about
13 mm. Eighty samples were cut to a length of 150 mm each. Two indent marks,
100 mm apart were made in each of the rods. All the samples were air dried where
after it were dried overnight at 110 °C in a laboratory drying oven. Twenty samples
were fired at each of the following temperatures: 800; 850 and 900 °C in a
laboratory kiln. The firing rate was 2.5 °C.min-1 with a soaking time of 2 hours and
left to cool without any forced cooling.
3.1.3 SHRINKAGE OF INORGANIC MATERIALS
The shrinkage of all the samples was determined using the standard test method
(Jonker, Maree & Van der Merwe, 1998) after drying at 110 °C (green shrinkage)
and after firing (fired shrinkage). The total shrinkage, which is the shrinkage from
the wet state to the fired state, was also calculated. The raw data of the results are
listed in Appendix A. A summary of the results are listed in Table 4.2 and
graphically represented in Figure 4.1.
3.1.4 STRENGTH OF INORGANIC MATERIALS
The twenty dried samples were tested for green strength to determine if the product
would be strong enough before firing to withstand handling.

49
The strength of all the fired samples was determined. The standard test method for
strength determination was used (Jonker, Maree & Van der Merwe, 1998)
employing a Lloyds 200 three-point flexion bend test apparatus with the distance
between the knife-edges at 100 mm. The raw data of the results are listed in
Appendix A. The results are summarised in Table 4.3 and graphically represented
in Figure 4.2.
3.1.5 WATER ABSORPTION OF INORGANIC MATERIALS
After testing the strength the water absorption was determined on the fired extruded
samples. The samples were boiled for three hours in water to give an indication of
the degree of vitrification and porosity. The standard test method was used (Jonker,
Maree & Van der Merwe, 1998). The raw data of the results are listed in Appendix
A. The results are summarised in Table 4.4 and presented graphically in Figure 4.3.
3.2 INTRODUCTION TO DEVELOPING A CERAMIC BODY MIXTURE FROM WASTE MATERIALS
The selected inorganic waste materials were combined and the mix investigated for
refractory bodies conforming to set standards. Refractory body development will
lead to the investigation of traditional methods for the manufacture of lightweight
insulating refractory materials. Due to the lack of plasticity of the mixtures, casting
was the chosen forming method.
3.2.1 SAMPLE PREPARATION OF CERAMIC BODY MIXTURES Guided by the properties of the tested raw materials three mixtures were formulated
as tabulated in Table 3.2. Ball clay was added to increase the strength and
plasticity of the mixture, coal fly ash was utilized as the filler and major source of

50
waste material while the iron rich waste and phosphogypsum were added as fluxing
aids and waste utilisation.
Table 3.2: Body mixtures for ceramic bodies
Material FCB (%)
FGI (%)
FPI (%)
Coal fly-ash 80 80 80
Overburden bentonite 5 - 5
Ball clay 15 15 -
Iron-rich waste - 5 10
Phospho-gypsum - - 5
To each of the three extruded mixtures was added:
• 30% H2O
To each of the three cast mixtures was added:
• 40 % H2O and
• Alcosphere™ deflocculant a sodium polyacrylate.
3.2.2 PARTICLE SIZE DISTRIBUTION OF CERAMIC BODY MIXTURES
The particle size distributions of the mixes were conducted on the Malvern
Mastersizer according to the standard test method (Jonker, Maree & Van der
Merwe, 1998). The results are represented by Figure 4.4. 3.2.3 FLOW PROPERTIES OF CERAMIC BODY MIXTURES The flow properties (fluidity and thixothopy) on all three mixes, with varying amounts
of deflocculant, were determined using the Torsion viscometer to obtain the best
amount of deflocculant to be used for casting (Jonker, Maree & Van der Merwe,

51
1998). This determined the amount Alcosphere™ that was used in the mix for
casting the samples. A summary of the results are represented in Table 4.5 and
figures 4.5 and 4.6.
3.2.4 EXTRUSION AND CASTING OF CERAMIC BODY MIXTURES For each mix 100 samples were cast and 20 samples per mix were also formed into
briquettes with a hand extruder without a de-airing chamber. All the samples were
marked and left to dry in air for approximately a week, after which they were dried at
110 °C in a laboratory drier overnight.
3.2.5 FIRING OF CERAMIC BODY MIXTURES
Twenty prepared samples were fired at each of the following temperatures: 900,
950, 1000 and 1050 °C. The heating rate employed was 2 °C.min-1 with a soak
period of 2 hours, and then cooled naturally.
The physical ceramic properties (shrinkage, strength and water absorption) were
determined according to the same methods mentioned in section 3.1.3 to 3.1.5.
The raw data is listed in Appendix B and summarised in Table 4.6 to 4.9 and
represented graphically in Figures 4.7 to 4.9. Additional tests as listed below, were
also conducted for these mixtures and their samples.
• The wax method (Jonker, Maree & Van der Merwe, 1998) to determine the bulk
density of the final products. The raw data is listed in Appendix B and the results
are summarised in Table 4.7 to 4.9.
• Particle size distribution as obtained by the Malvern Master sizer and are
graphically presented in Figure 4.4.

52
3.3 INTRODUCTION TO THE DETERMINATION OF REFRACTORY PROPERTIES OF POROUS CERAMIC BODIES FROM INORGANIC WASTE MATERIALS
The scope of this section is to determine the refractory properties of different
ceramic mixtures that include a specific organic material. The organic material is
introduced to achieve higher porosities in the mixtures. Higher porosities will result
in lower bulk densities and lower thermal conductivities.
3.3.1 PROCEDURE
The prepared mixtures for porous refractory materials are listed in Table 3.3.
Table 3.3: Body mixtures for porous refractory materials
Material FBO (%)
FBI (%)
FGI (%)
Coal fly-ash 80 80 80
Overburden bentonite 5 - 5
Ball clay 15 15 -
Iron-rich waste - 5 10
Phospho-gypsum - - 5
• One kilogram samples of the body mixture were hand mixed with 30 - 40 % water
and two grades of polystyrene, 80% small beads (0.4 – 0.7 mm) and 60 % large
beads (0.7 – 1.2 mm), to avoid the polystyrene beads being squashed.
• The resulting mixes were separately cast into steel moulds that had been greased
(for easier removal of set samples).
• The moulds were vibrated by hand to prevent separation of the lighter polystyrene
from the rest.

53
• The samples were allowed to set for 24 hours in the steel moulds whereafter it was
removed from the mould and left to air-dry for 24 hours.
• The samples were then dried in a laboratory drier at 110 °C for another 24 hours.
• The dried samples were fired in a laboratory electric furnace at a heating rate of
80 °C per hour to 1100 °C and then soaked for 1 hour. The furnace was allowed
to cool to room temperature without any forced cooling.
The following tests were conducted on the porous refractory mixes and/or samples
to determine their refractory properties by employing the following methods:
• Chemical analyses were determined by XRF as described in section 3.1.1. The
results are represented in table 4.10.
• Mineralogical analysis was done by XRD on the fired samples. The analyses
were done on a Siemens D500 X-ray diffractometer (Bruker AXS, Germany)
using the Cu-Kα line and 2θ angle from 10 to 70 °. The results are represented
in Figure 4.10 to 4.13.
• Ash fusion temperature tests in an oxidising atmosphere to 1550 °C were done
on the FBI, FBO and FGI green mixes to determine the melting temperature of
each mix according to the method described in ASTM D 1857. A pyramid of the
test material is used to determine the softening and other temperatures. The
results are represented in Table 4.11 and Figure 4.14.
• Apparent porosities, of the FBI (large and small beads) and FBO (large and small
beads) mixes, were determined according to the method described in ISO 5016
and ISO 5017. The mass of the dried test piece of a specified geometrical form
is determined by weighing and the dimensions are measured. The results are
represented in Table 4.12 and Figure 4.15.
• Bulk densities of the FBI (large and small beads) and FBO (large and small
beads) mixes, were determined according to the method described in ISO 5016
and ISO 5017. The mass of the dried test piece of a specified geometrical form is

54
determined by weighing and the dimensions are measured. The results are
represented in Table 4.12 and Figure 4.16.
• Apparent relative densities of the FBI (large and small beads) and FBO (large
and small beads) mixes were determined, according to the method described in
ISO 5016 and ISO 5017. The mass of the dried test piece of a specified
geometrical form is determined by weighing and the dimensions are measured.
The results are represented in Table 4.12 and Figure 4.16.
• Cold crushing strength (CCS), was determined according to the method
described in ASTM C133-84 on green and fired samples. The test piece of
specified surface area is compressed with an increasing pressure until
disintegration. The results are represented in Table 4.13 and Figure 4.16.
• Thermal conductivities of the FBI (large and small beads) and FBO (large and
small beads) mixes were determined according to the method described in
ASTM C 201-86 in oxidising atmosphere by Mittalsteel Research Laboratories.
The results are represented in Table 4.14 and Figure 4.17. 3.4 INTRODUCTION TO THE PRODUCTION OF INSULATING
GEOPOLYMERS FROM WASTE MATERIALS The traditional manufacturing method used to produce insulating materials poses
restrictions to the industrialisation of this project. Geopolymerisation might possibly
be the answer to this problem.
3.4.1 PROCEDURE Seven mixtures were formulated as listed in Table 3.4 and to each mixture the
following was added:
• 15 ml 55% sodium silicate (Na2SiO3)
• 10 g sodium hydroxide
• 10 g meta-kaolin

55
Table 3.4: Composition of mixtures for sample geopolymer preparation.
Mixture Material
1 2 3 4 5 6 7
Coal fly-ash (g) 40 30 25 50 50 50
Ball clay (g) 10 20 25 50
Al (g) 0.025 0.005
H2O (ml) 10 10 10 10 15 10 10
The sodium hydroxide was dissolved in the water and the solution was cooled to
room temperature where after sodium silicate was added followed by the addition of
meta-kaolin. The suspension was stirred for 5 minutes. While hand stirring the
mixture the inorganic oxide materials were added to the mix. In mixtures 6 and 7,
aluminium powder (particle size: 40 µm) was added last as a porogen. The
geopolymeric sample was then cast into plastic moulds and left to dry at room
temperature for ± 24 hours.
3.4.2 PHYSICAL PROPERTIES OF INSULATING GEOPOLYMERS The physical properties of the cast geopolymeric mixtures samples were determined
as the mean value of 3 samples.
• The percentage shrinkage was determined after drying at room temperature
(green shrinkage) using the standard test method as described by Jonker,
Maree and Van der Merwe (1998). The results are presented in Figure 4.18.
• The bulk densities of the geopolymeric samples were determined according
to ISO 5016 and ISO 5017. The results are presented in Figure 4.19.

56
• Cold crushing strength (CCS) was determined according to ASTM C133-84.
The results are presented in Figure 4.20.
• The true volume of geopolymeric material was calculated using a stereo
pycnometer according to the standard method described in ISO 5016 and
ISO 5017. The results are represented in Figure 4.21.
• Ash fusion temperature test in oxidising atmosphere to 1550 °C insulating
geopolymeric samples were done to determine the melting temperature of
each mix according to ASTM D 1857. The results are represented in Table
4.15 and Figure 4.22.
• The thermophysical properties were outsourced to the Applications
Laboratory, Thermophysical Properties Section in Germany and conducted
by A. Lindemann and J Blumm. The thermal diffusivity was measured using
a Netzsch model 457 MicroFlash laser flash diffusivity apparatus in a
dynamic argon atmosphere at a flow rate of ~ 100 ml.min-1, between room
temperature and 1100 °C. The specific heat measurements were conducted
using a Netzsch model DSC404C Pegasus differential scanning calorimeter.
The measurements were carried out in a dynamic argon atmosphere (gas
flow rate: 50 ml.min-1). The system was equipped with a temperature-
calibrated DSC-Cp type S sensor. Platinum crucibles were employed for the
test. The sample was heated between room temperature and 1100 °C at a
heating rate of 20 K.min-1. The results are illustrated in Figure 4.23 and
tabulated in Table 4.16.

57
CHAPTER 4
RESULTS AND DISCUSSION
4.1 RESULTS OF PHYSICAL TESTS ON THE INORGANIC MATERIALS
4.1.1 CHEMICAL COMPOSITION OF INORGANIC MATERIALS
The chemical composition of the inorganic minerals was determined to compare the
oxide ratios present, which indicate the mineral phases that may form during firing.
The results are listed in Table 4.1. The accuracy of the XRF analysis is 1 %.
Table 4.1: Chemical composition of the inorganic materials % Lethabo
Coal fly-ash
Iron-rich waste
Ball clay Gypsum Kaolin Overburden Bentonite
K -Feldspar
Whiting
SiO2 52.59 2.71 51.68 0.09 66.54 65.13 68.68 3.37
TiO2 1.68 11.96 1.45 0.02 0.60 0.64 <0.01 <0.01
Al2O3 34.59 3.70 29.52 0.16 22.55 14.40 16.63 0.27
Fe2O3 3.15 75.91 1.90 0.02 0.34 4.65 0.08 0.03
MnO 0.04 0.35 <0.01 <0.01 <0.01 0.06 0.02 <0.01
MgO 1.06 0.98 0.69 0.45 0.33 2.29 0.14 2.00
CaO 4.08 0.56 0.14 41.00 0.08 2.47 1.01 53.37
Na2O 0.17 2.10 0.11 <0.01 0.64 1.28 5.15 <0.01
K20 0.60 <0.01 0.82 0.03 2.87 2.84 6.76 0.83
P2O5 0.28 <0.01 0.07 0.02 0.14 0.13 0.05 0.04
Cr2O3 0.04 0.27 0.02 0.00 <0.01 <0.01 <0.01 <0.01
NiO 0.02 0.02 <0.01 <0.01 <0.01 <0.01 <0.01 <0.01
V2O5 0.04 0.45 0.03 <0.01 <0.01 0.02 <0.01 <0.01
ZrO2 0.08 <0.01 0.03 <0.01 0.03 0.03 <0.01 <0.01
LOI 2.54 0.07 12.90 2.30 2.34 5.53 0.30 N/d
SO3 56.18
Total: 100.96 99.09 99.36 100.27 96.46 99.47 98.82 59.91

58
4.1.2 SHRINKAGES OF INORGANIC MATERIALS The determined shrinkages (Table 4.2 and Figure 4.1) of the inorganic materials,
mixed with 20 % ball clay, are an indication of vitrification and the firing temperature
at which adequate vitrification had taken place.
Table 4.2: Summary of shrinkages (%) of the inorganic materials
Figure 4.1: Shrinkages of inorganic materials
0
1
2
3
4
5
6
800 850 900
Temperature (°C)
% S
hrin
kage Kaolin
Fly AshWhitingGypsumFe-rich wasteK-Feldspar
Temperature (°C) Material 800 850 900 Kaolin 3.84 3.74 3.94 Coal fly-ash 2.35 2.38 2.23 Whiting 5.59 Gypsum 3.54 5.21 Iron-rich waste 3.58 4.03 4.30 K-Feldspar 3.88 2.18

59
4.1.3 STRENGTH OF INORGANIC MATERIALS The strength of a raw material may influence the strength of the mixture prepared
from it and other raw materials. The strength determined of the inorganic materials
is represented in Table 4.3 and Figure 4.2.
Table 4.3: Summary of strength (MPa) of the inorganic materials
Figure 4.2: Strength of inorganic materials
0246
8101214
1618
20
110 800 850 900
Temperatures (°C)
Stre
ngth
(MPa
)
KaolinFly AshWhitingGypsumFe-rich wasteK-Feldspar
Temperature (°C) Material 110 800 850 900 Kaolin 5.22 5.01 11.13 Coal fly-ash 6.32 4.33 11.85 Whiting 2.93 Gypsum 5.89 2.32 3.50 Iron-rich waste 16.14 11.59 18.38 K-Feldspar 3.63 5.22

60
4.1.4 WATER ABSORPTION OF INORGANIC MATERIALS The water absorption is indicative of open pores. The lower the water absorption,
the lower the number of open pores will be and the lower the amount of penetration
of any fluids. The results are represented Table 4.4 and Figure 4.3.
Table 4.4: Summary of water absorption (%) of the inorganic materials
Figure 4.3: Water absorption of inorganic materials
0
10
20
30
40
50
60
70
110 800 850 900
Temperature (°C)
(Wat
er a
bsor
ptio
n
KaolinFly AshGypsumFe-rich wasteK-Feldspar
Temperature (°C)
Material 110 800 850 900
Kaolin 25.61 25.21 25.04
Coal fly-ash 17.63 17.53 16.63
Gypsum 39.86 63.34 57.43
Iron-rich waste 8.05 7.85 8.20
K-Feldspar 15.76 16.03

61
The results of the analysis done on the single inorganic raw materials were used to
formulate the mixtures which were tested and the results represented in section 4.4.
4.2 DICUSSION OF THE PHYSICAL PROPERTIES OF THE INORGANIC MATERIALS
The inorganic waste materials are non-plastic therefore a mixture was prepared
consisting of 20 % ball clay and 80 % inorganic material. The ball clay improved the
ability of the mixture to be formed into a certain shape.
The difficulties experienced during extruding were overcome by casting the
samples. The iron-rich waste material was crumbly and non-adhesive in nature. As
a result of the coarse particle size and the non-plastic nature of the iron oxide
particles did not adhere when the water was added. The iron-rich waste material
was extruded immediately after being mixed as it became too hard to extrude, after
souring for a few hours. This may be due to some of the sodium salt (2.10 % as
listed in Table 4.1) present in the waste reacting on standing with the silica to form a
glass-like material (water glass) which hardens when water is lost through
evaporation.
When water was added to the phosphogypsum sample, it hydrates and becomes
hard, making extrusion of samples impossible. Therefore the 80 % gypsum and
20 % ball clay mixtures were cast instead. Similar to Plaster of Paris,
phosphogypsum (calcium sulphate hemi-hydrate) is partially dehydrated gypsum
and on addition of water to the hemi-hydrate results in precipitation of very fine
needle-shaped crystals of gypsum, which intertwine to form the plaster sample. The
fired phosphogypsum sample has little strength (3.50 MPa at 900 °C) and poor
adhesive properties.
The chemical composition of the analysed inorganic materials, used in this study, is
given in Table 4.1. The relative high silica (52.59 %) and alumina (34.59 %) content

62
of the coal fly-ash indicates fair refractoriness. This gives an indication that the
Lethabo coal fly-ash can be used at relatively high temperatures before reaching its
melting point. Therefore coal fly-ash was considered as the main ingredient of the
body compositions for the lightweight refractory product. The iron- rich waste, has a
high amount of iron(III) oxide (75.91 %), which will act as a flux in a body mixture.
This can assist in reducing the sintering point of the mixture. The strength of the
final product will increase due to the lower melting phase present, bonding the more
refractory particles together. The chemical composition of the inorganic waste
materials (Table 4.1), especially coal fly-ash compare favourably with the chemical
composition of natural inorganic materials (Table 2.2) used in the manufacturing of
insulating refractory materials.
The unfired strength of kaolin after drying at 110 °C is lower than that of ball clay,
because kaolin is slightly coarser than ball clay and contains little organic matter
(LOI of 2.34 %).
The coarse coal fly-ash enhanced moisture release and prevented cracks during
drying and firing. The introduction of coal fly-ash resulted in low bulk density,
plasticity and shrinkage of the fired samples.
The addition of K-feldspar (alkali content 11.91 %) decreased the firing temperature
and thus reducing energy costs.
Compared with the other inorganic materials iron-rich waste fired at 900 °C had the
highest strength (18.38 MPa). Phosphogypsum had the lowest strength (2.32 MPa)
at 850 °C. This can be ascribed to the dehydration of the phosphogypsum at high
temperatures where hydraulic bonds are destroyed and ceramic bonds are not yet
formed.

63
The very high water absorption of the fired gypsum (and to a lesser extent the
kaolin) samples are due to the rehydration of the phases which become dehydrated
during the firing of the samples.
4.3 CONCLUSION ON THE INORGANIC MATERIALS
The problem of low plasticity of the minerals can be overcome by making use of
casting as a shaping method as opposed to extrusion where plasticity is of great
importance. The iron-rich waste can replace feldspar as a fluxing agent. Both the
major waste minerals have relative good strengths at 900 °C (12 MPa for coal fly-
ash and 18 MPa for iron rich waste), low shrinkages (less than 3 % for coal fly-ash
and less than 4% for iron-rich waste) and low water absorptions (16.63 % for coal
fly-ash and 8.20 % for iron-rich waste) . It is therefore evident that coal fly-ash and
iron-rich waste can be utilised as mineral sources for developing a refractory
insulating material (porous or dense) at low temperatures.
The characterisation of the inorganic materials confirmed that the inorganic waste
materials in particular, can be successfully utilised in the manufacturing of cast light
weight insulating refractories. A saving of production cost is evident, as no
expensive mining and milling operations are necessary in the utilisation of the
studied inorganic waste materials as raw material for the production of porous
insulating refractories.
By careful calculations of a mix the necessary oxides can be introduced in a mixture
for the production of a good insulating refractory product of low thermal conductivity.
By choosing the correct production method, a strong insulating product will result.
The specific objective of the characterisation of the physical and chemical properties
of the inorganic waste materials has been successfully completed.

64
4.4 RESULTS OF THE CERAMIC BODY MIXTURES FROM WASTE MATERIALS
4.4.1 PARTICLE SIZE DISTRIBUTION OF CERAMIC BODY MIXTURES. The particle size distribution of a mix influences the packing density of the particles
in a manufactured article. Of more interest is the ease of vitrification of the smaller
particles contributing to the strength of the article. The particle size ranges for the
mixtures are similar. Therefore the onset of vitrification is expected to be
comparable considering only particle sizes. The vitrification temperature is therefore
mainly influenced by composition. The results of the particle size distribution are
graphically represented in Figure 4.4.
Figure 4.4 Particle size analyses of ceramic bodies from waste materials.
______ FCB ______ FCI ______ FPI

65
4.4.2. FLOW PROPERTIES OF CERAMIC BODY MIXTURES
The results of fluidity and thixotropy as measured are recorded in Table 4.5 and
Figure 4.5 and 4.6. These analyses are necessary to establish the amount
deflocculant to be used in deflocculating the mixture and, in so doing, aid casting.
Table 4.5: Flow properties of ceramic body mixtures.
Fluidity (° over swing) Thixotropy (° over swing)
%
Deflocculant FCB FCI FPI FCB FCI FPI
0.6 163 55
0.7 280 219
0.8 88 306 258
0.9 224 317 70 284
1.0 291 332 136 225 300 150
1.1 295 332 250 320
1.2 285 332 148 260 320 154
1.3 285 324 260 310
1.4 285 180 265 180
1.6 189 185
1.8 204 204
2.0 232 216
2.2 264 240
2.4 280 245
2.6 284 255
2.8 300 275
3.0 305 250

66
Figure 4.5. Fluidity of ceramic body mixtures
050
100150200250300350
0.6 0.8 1.0 1.2 1.4 1.6 2.0 2.4 2.8
% AlcosphereTM
° Ove
r-sw
ing FBO
FBIFGI
Figure 4.6. Thixotropy of ceramic body mixtures
050
100150200250300350
0.6 0.8 1 1.2 1.4 1.6 2 2.4 2.8
% AlcosphereTM
° Ove
rsw
ing
FBOFBIFGI
4.4.3 EXTRUSION OF THE CERAMIC BODY MIXTURES The results obtained on the hand and vacuum extruded samples are summarised in
Table 4.6. The coherence of the formulated body is directly related to the strength
of the article made. Extrusion is a traditional shaping method for porous insulating
materials and is investigated as a possible method for the application of inorganic
waste materials.

67
Table 4.6: Physical properties of extruded dried samples of ceramic body mixtures
Mixture Extrusion Air drying Drying Shrinkage
(%)
Green Strength
(MPa)
FCB Good Good 2.94 6.14
FCI Good Good 3.44 2.68
FPI1 Poor Good 2.82 0.68 1 Refers to samples that were hand extruded
4.4.4 PHYSICAL PROPERTIES OF THE CERAMIC BODY MIXTURES The results obtained from the determination of ceramic properties on the cast (in
brackets) and extruded fired samples are given in Tables 4.7 to 4.9 and graphically
presented in Figure 4.7 to 4.9. The comparison is done to determine the most
suitable shaping method.
Table 4.7: Physical properties of the fired FCB ceramic body mixture
T (°C) Fired shrinkage
(%)
Strength
(MPa)
3 hour Water
absorption (%)
Bulk density
(g.cm-3)
900
3.27 (4.20)
13.07 (9.44)
15.90 (19.39)
1.66 (1.59)
950
4.05 (5.98)
13.91 (10.58)
15.42 (19.20)
1.65 (1.59)
1000
3.53 (4.47)
12.48 (12.26)
15.98 (19.62)
1.65 (1.60)
1050
4.99 (5.00)
14.76 (17.04)
15.89 (20.77)
1.68 (1.59)
NB: Bracketed values refer to the cast samples

68
Table 4.8: Physical properties of the fired FCI ceramic body mixture
T (°C) Fired
shrinkage (%)
Strength
(MPa)
3 hour Water
absorption (%)
Bulk density
(g.cm-3)
900
3.91 (3.05)
18.02 (7.55)
16.69 (19.59)
1.68 (1.61)
950
3.07 (4.38)
12.99 (8.28)
15.48 (20.48)
1.70 (1.62)
1000
3.36 (4.93)
15.01 (9.72)
16.08 (20.55)
1.70 (1.60)
1050
3.98 (6.70)
15.71 (22.74)
17.38 (16.17)
1.69(1.72)
NB: Bracketed values refer to the cast samples
Table 4.9: Physical properties of the fired FPI ceramic body mixture
T (°C) Fired
shrinkage (%)
Strength
(MPa)
3 hour Water
absorption (%)
Bulk density
(g.cm-3)
900
2.47 (7.45)
2.97 (0.99)
20.86 (27.57)
1.72 (1.39)
950
2.70 (1.00)
3.56 (3.79)
21.53 (24.68)
1.72 (1.55)
1000
2.42 (7.85)
4.01 (3.99)
21.78 (31.32)
1.75 (1.44)
1050
2.24 ( * )
8.34 ( * )
23.40 (29.57)
1.79 (1.44)
NB: Bracketed values refer to the cast samples, and (*) refer to casts samples
having too low strength to be tested

69
Figure 4.7. Firing shrinkage of ceramic body mixtures
0123456
900 950 1000 1050Temperature (°C)
Firin
g sh
rinka
ge (%
)FCBFCIFPI
Figure 4.8. Strengths of ceramic body mixtures
0
5
10
15
20
900 950 1000 1050Temperature (°C)
Mod
ulus
of r
uptu
re
(MPa
) FCBFCIFPI

70
Figure 4.9 Water absorptions of ceramic body mixtures
0
5
10
15
20
25
900 950 1000 1050Temperature (°C)
Wat
er a
bsop
tion
(%)
FCBFCIFPI
The strength of the extruded and cast samples is comparable. The materials are
difficult to extrude therefore casting is the more suitable forming method for the
manufacture of refractories from inorganic waste materials.
4.5 DISCUSSION OF CERAMIC BODY MIXTURES FROM WASTE MATERIALS
The optimum flow time and thixotropy (Figure 4.5 and 4.6) of the cast mixtures were
reached with the addition of 1.1 % Alcosphere ™ for the FBO and FBI mixtures.
The addition of phosphogypsum increases the demand of deflocculant to 2.9 % in
the FGI mixture. The much higher demand of deflocculant is attributed to the
plaster of paris (phosphogypsum) which hydrates and form crystallites which is
difficult to deflocculate.
Figure 4.7 summarises the firing shrinkage, as obtained, of all the ceramic body
mixtures. According to this figure all the ceramic body mixtures show comparatively
low shrinkage at 1050 °C, with FPI being the lowest when extruded and the highest
when cast. In general, all the cast samples show high shrinkages due to the higher
water content during the forming process.

71
The moduli of rupture of the ceramic body mixtures (Table 4.7 - 4.9) are high for
both cast and extruded samples, with the cast samples experiencing lower strengths
at low temperatures due to larger void areas, resulting from the high water content
encountered in the casting process. At higher temperature the strengths of the cast
samples improved dramatically as the onset of vitrification was experienced. The
strengths of FPI are very low, and could be attributed to the gypsum in the mixture
that is very refractory (no liquid phase present) at these temperatures. The lower
temperature bonds resulting from hydrated crystals were destroyed at temperatures
above 500 °C resulting in the low strength at temperatures below 1000 °C. The
increase in strength at 1050 °C can be attributed to the onset of melting, resulting in
a liquid phase forming new bonds.
Figure 4.9 presents the water absorption of the ceramic body mixtures. As expected
from the high shrinkages, low water absorptions are observed for FCB and FCI
mixtures. This indicates that the samples started to vitrify and the porosity of the
samples was lower than for the FPI mixture. On the other hand, FPI shows high
water absorption with increasing temperature, as indicated by the low shrinkages
and lack of vitrification. The cast samples, in general, showed high water absorption
for all three mixes because of the voids left by the high forming moisture.
The bulk densities of all materials are relatively high (1.65 to 1.79 g.cm-3) in the
extruded state, with FCB showing lower values (1.65 to 1.68 g.cm-3). This can be
attributed to the extend of bonding in the fired ceramic body mixture. The cast
samples show lower bulk densities as higher amounts of forming moisture left more
pores, increasing the volume of the samples. The forming method also plays a role,
since the FPI was hand extruded, which had no de-airing chamber, to remove
excess air, thereby compressing the particles closer to one another. Hand extruded
samples have a lower bulk density than vacuum extruded samples.

72
4.6. CONCLUSION OF THE CERAMIC BODY MIXTURES FROM WASTE MATERIALS
The aim of this part of the project was to produce a ceramic body from mainly
inorganic waste materials, which will provide an insulating refractory product
associated with low cost. Three material mixtures were investigated and the results
analysed.
The FPI mixture has favourable water absorption and shrinkage, but shows low
strengths. Strength may be increased by the incorporation of more iron-rich waste,
which will lower the melting point of the mixture. With a lower melting point, more
of the glassy phase can develop which will increase the strength of the insulating
refractory. Casting was the better method used for forming this ceramic body
mixture.
FCB and FCI ceramic body mixtures showed lower water absorption (15 to 17 %),
but appreciable shrinkage (3 to 5 %) and better strength (12 to 18 MPa). This can
be ascribed to the higher liquid phase formed during firing in the samples tested.
Again casting will be the preferred forming method.
The investigated ceramic body mixtures from waste materials are suitable for the
production of refractories. To manufacture insulating refractories, the production
process needs to be adjusted to incur higher porosities and therefore lower thermal
conductivity in the product. The next step would be to introduce combustible
organic matter, which, when burnt out, will result in a highly porous insulating
refractory. The increased porosity will lower the bulk density and therefore should
lower the thermal conductivity of the material, resulting in a thermally insulating
refractory product.
The specific objective of investigating mixtures to result in a mix formulation
complying with refractory properties has been successfully achieved.

73
4.7 RESULTS OF PHYSICAL AND REFRACTORY PROPERTIES OF POROUS CERAMIC BODIES FROM INORGANIC WASTE MATERIALS
4.7.1 CHEMICAL AND MINERALOGICAL COMPOSITION OF POROUS
CERAMIC BODIES The chemical composition of the samples is presented in Table 4.10. The chemical
composition is of importance to verify the mineralogical analysis as some minor
phases reported in the X-ray diffraction analysis are not likely to occur. The alumina
to silica ratio is an important indicator of whether mullite will form on firing the
samples prepared of the mixtures.
Table 4.10: Chemical composition of the porous refractory mixtures
Elements expressed as oxides FBI small* FBI large**FBO small* FBO large** (%) (%) (%) (%)
SiO2 54.34 52.78 57.56 57.66 TiO2 2.04 2.56 1.46 1.47 Al2O3 30.96 31.51 31.61 31.61 Fe2O3 6.81 6.63 3.34 3.38 MnO 0.06 0.09 0.03 0.03 MgO 1.01 0.87 1.03 1.05 CaO 3.86 3.25 3.88 3.92 Na2O 0.34 0.25 0.24 0.24 K2O 0.73 0.74 0.87 0.87 P2O5 0.41 0.34 0.43 0.43 Cr2O3 0.06 0.04 0.03 0.03 V2O5 0.05 0.06 0.03 0.03 ZrO2 0.05 0.07 0.06 0.06 H20 0.0 0.0 0.0 0.0 LOI 0.15 0.11 0.18 0.17 Total 100.87 99.55 100.75 100.92
* small: 0.4 –0.7 mm diameter ** Large: 0.7 – 1.2 mm diameter
The mineralogical analysis of the fired samples is presented in Figure 4.10 to 4.13.
The major phases present in the fired samples of the mixtures are the desired
mullite and cristobalite phases.

74
FBI SMALL
Lin
(Cou
nts)
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
1600
1700
1800
1900
2000
2100
2200
2300
2-Theta - Scale5 10 20 30 40 50 60 70
Figure 4.10: Mineralogical analysis of the fired FBI small
Colour Mineral Formula Qualitative
Albite NaAlSi3O8 Major
Cristobalite SiO2 Major
Mullite Al6Si2O13 Major
Quartz SiO2 Major

75
FBI 2 BIG
Lin
(Cou
nts)
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
2-Theta - Scale6 10 20 30 40 50 60 70
Figure 4.11: Mineralogical analysis of the fired FBI large
Colour Mineral Formula Qualitative
Mullite Al6Si2O13 Major
Quartz SiO2 Major
Albite NaAlSi3O8 Major
Cristobalite SiO2 Major
FBI BIG

76
FBO 3 SAMLLLi
n (C
ount
s)
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2-Theta - Scale5 10 20 30 40 50 60 70
Colour Mineral Formula Qualitative
Mullite Al6Si2O13 Major
Quartz SiO2 Major
Albite NaAlSi3O8 Major
Cristobalite SiO2 Major
Figure 4.12: Mineralogical analysis of the fired FBO small
FBO SMALL

77
FBO 4 BIG
Lin
(Cou
nts)
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
2-Theta - Scale6 10 20 30 40 50 60 70
Figure 4.13: Mineralogical analysis of the fired FBO large
Colour Mineral Formula Qualitative
Mullite Al6Si2O13 Major
Quartz SiO2 Major
Albite NaAlSi3O8 Major
Cristobalite SiO2 Major
FBO BIG

78
4.7.2 ASH FUSION TEMPERATURES OF POROUS CERAMIC BODIES The ash fusion temperatures were determined to establish the working temperature
of the porous insulating refractory formulations. The results are listed in Table 4.11.
The critical temperature points observed are as follows:
Fluid temperature: The temperature at which the fused mass has spread out in a
nearly flat layer with a maximum height of 1.6 mm.
Hemisphere temperature: The temperature at which the cone has fused down to a
hemispherical lump at which point the height is one half the width of the base.
Initial deformation temperature: Temperature at which the first rounding of the apex
of the cone occurs.
Softening temperature: The temperature at which the cone has fused down to a
spherical lump in which the height is equal to the width at the base.
Table 4.11: Ash fusion temperature test in oxidising atmosphere on porous refractory mixtures
Sample Identification FBI FBO FGI
Initial deformation (°C) 1520 >1550 1371
Softening temperature (°C) 1540 >1550 1413
Hemisphere temperature (°C) >1550 >1550 1439
Fluid temperature (°C) >1550 >1550 1464
4.7.3. PHYSICAL PROPERTIES OF POROUS CERAMIC BODIES Through determining the physical properties, the quality of the traditionally formed
porous ceramic samples was established. The results are summarised in Table
4.12 to 4.14 and graphically represented in Figures 4.14 to 4.16.

79
Table 4.12: Apparent porosity, bulk density and apparent relative density of porous refractory mixtures
Sample name
Apparent porosity (%)
Bulk density (g.cm-3)
Apparent relative density (g.cm-3)
FBI large 60.52 0.83 2. 11
FBI small 53.03 0.94 2. 00
FBO large 59.56 0.89 2.21
FBO small 53.67 0.87 1.88
Figure 4.14: Apparent porosity of porous refractory mixtures
48
50
52
54
56
58
60
62
Apparent porosity
(%)
FBI large
FBI small
FBO large
FBO small
Table 4.13: Cold crushing strength of porous refractory mixtures
Sample name Cold crushing strength (MPa)
FBI large 7.19
FBI small 7.89
FBO large 3.62
FBO small 6.39

80
Figure 4.15: Physical properties of porous ceramic mixtures
0
1
2
3
4
5
6
7
8
9
Bulk Density Apparent relative density(%)
Cold crushing strength(MPa)
FBI largeFBI smallFBO largeFBO small
4.7.4 THERMAL CONDUCTIVITY OF POROUS CERAMIC BODIES Table 4.14: Thermal conductivity of porous refractory mixtures
FBI large FBI small FBO large FBO small
Temp. Thermal conductivity
Temp. Thermal conductivity
Temp. Thermal conductivity
Temp. Thermal conductivity
(° C) (W.m-1.K-1) (° C) (W.m-1.K-1) (° C) (W.m-1.K-1) (° C) (W.m-1.K-1)
197.20 0.906 198.75 0.669 184.37 0.716 197.87 0.683
382.250 0.959 382.87 0.694 361.12 0.773 383.62 0.768
569.750 1.087 570.37 0.860 534.37 0.882 570.87 0.880
764.625 1.309 763.25 1.068 718.87 1.098 761.25 1.064
(g.cm-3)

81
1.6
1.4 1.2 1.0 0.8 0.6 0.4 0.2
0.0 0 200 400 600 800 1000 Temperature (°C) FBO Large FBO small FBI Large FBI Small Figure 4.16: Thermal conductivity of porous refractory mixtures
The results of the porous insulating refractory mixtures, manufactured according to
the traditional burning additive method, were executed to be compared to the new
geopolymeric forming technique.
4.8. DISCUSSION OF THE PHYSICAL AND REFRACTORY PROPERTIES OF POROUS CERAMIC BODIES FROM INORGANIC WASTE MATERIALS
From the chemical and mineralogical analysis (Table 4.10 and Figures 4.10 to 4.13),
it is clear that the inorganic waste materials are mainly aluminosilicates, which are
represented by the mullite and cristobalite in the mineralogical analysis. The iron
Con
duct
ivity
(W.m
-1.K
-1)

82
and titanium content of the mixtures containing iron rich wastes, is higher than the
other. Both titanium and iron will reduce the melting point of the refractory material,
rendering it less refractory in nature.
The initial and hemisphere temperatures of the ash fusion test (Table 4.11 and
Figure 4.14), suggest that all the mixtures have short firing ranges, indicating that
deviations from the firing range may cause problems, such as low creep resistances
and low hot strengths. As suspected, the bodies with the iron rich waste have lower
fusion temperatures than the ones without the iron rich waste.
The bulk densities (Table 4.12 and Figure 4.16) of the mixtures are very similar.
The apparent relative density (ASG) of the mixtures is also very similar, because the
amount of coal fly-ash is the same. As expected, the porosity (Table 4.12 and
Figure 4.15) of the FBI small mixture, indicates that the small polystyrene beads
increased the porosity. In the FBO large mixture the large polystyrene beads, as
well as defects or cracks in the body, contributed to the large porosity observed.
As expected from the bulk density and porosity results along with the chemical and
mineralogical results, the FBI large and small mixture is the stronger material of the
mixtures tested. More sintering takes place because of the higher iron content,
which lowers the melting temperature of the mixture and therefore increase the
bonding and thus the cold strength (Table 4.13 and Figure 4.16). The strength of
the FBO large mixture is much lower than expected, which may be due to the
presence of cracks or defects in the body.
4.9. CONCLUSION ON THE PHYSICAL AND REFRACTORY PROPERTIES OF POROUS CERAMIC BODIES FROM INORGANIC WASTE MATERIALS
The FBI small polystyrene beads gave acceptable results with regard to all the
properties tested. The fired strength of this mixture is above seven megapascal
(MPa), indicating an insulating material strong enough to be handled. The porosity

83
of the FBI small mixture is above 60 %, making the material very porous, which
results in a low thermal conductivity. These properties prove that the FBI small
beads mixture produced a cost effective insulating refractory material suitable to be
used at temperatures of up to 1400 °C. Although an excellent insulating refractory
body has been developed, the traditional manufacturing process employed for the
manufacturing of these insulating materials is not production friendly.
The disadvantages of the traditional manufacturing process include the following:
• The polystyrene beads deform very easily and compaction occurs.
• The setting process is extremely slow and two days are needed for the product
to set in the mould.
• Although the fired strength is high enough for handling, careful handling is still
needed.
• This manufacturing process does not lend itself to automatisation.
• The burnout process is detrimental to the environment, as the burnout product
carbon dioxide (CO2) is not environmentally friendly.
To overcome these disadvantages, a suitable process for the manufacture of a
porous ceramic from inorganic waste materials needs to be developed.
The outcome of this study should provide information on an insulating refractory
material that can be used in applications up to 1200 °C. Geopolymerisation of the
mixture will drastically increase the strength of the resultant insulating refractories.
The relative fast chemical reaction time makes automatisation of the process
possible. In situ foaming of the geopolymer will result in a high percentage of closed
pores and very low thermal conductivities. In situ forming of the monolithic
insulating will make bricklaying as well as the need to store different shapes and
sizes of insulting refractory units, obsolete.
The process will be economical, as the major raw materials are inorganic waste
materials. The use of these materials will further help to resolve the problem of
waste disposal and benefit the environment.

84
The specific objective of investigating a manufacturing process for porous insulating
materials to be manufactured economically has been partially achieved. The
traditional ceramic manufacturing route of porous insulating refractory materials is
too slow and the strengths achieved were to low for the automatisation of the
process. This process also emits carbon dioxide into the atmosphere, contributing
to air pollution.
4.10 RESULTS OF THE PHYSICAL PROPERTIES OF THE
PREPARED GEOPOLYMERIC INSULATING MATERIALS The physical properties of the geopolymeric formed porous insulating refractory
samples were determined to establish the quality. The results are graphically
represented in Figures 4.17 to 4.22 and tabulated in Table 4.15 to 4.16.
4.10.1 SHRINKAGE OF GEOPOLYMERIC INSULATING MATERIALS
00.5
11.5
22.5
33.5
44.5
5
110 1100
Temperature (°C)
% S
hrin
kage
Set 1Set 2Set 3Set 4Set 5Set 6Set 7
Figure 4.17: Shrinkage of geopolymeric insulating materials.

85
4.10.2 BULK DENSITY OF GEOPOLYMERIC INSULATING MATERIALS
0
0.5
1
1.5
2
2.5
110 1100
Temperature (°C)
Bulk
den
sity
(g.c
m-3
) Set 1Set 2Set 3Set 4Set 5Set 6Set 7
Figure 4.18: Bulk density of geopolymeric insulating materials. 4.10.3 STRENGTH OF GEOPOLYMERIC INSULATING MATERIALS
0
5
10
15
20
25
30
110 1100
Temperature (°C)
Stre
ngth
(MPa
)
Set 1Set 2Set 3Set 4Set 5Set 6Set 7
Figure 4.19: Strength of geopolymeric insulating materials.

86
4.10.4 POROSITY OF GEOPOLYMERIC INSULATING MATERIALS
0
10
20
30
40
50
60
110 1100
Temperature (°C)
% P
oros
ity
Set 6Set 7
Figure 4.20: Porosity of geopolymeric insulating materials 4.10.5 ASH FUSION TEMPERATURES OF GEOPOLYMERIC INSULATING
MATERIALS
Table 4.15: Ash fusion temperatures for geopolymeric insulating materials
Sample Identification Set 2 Set 6 Set 7
Initial deformation (°C) 1199 1218 1276
Softening temperature (°C) 1206 1235 1290
Hemisphere temperature (°C) 1224 1261 1301
Fluid temperature (°C) 1286 1295 1327

87
1100
1150
1200
1250
1300
1350
Initialdeformation
Softeningtemperature
Hemisphericaltemperature
Fluidtemperature
Tem
pera
ture
(°C)
Set 2Set 6Set 7
Figure 4.21: Ash fusion temperatures of geopolymeric insulating materials 4.10.6 THERMOPHYSICAL PROPERTIES OF GEOPOLYMERIC INSULATING
MATERIALS Table 4.16: Thermophysical properties of the geopolymeric insulating
material
Temperature Thermal Diffusivity (mm2.s-1)
Specific Heat (J.g-1.K-1)
Thermal Conductivity (W.m-1.K-1)
23 0.378 0.740 0.227
199 0.348 0.935 0.264
401 0.350 1.037 0.293
601 0.366 1.098 0.326
800 0.387 0.171 0.368
998 0.416 1.230 0.415
1098 0.447 1.273 0.462

88
Figure 4.22: Thermophysical properties of geopolymeric insulating materials
4.11 DISCUSSION OF THE PHYSICAL PROPERTIES OF THE
PREPARED POROUS GEOPOLYMERIC INSULATING MATERIALS
During the study it was observed that an increase in the ball clay content of the
mixture resulted in lower setting and hardening times of the samples. Higher room
temperatures, as encountered during summer in Pretoria, increase the setting and
hardening rate.
The fired shrinkage behavior of an insulating material is considered for evaluating
the maximum possible temperature of application. Fired shrinkage (Figure 4.16) of
the geopolymeric samples is slightly higher than the drying shrinkage, but still less
than 2 % as specified by Schulle and Schlegel (1991), thus the test samples exhibit
good insulating properties

89
Bulk densities (Figure 4.19) of the green and fired samples 1 to 5 do not vary much,
but sample 6 and 7 have very low bulk densities at 110 °C as well as 1100 °C. The
densities are related to the porosity, which in turn relates to the thermal conductivity
of the insulating material. The mechanism by which aluminium powder introduce
porosity in the polymeric sample is explained by the reaction:
2Al + 2NaOH + 6 H2O → 3H2 ↑ + 2Na[Al(OH)4]. Thus, sample mixture 6 and 7 will
produce excellent insulating refractories.
Sometimes crushing strength is included for classifying high-temperature insulating
materials (Schulle and Schlegel, 1991). The crushing strength of the high porosity
geopolymeric insulating material of sample 7 is 13.84 MPa. This strength is nearly
double that of the strength of the material manufactured according to the traditional
method (7.5 MPa). Handling of such strong materials can be easily automated.
The higher porosity of sample 7 (Figure 4.21), is attributed to the higher aluminum
powder content, resulting in more pores formed in situ. Porosity is the main
influence on the effective lowering of thermal conductivity (Schulle and Schlegel.
1991). The pores should be as small as possible and effort was made to provide
micro-porosity. Cracks and coarse pores more than 5 mm have been avoided to
achieve high strengths. This higher small sealed porosity is beneficial to
• lower the thermal conductivity,
• produce lightweight insulating materials and
• increase the strength of the material.
The initial deformation temperatures (Figure 4.22) of the porous geopolymeric
insulating materials are higher than 1200 °C. Sample 7 has an initial deformation
temperature of 1270 °C, which is higher than the temperature listed for heat
resistant insulating materials for application temperatures of up to 1100 °C and can
therefore be classified as a refractory insulating material for application
temperatures of up to 1400 °C (Schulle and Schlegel. 1991). The application

90
temperature of the specific refractory insulating material developed, is 1250 °C,
which is 20 °C lower for safety reasons than the initial deformation temperature.
The bulk density (Figure 4.19) and percentage shrinkage (Figure 4.18) of
geopolymers manufactured from coal fly-ash and other waste materials were
lowered by the addition of aluminum powder as a porogen. The higher the
aluminum powder content, the lower the bulk density and percentage shrinkage and
the higher percentage porosity of the geopolymeric material. Low bulk densities
indicate a lower amount of material to be used and therefore lower costs.
4.12. DISCUSSION OF THE THERMOPHYSICAL PROPERTIES OF THE PREPARED GEOPOLYMERIC INSULATING MATERIALS
The specific heat of the geopolymeric insulating material (Figure 4.23) increased
with temperature as expected. The sample shows that above room temperature the
values for thermal diffusivity decrease and above 200 °C they increase because of
water being lost. This might be due to the increasing influence of the internal
radiation heat transfer at higher temperatures (within the porous structure). The
thermal conductivity increased with temperature over the entire temperature range.
The values for the thermophysical properties are summarised in Table 4.16. The
higher the temperature, the higher the thermal conductivity (Carniglia & Barna,
1992). Traditional insulating ceramic materials have a thermal conductivity of
approximately 0.683 W.m-1.K-1 at 200 °C. The developed geopolymeric insulating
material has a thermal conductivity of 0.462 W.m-1.K-1 at 1100 °C. This temperature
is 900 °C higher than the 200 °C of the traditionally manufactured product, giving
comparable thermal conductivities of about 0.6 W.m-1.K-1 emphasising the
exceptionally good thermal conductivity of the developed geopolymeric insulating
material. At 200 °C the thermal conductivity is 2.5 times lower than the traditional
insulating material. In fact, the thermal conductivities determined for geopolymeric
insulating material lies well below the lower envelope of porous castables (Fig 2.1).

91
4.13. CONCLUSION OF THE PHYSICAL PROPERTIES OF THE PREPARED GEOPOLYMERIC INSULATING MATERIALS
This study proved that geopolymerisation of inorganic waste materials is an
excellent production route for the manufacturing of porous insulating refractories at
a relative low cost, with the additional advantage of eliminating waste gaseous
products detrimental to the environment.
The specific objective to develop a manufacturing process for porous insulating
materials in order to achieve an economical manufacturing route has been
achieved.

92
CHAPTER 5
CONCLUSIONS AND RECOMMENDATIONS
5.1 CONCLUSIONS This study focused on the characterisation and utilisation of coal fly-ash and other
waste materials as a raw material to develop cost effective and production friendly
procedures for the production of refractory thermal insulating products by casting.
The properties of the newly developed geopolymeric porous insulating refractory
material are compared to traditionally manufactured insulating refractory materials
as well as to the specifications for porous insulating refractory materials (Table 5.1).
Table 5.1: Comparison of physical properties of traditional and geopolymeric porous insulating refractories
Property Geopolymeric Porous Insulating Refractory (GPIR)
Traditionally manufactured porous ceramic material
Specification for porous insulating refractories
Comments on compliance to specification
Total linear shrinkage (%) 1.32 4 1 to 7 GPIR the
best
Strength (MPa) 13.84 7.89 0.31 GPIR the best
Density (g.cm-3) 0.58 0.94 0.74 GPIR the best
Porosity (%) 51 53 45 to 75 GPIR within the limits
Service temperature (°C) 1220 1450 1150 to 1261
GPIR within the limits
Thermal conductivity @1100 °C ( W.m-1K-1) 0.462 1.068 2.6 – 2.8 GPIR the
best

93
The comparison shows that the geopolymeric porous insulating refractory (GPIR)
values comply with the specifications for porous insulating refractories.
The outcome of this study provided an insulating refractory material to be used in
applications up to 1250 °C. The geopolymeric methods drastically increased the
strength of the insulating refractory materials to make automatisation of the process
possible. The process is rapid and the in situ foaming of the geopolymer results in
high closed porosities and thus good thermal conductivities (Figure 5.1). In situ
forming of monolithic geopolymeric porous insulating refractory, benefits material
storage, handling and mould availability.
Figure 5.1: Thermal conductivity of insulating fire brick and insulating castables (Carniglia & Barna, 1992). STL indicating the Service Temperature limit (in °F) of the Insulating Fire Brick (IFB) and Geopolymeric Porous Insulating Refractory (GPIR)
The process is economical, as the major raw materials are inorganic waste
materials. The use of these materials further helps to resolve the problem of waste
disposal and benefits the environment.

94
The utilisation of these inorganic waste materials for the manufacturing of light-
weight porous insulating refractory materials, should lead to the preservation of
natural resources. The environment will benefit from this utilisation as the demand
on mining activities for raw materials will be reduced and discarded waste that
degrades the environment will be utilised.
A geopolymeric porous insulating refractory was successfully developed using the
inorganic waste material, coal fly-ash, as the main ingredient. Phosphogypsum and
iron-rich waste is not utilised in the manufacturing of insulating refractory materials
as it impacts negatively on the thermal properties of the insulating material. These
other waste materials are successfully incorporated in water filters from inorganic
waste materials – another project within the research group. This developed
insulating refractory material complies with the specifications (Table 5.1) laid down
for a porous insulating refractory material. The developed process delivers a very
good product without shifting the waste disposal problem by creating more or
different waste products detrimental to the environment and the developed
manufacturing process is economical.
The specific objectives of the project were all achieved, namely
• Characterising inorganic waste materials with regard to their physical and
chemical properties relevant to refractories.
• Investigation of different mixtures to result in a mix formulation complying with the
laid down specifications and
• An economical manufacturing route for porous insulating refractory materials
made of inorganic waste was found that lend itself to the automatisation of the
manufacturing process.

95
5.2 RECOMMENDATIONS By employing the following process steps in the geopolymerisation of the inorganic
waste materials a very good economical porous insulating refractory material would
be available on the market.
• Dissolve 10.53 % sodium hydroxide into 10.53 % of water. This reaction is
exothermic.
• Leave the solution to cool.
• Add 15.78 % sodium silicate.
• Add 10.53 % of meta-kaolin to the solution.
• Stir for 5 minutes.
• Add 55.63 % coal fly-ash while stirring the mixture.
• Add 0.005 % aluminum powder as the porogen.
• Cast the geopolymeric material into position or into moulds.
• Setting will occur within 3 hours.
• Leave to dry at room temperature for ± 24 hours.
• A heating procedure of 2.5 °C per minute may follow up to service temperature of
the product.
• The shrinkage which will occur will be as little as 0.3 % allowing for the formwork
to be removed if needed before firing.
The hypothesis of developing a geopolymeric porous insulating refractory using
inorganic waste materials as the main ingredient was successfully accomplished.
The successfully developed porous insulating refractory material from inorganic
waste materials is a suitable candidate to replace fireclay insulating materials or
other insulating materials in high temperature application vessels, used in industry.
The newly developed procedure is cost effective and manufacture can be easily
automated.

96
REFERENCES
ADDIS, B.J. 1994. Fulton’s Concrete Technology. 7th Revised ed. South Africa:
Portland cement Institute, 2 – 22.
ASTM C 133-84. 1984. Standard test method for Cold Crushing Strength and
Modulus of Rupture of refractory brick and shapes. Pennsylvania: American
Society for Testing and Materials.
ASTM C 201-86. 1986. Standard test method for thermal conductivity of
Refractories. Pennsylvania: American Society for Testing and Materials.
ASTM D 1857. 1987. Fusibility of coke and ash. Pennsylvania: American
Society for Testing and Materials.
BARBIERI, L., LANCELLOTTI, I., MANFREDINI, T., QUERALT, I., RINCON, J.M.
& ROMERO, M. 1999. Design, obtainment and proprieties of glasses and glass-
ceramics from coal fly-ash. Fuel. 78(2):271-276.
BARBOSA, V.F.F. & MACKENZIE, K.J.D. 2003a. Synthesis and thermal
behaviour of potassium sialate geopolymers. Materials Letters. 57(9-10): 1477-
1482.
BARBOSA, V.F.F. & MACKENZIE, K.J.D. 2003b. Thermal behaviour of
inorganic geopolymers and composites derived from sodium polysialate.
Materials Research Bulletin. 38(2):319-331.
BARBOSA, V.F.F., MACKENZIE, K.J.D. & THAUMATURGO, C. 2000.
Synthesis and characterisation of the materials based on inorganic polymers of

97
alumina and silica: sodium polysialate polymers. International Journal of
Inorganic Materials. 2(4) 309-317.
BOELEMA, R. 1998. Feldspar in The mineral resources of South Africa. (MGC
Wilson and CR Anhaeusser, eds): Handbook, Council for Geo Sciences,16, 267
– 279.
BUDNIKOV, P.P. 1964. The technology of ceramics and refractories.
Massachusetts : The MIT Press : 390, 394, 397.
BUSECK, P.R. 1983. Electron microscopy of minerals. American Scientist. 71:
175-185.
CARNIGLIA, S.C. & BARNA, G.L. 1992. Handbook of Industrial Refractories
Technology: Principles, Types, Properties and Applications. New Jersey: Noyes
Publications.
CHANDLER, M. 1967. Ceramics in the modern world. London: Aldus Books:
49.
CHANDRA, N., AGNIHOTRI, N., BHASIN, S & KHAN A.F. 2005. Effect of
addition of talc on the sintering characteristics of fly-ash based ceramic tiles.
Journal of European Ceramic Society. 25(1): 81-88.
CHENG, T.W. & CHIU, J.G. 2003. Fire-resistant geopolymer produced by
granulated blast furnace slag. Mineral Engineering. 16: 205-210.
CICCU, R., GHIANI, M., MUNTONI, A., SERCI, A., PERETTI, R., ZUCCA, A.,
ORSENIGO, L.G. & QUATTRONI, G. 1999. The Italian approach to the problem

98
of fly-ash. International Ash Utilization Symposium, Center for Applied Energy
Research, University of Kentucky, Paper #84.
COLEMAN, N.A. & LANDON, T.E. 1994. Annual minerals review: Kaolin.
American Ceramic Society Bulletin. 73(6): 105 -107.
COMRIE, D.C. & KRIVEN, W.M. 2003. Composite cold ceramic geopolymer in a
refractory application. Ceramic Transactions. 153: 211-225.
DATA SHEET: G&W Base and Industrial Minerals.
DAVIDOVITS, J. 1991. Geopolymers: Inorganic polymeric new materials,
Journal of Thermal analysis. 37(2) 1633-1656.
DAVIDOVITS, J., DAVIDOVICS, M. & DAVIDOVITS, N. 1994. Process for
obtaining a geopolymeric aluminosilicate and products thus obtained. (U.S Patent
5,342,595).
ERIÇ, R.H. & HEJJA, A.A. 1996. Principles of Refractory use. Johannesburg:
University of the Witwatersrand.
FERGUSON, C.N. 1982. Foam composition and processes. (US patent
4,328,034).
GRAYSON, M. 1985. Encyclopaedia of Ceramics and Cement. New York: John
Wiley & Sons: 237-333.
GRIM, R.E. 1968. Clay mineralogy. 2nd ed. New York: McGraw- Hill: 596.
GRIMSHAW, R.W. 1971. The chemistry and physics of clays and allied
ceramic materials. London: Benn.

99
GROHMANN, G. 1995. South Africa’s mineral industry, 1994/95. Braamfontein:
Minerals Bureau. 117.
GUTTMANN, P.F. 1994. Annual Minerals review: Silica. American Ceramic
Society Bulletin. 73(6): 124-125.
HANCOCK, J.D. 1988. Practical refractories. England : Hensmann Graphics.
HARDJITO, D., WALLAH S.E., SUMAJOUW D.M.J. & RANGAN B.V. 2004a.
On the development of Fly-ash–based geopolymer concrete. ACI Materials
Journal. 101(6): 467-472.
HARDJITO D., WALLAH S.E., SUMAJOUW D.M.J. & RANGAN B.V. 2004b.
Properties of geopolymer concrete with fly-ash as a source of material: Effect of
Mixture Composition, in Seventh CANMET/ACI International Conference on
Recent Advances in Concrete Technology, ACI SP 222-8, American Concrete
Institute, ed. V. M. Malhotra, Las Vegas, USA, pp. 109-118.
HLAVÁČ, J. 1983. The technology of glass and ceramic: An introduction. Oxford:
Elsevier Scientific Publishing Company.
HLOBEN, P. 2000. Refractory materials: Major industrial applications. South
Africa: Rexxon Corporation.
HORN, G.F.J. & STRYDOM, J.H. 1998. Clay in The mineral resources of South
Africa. (MGC Wilson and CR Anhaeusser, eds): Handbook, Council for Geo
Sciences,16, 106-135.

100
ILDEFONSE, J.P., GABIS, V. & CESBRON, F. 1999. Mullitisation of andalusite
in refractory bricks. Key Engineering Materials. 132-136: 1798-1801.
ILIC, M., CHEESEMAN, C., SOLLARS, C. & KNIGHT, J. 2003. Mineralogy and
microsctructure of sintered lignite coal fly-ash. Fuel. 82(3):331-336.
ISO 5016: 1986. Shaped insulating refractory products – determinations of bulk
density and true porosity.
ISO 5017: 1988. Dense shaped refractory products- determination of bulk
density, apparent porosity and true porosity.
JONKER, A., MAREE, D.B.G. & VAN DER MERWE, M.J. 1998. Guidelines for
Ceramic techniques. Pretoria: Technikon Pretoria.
KIKUCHI, R. 1999. Application of coal ash to environmental improvement,
Transformation into zeolite, potassium fertilizer, and FGD absorbent. Resources,
Conservation and Recycling. 27(4): 333-346.
KINGERY, W.D., BOWEN, H.K. & UHLMANN, D.R. 1976. Introduction to
ceramics. New York : John Wiley : 6, 7, 572.
KLEIN, C. & HURLBUT, C.H. 1993. Manual of mineralogy. New York: John
Wiley and sons, Inc.: 387 – 546.
KRUGER, R.A. 1990. The chemistry of fly-ash and the Pozzolanic Reaction.
Mini-Course arranged by the South African Chemical Institute and the Concrete
Society of South Africa. February 1990.
KRUGER, R.A. 1996. The Use of Cenospheres in refractory. Energia.7 (4): 1-6.

101
KUMAR, S. 2001. Development of refractory aggregate from fly-ash. Util. Fly-
ash Agric. Value-Added Prod. Proc. Nail. Semin, 98-102. Edited by Ram L.C.
KUMAR, S. 2003. Fly-ash-lime-phosphogypsum hollow block for wall and
partitions. Building and Environment. 38(2):291-295.
LOUGHBROUGH, R.J., O’DRISCOLL, M.J., KENDAL, T.B., & SKILLEN, A.D.
1993. Raw materials for the glass and ceramics Industries. Edited by A.D.
Skillen and J.B. Griffiths. London: Metal Bulletin: 15 – 63.
LUTZ, R. 1995. Preparation of phosphoric acid waste gypsum for further
processing to make building materials. ZKG International. 2(48): 98-102.
MALISCH, W.R. 1981. Special Cements for special concretes: an introduction
to their properties and uses. Concrete construction. 18(4): 340.
MANTEL, D.G. 1991. The manufacture, properties and applications of Portland
cements, cement additives and blended cements. South Africa: Penrose Press.
MAO, H., HILLERT, M., SELLEBY, M. & SUNDMAN, B. 2006. Thermodynamic
assessment of the CaO-Al2O3-SiO2 system. J. Am. Ceram. Soc. 89(1): 298-308.
NYIKOS, F. & KING, E. 1996. Refractory materials III. Pretoria: Technikon
Pretoria: 9-11.
OTERO, J. GONZALEZ, BLANCO, F., GARCIA, M.P. & AYALA, J. 2004. Manufacture of refractory insulating bricks using fly-ash and clay. British Ceramic
Transactions. 103(4): 181-186.

102
PALOMO, A., GRUTZECK M.W. & BLANCO M.T. 1999. Alkali-activated fly-
ashes: A cement for the future Cement and Concrete Research, (29)8:1323-1329.
POTTER, M.J. 1994. Annual minerals review: Feldspar. American Ceramic
Society Bulletin. 73(6): 96 – 97.
PROVIS, J.L., LUKEY, G.C. & VAN DEVENTER, J.S.J. 2005. Chemical
Materials. (17) 12.
RADO, P. 1988. An Introduction To The Technology Of Pottery. 2nd ed. Oxford:
Pergamon Press: 12,13,19,29.
SATAPATHY, L.N. 2000. A study on the mechanical, abrasion and
microstructural properties of zirconia-fly-ash material. Ceramics International. 26:
39-45.
SCHULLE, W. & SCHLEGEL, E. 1991. Ceramic monographs-handbook of
ceramics. Germany: Verslag Schmid: 1,2,4-6.
SCHüRMANN, L.W. & MARSH, S. 1998. Vanadium in The mineral resources of
South Africa. (MGC Wilson and CR Anhaeusser, eds): Handbook ,Council for
Geo Sciences,16, 659-665.
SHACKELFORD, J.F. 1988. Introduction to materials science for engineers. 2nd
Ed. New York: MacMillan Publishing company.
SMADI, M.M., HADDAD, R.H. & AKOUR, A.M. 1999. Potential use of
phosphogypsum in concrete. Cement and Concrete research. 29(9): 1419- 1425.
SMITH, J.V. 1974. Feldspar Minerals. Vol. 1, 2. New York: Springer-Verlag.

103
SOUTH AFRICAN CERAMIC SOCIETY, 22nd annual symposium. 1990.
Johannesburg. Proceedings. Ceramics for a better environment.
SWADDLE, T.W. 2001. Coordination Chemistry Review. (665): 219 -221
SWANEPOEL, J.C. & STRYDOM, C.A. 2002. Utilisation of fly-ash in a
geopolymeric material. Applied Geochemistry. 17(8):1143-1148.
TAYLOR, H.F.W. 1993. Nanostructure of C---S---H: Current status Advanced
Cement Based Materials, 1(1): 38-46.
TAYLOR, H.F.W. 1997. Cement Chemsitry. London: Thomas Telford.
VAN JAARSVELD, J.G.S., VAN DEVENTER, J.S.J. & LORENZEN, L. 1997.
The potential use of geopolymeric materials to immobilise toxic metals: Part I.
Theory and applications Minerals Engineering, (10)7:659-669.
VAN JAARSVELD, J. G. S.; VAN DEVENTER, J. S. J. & LUKEY, G. C. 2003. The characteri-
sation of source materials in fly ash-based geopolymers. Materials Letters 57(7): 1272-1280.
VILCHES, L.F., FERNÁNDEZ-PEREIRA, C., DEL VALLE, J.O. & VALE, J.
2003. Recycling potential of coal fly-ash and titanium waste as new fireproof
products. Chemical Engineering Journal. 95 (1-3): 155-161.
WORRALL, W.E. 1986. Clay and ceramic raw materials. London : Elsevier.
XU, H. & VAN DEVENTER, J.S.J. 2002. Geopolymerisation of multiple minerals Minerals Engineering, 15(12):1131-1139.
ZHANG, S., GONG, K. & LU, J. 2004. Novel modification method for inorganic geopolymer
by using water soluble organic polymers. Materials Letters 58(7-8): 1292-1296.





![Enhancement of Insulating Refractory Properties of ... · bricks as compared to a dense refractory brick [2]. The study on development of insulating refractory ramming mass from some](https://static.fdocuments.in/doc/165x107/5e9f3fc3408ede59492bd23d/enhancement-of-insulating-refractory-properties-of-bricks-as-compared-to-a-dense.jpg)