INSTABILITY MECHANISMS IN LAMELLAR MICROSTRUCTURES rvr2.pdf · INSTABILITY MECHANISMS IN LAMELLAR...
15
INSTABILITY MECHANISMS IN LAMELLAR MICROSTRUCTURES G. SHARMA, R. V. RAMANUJAN{ and G. P. TIWARI Materials Science Division, Bhabha Atomic Research Centre, Trombay, Mumbai 400085, India (Received 26 July 1999; accepted 8 October 1999) Abstract—The shape instabilities associated with a lamellar structure when exposed to elevated temperature have been analysed. These instabilities were compared with experimental data from Ti–47Al, Ti–47Al– 140 a.p.p.m. B and Ti–47Al–0.5 at.% W–140 a.p.p.m. B alloys. Instability maps, which were constructed for an isolated plate, show that the dominant mechanism controlling the coarsening of lamellae changes with time and also show that coarsening of lamellae with an initially large aspect ratio is controlled by ter- mination migration, until the aspect ratio falls to some critical value below which cylinderization becomes the dominant mechanism. Instability maps were also constructed using the criterion of maximum mass transport rate per unit volume. Such volume instability maps show that the coarsening rate associated with a unit volume of the lamellar structure depends on the density of faults and that termination migration and boundary splitting occurs at a considerable rate as compared with other continuous coarsening mech- anisms. The eect of alloying additions of B and W to the Ti–47Al alloy was to reduce the coarsening rate of the initial lamellar structure. # 2000 Acta Metallurgica Inc. Published by Elsevier Science Ltd. All rights reserved. Keywords: Annealing; Titanium alloys; Intermetallic compounds; Microstructure 1. INTRODUCTION The eect of temperature on the stability of both the size and shapes of microstructural features has been extensively investigated in lamellar structures, such as pearlite in steel or several aligned eutectic or eutectoid in situ composites prepared by the directional solidification technique [1–12]. The changes in precipitate shape, growth and Ostwald ripening of g 0 Ni 3 Al precipitates in the Ni-based superalloys have also been well established [13]. Detailed investigations of the mechanisms and the kinetics of pearlite spheroidization in AISI 1080 steel and pure Fe–C alloy have also been reported [14, 15]. Similarly, instabilities in rod-shaped Al 3 Ni–Al eutectics, formed by controlling growth conditions, have been demonstrated [7]. As is well established, the microstructural features tend to become unstable by the tendency to reduce the interfacial energy (by a reduction in the interfacial area) as well as the driving forces for attainment of the equilibrium composition and volume fractions of the various phases. These instabilities are mani- fested as phase migration, coarsening, shape changes and changes in the volume fraction and composition. Consider a plate-shaped precipitate. A perfect in- finite plate with flat faces is intrinsically stable because the principal radii of the flat faces are infi- nite. Despite the stability of plate morphology against thickness perturbations, lamellar structures have been observed to undergo shape and size coar- sening due to the presence of lamellar terminations having small radii of curvature and the presence of internal imperfections which accelerate the coarsen- ing of lamellar structure at high temperature. Depending on the lamellar spacing and the per- fection, coarsening can occur either by a continuous or by a discontinuous mode; both processes have been linked to the presence of structural defects. The major models that have been proposed for the coarsening of plates are given below. 1.1. Direct cylinderization Direct cylinderization of a finite plate is a conse- quence of the curvature dierence between the plate edge and the adjacent flat surface. This promotes the mass transfer from the edge to the flat surface [16–18], which results in edge recession and the build-up of the material on the flat interface Acta mater. 48 (2000) 875–889 1359-6454/00/$20.00 # 2000 Acta Metallurgica Inc. Published by Elsevier Science Ltd. All rights reserved. PII: S1359-6454(99)00378-X www.elsevier.com/locate/actamat { To whom all correspondence should be addressed.
Transcript of INSTABILITY MECHANISMS IN LAMELLAR MICROSTRUCTURES rvr2.pdf · INSTABILITY MECHANISMS IN LAMELLAR...

INSTABILITY MECHANISMS IN LAMELLAR
MICROSTRUCTURES
G. SHARMA, R. V. RAMANUJAN{ and G. P. TIWARI
Materials Science Division, Bhabha Atomic Research Centre, Trombay, Mumbai 400085, India
(Received 26 July 1999; accepted 8 October 1999)
AbstractÐThe shape instabilities associated with a lamellar structure when exposed to elevated temperaturehave been analysed. These instabilities were compared with experimental data from Ti±47Al, Ti±47Al±140 a.p.p.m. B and Ti±47Al±0.5 at.% W±140 a.p.p.m. B alloys. Instability maps, which were constructedfor an isolated plate, show that the dominant mechanism controlling the coarsening of lamellae changeswith time and also show that coarsening of lamellae with an initially large aspect ratio is controlled by ter-mination migration, until the aspect ratio falls to some critical value below which cylinderization becomesthe dominant mechanism. Instability maps were also constructed using the criterion of maximum masstransport rate per unit volume. Such volume instability maps show that the coarsening rate associated witha unit volume of the lamellar structure depends on the density of faults and that termination migrationand boundary splitting occurs at a considerable rate as compared with other continuous coarsening mech-anisms. The e�ect of alloying additions of B and W to the Ti±47Al alloy was to reduce the coarsening rateof the initial lamellar structure. # 2000 Acta Metallurgica Inc. Published by Elsevier Science Ltd. All rightsreserved.
Keywords: Annealing; Titanium alloys; Intermetallic compounds; Microstructure
1. INTRODUCTION
The e�ect of temperature on the stability of both
the size and shapes of microstructural features has
been extensively investigated in lamellar structures,
such as pearlite in steel or several aligned eutectic
or eutectoid in situ composites prepared by the
directional solidi®cation technique [1±12]. The
changes in precipitate shape, growth and Ostwald
ripening of g 0�Ni3Al� precipitates in the Ni-based
superalloys have also been well established [13].
Detailed investigations of the mechanisms and the
kinetics of pearlite spheroidization in AISI 1080
steel and pure Fe±C alloy have also been reported
[14, 15]. Similarly, instabilities in rod-shaped
Al3Ni±Al eutectics, formed by controlling growth
conditions, have been demonstrated [7]. As is well
established, the microstructural features tend to
become unstable by the tendency to reduce the
interfacial energy (by a reduction in the interfacial
area) as well as the driving forces for attainment of
the equilibrium composition and volume fractions
of the various phases. These instabilities are mani-
fested as phase migration, coarsening, shape
changes and changes in the volume fraction andcomposition.Consider a plate-shaped precipitate. A perfect in-
®nite plate with ¯at faces is intrinsically stablebecause the principal radii of the ¯at faces are in®-nite. Despite the stability of plate morphology
against thickness perturbations, lamellar structureshave been observed to undergo shape and size coar-sening due to the presence of lamellar terminations
having small radii of curvature and the presence ofinternal imperfections which accelerate the coarsen-ing of lamellar structure at high temperature.Depending on the lamellar spacing and the per-
fection, coarsening can occur either by a continuousor by a discontinuous mode; both processes havebeen linked to the presence of structural defects.
The major models that have been proposed for thecoarsening of plates are given below.
1.1. Direct cylinderization
Direct cylinderization of a ®nite plate is a conse-
quence of the curvature di�erence between the plateedge and the adjacent ¯at surface. This promotesthe mass transfer from the edge to the ¯at surface
[16±18], which results in edge recession and thebuild-up of the material on the ¯at interface
Acta mater. 48 (2000) 875±889
1359-6454/00/$20.00 # 2000 Acta Metallurgica Inc. Published by Elsevier Science Ltd. All rights reserved.
PII: S1359 -6454 (99 )00378 -X
www.elsevier.com/locate/actamat
{ To whom all correspondence should be addressed.

immediately adjacent to the edge. This leads to theformation of ridges along the length of the plate.
These ridges grow due to further mass transportand then form cylinders [Fig. 1(a)]. If volume di�u-sion dominates the mass transport, large cylinders
coarsen further at the expense of small cylindersthrough Ostwald ripening. If, instead, interfacialdi�usion dominates the mass transfer, then cylin-
ders decompose into a row of spheres due to theRayleigh instability process [2, 19].
1.2. Edge spheroidization
Finite plates with large aspect ratio are suscep-tible to this type of coarsening. The capillary forcesdue to the curvature di�erence between the edge
and the ¯at interface induce mass transport fromthe edge to the interface. Such transport causesedge recession and the formation of ridges similar
to the direct cylinderization process [Fig. 1(b)].Edge recession causes the ridge to grow and alsoprovides su�cient time for the development andgrowth of the perturbations along the ridge length.
The ®nite radius of curvature of the ridge is un-stable with respect to the Rayleigh perturbationalong its length [16±18]. Edge recession enhances
the perturbation growth and ®nally the decompo-sition into a row of spheres similar to that of anisolated cylinder.
1.3. Boundary splitting
Boundary splitting is a consequence of the pre-sence of the through thickness sub-boundaries
which arise either due to recrystallization of thedeformed lamellar structure or phase transform-ation processes [18]. At high temperature, di�usion
develops a groove along the line of intersectionwith the local equilibrium, at the triple point junc-tion, of surface tension of the interphase interface
(gs) and the surface tension of sub-boundary (gb)[Figs 2(a) and (b)]. The chemical potential gradient
due to curvature at the interface promotes masstransport away from the groove, which in turn
upsets the local equilibrium. Re-establishment ofequilibrium is accomplished by continuously elimi-nating the sub-boundary, thus deepening the
groove. If the dihedral angle (2f ) at the triple pointjunction �2 cosf � gb=gs� is less than p, then bound-ary splitting occurs. For high-energy boundaries,
the splitting time is short, as mass transport toe�ect splitting is small. For those boundaries withlow energies, the driving force for splitting is so
small that cylinderization or edge spheroidizationtakes place more rapidly [16, 18, 19].
1.4. Termination migration
Coarsening by termination migration is one ofthe most important mechanisms of instabilities. Achemical potential gradient develops due to the
di�erence in the curvature at the termination andthe ¯at interface. Atoms migrate from the termin-ations to the ¯at interface, resulting in the dissol-ution of the termination tip and the thickening of
the adjacent plate [1, 14, 19±21] (Fig. 3).
1.5. Discontinuous coarsening
Discontinuous coarsening (DC) is a result of themigration of grain boundaries into an adjacentgrain [11, 22]. The initiation sites for DC can be
lamellar colony boundaries, which under the in¯u-ence of (a) capillary forces, and (b) a chemical driv-ing force arising from non-equilibrium volumefractions of various phases, migrate and leave
behind a coarser lamellar structure with anincreased interlamellar spacing (Fig. 4). The coar-sening rate increases with increasing temperature
and decreasing spacing of the lamellae.The increasing need for high temperature ma-
terials for structural applications has generated con-
siderable interest in g-based titanium aluminides[23±25]. These alloys o�er an attractive combi-
Fig. 1. Illustration of the shape instability mechanisms for a plate: (a) cylinderization process; (b) edgespheroidization, after Courtney and Malzahn Kampe [17]. The second step in both (a) and (b) corre-
sponds to Rayleigh instability.
876 SHARMA et al.: INSTABILITY MECHANISMS

nation of low density, good creep resistance, and
high temperature strength and oxidization resist-ance. The microstructure of as-cast g-based titaniumaluminides usually consists, at room temperature,of equiaxed g (L10, ordered f.c.c.) grains and lamel-
lar colonies, consisting of alternating plates of the gand a2 (DO19, ordered hexagonal) phases. However,exposure to elevated temperatures for longer times
may deteriorate the properties of these alloysbecause of microstructural changes [26]. Therefore,it is important to predict the high temperature
microstructural instabilities in two-phase a2/g lamel-lar microstructures [22, 26±29]. This microstructurecoarsens and ultimately transforms into a coarse
globular microstructure. The presence of lamellarterminations and internal boundaries aids micro-structural coarsening in these alloys. Long time
annealing of these two-phase a2/g lamellar alloys at1273 and 1373 K, showed a coarse globular micro-structure [26]. For longer annealing times, cylinderi-zation and conventional Ostwald ripening
coarsening mechanisms were observed. A smallamount of termination migration and discontinuouscoarsening has also been observed [26]. Lamellar
structures with highly planar interfaces are intrinsi-cally stable and therefore the coarsening mechanismobserved in these alloys is DC [30].
The objective of the present study was to analysethe e�ect of temperature and composition on thethermal stability of two-phase a2/g lamellar struc-
ture in g-based TiAl alloys [Ti±47Al (at.%),
Ti±47Al±140 a.p.p.m. B, Ti±47Al±0.5 at.% W±140 a.p.p.m. B], aged at 800, 1000 and 12008C for
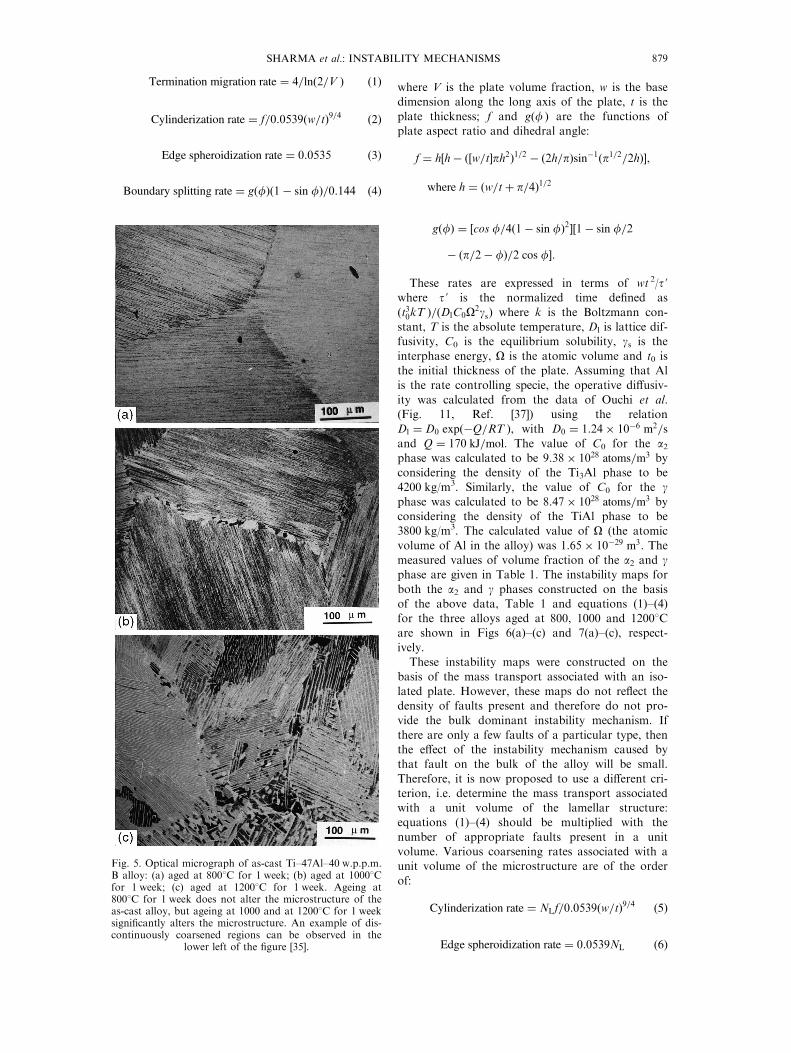
168 h. An example of the lamellar coarsening in Ti±47Al alloy aged at 12008C for 168 h is shown inFig. 5. The alloying additions of B and W were
chosen because the addition of boron had been ear-lier shown to stabilize the lamellar structure [22,27±33] and to improve the mechanical properties of
these alloys [31]. The addition of tungsten has alsobeen reported to improve the creep resistance [25]and to stabilize the lamellar structure [23]. The
dominant continuous coarsening mechanisms gov-erning the microstructural evolution of the lamellarstructure has been studied by constructing instabil-ity maps [16, 17, 26]. Additionally, the rate of dis-
continuous coarsening has also been introduced andcompared with the continuous coarsening rate. Thecalculated mass transport rate per unit volume of
the lamellar structure for various coarsening mech-anisms has also been reported and new instabilitymaps have been constructed on this basis as well.
2. RESULTS
A qualitative study of the e�ect of alloying ad-ditions and temperature on the instability of thetwo-phase TiAl/Ti3Al microstructure in three alloys
Ti±47Al (at.%), Ti±47Al±140 a.p.p.m. B, Ti±47Al±0.5 at.% W±140 a.p.p.m. B, was reported byMaziasz et al. [34] and Ramanujan et al. [35]. The
fully lamellar structure was formed by heat treating
Fig. 2. Illustration of the boundary splitting process. (a) Surface tension balance of interphase interfaceat triple point junction. (b) Plate splitting caused by the presence of internal boundaries within the
plate, after Courtney and Malzahn Kampe [17].
SHARMA et al.: INSTABILITY MECHANISMS 877

at 14008C for 1 h (followed by furnace cooling),
and the stability was studied by ageing these alloys
at 800, 1000 and 12008C for 168 h. The necessary
data required for the modelling of the thermal stab-
ility in these g-based TiAl alloys were measured and
calculated using the experimental results of Refs
[34, 35] and are given in Table 1.
The quantitative measurements of lamellar struc-
ture parameters like aspect ratio and volume frac-
tion of the TiAl and the Ti3Al phases were made in
lamellar colonies showing continuous coarsening. A
variety of instability mechanisms can be followed
when volume di�usion controls the mass transport.
As discussed by Courtney and co-workers [16, 17],
a good way of representing the dominant mechan-
ism controlling the instability of lamellae is the
plate instability diagram. The dominant mechanism
was considered to be the one having greatest mass
transport rate. Thus, the plate instability diagrams
were constructed by displaying the mechanism hav-
ing the greatest mass transport rate. The axes were
the plate aspect ratio and the cosine of the junction
dihedral angle (2 cos f ) [36]. The mass transport
rates for the various mechanisms are [16, 17]:
Fig. 3. Illustration of termination migration coarsening of lamellar microstructure.
Fig. 4. Schematic of colony boundary driven coarsening showing the coarsening of the initial micro-structure due to the growth of colony boundary into the initial lamellar structure.
878 SHARMA et al.: INSTABILITY MECHANISMS
Termination migration rate � 4=ln�2=V � �1�
Cylinderization rate � f=0:0539�w=t�9=4 �2�
Edge spheroidization rate � 0:0535 �3�
Boundary splitting rate � g�f��1ÿ sin f�=0:144 �4�
where V is the plate volume fraction, w is the basedimension along the long axis of the plate, t is the
plate thickness; f and g(f ) are the functions ofplate aspect ratio and dihedral angle:
f � h�hÿ ��w=t�ph2�1=2 ÿ �2h=p�sinÿ1�p1=2=2h��,
where h � �w=t� p=4�1=2
g�f� � �cos f=4�1ÿ sin f�2��1ÿ sin f=2
ÿ �p=2ÿ f�=2 cos f�:
These rates are expressed in terms of wt 2/t 'where t ' is the normalized time de®ned as
�t30kT �=�DlC0O2gs� where k is the Boltzmann con-
stant, T is the absolute temperature, Dl is lattice dif-fusivity, C0 is the equilibrium solubility, gs is the
interphase energy, O is the atomic volume and t0 isthe initial thickness of the plate. Assuming that Alis the rate controlling specie, the operative di�usiv-
ity was calculated from the data of Ouchi et al.(Fig. 11, Ref. [37]) using the relationDl � D0 exp�ÿQ=RT �, with D0 � 1:24� 10ÿ6 m2=sand Q � 170 kJ=mol: The value of C0 for the a2phase was calculated to be 9:38� 1028 atoms=m3 byconsidering the density of the Ti3Al phase to be4200 kg/m3. Similarly, the value of C0 for the gphase was calculated to be 8:47� 1028 atoms=m3 byconsidering the density of the TiAl phase to be3800 kg/m3. The calculated value of O (the atomic
volume of Al in the alloy) was 1:65� 10ÿ29 m3: Themeasured values of volume fraction of the a2 and gphase are given in Table 1. The instability maps for
both the a2 and g phases constructed on the basisof the above data, Table 1 and equations (1)±(4)for the three alloys aged at 800, 1000 and 12008Care shown in Figs 6(a)±(c) and 7(a)±(c), respect-
ively.These instability maps were constructed on the
basis of the mass transport associated with an iso-
lated plate. However, these maps do not re¯ect thedensity of faults present and therefore do not pro-vide the bulk dominant instability mechanism. If
there are only a few faults of a particular type, thenthe e�ect of the instability mechanism caused bythat fault on the bulk of the alloy will be small.
Therefore, it is now proposed to use a di�erent cri-terion, i.e. determine the mass transport associatedwith a unit volume of the lamellar structure:equations (1)±(4) should be multiplied with the
number of appropriate faults present in a unitvolume. Various coarsening rates associated with aunit volume of the microstructure are of the order
of:
Cylinderization rate � NLf=0:0539�w=t�9=4 �5�
Edge spheroidization rate � 0:0539NL �6�
Fig. 5. Optical micrograph of as-cast Ti±47Al±40 w.p.p.m.B alloy: (a) aged at 8008C for 1 week; (b) aged at 10008Cfor 1 week; (c) aged at 12008C for 1 week. Ageing at8008C for 1 week does not alter the microstructure of theas-cast alloy, but ageing at 1000 and at 12008C for 1 weeksigni®cantly alters the microstructure. An example of dis-continuously coarsened regions can be observed in the
lower left of the ®gure [35].
SHARMA et al.: INSTABILITY MECHANISMS 879

Termination migration rate � 4NT=ln�2=V � �7�
Boundary splitting rate
� Nsg�f��1ÿ sin f�=0:144 �8�
where NL is the number of lamellae, NT is the num-
ber of lamellar terminations; Ns is the number ofsub-boundaries present in the lamellar structure, allper unit volume. The number of lamellae in a unitvolume NL was measured using the line intercept
method. According to Fig. 5(a), Ref [35], the valuesof NL for the a2 and g phase in Ti±47Al alloy weremeasured to be 3:96� 106=m3 and 8:4� 106=m3, re-
spectively. Similarly, the values of NL for Ti±47Al±B and Ti±47Al±B±W, measured using the TEMand optical micrographs of Refs [34, 35], were
found to be 1:52� 106=m3 for a2 and 5:94� 106=m3
for g phase and 1:75� 106=m3 for a2 and 4:5�106=m3 for g phase, respectively. Since every lamel-
lae has two terminations, NT is twice NL. The prob-ability of ®nding a sub-boundary in a lamellae,according to Fig. 6(g) of Ref. [35], is approximately2% at every 100 mm length of the lamellae, i.e.
there are two sub-boundaries present for every100 mm length of lamellae. The initial length of thelamellae according to Table 1 was 700 mm, implying
that there are 14 sub-boundaries present in eachlamellae. Therefore, the total number of sub-bound-aries in a unit volume is taken to be 14 times the
number of lamellae in a unit volume. Thus, the cal-culated values of Ns were 5:5� 107=m3, 2:1�107=m3 and 2:4� 107=m3 for Ti±47Al, Ti±47Al±Band Ti±47Al±B±W, respectively.
Continuous coarsening occurs more rapidly ingrains in which the initial lamellar structure isimperfect whereas discontinuous coarsening can
occur through grain boundary migration even intograins, which have a nearly perfect lamellar struc-ture. The initial grain boundary velocity is given by
[11, 22]
vDc � 4CbDbdbmP=V2aV
2g �Cg ÿ Ca�p22RT �9�
where Db and Cb are the grain boundary di�usivityand equilibrium grain boundary concentration in
the absence of curvature, respectively, db is thegrain boundary thickness, m is the molar volume, Pthe interfacial energy component of driving force
for the reaction [22]
P � 2sag�pÿ11 ÿ pÿ12 � �10�
where p1 and p2 are the initial and ®nal interlamel-lar spacing, Va and Vg are the volume fractions
before coarsening of the rate controlling species inthe a and g phases, respectively, R is the gas con-stant and T is the temperature. Assume that sag forthe low energy f111gg==f0001ga, h110ig==h1120iainterface is 1� 10ÿ2 J=m2: Assume also that the ratecontrolling specie for di�usion is Al, db is 5�10ÿ10 m and the grain boundary concentration is
the same as the bulk alloy concentration (i.e. Cb is0.47). According to Smallman [38], the grainboundary di�usion coe�cient is the same as the lat-
tice di�usion coe�cient and the activation energyfor grain boundary di�usion is half the value of lat-tice di�usion. Thus, Db � D0 exp�ÿQb=RT �, whereD0 is 1:5� 10ÿ8 m2=s and Qb is 0:9� 105 J=mol: Ca
and Cg are the concentrations of the rate control-ling specie (aluminium) in a and g phases, respect-ively. The values from the phase diagram at 800,
1000 and 12008C of Ca are 0.365, 0.382 and 0.42,respectively, and those of Cg are 0.485, 0.486 and0.49, respectively. The molar volume of Al is 9:99�10ÿ6 m3: The initial p1 (equal to the initial platethickness after heat treatment at 14008C) and ®nalp2 (equal to the plate thickness after ageing) values
of interlamellar spacing for the three alloys atdi�erent ageing temperature are given in Table 1.The continuous coarsening within an imperfectgrain causes a slowing down or eventually a halt, of
the grain boundary migration into the grain. As aresult grain boundary migration into an imperfectgrain was limited but a substantial amount of dis-
continuous coarsening can be observed in colonieswith perfect lamellae. The grain boundary mi-
Table 1. Data of volume fraction �Va, Vg), interlamellar spacing, thickness (t ) and length (w ) of the a2 and g phases in the three alloysafter ageing at 800, 1000 and 12008C
Alloy Temp. (8C) Va Vg Ref. Interlamellar spacing (nm) Ref. w (mm) t (mm) Ref.
Ti±47Al Heat treateda 0.30 0.70 Fig. 5(a) [35] 520 Table 1 [34] 700 0.06 Fig. 5(a) [35]800 0.32 0.68 U.M.b 530 U.M. 700 0.18 U.M.1000 0.33 0.67 Fig. 7(a) [35] 1500 Table 1 [34] 700 0.62 Fig. 7(a) [35]1200 0.34 0.66 Fig. 2(g) [35] 4760 U.M. 140 10.0 Fig. 2(g) [35]
Ti±47Al±B Heat treateda 0.28 0.72 Fig. 2(a) [34] 500 Table 1 [34] 700 0.07 Fig. 2(a) [35]800 0.28 0.72 Fig. 4(a) [35] 500 Table 1 [34] 700 0.12 Fig. 4(a) [35]1000 0.30 0.70 Fig. 4(b) [35] 1420 Table 1 [34] 700 0.32 Fig. 4(b) [35]1200 0.32 0.68 Fig. 3(d) [35] 3000 Table 1 [34] 90 1.3 Fig. 3(d) [35]
Ti±47Al±B±W Heat treateda 0.28 0.72 Fig. 5(c) [35] 560 Table 1 [34] 700 0.09 Fig. 5(c) [35]800 0.28 0.72 U.M. 560 U.M. 700 0.09 U.M.1000 0.29 0.71 Fig. 7(b) [35] 600 Table 1 [34] 700 0.13 Fig. 7(b) [35]1200 0.31 0.69 Fig. 4(d) [35] 3500 U.M. 46.0 3.75 Fig. 4(d) [35]
a Heat treatedÐ14008C for 1 h by furnace cooling.b U.M.Ðunpublished micrographs.
880 SHARMA et al.: INSTABILITY MECHANISMS

Fig. 6. Instability maps for the a2 phase showing that termination migration was the dominant mechan-ism until the aspect ratio reduces to: (a) 3.59, 3.55 and 3.45 for Ti±47Al; (b) 3.80, 3.75 and 3.60 for Ti±47Al±B; (c) 3.80, 3.80 and 3.75 for Ti±47Al±B±W, at 800, 1000 and 12008C, respectively, below which
cylinderization becomes the dominant mechanism.
SHARMA et al.: INSTABILITY MECHANISMS 881

Fig. 7. Instability maps for the g phase showing that termination migration was the dominant mechan-ism until the aspect ratio reduces to: (a) 2.10, 2.10 and 2.15 for Ti±47Al; (b) to 2.0, 2.0 and 2.08 forTi±47Al±B; (c) 1.99, 1.99 and 2.05 for Ti±47Al±B±W, at 800, 1000 and 12008C, respectively, below
which cylinderization becomes the dominant mechanism.
882 SHARMA et al.: INSTABILITY MECHANISMS
gration for the three alloys at di�erent temperaturecalculated from equations (9) and (10) is given in
Table 2.The initial grain boundary velocities (vDc) have
been found to increase sharply with an increase intemperature. With decreasing temperature, as the
di�usion along the grain boundary became domi-nant, coarsening by boundary migration wasexpected to be more prominent than coarsening by
fault migration. The rate of mass transport by dis-continuous coarsening per unit volume can be esti-mated by considering the total migrating grain
boundary area in a unit volume and migration vel-ocity. If we consider that the probability of mi-gration of a given grain boundary in a unit volumeis Pb then the discontinuous coarsening rate is given
by
Discontinuous coarsening rate � PbAVDc �11�
where A is the migrating grain boundary area in aunit volume. For simplicity, if the grains wereassumed to be spherical and the initial colony size
for the three alloys at 800, 1000 and 12008C was700 mm (Table 1), then the grain boundary area in aunit volume can be calculated to be 4487.9 m2.Assume Pb equal to 1%, i.e. only one grain bound-
ary out of 100 was migrating. The initial rate ofmass transport associated with unit volume forcoarsening mechanisms at di�erent ageing tempera-
ture using equations (5)±(8) and (11) are given inTables 3 and 4. The discontinuous coarsening ratefor B and B�W modi®ed alloys was less compared
with binary alloy showing that the binary alloy was
more susceptible to discontinuous coarsening. Thiswas because the addition of alloying elements, i.e. B
and W, results in a reduction in the interfacialenergy component of the driving force for the reac-tion (P ) due to smaller values of p2 in the ®nal
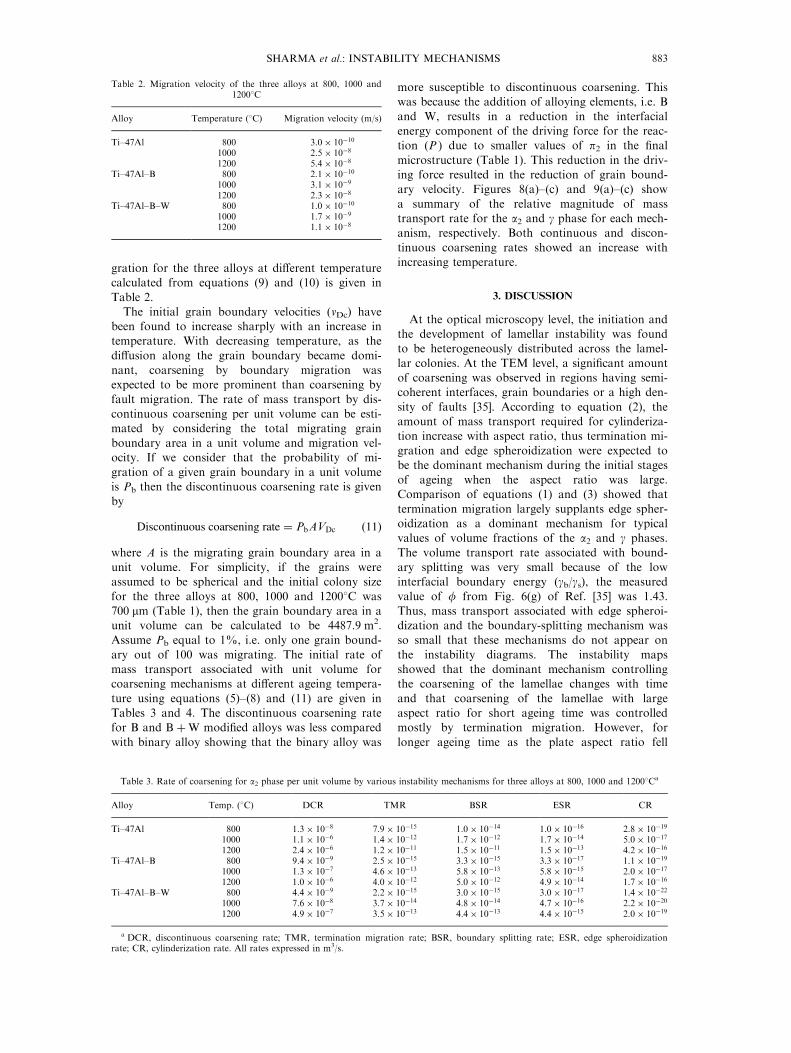
microstructure (Table 1). This reduction in the driv-ing force resulted in the reduction of grain bound-ary velocity. Figures 8(a)±(c) and 9(a)±(c) show
a summary of the relative magnitude of masstransport rate for the a2 and g phase for each mech-anism, respectively. Both continuous and discon-
tinuous coarsening rates showed an increase withincreasing temperature.
3. DISCUSSION
At the optical microscopy level, the initiation andthe development of lamellar instability was foundto be heterogeneously distributed across the lamel-
lar colonies. At the TEM level, a signi®cant amountof coarsening was observed in regions having semi-coherent interfaces, grain boundaries or a high den-
sity of faults [35]. According to equation (2), theamount of mass transport required for cylinderiza-tion increase with aspect ratio, thus termination mi-
gration and edge spheroidization were expected tobe the dominant mechanism during the initial stagesof ageing when the aspect ratio was large.Comparison of equations (1) and (3) showed that
termination migration largely supplants edge spher-oidization as a dominant mechanism for typicalvalues of volume fractions of the a2 and g phases.
The volume transport rate associated with bound-ary splitting was very small because of the lowinterfacial boundary energy (gb/gs), the measured
value of f from Fig. 6(g) of Ref. [35] was 1.43.Thus, mass transport associated with edge spheroi-dization and the boundary-splitting mechanism wasso small that these mechanisms do not appear on
the instability diagrams. The instability mapsshowed that the dominant mechanism controllingthe coarsening of the lamellae changes with time
and that coarsening of the lamellae with largeaspect ratio for short ageing time was controlledmostly by termination migration. However, for
longer ageing time as the plate aspect ratio fell
Table 2. Migration velocity of the three alloys at 800, 1000 and12008C
Alloy Temperature (8C) Migration velocity (m/s)
Ti±47Al 800 3:0� 10ÿ101000 2:5� 10ÿ81200 5:4� 10ÿ8
Ti±47Al±B 800 2:1� 10ÿ101000 3:1� 10ÿ91200 2:3� 10ÿ8
Ti±47Al±B±W 800 1:0� 10ÿ101000 1:7� 10ÿ91200 1:1� 10ÿ8
Table 3. Rate of coarsening for a2 phase per unit volume by various instability mechanisms for three alloys at 800, 1000 and 12008Ca
Alloy Temp. (8C) DCR TMR BSR ESR CR
Ti±47Al 800 1:3� 10ÿ8 7:9� 10ÿ15 1:0� 10ÿ14 1:0� 10ÿ16 2:8� 10ÿ191000 1:1� 10ÿ6 1:4� 10ÿ12 1:7� 10ÿ12 1:7� 10ÿ14 5:0� 10ÿ171200 2:4� 10ÿ6 1:2� 10ÿ11 1:5� 10ÿ11 1:5� 10ÿ13 4:2� 10ÿ16
Ti±47Al±B 800 9:4� 10ÿ9 2:5� 10ÿ15 3:3� 10ÿ15 3:3� 10ÿ17 1:1� 10ÿ191000 1:3� 10ÿ7 4:6� 10ÿ13 5:8� 10ÿ13 5:8� 10ÿ15 2:0� 10ÿ171200 1:0� 10ÿ6 4:0� 10ÿ12 5:0� 10ÿ12 4:9� 10ÿ14 1:7� 10ÿ16
Ti±47Al±B±W 800 4:4� 10ÿ9 2:2� 10ÿ15 3:0� 10ÿ15 3:0� 10ÿ17 1:4� 10ÿ221000 7:6� 10ÿ8 3:7� 10ÿ14 4:8� 10ÿ14 4:7� 10ÿ16 2:2� 10ÿ201200 4:9� 10ÿ7 3:5� 10ÿ13 4:4� 10ÿ13 4:4� 10ÿ15 2:0� 10ÿ19
a DCR, discontinuous coarsening rate; TMR, termination migration rate; BSR, boundary splitting rate; ESR, edge spheroidizationrate; CR, cylinderization rate. All rates expressed in m3/s.
SHARMA et al.: INSTABILITY MECHANISMS 883

below a critical value, the rate of mass transfer by
cylinderization became equal and ®nally surpassedthat by termination migration. In the case of thebinary alloy for the a2 phase, termination migration
was the dominant mechanism until the aspect ratioreduced to a value of 3.59 at 8008C, 3.55 at 10008Cand 3.45 at 12008C below which cylinderizationbecame the dominant mechanism. However, in thecase of g phase for binary alloy, the onset of cylin-
derization takes place at an aspect ratio of 2.08 at8008C, 2.10 at 10008C and 2.15 at 12008C.Comparing the behaviour of both the phases
showed that with the increase in temperature theonset of cylinderization takes place at a smaller
aspect ratio for the a2 phase and at a higher aspectratio for the g phase. This di�erence in behaviourof these two phases was due to increase in volume
fraction of the a2 phase and decrease in volumefraction of the g phase with increase in temperature
(Table 1). A similar behaviour has been observedfor the Ti±47Al±B and Ti±47Al±B±W alloys. Theinstability maps constructed by Bartholomeusz and
Wert [26] for Ti±Al alloy also showed that theinstability mechanism was ®rst controlled by ter-
mination migration until the aspect ratio falls to acritical value of three below which cylinderizationbecame the dominant instability mechanism.
The rates of mass transport associated with aunit volume of lamellar structure for the a2 and gphase against temperature are shown in Figs 8(a)±(c) and 9(a)±(c), respectively. These plots show thatthe three alloys exhibit similar behaviour except
that the rate of coarsening of various mechanismsfor the B and B�W modi®ed alloys are less than
the binary alloy. These plots also show that the rateof continuous and discontinuous coarseningincreases with the increase in temperature. The rate
of discontinuous coarsening was very high (106
times higher than the nearest competing mechan-ism) because of the high grain boundary migration
velocity. Termination migration and boundarysplitting were found to take place at similar rates.
The mass transport rate associated with boundarysplitting was small compared with termination mi-gration but the presence of a high density of sub-
boundaries makes the two mechanisms comparable.
The rate of edge spheroidization was small becausethe volume of mass transport associated with edge
spheroidization remains constant with time andtherefore the rate depends only on the density ofthe lamellae present in a unit volume. The direct
cylinderization rate was found to be negligible ascompared with other continuous coarsening mech-anisms because the initial aspect ratios of the lamel-
lae were very large. This model therefore predictsthat initially the rates of edge spheroidization andtermination migration were high and that these
mechanisms dominate until conditions promotecylinderization, i.e. aspect ratio fell to some criticalvalue as discussed earlier. The high rate of bound-ary splitting results in the breaking of the lamellae
and thus the presence of sub-boundaries mayreduce the time for the onset of cylinderization.
4. EFFECT OF ANISOTROPY OF INTERFACIALENERGY (ss )
The e�ect of anisotropy of interfacial energy (s )on the microstructural stability will be discussed. Aplate-shaped morphology is usually obtained in the
case of phase transformations between the f.c.c. andh.c.p. crystal structures. In the present case also,the transformation of the h.c.p. a phase to thef.c.c.-based g phase leads to plates of g within the amatrix. The reason for this morphology is that theledge mechanism of growth operates in di�usionalf.c.c.:h.c.p. transformations [39]. In f.c.c.:h.c.p.
transformations, these ledges are equivalent toShockley partials and since these partials form andmigrate on (0001) planes of a, the growth of g is
equivalent to the successive migration of Shockleypartials on alternate (0001) planes of a. This growthmechanism automatically leads to both the
observed orientation relationships ��0001�a==f111gg,h1120ia==h110ig� and to plate formation parallel tothe (0001) planes of the a phase. The platemorphology is therefore the result of the growth
mechanism rather than the outcome of a large ani-sotropy of s.The anisotropy of s has been determined exper-
imentally in the analogous f.c.c.:h.c.p. transform-ation in Al±Ag, where concurrent size and shape
Table 4. Rate of coarsening for g phase per unit volume by various instability mechanisms for three alloys at 800, 1000 and 12008Ca
Alloy Temp. (8C) DCR TMR BSR ESR CR
Ti±47Al 800 1:3� 10ÿ8 2:7� 10ÿ14 1:9� 10ÿ14 1:9� 10ÿ16 5:5� 10ÿ191000 1:1� 10ÿ6 4:6� 10ÿ13 3:4� 10ÿ13 3:4� 10ÿ15 9:6� 10ÿ181200 2:4� 10ÿ6 3:8� 10ÿ12 2:9� 10ÿ12 2:8� 10ÿ14 8:1� 10ÿ17
Ti±47Al±B 800 9:4� 10ÿ9 1:7� 10ÿ14 1:1� 10ÿ14 1:1� 10ÿ16 4:0� 10ÿ191000 1:3� 10ÿ7 2:9� 10ÿ13 2:0� 10ÿ13 2:0� 10ÿ15 7:0� 10ÿ181200 1:0� 10ÿ6 2:4� 10ÿ12 1:7� 10ÿ12 1:7� 10ÿ14 5:9� 10ÿ17
Ti±47Al±B±W 800 4:4� 10ÿ9 1:0� 10ÿ14 7:0� 10ÿ15 6:9� 10ÿ17 3:2� 10ÿ21
1000 7:6� 10ÿ8 1:6� 10ÿ13 1:1� 10ÿ13 1:1� 10ÿ16 5:1� 10ÿ201200 4:9� 10ÿ7 1:4� 10ÿ12 1:0� 10ÿ12 1:0� 10ÿ14 4:8� 10ÿ19
a DCR, discontinuous coarsening rate; TMR, termination migration rate; BSR, boundary splitting rate; ESR, edge spheroidizationrate; CR, cylinderization rate. All rates expressed in m3/s.
884 SHARMA et al.: INSTABILITY MECHANISMS
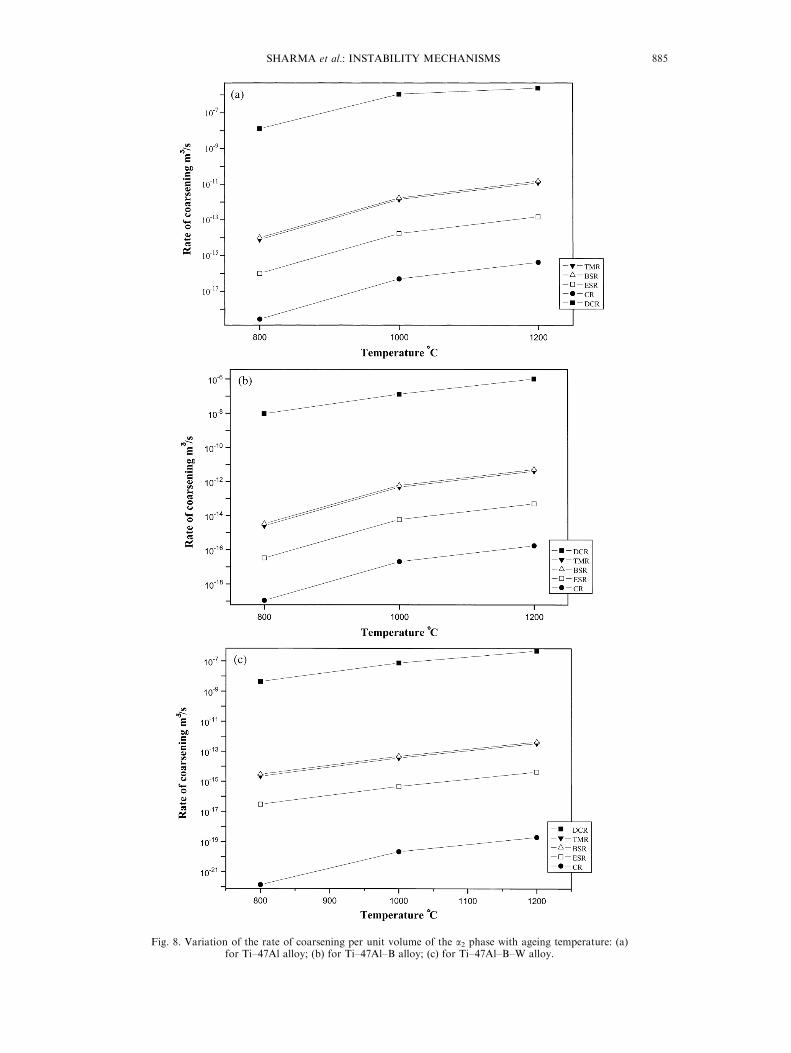
Fig. 8. Variation of the rate of coarsening per unit volume of the a2 phase with ageing temperature: (a)for Ti±47Al alloy; (b) for Ti±47Al±B alloy; (c) for Ti±47Al±B±W alloy.
SHARMA et al.: INSTABILITY MECHANISMS 885

Fig. 9. Variation of the rate of coarsening per unit volume of the g phase with ageing temperature: (a)for Ti±47Al alloy; (b) for Ti±47Al±B alloy; (c) for Ti±47Al±B±W alloy.
886 SHARMA et al.: INSTABILITY MECHANISMS

coarsening of h.c.p. plates in a f.c.c. matrix yielded
an equilibrium aspect ratio of 111 [40], while the
aspect ratio predicted from theory was 7.8 [41]. In
the present case as well, the equilibrium shape
attained after long ageing times is equiaxed, there-
fore it can be concluded that the anisotropy of s is
relatively small.
In the case of rod-shaped precipitates, a cusp in sas a function of orientation may result in facets
that prevent the interface from deviating from the
facet plane [2]. Thus faceted rods are not susceptible
to the growth of sinusoidal perturbations which can
lead to perturbations. On the other hand, two-
dimensional coarsening of faceted and non-faceted
rods is similar. In faceted eutectics, the migration of
faults is similar to the isotropic case. In the case of
rod Al3Ni±Al eutectic, cusps in the plot of inter-
facial energy vs orientation may help in enhancing
the stability [7]. For plate geometries, Doherty [42,
43] has pointed out that no good analysis of shape
stability in the presence of high anisotropy of sexists. No quantitative analysis has been made so
far for the stability of an interface at cusp orien-
tations. Because of anisotropy, some types of shape
perturbations of a faceted plane would increase not
only the interfacial area but a perturbation at a
cusp can also require a rotation of the interface
away from the cusp and thereby increase s. Thus a
torque term could act to stabilize the
�0001�a==f111gg interface against rotation. It has
been shown [44] that such torques are negligible at
triple junctions where the interfaces meeting at the
junction are planar. Torques are also negligible in
the equilibration of grain boundary±surface inter-
section.
Broadly, anisotropy would stabilize low energy
interfaces against some types of perturbations that
involve creation of surfaces with higher s [45]. For
interfaces that lie in a cusp orientation, a variation
of s will not a�ect the movement of interfacial el-
ements if there is equilibrium at the interface and
thus long-range di�usion must determine the nor-
mal velocity of each element [46]. Thus the only
type of planar interface which can be stable when
normal to a strong gradient is one whose orien-
tation lies in a cusp in the s plot. In this case the
precipitate will have planar sides and still grow at a
rate determined by solute di�usion. Interfacial
mobility, i.e. transfer of atoms across the interfaces
can increase the stability and in TiAl-based alloys,
recent results have shown that ledge migration
plays an important role in creep [47]. From the
above, it is clear that the e�ect of anisotropy of swould depend on which mechanism of instability is
operating:
(a) The case of thermal grooving at a free sur-
face where the various orientations present are
on smoothly rounded portions of the equilibrium
form was considered and numerical solutions
were obtained in a few specialized cases [48].
The di�erence in interfacial energy and sub-
boundary energy has been taken into account in
the present case in the boundary splitting model.
(b) In the case of macroscopic holes and ®ssures,
numerical methods have been used to calculate
the shape change of a hole in a plate under ani-
sotropic s conditions. Such a defect mechanism
is operative in some steels where the expansion
of holes was anisotropic and growth took placein either the [010] or [210] directions of cementite
[14, 18].
(c) In the case of discontinuous coarsening [11]
the orientation of the secondary lamellae re¯ects
the competing crystallographic planes and to be
nearly normal to the advancing boundary as
possible. Discontinuous coarsening of a Ti±44Al
alloy showed that secondary lamellae were of
three types [49]:
Type 1: habit plane, lamellar direction and
orientation relationship same to primary
lamellae.
Type 2: irregular habit plane, di�erent lamel-
lar direction and same orientation relation-
ship as primary lamellae.
Type 3: same habit plane, di�erent lamellar
direction and di�erent orientation relation-
ship to primary lamellae.
In Type 2 lamellae, another irregular interface
besides the usual �0001�a==f111gg interface is
observed and the interfacial energy of that interface
was about twice that of the �0001�a==f111gg inter-
face.
In summary, the anisotropy of s is likely to be
small in the present case and the two most domi-
nant mechanisms of instability are relatively unaf-
fected by this anisotropy. Recent experimental work
[30] has not shown anisotropy of s as a major sta-
bilizing factor. In the boundary-splitting model, the
anisotropy of s is explicitly considered by measur-
ing the junction dihedral angle and the ratio of gb/gs was only 1.43. Discontinuous coarsening has ex-
perimentally shown that Type 2 and Type 3 lamel-lae readily form with irregular habit plane, di�erent
lamellar direction and di�erent orientation relation-
ship compared with the primary lamellae. This
implies that the anisotropy of s is low enough for
interfaces other than the �0001�a==f111gg interface
to be stable. In the termination migration model
the habit plane is unchanged since the plate recedes
from the edges. Further all fault-based instability
mechanisms imply the presence of faults which
usually possess high-energy interfaces. The absence
of any experimental data in the literature on the
anisotropy of s as a function of orientation in this
system prevents any meaningful quantitative assess-
ment. Detailed theoretical analysis in the absence ofany experimental values as a function of alloy com-
position and temperature will have very limited
SHARMA et al.: INSTABILITY MECHANISMS 887

value. The mechanisms that are likely to be a�ectedby anisotropy are cylinderization and edge spheroi-
dization that will be slowed down by the aniso-tropy. Edge spheroidization has been shown to bean insigni®cant mechanism. The slowing down of
cylinderization could lead to an extension of therange of dominance of termination migration overcylinderization, thus termination migration would
be dominant up to lower aspect ratios.Since these alloys can be exposed to both elev-
ated temperature and stresses, the e�ect of stress on
the stability of lamellar structure is also very im-portant. The lamellar stability depends on theextent of stress applied and its direction which var-ies from grain to grain [20]. If the lamellar inter-
faces are parallel to the stress axis thenhomogeneous deformation is likely to occur but ifthe interfaces become normal to the applied stress
then extensive kinking occurs. Since kinking is dueto heterogeneous deformation, it can destroy theorientation relationship of the interfaces thereby
raising the interfacial energy. This can cause amajor acceleration of the coarsening process.Kinking can also result in the breaking of the
lamellae, increasing the number of lamellae andthereby promoting the continuous coarsening oflamellae. An analysis of the e�ect of stress on thestability of the microstructure is underway.
The analysis presented here can be extended toother alloy systems with a lamellar structure pro-vided experimental data such as those compiled in
Table 1 are available. Both individual plate andbulk (per unit volume) instabilities can be analysedas a function of initial microstructure, temperature
and alloy composition.
5. CONCLUSIONS
The results of an analysis of the mechanisms of
microstructural instability at 800, 1000 and 12008Cin lamellar Ti±47Al, Ti±47Al±B and Ti±47Al±W±Balloys are:
1. The mechanisms of instability, which were con-sidered, are: direct cylinderization, edge spheroi-dization, termination migration, boundarysplitting and discontinuous coarsening.
2. The lamellar stability deteriorated on exposure toelevated temperature. The instability maps for anisolated plate show that, for all three alloys and
at the various ageing temperatures, terminationmigration was the dominant mechanism for thecoarsening of lamellae until a critical aspect ratio
below which the cylinderization mechanismdominated. This critical aspect ratio varies withtemperature and composition.
3. The rate of mass transport associated with a unitvolume of the lamellar structure for various con-tinuous coarsening mechanisms depend on thedensity of faults present in the lamellar structure.
Thus, the increase in the number of faultsincreases the coarsening rate of the lamellar
structure.4. For all three alloys and ageing temperatures,
among the continuous coarsening processes
associated with a unit volume, terminationmigration was again the dominant process.Although the volume of mass transport associ-
ated with boundary splitting was small, thismechanism was found to be comparable with ter-mination migration because of the high density
of sub-boundaries present in a unit volume ofthe lamellar structure. The rate of edge spheroi-dization was found to be very small and the rateof direct cylinderization in the initial stages of
ageing was negligible due to the initially largeaspect ratio of the lamellae in the microstructure.
5. The rate of mass transport associated with a unit
volume of the lamellar structure for discontinu-ous coarsening depended on the grain boundarymigration velocity. The rate of discontinuous
coarsening was found to be much higher thancontinuous coarsening mechanisms because ofthe high grain boundary migration velocity. This
velocity was higher for the binary alloy as com-pared with the B and B�W modi®ed alloysbecause the addition of these elements resulted inthe reduction in the driving force for discontinu-
ous coarsening, through a change in the interlamellar spacing.
6. This methodology provides a framework for
studies of thermal instabilities in lamellar micro-structures found in other alloy systems.
AcknowledgementsÐThe authors would like to thank DrS. Banerjee, Head, Materials Science Division andAssociate Director, Materials Group and Dr C. K. Gupta,Director, Materials Group, for their encouragement.
REFERENCES
1. Graham, L. D. and Kraft, R. W., Trans. metall. Soc.A.I.M.E., 1966, 236, 94.
2. Cline, H. E., Acta metall., 1971, 19, 481.3. Cline, H. E., Trans. metall. Soc. A.I.M.E., 1967, 239,
1906.4. Cline, H. E., Trans. metall. Soc. A.I.M.E., 1969, 245,
2205.5. Carpay, F., Acta metall., 1970, 18, 747.6. Nakagawa, Y. G. and Weatherly, G. C., Metall.
Trans., 1972, 3, 3223.7. Nakagawa, Y. G. and Weatherly, G. C., Acta metall.,
1972, 20, 345.8. Cahn, J. W., Acta metall., 1959, 7, 18.9. Solarzano, I. G. and Purdy, G. R., Metall. Trans.,
1984, 15A, 1055.10. Aaronson, H. I. and Liu, C. T., Scripta metall., 1968,
2, 1.11. Livingston, J. D. and Cahn, J. W., Acta metall.
mater., 1974, 22, 495.12. Williams, D. B. and Edington, J. W., Acta metall.,
1978, 24, 121.
888 SHARMA et al.: INSTABILITY MECHANISMS

13. Wang, Y. and Khachaturyan, A. G., Acta metall.mater., 1995, 43, 1837.
14. Tian, Y. L. and Kraft, R. W., Metall. Trans. A, 1987,18, 1403.
15. Tian, Y. L. and Kraft, R. W., Metall. Trans. A, 1987,18, 1359.
16. Malzahn Kampe, J. C., Courtney, T. H. and Leng,Y., Acta metall. mater., 1989, 37, 1735.
17. Courtney, T. H. and Malzahn Kampe, J. C., Actametall. mater., 1989, 37, 1747.
18. Werner, E., Z. Metallk., 1990, 81, 790.19. Rayleigh, L., Lond. Math. Soc. Proc., 1879, 10, 4.20. Lin, L. Y., Courtney, T. H. and Ralls, K. M., Acta
metall. mater., 1977, 25, 99.21. Lin, L. Y. and Courtney, T. H., Metall. Trans., 1974,
5, 513.22. Ramanujan, R. V., Acta metall. mater., 1994, 42,
2775.23. Kim, Y. W., J. Metals, 1994, 46, 30.24. Yamaguchi, M. and Inui, H., in Structural
Intermetallics, ed. R. Darolia, J. Lewandowski, C. T.Liu, P. Martin, D. Miracle and M. Nathal. TMS,Warrendale, PA, 1993, p. 127.
25. Huang, S. C., in Structural Intermetallics, ed. R.Darolia, J. Lewandowski, C. T. Liu, P. Martin, D.Miracle and M. Nathal. TMS, Warrendale, PA, 1993,p. 299.
26. Bartholomeusz, M. F. and Wert, J. A., Metall. Mater.Trans. A, 1994, 25, 2161.
27. Shong, D. S. and Kim, Y. W., Scripta metall., 1989,23, 257.
28. Appel, F. and Wagner, R., Mater. Sci. Engng R,1998, 22, 187.
29. Kardashova, S., Lozovoi, A. Y. and Razumovskii,I. M., Acta metall. mater., 1994, 42, 3341.
30. Jung, J. Y. and Park, J. K., Acta mater., 1998, 46,4123.
31. Kampe, S. L., Sadler, P., Christodoulou, L. and
Larsen, D. E., Metall. Mater. Trans., 1994, 25A,2182.
32. Nakano, T. and Umakoshi, Y., Intermetallics, 1994,2, 185.
33. Ramanujan, R. V., Acta metall., 1994, 42, 2313.34. Maziasz, P. J., Ramanujan, R. V., Liu, C. T. and
Wright, J. L., Intermetallics, 1997, 5, 83.35. Ramanujan, R. V., Maziasz, P. J. and Liu, C. T.,
Acta mater., 1996, 44, 2611.36. Courtney, T. H., Proceedings of the 12th Risù
International Symposium on Material Science, Vol. 17,1991.
37. Ouchi, K., Iijima, Y. and Hirano, K., in Titanium '80,Science and Technology. TMS-AIME, 1980, p. 559.
38. Smallman, R. E., Modern Physical Metallurgy, 4thedn. Butterworth, London, 1985.
39. Aaronson, H. I., Metall. Trans., 1993, 24A, 241.40. Aikin, R. M. and Plichta, M. R., Acta metall. mater.,
1990, 38, 77.41. Aaronson, H. I., Clarke, J. B. and Laird, C., Metal
Sci. J., 1968, 2, 155.42. Doherty, R. D., Metals Sci., 1982, 16, 1.43. Doherty, R. D., in Physical Metallurgy, 4th edn, ed.
R. W. Cahn and P. Haasen. Elsevier, Amsterdam,1996.
44. Murr, L. E., Interfacial Phenomena in Metals andAlloys. Addison-Wesley, Reading, MA, 1975.
45. McLean, M., Directionally Solidi®ed Materials forHigh Temperature Service. Metals Society, London,1983.
46. Shewmon, P. G., Trans. metall. Soc. A.I.M.E., 1965,233, 736.
47. Wang, J. N. and Nieh, T. G., Acta mater., 1998, 46,1887.
48. Mullins, W. W., Metall. Mater. Trans., 1995, 26A,1917.
49. Mitao, S. and Bendersky, L., Acta mater., 1997, 45,4475.
SHARMA et al.: INSTABILITY MECHANISMS 889