Rate-Distortion and Rate-Energy-Distortion Evaluations of ...
Upload
andreas-jaegerCategory
view
216download
4
____________________ * Corresponding author: Institute of Forming Technology and Lightweight Construction, Baroper Str. 301, Dortmund, D-44227, Germany, phone: ++49 231 7556923, fax: ++49 231 7552489, e-mail: [email protected]
INFLUENCE OF COOLING RATE ON DISTORTION AND MICROSTRUCTURE IN EXTRUSION OF Al-Mg-Si ALLOYS
Andreas Jäger1*, Markus Heilmann1, Wojciech Z. Misiolek2, Marco Schikorra1, A. Erman Tekkaya1
1Institute of Forming Technology and Lightweight Construction, Technische
Universität Dortmund, Baroper Str. 301, Dortmund, D-44227, Germany 2Institute for Metal Forming, Lehigh University, 5 E. Packer Ave, Bethlehem,
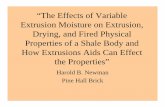
PA 18015, USA ABSTRACT: The technology of the curved profile extrusion (CPE) offers a potential for manufacturing of three dimensional curved profiles in one process by using a conventional die in combination with a generalized moveable guiding tool. To utilize the full potential of the CPE process for the production of lightweight construction components, particularly in regarding to the required mechanical properties and therefore the microstructure development, an embedded controlled quench system is necessary. A forced air quench system was designed, built and tested on extrusion of thin wall aluminum tubes. Homogeneous as well as partial quenching strategies were carried out in interaction with the CPE process. Manufacturing of straight profiles in a narrow range of tolerance is possible and unproblematic. In case of reproducible shape distortion thermally caused distortion can be compensated by deflection using the proposed CPE strategy. The cooling efficiency of the forced air quenching system was investigated by analyzing the microstructure and the mechanical properties of quenched profiles in different quenching and temper conditions. Using the process heat of extrusion for solution heating the formation of peripheral coarse grains in the alloy EN AW-6082 can be nearly eliminated at low ram speed. After aging, hardness and tensile strength were measured. Mechanical properties up to T4 and T6 temper conditions could be achieved by air quenching and aging. KEYWORDS: aluminum extrusion, forced air quenching, shape distortion 1 INTRODUCTION The technology of the curved profile extrusion (CPE) provides great capabilities for the manufacturing of three dimensional curved profiles in one process. To take the full advantage of producing three-dimensional curved profiles by CPE an embedded quench system has been developed at the Institute of Forming Technology and Lightweight Construction at TU Dortmund University. It uses a conventional die in combination with a moveable guiding tool causing extrusion deflection [1]. The restrictions of the minimum curve radius for a given press were counteracted by integrating front and backup plate and design of a conical aperture (see Figure 1) [2]. Quenching of the extrudate directly behind the die after extrusion is necessary to achieve the required microstructure [3,4] and therefore mechanical properties [5]. In the presented CPE concept the changing position of the extrudate demands a similarly geometrical flexibility of the effective range of a quench system. Common quench systems such as air quenching with axial fans [6] cannot provide the required cooling rate and because of that are inadequate. The conventional use of standing water is not applicable
because the CPE requires a container of a significant size. Spray cooling cannot be used because of the presence of some temperature and humidity sensitive components of the press and CPE equipment. Quench concepts with high cooling rates provide the danger of profile geometrical distortion as a result of the inhomogeneous thermal expansion and plastic deformations in the cross sections [7].
Figure 1: Conical opening in extrusion platen [2]
2 QUENCH DESIGN The quench unit was designed with the fundamentals of convective heat transfer in mind. The developed quench
DOI 10.1007/s12289-009-0451-7© Springer/ESAFORM 2009
Int J Mater Form (2009) Suppl 1:81–84 Vol. 2

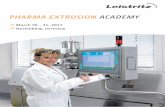
design is a forced air driven impingement stream cooling system consisting of 8 nozzles set in a ring shape arrangement, which is placed around the extrusion. In order to reach maximum mechanical properties of the extrudate by precipitation hardening it is necessary to keep the low solubility elements supersaturated in the aluminum matrix [8]. Therefore, the quench device is geometrically shaped for its positioning directly at the die exit. Additionally this placement protects the unit from a potential collision with an extrudate. The air nozzles have been adjusted at the angle of 60° to the press axis (see Figure 2). The forced air was supplied by a compressor, valves, distributor with eight joints, PVC-hoses and copper-tube interconnections to each nozzle. Quick-release couplings allow bringing each nozzle into action in a separate manner.
Figure 2: Developed forced air quench setup
3 PROOF OF THE QUENCH DESIGN CONCEPT
A common alloy EN AW-6082 (Al-Mg-Si1) was used for the first investigations applying the forced air-quenching conditions. The evaluation of the functionality of the developed quench design was accomplished by a microstructure analysis, a micro hardness testing and an examination of the profile geometry. The tested profiles are thin-walled tubes with 40 mm outside diameter and 2 mm wall thickness. Extrusion was performed on a 10 MN direct extrusion press. The billet diameter was 140 mm resulting in extrusion ration of 70:1. The temperature of the externally preheated billet was constant in every experiment and equal to 550°C, the container temperature was 450°C. The ram speed controlled the variation of the cooling rate and varied from 0.25 to 4 mm/s. The resulting extrudate exit speed was between 1.0 and 16.8 m/min. Experiments were run with 0, 3 and 8 nozzles in use. To classify the cooling conditions of the quench-design in the whole heat treatment process including artificial aging the aluminum alloy samples were investigated in T4 and T6 tempers. T4 temper was obtained by aging samples for 4 weeks at room temperature. The T6 temper was achieved by aging at 185°C for 6 hours. In the performed investigation the experiments were run with forced air quenching using all the nozzles and none of them. In addition, the experiments with 3 nozzle only on one side of the profile were carried out to create inhomogeneous cooling conditions and to examine their influence on distortion. Furthermore the guiding tool was used in position of
centre of the press axis to compensate process imperfections and to reach the demanded tolerance for straight profiles and was moved outside of its position to examine the influences of distortion on curved profiles. The influences of thermal distortion under specific process parameters must be known for producing curved profiles with highly precise geometry. The evaluation of the proposed concept took place directly via evaluation of the microstructure and mechanical properties of the extrudate. 3.1 GEOMETRICAL EVALUATION The profile geometrical distortion caused by the quench design was also part of the investigations. The homogeneous cooling rate around the profile circumference was examined. The developed quench system was tested for producing straight profiles. Furthermore, the experiments were carried out to investigate the influence of inhomogeneous cooling typical for the asymmetric cross sections. Quenching was accomplished by using only three nozzles on one side. Reproducible results provided the groundwork for distortion compensation for the guiding tool. 3.2 MICROSTRUCTURAL EVALUATION After extrusion and direct air-quenching the quarter ring-shaped segments were taken for metallographic evaluation. Samples were mounted, grinded and polished to a 0.3 µm finish with SiO2. After treatment with a modified Barker’s reagent (25 % HBF4 plus 2.5% H2O2) for 6 min the examination of the tubes cross sections took place under polarized light. The sample microstructure was evaluated for grain size and peripheral coarse grain zone depth. All microstructures showed a broaden band of recrystallized grains at the inner and outer specimen surfaces. 3.3 EVALUATION OF THE MECHANICAL
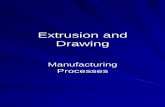
PROPERTIES The same metallographic samples, after repolishing, were tested for Vickers microhardness according to the DIN EN ISO 6507-1 standard, Vickers hardness test with load of 500 g and time of 15 s [9]. To explore the microhardness gradient across the wall thickness several indentations were performed. 4 RESULTS AND DISCUSSION 4.1 GEOMETRY Beside the mechanical properties also the geometrical characteristics are critical for the quality of the extruded products. Geometrical tolerance limits were evaluated according to part 8 of the DIN EN 755 standard [10]. Distortion over the profile length is assumed to be of the critical value and therefore the secant height was examined as shown in Figure 3 according to equations (1) and (2). The secant results as function of extrusion exit speed are shown in Figure 4.
82

Figure 3: Method of secant height measurement.
][28
2
mhhlr +⋅
= (1) 2
2 0.5s
1000 mmh r (r ( ) [ ]4 m
= − − (2)
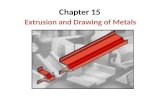
Figure 4: Specific secant height versus exit speed, inhomogeneous quenching
Assuming the average radius for the exit speed of 4.2 m/min the offset value (x) of 3.83 mm was calculated and applied to the proposed strategy of distortion compensation by CPE (Figure 5). By deflecting the guiding tool laterally by this value perpendicularly to the extrusion direction, the specific secant height can be reduced on average to hs=0.82 mm/m, fully complying with the tolerances required in the DIN EN 755-8.
Figure 5: Strategy for distortion compensate due to inhomogeneous quenching
4.2 MICROSTRUCTURE The micrographs of the homogeneously air quenched specimens show bimodal types of microstructure. All microstructures have distinctive zone of recrystallized grains, especially in the surface area. With increasing exit speed (vexit) and therefore decreasing quench
intensity the microstructure changes from a predominantly very fine to coarse grain size on the surface (Figure 6a,c,d). The difference between naturally and artificially aged condition cannot be detected (Figure 6a).
Figure 6: Microstructure evaluation homogeneous quenching
Figure 7 shows the microstructure at selected points of an inhomogeneously quenched specimen. Exit speed was 4.2 m/min. The widths of the connected coarse grains surface layer increase at the inner radius from approximately 200 µm up to 400 µm, at the outer radius from 300 µm up to 800 µm forming gradated microstructure around the extrudate circumference.
Figure 7: Microstructure evaluation inhomogeneous quenching
83

As described by Sweet et al. the width of the recrystallized surface areas depends on the cooling rate [11]. With increasing extrusion speed and therefore diminishing cooling efficiency the width of the recrystallized surface areas increases (Figure 7). 4.3 MICRO HARDNESS Figure 8 gives an overview of the average hardness for the different quench- and aging-conditions. Upper and lower limit values as reference are given by an abruptly, water quenched specimen (left) and by axial fans, slowly cooled one (right).
Figure 8: Comparison of hardness at different quenching and aging conditions
At lowest performed ram speed the specimen hardness meets the target value for solution heat treated and artificially aged condition (effective: 101 HV, T6: 100 HV). For the one side quenched specimens an average hardness deviation between the segments of less than 6 HV was detected. 4.4 DISCUSSION Quenching by pressurised air allows obtaining the material mechanical properties together with the geometric accuracy in heat treatment of aluminium extrusions. As coarse grains still appear, the achieved cooling performance must be improved. Relevant parameters are recognized as higher performance compressed air supply and the optimization of the jet arrangement near the extrusion die. Observing the micrographs of the inhomogeneous quenched specimens (Figure 7) the influence of cooling on the microstructure development can be analyzed. 5 SUMMARY A quenching design for the special application of rounding during extrusion, operated with compressed air, was developed and tested on aluminum extrusion. For alloy EN AW-6082 and selected geometry and range of the extrusion exit speeds the surface layers of coarse grains can be reduced. With increasing ram speed a significant expansion of the coarse grained area from the surfaces to the center takes place. The achievable cooling rates can not prevent grain growth. The investigations to the hardness values showed that hardness is uniform over the respective profile’s cross section. The geometrical investigations of the profiles
showed that the manufacturing of straight profiles in a narrow range of tolerance is possible. In case of reproducible deviation, thermally caused distortion can be compensated by the strategy of curved profile extrusion. Quenching by pressurized air guarantees required material mechanical properties and geometric accuracy. ACKNOWLEDGEMENT The financial support from the Transregional Collaborative Research Center/TR30, funded by the German Research Foundation (DFG) and support from the Loewy Family Foundation of NY, NY are appreciated. Authors would like to express thanks to Dr. W. H. Van Geertruyden for scientific discussions. REFERENCES [1] Klaus, A.; Arendes, D.; Chatti, S.; Kleiner, M.:
Direct Rounding of Profiles During Extrusion, Proc. of the 7th Intl. Aluminum Extrusion Technology Seminar, Chicago, Illinois, USA, Vol. II 2000, pp. 415-419
[2] König, M.; Muschalik, U.: Special Purpose Extrusion Press for the Production of Curved Profiles, Proc. of the 8th Intl. Aluminum Extrusion Technology Seminar, Vol. I, Orlando, Florida, USA, 2004, pp. 339-344
[3] Hall, D.D; Mudawar, I.: Optimization of quench history of aluminum parts for superior mechanical properties, Intl Jour. of Heat and Mass Transfer, Vol. 39, 1, Amsterdam, Elsevier, 1996, pp. 81-95
[4] Van Geertruyden, W. H.; Browne, H. M.; Misiolek, W. Z.; Wang, P. T.: Evolution of Surface Recrystallization during Indirect Extrusion of 6xxx Aluminum Alloys, Metall. and Mats Transactions A, Volume 36A, 2005, pp.1049-1056
[5] Lim, C-Y.; Shercliff, H. R.; Quench Sensitivity of Aluminium Alloy 6082, Cambridge University Engineering Department Technical Report, CUED/C-MATS/TR205, 1993
[6] Kramer, C.; Menzler, D.: Convective cooling of aluminium semis, Aluminium, Vol. 69 ,1993, 3, pp. 247-253
[7] Hall, D. D.; Mudawar, I.: Experimental and numerical study of quenching complex-shaped metallic alloys with multiple, overlapping sprays, Intl Journal of Heat and Mass Transfer, Vol. 38, 7, 1995, pp. 1201-1216
[8] Sheppard, T.: Extrusion of Aluminium Alloys, Kluwer Academic Publishers, Dordrecht, 1999
[9] DIN EN ISO 6507-1: Metallic materials - Vickers hardness test - Part 2, 2005
[10] DIN EN 755-8, Aluminium and aluminium alloys - Extruded rod/bar, tube and profiles - Part 8: 1997
[11] Sweet, E. D.; Caraher, S. K.; Danilova, N. V.; Zhang, X: Effects of Extrusion Parameters on Coarse Grain Surface Layer in 6xxx Series Extrusions, Proc. of the 8th Intl. Aluminum Extrusion Technology Seminar, Orlando, Florida, USA, Vol. I, 2004, pp. 115-126
84