Heat Integrated Dist System Light Ends

of 7
-
Upload
yasminyusri -
Category
Documents
-
view
216 -
download
0
Transcript of Heat Integrated Dist System Light Ends
-
8/6/2019 Heat Integrated Dist System Light Ends
1/7
Design of heat integrated distillation systems for a light endsseparation plant
Michele Mascia *, Francesca Ferrara, Annalisa Vacca, Giuseppe Tola, Massimiliano Errico
Dipartimento di Ingegneria Chimica e Materiali, Universita degli Studi di Cagliari, Piazza dArmi, 09123 Cagliari, Italy
Received 20 December 2005; accepted 2 February 2006Available online 27 June 2006
Abstract
This paper presents an industrial case-study: the synthesis of partially thermally coupled and heat-integrated distillation systemsapplied to the light ends separation section of a crude distillation plant. The distillation systems presented in this work employ thethermal coupling and the heat-integration principles to significantly reduce the heat requirements with respect to the traditional simplecolumn train.
The work started from the simulation of the existing plant, by which the parameters of the system were identified. Then the possiblesequences of simple columns with sharp splits were identified for the considered application, and all the columns of the configurationswere designed. The corresponding thermally coupled sequences were obtained by using a simple procedure derived from the literatureand the heat-integrated partially coupled configuration (HIPC) was also considered.
In order to verify the examined distillation systems, all the simple and complex configurations were simulated by rigorous numericalmodels. On the basis of the numerical simulations, the energy requirements for each configuration were evaluated. A rating of the dif-ferent plants was then performed, based on the total annual cost, allowing to identify the best plant configuration. A thermally coupledconfiguration showed the best performances for the considered separation. 2006 Elsevier Ltd. All rights reserved.
Keywords: Thermal coupling; Heat integration; Light ends separation; Distillation; Energy savings
1. Introduction
Distillation is the most widely used separation techniquein the process industry. Its main disadvantage is the highconsumption of thermal energy: the heat requirements ofthe distillation columns often represent most part of the
total energy cost of the plant. The energy saving in distilla-tion is then an essential field of the chemical engineeringresearch since the early 1970; appropriate integration ofthe distillation columns with the overall process oftenresults in a significant reduction of the energy consumptionin many cases. Scopes for reductions of high quality heatrequirements were found for a four components separationin a recent work [1].
The classical design of a multicomponent distillationplant only involves simple columns: each simple columnin a multicomponent distillation configuration receives afeed and performs a sharp separation between two compo-nents of the feed mixture. In this case, sequences of n 1simple columns with n 1 condensers and n 1 reboilers
are requested for the separation of n-component mixtures.The number of separation sequences is a function of thenumber (n) of components to be separated; it can be calcu-lated from the classical formula of King [2]:
Nn 2n 1!
n!n 1!1
where Nn is the number of possible sequences.As can be obtained from the above equation, the sepa-
ration of a four-component mixture can be achieved withfive different sequences of simple columns.
1359-4311/$ - see front matter 2006 Elsevier Ltd. All rights reserved.
doi:10.1016/j.applthermaleng.2006.02.045
* Corresponding author. Tel.: +39 070 6755074; fax: +39 070 6755067.E-mail address: [email protected] (M. Mascia).
www.elsevier.com/locate/apthermeng
Applied Thermal Engineering 27 (2007) 12051211
mailto:[email protected]:[email protected] -
8/6/2019 Heat Integrated Dist System Light Ends
2/7
However, the trend in process design is to utilize separa-tion schemes different from the sequences of simple columns,in particular, that can provide significant reductions of heatrequirements [35]. The thermal coupling between two col-umns in a sequence can be adopted to reduce the energy con-sumption of the process [6,7]: the use of complex distillation
sequences, such as the thermally coupled ones, for the sepa-ration of multicomponent mixtures can offer energy savingsaround 30% with respect to the conventional distillationtrains [8].
A thermally coupled sequence is obtained by removingcondensers and/or reboilers from a simple column configu-ration [9]. So the distinct feature of thermal coupledschemes with respect to simple column ones is that in athermally coupled configuration some units are intercon-nected by thermal coupling streams [7].
Thermally coupled schemes have been proposed forsome time [10], but their application was limited, mainlybecause of complexity in design and control of these struc-
tures [11], since the flexibility and the controllability of asystem strongly depend on the number of units and ontheir interconnections [12]. In the literature, several papershave been presented on the application of the thermallycoupled configurations to multicomponent distillation sys-tems, most of which refer to the analysis of the perfor-mances and of the possible industrial applications in thecase of ternary mixtures to be separated [1315]. Fully ther-mally coupled schemes were also considered [16], alongwith the use of side columns [17]. The high number of pos-sible configurations for multicomponent separations in thethermally coupled systems often has limited the research to
parametric studies referred to specific mixtures [18,19].Recently, it has been extensively shown that the control
of thermally coupled schemes may be not a more difficulttask than that in conventional distillation trains [20]: thecontrol properties of such integrated schemes of separationwere investigated [21,22] and the control analysis of a ther-mally coupled distillation plant has been presented for afour component separation [23].
As a result, current research efforts are focused on thedesign of new configurations for the separation of mixtureswith more than three components [24,25]. Studies on thesynthesis of thermally coupled distillation trains appliedto complex mixtures have been recently presented in the lit-erature [26,27].
Although it is a promising strategy, the application ofthermally coupled schemes to a particular separationalways has to be tested: as reported in the literature, theintroduction of thermal couplings does not necessarily leadto higher efficiencies than those of conventional distillationsequences but the efficiency depends on the mixture and onthe composition [13].
Further reductions in the heat requirements of a distilla-tion plant can be achieved if heat integrations between twocolumn sections in the thermally coupled sequence areallowed: in this case the heat removed from a condenser
is utilized in a reboiler of the same sequence [28]. Since in
a thermally coupled scheme all the columns operate atthe same pressure, the opportunity of heat integrationcan be considered if there simultaneously exists a middlecomponent captured in a rectifying section with a con-denser heavier than a middle component captured in astripping section with a reboiler [29]. The number of possi-
ble heat integration in a thermally coupled sequenceincreases as the number of components increases and onlya single heat integration is allowed in a four-componentseparation [29].
In this work, the possible utilization of partially ther-mally coupled configurations for the separation of a lightends mixture was investigated and the possible heat inte-gration was also considered.
In refining plants the light ends section is the process toseparate the top products of the crude distillation unit.Typically, the section is constituted by columns designedto separate LPG from intermediate and heavier products.
2. Design and simulation
The flowsheet of the light ends process considered in thiswork is showed in Fig. 1; as can be seen the plant is consti-tuted by three simple columns in series. The main feed ofthe plant derives from a topping unit and contains differentamount of butane (A), pentane (B) hexane (C) and heptane(D). The feed is a saturated liquid with the characteristicsreported in Table 1.
A stream of LPG (manly constituted by butane) is sep-arated as top product in the first column of the sequence:the column has 28 sieve trays and a diameter of 2.5 m.
The bottom product of this unit is sent to the second col-
C1
C2
C3
Fig. 1. Schematic representation of the light ends separation plantconsidered in this work.
Table 1Characteristics of the feed mixture
Composition (mole frac.)
C4 (n-buthane) 0.33 Temperature [C] 130C5 (n-pentane) 0.35 Pressure [bar] 5C6 (n-hexane) 0.16 Vapour fraction 0
C7 (n-heptane) 0.16 Flow rate [kmol/h] 1250
1206 M. Mascia et al. / Applied Thermal Engineering 27 (2007) 12051211
-
8/6/2019 Heat Integrated Dist System Light Ends
3/7
umn, (32 sieve trays, D = 3 m) from which a middle gaso-line, mainly heptane, is obtained as bottom product. Thethird column of the sequence (34 sieve trays, D = 2 m) sep-arates the pentane, as top product, from a stream of lightgasoline (hexane). The condensers of the plant are shelland tube exchangers, whereas the reboilers are kettle-type:
in each column, the cold utility is cooling water, whereassaturated steam is the hot one.Based on field data, a rigorous simulation of the separa-
tion train was performed by the commercial softwareAspen Plus: the RADFRAC model was utilized to simulateall the units. The model allows the stage by stage calcula-tion of flow rates, compositions and temperatures in eachcolumn section; the Wilson equation was adopted for thecalculation of the activity coefficients in liquid phase,whereas ideal behaviour was assumed for the vapourphase. The difference between the values of temperatures,flow rates and composition obtained by the model andthose measured in the plant never exceeded 5%.
From the results of the simulation the values of relativevolatility were obtained, which were utilized to design andsimulate the different configurations investigated in thiswork.
In classical simple column sequences usually adopted inthe industry, the pressure of the different units is optimizedseparately, depending on the particular separation carriedout in the column. However, the thermally coupled config-urations tested in this work must operate at the same nom-inal pressure; thus, in order to compare the differentsolutions, the design of the units in all the configurationsstudied was performed at a pressure of 5 bar.
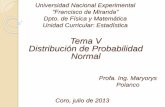
Five flowsheet configurations of simple columns werecompared in this work: the sequence in Fig. 1 and the four
alternative configurations in Fig. 2. The correspondingthermally coupled schemes were also considered: Fig. 3shows the flowsheets of these configurations. The onlyheat-integrated configuration allowed for a four compo-nent separation was also studied (see Fig. 3).
The design of each column in the different sequences was
performed and in particular the number of plates, the min-imum reflux ratio and the boil-up ratio of each columnwere estimated by the FenskeUnderwoodGilliland(FUG) short-cut method. All the units were initiallydesigned with a reflux ratio equal to 1.2 the minimum valueand considering the purity of each component in the rele-vant stream equal to 98%.
The design of the thermally coupled columns was per-formed according to Carlberg and Westerberg suggestions[30], and it can be obtained from the conventional distilla-tion sequences shown in Figs. 1 and 2 by removing con-densers and (or) reboilers. For example, the sequence 6 inFig. 3 was obtained by using a thermal link in the vapor
phase in the conventional direct distillation sequence(Fig. 2, number 4), which eliminates the reboilers in the col-umns C1 and C2. In the same way, the design of thesequence number 8 in Fig. 3 was obtained from the conven-tional indirect distillation sequence (Fig. 2, number 3) byremoving the condensers of the columns C1 and C2, andby introducing a thermal coupling in the liquid phase.Then, a rigorous simulation of the different configurationswas performed by using the commercial software AspenPlus: the RADFRAC model, already utilized in the simula-tion of the existing plant, was utilized to simulate all theunits. The Wilson equation, which was successfully used
in the plant simulation, was adopted for the calculationof the activity coefficients in liquid phase, whereas ideal
5
4
32
C1
C2
C3
C1
C2
C3
C1
C2
C3C1
C2
C3
Fig. 2. Sequences of simple columns examined in this work.
M. Mascia et al. / Applied Thermal Engineering 27 (2007) 12051211 1207
-
8/6/2019 Heat Integrated Dist System Light Ends
4/7
behaviour was assumed for the vapour phase. In all theexamined sequences, the number of stages obtained bythe FUG short cut method was utilized.
The values of reflux ratio in the sequences of simple col-
umns were optimized through a sensitivity analysis in eachcolumn, in order to fit the field data of flow rates andcompositions.
A similar procedure was adopted for the thermally cou-pled sequences: for example, starting from the values of thesequence 1, the vapour flow rates of the column C2 and theliquid flow rate of the column C3 in the thermally coupledscheme 9 were adjusted until the minimum duty wasobtained, flow rates and compositions of the productstreams being the same.
The duty of reboilers and condensers and the columndiameters were obtained from the simulations and utilizedto calculate both energy and capital costs of each plant
configuration.In order to calculate the height of the columns, the tray
efficiency (g) of each column section was calculated fromthe values of the average viscosity (l) of feed, the averagerelative volatility (a), the weir height (hw = 50 mm) andthe ratio between liquid and vapour flow rates (L/V) inthe section by the following equation [31]:
logg 1:67 0:25 logal 0:3logL=V 0:3hw 2
The height H [m] of the columns was then calculated asa function of the number (N) of plates:
H N 1 0:6 6 3
The capital cost of the columns was obtained by thePeters cost diagrams [31], considering sieve tray columns.
The capital cost of condensers and reboilers was evalu-ated by considering the heat exchange area A:
A Q
UdDTLM4
where Q is the duty of the exchanger and Ud is the averageexchange coefficient. The values ofUdwere calculated fromfield data of heat exchange area, temperatures and heat du-ties; they were assumed equal to a mean value of 1800 kJ/m2 h C for the condensers and 2100 kJ/m2 h C for thereboilers.
All the capital costs were actualized to year 2004 by theMarshall and Swift index.
The cost [$/year] of the utilities was estimated as
cost W CHy 5
where W is the water or steam flow rate [ton/h], C is thewater or steam price [$/ton] and Hy is the annual runningtime, assumed equal to 8000 h/year].
The total annual cost TAC [$/year], by considering a lin-ear depletion of the investment and a lifetime of 10 years,can be obtained as
TAC capital cost=10 utilities cost 6
The prices of utilities adopted in this work are summa-
rized in Table 2 and are based on European prices [32].
8
67
10
911
C1 C1 C1
C1
C1
C1
C2
C2
C2
C2
C2
C2
C3
C3
C3
C3
C3
C3
Fig. 3. Sequences of partially coupled and heat-integrated (11) distillation columns examined in this work.
1208 M. Mascia et al. / Applied Thermal Engineering 27 (2007) 12051211
-
8/6/2019 Heat Integrated Dist System Light Ends
5/7
3. Discussion of the results
The number of theoretical plates and the diameter foreach column in the sequences in Fig. 1, calculated withthe procedure previously described, are summarized inTable 3.
As can be seen from the Table, the diameter of the col-umns in the simple column sequences may be increased ordecreased by the introduction of thermal couplings,depending on the configuration examined. To justify this
result, the effect of the thermal coupling on the vapour traf-fic in the different sections should be considered: as alreadystated it is well established in the literature that a reductionof the heat requirements may be achieved by the introduc-tion of thermal couplings, although this reduction isstrongly dependent on the separation considered [13].Reduction of utilities results in a reduction of the vapourtraffic, and then in a column (or column section) diameterlower than the diameter of the corresponding simple col-umn. On the other hand, the introduction of a thermal cou-pling may increase the traffic of a particular column: forexample, the diameter of the column C3 in the thermally
coupled sequence 6 (Fig. 3) is greater than the correspond-ing diameter of the column C3 of the simple columnsequence 4 (Fig. 2), since the reboiler of this unit in thethermally coupled scheme supplies the vapour for all thecolumns in the sequence.
Considering the overall condenser duties and the heatrequirement of reboilers, a comparison of the differentsequences examined is reported in Fig. 4. As can be seenfrom the figure, the introduction of thermal coupling inthe particular separation plant considered results in some
cases in a significant decrease in utility consumption: a19% of saving in condenser duty can be obtained by utiliz-ing the sequences 7 and 10, with respect to the correspond-ing original simple column configurations 2 and 5.Moreover thermal coupling allows to reduce the heatrequirements up to 27% in the same sequences. In other
sequences the energy saving due to thermal coupling islower or negligible. The introduction of thermal coupling(configuration 6) in the sequence 4 leads to a small increasein both condenser and reboiler duties. Similar contrastingresults, in the comparison between simple and thermallycoupled distillation sequences, were obtained by otherauthors in different case studies [12,30].
Furthermore, the quality of the heat required for theseparation in the different sequences must be considered:introduction of thermal coupling may lead to a decreaseof the total heat requirements, but also to an increase ofthe high quality heat demand [17]. In the separation consid-ered, high quality heat is required for the reboiler of the
stripping sections in which the heavy products (C and D)are obtained. In the sequence 6, although the thermal cou-pling allows to achieve heat savings with respect to the cor-responding simple sequence 4, only high quality heat canbe supplied to the reboiler: in the sequence 7, an amountof heat equal to 5.2 Mkcal/h must be supplied to the reboi-ler of the column C1, in which the boiling mixture is at164 C, and 3.8 Mkcal/h must be supplied to the mixtureat 105 C in the column C3; it may be observed that bothreboilers require high quality heat. Different results wereobtained for the sequence 10, in which 6.9 Mkcal/h arerequired as high quality heat, whereas the heat requirement
(2.1 Mkcal/h) of the reboiler of the column C2 can be sup-plied by LP steam.
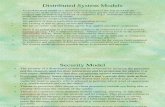
In order to have an effective rating of the differentsequences examined, the total annual cost was considered:in Fig. 5 the values of the total annual cost (TAC), normal-ized with respect to the maximum value obtained in thesequences, are reported for all the cases considered. Ascan be seen, thermal coupled configurations may presentlower values of TAC with respect to the corresponding sim-ple sequences, with the only exception of the sequences 4
Table 2Utilities cost data
Temperature [C] Price [$/ton]
LP steam 144 13MP steam 184 16HP steam 245 20Cooling water 20 0.082
Table 3
Design parameters obtained for the sequences examined
Sequence Number of theoretical plates Diameter (m)
Column 1 Column 2 Column 3 Column 1 Column 2 Column 3
1 18 23 26 2.44 3.22 2.012 28 19 23 2.86 1.96 1.963 28 26 19 2.86 2.44 1.824 18 29 23 2.44 2.70 2.805 23 19 25 2.51 1.82 2.916 18 23 26 2.44 2.79 4.107 28 19 23 2.86 3.07 2.228 28 26 19 2.86 3.39 3.339 18 29 23 2.43 3.39 3.3310 23 19 25 2.50 3.07 3.13
11 30 12 25 2.50 2.83 2.43
M. Mascia et al. / Applied Thermal Engineering 27 (2007) 12051211 1209
-
8/6/2019 Heat Integrated Dist System Light Ends
6/7
and 6, in which the increase in energy consumption due tothe thermal coupling introduction, previously observed,results in an increase of the TAC. It can be also observedthat the heat integration may slightly decrease the TAC,as can be seen in Fig. 5 by the comparison of sequences
10 and 11, mainly because of the reduction in utilities cost.
4. Conclusions
Based on a rigorous simulation of an existing light endsseparation plant, design and simulation of all simple andpartially thermally coupled sequences that can be adopted
to obtain the required separation were carried out. The
0
2
4
6
8
10
12
14
16
18
20
1 2 3 4 5 6 7 8 9 10 11
Number of Sequences
Duties(Mkcal/h)
Fig. 4. Condenser (empty bars) and reboiler (full bars) duties for all the sequences considered.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 2 3 4 5 6 7 8 9 10 11
Number of Sequences
NormalisedTAC
Fig. 5. Normalized TAC values for all the sequences considered.
1210 M. Mascia et al. / Applied Thermal Engineering 27 (2007) 12051211
-
8/6/2019 Heat Integrated Dist System Light Ends
7/7
simulations allow to identify the best sequence for the pro-posed separation. A thermally coupled scheme seems to bean attractive alternative to the traditional simple columnsequence adopted for the separation of light ends mixtures;the thermally coupled schemes showed energy require-ments and total annual costs generally lower than those
of the corresponding simple columns configurations.
References
[1] A.P. Douglas, A.F.A. Hoadley, A process integration approach to thedesign of the two- and three-column methanol distillation schemes,Appl. Thermal Eng. 26 (4) (2006) 338349.
[2] C.J. King, Separation Processes, second ed., McGraw-Hill, NewYork, 1980.
[3] D.W. Tedder, D.F. Rudd, Parametric studies in industrial distillation.Part I. Design comparisons, AIChE J. 24 (1978) 303315.
[4] C. Triantafyllou, R. Smith, The design and optimisation of fullythermally coupled distillation columns, Trans. Inst. Chem. Eng. 70(1992) 118132.
[5] S. Hernandez, A. Jimenez, Design of energy-efficient Petlyuk systems,Comput. Chem. Eng. 23 (1999) 10051010.
[6] B. Rong, A. Kraslawski, L. Nystroem, Design and synthesis ofmulticomponent thermally coupled distillation flowsheets, Comp.Chem. Eng. 25 (2001) 807820.
[7] B. Rong, A. Kraslawski, Optimal design of distillation flowsheetswith a lower number of thermal couplings for multicomponentseparations, Ind. Eng. Chem. Res. 41 (2002) 57165726.
[8] O.A. Flores, J. Carlos Cardenas, S. Hernandez, V. Rico-Ramirez,Thermodynamic analysis of thermally coupled distillation sequences,Ind. Eng. Chem. Res. 42 (2003) 59405945.
[9] Z. Fidkowski, L. Krolikowski, Thermally coupled system of distil-lation columns: optimization procedure, AIChE J. 32 (1986) 537546.
[10] F.B. Petluyk, V.M. Platonov, D.M. Slavinskii, Thermodynamicallyoptimal method for separating multicomponent mixtures, Int. Chem.Eng. 5 (3) (1965) 555561.
[11] S. Hernandez, A. Jimenez, Design of optimal thermally-coupleddistillation systems using a dynamic model, Chem. Eng. Res. Des. 74(1996) 357362.
[12] A. Westerberg, B. Chen, Structural flexibility for heat integrateddistillation columns. II. Synthesis, Chem. Eng. Sci. 41 (2) (1986) 365377.
[13] R. Agrawal, Z.T. Fidkowski, Are thermally coupled distillationcolumns always thermodynamically more efficient for ternary distil-lations? Ind. Eng. Chem. Res. 37 (1998) 34443454.
[14] M.I. Abdul Mutalib, R. Smith, Operation and control of dividingwall distillation columns. Part I. Degrees of freedom and dynamicsimulation, Chem. Eng. Res. Des. 76 (1998) 308334.
[15] M. Emtir, E. Rev, Z. Fonyo, Rigorous simulation of energyintegrated and thermally coupled distillation schemes for ternary
mixture, Appl. Thermal Eng. 21 (1314) (2001) 12991317.
[16] Y.H. Kim, Structural design of fully thermally coupled distillationcolumns using a semi-rigorous model, Comput. Chem. Eng. 29 (7)(2005) 15551559.
[17] N. Ramrez, A. Jimenez, Two alternatives to thermally coupleddistillation systems with side columns, AIChE J. 50 (11) (2004) 29712975.
[18] R. Agrawal, Synthesis of distillation column configurations for amulticomponent separation, Ind. Eng. Chem. Res. 35 (1996) 10591071.
[19] A.C. Christiansen, S. Skogestad, K. Lien, Complex distillationarrangements: extending the Petlyuk ideas, Comput. Chem. Eng. 21(Suppl 1) (1997) S237S242.
[20] A. Jimenez, S. Hernandez, F.A. Montoy, M. Zavala-Garca, Analysisof control properties of conventional and nonconventional distillationsequences, Ind. Eng. Chem. Res. 40 (2001) 37573761.
[21] M. Serra, A. Espuna, L. Puigjaner, Control and optimization of thedivided wall column, Chem. Eng. Process. 38 (1999) 549562.
[22] S. Hernandez, A. Jimenez, Controllability analysis of thermallycoupled distillation systems, Ind. Eng. Chem. Res. 38 (1999) 39573963.
[23] F. Esparza-Hernandez, C.J. Irianda-Araujo, L.M. Domnguez-Lira,S. Hernandez, A. Jimenez, Feedback control analysis of thermallycoupled distillation sequences for four-component mixtures, Chem.Eng. Res. Des. 83 (9 A) (2005) 11451151.
[24] B. Rong, A. Kraslawski, L. Nystrom, The synthesis of thermallycoupled distillation flowsheets for separations of five-componentmixtures, Comput. Chem. Eng. 24 (2000) 247252.
[25] R. Agrawal, Multicomponent distillation columns with partitions andmultiple reboilers and condensers, Ind. Eng. Chem. Res. 40 (2001)42584266.
[26] B. Rong, A. Kraslawski, I. Turunen, Synthesis and optimal design ofthermodynamically equivalent thermally coupled distillation systems,Ind. Eng. Chem. Res. 43 (18) (2004) 59045915.
[27] J.A. Caballero, I.E. Grossmann, Design of distillation sequences:from conventional to fully thermally coupled distillation systems,Comput. Chem. Eng. 28 (11) (2004) 23072329.
[28] P. Proios, N.F. Goula, E.N. Pistikopoulos, Generalized modularframework for the synthesis of heat integrated distillation columnsequences, Chem. Eng. Sci. 60 (17) (2005) 46784701.
[29] B. Rong, A. Kraslawski, I. Turunen, Synthesis of heat-integratedthermally coupled distillation systems for multicomponent separa-tions, Ind. Eng. Chem. Res. 42 (2003) 43294339.
[30] N.A. Carlberg, A.W. Westerberg, Temperature-heat diagrams forcomplex columns. 2. Underwoods method for side strippers andenrichers, Ind. Eng. Chem. Res. 28 (1989) 13791386.
[31] M.S. Peters, K.D. Timmerhaus, R.E. West, Plant Design andEconomics for Chemical Engineers, fifth ed., McGraw-Hill, NewYork, 2003.
[32] E. Rev, M. Emtir, Z. Szitkai, P. Mizsey, Z. Fonyo, Energy savings ofintegrated and coupled distillation systems, Comp. Chem. Eng. 25(2001) 119140.
M. Mascia et al. / Applied Thermal Engineering 27 (2007) 12051211 1211