
Hard Material Solutions 2020 PT Metal Duro-Uma
50
Tooling the Future ceratizit.com CERATIZIT é um grupo de engenharia de alta tecnologia especializado em tecnologias de materiais duros e ferramentas. Metal Duro-Uma questão de confiança 2020 PT Hard Material Solutions
Transcript of Hard Material Solutions 2020 PT Metal Duro-Uma

1
Tooling the Futureceratizit.com
CERATIZIT é um grupo de engenharia de alta tecnologia especializado em tecnologias de materiais duros e ferramentas.
Metal Duro-Umaquestão de confiança
2020 PTHard Material Solutions

ceratizit.com
3
▲ 4
▲ 5
▲ 5
▲ 6
▲ 7-17
7
8
9
10-13
14
15-17
▲ 18-33
19-21
22-27
28-29
30
31
31-32
33
▲ 34-39
35-37
37
38
39
▲ 40-49
40
41
42-43
44-45
46
47
48-49
▲ 50
METAL DURO-UMA QUESTÃO DE CONFIANÇA ÍNDICE
Bem-vindos ao Premium
O Grupo CERATIZIT
Factos e números
Unidades fabris
Metal duro cimentado
Por que o metal duro
O que é o metal duro ?
Exemplos de vários campos de aplicação de Metal duro
Produção de Metal duro
Classes de Metal duro
Propriedades do metal duro
Usinagem do Metal duro
Retífica de metal duro
Usinagem por eletroerosão (EDM)
Fresagem de metal duro
Torneamento de peças duras
Tratamento a jato de areia
Polimento
Revestimentos
Técnicas de junção
Brasagem
Conexões com parafusos
Fixação adesiva
Ajustamento por retração
Seleção de classes de metal duro
Seleção de classes de metal duro
Critérios de seleção de classes
Classes de metal duro – composição e propriedades
Classes de metal duro– descrição geral de classes
Exemplos de aplicações
Seleção de classe – matriz de aplicação
Gui para uma correta seleção de classe
Hard material solutions
Índice

4 METAL DURO-UMA QUESTÃO DE CONFIANÇABEM-VINDOS AO PREMIUM
Só as melhores peças de desgaste conseguem dar resposta aos seus processos líderes no setor. Precisamente a sua solução – só quer isso, e nada mais. Precisa de um especialista capaz de transformar os seus requisitos em produtos personalizados e padronizados? CERATIZIT é o seu parceiro de escolha, com soluções líderes em ferramentas como toque final na sua cadeia de valor..
Eficiência. Precisão. Confiabilidade.
As soluções baseiam-se numa estruptura de metal duro consistentemente homogénea e reproduzível, que garante maior desempenho, estabilidade e resistência da ferramenta durante toda a sua vida útil.
Por exemplo, as classes de metal duro CF desenvolvidos para o fabricas de ferramentas, cumprem os requisitos mais rigorosos: resistência à corrosão, resistência ao desgaste e personalização otimizada segundo as suas necessidades. Esta solução foi considerada convincente por especialistas em ferramentas em todo o mundo. Garantindo-lhe um resultado de alta produtividade, seja qual for a aplicação, a CERATIZIT é o parceiro que ouve atentamente, pensa consigo e presta serviços personalizados – com orientação sobre seleção de classes, refletindo a sua cadeia de processos e oferecendo seminários sob medida.
Deposite confiança na nossa especialização líder, que se estende desde as matérias-primas e peças em bruto, até produtos prontos a utilizar. Anos de experiência ajudam os nossos especialistas a criar ideias focadas no cliente, utilizando o seu excelente „know-how“ para conseguir o máximo desempenho, em benefício da sua cadeia de valor.
Mais do que meras peças de desgaste
Profundo conhecimento em planejamento, habilidades de design e especialização em engenharia de produção: três aspetos que resumem exatamente porque o resultado final é apenas a solução de que está à procura. Com novas criações, inovações e marcos, a CERATIZIT molda regularmente o futuro dos especialistas em ferramentas – ajudando-o a estimular a sua competitividade com metal duro premium. Hoje, amanhã e depois de amanhã, uma coisa é constante:você não é apenas um cliente nosso. É também o nosso parceiro.
Atenciosamente,a equipe da CERATIZIT
Bem-vindos ao Premium

5
8
2
3080130 14
1
000
00000
00 000
METAL DURO-UMA QUESTÃO DE CONFIANÇA
a CERATIZIT tem sido uma das empresas pioneiras no desenvolvimento de produtos de materiais duros para ferramentas de corte e proteção contra desgaste.
A empresa privada, com sede em Mamer, no Luxemburgo, desenvolve e fabrica ferramentas de corte em metal duro altamente especializadas, inseros e cilindros fabricados a partir de materiais duros bem como peças de desgaste.
O Grupo CERATIZIT é o líder global do mercado em várias áreas de aplicação de peças de desgaste, e desenvolve com sucesso novos tipos de classes de metal duro, „cermet“ e cerâmica que são usados, por exemplo, nas indústrias de madeira, metal e trabalho de pedra.
O Grupo CERATIZIT
Factos e números
FATO SE NÚMEROS
SedesMamer, Luxembourg
mais de
funcionários
mais de
Funcionários de P&D
mais de
plantas
mais de
países em que atuamos
mais de
patentes e modelos de utilidade
% de produtosdesenvolvidos nos últimos 5 anos
mais deprêmios de inovação
mais de
produtos
Durante mais de 95 anos,

ceratizit.com
6 METAL DURO-UMA QUESTÃO DE CONFIANÇAUNIDADES FABRIS
Unidades fabris
Quatro fábricas do Grupo CERATIZIT estão centradas no desenvolvi-mento e fabricação de produtos de proteção contra desgaste.
Mamer (Luxemburgo)A sede do Grupo CERATIZIT encontra-se em Mamer, Lux- emburgo. Hoje, a fábrica de Mamer tem mais de 1150 fun- cionários e está concentrada na proteção contra o desgaste industrial, usinagem de madeira e pedra, bem como em insertos e ferramentas.
Alserio (Itália)A CERATIZIT Como, anteriormente conhecida pelo nome „Aldap“ tem cerca de 180 funcionários e é o centro de excelência para a conformação de metal dentro do Grupo CERATIZIT. A gama de produtos da fábrica de Alserio vai desde ferramentas de conformação a frio de alto desempenho até ferramentas de fixação e fabricas de pregos.
Empfingen (Alemanha)Cerca de 400 funcionários da fábrica de Empfingen são responsáveis pelo desenvolvimento, construção, produção e vendas de produtos de metal duro no setor de peças de desgaste, bem como para a indústria de ferramentas e moldes.
Hitzacker (Alemanha)A fábrica em Hitzacker foi fundada em 1985 e hoje tem cerca de 50 funcionários. A CERATIZIT Hitzacker GmbH é espe- cializada na produção de peças de metal duro em bruto e produtos semi-acabados para a tecnologia de moldagem metálica. Nesta unidade fabril são fab-ricadas principalmen- te peças únicas e pequenas séries com tempos de entrega muito curtos.

7METAL DURO-UMA QUESTÃO DE CONFIANÇA METAL DURO CIMENTADO \ POR QUE O METAL DURO?
Por que o Metal duro?
A necessidade de ferramentas de metal duro cresce de ano para ano. Isto deve-se à situação de concorrência que temos de enfrentar e que, definitivamente, não está a tornar-se mais fácil com a globalização. Um número cada vez maior de empresas concorrentes, algumas em países em que os salários são baixos, competem com os mercados tradicionais e exercem pressão sobre os fabricantes de ferramentas tradicionais.
Para fazer frente a estas dificuldades, é necessário responder com ferramentas tecnicamente completas que ofereçam simultaneamente um elevado desempenho e alta qualidade. As ferramentas de alto desempenho têm, inerentemente, uma vida útil longa e previsível. Na verdade, é possível cumprir todos estes requisitos utilizando apenas um material, nomeadamente, o metal duro de alta qualidade. O metal duro garante uma vida útil longa, e o nível de alta qualidade na fabricação é algo que é absolutamente necessário para garantir uma qualidade de metal duro consistente e homogénea que consequentemente resultará numa vida útil previsível da ferramenta.
O design adequado da ferramenta, combinado com um ótimo material de ferramenta são a resposta certa para a concorrência global. Com a ajuda de excelentes parcerias com fornecedores, cada um dos nossos clientes estará perfeitamente preparado para o mercado.
Na CERATIZIT, queremos sempre ser um parceiro dos nossos clientes no campo dos materiais.

ceratizit.com
8 METAL DURO-UMA QUESTÃO DE CONFIANÇA
O material duro proporciona a necessária▲Dureza▲Resistênciaaodesgaste
O ligante metálico proporciona▲Tenacidade
Micrografia de Metal duro WC-Co
Critérios relevantes para a aplicação
▲Resistênciaaodesgaste,dureza▲Resistênciaàcompressão▲Resistênciaaoimpacto▲Resistênciaàrupturatransversal▲Propriedadestribológicas▲Pesoespecífico▲Propriedadesmagnéticas▲Módulodeelasticidade,rigidez▲Propriedadestérmicas▲Resistênciaàcorrosão,resistênciaàoxidação▲Tenacidade
fase de material duro
fase de material duro
fase de ligante metálico
O que é o metal duro?
O termo „metal duro“ geralmente descreve um grupo de materiais caracterizados por alta dureza e propriedades metálicas. Os primeiros metal duros foram desenvolvidos em 1921. Eram metal duros extremamente simples, aplicados principalmente no torneamento.
O „brilho“ metálico e a condutividade elétrica e térmica relativamente boas distinguem claramente estes materiais dos materiais duros não metálicos que eram usados como materiais abrasivos muito antes da introdução de metal duro.
O metal duro é um material bifásico metalúrgico em pó constituído por uma fase de material duro e uma fase de ligante metálico.
O material duro fornece a dureza necessária (= resistência ao desgaste) e o metal ligante garante tenacidade adequada.
Devido às múltiplas possibilidades de combinação de teor de ligante metálico e do tamanho do grão, o metal duro abrange uma ampla gama de aplicações; ver também o gráfico abaixo. Os Metal duros cimentados mais usados na indústria de ferramentas e moldes são feitos de Metal duro de tungsten (material duro) e cobalto (metal ligante).Isto deve-se ao fato de que, quando se aplica esta combinação, é possível obter as melhores propriedades físicas e mecânicas.
Aplicações de vários materiais duros
METAL DURO CIMENTADO \ O QUE É O METAL DURO?
Diamante natural
PCD, com revestimento de diamante
CBN
Cerâmico
HSS
Robustez
Resi
stên
cia
ao d
esga
ste
Cermet Metal duro
ceratizit.com
9METAL DURO-UMA QUESTÃO DE CONFIANÇA METAL DURO CIMENTADO \ EXEMPLOS DAS VÁRIAS APLICAÇÕES
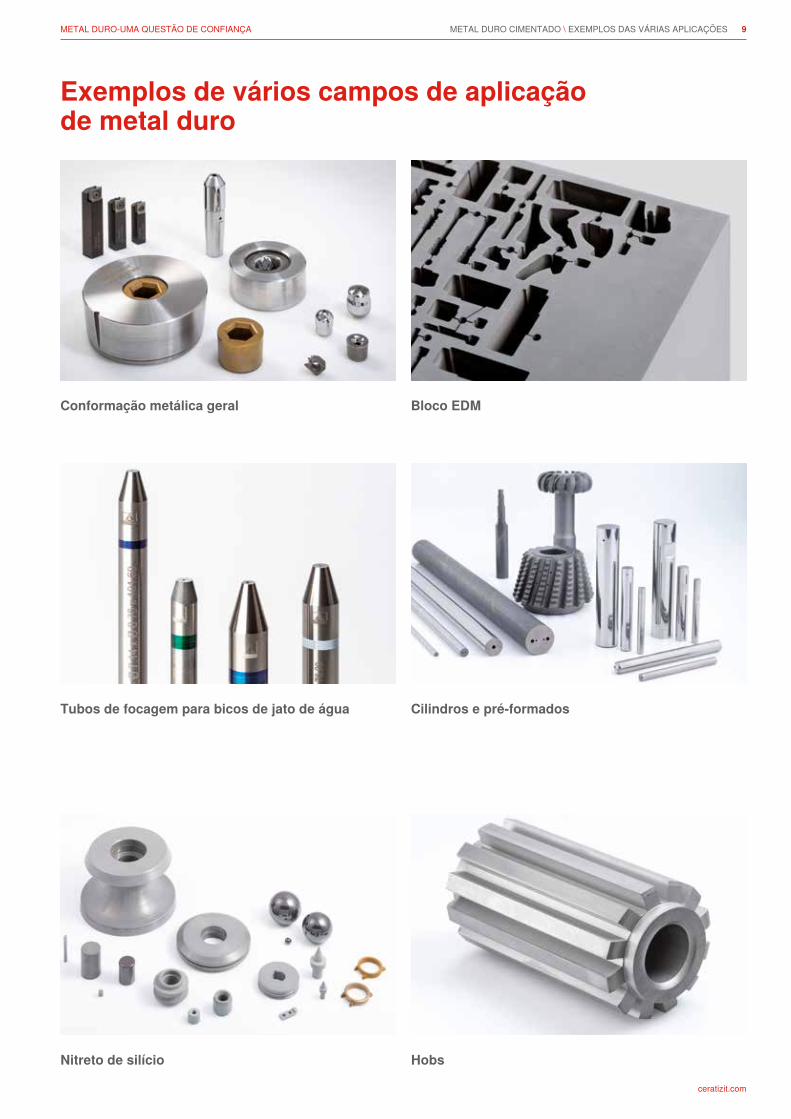
Exemplos de vários campos de aplicação de metal duro
Tubos de focagem para bicos de jato de água Cilindros e pré-formados
Conformação metálica geral Bloco EDM
Nitreto de silício Hobs

ceratizit.com
10
Co Fe Ni27 26 28
Nickel58.693
Iron55.845
Cobalt58.933
METAL DURO-UMA QUESTÃO DE CONFIANÇAPRODUÇÃO DE METAL DURO \ PRODUÇÃO DE PÓ
Produção de metal duro
O processo de fabricação do metal duro tem um notável efeito sobre a qualidade do produto final. O metal duro só pode ser produzido aplicando metalurgia dos pós. Nas numerosas etapas do procedimento, todos os riscos de impureza devem ser cuidadosamente eliminados.
Produção de pósO processo de fabricação de metal duro começa com a mineração do minério de tungsténio. Nas primeiras etapas de separação e processamento, é produzido um produto cristalizado muito puro, o ammonium para-tungstate (APT).O recozimento em vácuo tem então como resultado o óxido
de tungsténio azul W2O5, e o recozimento em ar produz o óxido de tungsténio amarelo esverdeado WO3.A temperaturas que variam entre 800 e 1000 °C, o óxido detungsténio é reduzido a pó de tungsténio puro. O metal duro é produzido através de cimentação. Para este efeito, o pó de tungsténio é misturado com fuligem ou grafite, aquecendo a mistura até uma temperatura entre 1500 e 2000 °C. O pó a ser utilizado daqui em diante é constituído por vários pós de metal duro, metais ligantes e aditivos de prensagem, bem como outros aditivos que podem ser moídos até atingirem o tamanho do grão necessário em diferentes períodos de tempo; subsequentemente são granulados através de secagem por pulverização.
Óxido de tungsténio
Tungsténio
Metal duro de tungsténio
Redução
Cimentação
TiC, TaC, NbC
Cr3C2, VC, MoC
Mistura/moagem
Granulação
Granulado de pó de metal duro

ceratizit.com
11METAL DURO-UMA QUESTÃO DE CONFIANÇA PRODUÇÃO DE METAL DURO \ PRÉ-FORMADO
Pré-formadoO pré-formado é realizado através de vários procedimentos de prensagem e procedimentos de moldagem, tais como:
▲Prensagem direta Neste procedimento, é utilizado um molde de compac-
tação de pó para prensar, de modo a que o pó adquira a sua forma final.
▲Prensagem em meio húmido com moldagem Neste procedimento, tubos de borracha em gaiolas de
aço são enchidos com o pó e depois montados na prensa isostática a frio, que depois converte o pó em
peças maciças. O processo de moldagem que se segue confere-lhe depois a forma final.
▲Prensagem de extrusão Este procedimento é aplicado para produzir peças como
barras ou tiras; o pó plastificado é prensado através de um molde e depois cortado.
Prensagem isostática (frio)Prensagem de moldes
Opcional: usinagem de peças em bruto
Sinterização, HIP, sinter-HIPAs classes de metal duro recebem as respetivas proprie-dades reais durante o processo de sinterização. Neste processo, o material é aquecido a aprox. 1500 ° C, e o cobalto passa ao estado líquido.
A estruptura é densificada pelo cobalto que „envolve“ os grãos de metal duro. As peças sofrem uma retração de 20 a 25%, dependendo da estruptura e do teor de cobalto.
Isto significa que é necessária muita experiência para a produção das peças em bruto, para que os produtos finais tenham as dimensões corretas.
Apesar de todas as possibilidades técnicas, a sinterização do metal duro é um procedimento que requer muito know- how e tem grande influência na qualidade do produto final.

ceratizit.com
12 METAL DURO-UMA QUESTÃO DE CONFIANÇAPRODUÇÃO DE METAL DURO \ SINTERIZAÇÃO
Após prensagem
Após sinterização
Temperatura de sinterização = TS
Aquecimento Arrefecimento
Metal duro acabadoGranulometria grande
e média e crescimento de
grão seletivo
Temperatura de sinterização = TS
(solubilidade do WC em cobalto a 1250 °C: 22 peso
percentual!)
Etapas da sinterização
Retração de sinterização
Apesar de evitar cuidadosamente os riscos de impurezas nas várias etapas de processamento, não é possível excluir totalmente uma certa porosidade residual no metal duro. Isto pode ter efeitos significativos, particularmente em aplicações da indústria de ferramentas e moldes, como acontece quando ocorre porosidade na erosão por fio ou na superfície externa/lateral dos punções de estampagem.Aplicando o procedimento de prensagem isostática a quente (hot isostatic pressing, HIP) é possível eliminar grande parte da porosidade residual. O metal duro é novamente aquecido até à temperatura de sinterização e é exposto a uma pressão de gás inerte de 1000 bar. Daqui resulta uma deformação plástica do metal duro, que se expande para dentro dos poros para que estes sejam fechados.O procedimento HIP de sinterização é uma combinação da sinterização e do procedimento HIP, em que o tratamento de pressão a gás é feito imediatamente após a sinterização.
É já possível atingir uma densificação suficiente a uma pressão de 100 bar.Além disso, o lote é fornecido com peças de teste que representam um lote de pó combinado com um processo de sinterização. Estas peças de teste são utilizadas nos seguintes procedimentos de teste:
▲Ensaiodedureza▲Ensaiodedensidade▲Mediçãodaforçacoerciva▲Análisedaestrupturaedaporosidade
Após testes detalhados, é decidido se a peça testada cumpre os requisitos da especificação e, consequentemente, será aprovada, ou não, para entrega.
Aquecimento
Peça em bruto Temperatura de sinterização < TS
Peças em brutoSinterização

ceratizit.com
13METAL DURO-UMA QUESTÃO DE CONFIANÇA PRODUÇÃO DE METAL DURO \ ACABAMENTO
Acabamento
Os procedimentos mais frequentes de usinagem de peças de metal duro sinterizadas são:▲ Retífica▲ Eletroerosão▲ Eletroerosão por penetração▲ Erosão por fio
Estes procedimentos serão abordados com mais detalhes a partir da página 18.
Acabamento, procedimentos mais frequentes
Retífica Erosão por fio Eletroerosão por penetração

ceratizit.com
14
10µm
10µm
10µm
0 5 10 15 20 25 30
3000
2500
2000
1500
1000
500
4500
3500
4000
3000
2500
2000
15000 5 10 15 20 25 30
25
20
15
10
5
00 5 10 15 20 25 30
CF-S12Z
CF-F35Z
CF-H25S+
CF-S18Z
CF-H40S+
CF-S18ZCF-H40S+
CF-F35Z
CF-H25S+
CF-S12Z
CF-F35Z
CF-H40S+
CF-S18Z
CF-H25S+
CF-S12Z
Co [%]
Co [%]
Co [%]
▲ ▲▲ ▲
▲
▲▲▲
▲
▲
▲▲▲
▲▲
METAL DURO-UMA QUESTÃO DE CONFIANÇACLASSE DE METAL DURO \ EXEMPLOS – PROPRIEDADES
Exemplos de classes – propriedades
Valo
r K1C
[MPa
* m1/
2 ]Du
reza
[HV3
0]
Grão submicronGrão fino/médio
Grão grosso
Resi
stên
cia
à ru
ptur
a tra
nsve
rsal
[MPa
]
Grão submicron
Grão fino/médio
Grão grosso

ceratizit.com
15METAL DURO-UMA QUESTÃO DE CONFIANÇA CLASSE DE METAL DURO \ PROPRIEDADES DO METAL DURO
Propriedades do metal duro dependentes do teor de Co e do tamanho do grão do WC
Dureza (resistência ao desgaste)Bicos para corte por jato de água Tipo de tensão▲Desgaste▲Corrosão
Classe de metal duro▲Durezamuitoelevada:2650HV30▲Tamanhodegrãopequeno:
< 0,5 µm▲BaixoteordeCo:0,4%▲Resistênciaàcorrosãoao
adicionar Cr3C2
Dureza
Teor de cobalto ▼Tamanho do grão ▼
Dureza
Teor de cobalto ▼Tamanho do grão ▼
Tenacidade
Teor de cobalto ▲ Tamanho do grão ▲
Resistência à ruptura transversalMicrobrocas Tipo de tensão▲Desgaste▲Deflexão
Classe de Metal duro▲T.R.S.:>4000MPa▲Tamanhodegrãopequeno:
< 0,5 µm + VC▲BaixoteordeCo~8,5%▲Elevadaresistênciaaodesgaste:
1930 HV30
TenacidadeLaminação a quente Tipo de tensão▲Desgastedevidoaabrasão▲Acumulonasbordas▲Esforçodeimpacto
Classe de metal duro▲Suficienteresistênciaàfratura:
Teor de Co 20%▲Boaresistênciaaodesgaste:
1030 HV30▲Granulometriamédiagrossaou
extragrossa

ceratizit.com
16
0,00001
0,00010
0,00100
0,01000
0,10000
1,00000
10,00000
100,00000
-500 -250 0 250 500
METAL DURO-UMA QUESTÃO DE CONFIANÇACLASSE DE METAL DURO \ PROPRIEDADES
Devido à fragilidade e à dureza, a homogeneidade do ma-terial é extremamente importante em termos de resistência à ruptura transversal do material e desgaste homogéneo.
Resistência à corrosãoA resistência à corrosão é uma propriedade que deve ser mantida em consideração, particularmente em apli-cações do setor de ferramentas e moldes. Devido à estruptura heterogénea do metal duro, em caso de cor-rosão o ligante metálico é removido da estruptura. Um caso extremo de depleção de ligantes metálicos pode ser visto nas imagens que se seguem. Isto pode ocorrer durante a usinagem (erosão por fio em dielétrico, retífica com emulsão), mas também durante o processo de apli-cação (lubrificantes corrosivos).
Exemplo de um poro que causa fratura em um metal duro submicrónico que não sofreu densificação isostática aquente=>T.R.S.30%maisbaixa
Exemplo de depleção de cobalto na superfície causada por corrosão
Redução da tendência para a corrosão
Velo
cidad
e da
cor
rosã
o
Densidadeatual[μA
/cm
2 ]
Potencial [mV]
Gráficos do potencial medido da densidade atual
Redução por um fator 80!
Padrão
Classes de CF

ceratizit.com
17METAL DURO-UMA QUESTÃO DE CONFIANÇA CLASSE DE METAL DURO \ PROPRIEDADES
Gráfico: Cadeia de processamento de CF
Estabilidade das arestasA causa da estabilidade insuficiente das arestas numa ferramenta desgastada quase sempre só pode ser interpretada por especialistas com longa experiência no setor. Um classe de metal duro com alta dureza pode ter uma resistência à ruptura insuficiente, o que faz com que as arestas se quebrem devido à alta tensão dinâmica nas arestas de corte. Quando se aplica um classe de metal duro com dureza insuficiente, podem ocorrer deformações de aresta de corte que apresentam falhas de aspeto semelhante.A falta de homogeneidade na estrutura do metal duro também pode conduzir à quebra local num classe de metal duro adequado.
Tendência para adesãoAlém da classe de metal duro, também a tendência para adesão (tendência para colar) do material de corte depende em grande medida do material a ser cortado, da qualidade da superfície da ferramenta, da folga de corte e da geometria da ferramenta, bem como do lubrificante aplicado.
Um molde de rotor/estator típico
Erosão
Trituração, retrituração
Limpeza
Estampagem, dobragem, moldagemRevestimento
Armazenamento
Transporte
CF-

18 METAL DURO-UMA QUESTÃO DE CONFIANÇAUSINAGEM DO METAL DURO
Usinagem do metal duro
A usinagem do metal duro de tungsténio tem uma grande influência nas propriedades e no desempenho das ferramentas acabadas. A qualidade de cada etapa durante a usinagem, se for feito da maneira correta, pode aumentar muito a vida útil da ferramenta. No presente capítulo são descritas as seguintes tecnologias de usinagem:
▲Retífica▲Usinagemporeletroerosão▲Eletroerosãoporfio▲Eletroerosãoporpenetração▲FuroRápido▲Fresagemdemetalduro▲Torneamentodometalduro▲Tratamentoajatodeareia▲Polimento▲Revestimento

ceratizit.com
19METAL DURO-UMA QUESTÃO DE CONFIANÇA USINAGEM DO METAL DURO \ RETÍFICA DO METAL DURO
Retífica do metal duro
Seleção do ReboloAo selecionar os rebolos, devem ser levado em con-sideração o tamanho do grão, o tipo de conexao e a concentração.
Tamanho do GrãoQuanto maior for o grão abrasivo:▲maioressãoasforçasdetrituração▲menorseráavidaútildorebolo▲menorseráaqualidadedasuperfície▲maiselevadaseráatemperaturadetrituração
Concentração de grãos de corteA concentração dos grãos de corte é um parâmetro sig-nifi- cativo dos rebolos de CBN e de diamante e indica a percen- tagem de volume dos grãos de CBN ou diamante na superfí- cie do rebolo.
Quanto mais alta é a concentração:▲maioressãoasforçasderetífica▲maiorseráavidaútildorebolo▲melhorseráaqualidadedasuperfície
Valores indicativos para a seleção de rebolo (rebolo de diamante em metal duro)
Valores indicativos para a seleção de rebolos(comparação do rebolo de CBN/aço com o rebolo de diamante/ metal duro)
Definição de retífica, de acordo com a norma DIN 8589: a retífica é um método de usinagem constituído por vários procedimentos de corte. Rebolos como fer-ramentas de corte, são disponibilizados com arestas de corte que não são definidas geometricamente.
As arestas de corte são feitas de materiais de corte que são mais duros do que os materiais que vão ser retificados.
Ligante do reboloBasicamente, pode ser feita a seguinte distinção: resina sintética, sinterização metálica, ligante cerâmico e galvânico.
Quanto mais duro é o ligante:▲maioressãoasforçasdetrituração▲avidaútildorebolonãoéafetada▲melhorseráaqualidadedasuperfície▲maiselevadaseráatemperaturadetrituração
Retífica do metal duro
Tamanho dos grãos abrasivos
CBNHSS 64 HRC
DIAMetal duro K20
D301 Ra 2,10 –
D213 Ra 1,41 –
D181 Ra 1,12 Ra 0,53
D91 Ra 0,50 Ra 0,33
D54 Ra 0,33 Ra0,16
MD20 – Ra 0,05
0,80 – 1,20
0,40 – 0,70
0,20 – 0,35
0,16–0,18
0,06–0,14
Ra [µ
m]
Polimento fino
Retífica de acabamento
Desbaste
Retífica média
Pré-retífica
MD10MD16MD25MD40
D46D54
D64D76D91
D107D126
D151D181

ceratizit.com
20 METAL DURO-UMA QUESTÃO DE CONFIANÇAUSINAGEM DO METAL DURO \ SELEÇÃO DE FLUIDO REFRIGERANTE
Quando se trata de lubrificação, é essencial garantir que o lubrificante é realmente aplicado no ponto mais eficaz, a fim de se obter a refrigeração ideal. Se isso não acontecer, o metal duro pode ficar danificado.
NÃO O.K.
Possível efeito de refrigeração insuficiente
Aplicação incorreta dos lubrificantes de refrigeração
Ótima superfície se a refrigeração for a correta
Aplicação correta dos lubrificantes de refrigeração
O.K.
Seleção de líquido refrigeranteDo ponto de vista do produtor de metal duro, a refrigeração durante o processo de retífica é da máxima importância. Deve ser sempre utilizado um líquido de refrigeração nas operações de retífica.
Informação sobre a seleção de líquidos de refrigeração
Óleo Emulsão Água
Efeito de refrigeração médio bom bom
Efeito lubrificante muito bom médio insuficiente
Número de medidas de controlo necessárias baixo, quando o volume é alto alto, controle contínuo baixo
Número de procedimentos de limpeza alto, instalações especiais médio baixo
Impacto ambiental alto baixo baixo
Custo alto médio baixo
Potencial de corrosão baixo médio alto

ceratizit.com
21
}}}
METAL DURO-UMA QUESTÃO DE CONFIANÇA USINAGEM DO METAL DURO \ TENSÃO INTERNA \TABELA DE CONVERSÃO
Tensão internaQuando o metal duro é retíficado, ocorre tensão interna nas camadas superiores; isto pode afetar consideravelmente a resistência à ruptura transversal, dependendo da seção transversal do componente.
Consumo de calor em caso de má refrigeração
Consumo de calor em caso de boa refrigeração
Tabela de conversão
Tabela de conversão de tamanhos de grãosCriação de tensão durante a trituração dos componentes de metal duro
Tensão, pressão tensão interna tensão
Zona periférica próxima da superfície
Zona periférica na posição mais profunda
Material de base
Ambiente
Rebolo
Fluido refrigerante
Cavaco
Peça trabalhada
0 5 10 15 20 25 30 35 40 45 50 55%
Ambiente
Rebolo
Fluido refrigerante
Cavaco
Peça trabalhada
0 5 10 15 20 25 30 35 40 45 50 55%
Diamante norma FEPA
Norma EUA(Mesh EUA)
DIAmetal duro K20
D301 50/60 300 – 250
D251 60/70 250 – 212
D213 70/80 212 – 180
D181 80/100 180 – 150
D151 100/120 150 – 125
D126 120/140 125–106
D107 140/170 109 – 90
D91 170/200 90 – 75
D76 200/230 75–63
D64 230/270 63–53
D54 270/325 53 – 45
D46 325/400 45 – 38
D35 400/500 40 – 32
D30 500/600 32 – 25
D25 – 30 – 20
D20 – 25 – 15

ceratizit.com
22 METAL DURO-UMA QUESTÃO DE CONFIANÇAUSINAGEM DO METAL DURO \ USINAGEM POR ELETROEROSÃO \ PROBLEMAS E COMO EVITAR PROBLEMAS
Problemas e como evitar problemas de eletroerosão por fioDanos na superfícieGeralmente, o exame de qualquer superfície em bruto ou pré-cortada de eletroerosão por fio apresentará o seguinte cenário:
Zona 1
Zona 2
Zona 3
Superfície do Metal duro com corte em bruto
Zona 1:No corte em bruto, geralmente utiliza-se a potência elétrica e as velocidades de avanço mais altas, para que seja criada uma "zona branca" que inclua uma mistura de resíduos de vários materiais. A maioria dos resíduos, ou da camada refundida, provém de material fundido da peça trabalhada e dofio.Estazonatemaproximadamente3–5μm(mícrons)de profundidade.
No processo de usinagem por eletroerosão, materiais condutores, como o metal duro de tungsténio, são usinados num dielétrico (água ou óleo). A peça trabalhada e a ferramenta de moldagem representam, cada uma delas, um elétrodo. Ocorrem processos de descarga de alta frequência entre ambas. Esses processos de descarga são acionados ultrapassando a tensão disruptiva elétrica entre a peça trabalhada e a ferramenta de moldagem, que é determinada pela distância de trabalho e pela capacidade de isolamento do dielétrico. A imagem à direita mostra o princípio de usinagem por eletroerosão.
Regra geral, existem dois métodos diferentes:▲Eletroerosãoporfio▲Eletroerosãoporpenetração
Ambos os métodos são descritos nos seguintes parágrafos.
Usinagem por eletroerosão
Princípio da usinagem por eletroerosão
Zona 2:O alto desempenho e a velocidade de avanço criam outra zona fortemente afetada, que fica situada imediatamente abaixodazona1etemumaprofundidadede9μmdevidoà temperatura de aprox. 15000 °C. No entanto, numerosos exames de superfície revelaram danos consideravelmente mais profundos. Se a zona 2 não for completamente removida por um número suficiente de passagens de acabamento, o resultado poderá ser a depleção de cobalto com efeitos desastrosos. Abordaremos este assunto mais tarde com mais detalhes.
Zona 3:Esta é a área de metal duro não danificada que deve ser atingida através de um recorte suficiente, se pretender que o metal duro recupere as suas importantes propriedades mecânicas. É absolutamente essencial que esta zona seja atingida. Saber quantas passagens são necessárias requer experiência em eletroerosão a fio, mas todos os funcionários envolvidos devem estar totalmente cientes do estado (zona 1 e 2) e da necessidade de a remover.A imagem da esquerda ilustra claramente a situação descrita acima.

ceratizit.com
23METAL DURO-UMA QUESTÃO DE CONFIANÇA USINAGEM DO METAL DURO \ USINAGEM POR ELETROEROSÃO \ PROBLEMAS E COMO EVITAR PROBLEMAS
Superfície criada por um número suficiente de recortes
1)Klünsner2016:viidaútildometalduroobtidoporjateamento umido é igual ao do metal foi igual ao retíficado
Impacto térmico, fissuras térmicasA elevada potência do gerador pode criar temperaturas muito altas que não podem ser conduzidas para longe da área de usinagem pelo metal duro circundante. Em combinação com uma velocidade de avanço muito alta, daqui podem resultar más condições de fornecimento do líquido, um aumento da condutividade do dielétrico e tendência para fissuras e depleção de cobalto.Mas vamos abordar esta questão em mais detalhes abaixo. Estas fissuras são inaceitáveis por razões de ordem prática, porque assim que a ferramenta começa a ser utilizada, as fissuras propagam-se e podem dar origem a rupturas. Com demasiada frequência, culpa-se o metal duro por isto acontecer.
Fissuras térmicas típicas após corte em bruto
Uma boa qualidade da superfície significa uma ferramenta com uma vida útil mais longa. Mas uma boa qualidade de superfície também custa dinheiro!
Micrografia de uma superfície de metal duro cimentado WC Co a seguir ao corte inicial por eletroerosão em óleo.1)(Ra=1,3μm)
EHT = 20,00 kVWD=6,0mm
Sinal A = CZ BSDMag = 1,00 K X
10 µm
EHT = 20,00 kVWD=6,0mm
Sinal A = SE1Mag = 1,00 K X
10 µm
Micrografia de uma superfície de metal duro cimentado WC Co a seguir ao nono corte por eletroerosão consecutivo em óleo.1)(Ra=0,06μm)

ceratizit.com
24 METAL DURO-UMA QUESTÃO DE CONFIANÇAUSINAGEM DO METAL DURO \ USINAGEM POR ELETROEROSÃO \ PROBLEMAS E COMO EVITAR PROBLEMAS
É interessante referir que a corrosão também ocorre em superfícies não erodidas devido a eletrolise. Isto é provocado por um mal controle do dielétrico (muito sujo) em combinação com o processo eletroquímico acima descrito. A depleção de cobalto não é visível sem um microscópio. A penetração do dielétrico através das microfissuras dissolve o cobalto, e o metal duro na superfície fica sem o suporte de um ligante. Consequentemente, toda a área afetada perde completamente a estabilidade, dureza e tenacidade. É essencial que esta superfície seja retíficada para remover os danos. A maioria dos fabricantes de moldes retira 0,3 mm a 0,5 mm.
A imagem abaixo mostra os efeitos da corrosão por picadas num corte transversal. A corrosão por picadas do ligante deve-se à ocorrência de um processo eletroquímico no dielétrico que afeta as superfícies até a uma profundidade de,aproximadamente,20μm.
Na origem deste processo está no fornecimento inadequa- do de líquido no corte e, em muitos casos, uma condutivida- de muito elevada do dielétrico.
Corrosão por picadas. Corte transversal
Corrosão por picadas
Máquinas de eletroerosãoAs máquinas de erosão por descarga elétrica (também conhecidas como „máquinas de eletroerosão“) são utilizadas com frequência criar orifícios instantâneos em blocos de metal duro. „Erosão“ e „desbaste“ são palavras frequentemente utilizadas para descrever este processo no caso do metal duro. As rupturas e as fissuras até uma profundidade de 0,5 mm (0,02) são o resultado de demasiada potência, velocidades de avanço excessivas e mal fornecimento de líquido. A julgar pelo número de falhas que observámos, recomendamos uma redução da potência e uma margem de, pelo menos, 0,3 mm entre o furo rapido e uma posição de superfície acabada.
Reação eletroquímica (corrosão por picadas/corrosão)A corrosão por picadas e a corrosão têm de ser consideradas em conjunto, uma vez que se trata de reações que ocorrem simultaneamente tanto em superfícies erodidas como em superfícies não erodidas. Estes efeitos são evidentes em toda a peça trabalhada (e não apenas nas superfícies cortadas com eletroerosão por fio). As cavidades, ou pequenos orifícios, que aparecem nas superfícies, denominam-se „corrosão por picadas“. Muitas vezes, não é possível ver essas cavidades (que na realidade são uma depleção de cobalto) durante as primeiras etapas. Só se tornam evidente em usinagens ou polimentos subsequentes ou, pior ainda, quando a ferramenta vai ser utilizada.A imagem da direita é um exemplo típico de corrosão por picadas, que é visível a olho nu. Como referimos antes, as cavidades também irão aparecer em superfícies não usinadas. Isto acontece porque o metal duro inclui um componente de cobalto como ligante, que é magnético. O cobalto magnético extrai partículas do dielétrico, o que resulta em
▲corrosãomaisrápida▲edesgastemecânicolocal,
provocado pela vibração das partículas de impureza na superfície.

ceratizit.com
25METAL DURO-UMA QUESTÃO DE CONFIANÇA USINAGEM DO METAL DURO \ USINAGEM POR ELETROEROSÃO \ RESOLUÇÃO DE PROBLEMAS
Sugestões para evitar problemas (eletroerosão)▲Azonatermicamenteafetadatemdeserretiradaatravés
de um número suficiente de recortes.▲Énecessáriotercuidadoquandoseefetuaaeletroerosão
por descarga elétrica, porque os efeitos são enormes a nível térmico. No entanto, quando devidamente utilizadas, as máquinas de eletroerosão por descarga elétrica podem ser ferramentas muito úteis.
▲Ometalduroémagnético: as peças trabalhadas têm de ser desmagnetizadas antes
de serem submetidas a usinagem por eletroerosão.▲Princípiodeinjeçãomínima: em vez de trabalhar de acordo com as instruções, por
vezes é definida a mesma pressão nos bicos superior e inferior. O resultado é que ambos os jatos de água se encontram com a mesma força na área onde o material é cortado, fixando partículas (fio, metal e sujeira) em vez de as afastar. De imediato, a condutividade elétrica do dielétrico atinge níveis inaceitáveis, o que faz com que a corrosão ocorra conforme é descrito acima. É importante que a pressão do bico superior seja significativamente mais alta do que a pressão do bico inferior, que é responsável apenas pela lavagem das guias do fio
▲Procedimentosdetrabalho: Não é aconselhável terminar uma parte e depois
começar a trabalhar na seguinte. É muito mais seguro fazer o corte grosseiro em todas as peças, e depois o primeiro corte de acabamento em todas as peças, etc. Caso contrário, o primeiro corte da peça (o componente com a superfície acabada) ficará exposto à água e, portanto, ao risco de corrosão, por um período mais longo. Quando é observado o procedimento correto, o risco de corrosão pode ser bastante reduzido.
▲Observarconstantementeacondutividadeelétricadodielétrico<5μmS/cm.Nãoinicieumaoperaçãosefordifícil manter este valor.
▲Conservaçãodaspeçastrabalhadasapósausinagem:limpar a peça trabalhada com água limpa, colocar as peças em um forno durante 1 hora a 100 °C, para evaporar toda a água que possa ter ficado nas microfissuras que ainda possam existir.
▲Ob:nãoesvaziaraáguadepoisdeconcluídootrabalho,deixando a peça trabalhada no tanque. As gotas de água que ficam na peça trabalhada são as que apresentam a a maior concentração de materiais corrosivos. É preferível deixar a peça submersa num tanque cheio.
▲Manterodielétricolimpo.Osfiltrosnãoremovemtotal-mente todas as partículas de cobalto.
▲Énecessárioverificar regularmenteovalordopH, a condutividade, a dureza e os cloretos da água. A faixa não crítica para o valor de pH do metal duro está entre 6,5e8,5;ovaloridealaserbuscadoé7
▲Utilizarapenasmetaldurodealtaqualidadequetenhasido tratado com HIP. A qualidade e a estabilidade do metal duro afetam muito o acabamento da superfície e a precisão das peças produzidas.
▲Asfaceslateraistêmdeserretíficadasdepoisdausinagemcom eletroerosão por fio. Uma profundidade de aprox. 0,3 mm é suficiente para remover qualquer dano superficial.
▲Marcaçãodepeçastrabalhadas:evitarautilizaçãodemarcadores com solventes que possam atacar o cobalto.
▲Emuma instalaçãodeeletroerosão(EDM),quandoprincipalmente aço é processado e o metal duro apenas ocasionalmente, a limpeza do dielétrico é urgentemente recomendada antes da usinagem do metal duro. Do con-trário, o metal duro terá uma tendência maior à corrosão. O ideal é utilizar uma instalação EDM exclusivamente para metal duro.
Corte de metal duro encarcaçado eletroerosãoOs moldes de metal duro utilizados na conformação a frio de arame metálico ou chapas metálicas são muitas vezes montados numa caixa de aço com interferência para compressão do metal duro. Graças à compressão, o metal duro apresenta as suas melhores propriedades mecânicas e o risco de quebra é reduzido.
A interferência introduz um estado de compressão no me-tal duro que é útil durante as operações de estampagem/ forjamento, mas que pode ser crítico ao cortar o metal duro por eletroerosão.
Não é recomendável cortar uma peça de metal duro mon- tada removendo uma quantidade substancial de material (por exemplo, cortando uma forma apenas a partir de um orifício inicial) quando a peça está montada numa caixa de aço. Isso acontece porque durante a eletroerosão as tensões de compressão no metal duro são liberadas de forma incontrolável, acarretando o risco de fratura.
A sequência correta de operações é:▲Pré-cortarantesdemontar.Operfil requeridoépré-
cortado antes do metal duro ser montado na caixa de aço. O perfil deve ser pré-cortado com uma tolerância de alguns décimos de milímetro para permitir o acabamento.
▲Montagem.Apósopré-corte,ometalduropodesermontado na caixa de aço. Devido à retração, é de se esperar uma deformação do perfil interno.
▲Acabamento.Apósamontagem,operfilpodeseracabado para que fique com as dimensões finais através de eletroerosão por fio. Como a quantidade de material retirado nesta operação é limitada, o risco de quebras sofre uma grande redução.

ceratizit.com
26 METAL DURO-UMA QUESTÃO DE CONFIANÇAUSINAGEM DO METAL DURO \ USINAGEM POR ELETROEROSÃO \ ELETROEROSÃO POR PENETRAÇÃO
Eletroerosão por penetraçãoNa eletroerosão por penetração, a ferramenta é um elétrodo que tem a forma negativa do resultado final da operação. Utilizando vários eixos, é possível usinar formas complexas. Os elétrodos podem ser fabricados a partir de tungsténio-cobre, cobre ou grafite. Como é utilizado óleo dielétrico, o perigo de corrosão é minimizado. Um aspeto muito importante da eletroerosão por penetração é o fato de definições erradas poderem criar danos térmicos em grandes secções da superfície da peça trabalhada.
Superfície influenciada termicamente, corte transversal Superfície com definições otimizadas
Materiais dos elétrodos Etapas da usinagem
Requisitos dos elétrodos
Propriedades necessárias resultantes
Velocidade de remoção elevada Condutividade elétrica elevada
Velocidades de desgaste baixasPonto de fusão elevado.
Condutividade térmica elevada
Alta precisãoExpansão térmica baixa
Tensão interna baixaEstabilidade das arestas elevada
Custo de usinagem baixo Boa usinabilidade
Preço razoável Grande disponibilidade de matérias-primas
Etapas da usinagem Desbaste Acabamento
Poli- mento fino
Poli- mento
Velocidade de remoção [mm³/min]
≥17 ≥2,5 ≥0,5 < 0,5
Velocidade de remoção específica [mm³/(A-min)]
4,5 - 9,0 0,3 - 4,5 01, - 0,3 < 0,1
Rugosidade Ra [µm]
≥3 ≥0,8 ≥0,5 ≥0,5

27

ceratizit.com
28 METAL DURO-UMA QUESTÃO DE CONFIANÇAUSINAGEM DO METAL DURO \ FRESAGEM DE METAL DURO
Fresagem de metal duro
IntroduçãoA fresagem do metal duro é uma nova tecnologia que surgiu nos últimos anos e pode ter vantagens quando comparada com outras tecnologias de produção.
Vantagens e limites da fresagem:▲Comparadacomoutrastecnologiasdeprodução,como
a eletroerosão por penetração em molde, a fresagem reduz o tempo de processamento. Isto é possível devido ao fato de a peça ser usinada diretamente, a usinagem por elétrodo é eliminada e outras perdas de tempo, como os períodos de espera entre as diferentes operações, sofrem uma redução.
▲Bomacabamentodasuperfície:OsvaloresdeRa até 0,05 podem ser obtidos diretamente através de fresagem, o que reduz o tempo necessário para o polimento final.
▲Podemserproduzidas formascomplexas.Formase perfis que anteriormente só podiam ser produzidos através de eletroerosão por penetração em molde podem ser fresados.
▲Umlimitedatecnologiaéquenãoéapropriadapara a remoção de grandes quantidades de material. Devido aos tipo de ferramentas de fresagem disponíveis para o metal duro, a remoção de grandes quantidades de material pode ser economicamente desvantajosa.
▲Podeserdifícilusinarraiospequenos.Oraiodapeçausinada será diretamente afetado pelo raio da ferramenta de fresagem.
Ferramentas de fresagem para metal duro (revestimentos de diamante CVD, PCD)Para conseguirem cortar, as ferramentas têm de ser cerca de quatro vezes mais duras do que o material que vai ser usinado. Com base nas propriedades mecânicas e na du- reza das classes de metal duro (800-2200 HV30), apenas dois materiais são normalmente utilizados para usinagem: Ferramentas em PCD (diamante policristalino) ou CVD (revestimento de diamante). Estes materiais possuem ambos uma dureza de cerca de 8000-10 000 HV30, sendo, por isso, adequados para a usinagem do metal duro.
Fresagem do Metal duro de tungsténio 2)
2) Fraunhofer IPT
Classes de metal duro adequados à fresagem
CF-S12ZGrão mais fino
Ligante6%
Classe de metal duro adequado para fresagem
% d
e lig
ante
GrossoFino Tamanho de Grão
CTE50Grão extragrosso
CTC-25Grão grosso
CF-H40S+Grão fino/médio
CF-F35ZGrão fino
CF-S18ZGrão fino
Liga
nte
25%
Liga
nte
12,5
%
Liga
nte
12%
Liga
nte
17,5
%
Liga
nte
9%
alto
baixo

ceratizit.com
29
1500
1000
500
0
-500
-1000
-1500
CF-H40S+ CF-S18Z CF-F35Z CTC25 CTF50
METAL DURO-UMA QUESTÃO DE CONFIANÇA USINAGEM DO METAL DURO \ FRESAGEM DE METAL DURO
As propriedades da classe de metal duro que vai ser usinado têm grande influência no processo de fresagem. Quanto mais duro é o metal duro, mais difícil é a operação de fresagem. No gráfico, a usinabilidade dos diferentes classes de metal duro é ilustrada como uma função do tamanho de grão e da quantidade de ligante.
Osvaloresdedurezaàvoltados1860HV30 representam o limite de fresagem dos materiais.A vida útil de uma ferramenta de fresagem também é influenciada pela dureza do material que vai ser usinado. Ao fresar um classe de metal duro com uma dureza à volta dos 750 HV30 (25% de ligante e grãos grossos), uma ferramenta de fresagem pode remover cerca de 1000 mm3 de material; quanto maior é a dureza do material, menor é a vida útil da ferramenta.
Dica: A produção de roscas agora também é muito econômica com o processo de fresagem, outra vantagem é uma resistência significativamente mais alta da rosca fresada em comparação com as roscas erodidas.
Parâmetros de fresagem▲Profundidadesdecortede0,005a0,2mm▲Etapasde0,005a0,4mm▲Velocidadeentre20000e48000rpm▲Avançosentre80e750mm/min.▲Vidaútildaferramentaaté400minutos
Tensões compressivas residuaisUma grande vantagem do processo de fresagem é o fato de, durante o processo, ocorrerem tensões compressivas internas no metal duro. Estas tensões compressivas internas levam a uma maior tenacidade das peças usinadas e previnem o crescimento de fissuras.Em testes, as peças ativas fresadas atingiram um aumento da vida útil até o fator 3,5, o que também pode ser atribuído à propriedade das tensões residuais de compressão, além de outros fatores.
Tensão interna após o processo de fresagem
Peças produzidas com eletroerosão por
penetração
Carga de tração
Tensão de compressão

ceratizit.com
30 METAL DURO-UMA QUESTÃO DE CONFIANÇAUSINAGEM DO METAL DURO \ TORNEAMENTO DE PEÇAS DURAS
Uma outra tecnologia de produção que pode ser aplicada é o torneamento do metal duro. A expressão "torneamento de peças duras" aplica-se à usinagem de materiais com uma dureza superior a 80 HRA (58 HRC).O torneamento de peças duras pode ser utilizado para desbastar utilizando taxas de remoção de metal e profundidades de corte elevadas, ou para produzir perfis complexos com um acabamento de superfície excelente e simultaneamente com baixa remoção de material e profundidade de corte.
Para obter um processo estável e repetitivo, é importante dispor da máquina certa para trabalhar o metal duro. No tor- neamento, é importante que a máquina seja rígida.
Ferramentas de corte para torneamento do metal duroAssim como acontece no caso da fresamento do metal duro, é importante que a ferramenta utilizada para usinar o metal duro seja mais dura do que o metal duro que vai ser usinado. Os principais materiais utilizados nos encaixes de torneamento de metal duro são o CBN (nitreto de boro cúbico) e o PCD (diamante policristalino).Os insertos de CBN são utilizados em classes de Metal duro com uma dureza que pode ir até cerca de 1100 HV30. Nestes classes, é possível atingir taxas de remoção de metal elevadas e profundidades consideráveis de corte utilizando ferramentas com a geometria apropriada.Nas classes de metal duro mais duros, com durezas que podemiratécercade1600HV30, é necessário utilizar ferramentas de corte em PCD. Estes insertos de corte normalmente são brasados ao corpo de aço da ferramenta.Através do torneamento de peças duras, quando se uti-lizam ferramentas em PCD, é possível atingir valores de rugosidade da superfície à volta de Ra 0,1.
Classes de metal duro adequados ao torneamento de peças durasTal como acontece com o fresamento do metal duro, as propriedades mecânicas deste têm grande influência no processo de usinagem.Os classes com uma dureza inferior a 1100 HV30 – que corresponde a um tamanho de grão médio e 15% de ligante– são relativamente fáceis de usinar. Estes classes podem ser usinados tanto com ferramentas de corte de CBN como PCD. O torneamento pode ser utilizado como uma operação de desbaste com taxas de remoção de metal elevadas e profundidades de corte que vão até alguns décimos de milímetro por passagem.Classescomumadurezaentre1100e1600HV30 são mais problemáticos quando se trata do torneamento de peças duras. Para estes materiais, as operações que podem ser realizadas são mais restritas e geralmente limitadas à execução de raios ou perfis.
Torneamento de peças duras
Parâmetros de usinagem
Para estes tipos de classes, só são adequadas ferramentas em PCD. Os parâmetros de usinagem também são mais limitados, com profundidades de corte de apenas alguns centésimos de milímetro.Teoricamente, os classes de metal duro mais duros tam-bém podem ser sujeitos a torneamento de peças duras. Muitas vezes, o limite não é propriamente técnico, mas sim económico, uma vez que executar uma operação será caro, devido ao custo das ferramentas de corte.
Parâmetros de usinagem para torneamento de peças duras de metal duroRecomendação geral para os parâmetros de torneamento de três classes de metal duro, utilizando ferramentas em PCD. A adaptar, com base na operação.
Torneamento de metal duro
Classes de metal duro
Ferramenta em PDC,
desbaste
Ferramenta em PCD,
acabamento
CTC5010 35 Velocidade de corte
(m/min)
0,1 0,015 Velocidade de avanço
CTM409 30 Velocidade de corte
(m/min)
0,1 0,01 Velocidade de avanço
CTM308 15 Velocidade de corte
(m/min)
0,1 0,01 Velocidade de avanço

ceratizit.com
31METAL DURO-UMA QUESTÃO DE CONFIANÇA USINAGEM DO METAL DURO \ TRATAMENTO A JATO DE AREIA \ POLIMENTO
Tratamento a jato de areia
O tratamento a jato de areia pode remover (em alguns casos completamente) a zona submetida a tensão térmi-ca criada pelo processo de erosão anterior, bem como a zona branca. Além disso, a carga de tração residual nas superfícies pode ser convertida em tensão residual de compressão, e a camada superficial mais externa do metal duro pode ser compactada.
Quaisquer microfissuras que possam ter surgido durante a retífica também podem ser removidas pelo tratamento a jato de areia. Particularmente adequado para o acabamento de ferramentas de metal duro é a microabrasão seguida de polimento das superfícies sujeitas a abrasão. Pode ser utilizado neste processo um material de abrasão de corindo branco de grão fino.
O polimento Aerolap e o acabamento por arraste (drag finishing) são também excelentes para a usinagem de acabamento de ferramentas em metal duro.
PolimentoNormalmente, o polimento é a última operação para melhorar o acabamento da superfície da peça. Esta operação pode ser executada automaticamente, com máquinas, ou manualmente.
No caso do metal duro, isto geralmente é feito utilizando pastas de diamante com diferentes tamanhos de grãos, dependendo da rugosidade inicial da superfície.
Polimento automáticoEstão disponíveis no mercado diferentes tipos de máquinas para efetuar operações de polimento.
Polimento internoAs máquinas de polimento de perfis internos funcionam empurrando uma pasta que contém partículas de diaman-te através da peça a ser polida (por exemplo, polidor de extrusão).
Vantagens: processo repetitivo, possível polir orifícios pro- fundos e pequenos.
Desvantagem: é difícil melhorar significativamente o acabamento da superfície.
Polimento externoO polimento externo é feito com máquinas de polimento por arraste, nas quais as peças são movidas dentro de um recipiente com materiais (diamante) e grânulos (por exemplo, máquinas Otec). Com esta abordagem, e uti-lizando diferentes tipos de materiais, também é possível realizar outras operações, como rebarbação, preparação de arestas, etc.
Vantagens: processo repetitivo, possível automatizar, possível trabalhar várias peças ao mesmo tempo.
Desvantagens: processo rígido, demora tempo a desen-volver e adaptar o ciclo/processo de polimento ao produto.
Polimento automático
Tratamento a jato de areia

ceratizit.com
32 METAL DURO-UMA QUESTÃO DE CONFIANÇAUSINAGEM DO METAL DURO \ POLIMENTO
Tensões compressivas residuaisO processo de polimento permite equalizar a carga de tração residual na superfície e/ou convertê-la em tensão compressiva residual.
As zonas brancas e submetidas a tensão térmica resul-tantes do processo de eletroerosão anterior não podem, em regra, ser completamente removidas pelo processo de polimento.
Polimento manualO polimento manual do metal duro é sempre feito utilizando pastas de diamante que são aplicadas às peças que vão ser trabalhadas com diferentes suportes de madeira ou plástico.
O polimento de formas perfiladas (internas e externas) é geralmente feito com ferramentas vibratórias (por exemplo, Diprofil). As peças com simetria axial podem ser montadas num eixo para polimento.
Utilizando diferentes pastas de diamante é possível melhorar o acabamento da superfície. Dependendo da rugosidade inicial da superfície a ser obtida através do polimento, será necessário utilizar diferentes grãos de diamante.
Vantagens: processo flexível, possibilidade de trabalhar peças com tamanhos e geometrias muito diferentes; utili- zando materiais com diferentes tamanhos de grãos, é possível fazer grandes melhorias no acabamento da superfície, sendo atingíveis valores de Ra 0,05.Desvantagens: é difícil reproduzir o processo manual com exatidão, uma vez que depende das capacidades do operador; se forem utilizadas pastas de diamante mais ásperas, os perfis/raios podem ficar distorcidos.
Polimento manual
Ra inicialPolimento
IPolimento
IIPolimento
III Ra final
0,8 D45 D15 D3 0,05
0,4 D15 D3 0,05
0,1 D3 0,05
Valor inicial Ra 0,6-0,8
Após polimento com D45 Ra 0,3
Após polimento com D15 Ra 0,15
Após polimento com D3 Ra 0,05

ceratizit.com
33METAL DURO-UMA QUESTÃO DE CONFIANÇA USINAGEM DO METAL DURO \ REVESTIMENTOS
Revestimentos
Atualmente, revestimentos resistentes ao desgaste são utilizados com mais frequência para melhorar a vida útil da ferramenta e a qualidade do processo em muitas aplicações.
Os revestimentos resistentes ao desgaste são geralmente compostos cerâmicos com elevada dureza e resistência ao desgaste.
Exemplos de materiais utilizados para revestimentos: SiC, TiC, TiN, TiCN, BC, etc. A escolha do revestimento é muitas vezes difícil, e o bom desempenho depende de muitos parâmetros do processo (material trabalhado, lubrificante, etc.).
Estes materiais podem ser depositados no metal duro com diferentes tecnologias, sendo a mais comum a deposição física em fase vapor (Physical Vapor Deposition, PVD) e a deposição química em fase vapor (Chemical Vapor Deposition, CVD).
Processo de PVDA técnica de deposição física em fase vapor baseia-se na vaporização do material para que ele possa ser depositado como uma película fina. O material, na sua forma sólida, é aquecido até ocorrer evaporação (evaporação térmica) ou pulverizado por bombardeamento iónico (pulverização catódica).
Vantagens:▲Temperaturadedeposiçãobaixa(200-500°C)▲Possibilidadederevestirpeçasdeaçosemperdade
dureza▲Possívelrevestirferramentassoldadas▲Bomcontroledimensional(sãopossíveistolerâncias
mais pequenas)
Desvantagens:▲Posicionamentoemzonasdentroda linhadevisão:
– Orifícios, geometrias complexas que são difíceis de revestir
– Revestimento de orifícios limitado a 1-1,5 x o diâmetro▲Adesãolimitadacomosubstrato(emcomparaçãocom
os revestimentos por CVD)▲Espessuralimitada(aprox.2µm),emcomparaçãocom
os revestimentos por CVD
Processo de CVDA deposição química em fase de vapor baseia-se numa reação química que ocorre a alta temperatura dentro de uma atmosfera reativa, na qual as peças a serem revestidas são imersas. Esta reação química ocorre em todas as superfícies dentro da câmara de reação, por isso as peças ficam completamente revestidas no final do processo.
Vantagens:▲Espessuraelevada– resistênciaaodesgastemais
elevada▲Excelenteadesãoaosubstrato–ligaçãoquímicacomo
substrato▲Distribuiçãouniformedo revestimento–dentrode
orifícios, geometrias complexas, etc.
Desvantagens:▲Temperaturadedeposiçãoelevada – Possível formação de uma fase eta no metal duro
– Tem de ser utilizado metal duro com <20% Co para evitar deformação
– Impossível revestir ferramentas montadas (aço e metal duro) devido à perda de dureza do aço
– Impossível revestir ferramentas soldadas▲Estrupturamaiscomplexa(nocasodaspeçasmontadas)▲Necessidadedetolerânciasmaiores(emcomparação
com peças não revestidas ou revestidas por PVD)
Revestimentos

34 METAL DURO-UMA QUESTÃO DE CONFIANÇATÉCNICAS DE UNIÃO
Técnicas de União
A maioria das técnicas de união existentes pode ser apli- cada no caso do metal duro, por exemplo:
União de material:▲brasagem▲soldadura▲colagem
União de força:▲Contração
Junção de formas:▲roscas▲Cunhagem▲Fundiçã

ceratizit.com
35METAL DURO-UMA QUESTÃO DE CONFIANÇA TÉCNICAS DE UNIÃO \ BRASAGEM
BrasagemDefinições/explicaçõesPonto de fusão, intervalo de fusão, temperatura de trabalhoSó os metais puros e as ligas eutéticas têm um ponto de fusão definido. O metal fica líquido a temperaturas acima do ponto de fusão. Os metais de brasagem geralmente têm um intervalo de fusão, que é o intervalo de temperatura entre as temperaturas solidus e liquidus. Abaixo da temperatura solidus, o metal de brasagem é sólido; acima da temperatura solidus pode ocorrer uma fase líquida.O metal de brasagem só funde completamente acima da temperatura liquidus. A temperatura de trabalho ideal na qual ocorre a molhagem e o espalhamento completo do metal de brasagem fica imediatamente abaixo da temperatura liquidus (no intervalo de fusão superior).
Brasagem fraca▲Temperaturadetrabalho<450°C▲Vantagens:sãopossíveisgrandesuniõesdesuperfície,
tensão de brasagem mínima▲Desvantagens:baixaestabilidademecânica▲Aplicação:dobragemfina/componentesdemetalduro
sensíveis à distorção (réguas, ...)
Brasagem forte▲Temperaturadetrabalho>450°C▲Vantagens:elevadaestabilidadetérmicaemecânica▲Desvantagens: devido à tensãodebrasagem, as
dimensões do componente são limitadas
Molhabilidade, fundentesSegundo a definição, molhagem é espalhar o metal de brasagem líquido no material de substrato e o escorrimento do metal de brasagem para dentro de lacunas estreitas.
FundentesOs fundentes facilitam o processo de molhagem entre o metal duro cimentado e o metal de brasagem, reduzindo a tensão superficial e proporcionando proteção contra a oxidação.
Processo de brasagem▲Limpezamecânicaedesengorduramentodazonade
brasagem▲Carregamentorápidodofundentecomoproteçãocontra
a oxidação▲Posicionamentodaspeças▲Aquecimentorápidoecontínuo,semprenumagrande
área de superfície e do lado do material de substrato▲Todoofundenteésubstituídopormetaldebrasagem▲Arrefecimentolentoparaevitartensãointerna,colocando
peças trabalhadas em fornos ou acumulações de areia pré-aquecidas ...
NÃO deve ser arrefecido por exposição ao ar livre, por meio de ar comprimido ou têmpera com água, etc.
O desenho de uma junta tem de corresponder às caraterísticas do Metal duro:
▲OMetalduroéummaterialfriável▲Asarestastêmdeserprotegidas (utilizar raios, chanfros, …)
▲Osajusteseasguiastêmdeseradaptadosaometalduro (centro, ângulos, folgas, …)
▲A combinação de vários materiais pode causar tensão próximo da junta, dependendo da expansão térmica e da rigidez do material.

ceratizit.com
36 METAL DURO-UMA QUESTÃO DE CONFIANÇATÉCNICAS DE UNIÃO \ BRASAGEM
Redução da tensão do metal de brasagemA tensão interna após a brasagem pode ser parcialmente reduzida pela deformação plástica da junta de brasagem. Por isso, deve utilizar-se o seguinte:
▲Metaisdebrasagemcomtemperaturadefusãobaixa▲Camadasespessasdemetaldebrasagem▲Metaldebrasagemrevestido(camadadecobre,redede
níquel), especialmente com uma superfície de ligação de 100 mm² ou mais.
Efeito capilar como função da largura da lacuna
Lacuna demasiado estreita(apenas com brasagem de fundente)
Lacuna ideal
Lacuna permissível para brasagem manual
Lacuna demasiado larga
A molhabilidade do metal duro com o metal de brasagem (normalmente uma base de cobre ou de prata) depende muito do teor de cobalto e/ou níquel do fundente. Revestir o metal duro com cobalto, níquel ou cobre melhora o comportamento de molhagem.
Os fundentes são utilizados para brasagem em atmosferas oxidantes. Estes agentes dissolvem as camadas de óxido na superfície do metal duro e melhoram a molhabilidade. Em geral, as superfícies de metal duro e aço devem estar limpas e livres de óleo e gordura para garantir a molhabilidade ótima do metal de brasagem.
Tensão internaEm todos os processos com grandes diferenças de temperatura, os vários coeficientes de expansão de calor (heat expansion coefficients, HEC) causam tensão de ligação e tensão interna.Na brasagem forte de metal duro cimentado e de material de substrato (geralmente aço), ocorrem temperaturas >450°C.DevidoaosdiferentesHECs,atensãointernapode causar distorção ou fraturas.
▲Aço:12,0–14,0*10–61/K.▲metaldurocimentado:4,7(baixoteordecobalto)–7,3(elevadoteordecobalto)*10–61/K.
O tamanho e a distribuição da tensão interna dependem de:
▲DiferençadoHEC(veracima)▲Temperaturadefusãodometaldebrasagem▲Ductilidadedometaldebrasagem▲Espessuradacamadadebrasagem▲Geometria/dimensãodocomponente▲Propriedadesmecânicas(módulodeelasticidade,re-
sistência, resistência à fratura) do metal duro cimentado e do material de substrato/aço.
Brasagem do metal duroA brasagem do metal duro para aço requer temperaturas >450°C.Asligaçõesdebrasagemsãocaracterizadaspor elevada estabilidade térmica e mecânica.
É necessária uma boa molhagem entre o metal de brasagem e o metal duro para preencher completamente as lacunas de união estreitas (forças capilares) entre o aço e o metal duro. Deve também garantir-se que entre metal de brasagem suficiente para dentro da lacuna de união.
0,1 mm
Início da molhagem
Estado inicial
Etapa intermédia
Brasagem do metal duro
Estado final

ceratizit.com
37METAL DURO-UMA QUESTÃO DE CONFIANÇA TÉCNICAS DE UNIÃO \ BRASAGEM
Até o aquecimento é importante quando se faz a brasagem:
▲Aquecertodaasuperfíciedetrabalho▲Aplicarometaldebrasagemnalacunadeunião▲Manteratemperaturadetrabalhoatéofundenteeo
metal de brasagem emergirem da lacuna▲Nãosobreaqueceroligante!Astemperaturasdetrabalho
excessivas danificam o metal de brasagem e a peça trabalhada
Além disso, para evitar tensão interna, o ligante/componente deve poder arrefecer lentamente. Desta forma, qualquer tensão interna será reduzida por deformações plásticas no metal de brasagem. O componente brasado não deve, portanto, ser arrefecido por ar em condições indefinidas, mas antes da seguinte forma:
▲Emumforno,aumatemperaturade350a400°C▲Emummontedepó/areia▲Emarquente
Camada de metal de brasagem 0,05 mm. Fratura à
temperatura ambiente
Componentes à temperatura ambiente sem
fraturas
O metal de brasagem revestido é bom para metal duros cimentados.
Componente àtemperatura de trabalho
Componente àtemperatura ambiente
Camada de metal de brasagem 0,1 – 0,2 mm
Metal de brasagem revestido 0,4 mm
Utilização de metal de brasagem revestido
Ligações com parafusos Os furos roscados para parafusos no metal duro não apresentam problema.
Roscas no metal duroÉ muito caro fabricar roscas moldadas/retíficadas/erodidas por descarga elétrica.
Roscas internas (metal duro sólido)Estudos realizados pela CERATIZIT demonstraram que a carga de tração máxima dos parafusos nas roscas internas de metal duro (M4 a M10) é limitada pela resistência à tração do material do parafuso.
Resolução de problemas▲Alacunadebrasagementreometalduroeoaçoémuito
estreita:Causas: aquecimento irregular, metal de bra-sagem insuficiente, erros de perfil/geometria
Efeito: fraturas no metal duro▲Mámolhagemdometalduroedoaço: Causas: contaminação da superfície, temperatura de
brasagem insuficiente, quantidade incorreta de fundente. Efeito: não há adesão entre o metal de brasagem e a peça de ligação
▲Fraturas/porosnazonadebrasagem: Causa: temperatura de brasagem excessiva, metal de
brasagem insuficiente Efeito: poros e cavidades contraídas, possivelmente
fraturas no metal duro▲Oclusõesnazonadebrasagem: Causa: foi utilizado muito fundente Efeito: fraturas/fissuras no metal de brasagem
MD MD
MD MD
AC AC
AC AC
ceratizit.com
38
R
4 5 6 8 10
100
200
300
400
500
600
700
800
0
♦♦ ♦♦
♦♦
♦♦
♦
♦
7
METAL DURO-UMA QUESTÃO DE CONFIANÇATÉCNICAS DE UNIÃO \ LIGAÇÕES COM PARAFUSO \ LIGAÇÃO ADESIVA
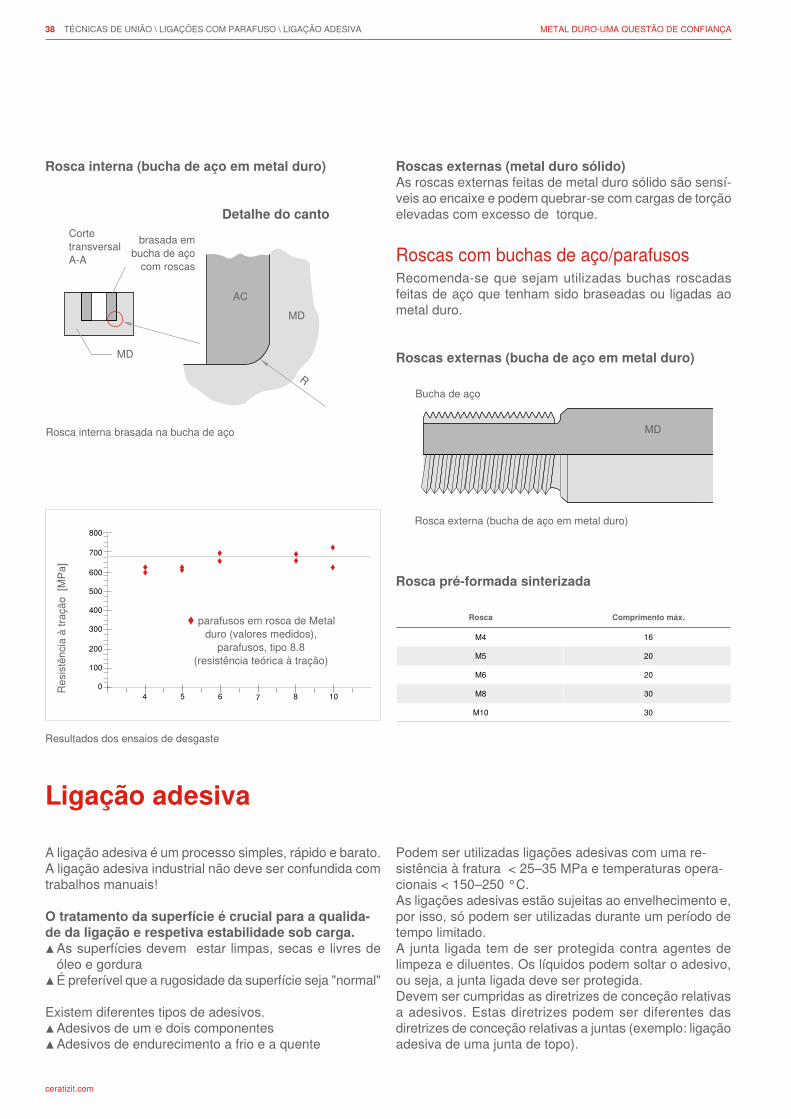
Roscas externas (metal duro sólido)As roscas externas feitas de metal duro sólido são sensí-veis ao encaixe e podem quebrar-se com cargas de torção elevadas com excesso de torque.
Roscas com buchas de aço/parafusosRecomenda-se que sejam utilizadas buchas roscadas feitas de aço que tenham sido braseadas ou ligadas ao metal duro.
Resultados dos ensaios de desgaste
Corte transversal A-A
brasada em bucha de aço
com roscas
Detalhe do canto
Rosca interna brasada na bucha de aço
Roscas externas (bucha de aço em metal duro)
Bucha de aço
Rosca externa (bucha de aço em metal duro)
A ligação adesiva é um processo simples, rápido e barato. A ligação adesiva industrial não deve ser confundida com trabalhos manuais!
O tratamento da superfície é crucial para a qualida-de da ligação e respetiva estabilidade sob carga.▲Assuperfíciesdevemestar limpas,secaselivresde
óleo e gordura▲Épreferívelquearugosidadedasuperfícieseja"normal"
Existem diferentes tipos de adesivos.▲Adesivosdeumedoiscomponentes▲Adesivosdeendurecimentoafrioeaquente
Ligação adesiva
Podem ser utilizadas ligações adesivas com uma re-sistência à fratura < 25–35 MPa e temperaturas opera-cionais < 150–250 °C.As ligações adesivas estão sujeitas ao envelhecimento e, por isso, só podem ser utilizadas durante um período de tempo limitado.A junta ligada tem de ser protegida contra agentes de limpeza e diluentes. Os líquidos podem soltar o adesivo, ou seja, a junta ligada deve ser protegida.Devem ser cumpridas as diretrizes de conceção relativas a adesivos. Estas diretrizes podem ser diferentes das diretrizes de conceção relativas a juntas (exemplo: ligação adesiva de uma junta de topo).
Rosca pré-formada sinterizada
Rosca interna (bucha de aço em metal duro)
Resis
tênc
ia à
traç
ão [
MPa
]
♦ parafusos em rosca de Metal duro (valores medidos),
parafusos, tipo 8.8 (resistência teórica à tração)
Rosca Comprimento máx.
M4 16
M5 20
M6 20
M8 30
M10 30
MD
MD
AC
MD
ceratizit.com
39METAL DURO-UMA QUESTÃO DE CONFIANÇA TÉCNICAS DE UNIÃO \ AJUSTE POR RETRAÇÃO
Ajuste por retração
Aço
Metal duroDiâmetro de ligação
Com
prim
ento
da
ligaç
ão
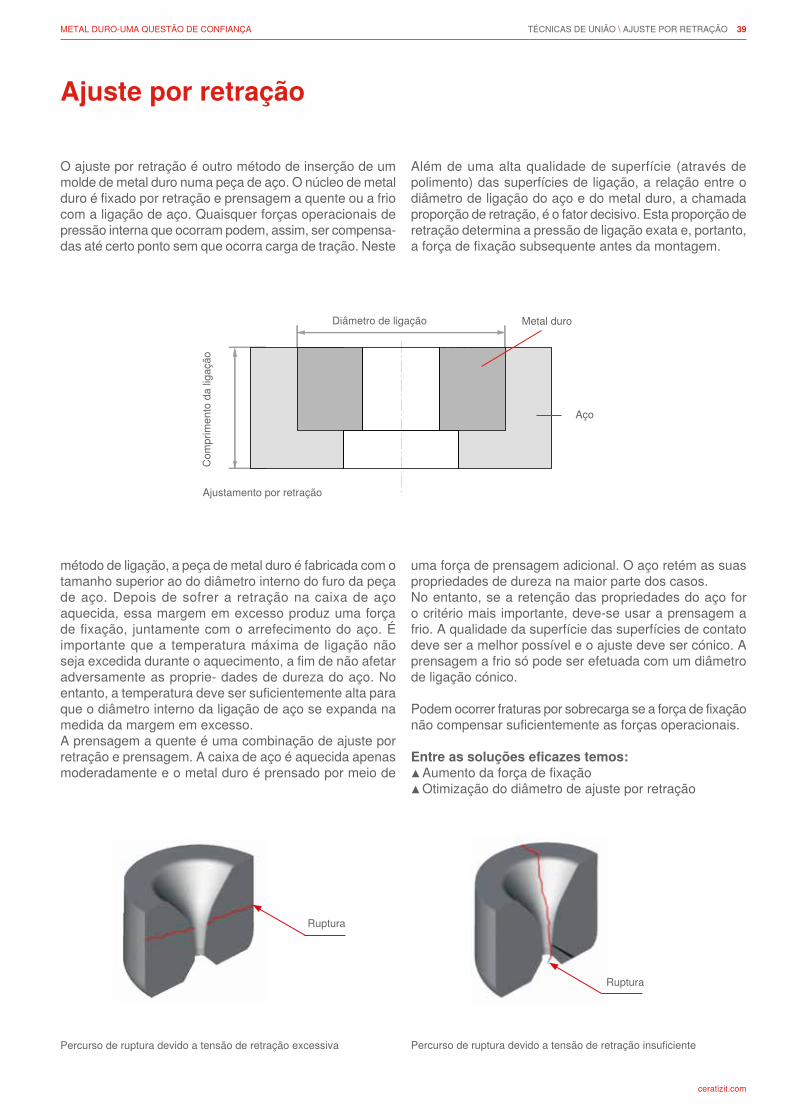
Ajustamento por retração
Ruptura
Percurso de ruptura devido a tensão de retração excessiva
Ruptura
Percurso de ruptura devido a tensão de retração insuficiente
O ajuste por retração é outro método de inserção de um molde de metal duro numa peça de aço. O núcleo de metal duro é fixado por retração e prensagem a quente ou a frio com a ligação de aço. Quaisquer forças operacionais de pressão interna que ocorram podem, assim, ser compensa-das até certo ponto sem que ocorra carga de tração. Neste
método de ligação, a peça de metal duro é fabricada com o tamanho superior ao do diâmetro interno do furo da peça de aço. Depois de sofrer a retração na caixa de aço aquecida, essa margem em excesso produz uma força de fixação, juntamente com o arrefecimento do aço. É importante que a temperatura máxima de ligação não seja excedida durante o aquecimento, a fim de não afetar adversamente as proprie- dades de dureza do aço. No entanto, a temperatura deve ser suficientemente alta para que o diâmetro interno da ligação de aço se expanda na medida da margem em excesso.A prensagem a quente é uma combinação de ajuste por retração e prensagem. A caixa de aço é aquecida apenas moderadamente e o metal duro é prensado por meio de
uma força de prensagem adicional. O aço retém as suas propriedades de dureza na maior parte dos casos.No entanto, se a retenção das propriedades do aço for o critério mais importante, deve-se usar a prensagem a frio. A qualidade da superfície das superfícies de contato deve ser a melhor possível e o ajuste deve ser cónico. A prensagem a frio só pode ser efetuada com um diâmetro de ligação cónico.
Podem ocorrer fraturas por sobrecarga se a força de fixação não compensar suficientemente as forças operacionais.
Entre as soluções eficazes temos:▲Aumentodaforçadefixação▲Otimizaçãododiâmetrodeajusteporretração
Além de uma alta qualidade de superfície (através de polimento) das superfícies de ligação, a relação entre o diâmetro de ligação do aço e do metal duro, a chamada proporção de retração, é o fator decisivo. Esta proporção de retração determina a pressão de ligação exata e, portanto, a força de fixação subsequente antes da montagem.

40 METAL DURO-UMA QUESTÃO DE CONFIANÇASELEÇÃO DOS CLASSES DE METAL DURO
Seleção dos classes de metal duro
Os pré-requisitos que se seguem são absolutamente necessários para uma utilização bem sucedida do metal duro:
▲Usinagem/manuseamentocorretosdometalduro▲Desenhodemoldeadequado▲Estabilidadedomolde▲Estabilidadedeprensagem

ceratizit.com
41METAL DURO-UMA QUESTÃO DE CONFIANÇA SELEÇÃO DOS CLASSES DE METAL DURO \ CRITÉRIOS
As condições estruturais do material de estampagem (principalmente a espessura da chapa e a resistência à tração) são o primeiro indicador geral da classe a ser utilizada. As outras operações ajudarão a restringir a seleção.
A relação entre a espessura da chapa e a resistência à tração, em termos de seleção de uma classe, é represen-tada graficamente abaixo:
Dure
za (M
etal
dur
o)
Espessura da chapa
Espessura da chapa
Dure
za (M
etal
dur
o)
Resistência à tração (chapa metálica)
Resistência à tração
Uma vez cumpridos os pré-requisitos acima para a apli- cação do metal duro, é necessário encontrar o classe de metal duro „certa“ para a aplicação específica.
Este processo de seleção é afetado por vários fatores:
Tipo de molde▲Moldesderotor/estator▲Moldesdeconector/eletrónicos▲Moldesdematriz▲Moldesdecortefino
Critérios de seleção de classes – exemplo para a indústria de moldes e ferramentas
Operação▲Operaçãodeestampagem▲Operaçãodedobragem▲Operaçãodecunhagem
Material de estampagem▲Chapasmagnéticas▲Chapasmetálicasnãoferrosas▲...
Espessura da chapa
Resistência à tração
ceratizit.com
42
700
600
500
400
300
200
100
0
2 6 10 14 18 22 26 2 6 10 14 18 22 26
METAL DURO-UMA QUESTÃO DE CONFIANÇASELEÇÃO DOS CLASSES DE METAL DURO \ CLASSES DE METAL DURO
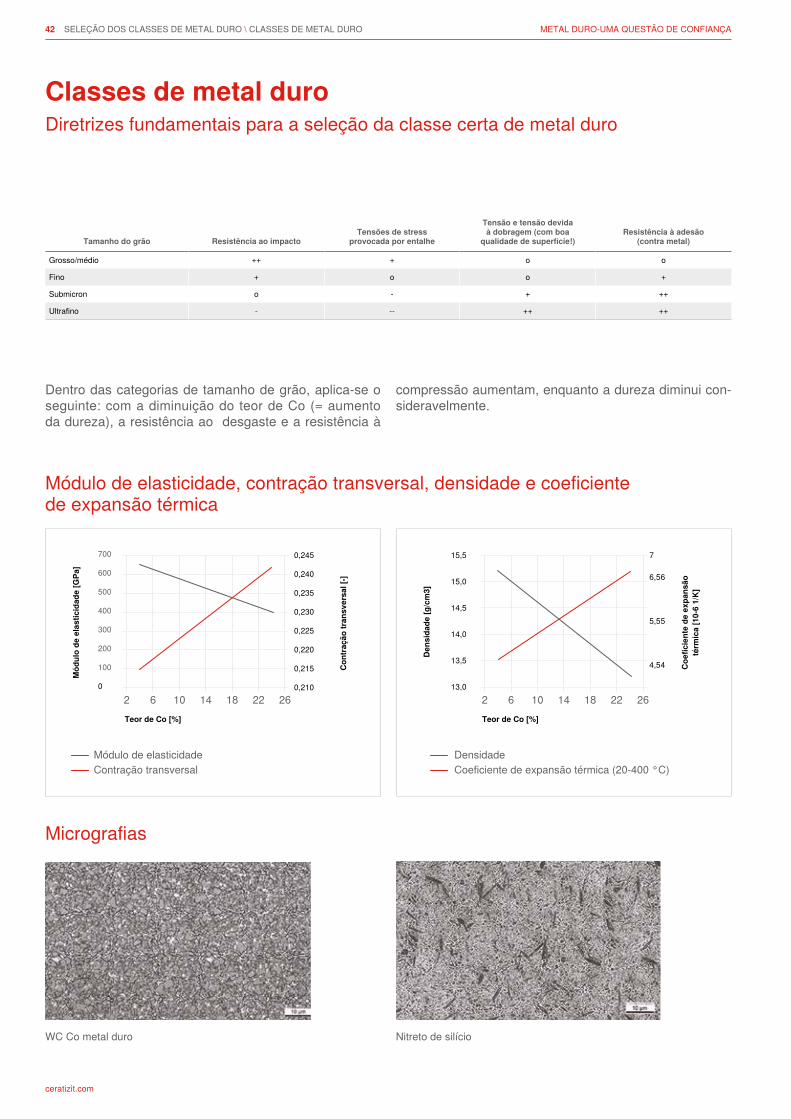
Classes de metal duroDiretrizes fundamentais para a seleção da classe certa de metal duro
Dentro das categorias de tamanho de grão, aplica-se o seguinte: com a diminuição do teor de Co (= aumento da dureza), a resistência ao desgaste e a resistência à
compressão aumentam, enquanto a dureza diminui con-sideravelmente.
Módulo de elasticidade, contração transversal, densidade e coeficiente de expansão térmica
Micrografias
WC Co metal duro Nitreto de silício
Mód
ulo
de e
last
icid
ade
[GPa
]
Cont
raçã
o tra
nsve
rsal
[-]
Dens
idad
e [g
/cm
3]
Teor de Co [%] Teor de Co [%]
Módulo de elasticidadeContração transversal
DensidadeCoeficiente de expansão térmica (20-400 °C)
Coef
icie
nte
de e
xpan
são
té
rmic
a [1
0-6
1/K]
0,245
0,240
0,235
0,230
0,225
0,220
0,215
0,210
15,5
15,0
14,5
14,0
13,5
13,0
7
6,56
5,5 5
4,5 4
Tamanho do grão Resistência ao impactoTensões de stress
provocada por entalhe
Tensão e tensão devida à dobragem (com boa
qualidade de superfície!)Resistência à adesão
(contra metal)
Grosso/médio ++ + o o
Fino + o o +
Submicron o - + ++
Ultrafino - -- ++ ++

ceratizit.com
43METAL DURO-UMA QUESTÃO DE CONFIANÇA SELEÇÃO DOS CLASSES DE METAL DURO \ CLASSES DE METAL DURO
Composição e propriedades
Outras classes disponíveis a pedido.
A classificação de metal duros de acordo com a granulometria corresponde às recomendações da Powder Metallurgy Association.
Comentário:1. Os dados que constam desta tabela são parâmetros típicos do material. Reservamo-nos o direito de modificar os dados devido a uma evolução técnica ou a outro tipo de desenvolvimento dentro da nossa empresa.
2. K1C*: Os fatores de intensidade de tensão crít ica (K1C)medidos dependem em grande parte da geometria da amostra e da preparação da amostra. Não é, portanto, admissível uma comparação direta com parâmetros que tenham sido determinados utilizando um método diferente.
Classes resistentes à corrosão
CERATIZIT Código Código Ligante Dureza Resistência a ruptura transversal Resistência a fraturacódigo de classe ISO U.S: [m %] HV10 HV30 HRA [MPa] [P.S.I] [MPa*m1/2]
Grão submicrónico
CF-S12Z 6,0 1860 1830 93,2 3600 522.000 9,0
CF-S18Z 9,0 1630 1610 92,2 3500 508.000 11,0
Grão fino/médio
CF-H25S+ K20-K30 8,5 1660 1640 92,2 3000 435.000 10,2
CF-H40S+ K40 C11/C12 12,0 1400 1380 90,3 3200 464.000 12,5
CF-F35Z 17,5 1200 1190 88,2 3300 479.000 15,6
Classes não magnéticos
CERATIZIT Código Código Ligante Dureza Resistência a ruptura transversal Resistência a fraturacódigo de classe ISO U.S: [m %] HV10 HV30 HRA [MPa] [P.S.I] [MPa*m1/2]
CTS17R NM C18 8,5 1600 1580 91,6 2800 406.000 8,7
Classificação da granulometria do WC
Granulometria média [µm] ClassificaçãoCódigo
CERATIZIT
< 0,2 nano N
0,2 – < 0,5 ultrafino U
0,5 – < 0,8 submicron S
0,8 – < 1,3 fino F
1,3 – < 2,5 médio M
2,5–<6,0 grosso C
>6,0 extra-grosso E

ceratizit.com
44 METAL DURO-UMA QUESTÃO DE CONFIANÇASELEÇÃO DOS CLASSES DE METAL DURO \ DESCRIÇÃO GERAL DAS CLASSES
Pretende-se que a tabela abaixo funcione como uma diret- riz. Deve-se, no entanto, ter em consideração que, além da seleção correta da classe, uma qualidade metalúrgica consistentemente boa é uma pré-condição para uma longa vida útil da ferramenta.
Descrição geral das classes
Aproveite o know-how e a experiência do seu contato na CERATIZIT para otimizar a vida útil da ferramenta utili-zando a classe de metal duro correta
Composição e propriedades
CERATIZITcódigo de
classeCódigo
ISO Aplicação LiganteDensi- dade Dureza
Resistência a ruptura
transversal
Resistência a fratura
(K1C)
Resistência à compres-
sãoMódulo de
elasticidadeCondutividade
térmicaCoeficiente de
expansão térmica
[m %] [g/cm2] HV10 HV30 HRA [MPa] [psi] [MPa*m½] [MPa] [GPa] [W/mK] [10-6/K]
Grão ultrafinoCTU17R 8,5 14,55 1760 1730 92,7 2500 363000 8,0 4900 580 85 5,1
Grão submicrónicoCTS06D K01 3,0 15,35 2020 1980 93,9 3300 479000 7,3 8500 665 95 4,6
CTS12D K05-K15 6,0 14,95 1800 1770 92,9 3700 537000 8,8 7200 625 90 5,1
CTS15D K15-K30 7,5 14,75 1740 1710 92,6 3800 551000 9,5 6700 610 90 5,3
CTS17R 8,5 14,55 1600 1580 91,8 2800 406000 8,7 4800 585 100 5,1
CTS18D K20-K40 9,0 14,55 1610 1590 91,9 3800 551000 11,0 6600 590 90 5,3
CTS20D K20–K40 10.0 14.38 1620 1600 91.9 4000 580000 10.4 6500 580 85 5.3
CTS22D K30–K40 11,0 14,35 1520 1500 91,2 3900 566000 12,0 6300 570 85 5,3
CTS24D K30–K40 12,0 14,25 1480 1460 90,9 4000 580000 12,5 6100 560 85 5,4
Grão fino/médioCTF08E 4,0 15,15 1845 1815 93,1 2050 297000 8,0 7400 650 100 4,6
CTF11E K10 G05 5,6 14,95 1760 1730 92,7 2150 312000 9,2 7000 630 95 4,7
CTF12E K20 G10 6,0 14,95 1640 1620 92,1 2200 319000 9,9 6400 625 100 4,7
CTF24E K40 G20 12,0 14,30 1330 1320 89,7 3000 435000 12,0 4900 560 95 5,5
CTF30E >K40 G30 15,0 14,05 1250 1240 88,8 3100 450000 13,1 4600 530 90 5,7
CTF40A G40 20,0 13,60 1070 1060 86,8 3400 493000 18,0 3900 490 90 6,4
CTF50A G50 25,0 13,15 950 940 85,3 3400 493000 21,0 3900 450 90 6,4
CTF54A >G50 27,0 12,95 920 910 85,0 3200 464000 22,0 3000 440 90 6,9
CTM14E 7,0 14,90 1550 1530 91,5 2600 377000 10,4 6000 615 95 5,0
CTM16O 8,0 14,85 1300 1290 89,4 2400 348000 10,8 4800 605 100 5,1
CTM17E 8,5 14,65 1420 1400 90,4 2800 406000 11,3 5300 600 95 5,1
Comentário:1. Os dados que constam desta tabela são parâmetros típicos do material. Reservamo-nos o direito de modificar os dados devido a uma evolução técnica ou a outro tipo de desenvolvimento dentro da nossa empresa.
2. K1C*: Os fatores de intensidade de tensão crít ica (K1C)medidos dependem em grande parte da geometria da amostra e da preparação da amostra. Não é, portanto, admissível uma comparação direta com parâmetros que tenham sido determinados utilizando um método diferente.

ceratizit.com
45METAL DURO-UMA QUESTÃO DE CONFIANÇA SELEÇÃO DOS CLASSES DE METAL DURO \ DESCRIÇÃO GERAL DAS CLASSES
CERATIZITcódigo de
classeCódigo
ISO Aplicação LiganteDensi- dade Dureza
Resistência a ruptura
transversal
Resistência a fratura
(K1C)
Resistência à compres-
sãoMódulo de
elasticidadeCondutividade
térmicaCoeficiente de
expansão térmica
[m %] [g/cm2] HV10 HV30 HRA [MPa] [psi] [MPa*m½] [MPa] [GPa] [W/mK] [10-6/K]
Grão grossoCTE12A 6.0 15.00 1300 1290 89.4 2400 348000 16.0 4300 630 115 4.7
CTE20A 10,0 14,60 1130 1120 87,6 2600 377000 18,0 4000 580 110 5,1
CTE20M 10,0 14,50 1140 1130 87,7 2600 377000 21,0 3600 560 110 5,1
CTE25A 12,5 14,30 1050 1040 86,6 2700 392000 20,0 3800 555 107 5,3
CTE30A 15,0 14,05 970 960 85,6 2800 406000 22,0 3600 530 105 5,6
CTE30M 15,0 14,05 960 950 85,5 2900 421000 23,0 3400 530 105 5,6
CTE35A 17,5 13,80 910 900 84,8 2850 413000 23,0 3500 510 103 5,9
CTE40A 20,0 13,60 850 840 84,2 2900 421000 24,0 3400 490 100 6,3
CTE40M 20,0 13,50 810 800 83,6 2800 406000 25,0 3200 490 100 6,3
CTE44A 22,0 13,40 810 800 83,6 2900 421000 25,0 3300 475 100 6,5
CTE50A 25,0 13,15 760 750 82,6 2800 406000 26,0 3200 450 97 6,8
CTE50M 25,0 13,15 710 700 81,7 2700 392000 27,0 3100 450 97 7,0
CTE60A 30,0 12,75 690 680 81,4 2700 392000 27,0 3100 420 95 7,3
CTE60M 30,0 12,70 610 600 80,0 2700 392000 29,0 3000 420 95 7,4
Nitreto de silícioSNC1 9,0 3,25 1550 1530 91,5 1100 160000 6,5 3000 300 30 3,3
SNCB5 12,5 3,25 1500 1480 91,1 900 145000 6,0 3000 300 30 3,4
SNCE10 SN/TiN 4,20 1400 1380 90,3 >850 >123000 >7,0 3000 325 60 5,5
SNC20 11,0 3,24 1470 1450 90,8 850 5,7 3000 290 30 3,4
Comentário:1. Os dados que constam desta tabela são parâmetros típicos do material. Reservamo-nos o direito de modificar os dados devido a uma evolução técnica ou a outro tipo de desenvolvimento dentro da nossa empresa.
2. K1C*: Os fatores de intensidade de tensão crít ica (K1C) medidos dependem em grande parte da geometria da amostra e da preparação da amostra. Não é, portanto, admissível uma comparação direta com parâmetros que tenham sido determinados utilizando um método diferente.

ceratizit.com
46 METAL DURO-UMA QUESTÃO DE CONFIANÇASELEÇÃO DE CLASSES DE METAL DURO \ MATRIZ DE APLICAÇÃO
A seguir, descreveremos a seleção de classes com base em alguns exemplos.
Exemplos de aplicações
Lascamento de aresta de corte Desgaste do revestimento
Se o classe selecionada for muito dura para a aplicação, a aresta de corte terá o seguinte aspeto:
Consequentemente, deve ser selecionado um classe com maior resistência à fratura; no entanto, não deve conter muito cobalto, pois isso pode causar desgaste do revestimento.
Como regra geral, aplica-se o seguinte à seleção da classe ideal:O mínimo possível de cobalto (para reduzir a aderência e corrosão) e o maior grão possível (a fim de aumentar a re- sistência à fratura e estabilizar as arestas de corte).
As tabelas nas páginas seguintes servem como diretriz para mostrar que classes foram aplicados com sucesso nos vários processos de formação. Deve-se, no entanto, ter em consideração que, além da seleção correta da classe, uma qualidade metalúrgica consistentemente boa é uma pré- condição para uma longa vida útil da ferramenta.
Aproveite o know-how e a experiência do seu contato na CERATIZIT para otimizar a vida útil da ferramenta utili-zando o classe de metal duro correto.

ceratizit.com
47METAL DURO-UMA QUESTÃO DE CONFIANÇA SELEÇÃO DE CLASSES DE METAL DURO \ EXEMPLOS DE APLICAÇÃO
Atabela que se segue constitui uma boa base para a es-colha da classe correta.
Matriz de aplicação
Outros fatores de influência, como a composição do ma-terial da barra, o espaçamento do corte, a lubrificação, a geometria das peças ativas e a estrutura das ferramentas devem ser tidos em consideração para selecionar uma ótima classe.
Requisitos relativos à qualidade da superfície
○ Dados insuficientes. Podem ser realizados ensaios a pedido.– Danos mínimos devido à operação de usinagem (formação de fissuras térmicas, zona branca, ...) e valores de rugosidade baixos. A adesão correta ao material da tira requer a melhor qualidade de superfície possível.
Espessura da barra
Resistência à tração (N/mm2)
< 500 500–900 900–1400 1400–2000 ˃ 2000
< 0,2CF-S12ZCF-S18Z
CF-H25S+
CF-S12ZCF-S18Z
CF-H25S+
CF-S18ZCF-H25S+
CF-S18ZCF-H40S+
CF-F35Z
0,2–0,5CF-S12ZCF-S18Z
CF-H25S+
CF-S12ZCF-S18Z
CF-H25S+
CF-S18ZCF-H25S+
CF-H40S+CF-F35Z
CF-F35Z
0,5–0,8CF-S18Z
CF-H25S+CF-S18Z
CF-H40S+CF-S18Z
CF-H40S+CF-F35Z ○
0,8–1,2CF-S18Z
CF-H40S+CF-H40S+ CF-H40S+ CF-F35Z ○
1,2–1,5 CF-H40S+ CF-H40S+CF-H40S+CF-F35Z
CF-F35Z ○
1,5–2 CF-H40S+CF-H40S+CF-F35Z
CF-F35Z ○ ○
2–3 CF-H40S+CF-H40S+CF-F35Z
CF-F35Z ○ ○
3–6CF-H40S+CF-F35Z
CF-F35Z ○ ○ ○
6–10 CF-F35Z ○ ○ ○ ○
˃10 ○ ○ ○ – –

ceratizit.com
48
CTS 10
CTS 12
CTS 15
CTS 20
CTS 24
CTS 30
CTF 11
CTF 12
CTF 18
CTF 24
CTF 30
CTF 40
CTF 50
CTF 54
CTM 12
CTM 17
CTM 30
CTM 40
CTC 50
CTE 35
CTE 40
CTE 50
CTE60
METAL DURO-UMA QUESTÃO DE CONFIANÇASELEÇÃO DOS CLASSES DE METAL DURO \ DIRETRIZ
Molde de fixação
Facas de corte
Dureza elevada
Dureza média
Resistência ao desgaste
média
Elevada resistência ao desgaste
Dureza elevada
Dureza média Resistência ao
desgaste média
Elevada resistência
ao desgaste
Principal classe de metal duro para a respetiva aplicação
Aumento da resistência ao desgaste
Aumento da resistência a ruptura transversal
Dureza média Resistência ao desgaste
médiaDureza elevada
Elevada resistência ao desgaste
Código de classe CT Ferramentas de fixação grande ø grande øpequeno ø pequeno ø Martelos
Ferramenta de estampagem – metais ferrosos (moldes e mandris)
Moldes de estampagem – metais ferrosos (moldes e mandris)
Guia para seleção de classe para o processo de conformação

ceratizit.com
49METAL DURO-UMA QUESTÃO DE CONFIANÇA SELEÇÃO DOS CLASSES DE METAL DURO \ DIRETRIZ
Dureza elevada
Dureza média
Resistência ao
desgaste média
Elevada resistência
ao desgaste
Mandris de martelar grande ø pequeno ø
Moldes de calibração
Dureza elevada
Dureza média
Resistência ao
desgaste média
Elevada resistência
ao desgaste
Dureza elevada
Dureza média
Resistência ao
desgaste média
Elevada resistência
ao desgaste
Punções de formação a frio Moldes de extrusãoMoldes de formação a
frio simples
Dureza elevada
Dureza média
Resistência ao
desgaste média
Elevada resistência
ao desgaste
Dureza elevada
Dureza média
Resistência ao
desgaste média
Elevada resistência
ao desgaste

ceratizit.com
50 METAL DURO-UMA QUESTÃO DE CONFIANÇAHARD MATERIAL SOLUTIONS
Hard Material Solutions
Nós somos o parceiro ideal quando se trata de materiais duros de alta qualidade para proces-sos de produção, fabricação de ferramentas e proteção contra o desgaste.
De produtos padrão até soluções personali-zadas, de componentes grandes até peças muito pequenas, do blank até o produto total-mente acabado – um produto que atende aos mais altos padrões de precisão, acabamento de superfície e montagem fácil para o usuário – nossas soluções de metal duro e cerâmica
garantem eficiência aprimorada e excelente custo/benefício. É este o caso em diversos campos de aplicação e setores industriais. Nossos metais duros impressionam pela alta flexibilidade que oferecem em várias indústrias, mesmo sob tensão extrema. Nossos produtos são projetados especialmente para condições extremas de trabalho - é por isso que nossas Hard Material Solutions oferecem ferramentas excelentes para otimizar os seus processos e aumentar a resistência ao desgaste.
Portfólio de produtos▲Blankseprodutossemiacabados
▲Corteporjatodeágua
▲Blanksparausinagemdeengrenagens
▲Trefilasenúcleosparatrefilação
Soluções para:
▲Indústriadeferramentasematrizes
▲Indústriadeparafuso
▲Tecnologiadeinjeção
▲Indústriadasaúde
▲Indústriadeplásticos
Casos extremos são nossa especialidade

Headquarters
CERATIZIT S.A. LU-8232 Mamer T. +352 31 20 85-1 E. [email protected] ceratizit.com
7003365
MA-
PRO
-072
3-PT
-08/
20Re
serv
amo-
nos
o di
reito
de
faze
r alte
raçõ
es té
cnica
s pa
ra m
elho
ria d
o pr
odut
o.


















