GALM15’’PRESENTATION - LBCG
14
GALM15 PRESENTATION Henrob Self-Piece Riveting (SPR) An Overview and How To Optimize Its Use August 2015
Transcript of GALM15’’PRESENTATION - LBCG
GALM15 PRESENTATION
Henrob Self-Piece Riveting (SPR) An Overview and How To Optimize Its Use
August 2015

HENROB – WHAT WE DO
Ø Our sole focus is the engineering and manufacturing of Self-Pierce Riveting Systems and Self-Piercing Rivets (SPR)
Ø Acquired by Atlas Copco in September 2014
Innovative Joining Solutions
Courtesy of Ford Motor Company

HENROB - APPLICATIONS Current BIW SPR “Poster Child” – 2015 F150
Courtesy of Ford Motor Company
Courtesy of Ford Motor Company
Ø 2,200 to 2,600 SPRs per vehicle Ø 239 different material combinations joined by SPRs
Ø 62 material specifications (gauge/alloy/temper) Ø Henrob direct involvement started in 2010
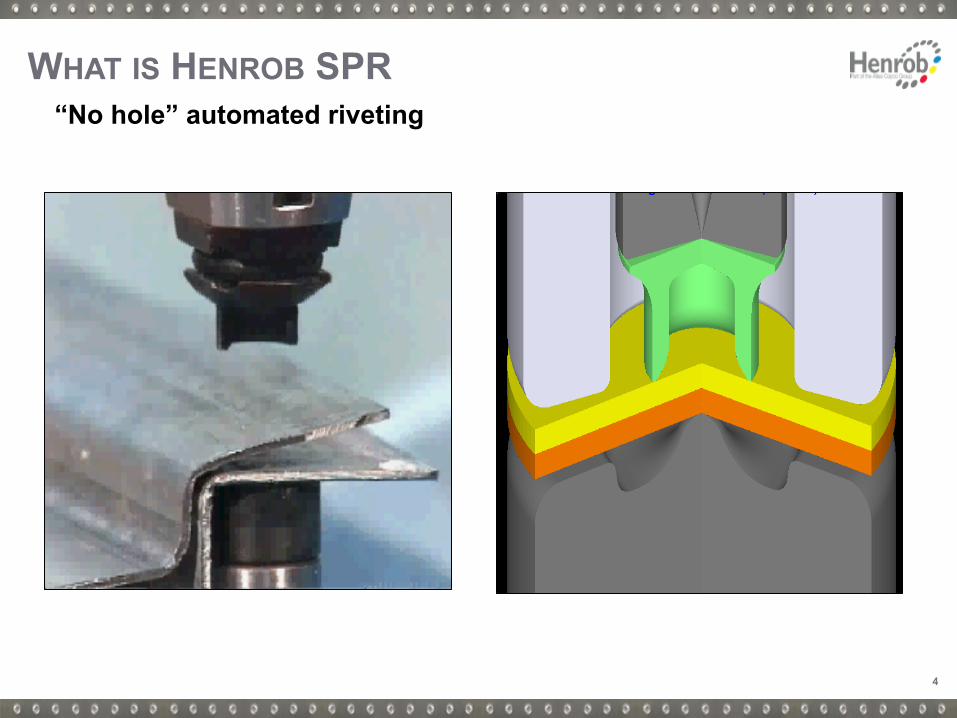
WHAT IS HENROB SPR
4
“No hole” automated riveting

5
2T Joint Steel to steel Aluminum to aluminum
Multiple Layer Aluminum alloys up to 10 mm Mild steel alloys up to 6 mm
Dissimilar Metals Aluminum to steel to aluminum
Dissimilar Materials Plastic / aluminum
HENROB – IN BIW Joining Capabilities

6
HENROB – IN BIW / CIW Recent Henrob SPR Developments
T-Rivet Geometry 3T Aluminum with Adhesive 3mm + 3mm + 2.7mm
T-Rivet Geometry 3T Aluminum with Adhesive 0.9mm + 3mm + 3.2mm
Self-Piercing Stud (SPS) M6 in 2.3 mm Aluminum
WHAT'S CRITICAL TO SPR - JOINT
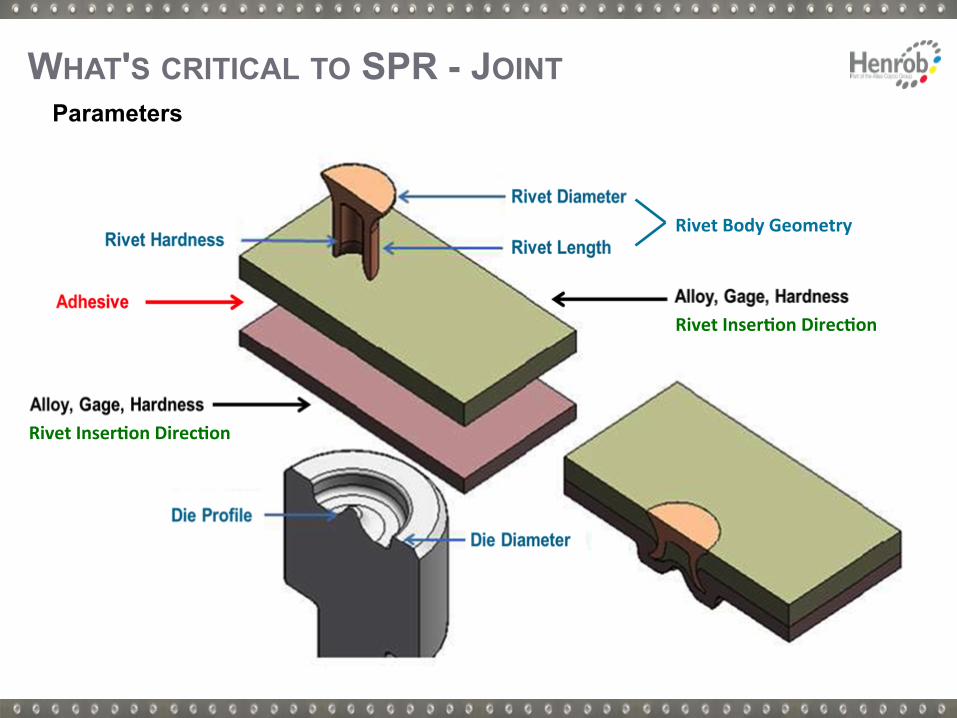
Rivet Inser7on Direc7on
Rivet Inser7on Direc7on
Rivet Body Geometry
Parameters
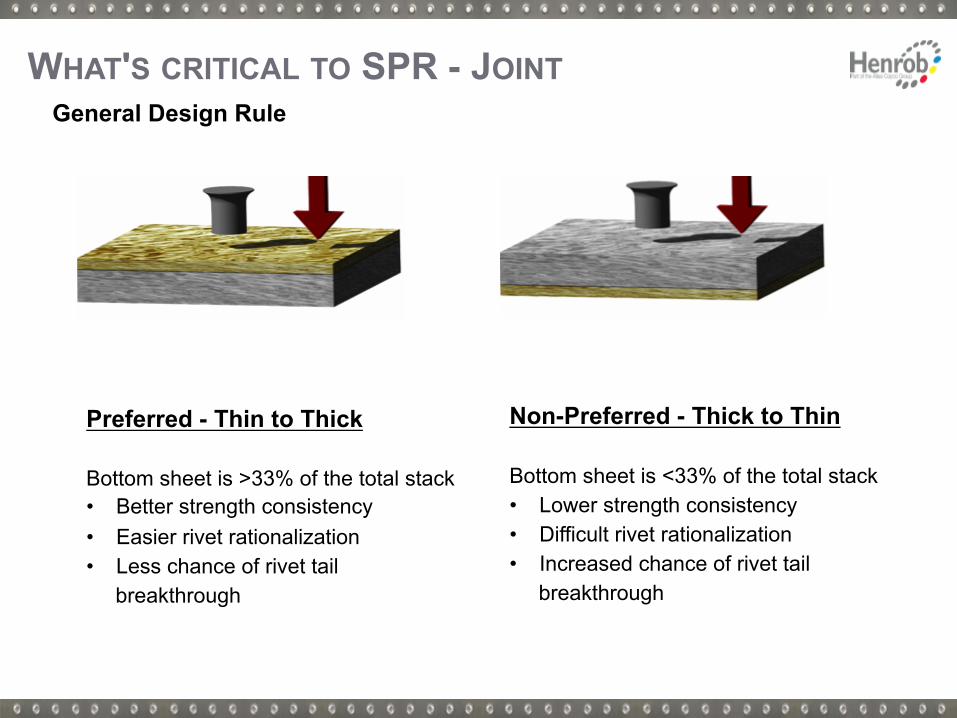
Preferred - Thin to Thick Bottom sheet is >33% of the total stack • Better strength consistency • Easier rivet rationalization • Less chance of rivet tail
breakthrough
Non-Preferred - Thick to Thin
Bottom sheet is <33% of the total stack • Lower strength consistency • Difficult rivet rationalization • Increased chance of rivet tail
breakthrough
General Design Rule
WHAT'S CRITICAL TO SPR - JOINT
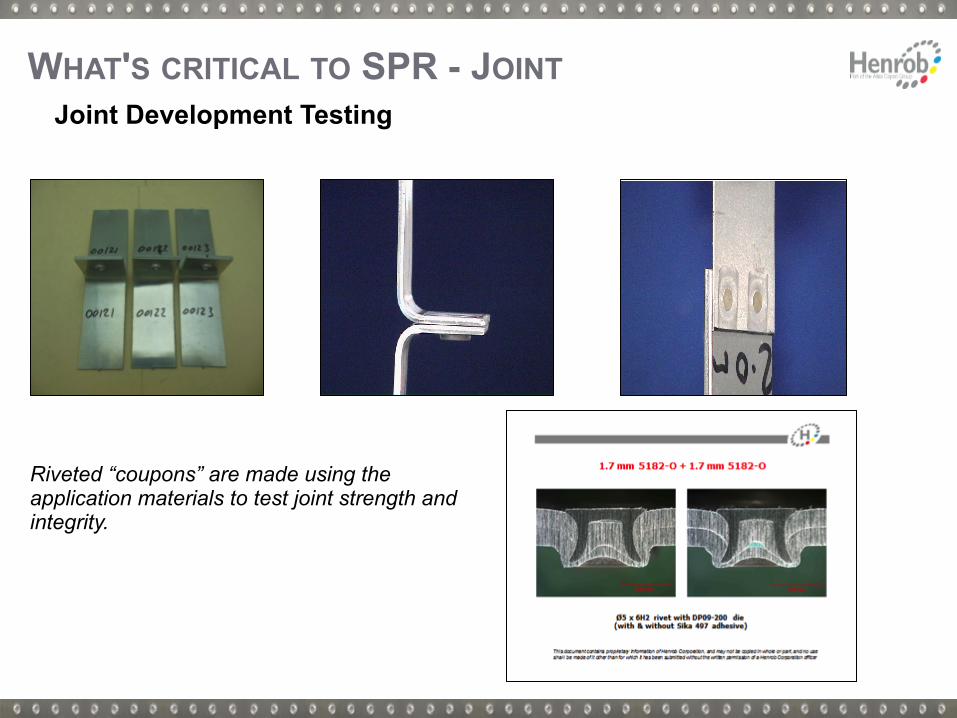
Joint Development Testing
Riveted “coupons” are made using the application materials to test joint strength and integrity.
WHAT'S CRITICAL TO SPR - JOINT

WHAT'S CRITICAL TO SPR - EQUIPMENT
Ø Access to joint(s). Ø Directional process
Ø Type of riveting tool Ø Robot mounted Ø Pedestal mounted Ø Manual
Ø Type of feed system Ø Tape or loose
Ø Throughput requirements Ø Jobs per hour (JPH)
Ø Grouping of joints Ø Clearance around fixture tooling
Servo Rivet Se*er
Rivet Spool
Die Post
Feed System
C-‐Frame
Mount
Required Process Inputs
11
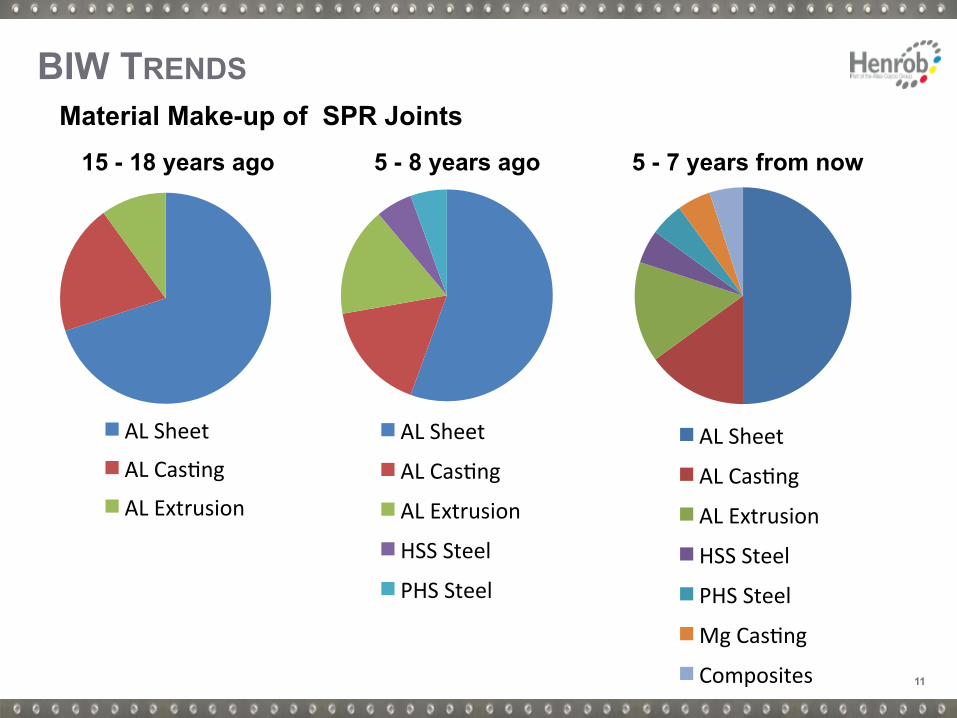
BIW TRENDS Material Make-up of SPR Joints
AL Sheet
AL Cas=ng
AL Extrusion
AL Sheet
AL Cas=ng
AL Extrusion
HSS Steel
PHS Steel
AL Sheet
AL Cas=ng
AL Extrusion
HSS Steel
PHS Steel
Mg Cas=ng
Composites
15 - 18 years ago 5 - 8 years ago 5 - 7 years from now
OPTIMIZING THE USE OF SPR
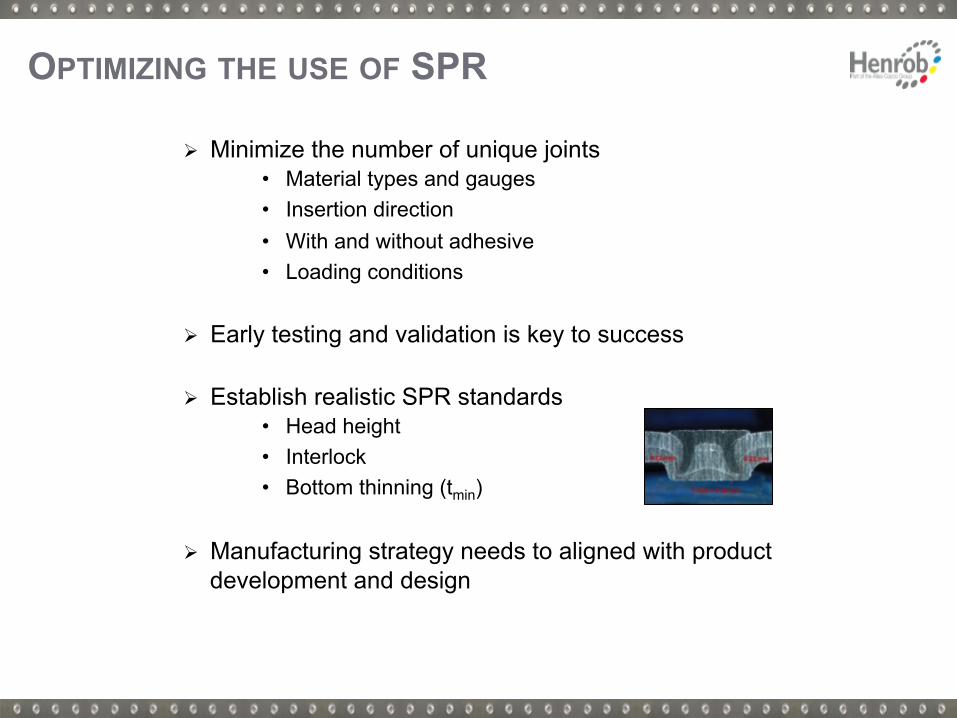
Ø Minimize the number of unique joints • Material types and gauges • Insertion direction • With and without adhesive • Loading conditions
Ø Early testing and validation is key to success
Ø Establish realistic SPR standards • Head height • Interlock • Bottom thinning (tmin)
Ø Manufacturing strategy needs to aligned with product development and design
OPTIMIZING THE USE OF SPR
Ø Reduce learning curve utilizing vendors with previous experience
Ø Utilize vendor resources at every level of product design cycle through launch
Ø Early engagement with is critical !