Full Brochure 2014-LoRes Single Page Email
12
Evolved Applications
-
Upload
george-campbell -
Category
Documents
-
view
53 -
download
0
Transcript of Full Brochure 2014-LoRes Single Page Email

Evolved Applications
www.harfords.com.au
36 Coulson Way, Canning Vale, WA 6155
Phone: +61 8 9455 5570
Fax : +61 8 9455 3310
Harfords Surface Technologies Pty Ltd
Innovators of Australian Surface Engineering...

Harfords Surface Technologies (HST) is an innovative industry leader.
The Harfords name has been associated with engineering, innovation and cutting edge technology in Western Australia since 1954.
Hal Harford has continued the family tradition of excellence and innovation and has built on that by introducing HVOF, HVAF and HVAF-Arc thermal spraying technologies, among other processes to the WA market.
His ability to develop new technologies and deliver them to clients in a professional way has kept Harfords ahead of its competitors.
In making the technologies available locally, we are seeking to blend the best of local service and knowledge with international knowledge by continuing to bring the latest technologies to Australia.
While we will continue to provide the full range of thermal spray, precision machining, precision grinding and white metal bearing repair we, will be adding some significant new capacity with the
®addition of the Rokide Spray System for spraying ceramics.
HST have literally grown up with the thermal spray industry and have been very involved with all heavy industry, particularly oil and gas, power generation and mining equipment.
HST is the company you can rely on to keep up with worldwide trends in the thermal spray industry.
HST will endeavour to continue to acquire the best technologies and services available for your special needs.
Superior Products, Superior Service
We know we have to earn your business, that is why we tirelessly seek out the best possible processes and the qualified staff to provide them. From our well equipped facilities in Canning Vale, we provide highly skilled surface engineering services in a safe, timely and efficient manner.
This ethic has set us apart from our beginnings, right through to present day. HST is focused on the delivery of expertise and service - it�s what sets us apart.
Index
1) Company Introduction / Index 2) Thermal Spray Coating Process3) White Metal Bearing Repair Machine and Grind4) Thermal Spray5) Rokide Spray System6) Machine & Grind7) QA/QC Inspection Metallographic Testing8) Commonly Used Thermal Spray Materials9) Equipment List
Company Introduction
Give us your worst and we will give you our best....
36 Coulson Way, Canning Vale, Western Australia 6155Phone: +61 8 9455 5570 Fax : +61 8 9455 3310
HarfordsDedication
&Innovation(For over 60 years)
HARFORDS | PAGE 1 HARFORDS | PAGE 10www.harfords.com.au www.harfords.com.au
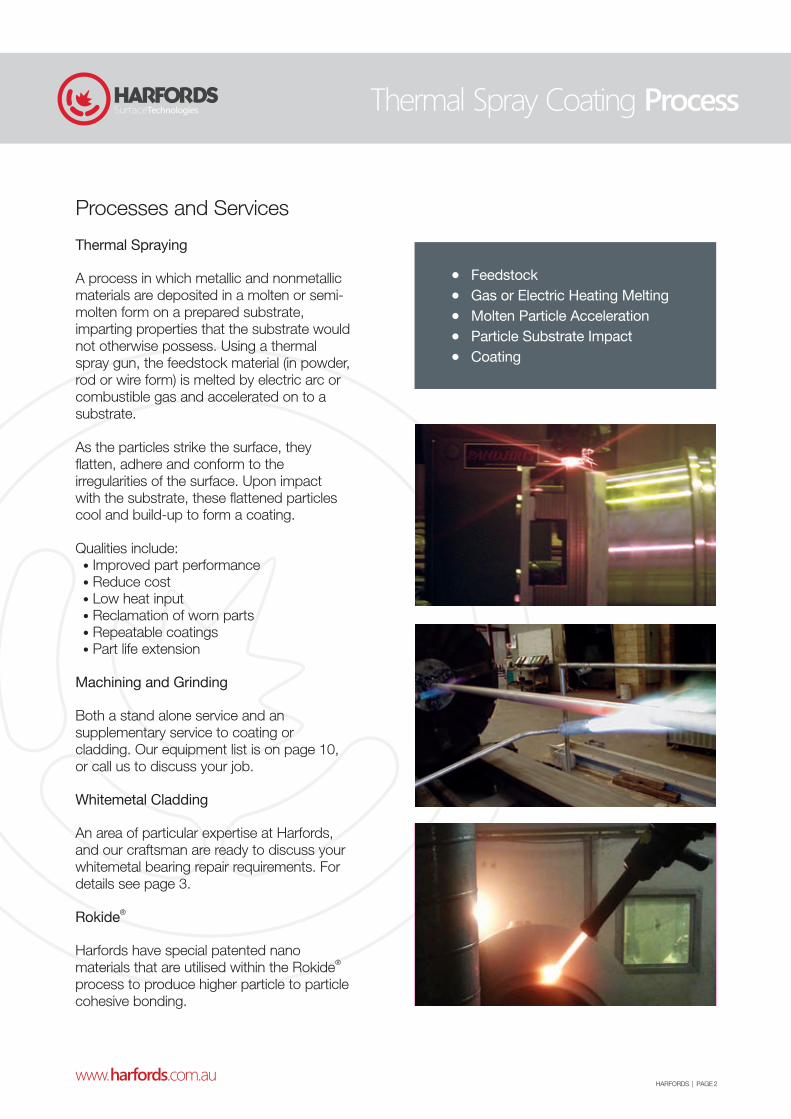
Processes and Services
Thermal Spraying
A process in which metallic and nonmetallic materials are deposited in a molten or semi-molten form on a prepared substrate, imparting properties that the substrate would not otherwise possess. Using a thermal spray gun, the feedstock material (in powder, rod or wire form) is melted by electric arc or combustible gas and accelerated on to a substrate.
As the particles strike the surface, they flatten, adhere and conform to the irregularities of the surface. Upon impact with the substrate, these flattened particles cool and build-up to form a coating.
Qualities include:• Improved part performance • Reduce cost • Low heat input • Reclamation of worn parts • Repeatable coatings • Part life extension
Machining and Grinding
Both a stand alone service and an supplementary service to coating or cladding. Our equipment list is on page 10, or call us to discuss your job.
Whitemetal Cladding
An area of particular expertise at Harfords, and our craftsman are ready to discuss your whitemetal bearing repair requirements. For details see page 3.
®Rokide
Harfords have special patented nano ®materials that are utilised within the Rokide
process to produce higher particle to particle cohesive bonding.
Feedstock•Gas or Electric Heating Melting•Molten Particle Acceleration•Particle Substrate Impact•Coating•
Thermal Spray Coating ProcessInformation HST Equipment List
Machining and Grinding CAPACITY CNC 1,150 x 510 mm CNC Milling 560 x 2000 mm CNC Lathe Manual and NC 42" Vertical Borer 5" Spindle Horizontal Borer 32" x 12' Lathe 42" x 16' Lathe 20" x 7' Lathe 20" x 7' Lathe 15" x 5' Lathe 15" x 5' Lathe 60" x 20' Lathe H/D Mill Large Mill small 1.5m Crankshaft Grinder 2.2 m Crankshaft Grinder 250mm x 700mm Horizontal Grinder Surface Grinder Super Finisher Repco Manual Honing Tool Post Grinder 10 ton overhead crane Spray Equipment Tafa 8830 Eco-ArcJet 400A Miller BP 400 Metallization Pure Coat Unique Coat HVAF-ARC ID Arc Spray Gun Unique Coat AC-HVAF Fanuc 6 Axis Robot 4 Thermal Spray Stations Sprayweld torch Sprayweld torch Flame Spray Puffer system Flame Spray Puffer system Extender Kit I.D.
®Rokide Ceramic Gun
TYPE
HartfordFat Tur
Webster and BennetIkegaiShenyangShenyangKwangchowVDF BoenhringerHercusLuan Machine ToolSMTPacificBridgeportBercoAMCCincinnatiKentUTPRepcoDynabrade
TafaEco Arc JetMillerMetallizationUnique CoatMillerUnique CoatFanucIntegral to BuildingEutecticEutecticEutecticEutecticEutecticNorton
ISO 9001
HARFORDS | PAGE 9 HARFORDS | PAGE 2www.harfords.com.au www.harfords.com.au

The Harfords Advantage:
• Extensive knowledge in the art of white metal re-lining/recasting
• Expertly trained, experienced and competent staff
• Certificate of Conformity of materials for every job
• Ultrasonic Bond Test Certificate to A.S. 2824 1985/Level E1, L1
Our experts always ensure:
• Precision machine and fit-up of bearings• Correct bearing shell or housing crush• Bearing recasting is suited to how a
bearing operates in service
Through the application of these processes and information, we ensure peace of mind and minimum downtime.
White metal is not just a sacrificial surface to minimise damage of the adjacent surface during failure mode, It has other physical properties such as embed ability and conformability along with soft and hard phase in the micro-structure to impart an oil retaining film on the surface due to the existence of micro gullies.
Antimony and Copper, hard phases in the micro structure, are designed to achieve a maximum wear life.
White Metal Recasting
Harfords.Superior Service from over 60 years experience...
There are more than 1,000 other materials to suit your particular requirements.
Materials Information
PROCESSUSED
NOMENCLATURE COMPOSITION HARDNESSMAX
THICKNESS( mm )
TEMPERATURELIMITATION
( C )
FINISH GROUND(μm Ra)
BOND STRENGTH
(psi)
HVAF Tribaloy® T-800 17.5% Cr, 28.5% Mo, 3% Ni & Fe, 3.4% Si, Co- 55 HRC 0.635 982 0.4-0.8 10000+
HVAF Tungsten Carbide / Chrome / Nickel 73% WC, 20% Cr, 7% Ni 68-70 HRC 0.508 538 0.025-0.05 Lap 12000+
HVAFTungsten Carbide / Cobalt /
Chrome 85% WC, 11% Co, 4% Cr 68-70 HRC 0.508 5380.4, 0.025-0.05
Lap 12000+
HVAF Nickel / Chrome / Boron4% B, 5% C, 16.5% Cr, 3.5% Fe, 6.22% Mo,
3.5% Si, 2% Cu, Ni-balance 58-62 HRC 1.524 816 0.4 40000+ Fused Metallurgical
HVAF Chrome Carbide 9.6% C, 17.5% Ni, Cr-balance 64-68 HRC 1.016 982 0.05-0.1 Lap 12000+
HVAFNickel Chrome Boron
(Bi and Tri-Metallic Hard Phases)
15% Cr, 0.8% C, 4% Si, 3.5% Fe, 13.5% Ni, 3% B, 17.3% W, Ni-balance 58-62 HRC 1.524 982 0.25-0.4 40000+
Metallurgical
HVAF Alloy 625 21% Cr, 3% Fe, 8% Mo, 3.5% Nb, 64% Ni, 35-40 HRC 2.54 816 0.4-0.8 10000+
HVAF Alloy 718 53% Ni, 19% Cr, 19% Fe, 5% Nb, 3% Mo 350-450 2.54 871 0.4-0.8 10000+
HVAF Tungsten Carbide / Cobalt 88% WC / 12% Co 66 HRC 0.762 5380.25, 0.025-0.05
Lap 10000
HVAF Tungsten Carbide / Chrome Nickel 73% WC, 20% Cr, 7% Ni 68-70 HRC 1.016 538 0.025-0.05 Lap 12000+
HVAF Hastelloy® C-276 15% Cr, 5% Fe, 16% Mo, 3% W, Ni-balance 35-40 HRC 2.54 816 0.4-0.8 10000+
HVAF Tungsten Carbide / Cobalt Chrome 11% Co, 4% Cr, 5% C, W-balance 68-70 HRC 1.016 538 0.025-0.05 Lap 12000+
HVAF Tungsten Carbide / Cobalt 83% WC, 17% Co 68-71 HRC 2.54 538 0.025-0.05 Lap 10000+ (Epoxy Break)
HVAF Tungsten Carbide / Nickel 90% WC, 10% Ni Macro -64 HRC/ Micro 1200 HV0.3
1.27 538 0.4 12000+
HVAF Chrome Carbide 9.6% C, 17.5% Ni, Cr-balance (75Cr3C2-25NiCr) 66-70 HRC 1.016 982 0.05-0.1 Lap 12000+
Rokide Rokide "C" Rods / Cord / TX-603
90.33% Cr2O3, 3.67% Al2O3, 5.62% SiO2, 0.27% Fe2O3, 0.11% Mg0 65 HRC 0.762 538 0.4 3500
Spray & Fuse Metco 12C, Colmonoy 4,Deloro® 40 77-87% Ni, 10-17% Cr, 3% B, 3% Si 35-40 HRC 1.524 816 0.4 40000+
Metallurgical
Spray & Fuse Metco 14E, Colmonoy 5,Deloro® 50 13.8% Cr, 2.1% B, 3.3% Si, 4.9% Fe, Nibalance 48-52 HRC
Nibalance 1.524 816 0.4 40000+ Fused Metallurgical
Spray & Fuse Colmonoy #6 Spray & Fuse1% C, 15% Cr, 3.5% B, 3.75% Si, 4.25% Fe,
Ni-balance 56-61 HRC 1.524 816 0.25-0.440000+ Fused Metallurgical
Spray & Fuse Colmonoy #69 16.5% Cr, 5% Mo, 4.5% Si, 3.8% B, 3% Fe,
2.1% Cu, 0.55% C, Ni-balance 58-63 HRC 1.524 816 0.4 40000+ Fused Metallurgical
Spray & Fuse Cobolt S/F Wallex 50 19% Cr, 18% Ni, 10% W, 3.5% B, 2.75% Si, 1%
Fe, 0.8% C, Co-balance 56-61 HRC 1.524 982 0.4-0.8 40000+ Fused Metallurgical
Spray & Fuse Cobolt S/F Stellite® 6 19% Cr, 0.7% C, 2.3% Si, 3% Fe, 13.5% Ni, 1.7% B, 7.5% W, 1% Mn, Co-balance 41 HRC 1.524 982 0.25-0.4 40000+ Fused
Metallurgical
Spray & FuseNiCrB / Tungsten Carbide,
Bimetallic Carbide Material17% W, 15% Cr, 4% Si, 3.5% Fe, 3% B,
0.8%C, Ni-balance 58-63 HRC 2.032 982 0.440000+
Metallurgical
Twin Wire Arc Aluminum Bronze 90% Cu, 9% Al, 1% Fe 65-68 HRB 6.35 232 0.4 7000
Twin Wire Arc 420 Stainless Steel 0.3% C, 1% Ni, 1% Mn, 12-14% Cr, 0.08% Si 40-43 HRC 3.175 538 0.4-0.8 5000
Twin Wire Arc Nickel Aluminide 95% Ni, 5% Al 55-80 HRB 2.54 816 0.4-0.8 9100
Twin Wire Arc Liquidmetal® Armacor™ M High Chrome Steel Alloy 1180 HV0.3 1.524 927 0.25 5775
HARFORDS | PAGE 3 HARFORDS | PAGE 8www.harfords.com.au www.harfords.com.au
High Velocity Air Fuel (HVAF)
HVAF systems were developed in order to produce coatings with superior bond strength, higher density and higher hardness than other spray processes.
Using HVAF, an air-fuel mixture is continuously fed under pressure into a combustion chamber where gases are ignited and channeled into a nozzle.
Material is introduced axially or radially into the combustion stream and accelerated onto the substrate at velocities up to 2300 feet per second.
HVAF Arc Process
Using solid and cored wire as the feedstock rather than powders, this system produces coatings with qualities better than HVOF applications. The specially designed nozzle reduces the oxygen level in the arc jet and results in low oxide levels in the finished coating.
Because of the lower cost of operation this system is a good candidate for larger applications of cored hard facing wires, pure metals, alloys and super alloys.
Twin Wire Arc
In the twin wire arc system, two wires (with opposite polarity) are electrically charged and fed into the gun until contact is made at the nozzle.
At this point, an atomizing gas propels the molten particles onto the substrate. This system allows thick coatings to be applied, which is useful in reclamation and atmospheric corrosion protection applications.
Flame Spray
Uses Oxy/Acetylene as the heat source to partially or fully melt the feedstock before the expanding gases carry the material to the substrate, where it builds up forming a coating.
Spray and Fuse
The flame sprayed material is subsequently fused to the substrate by torch and/or vacuum furnace, which produces a metallurgical bond. Spray and fuse process results in an absence of interconnected pores in the coating and very high bond strengths.
Thermal Spray
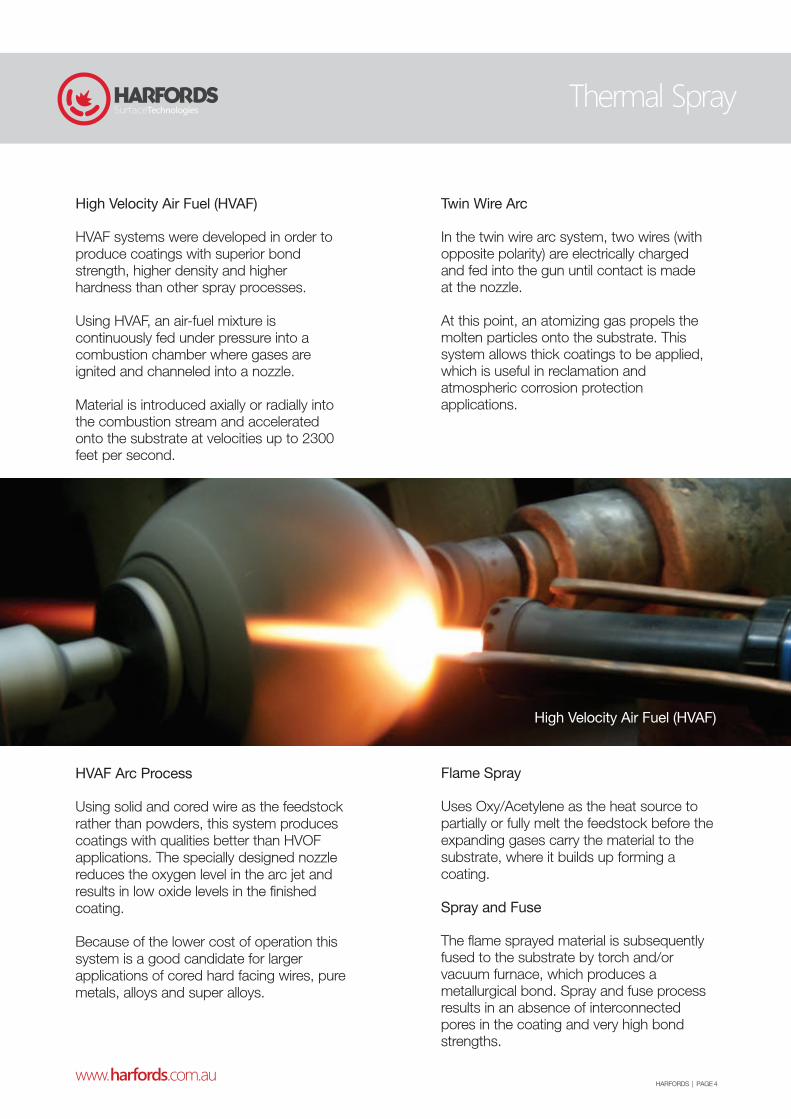
High Velocity Air Fuel (HVAF)
QA/QC Inspection
Metallographic Testing
In House and Third Party Independent Testing.To ensure that the coatings and cladding we provide meet the highest standards, we can arrange comprehensive third party testing to produce ASTM compliant reports and custom reports to client requirements.
Here are some of the features of the available services:
Sample/coupon preparationASTM E1920 Metallographic sample prep for thermal spray coatings.
Bond line contamination
Microscopy evaluation
Surface visual comparators for cleanliness and/or contamination
Image analysisASTM E2190-01 Determine porosity visual and image analysis.
Surface profile readingsASTM D7127-05 Surface roughness with profilometers.
Adhesion tests for bond and tensile strengthASTM C633-01(2008) Bond strength of thermal spray coatings.ASTM D4541 - 09e1 Standard test method for pull-off strength of coatings using portable adhesion testers.
Light opticalHardness evaluation micro, macro and portable.ASTM E0018-05E01 Rockwell hardness and superficial hardness.ASTM E384-09 Micro hardness.
HARFORDS | PAGE 7 HARFORDS | PAGE 4www.harfords.com.au www.harfords.com.au

®Refined Technologies Rokide
®The Rokide system advantages:Extreme corrosion and wear resistance.Can be used in very close quarters.Hand held system that can be taken to the job.High target efficiencies.Proven effectiveness for piston wear resistance.
®Rokide Ceramic Thermal Spray System
Harfords have access to materials and process methods that make the Rokide thermal spray coating system one of the most advanced ceramic spray systems available today.
®In the Rokide thermal spray coating system, coating material in the form of a ceramic wire/rod (ie: chromium, zirconium and aluminum oxides), is fed into an oxygen-fuel flame and melted. Compressed air atomises and accelerates the molten particles onto the substrate.
Quality Process
Rokide coatings typically have higher particle to particle cohesive bonding than other conventional thermal spray processes.
®The deposit efficiency of the Rokide system is not dependent on the thickness of the coating. Therefore, thicker coatings - greater than .030 inch (.8 mm) - if required, can be applied without a reduction in deposit efficiency or quality.
®Rokide coated surfaces can be ground to excellent surface finishes and this can be ground to as low as 2 to 4 RA. A range of sealants can be used for special applications where enhanced electrical or corrosion resistant properties are required. These sealants fill the 1-2 micron pores of
®some Rokide coatings. Epoxy, phenolic, polyester and silicone resin sealants have been used successfully.
Materials include: Aluminum Oxide, Chromium Oxide and Zirconium Oxide.
Machine and Grind
Precision Machining
Machining and grinding are offered as a supplementary service to thermal spraying in order to minimise downtime and eliminate duplication of efforts. HST can restore original dimension to OEM parts after coating.
Harfords also offer stand alone machining services to meet your critical specifications.
Harfords only employ qualified 1st class machinist with the highest skill level and can supply Inspection Test Plans (ITP), Manufacturers Data Reports ( MDR) to meet your QA needs.
l Precision Turning l Precision Grinding l Crankshaft Grinding l Diamond Surface Grinding l Diamond Cylindrical Grinding l Super Polishing l Honing
HST has a keen understanding of quality practises and service. With a well proven track record spanning decades, we take great pride in our expertise within a highly specialised industry.
As a valued client, you are assured that every aspect of the job will be given the attention it takes to make delivery within your requirements.
Lathes•Surface Grinding•OD Grinders/ID Grinders•Straightening •Horizontal & Vertical Mills•Drill Presses•OD & ID Honing •Hydraulic Press •Gear Grinders•
HARFORDS | PAGE 5 HARFORDS | PAGE 6www.harfords.com.au www.harfords.com.au

®Refined Technologies Rokide
®The Rokide system advantages:Extreme corrosion and wear resistance.Can be used in very close quarters.Hand held system that can be taken to the job.High target efficiencies.Proven effectiveness for piston wear resistance.
®Rokide Ceramic Thermal Spray System
Harfords have access to materials and process methods that make the Rokide thermal spray coating system one of the most advanced ceramic spray systems available today.
®In the Rokide thermal spray coating system, coating material in the form of a ceramic wire/rod (ie: chromium, zirconium and aluminum oxides), is fed into an oxygen-fuel flame and melted. Compressed air atomises and accelerates the molten particles onto the substrate.
Quality Process
Rokide coatings typically have higher particle to particle cohesive bonding than other conventional thermal spray processes.
®The deposit efficiency of the Rokide system is not dependent on the thickness of the coating. Therefore, thicker coatings - greater than .030 inch (.8 mm) - if required, can be applied without a reduction in deposit efficiency or quality.
®Rokide coated surfaces can be ground to excellent surface finishes and this can be ground to as low as 2 to 4 RA. A range of sealants can be used for special applications where enhanced electrical or corrosion resistant properties are required. These sealants fill the 1-2 micron pores of
®some Rokide coatings. Epoxy, phenolic, polyester and silicone resin sealants have been used successfully.
Materials include: Aluminum Oxide, Chromium Oxide and Zirconium Oxide.
Machine and Grind
Precision Machining
Machining and grinding are offered as a supplementary service to thermal spraying in order to minimise downtime and eliminate duplication of efforts. HST can restore original dimension to OEM parts after coating.
Harfords also offer stand alone machining services to meet your critical specifications.
Harfords only employ qualified 1st class machinist with the highest skill level and can supply Inspection Test Plans (ITP), Manufacturers Data Reports ( MDR) to meet your QA needs.
l Precision Turning l Precision Grinding l Crankshaft Grinding l Diamond Surface Grinding l Diamond Cylindrical Grinding l Super Polishing l Honing
HST has a keen understanding of quality practises and service. With a well proven track record spanning decades, we take great pride in our expertise within a highly specialised industry.
As a valued client, you are assured that every aspect of the job will be given the attention it takes to make delivery within your requirements.
Lathes•Surface Grinding•OD Grinders/ID Grinders•Straightening •Horizontal & Vertical Mills•Drill Presses•OD & ID Honing •Hydraulic Press •Gear Grinders•
HARFORDS | PAGE 5 HARFORDS | PAGE 6www.harfords.com.au www.harfords.com.au

High Velocity Air Fuel (HVAF)
HVAF systems were developed in order to produce coatings with superior bond strength, higher density and higher hardness than other spray processes.
Using HVAF, an air-fuel mixture is continuously fed under pressure into a combustion chamber where gases are ignited and channeled into a nozzle.
Material is introduced axially or radially into the combustion stream and accelerated onto the substrate at velocities up to 2300 feet per second.
HVAF Arc Process
Using solid and cored wire as the feedstock rather than powders, this system produces coatings with qualities better than HVOF applications. The specially designed nozzle reduces the oxygen level in the arc jet and results in low oxide levels in the finished coating.
Because of the lower cost of operation this system is a good candidate for larger applications of cored hard facing wires, pure metals, alloys and super alloys.
Twin Wire Arc
In the twin wire arc system, two wires (with opposite polarity) are electrically charged and fed into the gun until contact is made at the nozzle.
At this point, an atomizing gas propels the molten particles onto the substrate. This system allows thick coatings to be applied, which is useful in reclamation and atmospheric corrosion protection applications.
Flame Spray
Uses Oxy/Acetylene as the heat source to partially or fully melt the feedstock before the expanding gases carry the material to the substrate, where it builds up forming a coating.
Spray and Fuse
The flame sprayed material is subsequently fused to the substrate by torch and/or vacuum furnace, which produces a metallurgical bond. Spray and fuse process results in an absence of interconnected pores in the coating and very high bond strengths.
Thermal Spray
High Velocity Air Fuel (HVAF)
QA/QC Inspection
Metallographic Testing
In House and Third Party Independent Testing.To ensure that the coatings and cladding we provide meet the highest standards, we can arrange comprehensive third party testing to produce ASTM compliant reports and custom reports to client requirements.
Here are some of the features of the available services:
Sample/coupon preparationASTM E1920 Metallographic sample prep for thermal spray coatings.
Bond line contamination
Microscopy evaluation
Surface visual comparators for cleanliness and/or contamination
Image analysisASTM E2190-01 Determine porosity visual and image analysis.
Surface profile readingsASTM D7127-05 Surface roughness with profilometers.
Adhesion tests for bond and tensile strengthASTM C633-01(2008) Bond strength of thermal spray coatings.ASTM D4541 - 09e1 Standard test method for pull-off strength of coatings using portable adhesion testers.
Light opticalHardness evaluation micro, macro and portable.ASTM E0018-05E01 Rockwell hardness and superficial hardness.ASTM E384-09 Micro hardness.
HARFORDS | PAGE 7 HARFORDS | PAGE 4www.harfords.com.au www.harfords.com.au

The Harfords Advantage:
• Extensive knowledge in the art of white metal re-lining/recasting
• Expertly trained, experienced and competent staff
• Certificate of Conformity of materials for every job
• Ultrasonic Bond Test Certificate to A.S. 2824 1985/Level E1, L1
Our experts always ensure:
• Precision machine and fit-up of bearings• Correct bearing shell or housing crush• Bearing recasting is suited to how a
bearing operates in service
Through the application of these processes and information, we ensure peace of mind and minimum downtime.
White metal is not just a sacrificial surface to minimise damage of the adjacent surface during failure mode, It has other physical properties such as embed ability and conformability along with soft and hard phase in the micro-structure to impart an oil retaining film on the surface due to the existence of micro gullies.
Antimony and Copper, hard phases in the micro structure, are designed to achieve a maximum wear life.
White Metal Recasting
Harfords.Superior Service from over 60 years experience...
There are more than 1,000 other materials to suit your particular requirements.
Materials Information
PROCESSUSED
NOMENCLATURE COMPOSITION HARDNESSMAX
THICKNESS( mm )
TEMPERATURELIMITATION
( C )
FINISH GROUND(μm Ra)
BOND STRENGTH
(psi)
HVAF Tribaloy® T-800 17.5% Cr, 28.5% Mo, 3% Ni & Fe, 3.4% Si, Co- 55 HRC 0.635 982 0.4-0.8 10000+
HVAF Tungsten Carbide / Chrome / Nickel 73% WC, 20% Cr, 7% Ni 68-70 HRC 0.508 538 0.025-0.05 Lap 12000+
HVAF Tungsten Carbide / Cobalt / Chrome 85% WC, 11% Co, 4% Cr 68-70 HRC 0.508 538 0.4, 0.025-0.05
Lap 12000+
HVAF Nickel / Chrome / Boron4% B, 5% C, 16.5% Cr, 3.5% Fe, 6.22% Mo,
3.5% Si, 2% Cu, Ni-balance 58-62 HRC 1.524 816 0.4 40000+ Fused Metallurgical
HVAF Chrome Carbide 9.6% C, 17.5% Ni, Cr-balance 64-68 HRC 1.016 982 0.05-0.1 Lap 12000+
HVAFNickel Chrome Boron
(Bi and Tri-Metallic Hard Phases)
15% Cr, 0.8% C, 4% Si, 3.5% Fe, 13.5% Ni, 3% B, 17.3% W, Ni-balance 58-62 HRC 1.524 982 0.25-0.4 40000+
Metallurgical
HVAF Alloy 625 21% Cr, 3% Fe, 8% Mo, 3.5% Nb, 64% Ni, 35-40 HRC 2.54 816 0.4-0.8 10000+
HVAF Alloy 718 53% Ni, 19% Cr, 19% Fe, 5% Nb, 3% Mo 350-450 2.54 871 0.4-0.8 10000+
HVAF Tungsten Carbide / Cobalt 88% WC / 12% Co 66 HRC 0.762 5380.25, 0.025-0.05
Lap 10000
HVAF Tungsten Carbide / Chrome Nickel 73% WC, 20% Cr, 7% Ni 68-70 HRC 1.016 538 0.025-0.05 Lap 12000+
HVAF Hastelloy® C-276 15% Cr, 5% Fe, 16% Mo, 3% W, Ni-balance 35-40 HRC 2.54 816 0.4-0.8 10000+
HVAF Tungsten Carbide / Cobalt Chrome 11% Co, 4% Cr, 5% C, W-balance 68-70 HRC 1.016 538 0.025-0.05 Lap 12000+
HVAF Tungsten Carbide / Cobalt 83% WC, 17% Co 68-71 HRC 2.54 538 0.025-0.05 Lap 10000+ (Epoxy Break)
HVAF Tungsten Carbide / Nickel 90% WC, 10% Ni Macro -64 HRC/ Micro 1200 HV0.3
1.27 538 0.4 12000+
HVAF Chrome Carbide 9.6% C, 17.5% Ni, Cr-balance (75Cr3C2-25NiCr) 66-70 HRC 1.016 982 0.05-0.1 Lap 12000+
Rokide Rokide "C" Rods / Cord / TX-603
90.33% Cr2O3, 3.67% Al2O3, 5.62% SiO2, 0.27% Fe2O3, 0.11% Mg0 65 HRC 0.762 538 0.4 3500
Spray & Fuse Metco 12C, Colmonoy 4,Deloro® 40 77-87% Ni, 10-17% Cr, 3% B, 3% Si 35-40 HRC 1.524 816 0.4 40000+
Metallurgical
Spray & Fuse Metco 14E, Colmonoy 5,Deloro® 50 13.8% Cr, 2.1% B, 3.3% Si, 4.9% Fe, Nibalance 48-52 HRC
Nibalance 1.524 816 0.4 40000+ Fused Metallurgical
Spray & Fuse Colmonoy #6 Spray & Fuse1% C, 15% Cr, 3.5% B, 3.75% Si, 4.25% Fe,
Ni-balance 56-61 HRC 1.524 816 0.25-0.440000+ Fused Metallurgical
Spray & Fuse Colmonoy #69 16.5% Cr, 5% Mo, 4.5% Si, 3.8% B, 3% Fe,
2.1% Cu, 0.55% C, Ni-balance 58-63 HRC 1.524 816 0.4 40000+ Fused Metallurgical
Spray & Fuse Cobolt S/F Wallex 50 19% Cr, 18% Ni, 10% W, 3.5% B, 2.75% Si, 1%
Fe, 0.8% C, Co-balance 56-61 HRC 1.524 982 0.4-0.840000+ Fused Metallurgical
Spray & Fuse Cobolt S/F Stellite® 6 19% Cr, 0.7% C, 2.3% Si, 3% Fe, 13.5% Ni, 1.7% B, 7.5% W, 1% Mn, Co-balance 41 HRC 1.524 982 0.25-0.4 40000+ Fused
Metallurgical
Spray & FuseNiCrB / Tungsten Carbide,
Bimetallic Carbide Material17% W, 15% Cr, 4% Si, 3.5% Fe, 3% B,
0.8%C, Ni-balance 58-63 HRC 2.032 982 0.440000+
Metallurgical
Twin Wire Arc Aluminum Bronze 90% Cu, 9% Al, 1% Fe 65-68 HRB 6.35 232 0.4 7000
Twin Wire Arc 420 Stainless Steel 0.3% C, 1% Ni, 1% Mn, 12-14% Cr, 0.08% Si 40-43 HRC 3.175 538 0.4-0.8 5000
Twin Wire Arc Nickel Aluminide 95% Ni, 5% Al 55-80 HRB 2.54 816 0.4-0.8 9100
Twin Wire Arc Liquidmetal® Armacor™ M High Chrome Steel Alloy 1180 HV0.3 1.524 927 0.25 5775
HARFORDS | PAGE 3 HARFORDS | PAGE 8www.harfords.com.au www.harfords.com.au

Processes and Services
Thermal Spraying
A process in which metallic and nonmetallic materials are deposited in a molten or semi-molten form on a prepared substrate, imparting properties that the substrate would not otherwise possess. Using a thermal spray gun, the feedstock material (in powder, rod or wire form) is melted by electric arc or combustible gas and accelerated on to a substrate.
As the particles strike the surface, they flatten, adhere and conform to the irregularities of the surface. Upon impact with the substrate, these flattened particles cool and build-up to form a coating.
Qualities include:• Improved part performance • Reduce cost • Low heat input • Reclamation of worn parts • Repeatable coatings • Part life extension
Machining and Grinding
Both a stand alone service and an supplementary service to coating or cladding. Our equipment list is on page 10, or call us to discuss your job.
Whitemetal Cladding
An area of particular expertise at Harfords, and our craftsman are ready to discuss your whitemetal bearing repair requirements. For details see page 3.
®Rokide
Harfords have special patented nano ®materials that are utilised within the Rokide
process to produce higher particle to particle cohesive bonding.
Feedstock•Gas or Electric Heating Melting•Molten Particle Acceleration•Particle Substrate Impact•Coating•
Thermal Spray Coating ProcessInformation HST Equipment List
Machining and Grinding CAPACITY CNC 1,150 x 510 mm CNC Milling 560 x 2000 mm CNC Lathe Manual and NC 42" Vertical Borer 5" Spindle Horizontal Borer 32" x 12' Lathe 42" x 16' Lathe 20" x 7' Lathe 20" x 7' Lathe 15" x 5' Lathe 15" x 5' Lathe 60" x 20' Lathe H/D Mill Large Mill small 1.5m Crankshaft Grinder 2.2 m Crankshaft Grinder 250mm x 700mm Horizontal Grinder Surface Grinder Super Finisher Repco Manual Honing Tool Post Grinder 10 ton overhead crane Spray Equipment Tafa 8830 Eco-ArcJet 400A Miller BP 400 Metallization Pure Coat Unique Coat HVAF-ARC ID Arc Spray Gun Unique Coat AC-HVAF Fanuc 6 Axis Robot 4 Thermal Spray Stations Sprayweld torch Sprayweld torch Flame Spray Puffer system Flame Spray Puffer system Extender Kit I.D.
®Rokide Ceramic Gun
TYPE
HartfordFat Tur
Webster and BennetIkegaiShenyangShenyangKwangchowVDF BoenhringerHercusLuan Machine ToolSMTPacificBridgeportBercoAMCCincinnatiKentUTPRepcoDynabrade
TafaEco Arc JetMillerMetallizationUnique CoatMillerUnique CoatFanucIntegral to BuildingEutecticEutecticEutecticEutecticEutecticNorton
ISO 9001
HARFORDS | PAGE 9 HARFORDS | PAGE 2www.harfords.com.au www.harfords.com.au

Harfords Surface Technologies (HST) is an innovative industry leader.
The Harfords name has been associated with engineering, innovation and cutting edge technology in Western Australia since 1954.
Hal Harford has continued the family tradition of excellence and innovation and has built on that by introducing HVOF, HVAF and HVAF-Arc thermal spraying technologies, among other processes to the WA market.
His ability to develop new technologies and deliver them to clients in a professional way has kept Harfords ahead of its competitors.
In making the technologies available locally, we are seeking to blend the best of local service and knowledge with international knowledge by continuing to bring the latest technologies to Australia.
While we will continue to provide the full range of thermal spray, precision machining, precision grinding and white metal bearing repair we, will be adding some significant new capacity with the
®addition of the Rokide Spray System for spraying ceramics.
HST have literally grown up with the thermal spray industry and have been very involved with all heavy industry, particularly oil and gas, power generation and mining equipment.
HST is the company you can rely on to keep up with worldwide trends in the thermal spray industry.
HST will endeavour to continue to acquire the best technologies and services available for your special needs.
Superior Products, Superior Service
We know we have to earn your business, that is why we tirelessly seek out the best possible processes and the qualified staff to provide them. From our well equipped facilities in Canning Vale, we provide highly skilled surface engineering services in a safe, timely and efficient manner.
This ethic has set us apart from our beginnings, right through to present day. HST is focused on the delivery of expertise and service - it�s what sets us apart.
Index
1) Company Introduction / Index 2) Thermal Spray Coating Process3) White Metal Bearing Repair Machine and Grind4) Thermal Spray5) Rokide Spray System6) Machine & Grind7) QA/QC Inspection Metallographic Testing8) Commonly Used Thermal Spray Materials9) Equipment List
Company Introduction
Give us your worst and we will give you our best....
36 Coulson Way, Canning Vale, Western Australia 6155Phone: +61 8 9455 5570 Fax : +61 8 9455 3310
HarfordsDedication
&Innovation(For over 60 years)
HARFORDS | PAGE 1 HARFORDS | PAGE 10www.harfords.com.au www.harfords.com.au

Evolved Applications
www.harfords.com.au
36 Coulson Way, Canning Vale, WA 6155
Phone: +61 8 9455 5570
Fax : +61 8 9455 3310
Harfords Surface Technologies Pty Ltd
Innovators of Australian Surface Engineering...