
From the idea to the sterile packaged medical · PDF fileFrom the idea to the sterile packaged...
7
... is flexible Plastic is the future Flyer N° 17 | MARCH 2012 From the idea to the sterile packaged medical device... I S O 9 0 0 1 I S O 1 3 4 8 5 CH-9430 St. Margrethen SG Neugrütstrasse 3 - Switzerland Tel. +41 (0)71-747 27 27 Fax +41 (0)71-747 27 10 [email protected] www.samaplast.ch sc, SAMAPLAST AG, 2012 ... test our know how!
Transcript of From the idea to the sterile packaged medical · PDF fileFrom the idea to the sterile packaged...

... is flexible
Plastic is the future
Flyer N° 17 | MARCH 2012
From the idea to thesterile packaged medical device...
ISO 9001
ISO 13485CH-9430 St. Margrethen SGNeugrütstrasse 3 - Switzerland
Tel. + 41 (0)71-747 27 27Fax + 41 (0)71-747 27 10
sc, SAMAPLAST AG, 2012
... test our know how!

Chapter 1
As component supplier of medical devices, SAMAPLAST AG has to face up to the legal requirements of the European Medical Device DirectiveMDD 93/42 EEC and the Code of Federal Regulations (C.F.R.) of the U.S. Food and Drug Administration (FDA).
To meet these requirements, SAMAPLAST AG has been certified amongstothers according to DIN EN ISO 13485.
A crucial point of this standard and of the American 21 CFR Part 820 (Qua-lity System Regulation) specification is the validation of processes, if theycannot be verified to one hundred percent.
Examples for validating processes: Injection molding cleaning, packagingand sterilization processes as well as bonding, welding or laser marking.
Legal requirements
The validation of a process intends to prove that the application of a method under the specified circumstancesconsequently leads to products that meet the predetermined requirements.
At SAMAPLAST AG, the implementation of process validation is carried out on the basis of industry standards or alter-natively the guidelines below:
• GHTF document “Quality Management Systems - Process Validation Guidance”• FDA guideline “General Principles of Process Validation”• PICs/GMP guide “Guide to Good Manufacturing Practice for Medical Products”
In the offer phase, SAMAPLAST AG uses the document “Classification and Responsibility Matrix” to predefine the proces-ses that have to be validated for the production of the medical device, and defines them together with the customer bymeans of the decision matrix in the project phase.
The basic prerequisites (basic conditions) for the realization of the validation are to implement a GxP environment, to qua-lify the main and attendant facilities, to validate the process software, and to calibrate the necessary instruments or alter-native measuring systems or to provide proof of performance by means of the MSA (measuring system analysis).
The following process configuration and the corresponding basic requirements ensue from these requirements:
Generalities for the process validationPicture 1: PEEK cages
Figure 1: Process configuration and basic requirements (basic conditions)
Chapter 1
The qualification serves as documented evidence that themachines are designed, installed, and tested in conformitywith GMP and the user requirement specifications, and toensure that they function.
SAMAPLAST AG uses the following qualification model (figure 2) to implement the qualification.
The basis of the implementation of risk analysis is to identifythe critical functions (GxP relevance), to determine the require-ments (URS) and the qualification extent (qualification plan).
During the design qualification (DQ) we check the requirementsof the user requirement specification (URS = requirement ofthe user) with those of the product specification.
After the construction of the machine or the facility comes theacceptance at the supplier’s during the Factory Acceptance Test(FAT) and, if necessary, the acceptance at SAMAPLAST AG bymeans of the Site Acceptance Test (SAT). We then perform theinstallation qualification (IQ) at the final installation site.
In the subsequent operational qualification (OQ), we check that the facility is working as planned and that proper functionis assured throughout the entire range of the critical process parameters established in the risk analysis.
With the qualification report (QR), we start running the facility/machine and integrate it into the maintenance and requalification program. It is now subject to change management until decommissioning.
Qualification of machines, facilities and equipment
Picture 2: Clean room 2 SAMAPLAST AG
Figure 2: Qualification model
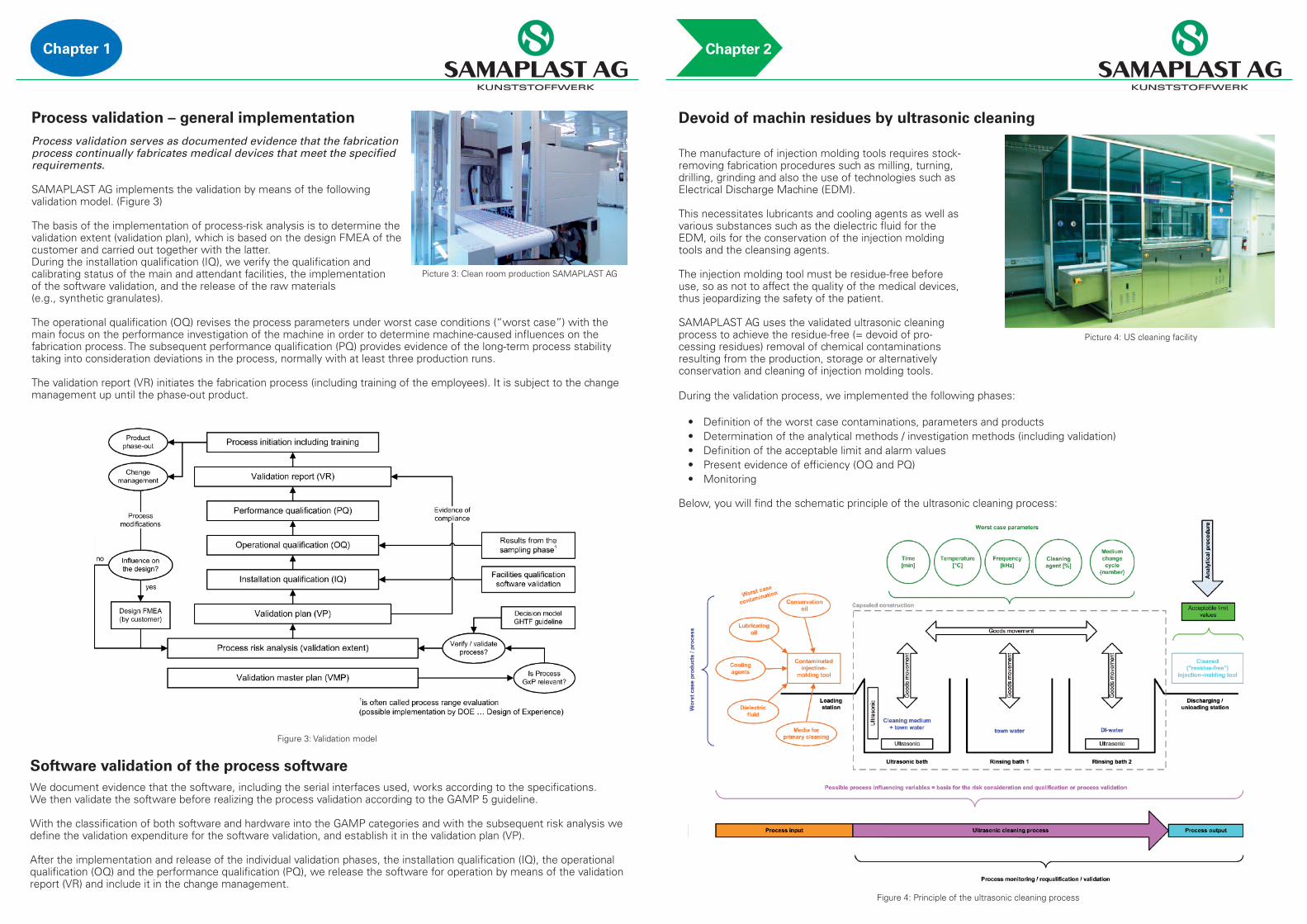
Process validation – general implementationProcess validation serves as documented evidence that the fabricationprocess continually fabricates medical devices that meet the specifiedrequirements.
SAMAPLAST AG implements the validation by means of the following validation model. (Figure 3)
The basis of the implementation of process-risk analysis is to determine thevalidation extent (validation plan), which is based on the design FMEA of thecustomer and carried out together with the latter.During the installation qualification (IQ), we verify the qualification and calibrating status of the main and attendant facilities, the implementation of the software validation, and the release of the raw materials (e.g., synthetic granulates).
The operational qualification (OQ) revises the process parameters under worst case conditions (“worst case”) with themain focus on the performance investigation of the machine in order to determine machine-caused influences on the fabrication process. The subsequent performance qualification (PQ) provides evidence of the long-term process stability taking into consideration deviations in the process, normally with at least three production runs.
The validation report (VR) initiates the fabrication process (including training of the employees). It is subject to the changemanagement up until the phase-out product.
Software validation of the process softwareWe document evidence that the software, including the serial interfaces used, works according to the specifications. We then validate the software before realizing the process validation according to the GAMP 5 guideline.
With the classification of both software and hardware into the GAMP categories and with the subsequent risk analysis wedefine the validation expenditure for the software validation, and establish it in the validation plan (VP).
After the implementation and release of the individual validation phases, the installation qualification (IQ), the operationalqualification (OQ) and the performance qualification (PQ), we release the software for operation by means of the validationreport (VR) and include it in the change management.
The manufacture of injection molding tools requires stock-removing fabrication procedures such as milling, turning,drilling, grinding and also the use of technologies such asElectrical Discharge Machine (EDM).
This necessitates lubricants and cooling agents as well asvarious substances such as the dielectric fluid for the EDM, oils for the conservation of the injection moldingtools and the cleansing agents.
The injection molding tool must be residue-free beforeuse, so as not to affect the quality of the medical devices,thus jeopardizing the safety of the patient.
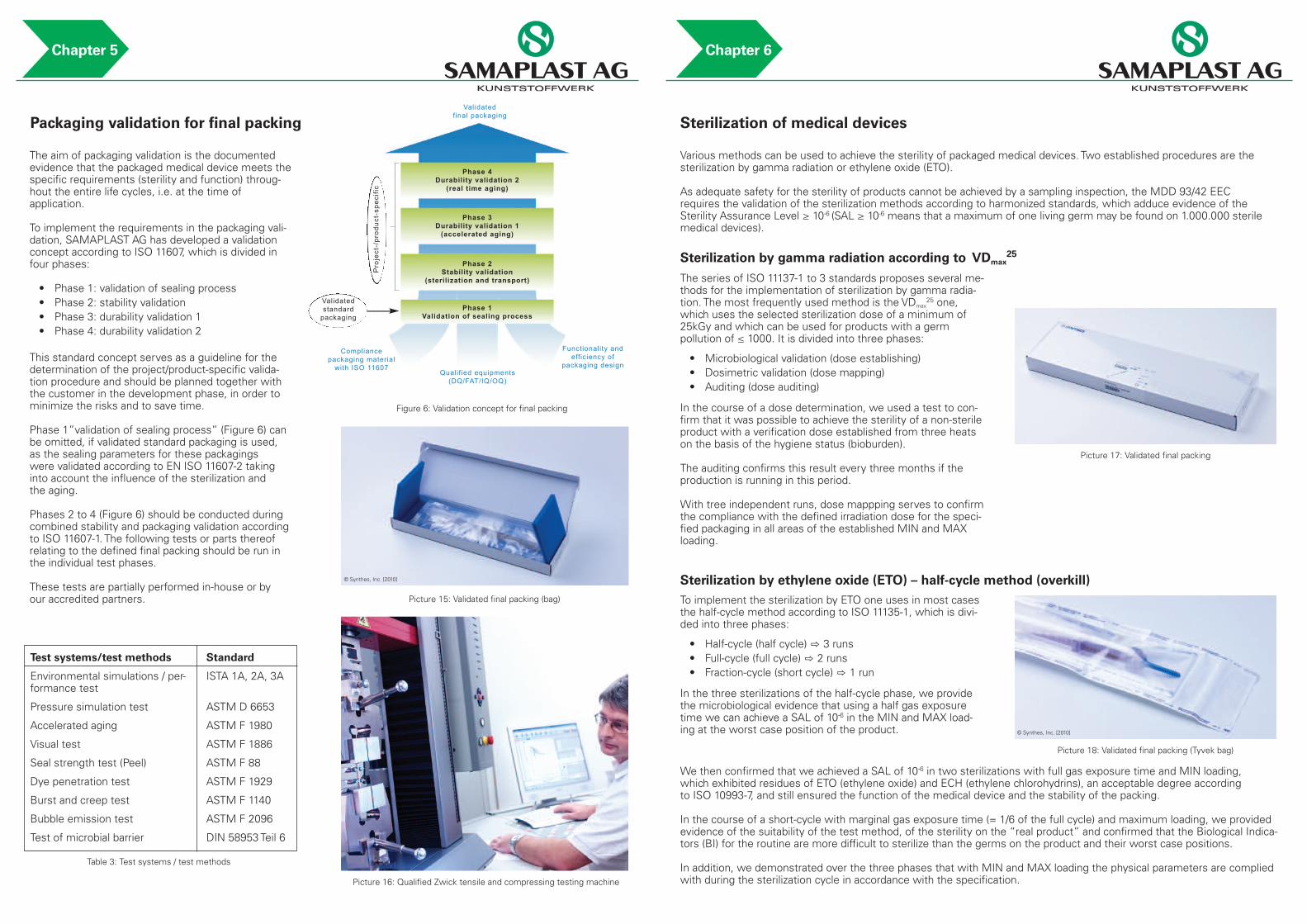
SAMAPLAST AG uses the validated ultrasonic cleaningprocess to achieve the residue-free (= devoid of pro-cessing residues) removal of chemical contaminations resulting from the production, storage or alternativelyconservation and cleaning of injection molding tools.
Devoid of machin residues by ultrasonic cleaning
During the validation process, we implemented the following phases:
• Definition of the worst case contaminations, parameters and products• Determination of the analytical methods / investigation methods (including validation)• Definition of the acceptable limit and alarm values• Present evidence of efficiency (OQ and PQ)• Monitoring
Below, you will find the schematic principle of the ultrasonic cleaning process:
Chapter 2Chapter 1
Picture 3: Clean room production SAMAPLAST AG
Figure 3: Validation model
Picture 4: US cleaning facility
Figure 4: Principle of the ultrasonic cleaning process

Due to the variety of products that SAMAPLAST AG produces with injec-tion molding methods for her customers, it has developed a risk-basedapproach to the implementation of the process validation of the injectionmolding process. The latter has been developed by including the econo-mic aspects and the consideration of the project extent and type.
In the course of a customer-neutral basic validation, SAMAPLAST AG hasprovided evidence that the injection molding process can be consideredas basically valid, if the necessary general requirements for the processvalidation (Figure 1) are met.
Based on the customer’s design-FMEA, the process-FMEA from thebasic validation and the potential effect on the patient’s safety as well asthe product quality, the customer can decide to implement an economicproject-related process validation (without PQ) with reference to the basicvalidation.
A complete validation should be performed with a specific customer pro-ject according to the state of the art, if the reference to a basic validation is not possible.
The following chart depicts the general procedure of the basic validation of the injection molding process, and alsothe possibilities of the implementation of customer projects:
Risk-based approach to the process validation of the injection molding process
Picture 7: Dental components
Figure 5: Model for the risk-based approach to the process validation of the injection-molding process
Chapter 3
For washing and rinsing using our cleaning facility HAMO T-21,we use exclusively Highly Purified Water (HPW) according tothe valid European Pharmacopoeia, which we produce withour qualified Christ high-purity system.The following phases are run through for the processing ofdrinking water in Highly Purified Water (HPW):
• Complete water softening• Reverse osmosis, downstream electric mixed bed
and ultra-filtration by means of a sterile filter• Storage in a high-purity tank and kept germfree with
ozone• Before removal, depletion of the ozone by the UV facility
In addition to the qualification (DQ/FAT/IQ/SAT/OQ), we vali-dated the water-treatment process according to state of theart technology, with consideration of the worst case parame-ters listed below, which are also checked during the regularmonitoring.
• Conductivity at 20°C ≤1,1 or at 25°C ≤1,3 μS/cm• Total organic carbon (TOC) <500 ppb (0,5 mg/l)• Micro-organisms <10 CFU/100ml• Nitrates ≤0,2 ppb• Bacterial endotoxins <0,25 IU/ml
The qualified high-purity washing machine HAMO T-21 withmaterial-lock function cleans the titanium, POM, PEEK,PPSU etc. medical devices or components for clean roomproduction.
We performed a cleaning validation according to the GMPrequirements for the defined standard cleaning processes(rinsing and washing) for metal or synthetic parts.
During this validation, we considered the following actuatingvariables for which we ran worst case scenarios (WCS):
• Level of cleanliness of the products before cleaning• Worst case products and position (on the product)• Worst case inoculation position• Cleaning equipment• Filling degree of the cleaning facility
The following analytical methods and parameters confirmedthe process efficiency during the process validation of the in-dividual WCS:
• Visual dryness control• Conductivity• Chemical residues on the product• Microbiological state (bioburden)• Evidence of bacterial endotoxins by LAL test• Cytotoxicity test according to ISO 10993-5
Cleaning (washing or rinsing) of component parts or medical devices
Picture 5: HPW water treatment facility
Picture 6: High-purity cleaning facility
Chapter 2

Picture 11: C-PortCT catheter systems
Identification and marking of medical devices by laser technology
In addition to the production of injection molding parts, we use the cleanroom of the ISO class 7 (in operation) as well for the laser marking of me-dical devices with the CE identification number, heat number etc., for a distinct identification and reproducibility.
In addition to identification marks we use the qualified facilities that workon the vector-based method as well for inscriptions such as logos for mar-keting purposes on a wide range of materials.
The monitoring (IPC) also verifies observation of quality criteria such aslegibility. The upkeep of the biocompatibility (wear problem) after the lasermarking was established during process validations on a wide range ofmaterials.
During the validation, we considered the following actuating variables forwhich worst case scenarios (WCS) were run:
• Worst case products (example: materials)• Worst case laser parameters (intensity)• Worst case lasering (surface)
The most different tests according to DIN EN ISO 10993 confirmed theprocess suitability of the individual WCS.
Final packing for sterilizable medical devices
According to the MDD 93/42 EEC Appendix I, the medical devices shouldbe designed, produced and packaged to ensure that their application attributes and performance do not change during storage time and trans-port in considering the producer’s guidelines.
To meet these requirements, we qualified the packaging facilities(DQ/FAT/IQ/SAT/OQ) and our packing specialists (IQ/OQ/PQ) validated the packaging process with regard to the sealing parameters according to ISO 11607-2.
To minimize the expenditure of time and the costs in the development process or alternatively the project management, SAMAPLAST AG has defined a standard medical packaging for pouches and blisters of various sizes and materials, and has validated the sealing parameters for them.
To reduce risk in validation for final packing, we additionally substantiatedthe effectiveness and the reproducibility of the hot-sealing process, takinginto account the influence of the sterilization and the real-time aging forthe individual packagings.
US welding procedures to connect different components
An ultrasonic welding procedure permits interconnection of various materials with different properties in a medical device.
With the acquisition, the installation, the initiation and the qualification of an ultrasonic welding plant with integrated control, which corresponds to the requirements of the 21 CFR Part 11, SAMAPLAST AG accomplished the basicprerequisite for the precise, versatile and economic ultrasonic welding accor-ding to defined conditions.
Based on a risk analysis during the process validation, we provided the docu-mented suitability evidence that the ultrasonic welding process bonds repro-ducible synthetic parts over a longer period of time, allowing for process de-viation.
In implementing the validation, we considered the following actuating variablesfor which we ran defined worst case scenarios (WCS):
• Amplitude (amplitude of oscillations)• Welding and trigger force• Welding path• Welding and holding time
Various test method / tests related to the critical characteristics of the productor the product group confirmed the process suitability of the individual worstcase scenarios.
In defining the standard packaging, we selected packagingsizes and types that cover a large product portfolio and the corresponding sterilization types
The implementation of phase 1 “validation sealing process” (Figure 6) from the packaging validation for final packing can be omitted, if a standard packaging can be used. This clearly reduces the expenditure of time and finances.
Validated standard packaging
Standard medical packaging POUCHES
Standard medical packaging BLISTERS
Sizes
45 x 95 mm to 250 x 500mm
85 x 150 mm to 200 x 380mm
45 x 110 mm to 250 x 500mm
width 70 mm to 400mm
Material
Blister material PETG
Sealing film medical Tyvek
Material
OPA-PE-Peel
OPA-SiOx-PE-Peel
OPA Aluminum PE Peel
Tyvek Peel tubular pouches
Picture 8: Laser marking system
Picture 9: Laser marking of a trial head
Picture 10: Ultrasonic welding plant
Picture12: Packaging machine
Picture 13: Validated standard packaging blisters
Picture 14: Packaging examples
Table 1: Standard medical packaging POUCHES
Table 2: Standard medical packaging BLISTERS
Chapter 4 Chapter 5
Sizes
l=67.5 to 179.5 mm
w=35 to 103 mm
h=max. 85 mm
Packaging validation for final packing
The aim of packaging validation is the documentedevidence that the packaged medical device meets thespecific requirements (sterility and function) throug-hout the entire life cycles, i.e. at the time of application.
To implement the requirements in the packaging vali-dation, SAMAPLAST AG has developed a validationconcept according to ISO 11607, which is divided infour phases:
• Phase 1: validation of sealing process• Phase 2: stability validation• Phase 3: durability validation 1• Phase 4: durability validation 2
This standard concept serves as a guideline for thedetermination of the project/product-specific valida-tion procedure and should be planned together withthe customer in the development phase, in order tominimize the risks and to save time.
Phase 1”validation of sealing process” (Figure 6) canbe omitted, if validated standard packaging is used, as the sealing parameters for these packagings were validated according to EN ISO 11607-2 takinginto account the influence of the sterilization and the aging.
Phases 2 to 4 (Figure 6) should be conducted duringcombined stability and packaging validation accordingto ISO 11607-1. The following tests or parts thereof relating to the defined final packing should be run inthe individual test phases.
These tests are partially performed in-house or by our accredited partners.
Sterilization of medical devices
Various methods can be used to achieve the sterility of packaged medical devices. Two established procedures are the sterilization by gamma radiation or ethylene oxide (ETO).
As adequate safety for the sterility of products cannot be achieved by a sampling inspection, the MDD 93/42 EEC requires the validation of the sterilization methods according to harmonized standards, which adduce evidence of the Sterility Assurance Level ≥ 10-6 (SAL ≥ 10-6 means that a maximum of one living germ may be found on 1.000.000 sterilemedical devices).
Validated
final packaging
Qualified equipments
(DQ/FAT/IQ/OQ)
Compliance
packaging material
with ISO 11607
Functionality and
efficiency of
packaging design
Test systems/test methods
Environmental simulations / per-formance test
Pressure simulation test
Accelerated aging
Visual test
Seal strength test (Peel)
Dye penetration test
Burst and creep test
Bubble emission test
Test of microbial barrier
Standard
ISTA 1A, 2A, 3A
ASTM D 6653
ASTM F 1980
ASTM F 1886
ASTM F 88
ASTM F 1929
ASTM F 1140
ASTM F 2096
DIN 58953 Teil 6
Sterilization by gamma radiation according to VDmax25
The series of ISO 11137-1 to 3 standards proposes several me-thods for the implementation of sterilization by gamma radia-tion. The most frequently used method is the VDmax
25 one, which uses the selected sterilization dose of a minimum of25kGy and which can be used for products with a germ pollution of ≤ 1000. It is divided into three phases:
• Microbiological validation (dose establishing)• Dosimetric validation (dose mapping)• Auditing (dose auditing)
In the course of a dose determination, we used a test to con-firm that it was possible to achieve the sterility of a non-sterileproduct with a verification dose established from three heatson the basis of the hygiene status (bioburden).
The auditing confirms this result every three months if the production is running in this period.
With tree independent runs, dose mappping serves to confirmthe compliance with the defined irradiation dose for the speci-fied packaging in all areas of the established MIN and MAX loading.
Sterilization by ethylene oxide (ETO) – half-cycle method (overkill)To implement the sterilization by ETO one uses in most casesthe half-cycle method according to ISO 11135-1, which is divi-ded into three phases:
• Half-cycle (half cycle) ⇨ 3 runs• Full-cycle (full cycle) ⇨ 2 runs• Fraction-cycle (short cycle) ⇨ 1 run
In the three sterilizations of the half-cycle phase, we providethe microbiological evidence that using a half gas exposuretime we can achieve a SAL of 10-6 in the MIN and MAX load-ing at the worst case position of the product.
We then confirmed that we achieved a SAL of 10-6 in two sterilizations with full gas exposure time and MIN loading, which exhibited residues of ETO (ethylene oxide) and ECH (ethylene chlorohydrins), an acceptable degree according to ISO 10993-7, and still ensured the function of the medical device and the stability of the packing.
In the course of a short-cycle with marginal gas exposure time (= 1/6 of the full cycle) and maximum loading, we providedevidence of the suitability of the test method, of the sterility on the “real product” and confirmed that the Biological Indica-tors (BI) for the routine are more difficult to sterilize than the germs on the product and their worst case positions.
In addition, we demonstrated over the three phases that with MIN and MAX loading the physical parameters are compliedwith during the sterilization cycle in accordance with the specification.
Figure 6: Validation concept for final packing
Picture 15: Validated final packing (bag)
Picture 16: Qualified Zwick tensile and compressing testing machine
Table 3: Test systems / test methods
Picture 17: Validated final packing
Picture 18: Validated final packing (Tyvek bag)
© Synthes, Inc. [2010]
© Synthes, Inc. [2010]
Validated
standard
packaging
Pro
jec
t-/p
rod
uc
t-s
pe
cif
ic
Chapter 5 Chapter 6
Phase 4
Durability validation 2
(real time aging)
Phase 3
Durability validation 1
(accelerated aging)
Phase 2
Stability validation
(sterilization and transport)
Phase 1
Validation of sealing process
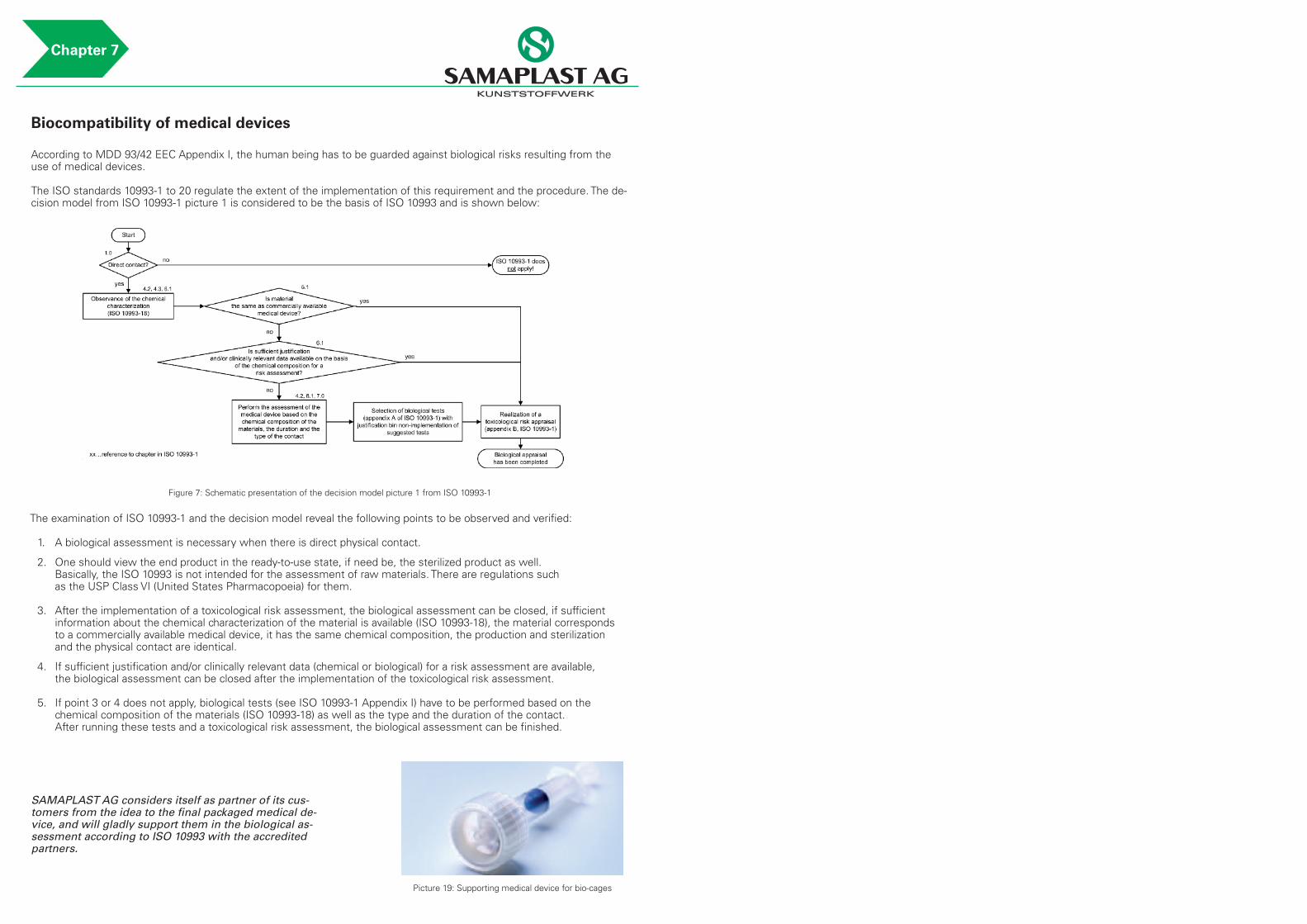
According to MDD 93/42 EEC Appendix I, the human being has to be guarded against biological risks resulting from theuse of medical devices.
The ISO standards 10993-1 to 20 regulate the extent of the implementation of this requirement and the procedure. The de-cision model from ISO 10993-1 picture 1 is considered to be the basis of ISO 10993 and is shown below:
Biocompatibility of medical devices
The examination of ISO 10993-1 and the decision model reveal the following points to be observed and verified:
1. A biological assessment is necessary when there is direct physical contact.
2. One should view the end product in the ready-to-use state, if need be, the sterilized product as well. Basically, the ISO 10993 is not intended for the assessment of raw materials. There are regulations such as the USP Class VI (United States Pharmacopoeia) for them.
3. After the implementation of a toxicological risk assessment, the biological assessment can be closed, if sufficient information about the chemical characterization of the material is available (ISO 10993-18), the material corresponds to a commercially available medical device, it has the same chemical composition, the production and sterilizationand the physical contact are identical.
4. If sufficient justification and/or clinically relevant data (chemical or biological) for a risk assessment are available, the biological assessment can be closed after the implementation of the toxicological risk assessment.
5. If point 3 or 4 does not apply, biological tests (see ISO 10993-1 Appendix I) have to be performed based on the chemical composition of the materials (ISO 10993-18) as well as the type and the duration of the contact. After running these tests and a toxicological risk assessment, the biological assessment can be finished.
SAMAPLAST AG considers itself as partner of its cus-tomers from the idea to the final packaged medical de-vice, and will gladly support them in the biological as-sessment according to ISO 10993 with the accreditedpartners.
Figure 7: Schematic presentation of the decision model picture 1 from ISO 10993-1
Chapter 7
Picture 19: Supporting medical device for bio-cages












![[XLS] · Web viewStainless steel needles with solid silicone rods and silicone tubing - packaged sterile needles 0.90mm x 6.5cm, rod 40cm - 0.80mm, sleeve 10 x 2mm SO045 FCI Ptosis](https://static.fdocuments.in/doc/165x107/5b30070c7f8b9af0648e3b16/xls-web-viewstainless-steel-needles-with-solid-silicone-rods-and-silicone.jpg)





