For inspection purposes only. Consent of copyright owner ... · conveyor will discharge the grain...
41
For inspection purposes only. Consent of copyright owner required for any other use. EPA Export 26-02-2014:23:29:21
Transcript of For inspection purposes only. Consent of copyright owner ... · conveyor will discharge the grain...

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing Limited 1 Response to Request for Information for IPPC Licence Application
472-X0009 February 2014
Overview
On 29th January 2014, the EPA issued a request for additional information to William Grant & Sons Irish Manufacturing Limited in relation to the application for an IPPC licence for its distillery at Tullamore, Co. Offaly (Register No. P0980-01). The information and clarifications requested by the EPA are provided in the following sections. An updated Non-Technical Summary is included in Attachment 1.
1 Assessment of Emissions to Atmosphere
Revise the assessment of emissions to air to take account of emission points A2-1 and A2-2. Provide a comparison of results against relevant air quality standards (including PM10 and PM2.5).
Attachment 2 to this Response contains the results from an air dispersion modelling assessment of emissions of particulate matter from the two main emission points (A2-1 and A2-2) associated with the grain handling operations, together with an updated assessment of the emissions from the two boiler emission points – A1-1 and A1-2 – to reflect changes in the boiler specifications since the application was submitted to the EPA.
The emissions of particulate matter have been assessed in the context of the Air Quality Standards Regulations, 2011. As there are no limit or target values for particulate matter, the emissions have been assessed against the limit value for Particulate Matter as PM10 as set out in Schedule 11 of the Regulations, and against the target and limit values for Particulate Matter as PM2.5 in Schedule 14 of the Regulations. This is a conservative approach as, in practice, the proportion of PM10 and PM2.5 particulate matter in the emissions from A2-1 and A2-2 is likely to be in the order of c. 35% for PM10 and c. 5% for PM2.5, although this will vary depending upon the particular source of the grain. For the purpose of the dispersion modelling assessment, the emissions have been conservatively modelled as 100% PM10 and 100% PM2.5.
The results from the assessment are shown in Figure 1 (for particulate matter as PM10) and in Figure 2 (for particulate matter as PM2.5), and are also summarised in Table 1 and Table 2. The corresponding environmental assessment levels are shown in Table 3.
Table 1: Process Contribution & Predicted Environmental Concentration of Particulate Matter (as PM10)
Period
Process Contribution (μg/m3)
Predicted Environmental Concentration (μg/m3)
90.4th %ile 24-Hour Annual Average 90.4th %ile 24-Hour Annual Average
2007 6.8 3.8 29.8 17.1
2008 6.3 3.4 29.3 16.7
2009 6.3 3.6 29.3 16.9
2010 7.0 3.7 30.0 17.0
2011 6.3 3.8 29.3 17.1
Highest 7.0 3.8 30.0 17.1
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing Limited 2 Response to Request for Information for IPPC Licence Application
472-X0009 February 2014
Table 2: Annual Average Process Contribution & Predicted Environmental Concentration of Particulate Matter (as PM2.5)
Period Annual Average Process Contribution
(μg/m3) Annual Average Predicted Environmental
Concentration (μg/m3)
2007 3.8 13.1
2008 3.4 12.7
2009 3.6 12.9
2010 3.7 13.0
2011 3.8 13.1
Highest 3.8 13.1
Table 3: Limit & Target Values for Particulate Matter (PM10 & PM2.5) – Air Quality Standards Regulations
Parameter One Day Period Calendar Year Period
Particulate Matter (as PM10) 50 μg/m3, not to be exceeded more than 35 times a calendar year
40 μg/m3
Particulate Matter (as PM2.5) - 25 μg/m3
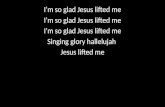
As can be seen from the results, in both cases (PM10 and PM2.5) the overall Predicted Environmental Concentration (PEC) is significantly less than the corresponding Air Quality Standard, while the predicted Process Contribution (PC) is significantly less than the maximum allowable Process Contribution (as per the EPA’s Air Dispersion Modelling Guidance Note AG4).
Figure 1: Predicted Environmental Contribution of Particulate Matter (as PM10) from WGS Tullamore Distillery
AQS
33.3% 33.3%
44.5%
9.5%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
AQS Maximum Allowable PC Predicted
Predicted Environmental Concentration of Particulate Matter (as PM10)(in the context of the annual average Air Quality Standard (40 μg/m3) and the Background Concentration)
Background Concentration Process Contribution
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing Limited 3 Response to Request for Information for IPPC Licence Application
472-X0009 February 2014
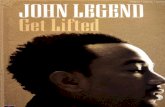
Figure 2: Predicted Environmental Contribution of Particulate Matter (as PM2.5) from WGS Tullamore Distillery
Based upon the results from the air dispersion modelling assessment, it is considered that the emissions of particulate matter from the distillery will not result in contravention of the corresponding air quality standards, and therefore the emissions will not adversely impact on the quality of the surrounding environment.
2 Abatement on Emissions to Atmosphere
Provide a more detailed description of the abatement proposed for A2-1 and A2-2.
2.1 Overview
The Tullamore distillery grain handing system has been designed for the intake of dressed raw barley, malted barley and whole grain wheat. The plant will consist of a vehicle discharge and intake point, 60 tonne storage silos for 4 days worth of production (to cover weekends and public holidays), a transfer system to move the grain to the distillery production buildings, and grain cleaning and dressing equipment (refer to Section 2.4 of this response).
Prior to the milling process, the cereal will be handled as whole grains. However, there always remains a small amount of dust associated with the process and therefore all areas in which air is exhausted from the system have been designed with dust extraction equipment to minimise dust emissions to atmosphere.
Three types of dust extraction unit have been included in the design to serve the different sources of discharges to air:
• Aspiration units for the two main emission points A2-1 and A2-2 (see Attachment 3(a));
AQS
37.2% 37.2%
41.9%
15.2%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
AQS Maximum Allowable PC Predicted
Predicted Environmental Concentration of Particulate Matter (as PM2.5)(in the context of the annual average Air Quality Standard (25 μg/m3) and the Background Concentration)
Background Concentration Process Contribution
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing Limited 4 Response to Request for Information for IPPC Licence Application
472-X0009 February 2014
• Transfer units for the two minor emission points A3-22 and A3-71 (see Attachment 3(b)); and
• Point units for the minor emission points A3-60 to A3-65 (see Attachment 3(c)).
All three types of unit operate on the same principle, with a filter medium collecting dust in the airstream and a pulse of compressed air used to dislodge the collected dust and return it to the main process (reverse jet filters).
The distillery will be also be serviced by a wet milling process. In this process, a portion of the mashing liquor will be added to the grain before the mill and the remainder is added immediately after the mill to create a cereal grist slurry for processing in the main mashing process. The addition of the liquor to the grain eliminates the handling of dry flour (grist) and therefore also eliminates the generation of dust.
2.2 Intake
Bulk deliveries of grain will be weighed and sampled prior to off loading at the intake silos. A flexible chute coupling will be attached to the discharge gate at the back of the delivery vehicle, providing a seal between the intake conveyor and the vehicle and thereby minimising dust emissions to atmosphere (at minor emission point A3-66) as the trailer is tipped and the grain is transferred. The conveyor will discharge the grain into the bottom of a belt and bucket elevator and the grain will be lifted up and discharged into a cross conveyor which runs along the top of the silos. Each silo has a side valve at the top which opens depending on the silo selected for storage.
The intake system will transfer cereal at a rate of up to 40 tonnes per hour, allowing a bulk delivery vehicle to be discharged in 45 minutes. The sequencing of the conveyors, elevator and valves will be controlled by a programmable logic controller (PLC) with feedback from rotation indicators, high level indicators, over load and choke switches to ensure the efficient operation of the process and its safe shutdown in the event of a system fault.
The air displaced as the cereal is transferred and the silos are filled will be filtered through a number of Point Filters (A3-60 to A3-65), which use a filter cloth arrangement to collect any dust, and a fan to draw the displaced air out creating a slight negative vacuum on the equipment. A supply of compressed air from the main site air distribution system will pulse intermittently to dislodge the dust from the filter cloth, which will be returned to the conveying equipment.
Each reverse jet filter will be equipped with a differential pressure gauge which will indicate the condition of the filter cloths and the integrity of the dust sealing arrangement. The overall integrity of the conveyors and silos will be assured through a combination of inspection and planned preventative maintenance (as outlined in Section C.1 of the application).
2.3 Grain Transfer
The cereal will be transferred to the distillery buildings by opening the discharge valves on the selected silo and mechanically conveying the grain to a dense phase pneumatic transfer system. Small batches of grain will be collected in a blow pot and these ‘slugs’ will be transferred by compressed air through a stainless steel pipeline to the header bin in the main distillery buildings. This system will transfer the cereal at a rate of c. 4 tonnes per hour.
The air used to push the cereal will be exhausted through the transfer filters at the Pot & Malt Distillery (minor emission point A3-22) and the Grain Distillery (minor emission point A3-71), which
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing Limited 5 Response to Request for Information for IPPC Licence Application
472-X0009 February 2014
use filter cloths to collect particulate matter in the conveying air and a reverse jet compressed air pulse to dislodge the collected particulates from the filter (as outlined in Section 2.1).
2.4 Grain Cleaning
For both final product quality control and to protect the milling system, the cereal will be cleaned prior to entering the batch hoppers above the milling process. This involves two stages:
• a classifier and
• a de-stoner
These two stages are served by a single filtration unit for each milling location – the Pot & Malt Distillery (main emission point A2-1) and the Grain Distillery (main emission point A2-2).
In the first stage, the grain is passed through a number of sieve plates in the classifier which remove grains that fall outside the range required for the production process (grains that are smaller or larger than required). The grain is then passed over an aspiration leg where an updraft of air removes lighter material, with the grain to be milled falling under gravity into the next stage of the cleaning process.
In the second stage, the de-stoner utilises an updraft air to fluidise the bed of grain as it passes over a vibrating plate. This process causes heavier material within the grain (e.g. small stones) to move to the top of the plate where it is separated from the grain stream, with the grain stream exiting the de-stoner via the bottom plate.
Once it has been cleaned, the grain is mechanically conveyed to one of two batch hoppers, from where it is subsequently discharged into the milling process (described in Attachment D in the application).
2.5 Abatement Systems for A2-1 & A2-2
The Main Filtration system serving the grain cleaning process comprises a clean air side fan, which draws the air through the filter cloths creating the negative pressure required to draw air up through the classifier and de-stoner. The filter cloths collect particulate material from the air stream, with the filtered air discharged to atmosphere via the corresponding main emission point (A2-1 or A2-2). The particulate matter collected on the filter cloths is dislodged using a pulse of compressed air and is returned to the main process.
As set out in Tables F.1(i) in Attachment 6 to the Article 11(2)(b)(ii) Response (December 2013), the operation of the filtration systems on the main emission points will be monitored by differential pressure gauges, with the pressure readings used to determine the performance of the filter unit. The two main emission points will also be subject to annual emissions monitoring for volumetric flow rate and particulate concentration. The main filter units represent the Best Available Techniques for the treatment of the particulate emissions from the grain handling system.
* * * * *
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing Limited Response to Request for Information for IPPC Licence Application
472-X0009 February 2014
Attachment 1: Updated Non-Technical Summary
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 1 February 2014
SECTION A: NON-TECHNICAL SUMMARY A non-technical summary of the application is to be included here. The summary should identify all environmental impacts of significance associated with the carrying on of the activity/activities, and describe mitigation measures proposed or existing to address these impacts. This description should also indicate the normal operating hours and days per week of the activity. The following information must be included in the non-technical summary: A description of: - the installation and its activities,
- the raw and auxiliary materials, other substances and the energy used in or generated by the installation,
- the sources of emissions from the installation,
- the environmental conditions of the site of the installation (e.g. soil and groundwater, air, noise, surface water),
- the nature and quantities of foreseeable emissions from the installation into each medium as well as identification of significant effects of the emissions on the environment,
- the proposed technology and other techniques for preventing or, where this is not possible, reducing emissions from the installation,
- where necessary, measures for the prevention and recovery of waste generated by the installation,
- further measures planned to comply with the general principles of the basic obligations of the operator i.e.
(a) all the appropriate preventive measures are taken against pollution, in particular through application of the Best Available Techniques (BAT);
(b) no significant pollution is caused;
(c) waste production is avoided in accordance with the waste hierarchy in Council Directive 98/2008/EC on waste and section 21A of the Waste Management Acts 1996 to 2011 (as amended in 2011); where waste is produced, it is prepared for re-use, recycled or recovered or, where that is technically and economically impossible, it is disposed of while avoiding or reducing any impact on the environment (applicants should provide this information in the context of sections 29(2A), 32 and 38(5A) of the Waste Management Act 1996 as amended);
(d) energy and other resources are used efficiently;
(e) the necessary measures are taken to prevent accidents and limit their consequences;
(f) the necessary measures are taken upon definitive cessation of activities to avoid any pollution risk and return the site of operation to a satisfactory state.
- measures planned to monitor emissions into the environment.
Supporting information should form Attachment No A.1
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 2 February 2014
A.1 Introduction
William Grant & Sons (WGS) is a family owned company founded in 1887 by the establishment of its first distillery in Dufftown, Scotland. The company has since grown to become a global brand, with significant international interests including five distilleries in the UK, an existing site in Clonmel, Co. Tipperary (which forms part of an IPPC licensed site), and a network of offices around the world which manage the production, sales, marketing and distribution of its portfolio of brands in 180 markets. In October 2012, William Grant & Sons submitted a planning application, supported by an Environmental Impact Statement, to Offaly County Council for the development of a new distillery at Ballard & Clonminch, Tullamore, Co. Offaly. The development is taking place on a 28.8 hectare Greenfield site over three phases. Planning Permission was granted by Offaly County Council on 12th February 2013, with site clearance works commencing in February 2013 and construction works commencing in April 2013. Commissioning of the works carried out under Phase 1 of the development, which includes the construction of one of the distillery buildings, storage warehouses and ancillary / service areas, is expected to commence in the first quarter of 2014, with production commencing in the second / third quarters of 2014. The works under Phase 2, which will include the construction of the second distillery building and increased storage capacity, is expected to be completed in 2019, with the final phase completed in 2022, depending upon the operational requirements of WGS. As the new distillery will have an ultimate production capacity of c. 11.94 million litres (c. 9,408 tonnes) of alcohol per annum, it falls within the scope of the IPPC licensing regime under Activity 7.3.2, namely distilling in installations where the production capacity exceeds the equivalent of 1,500 tonnes per year measured as pure alcohol. In light of this, WGS has engaged with the EPA and has prepared this application to meet the requirements of the latest version of the EPA’s Application Form and the associated IPPC Licensing Application Guidance Notes.
A.2 Installation & Activities
The development of the new distillery will take place in three phases. In the initial phases of the development, the distillery will produce two types of whiskey: Pot Still Whiskey and Malt Whiskey, both of which will be produced in batches. A third type of Whiskey – Grain Whiskey – will be introduced at the site during Phase 2 of the project and will be produced in a continuous process. The production output from the site will increase over the three phases, with the installed production capacity at the site expected to be completed at the end of Phase 2. Under Phase 3, no new production capacity will be introduced; in this phase, additional warehousing will be constructed to meet both the increase in production and the storage requirements for the products. The main production activities involved in the production of whiskey at the new distillery will be:
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 3 February 2014
Raw materials (malt, barley, corn and / or wheat and water) intake and distribution;
Milling;
Brewing;
Fermentation;
Distillation;
Maturation;
Blending;
Storage;
Cask filling; and
Transport within and dispatch from the site. In addition to the production activities at the site, a wide range of service / ancillary activities will take place, including:
Chemical intake and storage;
Catering;
Cleaning in Place (CIP);
Electricity Import (via an onsite substation) and Distribution;
Laboratory Activities;
Refrigeration / Cooling;
Surface Water and Effluent Drainage Systems;
Wastewater treatment;
Water Supply, Treatment & Distribution; and
Workshop Activities. In addition, various vehicle activities will take place at the site, including the delivery of raw materials by heavy goods vehicle, the dispatch of product from the site for packaging at the WGS site in Clonmel, and vehicle movements by employees and operators at the site, as well as visitors (including coaches) to the Visitor Centre. Upon completion of Phase 1 of the development, the site will operate on a 24-hour per day basis, depending upon the operational requirements of the business, with the main 24-hour per day activities taking place in certain production buildings (the distillery buildings, co-products building and the gate house). The majority of staff will work from 09:00 to 17:30. Process operation staff will work on a shift basis ensuring that the distillery remains operational 24 hours per day, 7 days per week. There is normally four weeks’ shut-down throughout the year to undertake maintenance of plant on site. The exact dates of shut down vary but are generally two weeks in the summer months and two weeks around the Christmas period.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 4 February 2014
Map 1 in Attachment A.1 to this application shows the location of the site, while Drawing 1 shows the boundary of the development area. Drawings 2, 3 and 4, also included in Attachment A.1, show the site layouts following completion of the three development phases.
A.3 Materials & Energy Usage
Whiskey will be produced at the distillery using traditional ingredients: grains (including barley, malted barley, wheat and corn), yeast and water. The ancillary / services materials that will be used at the site include:
caustic, acid and detergents / sterilants for cleaning (both production and non-production related cleaning);
natural gas for use in the steam boilers;
laboratory chemicals for quality control & assurance, to support the environmental monitoring programme, and for product development;
oils and lubricants for the maintenance of production and non-production related plant and equipment; and
housekeeping and landscaping related materials (e.g. small scale cleaning materials). The distillery will manage the selection, procurement, receipt, storage, transfer and use of raw materials in accordance with its environmental, quality and health and safety management systems, as well as its procurement systems. A register of materials used at the site will be maintained, including copies of material safety data sheets and other information relevant to the safe storage, transfer and use. The quantity of materials used and stored at the site will be directly related to the production levels and the availability of the input raw materials. Ancillary materials used and stored at the site will include those directly related to production activities, such as the CIP materials (acid and caustic) and materials that are indirectly associated with the production activities, including laboratory materials, oils, greases, lubricants, and materials for the maintenance and upkeep of the site. The use of these materials will also depend upon the level of production activity or maintenance activities at the site. The two main energy sources that will be used at the distillery are electricity and natural gas. Electricity will be used throughout the site in the production and ancillary areas, as well as in the administration and visitor buildings. The natural gas will be used in two 5 MW steam boilers to generate steam for use in the production processes. A small quantity of diesel will be stored at the site to supply the firewater pumps. The distillery will consume water for both the production activities (as one of the main ingredients in the production of whiskey) and in the service related activities (primarily production related cleaning activities and domestic-type use). The water will be supplied to the site by Offaly County Council via a dedicated water main, with the demand from the site increasing over the three phases of development and as production activities increase.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 5 February 2014
As part of its Environmental Management System, and consistent with its Environmental Policy objective of reducing energy (and water) consumption, WGS will track and trend its energy and water consumption against its Key Performance Indicators. It will also develop its Environmental Objectives and Targets to identify further opportunities for reductions in energy and water consumption and improvements in the efficient use of energy and water.
A.4 Sources of Emissions
A.4.1 Emissions to Atmosphere
There will be two boiler emission points to atmosphere (one from each of the two steam boilers); the discharges to atmosphere from the boiler emission points will comprise oxides of nitrogen. There will be two main emission points to atmosphere associated with the handling of grain: one at the Pot & Malt Distillery Building (A2-1) and one at the Grain Distillery Building (A2-2), with the discharges from these emission points containing low concentrations of particulate matter. There will be a number of sources of minor, potential and fugitive emissions at the site. Minor emissions will consist of particulate matter associated with the grain handling systems, and from the production vessels within the two distillery buildings. Potential emissions may arise from a variety of relief valves on process lines and process vessels, relief vents on the storage silos, and from the engines for the firewater pumps in the event of an interruption to the power supply to the site or a fire incident (or exercise), respectively. Fugitive emissions may arise from valve seals, pump seals and flanges, breathing losses from storage vessels, dust from raw materials handling, as well as the cleaning activities carried out throughout the site. The whiskey manufacturing process is a generally enclosed system of cooking, fermentation and distillation with little opportunity for the release of significant odours. However, some fugitive odours may arise, generated at low concentrations within the distillery and consisting of a mixture of odours associated with the cooking, fermentation and distillation stages in the process. There may also be some residual odours from barrel aging and blending, although the potential odours associated with these activities is expected to be minor. These odours are typical of distillery operations and, in the case of the Tullamore Distillery, are not expected to cause an odour nuisance beyond the site boundary.
A.4.2 Emissions to Surface Water
There will be no process discharges to surface water from the site. The only discharges to surface water will be from rainwater / storm water run-off from the buildings, roads, walk-ways, car parks and other hardstanding areas at the site. This run-off will be collected in the site’s surface water drainage system, consisting of underground pipelines and swales, and conveyed to two surface water attenuation ponds to the north of the site. The surface water from these ponds will be discharged via a controlled outlet to the existing stream that drains the (undeveloped) site. A secondary surface water discharge point, to the south of the site, will be used in the event of high rainfall events or when the discharge via the primary outlet
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 6 February 2014
is restricted. This secondary emission point will discharge stormwater to an existing culverted drainage channel which ultimately discharges to the municipal wastewater treatment plant.
A.4.3 Emissions to Sewer
There will be a single licensed emission point to sewer, located to the west of the site. This emission will consist of process effluent from the production activities, which has been pH adjusted within the site’s wastewater treatment plant, while the temperature of the final effluent will be managed by virtue of the heat recovery from the effluent and the residence time within the effluent tanks. The effluent will be discharged to the Offaly County Council sewerage system for final treatment in the Kilcruttin municipal wastewater treatment plant. Prior to submission of the Planning Application and Environmental Impact Statement, WGS engaged with Offaly County Council regarding the discharge of effluent from the site to the municipal sewer. Offaly County Council has confirmed to WGS that it can accept the effluent, subject to emission limits on certain parameters, and has reserved capacity in its treatment plant for the treatment of the distillery effluent.
A.4.4 Emissions to Ground / Groundwater
There are no emissions to ground or to groundwater at the site.
A.4.5 Noise Emissions
Noise emissions from the site can occur 24-hours per day, 7-days per week. The main production activities at the site are carried out within the respective production buildings, with ancillary / service activities carried out throughout the site (materials intake and transfer, site maintenance, and product storage and dispatch). The nearest noise sensitive locations to the site are residential dwellings located approximately 250 m to the west of the main distillery area (c. 120 m from the site boundary), with additional residential dwellings located approximately 250 m east of the warehouse area (c. 230 m from the site boundary). The potential sources of noise associated with the development (production, building & facilities, and traffic noise) were assessed as part of the Environmental Impact Statement for the development. The assessment concluded that, based upon the layout and design of the distillery and taking into account the specific measures to reduce the distillery’s noise footprint, the likely impact on the local environment will not be significant.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 7 February 2014
A.5 Conditions of the Site & Installations
A.5.1 Overview
The site of the development is located approximately 2.5 km south of Tullamore town, bordered to the south by the N52 National Primary Road, within an area of generally rural agricultural landscape. Prior to the development, the site was used for commercial woodland, together with areas of agricultural pasture land to the east and north. The site can be divided into two parts: the former Coillte land (to the west) and the former Council land (to the east), with the two sides separated by the existing stream flowing from south to north. The former Coillte land is bounded on three sides by existing watercourses which follow the predominant topography of the site and flow towards the north of the site. This part of the site was formerly a timber plantation. The former Council land consists primarily of open fields and hedgerows. Commercial forestry and peat cutting are the primary land uses to the south of the N52. There are no protected or designated areas within the site of the distillery. As identified in the EIS for the development, there are fourteen designated sites within a radius of 10 km from the site; the closest protected area to the distillery site is Charleville Wood, which is located approximately 1 km to the west of the site. In preparing the Environmental Impact Statement for the development, the history of the site was reviewed, which indicated that there has been no previous urban or industrial development on the site. The Records of Protected Structures, as published by Offaly County Council and Tullamore Town Council, do not include any features or structures of architectural heritage significance at the site. There are no records of historical pollution incidents at the site. As the site has historically been used for agricultural activities, fertilisers may have been applied to certain areas, while sheep dipping may also have taken place. The results from the hydrogeological investigation and groundwater monitoring, together with the monitoring of the surface water at the site, do not show any signs of contamination at the site.
A.5.2 Description of Development
The development comprises the clearance of the existing woodland and the construction of a new distillery, with the construction works taking place in three phases. The first phase will be completed in 2014. This phase will involve the clearance of the site, re-grading the ground levels, the formation of new access roads, hardstanding areas and car parks, the provision of services and drainage, and the construction of the main distillery building (the Pot and Malt Distillery), the co-products and boiler house building, a filling store, gatehouse, two warehouses, the Three Sisters Building (the main office / administration building), and various tanks, silos, cooling towers and associated landscaping. A surface water attenuation pond and pumping station will also be constructed to provide fire fighting water and a means of surface water attenuation.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 8 February 2014
The second phase is planned for completion in 2019. This phase will include the construction of two new warehouses, the Visitor Centre, a small warehouse, the cooperage, the dunnage warehouse, the Grain Distillery, and the second surface attenuation pond. Construction works on the third phase are intended to commence in 2021 and be completed in 2022, with full production / storage at the site expected in 2025. Phase 3 will introduce a further seven warehouses, together with new access roads and service yards, the provision of services and drainage.
A.5.3 Management of Construction Works
In the EIS for the project, prepared in support of the Planning Application, WGS set out its approach to the management of construction works with a particular emphasis on the protection of the environment during the construction activities. A Construction and Environmental Management Plan (CEMP) has been developed for the works, designed to mitigate the risk of accidental leaks or spills during this phase of the development. The CEMP incorporates industry best practice measures for the protection of the environment based on guidance from the Construction Industry Federation (CIF) and the UK Construction Industry Research and Information Association (CIRIA). All construction activities during the development of the site will be undertaken in the context of the CEMP and the particular controls and management systems implemented by the contractors to protect the environment. The Plan includes appropriate measures related to:
Project Organisation,
Construction Health and Safety,
Traffic Management,
Waste Management, and
Noise,
Vibration
Dust and Dirt.
A copy of the Plan has been provided to Offaly County Council, and the performance of the construction works against the measures set out in the Plan will be monitored by WGS throughout the project. The Plan will be implemented during Phase 1 of the development, following which it will be updated and integrated into the site’s Environmental Management System to accommodate the construction works under Phases 2 and 3 of the project at a licensed site.
A.6 Nature & Quantities of Emissions
The nature of the emissions from the distillery is outlined in Section A.4. The main emissions to atmosphere are nitrogen oxides (from the boilers) and particulate matter from
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 9 February 2014
the two main emission points associated with the handling of grain / cereals at the two distillery buildings. An air dispersion modelling study undertaken as part of the EIS for the project concluded that the impact of the distillery, including the associated traffic, will not be significant. A further air dispersion modelling assessment of the emissions of particulate matter from the two main emissions points shows that these emissions will not result in contravention of the corresponding air quality standards, and therefore they will not adversely impact on the quality of the surrounding environment. The quantity of effluent discharged to the municipal sewer will increase as production levels at the site increase. WGS has engaged with Offaly County Council and has reserved capacity in the municipal wastewater treatment plant, while the Council has confirmed that the plant has sufficient capacity to treat the effluent from the distillery.
A.7 Techniques for Reducing Emissions
The distillery will employ a number of techniques for reducing emissions from its activities, including:
Implementation of an environmental management system based upon the structure and requirements of the ISO 14001 standard. The components of this system include: documented procedures; training; environmental objectives & targets; and dedicated resources of personnel, equipment and materials.
Cleaner production techniques: These techniques focus on operating and maintaining the plant and equipment giving rise to the emissions to atmosphere (the boilers and the filtration systems on the grain handling systems), minimising water consumption in the production process (and thereby reducing the volume of effluent discharged to sewer), and maximising the efficiency of resource usage, with the added benefits of reduced quantities of co-products and waste materials.
Energy efficiency measures: Coupled with the cleaner production techniques, the design of the distillery incorporates a variety of energy efficient measures and techniques, including the recovery of heat from certain production streams to improve the overall heat balance and to minimise, where practicable, the input energy required for the production processes. The distillery will also implement an energy management programme to monitor, track and target energy usage against production output.
A.8 Prevention & Recovery of Waste
WGS’s Environmental Policy commits it to placing a high priority on waste minimization, recycling and reuse programs, and pollution prevention. To support the implementation of this commitment, WGS has developed specific elements of its Environmental Management System to control and manage waste arisings at the site, including the generation, storage, collection and disposal / recovery of wastes. The main wastes generated at the site, in terms of both volume and the number of waste streams, are related to non-production activities and include packaging materials, office and canteen wastes, wastes from the maintenance of the grounds, and laboratory wastes.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 10 February 2014
The majority of the wastes that will be generated at the site are non-hazardous and will be recovered, reused or recycled, where practicable. Only small quantities of hazardous waste will be generated, primarily from the laboratories.
A.9 Compliance with Basic Obligations of the Operator
A.9.1 Use of Best Available Techniques
The design of the distillery incorporates a number of Best Available Techniques, from both a technical / production perspective and from a management / organisational perspective. WGS has developed a group level Environmental Management System, which is tailored to the specific requirements for each individual site and is based upon the general structure and requirements of ISO 14001:2004 Environmental Management Systems. The new distillery will implement best available techniques (BAT) in most areas of its operations to prevent or eliminate or, where that is not practicable, to reduce emissions from the activity, and its Environmental Management Programme will identify the areas in which additional measures can be implemented. WGS is continuing to identify additional measures that can be implemented into the overall design of the development, where practicable, while the management systems and practices are also being finalised in parallel with the construction and development works.
A.9.2 No Significant Pollution is Caused
The emissions from the site, including wastes, have been assessed in the context of the surrounding environment and are not considered to cause significant pollution. The results from the air dispersion modelling study demonstrate that the emissions do not result in adverse impacts on the surrounding environment. The main wastes generated at the site are non hazardous, with only small quantities of hazardous waste generated per annum. Co-products (by-products) from the production process are sent for beneficial use offsite. There are no process emissions to surface water from the distillery’s activities, with the only discharge to surface water comprising storm water run-off.
A.9.3 Production of Waste is Avoided
As part of its Environmental Management System, WGS has identified the Key Performance Indicators related to its production activities. These KPIs include the generation and disposal / recovery of wastes (and co-products). The design of the new distillery incorporates improved efficiencies in terms of raw materials usage, which in turn will reduce the quantity of production waste generated at the site. In addition to waste materials that will be generated at the site, the production processes will also give rise to the generation of co-products1 (also referred to by-products). The by-products will be sent offsite for beneficial reuse as animal feed material and as input material for the generation of compost. Additional outlets for production by-products may be
1 WGS refers to these materials as co-products and this term is used throughout the application for consistency.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 11 February 2014
identified by WGS depending upon the operational requirements of the distillery and developments in the market for such co-products.
A.9.4 Energy is Used Efficiently
The efficient use of energy at the distillery is a key environmental and commercial objective for WGS and in this regard it has developed a procedure to record, monitor and target improved energy consumption / efficiency across the site, incorporated within the site’s overall Environmental Management System and covers the consumption of electricity, natural gas and water. The purpose of the procedure is to record and store metrics on the amount of energy and resources consumed at the distillery. These metrics are then used to facilitate the efficient management of energy and resources and to track their consumption against the relevant KPIs. The monitoring of electricity and natural gas consumption is based upon the individual meter readings (the main supply meters and at individual sub-meters in particular areas of the site, where appropriate), which are recorded on a weekly basis. For each monitoring period (typically per month), the energy consumption is normalised against the corresponding production metric in order to assess the overall efficiency of energy usage. The monitoring data is used by the management team and the HSE Manager to assess the overall environmental and energy performance of the site and are cross referenced to specific Environmental Objectives and Targets under the site’s Environmental Management Programme, and are also used in the assessment of the site’s Environmental Aspects.
A.9.5 Necessary Measures Taken to Prevent Accidents & Limit their Consequences
Health and Safety will be managed at the site in accordance with WGS’s Safety Management System, which complements the Environmental Management System and the Quality Management System. The Safety Management System is certified to OHSAS 18001 Occupational Health and Safety Management. The SMS is implemented at the site via the Occupational Safety Management System Manual. As part of its SMS, the distillery has developed a number of measures to prevent / minimise the occurrence of accidents, to minimise the impact on the environment of an accidental emission or spillage, including fire and explosion scenarios and the generation and collection / retention of firewater, and to respond to emergency situations. These measures include the overall design of the distillery and the production processes, training of operators in the production processes, the development of written operating procedures, and the establishment of an emergency preparedness and response procedure. Following the completion of Phase 1 of the development the site will fall within scope of the European Communities (Control of Major Accident Hazards) Regulations as a Lower Tier establishment, due to the quantity of flammable materials (alcohol) stored at the site. Upon completion of the development and once the volume of whiskey produced and stored at the site increases, it will fall within the Upper Tier threshold for establishments under the Regulations. WGS has engaged with and advised the Health and Safety Authority on the development, setting out the phases of the project when it will qualify as a Lower Tier establishment and an Upper Tier establishment.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 12 February 2014
Prior to the increase in the storage capacity at the site, WGS will prepare a Safety Report for submission to and approval from the Health and Safety Authority, as required under the Regulations. The Report will document the major accident hazards at the site and the control and mitigation measures implemented by WGS. These mitigation measures include both technical / design elements and organisational / management systems and have been identified by WGS by virtue of its operation of other distilleries falling within the scope of the Control of Major Accident Hazards legislation.
A.9.6 Necessary Measures Taken on Cessation of Activities
WGS intends to operate the distillery for the foreseeable future. However, as per the EPA’s request for additional information (November 2013), WGS has prepared a Decommissioning Management Plan for the site in accordance with the EPA’s Guidance on Environmental Liability Risk Assessment, Residuals Management Plans and Financial Provisions (2006), which sets out the decommissioning activities that would be undertaken in the event that all or part of the site were to close. In the event of a cessation of activities, WGS would review and update the Decommissioning Management Plan to account for the specific nature of the closure scenario. An independent Closure Audit would be conducted and the scope of this audit would be agreed with the EPA in advance. Due to the nature of the activities that will be undertaken at the distillery, WGS does not foresee the need to provide for post-closure care of potentially polluting residuals. Any closure of the site (or part of the site), would be carried out in accordance with the relevant guidance from the EPA.
A.10 Plans for Emissions Monitoring
William Grant & Sons plans to carry out the following emissions monitoring programmes for emissions to atmosphere, emissions to surface water, emissions to sewer and for noise emissions:
Annual monitoring of the emissions to atmosphere from the two steam boilers (A1-1 and A1-2) for nitrogen oxides (NOX). Annual combustion efficiency tests will also be carried out.
Annual monitoring of the emissions to atmosphere from the two main emission points (A2-1 and A2-2) for total particulate matter and volumetric flow rate.
Daily visual inspections for colour and odour at the two surface water emission points (SW-1 and SW-2).
Weekly monitoring of surface water run-off at SW-1 and SW-2 for TOC, pH, temperature, conductivity, chemical oxygen demand (COD), suspended solids, ammonia and metals (soluble).
Monthly monitoring of surface water run-off at SW-1 and SW-2 for hydrocarbons.
Monthly monitoring of the ambient surface water quality in the stream adjacent to the site at upstream and downstream locations (ASW-1 and ASW-2) for pH, TOC, temperature, conductivity, chemical oxygen demand (COD), suspended solids, ammonia, hydrocarbons and metals (soluble).
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing IPPC Application Form V4/12
Doc. Ref. 472-X0010 13 February 2014
Continuous monitoring of flow, pH and temperature of the discharges to sewer from the wastewater treatment plant.
Weekly monitoring of discharges to sewer from the wastewater treatment plant for chemical oxygen demand and suspended solids.
Monthly monitoring of discharges to sewer from the wastewater treatment plant for biological oxygen demand, ammonia, total nitrogen, phosphate and copper.
Annual noise monitoring at the three Noise Sensitive Locations adjacent to the site (AN1, AN-2 and AN-3).
These monitoring programmes will be carried out by the distillery’s laboratory and by Third Party contractors in accordance with relevant international standards and guidance documents published by the EPA. WGS plans to review the monitoring frequency for the discharges to surface water and of the monitoring of ambient surface water quality once sufficient data has been collected to establish appropriate trigger levels for discharges to surface water.
* * * * *
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

William Grant & Sons Irish Manufacturing Limited Response to Request for Information for IPPC Licence Application
472-X0009 February 2014
Attachment 2: Assessment of Emissions to Air from Main Emission Points A2-1 & A2-2
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

Request For Additional Information From EPA Dated 29/01/2014
1. “Revise the assessment of emissions to air to take account of emission points A2-1 and A2-2. Provide a comparison of results against relevant air quality standards (including PM10 and PM2.5).”
Response – Updated Air Modelling Assessment – Tullamore Dew Boilers & Aspirated Filters
1.1 Introduction
Emissions from the proposed facility including revised details for A1-1 and A1-2 and including emission points A2-1 and A2-2 have been modelled using the AERMOD dispersion model (Version 13350) which has been developed by the U.S. Environmental Protection Agency (USEPA)(1,2) and following guidance issued by the EPA(3). The model is a steady-state Gaussian plume model used to assess pollutant concentrations associated with industrial sources and has replaced ISCST3(4) as the regulatory model by the USEPA for modelling emissions from industrial sources in both flat and rolling terrain(5-7). The model has more advanced algorithms and gives better agreement with monitoring data in extensive validation studies(8-12). The air dispersion modelling input data consisted of information on the physical environment (including building dimensions), design details from all emission points on-site and a full year of appropriate meteorological data. Using this input data the model predicted ambient ground level concentrations beyond the site boundary for each hour of the modelled meteorological year. The model post-processed the data to identify the location and maximum of the worst-case ground level concentration. This worst-case concentration was then added to the background concentration to give the worst-case predicted environmental concentration (PEC). The PEC was then compared with the relevant ambient air quality standard to assess the significance of the releases from the site. Throughout this study a worst-case approach was taken. This will most likely lead to an over-estimation of the levels that will arise in practice. The worst-case assumptions are outlined below:
Maximum predicted concentrations were reported in this study, even if no
residential receptors were near the location of this maximum; Worst-case background concentrations were used to assess the baseline levels
of substances released from the site; The effects of building downwash, due to on-site buildings, have been included
in the model. The modelling incorporated the following features:
A receptor grid was created at which concentrations would be modelled.
Receptors were mapped with sufficient resolution to ensure all localised “hot-spots” were identified without adding unduly to processing time. The receptor grid was based on a Cartesian grid with the site at the centre. The grid extended to 2.5km from the site with concentrations calculated at 100m intervals. Boundary receptor locations were also placed along the boundary of the site, at 100m intervals, giving a total of 2639 calculation points for the model.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

All on-site buildings and significant process structures were mapped into the
computer to create a three dimensional visualisation of the site and its emission points. Buildings and process structures can influence the passage of airflow over the emission stacks and draw plumes down towards the ground (termed building downwash). The stacks themselves can influence airflow in the same way as buildings by causing low pressure regions behind them (termed stack tip downwash). Both building and stack tip downwash were incorporated into the modelling.
Hourly-sequenced meteorological information has been used in the model. The
worst-case years of meteorological data over a five year period (Casement Aerodrome, 2007 – 2011) were selected for use in the model.
AERMOD incorporates a meteorological pre-processor AERMET PRO(13). The
AERMET PRO meteorological preprocessor requires the input of surface characteristics, including surface roughness (z0), Bowen Ratio and albedo by sector and season, as well as hourly observations of wind speed, wind direction, cloud cover, and temperature. The values of albedo, Bowen Ratio and surface roughness depend on land-use type (e.g., urban, cultivated land etc) and vary with seasons and wind direction. The assessment of appropriate land-use type was carried out to a distance of 10km from the meteorological station for Bowen Ratio and albedo and to a distance of 1km for surface roughness in line with USEPA recommendations(13).
The source and emission data, including stack dimensions, gas volumes and
emission temperatures have been incorporated into the model.
Terrain has not been mapped out in the model as the surrounding area is relatively flat.
Model Input Parameters The information used in the dispersion model for the boiler emission points is shown in Table 1.
Table 1 Stack Release Points Used In The Air Modelling
Stack Reference Irish Grid
Stack Location Height Above
Ground Level (m) Exit Diameter (m)
A1-1 233502 222651 20 0.6
A1-2 233497 222651 20 0.6
A2-1 233383 222618 10 0.45
A2-2 233425 222698 10 0.45
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

Emission data for the model was taken from design information supplied by William Grant & Sons Distillers Ltd. Details of the input parameters when operating boilers on natural gas are given in Table 2 and Table 3. Table 3 includes information on the aspirated filters (A2-1 from the Pot & Malt Distillery and A2-2 from the Grain Distillery). All scenarios were modelled assuming all plant are running 24 hours per day, 7 days per week, 365 days per year.
Table 2 Derivation Of Actual Volume Flow & Efflux Velocity From A1-1 & A1-2 Operating On Natural Gas Normalised Volume Flow 6562 Nm3/hr
Normalised Moisture Content 0 %
Normalised Oxygen Content 3 %
Normalised Temperature 273.15 K
Actual Temperature 424.15 K
Formula m3/hr
= 10190 m3/hr m3/hr
Actual Moisture 13.2 %H2O
Formula m3/hr
m3/hr
Actual Oxygen (before moisture correct) 2.6 %O2
Actual Oxygen (after moisture correct) %O2
Formula m3/hr
Actual Volume Flow m3/hr
Actual Exit Velocity m/s
Note 1 It is assumed that pressure differences are insignificant and have not been included in the calculation.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

Tabl
e 3
Pro
pose
d Tu
llam
ore
Dew
Dis
tille
ry –
Sta
ck E
mis
sion
Det
ails
for N
O2,
PM
10 a
nd C
O
Stac
k R
efer
ence
Ex
it D
iam
eter
(m
)
Cro
ss-
Sect
iona
l A
rea
(m2 )
Tem
p (K
)
Max
Vo
lum
e Fl
ow
(Nm
3 /hr)
Exit
Velo
city
(m
/sec
ac
tual
)
NO2
PM10
C
O
Con
cent
ratio
n (m
g/N
m3 )
Mas
s Em
issi
on
(g/s
)
Con
cent
ratio
n (m
g/N
m3 )
Mas
s Em
issi
on
(g/s
)
Con
cent
ratio
n (m
g/N
m3 )
Mas
s Em
issi
on
(g/s
)
A1-
1 (G
as)
0.6
0.28
42
4.2
6,56
2 11
.5
130
0.24
50
0.
06
100
0.12
A1-
2 (G
as)
0.6
0.28
42
4.2
6,56
2 11
.5
130
0.24
50
0.
06
100
0.12
A2-
1
0.45
0.
16
293.
2 7,
200
13.5
-
- 20
0.
04
- -
A2-
2 0.
45
0.16
29
3.2
7,20
0 13
.5
- -
20
0.04
-
-
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:21

AERMOD Results
NO2 The NO2 modelling results when operating on natural gas are detailed in Table 4. The results indicate that the ambient ground level concentrations are below the relevant air quality standards for all scenarios for NO2. For the worst-case year, emissions from the proposed site lead to an ambient NO2 concentration (including background) which is 53% of the maximum ambient 1-hour limit value (measured as a 99.8th%ile) and 45% of the annual limit value at the worst-case receptor.
Table 4 Dispersion Model Results – Natural Gas Scenario NO2
Pollutant / Scenario
Annual Mean Background
( g/m3)
Averaging Period
Process Contribution
NOx / NO2
( g/m3) Note 3
Predicted Environmental Concentration
NO2 ( g/m3)
Standard ( g/m3)Note 1
NO2 / 2007
-(Note 2) 99.8th%ile of 1-hr means 39.8 99.8 200
15 Annual Mean 2.4 17.4 40
NO2 / 2008
-(Note 2) 99.8th%ile of 1-hr means
45.5 105.5 200
15 Annual Mean 2.6 17.6 40
NO2 / 2009
-(Note 2) 99.8th%ile of 1-hr means
39.8 99.8 200
15 Annual Mean 2.8 17.8 40
NO2 / 2010
-(Note 2) 99.8th%ile of 1-hr means
41.3 101.3 200
15 Annual Mean 2.1 17.1 40
NO2 / 2011
-(Note 2) 99.8th%ile of 1-hr means
40.1 100.1 200
15 Annual Mean 2.7 17.7 40 Note 1 S.I. 180 of 2011 and EU Directive 2008/50/EC Note 2 Short-term Environmental Concentrations calculated according to UK DEFRA guidance and Process Contribution
given as NOx Note 3 1-Hour 99.8th%ile Process Contribution given as NOx but Annual Process Contribution given as NO2
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

PM10 / PM2.5 The PM10 / PM2.5 modelling results when the boilers are operating on natural gas and including the two aspirated filters (A2-1 & A2-2) are detailed in Table 5. The results indicate that the ambient ground level concentrations are below the relevant air quality standards for all scenarios for PM10 / PM2.5. For the worst-case year, emissions from the proposed site lead to an ambient PM10 concentration (including background) which is 60% of the maximum ambient 24-hour limit value (measured as a 90th%ile) and 43% of the annual limit value at the worst-case receptor. In relation to PM2.5, emissions from the proposed site lead to an ambient PM2.5 concentration (including background) which is 52% of the annual limit value at the worst-case receptor. Table 5 Dispersion Model Results – Natural Gas Scenario PM10 / PM2.5
Pollutant / Scenario
Annual Mean Background ( g/m3)Note3
Averaging Period
Process Contribution PM10 / PM2.5
( g/m3)
Predicted Environmental Concentration
PM10 / PM2.5 ( g/m3)
Standard ( g/m3)Note 1
PM10 / 2007
-(Note 2) 90th%ile of 24-hr means 6.8 29.8 50
13.3 Annual Mean 3.8 17.1 40
PM2.5 / 2007 9.3 Annual Mean 3.8 13.1 25
PM10 / 2008
-(Note 2) 90th%ile of
24-hr means 6.3 29.3 50
13.3 Annual Mean 3.4 16.7 40
PM2.5 / 2008 9.3 Annual Mean 3.4 12.7 25
PM10 / 2009
-(Note 2) 90th%ile of
24-hr means 6.3 29.3 50
13.3 Annual Mean 3.6 16.9 40
PM2.5 / 2009 9.3 Annual Mean 3.6 12.9 25
PM10 / 2010
-(Note 2) 90th%ile of
24-hr means 7.0 30.0 50
13.3 Annual Mean 3.7 17.0 40
PM2.5 / 2010 9.3 Annual Mean 3.7 13.0 25
PM10 / 2011
-(Note 2) 90th%ile of
24-hr means 6.3 29.3 50
13.3 Annual Mean 3.8 17.1 40
PM2.5 / 2011 9.3 Annual Mean 3.8 13.1 25
Note 1 S.I. 180 of 2011 and EU Directive 2008/50/EC Note 2 Short-term Environmental Concentrations calculated according to UK DEFRA guidance and Process
Contribution given as PM10
Note 3 Background based on Heatherton Park, Cork City in 2012 as a worst-case (90th%ile = 23.0 g/m3, annual mean = 13.3 g/m3).
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

CO The CO modelling results when operating on natural gas are detailed in Table 6. The results indicate that the ambient ground level concentrations are below the relevant air quality standard for CO. For the worst-case year, emissions from the proposed site lead to an ambient CO concentration (including background) which is 20% of the 8-Hour limit value.
Table 6 Dispersion Model Results – Natural Gas Scenario CO
Pollutant / Scenario
8-Hour Mean Background
(mg/m3)
Averaging Period
Process Contribution
(mg/m3)
Predicted Environmental Concentration
(mg/m3)
Standard (mg/m3)Note 1
CO / 2007 2.0 8-Hour Mean 0.024 2.024 10
CO / 2008 2.0 8-Hour Mean 0.019 2.019 10
CO / 2009 2.0 8-Hour Mean 0.022 2.022 10
CO / 2010 2.0 8-Hour Mean 0.020 2.020 10
CO / 2011 2.0 8-Hour Mean 0.020 2.020 10 Note 1 S.I. 180 of 2011 and EU Directive 2008/50/EC
1.2 Cumulative impact of road traffic and boiler emissions
The cumulative impact of increased road traffic emissions and stack emissions from the proposed development was also assessed. Thus, the worst-case ambient concentrations of NO2, PM10 / PM2.5 and CO from the proposed development were predicted at the two receptor locations used in the DMRB assessment. The worst-case AERMOD results for both scenarios were combined with the background concentration and the road traffic contribution to concentrations of NO2, PM10 / PM2.5 and CO at each receptor (see Tables 7 - 8). The combined predicted levels of these pollutants are below their respective limit values. Therefore, the cumulative impact of road traffic and stack emissions on air quality is predicted to be negligible.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

Table 7 Cumulative Impact of Road Traffic and Natural Gas Scenario Boiler Emissions at DMRB assessment location at Receptor 1 (Year 2014)
Pollutant Note 1
Averaging Period
Background Concentration (including existing traffic)
Stack Contributions
Road Traffic Contribution
Predicted Ambient Conc.
Standard Note 3
NO2
99.8th %ile of Maximum 1-Hr Annual Average
91.0
18.2
22.8 Note 2
2.8
1.5
0.3
115.3
21.3
200
40 PM10
90th %ile of Maximum 24-Hr Annual Average
32.0
18.5
7.0
3.8
2.0
0.1
41.0
22.4
50
40 PM2.5
Annual Average 12.7 3.8 0.1 16.6 25
CO 8-Hour Mean 2.47 0.005 0.01 2.49 10 Note 1 NO2 / PM10 / PM2.5 results expressed as μg/m3, CO expressed as mg/m3
Note 2 NO2 Process Contribution from boiler derived by applying a factor of 0.5 to result for NOx Note 3 Directive 2008/50/EC & Air Quality Standards Regulations 2011 (S.I. No. 180 of 2011) Note 4 Relationship between the number maximum 24-hr value (as a 90th%ile) and the annual mean is given in UK NETCEN
Report (1999) “Assistance with the Review & Assessment of PM10 Concentrations in Relation to the Proposed EU Stage 1 Limit Values” – PM10 (90th%ile) = PM10 (Annual Mean) * 1.79.
Table 8 Cumulative Impact of Road Traffic and Natural Gas Scenario Boiler Emissions at
DMRB assessment location at Receptor 2 (Year 2014) Pollutant Note 1
Averaging Period
Background Concentration (including existing traffic)
Stack Contributions
Road Traffic Contribution
Predicted Ambient Conc.
Standard Note 3
NO2
99.8th %ile of Maximum 1-Hr Annual Average
87.6
17.5
22.8 Note 2
2.8
1.2
0.2
111.6
20.5
200
40 PM10
90th %ile of Maximum 24-Hr Annual Average
32.0
18.5
7.0
3.8
1.6
0.1
40.6
22.4
50
40 PM2.5
Annual Average 12.7 3.8 0.1 16.6 25
CO 8-Hour Mean 2.46 0.005 0.005 2.47 10 Note 1 NO2 / PM10 / PM2.5 results expressed as μg/m3, CO expressed as mg/m3
Note 2 NO2 Process Contribution from boiler derived by applying a factor of 0.5 to result for NOx Note 3 Directive 2008/50/EC & Air Quality Standards Regulations 2011 (S.I. No. 180 of 2011) Note 4 Relationship between the number maximum 24-hr value (as a 90th%ile) and the annual mean is given in UK NETCEN
Report (1999) “Assistance with the Review & Assessment of PM10 Concentrations in Relation to the Proposed EU Stage 1 Limit Values” – PM10 (90th%ile) = PM10 (Annual Mean) * 1.79.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

References
(1) USEPA (2005) Appendix W to 40 CFR Part 51 - Guideline on Air Quality Models (2) USEPA (1998) AERMOD Description of Model Formulation (3) EPA (2010) Air Dispersion Modelling From Industrial Installations Guidance Note (AG4) (4) USEPA (1995) User’s Guide for the Industrial Source Complex (ISC3) Dispersion Model Vol I & II (5) USEPA (2005) Guidelines on Air Quality Models, Appendix W to Part 51, 40 CFR Ch.1 (6) USEPA (2000) Seventh Conference on Air Quality Modelling (June 2000) Vol I & II (7) USEPA (1998) Human Health Risk Assessment Protocol, Chapter 3: Air Dispersion and Deposition
Modelling, Region 6 Centre for Combustion Science and Engineering (8) USEPA (1999) Comparison of Regulatory Design Concentrations: AERMOD vs. ISCST3 vs. CTDM
PLUS (9) Schulman et al “Development and evaluation of the PRIME Plume Rise and Building Downwash
Model” Air & Waste Management Association, 1998. (10) Paine, R & Lew, F. “Consequence Analysis for Adoption of PRIME: an Advanced Building Downwash
Model” Prepared for the EPRI, ENSR Document No. 2460-026-450 (1997). (11) Paine, R & Lew, F. “Results of the Independent Evaluation of ISCST3 and ISC-PRIME” Prepared for
the EPRI, ENSR Document No. 2460-026-3527-02 (1997). (12) USEPA (2000) Estimating Exposure to Dioxin-Like Compounds Volume IV, Chapter 3 Evaluating
Atmospheric Releases of Dioxin-Like Compounds from Combustion Sources (Draft) (13) USEPA (1998) User’s Guide to the AERMOD Meteorological Preprocessor (AERMET)
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

William Grant & Sons Irish Manufacturing Limited Response to Request for Information for IPPC Licence Application
472-X0009 February 2014
Attachment 3: Details of Dust Filters on the Grain Handling Systems
(a) Buhler LCAA RA19-3.5
(b) Clyde Process 39RTC7
(c) JKF Industrial PFK -1500
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 26-02-2014:23:29:22