Fmea
20
1/9/2015 1 RAJASHREE POLYFIL (A DIV. OF CENTURY ENKA LTD.) Failure Modes Effect Analysis Failure Modes Effect Analysis (FMEA) (FMEA) BY : PANNALAL SONI BY : PANNALAL SONI BY : PANNALAL SONI
-
Upload
pannalal-soni -
Category
Education
-
view
24 -
download
0
Transcript of Fmea

1/9/20151
RAJASHREE POLYFIL(A DIV. OF CENTURY ENKA LTD.)
Failure Modes Effect AnalysisFailure Modes Effect Analysis
(FMEA)(FMEA)
BY : PANNALAL SONIBY : PANNALAL SONIBY : PANNALAL SONI

1/9/20152
Objectives of discussion
2
To understand the use of Failure Modes Effect Analysis (FMEA)
To learn the steps to developing FMEAs
To summarize the different types of FMEAs
To learn how to link the FMEA to our Process tools

1/9/20153
Type :
3
System - focuses on global system functions Design - focuses on components and subsystems Process - focuses on manufacturing and assembly processes Service - focuses on service functions Software - focuses on software function

1/9/20154
Benefits
4
Allows us to identify areas of our process that most impact our customers satisfaction (in terms of QMS)
Allows us to identify areas of our process that most impact our production quantity & quality may lead to major ecomonic loss
Helps us identify how our process system is most likely to fail
Points to process failures that are most difficult to detect
Points to take preventive actions and make alternate arrangement of most common & critical system/process/tools /equipments failure and its detection
Enable us to manage business risk (Financial, market, healht & safety etc.)

1/9/20155
What Is A Failure Mode?
5
What What
Can Go Can Go
Wrong?Wrong?
Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service.

1/9/20156
FMEA: A Team Tool
6
A team approach is necessary.
Team should be led by the Process Owner who is the responsible manufacturing or technical person, or other similar individual familiar with FMEA.
Team Input Required
1/9/20157
FMEA Procedure
7
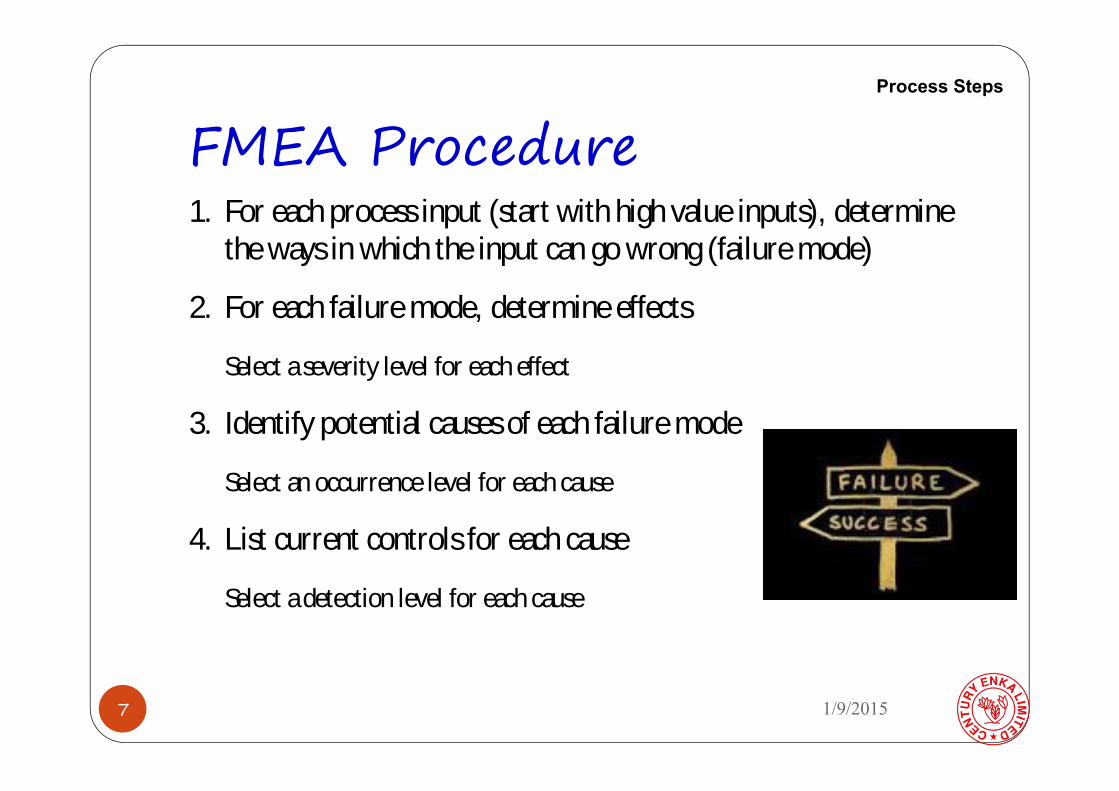
1. For each process input (start with high value inputs), determine the ways in which the input can go wrong (failure mode)
2. For each failure mode, determine effects
Select a severity level for each effect
3. Identify potential causes of each failure mode
Select an occurrence level for each cause
4. List current controls for each cause
Select a detection level for each cause
Process Steps

1/9/20158
FMEA Procedure (Cont.)
8
5. Calculate the Risk Priority Number (RPN)
6. Develop recommended actions, assign responsible persons, and take actionsGive priority to high RPNsMUST look at severities rated a 10
7. Assign the predicted severity, occurrence, and detection levels and compare RPNs
Process Steps

1/9/20159
Severity, Occurrence, and Detection
9
SeveritySeverity Importance of the effect on customer requirements Importance of t he effect on business collapse Importance of the effect on Production loss Importance of the effect on Quality of product etc.
OccurrenceOccurrenceFrequency with which a given cause occurs and
creates failure modes (obtain from past data if possible)
DetectionDetectionThe ability of the current control scheme to detect
(then prevent) a given cause (may be difficult to estimate early in process operations).
Analyzing Failure & Effects

1/9/201510
Rating Scales
10
There are a wide variety of scoring “anchors”, both quantitative or qualitative
Two types of scales are 1-5 or 1-10The 1-5 scale makes it easier for the teams to decide on
scoresThe 1-10 scale may allow for better precision in
estimates and a wide variation in scores (most common)
Assigning Rating
Weights

1/9/201511
Rating Scales (Example)
11
Severity1 = Not Severe, 5 = Very Severe
Occurrence1 = Not Likely, 5 = Very Likely
Detection1 = Easy to Detect, 2 = Not easy to Detect
Assigning Rating
Weights

1/9/201512
Severity :
Very Low – 01, Low – 02, Moderate – 03, High – 04, Very High – 05
Consequences :
Very Low – 01, Low – 02, Moderate – 03, High – 04, Very High – 05
Detection :
F – 01, Low – 02 (Available or Identify need)
Rating Scales (Example)

1/9/201513
Falure Impact Rating
1 to 4 Do not required any alternate
5 to 9 No alternate solution is required but be careful to manage & maintain existing system
10 to 18 No special alternate solution is required
25 to 32 Special alternate solution should available in the company
50 Alternate Solution must be available at all time at the location of failure
1/9/201514
Risk Priority Number (RPN)
14
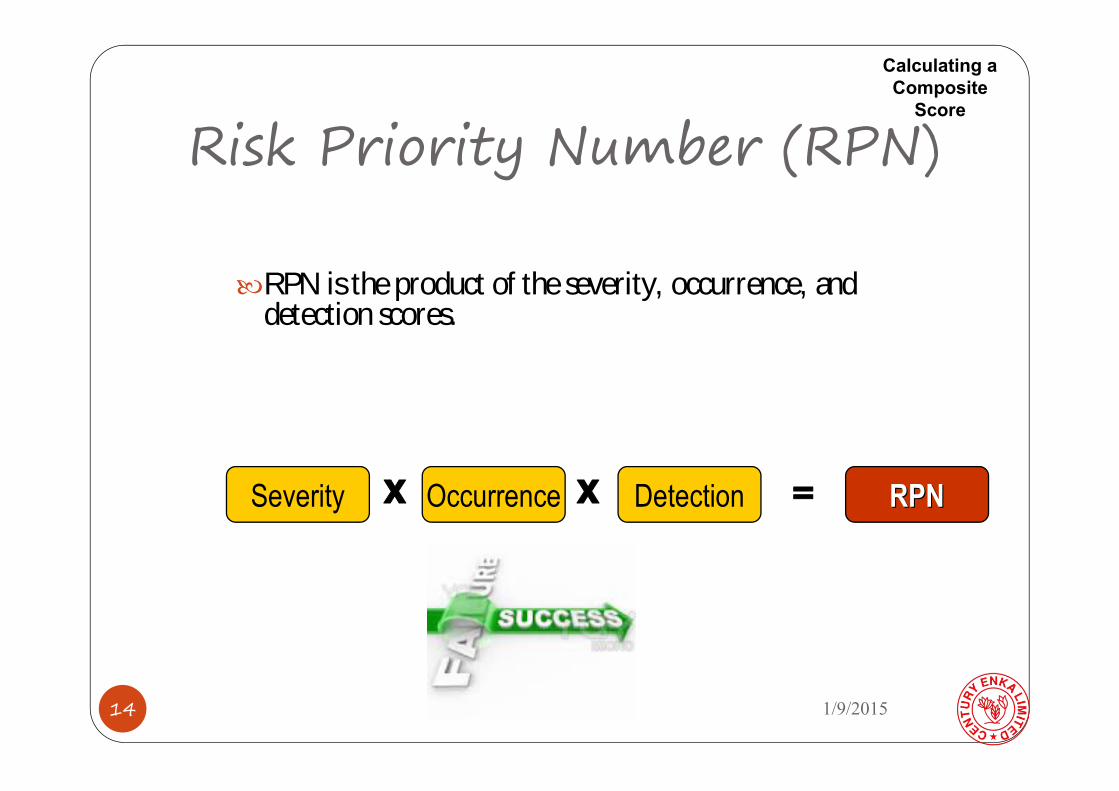
RPN is the product of the severity, occurrence, and detection scores.
Severity Occurrence Detection RPNRPNX X =
Calculating a Composite
Score
1/9/201515
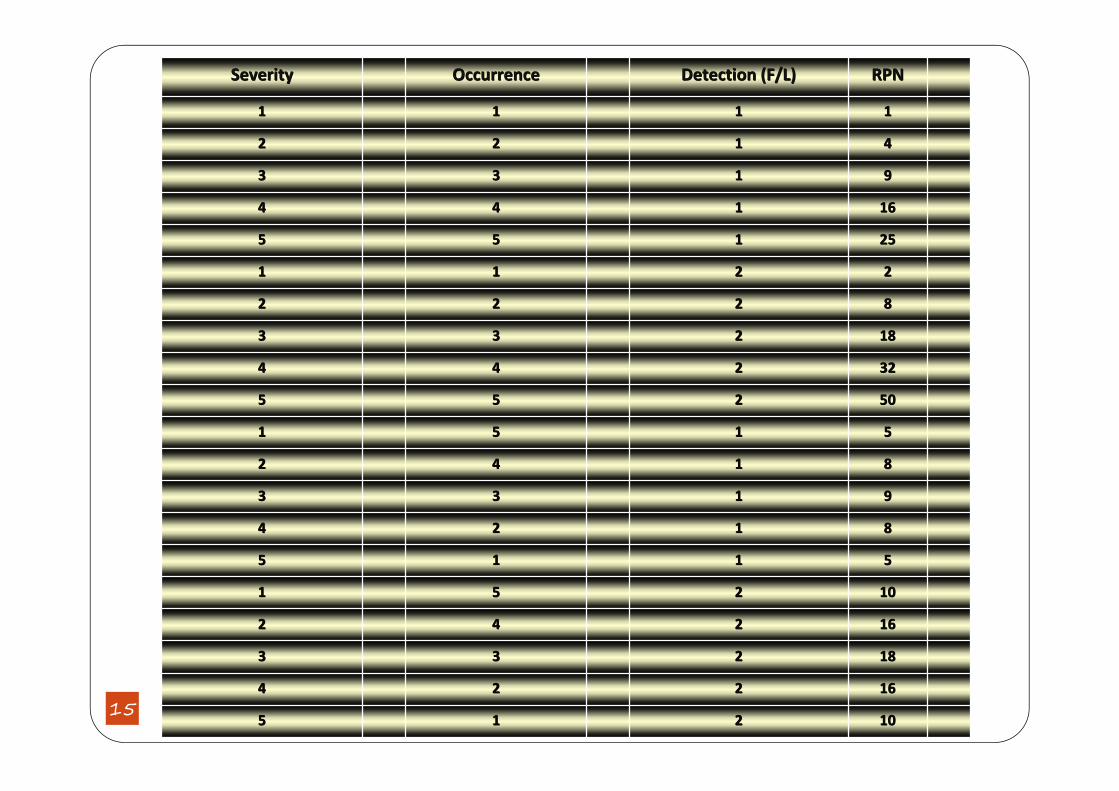
SeveritySeverity Occurrence Occurrence Detection (F/L)Detection (F/L) RPNRPN
11 11 11 11
22 22 11 44
33 33 11 99
44 44 11 1616
55 55 11 2525
11 11 22 22
22 22 22 88
33 33 22 1818
44 44 22 3232
55 55 22 5050
11 55 11 55
22 44 11 88
33 33 11 99
44 22 11 88
55 11 11 55
11 55 22 1010
22 44 22 1616
33 33 22 1818
44 22 22 1616
55 11 22 1010
1/9/201516
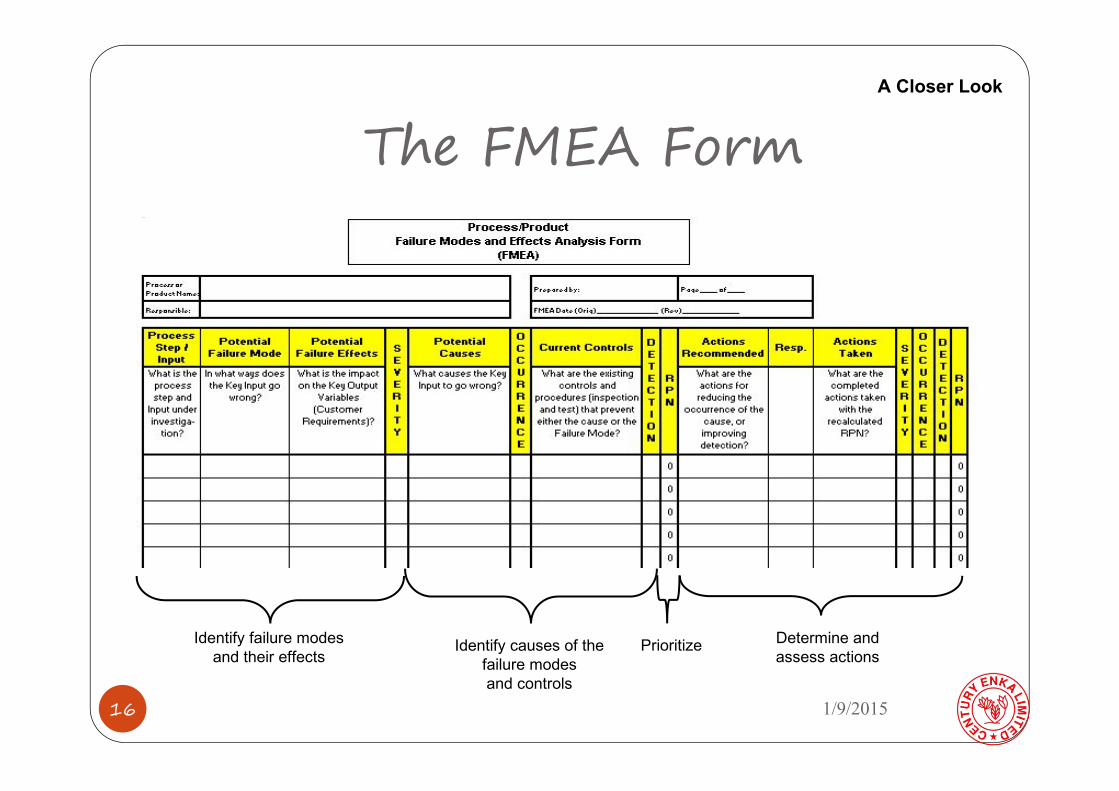
The FMEA Form
16
Identify failure modes and their effects
Identify causes of the failure modesand controls
Prioritize Determine and assess actions
A Closer Look
1/9/201517
Action after FMEAAction after FMEA
17
Prepare Failure Management Plan to : Improve Detection Improve existing failure management systemSuggest substitute to manage failureSuggest alternate system to manage failure
Key Points

1/9/201518
Example Process Equipment : Extruder
Identify Failure Mode (All possible failure that may impact in
product quality & quantity and safety)
Identify Detection neecd (or available detection suitability)
Identify Occurances (Probabilities on the base of past
incidents/failures)
Identify Impact in terms of product quantity, quality, safety etc
Calculate RPN

1/9/201519
Example Prioritise to task
See current control suitability
Suggest to improve (Detection, Alternate system etc.) the
system to manage the loss due to failure
Decide Target
Delegate Responsibility & Authority
Review the plan
Improve the plan

1/9/201520