Failure Modes and Effects Analysis (FMEA) - CAE Usershomepages.cae.wisc.edu/~me349/fmea/FMEA...
20
Failure Modes and Effects Analysis (FMEA) ME349 Kim Manner
Transcript of Failure Modes and Effects Analysis (FMEA) - CAE Usershomepages.cae.wisc.edu/~me349/fmea/FMEA...
Failure Modes and Effects Analysis (FMEA)
ME349
Kim Manner
FMEA
• FMEA is a hazard analysis tool.
• Overall function to identify potential component, operational or system failures and attempt to mitigate their effect(s).
• Process from NASA (60’s)
• See MIL-STD-1629A
• Summary:
• Predict what failures could occur
• Predict effect of failures on system function
• Establish steps prevent failure or effect
FMEA “Failure”
Definition of “failure”
Inability to meet a customer’s requirements.
Component (or system) fails to perform a required function.
FMEA “Failure”
Failures can be categorized as:
Complete
Partial
Intermittent
Over-function
Unintended function
Types of FMEA's
• System - focuses on global system functions
• Design - focuses on components and subsystems
• Process - focuses on manufacturing and assembly processes
• Service - focuses on service functions
• Software - focuses on software functions
Uses of FMEA Tool
• Develop product/process requirements that minimize failures.
• Identify design characteristics that contribute to failures. (design them out of the system or minimize the resulting effects)
• Develop test methods and procedures to ensure that failures have been successfully eliminated.
• Track and manage potential risks in the design.
• Ensure that any failures that could occur will not injure or seriously impact the customer.
Benefits of FMEA use
• Improves product reliability and quality
• Increases customer satisfaction
• Early identification and elimination of potential product failure modes
• Emphasizes problem prevention
• Documents risks and actions taken to reduce risks
• Provides focus for improved testing and development
FMEA Process
1) Describe the product and its overall function.
2) Break overall function into separate items, parts, assemblies and identify the function of each.
3) Identify Failure Modes. A failure mode is defined as the manner in which a component, etc. fails to meet the design intent.
FMEA Process
4) Describe the effects of those failure modes.
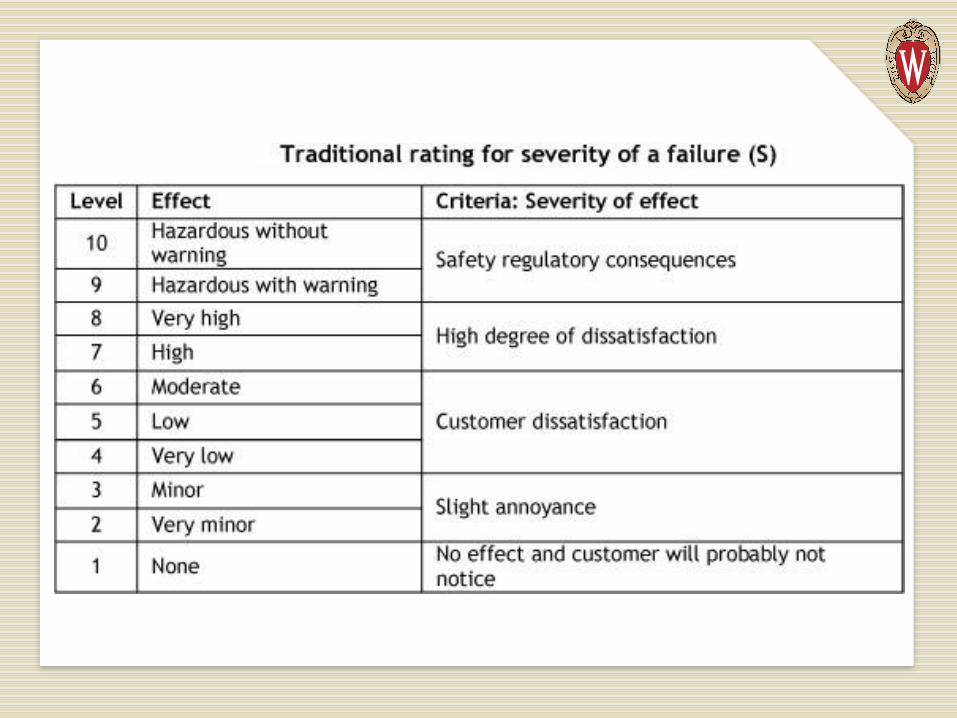
5) Establish a numerical ranking for the Severity of the effect. Use an appropriate severity table.
Failure effect is defined as “the effect of a failure mode on the product/process function as perceived by the customer.”
6) Identify the causes for each failure mode.
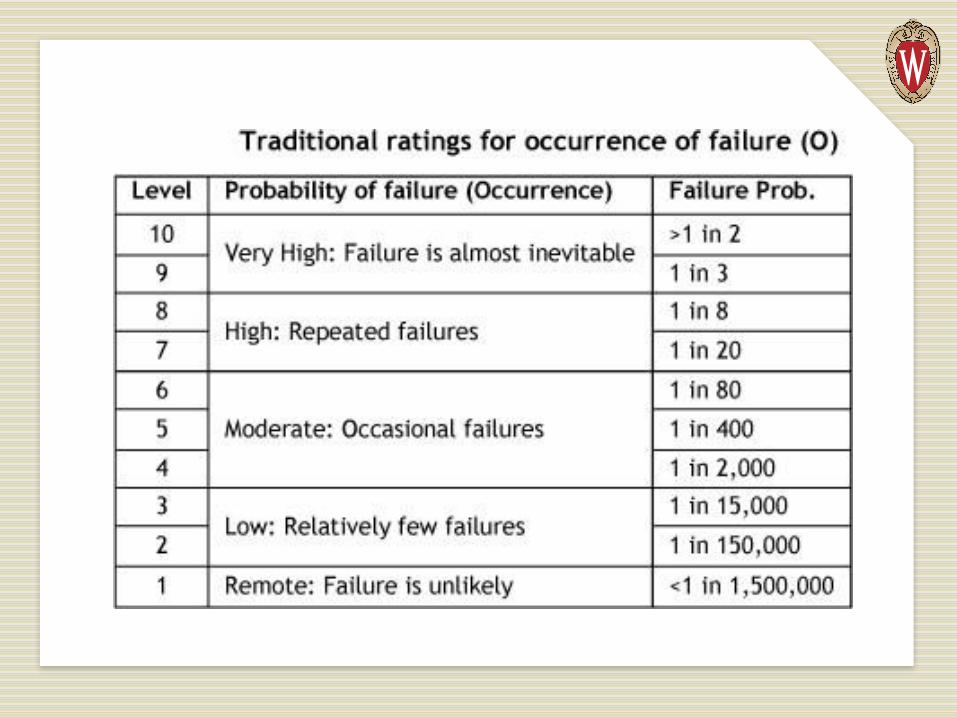
7) For each cause, enter a Occurrence factor. This is a numerical weight that indicates the probability of the cause occurring). Use an appropriate probability (or Occurrence) table.
FMEA Process
FMEA Process
8) Identify Current Controls (design or process).
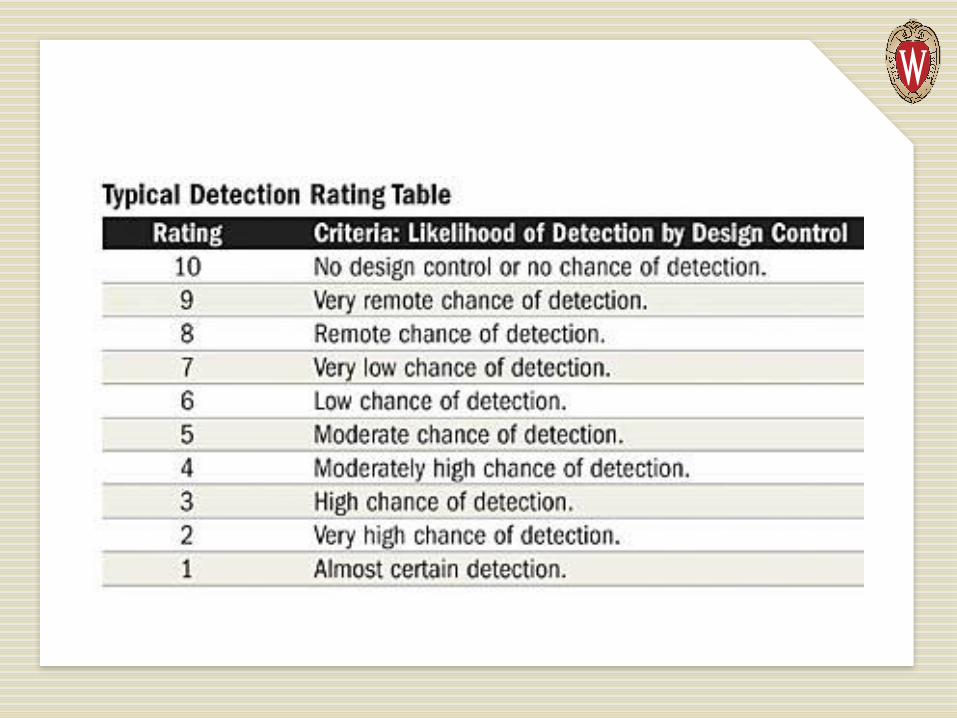
9) Determine the likelihood of Detection. Based on the Current Controls, consider the likelihood of Detection using an appropriate Detectability table for guidance.
Current Controls are the mechanisms that either:1) prevent the cause of the failure mode from occurring or
2) detect the failure before it reaches the Customer.
FMEA Process
10) Calculate the Risk Priority Number (RPN).
The Risk Priority Number is the mathematical product of the numerical Severity, Occurrence, and Detectability ratings:
RPN = (Severity) x (Occurrence) x (Detectability)
RPN Number
The RPN is used to prioritize items that require additional action.
Items with a higher RPN are frequently addressed first.
However, be aware that a high probability and low severity failure may be less critical than a failure with a lower probability value but a higher severity.
Process Suggestions
• List assumptions at beginning of process.
• List effects of failure in a manner that the customer would use.
• Limit the cause(s) of failure to design concerns.
• Usually more than one cause for each failure mode, list them all.
• Occurrence ratings based upon likelihood that a cause may occur; past failures, performance of similar systems or percent new parts/concepts should be considered.
• Preventive controls: those that reduce likelihood failure mode or cause will occur – affects occurrence value.
• Detective controls: those that find problems designed into product, assigned a detection value.
• Detection values of 1 must eliminate potential for failure
Action Results
Unless failure mode is eliminated, severity should not change.
Occurrence may or may not be lowered as a result of actions.
Detection may or may not be lowered as a result of actions.
Remedial action should detail actions and results.
FMEA Example
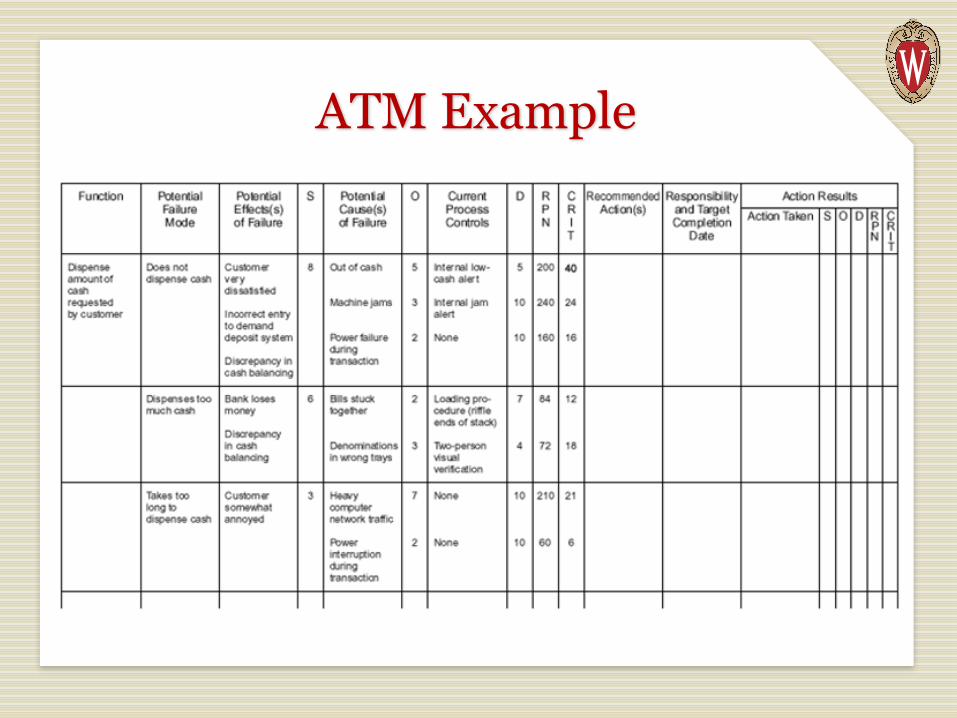
A bank performed a process FMEA on their ATM system.
The following figure part of it, e.g. the function “dispense cash” and a few of the failure modes for that function.
Notice that both an RPN and “Criticality” value is included. This is the performer’s own inclusion.
ATM Example