FMEA Failure Mode Effects Analysis - Quality Support Group · 2021. 4. 20. · AIAG Suggested PFMEA...
48
FMEA FMEA Failure Mode and Effects Analysis A Risk Assessment and Reliability Improvement Tool “Keys to Success – Selecting the Criteria” Angelo Scangas Quality Support Group, Inc. [email protected] 1
Transcript of FMEA Failure Mode Effects Analysis - Quality Support Group · 2021. 4. 20. · AIAG Suggested PFMEA...

FMEA
FMEA
Failure Mode and Effects AnalysisA Risk Assessment and Reliability Improvement Tool
“Keys to Success – Selecting the Criteria”Angelo Scangas
Quality Support Group, [email protected]
1

888-336-1124 | www.qualitysupportgroup.com© 2018
2
Quality Support GroupQuality Support Group Inc. (QSG) is a leading international consulting and training firm
delivering organizational continuous improvement. Headquartered in Boston, Massachusetts, QSG has been helping organizations reach their core objectives since 1993.
A Little About
QSG offers on-site training, public workshops, consulting, grant writing and much more.
Areas of Expertise
All Quality System Standards, Lean Six Sigma, Technical Skills (SPC, FMEA, DOE, Problem Solving), Process Improvement, Professional Development, Quality Tools,
Business Management & much more.
Check out our website
www.qualitysupportgroup.comor contact us at
[email protected] find out how we can help you
Always Keep Improving!

FMEA
Angelo Scangas
3
Founder and President of Quality Support Group, Inc., an International
Consulting and Training organization.
Worked in the industry for close to 30 years, holding positions in Operations,
Quality and Engineering.
Six Sigma Black Belt and a certified Lean Instructor. Led clients to AS9100,
ISO 13485, ISO 9001, ISO 14000 and TS 16949/IATF 16949 Certifications.

FMEA
Agenda
• Introduction• FMEA Basic Concepts• Design (Product) & Process FMEA Methodology• FMEA Implementation Techniques
4

FMEA
FMEA
• The goal of FMEA is to prevent quality, reliability and safety problems.
• Most effective when used early during product design and manufacturing process development.
5

FMEA
6
FMEA PurposeF
ailu
res
Time
Elimination of
Failures
Into production
Origin of
Failures
FMEA

FMEA
Key Concepts of Risk• The consequences/severity (S) of the failure
– how severe it might be to the stakeholders
• The probability (O) of occurrence of failure
– how often the failure may occur
• The ability to prevent the failure from occurring or detect the failure (D) followed by corrective action to prevent any effect on the stakeholders
7

FMEA
4/18/2021Quality Support Group, Inc.
All rights reserved 8
Process
PDP Overview
Business
(C&F) Phase MP PhasePP PhaseEB PhaseOT Phase
Concept Developed /
Business Rationale
Product
Design
Concept Verification Validation
Concept Verification Validation
Process
Design Risk Assessment (DFMEA)
Process Risk Assessment (PFMEA)
Design Developed/Tested
with Preliminary Tooling
Design Finalized/
Preliminary Production
Production Equivalent
/ Customer Use Test
Mass Production
Monitor Quality &
Reliability
8

FMEAPotential Failure Mode and Effects Analysis Sequence
Potential Effects S Possible O D R Responsibility S O D R
Failure of E Cause(s) C Current E P Recommended and Action E C E P
Function Mode Failure V of Failure C Controls T N Action(s) Target Date Results V C T N
What are the
Functions,
Features, or
Requirements?
What are
the Effects?
What can go wrong?
No Function
Partial/Over/
Degraded Function
Intermittent Function
Unintended Function
How bad
is it?
What could
have caused
the failure?
How often
does it
happen?
How is it
detected or
prevented?
How good is
this method
at detecting it?
Calculate Risk
Priority Number
(RPN)What can be done?
Design Changes
Process Changes
Special Controls
Changes to Standards,
Procedures, or Guides
9

FMEA
10
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
Function

11
DESIGN FMEA
Failure Mode: The ways in which the device or
product will NOT FUNCTION.
Effect: Based on nature of DESIGN
(Severity) MALFUNCTION. (Effects of
process stoppage are NOT
considered.)
Detection: Design Verification methods are used
to assure confidence in the DESIGN;
eg., DOE, FEA, field trials, prototype
testing, etc.
A Design FMEA controls the
process of developing a DESIGN.
PROCESS FMEA
Reasons for rejection. NOT MEETING
SPECIFICATION.
Also based on nature of design malfunction.
Severity rating may increase due to effects
of work stoppages, process downtime,
scrap, rework, etc.
Process Control methods are used to assure
that the PROCESS will produce product to
specification; eg., 100% inspection, written
work procedures, inspector training and
certification, etc.
A Process FMEA controls the
PROCESS of producing product
that meets the specification.
p. 2.8

FMEA
12
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
Function
Critical

FMEA
13
Process Function & Design Intent
(PFMEA)Design Intent Requirements (5Cs):
– Critical To Quality
– Critical To Application
– Critical To Customer
– Critical To Process
– Critical To Safety/Regulatory Compliance
– MUST QUANTIFY and STANDARDIZE THE REQUIREMENTS

FMEA
14
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
Function

FMEA
Quality Support Group, Inc. 15
(D) Manner in which a component, subsystem or product could fail to meet design intent
(P) Manner in which the process could fail to meet the process function and design intent
Using this definition a failure does not need to be readily detectable by a customer to still be considered a failure.
Potential Failure Mode

FMEA
16
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
Function
Voice of the Customer

FMEA
17
Potential Effects
Effects of the failure mode internally or the external customer
Let’s list the Effects of the Potential Failure

FMEA
18
Severity Ranking
• Rating of 1 to 10 with 10 being the most severe impact.
– Use a scale.
– Use the same scale throughout.
• To assign this rating, must assume the failure mode has
occurred.
• Assign severity rating for every possible effect.
– Understand customer effects
– Understand internal effects
A Severity 9 or 10 must have preventive action

888-336-1124 | www.qualitysupportgroup.com© 2018
19
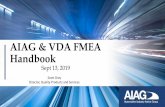
AIAG Suggested PFMEA Severity Evaluation CriteriaSuggested PFMEA Severity Evaluation Criteria
Rank Effect
Criteria:
Severity of Effect on Product
(Customer Effect)
Effect
Criteria:
Severity of Effect on Process
(Manufacturing / Assembly Effect)
9Potential failure mode affects safe Product operation and/or involves
noncompliance with government regulation with warning
May Endanger Operator (machine or assembly) with
warning
10Failure to Meet
Safety and/or
Regulatory
Requirements
Potential failure mode affects safe Product operation and/or involves
noncompliance with government regulation without warningFailure to Meet
Safety and/or
Regulatory
Requirements
May Endanger Operator (machine or assembly)
without warning
7Degradation of primary function (Product operable, but at reduced
level of performance)
Significant
Disruption
A portion of the production run may have to be
scrapped. Deviation from primary process including
decrease line speed or added manpower.
8 Loss or
Degradation of
Primary
Function
Loss of primary function (Product inoperable, does not affect safe
Product operation)Major Disruption
100% of product may have to be scrapped. Line
shutdown or stop ship.
6Loss or
Degradation of
Secondary
Function
Loss of secondary function (Product operable, but comfort /
convenience functions inoperable)High Disruption
100% of production run may have to be reworked off
line and accepted
5Degradation of secondary function (Product operable, but comfort /
convenience functions at reduced level of performance)
A portion of production run may have to be reworked
off line and accepted
4
Annoyance
Appearance or audible Noise, Product operable, item does not
conform and noticed by most customers (>75%) Moderate
Disruption
100% of production run may have to be reworked in
station before it is processed.
3Appearance or audible Noise, Product operable, item does not
conform and noticed by most customers (50%)
A portion of production run may have to be reworked
in station before it is processed.
2Appearance or audible Noise, Product operable, item does not
conform and noticed by most customers (<25%)Minor Disruption Slight inconvenience to process operation or operator.
1 No Effect No discernible effect No Effect No discernible effect

888-336-1124 | www.qualitysupportgroup.com© 2018
20
AIAG Suggested DFMEA Severity Evaluation Criteria
Suggested PFMEA Severity Evaluation Criteria
Rank Effect
Criteria:
Severity of Effect on Product
(Customer Effect)
Effect
Criteria:
Severity of Effect on Process
(Manufacturing / Assembly Effect)
9Potential failure mode affects safe Product operation and/or involves
noncompliance with government regulation with warning
May Endanger Operator (machine or assembly) with
warning
10Failure to Meet
Safety and/or
Regulatory
Requirements
Potential failure mode affects safe Product operation and/or involves
noncompliance with government regulation without warningFailure to Meet
Safety and/or
Regulatory
Requirements
May Endanger Operator (machine or assembly)
without warning
7Degradation of primary function (Product operable, but at reduced
level of performance)
Significant
Disruption
A portion of the production run may have to be
scrapped. Deviation from primary process including
decrease line speed or added manpower.
8 Loss or
Degradation of
Primary
Function
Loss of primary function (Product inoperable, does not affect safe
Product operation)Major Disruption
100% of product may have to be scrapped. Line
shutdown or stop ship.
6Loss or
Degradation of
Secondary
Function
Loss of secondary function (Product operable, but comfort /
convenience functions inoperable)High Disruption
100% of production run may have to be reworked off
line and accepted
5Degradation of secondary function (Product operable, but comfort /
convenience functions at reduced level of performance)
A portion of production run may have to be reworked
off line and accepted
4
Annoyance
Appearance or audible Noise, Product operable, item does not
conform and noticed by most customers (>75%) Moderate
Disruption
100% of production run may have to be reworked in
station before it is processed.
3Appearance or audible Noise, Product operable, item does not
conform and noticed by most customers (50%)
A portion of production run may have to be reworked
in station before it is processed.
2Appearance or audible Noise, Product operable, item does not
conform and noticed by most customers (<25%)Minor Disruption Slight inconvenience to process operation or operator.
1 No Effect No discernible effect No Effect No discernible effect

FMEA
4/18/2021Quality Support Group, Inc.
All rights reserved 21
Process Severity Evaluation Criteria
Effect Severity of effect Ranking
Hazardous, without warning
Hazardous, with warning
Very High
High
Moderate
Low
Very Low
Minor
Very Minor
None
May endanger personnel. Involves non-compliancewith gov’t. regulation without warning.Same as above only with warning
Major disruption to production line; 100% of product scrapped
Minor disruption to production line; customerdissatisfiedProduct operable; not cosmetically satisfactory
100% of product may have to be reworked; some customer dissatisfactionFit/finish defects noticed by most customers
Same as above, but, defect noticed by average customerSame as above, but, defect noticed only by the discriminating customerNo effect
10
9
8
7
6
5
4
3
2
1

FMEA
22
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
Function
Root Cause AnalysisData

FMEA
23
What are the potential causes of the failure mode?
A cause and effect (fishbone) diagram may be helpful here.
Potential Causes
Let’s list the Potential Causes for one of the Failure Modes?

FMEA
EFFECT
PEOPLE MATERIAL
METHODS MEASUREMENT
MACHINE
ENVIRONMENT
Cause
Why
Analysis Potential Causes
Low mold vacuum
ContaminatedOperator error
High humidity
Inadequate drying time
24

FMEA
25
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
Function

FMEA
26
Occurrence Ranking
• How often will each potential cause occur?– Ignore the severity and the possibility that it will or will not be
detected.
– Rating on a 1 to 10 scale with 10 being the most frequent.
• Define root causes of each failure mode
• Use data where possible– Cpk information.
– Customer complaints.
– Root cause analysis.
• Occurrence - Need to consider the time frame for evaluation (Design Life)

888-336-1124 | www.qualitysupportgroup.com© 2018
27
AIAG Suggested PFMEA Occurrence Evaluation Criteria
=> 100 per Thousand
=> 1 in 10
50 per Thousand
1 in 20
20 per Thousand
1 in 50
10 per Thousand
1 in 100
2 per Thousand
1 in 500
0.5 per Thousand
1 in 2,000
0.1 per Thousand
1 in 10,000
0.01 per Thousand
1 in 100,000
=< 0.001 per Thousand
1 in 1,000,000
Criteria:
Occurrence of Cause - DFMEA
(Incidents per Item / Products)
Suggested PFMEA Occurrence Evaluation Criteria
RankLikelihood of
Failure
9
High
Very High10
7
8
6
Moderate5
4
3
Low
2
1 Very Low Failure is eliminated through preventive control

888-336-1124 | www.qualitysupportgroup.com© 2018
28
AIAG Suggested DFMEA Occurrence Evaluation Criteria

FMEA
29
Occurrence Evaluation Criteria
Probability of Possible Failure Cpk Rankings Failure Rates
Very high, failure is
almost inevitable
High, repeated
failures
Moderate, occasional
failures
Low, relatively few
failures
Remote, unlikely
> 1 in 2
1 in 3
1 in 8
1 in 20
1 in 80
1 in 400
1 in 2000
1 in 15,000
1 in 150,000
< 1 in 1,500,000
< 0.33
0.33
0.51
0.67
0.83
1.00
1.17
1.33
1.50
1.67
>
>>
>
>>
>>
>
10
9
8
7
6
5
4
3
2
1

FMEA
30
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
Function
Think Prevention

FMEA
Current Design Controls
What are the current design controls (DFMEA) to prevent or detect the cause/mechanism of failure leading to the potential failure mode?
Prevention of failure mode or reduction in occurrence. Detection of cause of failure mode leading to Corrective Actions
Quality Support Group, Inc. 31

FMEA
32
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
Function

888-336-1124 | www.qualitysupportgroup.com© 2018
33
AIAG Suggested PFMEA Detection Evaluation Criteria

888-336-1124 | www.qualitysupportgroup.com© 2018
34
AIAG Suggested DFMEA Prevention / Detection Evaluation Criteria

FMEA
4/18/2021Quality Support Group, Inc.
All rights reserved 35
DETECTION (D) Evaluation Criteria
Detection Criteria: Likelihood of DETECTION by Design Control Ranking
Absolute
Uncertainty
Design Control will not and/or can not detect a potential cause/mechanism
and subsequent failure mode; or there is no Design Control.
10
Very Remote Very remote chance the Design Control will detect a potential
cause/mechanism and subsequent failure mode.
9
Remote Remote chance the Design Control will detect a potential cause/mechanism
and subsequent failure mode.
8
Very Low Very low chance the Design Control will detect a potential
cause/mechanism and subsequent failure mode.
7
Low Low chance the Design Control will detect a potential cause/mechanism
and subsequent failure mode.
6
Moderate Moderate chance the Design Control will detect a potential
cause/mechanism and subsequent failure mode.
5
Moderately High Moderately high chance the Design Control will detect a potential
cause/mechanism and subsequent failure mode.
4
High High chance the Design Control will detect a potential cause/mechanism
and subsequent failure mode.
3
Very High Very high chance the Design Control will detect a potential
cause/mechanism and subsequent failure mode.
2
Almost Certain Design Control will almost certainly detect a potential cause/mechanism
and subsequent failure mode.
1

FMEA
36
6. Risk Assessment
Severity
The impacts) of failure
Occurrence
The likelihood of a failure occurrence from an identified
cause under current controls
Detection
How detectable is the failure at any point?
Potential Risk (RPN) = Severity x Occurrence x Detection

FMEA
37
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
DetectPrevent
R
P
N
D
E
T
O
C
C
S
E
V
ActionTaken
Action ResultsResponse &
Traget
Complete
Date
Recommended
Actions
R
P
N
D
e
t
ec
CurrentProcess
Controls
O
c
c
ur
PotentialCause(s)/
Mechanism(s)
Of Failure
C
l
a
ss
S
e
v
Potential
Effect(s) of
Failure
Potential
Failure
Mode
Item /
Process Step
Function

FMEA
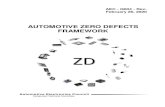
38
Risk Evaluation
Risk Acceptability Decisions
Intolerable
Region
ALARP
Region
Broadly Acceptable
Region
Increasing severity of harm
Incre
asin
g p
rob
ab
ility
of o
ccu
rre
nce
Decreasing Occurrence of Detectability

FMEASafetySever-
ity
HIGH
RISK
4-10
UNACCEP-
TABLE
LOW
RISK
1-3
10
Occur-
rence
Detect-
ability
Risk Priority
Number
RPN= S*O*D
9
8
7
Health of Design/
Mfg Process
6
5
4
3
1000500
400
300
200199
150
100
2
1
9925
1
10
9
8
7
6
5
4
3
2
1
10
9
8
7
6
5
4
3
2
1
UNACCEPTABLE
Redesign Required
MARGINAL
Action Required
GOOD
39

FMEA
40
By giving every Failure Mode a RPN rating, we can
now prioritize which failure modes to address now
and which failure modes we address later.
So, why do we need tocalculate the RPNs?

FMEA
41
RPN / Risk Priority Number
Top 20% of Failure
Modes by RPN
R
P
N
Failure Modes

FMEA
42
REDUCING THE POTENTIAL RISK:
First line of defense -Eliminate causes of failure so that it does not OCCUR - Implement prevention techniques
Second line of defense -Reduce probability of OCCURRENCE
Third line of defense -Improve DETECTION of the failure

FMEA
43
Priority for Action
• Involve Management to assign resources (human/financial) for action items to reduce the RPN.
• Create a What, Who, How and When Matrix in order to monitor action items.
• The FMEA Team Leader will check the status of the FMEA follow-up and schedule review meetings as necessary.
• Re-calculate the RPN as action items are completed and validated. Calculate savings ($$$) if possible based on the reduction of the potential risk.
FMEA IS A “LIVING” DOCUMENT!!!

FMEA
44
FMEA Output
• Control Plans
• Documentation

FMEA
45
Disagreements on Ratings?
• Use data where possible.
• Try to come to consensus.
• If consensus fails:
– Team may elect to defer to one of its members.
– Average individual ratings.
• Only average if ratings are close (spread of 2 or 3 points
maximum).
– Get the process expert involved.

FMEA
46
FMEA Pitfalls – A review
No Cross-functionality on the Team
Poor Leadership of the Team
No Data Available / Not Used
No Customer Involvement / Voice of the Customer
Meeting Management problems
S,O,D criteria decisions (too long!)
No supplier involvement
Team Members not committed
No Management Commitment & Support

FMEA
47
In Conclusion
FMEA does take time and effort
It does reduce the risk to your customer
It does reduce the risk to you
It does save time to product launch
It does help with Continuous Improvement

FMEA
48
Wrap-up
Questions?
Thank you!