Exploring Idiosyncrasies and Potentialities of HACCP Team ...
268
Exploring Idiosyncrasies and Potentialities of HACCP Team Across the Sharjah Food Industry, UAE by: Yassir Mohamed Osman Al Mahi B.Sc. in Public and Environmental Health, University of Khartoum (1994) M.Sc. in Public and Environmental Health (Food Hygiene and safety) University of Khartoum (2006) A Thesis Submitted to the University of Gezira in Fulfillment of the Requirements for the Award of the Degree of Doctor of Philosophy in Public and Environmental Health Department of Food Hygiene and Safety Faculty of Health and Environmental Sciences August, 2013
Transcript of Exploring Idiosyncrasies and Potentialities of HACCP Team ...
Exploring Idiosyncrasies and Potentialities of HACCP Team
Across the Sharjah Food Industry, UAE
by:
Yassir Mohamed Osman Al Mahi
B.Sc. in Public and Environmental Health, University of Khartoum (1994)
M.Sc. in Public and Environmental Health (Food Hygiene and safety)
University of Khartoum (2006)
A Thesis
Submitted to the University of Gezira in Fulfillment of the
Requirements for the Award of the Degree of Doctor of
Philosophy
in
Public and Environmental Health
Department of Food Hygiene and Safety
Faculty of Health and Environmental Sciences
August, 2013

Exploring Idiosyncrasies and Potentialities of HACCP Team
Across the Sharjah Food Industry,UAE
by:
Yassir Mohamed Osman Al Mahi
Supervision committee:
Name Position Signature
Prof. Abdel Moneim E. Sulieman Main Supervisor
Prof. Abdelelah Mohamed El-Hassan Co-supervisor
Dr.Mayalagu Pandian Regds Pandian
Co-supervisor
Date: August/2013
Exploring Idiosyncrasies and Potentialities of HACCP Team
Across the Sharjah Food Industry,UAE
by:
Yassir Mohamed Osman Al Mahi
Examination committee:
Name Position Signature
Prof. Abdel Moneim E. Sulieman Chair Person
Prof. Ahmed Alawad Alfiki External Examiner
Prof.Awad Mohammed Abderahim Internal Examiner
Date of Examination: 18 / August /2013

ii
Dedication
To my parents
To my sisters & Brothers
To my wife
To my son
To my family
And to the people I love
YASSIR

iii
أعوذ بالله من الشيطان الرجيم
بسم الله الرحمن الرحيم
ارِ وَالْفُلْكِ وَالنَّهَ اللَّيْلِ السَّمَاوَاتِ وَالْأَرْضِ وَاخْتِلَافِ خَلْقِ فِي إِنَّ مِنْ السَّمَاءِ مِنَ اللَّهُ أَنْزَلَ وَمَا النَّاسَ يَنْفَعُ بِمَا فِي الْبَحْرِ تَجْرِي الَّتِي وَتَصْرِيفِ دَابَّةٍ كُلِّ مِنْ فِيهَا وَبَثَّ مَوْتِهَا بَعْدَ الْأَرْضَ بِهِ فَأَحْيَا مَاءٍ
لِقَوْمٍ لَآيَاتٍ وَالْأَرْضِ سَّمَاءِال بَيْنَ الْمُسَخَّرِ وَالسَّحَابِ الرِّيَاحِ . يَعْقِلُونَ
164: البقرة
اللهم صلي ، اللهم صلي على سيدنا محمد )ص( ما ذكرك الذاكرون اللهم، ص( ما غفل عن ذكرك الغافلون) وسلم على سيدنا محمد
وسلم صلي اللهم نجوم السماء عدد المصطفى حبيبك على وسلم صلياللهم صلى في الصحراء الرمل حبات دعد المصطفى حبيبك على
على سيدنا محمد وعلى آل محمد صلاة تنجينا بها من جميع الأهوال والآفات وتقضى لنا بها جميع الحاجات وتطهرنا بها من جميع السيئات وترفعنا بها عندك أعلى الدرجات وتبلغنا بها أقصى
تك يا الغايات من جميع الخيرات فى الحياة وبعد الممات وبرحم .أرحم الراحمين

iv
Acknowledgements
First one should pay gratitude to almighty God the most Gracious and
most Merciful who granted me the mind, health, strength and patience to
conduct this study and helping me in all my life.
I am very much thankful and grateful for my research supervisor, Prof.Dr.
Abdel Moneim E.Sulieman and Co-supervisor, Pro.Dr.Abdelah Mohamed
Elhassan those who have assisted me throughout the research with full
support, proper guidance and well planned paces in determination to have
this work come out true. I also feel so honored to have this opportunity to
thank, Co- supervisor Dr. M.Pandian, who have really worked hard with us
since we started taking on this study in 2010. I would like also to thank Dr.
Mustafa shazel, University of Nile Valley for his full support and assistance
during the writing of this research. A word of thanks also to the dedicated my
friends and family for their encouragement and support throughout this study.

v
Last but not least, I wish to thank my parents for all the love, support
and words of wisdom that have guided me from the halls of academia straight
into the fast-paced world of employment and opportunity.
Exploring Idiosyncrasies and Potentialities of HACCP Team
Across the Sharjah Food Industry,UAE
Yassir Mohammed Osman Al Mahi
Ph.D. In Public and Environmental Sciences Augut, 2013
Department of Food Hygiene and Safety
Faculty of Health and Environmental Sciences
University of Gezira
Abstract
HACCP team is a group of people selected to undertake food safety and tackle all its
related issues. This study was based on standard interview in order to explore HACCP
teams' idiosyncrasies and potentialities across Sharjah-UAE food industry, quantitative
and qualitative techniques were of use to conduct the analysis. There were 61 accessible
HACCP certified businesses from which 11 businesses were selected randomly in order to
carry out the interviews. Most businesses have a reasonable and a sufficient number of
HACCP team members ranged between 5-10 members. Generally, total of 10 (90.9%)
businesses out of 11(the total sample), have either an ideal number of HACCP team or
close to this number which is recommended or stipulated in the regulation. Regarding HACCP team qualifications and expertise, the study had discovered that most of the HACCP team members were qulifed, it noticed that 7(63.6%) HACCP team among their members who have got high education degrees (M.Sc. and B.Sc.). And almost 3 (27%) HACCP team whom they were competely education with B.Sc., expect one HACCP team that was trained by formal training.
HACCP teams were with various disciplines and multidisciplinary approach was existing
to a certain extent in some HACCP teams whereas inter-hierarchical approach was not
being known but surprisingly it appeared to exist in some HACCP teams. Finally study
recommended as the HACCP team should be multidisciplinary; it also needs to be inter-
hierarchical. Multidisciplinary represents the breadth/horizontal aspect of the organization,
which mainly refers to differing knowledge and expertise, while inter-hierarchical refers

vi
to the length/vertical side of the organization represented by all levels within the
organization.
غذيةصناعة الأفريق الهاسب عبر ل والإمكانات الصفات الذاتية ستكشافإ
مارات العربية المتحدةدولة الأ ,بمدينة الشارقة
ياسر محمد عثمان الماحى
( 2013أغسطس, ) يئة الصحة العامة وصحة الب ةدكتورا
وسلامة الغذاءقسم صحة
كلية العلوم الصحية والبيئية ، جامعة الجزيرة
اسةالدرملخص
غذية ومعالجة لحرجة مجموعة من الناس مختارة للإضطلاع بسلامة الأا التحكمنقاط تحليل الخطورة و فريق
الصفات الذاتية جل إستكشاف أهذه الدراسة بنيت على المقابلة القياسية من جميع المسائل المتصلة بها.
دولة –بمدينة الشارقة غذيةلأصناعة اعبر تحليل الخطورة ونقاط التحكم الحرجةفريق ل والإمكانات
شركة 11 عدد تم إختيار وشركة مطبقة نظام الهاسب 61 عدد كان هنالك مارات العربية المتحدة.الأ
معظم المؤسسات أن ووجد .جراء التحليلخدام التقنيات الكمية والنوعية لإستوتم إ عشوائيا لتنفيذ المقابلات
10. بصورة عامة مجموع اعضو 10-5لهاسب يمتد بين لديها عدد كافى ومعقول من أعضاء فريق ا
مؤسسة )العينة الكاملة( لديها عدد مثالى من أعضاء الفريق أو بالقرب من هذا الرقم وهو 11( من 90.9%)
ات فرق الهاسب ، الدراسة أكتشفت أن معظم أعضاء . وفيما يتعلق بمؤهلات وخبر موصى به فى اللوائحال
على درجات تعليمية ا عضاء فرق الهاسب قد حصلومن بين أ )%63(7ن نسبة حظ أفرق الهاسب مؤهلين ولو
كملوا تعليمهم بدرجة البكالريوس ماعدا من فرق الهاسب قد أ )%27( 3( ونسبة وس وماجستير عليا )بكالري
فريق الهاسب يتكون من مختلف التخصصات ويطبق أن جد كما و فريق واحد تم تدريبه بتدريب رسمى.
لى حد ما، ولكن تطبيق المدخل الهرمى للفريق كان غير إة فى بعض فرق الهاسب التخصصات المتعدد مدخل
وصت الدراسة بأن يتم أ ا وأخير فى بعض فرق الهاسب الى حد ما. ه رومعروف ولكن من المدهش ظه
لتخصصات ا مدخل .تكوين فريق الهاسب بمدخل النظام متعدد التخصصات ومدخل النظام الهرمى للمؤسسة

vii
لى المعرفة والخبرات المختلفة، فىإساسا أفقى للمؤسسة والذى يشير تساع الجانب الأألفريق يمثل المتعددة ل
.كل المستويات بالمؤسسةلى الجانب الرئسى للمؤسسة التى يمثلها إالمدخل الهرمى للفريق يشير أن حين
List of Contents
Item Page No.
Dedication i
Acknowledgements iii
English Abstract iv
Arabic Abstract v
List of Contents vi
List of Tables xi
List of Figures xiv
List of Abbreviations xvi
Chapter One
1. Introduction 1
1.1. HACCP system 5
1.2. HACCP legislation in Sharjah 6
1.3. Research background 8

viii
1.4. Significance and justification of the study 9
1.5. Research problem 10
1.6. Assumptions 10
1.7. Thesis organization 11
1.8. Research questions 12
1.9. Research objectives 13
1.9. 1 General objective 13
1.9.2 Specific objectives 13
Chapter Two
2. Literature Review 14
2.1. HACCP 14
2.2. Structure of HACCP 17
2.3. Prerequisite program for HACCP 19
2.3.1. Good manufacturing practices 20
2.4. Preparation of HACCP application 24
2.5. Contents of HACCP plan 27
2.6. The HACCP principles 28
2.7. Development and implementation of HACCP 35
2.8. Areas of application of HACCP in the food
industry
52

ix
2.9. HACCP benefits 53
2.10. Drawbacks of HACCP 54
2.11. Team work 55
2.12. Rules for effective team work 56
2.13. HACCP and team work 58
2.13.1. Complexity of the production process 58
2.13.2. HACCP team as a requirement 59
2.13.3. The HACCP team 60
2.13.4. HACCP team size 62
2.14. Multidisciplinary team 67
2.15. Inter-hierarchical team 69
2.16. Food borne diseases in the African Region
and Sudan
70
Chapter Three
3. Materials and Methods 72
3.1. Study area 72
3.2. Research methods 73
3.3. Preparation for the interview 78
3.4. Implementation of interview 79
3.5. Interpreting data 80

x
3.6. Qualitative approach 80
3.6.1 Strength of qualitative approach 81
3.6.2 Weaknesses of qualitative approach 81
3.7 Population and sampling 82
3.8. Materials and research tools 83
3.9. Research process 83
3.10. Research limitations 84
3.11. Research analysis 85
Chapter Four
4. Results and discussion 87
4.1. Results 87
4.2. The number of HACCP team members 89
4.3. Qualification of HACCP team members 93
4.4. A multidisciplinary team 95
4.5. Inter-hierarchical team 100
4.6. Source of HACCP team 114
4.7. History of HACCP teams 114
4.8. HACCP team changes 115
4.9. HACCP team meeting 115
4.10. Positive experiences gained from HACCP 119

xi
team
4.10.1. Positive experiences that relate specifically
to teams
119
4.10.2. Positive experiences that relate to HACCP
generally
134
4.10.3. Negative experiences that relate
specifically to teams
136
4.10.4.Negative experiences that relate to HACCP
generally
148
4.11. Interviewees profile 151
4.12. Businesses in the case to be contacted again
regarding this project
153
Chapter Five
5. Conclusions and Recommendations 154
5.0.1.Findings of the study 154
5.1 Conclusions 155
5.2 Recommendations 157
References 160
Appendices 170

xii
List of Tables
Table No. Title Page No.
2.1 Publications on a team approach 56
2.2 Number of articles mentioning HACCP team 65
3.1 Interviews in food safety publications by
Emerald
76
3.2 Initial analysis 87
4.1 Businesses interviewed profile 87
4.2 Businesses' HACCP teams compared to the
regulation
92
4.3 Qualifications of HACCP team members of 11
selected food businesses (firms) in Sharjah
93
4.4 Initial anaylsis of company (J) 95
4.5 Difficulties or challenges relating to HACCP
team as quoted from company (G)
96
4.6 Positions that HACCP team is mostly selected
from
99
4.7 Job title of HACCP team members and their
level in company A
101
4.8 Job title of HACCP team members and their
level in company B
102
4.9 Job title of HACCP team members and their
level in company C
103

xiii
4.10 Job title of HACCP team members and their
level in company D
105
4.11 Job title of HACCP team members and their
level in company E
106
4.12 Job title of HACCP team members and their
level in company F
107
4.13 Job title of HACCP team members and their
level in company G
108
4.14 Job title of HACCP team members and their
level in company H
109
4.15 Job title of HACCP team members and their
level in company I
110
4.16 Job title of HACCP team members and their
level in company J
111
4.17 Job title of HACCP team members and their
level in company K
112
4.18 Initial analysis of company A 119
4.19 Initial analysis of company B 120
4.20 Initial analysis of company C 121
4.21 Initial analysis of company D 122
4.22 Initial analysis of company E 123
4.23 Initial analysis of company F 125
4.24 Initial analysis of company G 126

xiv
4.25 Initial analysis of company H 128
4.26 Initial analysis of company I 129
4.27 Initial analysis of company J 131
4.28 Initial analysis of company K 133
4.29 Initial analysis of the difficulties and challenges
related to HACCP team (company A)
136
4.30 Initial analysis of the difficulties and challenges
related to HACCP team (company B)
137
4.31 Initial analysis of the difficulties and challenges
related to HACCP team (company C)
139
4.32 Initial analysis of the difficulties and challenges
related to HACCP team (company D)
140
4.33 Initial analysis of the difficulties and challenges
related to HACCP team (company E)
141
4.34 Initial analysis of the difficulties and challenges
related to HACCP team (company F)
142
4.35 Initial analysis of the difficulties and challenges
related to HACCP team (company G)
143
4.36 Initial analysis of the difficulties and challenges
related to HACCP team (company H)
144
4.37 Initial analysis of the difficulties and challenges
related to HACCP team (company I)
146
4.38 Initial analysis of the difficulties and challenges 147

xv
related to HACCP team (company J)
4.39 Initial analysis of the difficulties and challenges
related to HACCP team (company K)
148
List of Figures
Figure
No.
Title Page
No.
2.1 Flow diagram for production of frozen cooked
beef patries …………………………………….
26
2.2 The HACCP decision tree..................................... 31
2.3 The HACCP Logical sequence............................ 48
2.4 Steps in implementing a HACCP plan................. 49
2.5 Four benefits of team working.............................. 57
2.6 Logical sequence for the application of HACCP... 47
4.1 HACCP team member’s aganist number of
employees................................................................
90
4.2 Regular periods of HACCP teams meeting.......... 117

xvi
List of Abbreviations
CAC Codex Alimenturias Commission
CCPs Critical Control Points
CSA Canadian Standards Association
CFTs Cross-Functional Teams
EPA Environmental Protection Agency
EU European Union
FAO Food and Agriculture Organization
FMEA Failure, Mode, and Effect Analysis
FDA Food and Drug Administration
GAP Good Agricultural Practices
GMP Good Manufacturing Practices
GHP Good Hygiene Practices
HACCP Hazard Analysis Critical Control Points
HEW Health, Education &Welfare
ICMSF International Commission of Microbiological Specification of Food
ISO International Standard Organization
NAS National Academy of Science
NASA National Aeronautic and Space Agency
NACMCF National Advisory Committee on Microbiological Criteria for Food
PRPs Pre-requisite programmes
QA Quality Assurance
USFDA United State Food and Drug Administration

xvii
UAE United Arab Emirate
U.S United State
SOP Standard Operation Procedure
SSOP Sanitation Standard Operation Procedure
SPS Sanitary and Phytosanitary Measures
TBT Technical Barriers to Trade
WHO World Health Organization
WTO World Trade organization

- 1 -
CHAPTER ONE
1. INTRODUCTION
Rapid urbanization and reform in developing countries have changed
the market for food commodities. Countries like UAE now find themselves
participating in a global trade dealing in a wide range of food products. Even
perishable products such as raw seafood and fresh vegetables can be
transported over long distances and producers increasingly experience
competition from faraway competitors.
Consumers consequently are faced with food or food ingredients that
may derive from distant countries or continents, and with a less transparent
food supply. This has led to food quality and safety concerns.
In most of the developing world basic food safety rules accommodate
these risks, through buying, cooking, preserving and social pressure on food
processors and marketers. However, with increasing globalization of the
food supply the transparency of short market chains may be lost, and
consumers are increasingly dependent on specialized services to guarantee
safe food. For international trade, the Hazard Analysis and Critical Control
Point (HACCP) system has now firmly established itself as an important
component of safety assurances for food products sold in the worldwide
market.
The European Union (EU) first initiated the requirement for HACCP for
the import and export of fish and fish products to the EU countries in 1996.
The United States likewise had also required HACCP for imported fish and
fishery products to the country in 1997 (FDA, 1999). Development in food

- 2 -
safety requirements motivated exporting countries to consider the
implementation of HACCP for their food products. Although the
implementation of HACCP is on a voluntary basis, the future of UAE food
products in the international trade is highly linked with our ability to comply
with the food safety requirements imposed by the importing countries. As an
exporting country, UAE must be able to meet the mandatory requirements of
importing countries.
The Food and Agriculture Organization (FAO) and the World Health
Organization (WHO) of the United Nations support the continual
development of national policies for protecting consumer’s health and
furthering economic development (FAO/WHO, 2004).
Food- borne diseases continue to be one of the largest public health
problems worldwide, and these also important causes of reduced economic
productivity. There are a number of reasons for this (Motarjemi and
Wallace, 1997) including:
1.The proportion of the population who has increases susceptibility to food
borne illness is increasing, for example, the elderly, the immune
compromised and the malnourished.
2.Changing life styles have resulted in a number of changes to our eating
habits:
a/ More people now eat out, which has led to an increased demand for
catering establishments of varying types;

- 3 -
b/ Many women work outside the home and rely on processed foods for fast
meals preparation, this has meant that knowledge of how to handle and
prepare foods has decreased in recent years;
c/ Increased mass production of foods, has increased the potential for large
numbers of consumers to be affected in the event of an outbreak of food
borne disease.
d/ Increased tourism has ment that people are exposed to food borne hazards
from others areas.
3.Emerging pathogens, such as verocytoxin- producing E.coli.
4.New technologies and processing methods.
Although food-borne illness is a common occurrence, there is no
effective surveillance mechanism in place. Thus in the absence of such data,
realistic risk assessment is difficult to carry out and also consumer
perception of the risk of food-borne illness is very low indeed. Unless this is
corrected, there will never be complete acceptance of any food safety
management system (Marthi, 1999).
On the same path of trying to lay hands on a system that could assure
practical assurance for food to be safe enough for human consumption, and
since early days of hazard analysis and critical control points concept which
was adopted in the late 1960s when the Pillsloury company in cooperation
with the National Aeronautic and Space Army (NASA) came together to
work out a safety system to protect astronaut from food poisoning and food-
borne infections (Engel, 2000). Hazard Analysis Critical Control Points
(HACCP) was initially developed as a mean of obtaining increased
- 4 -
confidence over the microbiological safety of the foods used in the space
program (Mayes and Mortimore, 2003).
At this time, most food safety systems were based on "Snap-Shot"
inspection and end product testing. This kind of testing could not assure
I00% safety of the product. Consequently, there was a need for a new
method- a preventive system to guarantee safe food.
In 1970, except for the low acid- canned industry and large corporation,
the HACCP concept was not widely adopted into daily food operations. The
HACCP system as our know today took place from 1971 The National
Conference on Food Protection (Corlette, 1998). During the 1980, the
concept evolved and gained acceptance throughout the world (Panisello and
Quatick, 2001).
The HACCP concept was endorsed by WHO/FAO Expert Committee as
an effective way of controlling food-borne diseases in 1983 when the joint
FAO/WHO Committee on food Safety advised that HACCP should reduce
traditional end product testing approach to food safety assurance (Mayes and
Mortimore, 2003).In 1985 the implementation of HACCP was officially
recommended by the National Academy of Science (NAS) (Corlette,1998).
On November 28, 1989, the National Advisory Committee on
Microbiological Criteria for Food (NACMCF) gave final approach to its first
major documents, “Hazard Analysis Critical Control Points System”. And
was forworded to cabinet secretaries of the Department of Agriculture,
Health and Human services, commerce, and Defense (Corlette, 1998). In
- 5 -
1990, HACCP re –emerged to become the primary approach to assure the
safety of food supply (Panisello and Quatick, 2001).
Since then, there have been considerable attention to harmonize the use
of HACCP from national and international institution to manage food safety
hazard in the food industry world-wide (Panisello and Quatick, 2001).
HACCP is a proven system which, if properly applied, will give
confidence that food safety is being managed effectively. It will enable you
to focus on product safety as the top priority, and all for planning to prevent
things going wrong, rather than waiting for problems to occur before
deciding how to control them (Mortimore and Wallance, 1998).
In summary, it is clear that international legislation is moving more and
more towards making HACCP a mandatory requirement in the food
industry. This will lead to greater regulatory assessment of HACCP system
as governments take up their responsibility with regards to confirming that
the business operators are properly complying with requirements (WHO,
1999).
1.1. HACCP system
HACCP is defined as a system which identifies, evaluates, and controls
hazards which are of significant for food safety (CAC, 2003).
According to CAC (2003) HACCP system consists of the following seven
principles:

- 6 -
Principle1
Conduct a hazard analysis.
Principle 2
Determine the Critical Control Points (CCPs).
Principle 3
Establish critical limit(s).
Principle 4
Establish a system to monitor control of the CCP.
Principle 5
Establish the corrective action to be taken when monitoring indicates that a
particular CCP is not under the control.
Principle 6
Establish procedures for verification to confirm that the HACCP system is
working effectively.
Principle 7
Establish documentation concerning all procedures and records appropriate
to these principles and their application (CAC, 2003).

- 7 -
1.2. HACCP legislation in Sharjah
Extensive scientific research in the area of food safety and hygiene has
resulted in establishing many food safety systems. One of the most well-
known and recognized systems is HACCP. HACCP is a system used by the
food industry to ensure that, all food consumed is safe to eat (Sharjah
Municipality, 2005).
HACCP uptake in Sharjah started in 2000 and plans for its
implementation throughout the food industry were effective since then.
Sharjah Municipality took the initiative of addressing the system via
different methods such as seminars, ceremonies of appreciation and through
training sessions (Sharjah Municipality, 2008).
Food Control Section as it is the enforcement authority in the Emirate of
Sharjah, started to assess food companies if they embrace HACCP system,
the section started to set out essential requirements and follow up the
progress of the system uptake gradually.
“It is the responsibility of the food industry to develop and implement
HACCP plans and for regulatory agencies to facilitate this
process.”(NACMCF, 1992).
The Director went on noting that the Food Control Section of Sharjah
Municipality, being a leader in the region in the food safety issues, was the
first to mandate this system in the food factories, which is considered a
revolution in food inspection and food safety (Sharjah Municipality, 2007).

- 8 -
Regarding HACCP team in Sharjah Legislation; Assemble HACCP team
is the first step in the implementation, fully to understand the process and be
able to identify all likely hazards and CCPs, it is important that the HACCP
team is made up of people from a wide range of disciplines (Sharjah
Municipality, 2005).
1.3. Research background
Over the past 6 years there has been an increase in the number of
UAE food manufacturers with HACCP certification. HACCP is becoming a
major issue in the UAE food industry primarily due to demands from
importing countries such as the United States and the European Union (EU).
As of December 1997 (FDA, 1999), the United States government has been
requiring seafood processors to develop and implement HACCP systems for
imported fish and fishery products. The European Union has similarly issued
Directive 91/493/EEC (22/7/1991) and Directive 94/356/EC (20/5/1994),
requiring all manufacturers exporting seafood products to the EU to
implement HACCP systems. UAE food manufacturers as such are
compelled to respect the demands of importing countries or risk rejection of
their seafood products.
Since April1996, UAE has been a member of the World Trade
Organization (WTO), which currently has a membership of 148 members,
and has attached to it several Agreements and Ministerial Decisions and
Declarations including the Agreement on the Application of Sanitary and
Phytosanitary Measures (SPS Agreement) and the revised Agreement on
Technical Barriers to Trade (TBT Agreement). Both those Agreements are
- 9 -
related to the trade in food with the SPS Agreement specifically related to
human health and safety.
For successful development of the HACCP you need to define the
HACCP system presented a totally new approach in quality assurance. The
development of such system was of great importance since every kind of the
contamination would lead either to space mission Failure, Mode, Effect
Analysis which are crucial points in the process could potentially go wrong.
To date, no large-scale study has been conducted to study the
idiosyncrasies and potentialities of HACCP teams and to which extent they
have been built up multidisciplinary and inter hierarchical having in mind
their ultimate goal to implement and maintain HACCP system so as to
produce safe food across the food Industry.
This research attempted to explore the information about the HACCP
team structure of the food industry in Sharjah providing an insight of
Sharjah food safety program.
1.4. Significance and justification of the study
Research about the exploring idiosyncrasies and potentialities of
HACCP team is important and useful. This study is expected to contribute
to the theory and evidence based practices of HACCP. The proposed
questions in this study are important for at least 3 reasons.
1. This study offers to explore the information about the HACCP team
structure of the food industry in Sharjah providing an insight of Sharjah food
safety program.

- 10 -
2. This study is also vital because it discusses and assesses the performance
of the HACCP team. It is hoped that this study can contribute to the body of
knowledge on HACCP team and HACCP as a whole.
3. The study will somehow highlight the level of HACCP System in
developing contries through the output of HACCP team study.
1.5. Research problem
The problem can be discussed according to different viewpoints.
1. HACCP has been implemented by the Sharjah Municipality - UAE since
2000 (Sharjah Municipality, 2008). Yet no significant research has so far
been conducted on the HACCP uptake in the exploring idiosyncrasies and
potentialities of HACCP Team across the Sharjah –UAE Food Industry.
2. its contribution to the current knowledge of HACCP is summed up in the
following:
- As there is no much of this selected topic in the literature, therefore, this
will work as an expansion or certainly enrichment to the literature in this
area.
- Studying the HACCP team members' structure could lay hands on
standardized parameters that could be part of the requirements.
1.6. Assumptions
The following assumptions were taken in consideration in this study:
1. the respondent to the questionnaire of in-depth knowledge of HACCP
team.

- 11 -
2. the perception of the respondents are representatives of the organization.
1.7. Thesis organization
The thesis is divided into five chapters. The first chapter gives a brief
description of the research. It provides an overview of the research
background, research problems, research questions, objectives of the thesis,
scope of the study, its assumptions, justifications and significance.
The second chapter provides an extensive literature related to HACCP
in UAE and elsewhere. It also discusses the HACCP team structure as well
as prerequisite programmes for HACCP such as GMP and Sanitation
Standard Operating Procedures (SSOP).
Chapter three describes the research methodology. This includes
research design, population and sample, questionnaire development,
secondary data collection, interpreting data, material and research tools and
research analysis.
Chapter four shows the results, analysis and discussion of the study.
This includes descriptive statistics and the results of questionnaire as well as
comparisons between questionnaire response and actual recorded audit data.
Chapter five presents conclusion and recommendation of the whole
study. A brief review and summary of the research objectives and the
accomplishments and main conclusions were provided. The developed
framework, limitations, implications of the research and recommendations
for future study were further explained

- 12 -
1.8. Research questions
Based on an extensive literature review, the following research
questions have been proposed related to the exploring idiosyncrasies and
potentialities of HACCP team across the Sharjah –UAE food manufacturing
companies:
Question 1:What is the HACCP team composition across the Sharjah –UAE
Food Industry?
Question 2: What are the positive and negative experience gained, related
specifically to HACCP teams and to HACCP in general?
Question 3: What are the HACCP team’s education backgrounds in the food
industry experience?
Question 4: What are the difficulties or challenges relating to HCCP team?

- 13 -
1.9. Research objectives
1.9.1. The general objective
The primary purpose of this study was to explore the idiosyncrasies
and potentialities of HACCP teams and to what extent they have been built
up multidisciplinary and inter hierarchical having in mind their ultimate goal
to implement and maintain HACCP system so as to produce safe food.
1.9.2. Specific objectives
In addressing the research problem and answering the research
questions, this study seeks to achieve specific research objectives:
1- To explore the HACCP team composition across the Sharjah –UAE Food
Industry.
2- To investigate the positive and negative experience gained, related
specifically to HACCP teams and to HACCP in general.
3- To identify the HACCP team’s education backgrounds in the food
industry experience?
4- To explain the difficulties or challenges relating to HCCP team?
- 14 -
CHAPTER TWO
2. LITERATURE REVIEW
2.1 HACCP
HACCP is an abbreviation for Hazard Analysis and Critical
Control Points system. Hazard analysis and critical control point is a
preventive approach to food safety management. It designed to control
significant food safety hazards, i.e. those hazards that are likely to cause an
adverse health effects when products were consumed. Hazard analysis and
critical control point requires development of the HACCP plan, a document
that states how food safety hazards will be controlled in the operation. It is
normally developed by a multidisciplinary HACCP team, including several
personnel from the food operations. The HACCP system comprises the
HACCP plan plus associated monitoring and verification records, which
demonstrate that the HACCP plan is working in practice at all times.
HACCP systems were developed through the application of the international
agreed HACCP principles (CAC, 2003).
It is frequently written about and talked about at conferences and
within companies, but it also often misunderstood and poorly applied in real
situations. The HACCP concept has been around in the food industry for
some time, yet it continues to be debated rigorously at international level.
Developments in HACCP over the past 10 years or so have been fairly
major, and some governments now see its implementation as a remedy for
all of their country’s food safety issues. In reality, use of the HACCP
approach may well offer a practical and major contribution to the way
- 15 -
forward, but only if the different authorities are willing to apply it effectively
, they should have to obtain proper knowledge and expertise to answer that
formal purpose. HACCP is a technique and it needs people to operate it
(Mortimore and Wallance, 1998).
Those who are not familiar with HACCP often hold the
misconceived belief that it is a difficult, complicated system which must be
left to experts, and can only be done in large companies with plentiful
resources. True, you do need a certain level of expertise to carry out
HACCP, but this expertise includes a thorough understanding of your
product, raw materials and process, along with an understanding of the
factors that could cause a health risk to the logical system of control, based
on the prevention of problems- a common- sense an approach to food safety
management. With good training, every one ought to be able, to understand
the concept, given that; it is based on sound reasoning. HACCP will be a key
element of abroad product management system (Mortimore and Wallance,
1998).
The HACCP technique itself is a straightforward and logical system
of control based on prevention of problems- a common sense approach to
food safety management. In reality, the use of HACCP approach may well
offer a practical and major contribution to the way forwarding in food safety
management, but only if the people in charge are expertise to apply it
effectively.
In brief, HACCP is applied by taking a number of straight forward
steps: Look at your process/product from start to finish, identify potential
hazards and decide where they could occur in the process; put in controls

- 16 -
and monitor them; write it all down and keep records and the lastly ensure
that it continues to work effectively.
The Hazard Analysis and Critical Control Points (HACCP) is a well
known and widely accepted management system initially implemented in the
food industry. It is the systematic approach to control potential hazards in an
operation. The target of the HACCP is to identify the problems (hazards)
before they occur. The system establishes mechanisms to control all stages
of a particular process. This control is proactive which means the
identification of potential hazards, preventive measures, and the
establishment of monitoring and remedial actions thereby avoiding the
occurrence of hazards in advance. HACCP is described as a “concept of zero
error (Mortimore and Wallance, 1998).
A hazard is defined by Codex (1997) as a biological, chemical or
physical agent in, or condition of, food with the potential to cause an adverse
health effect. Hazards affect the safety rather than the quality of food.
Biological hazards are concerned with the presence, cross-contamination,
multiplication and survival of micro-organisms. Chemical hazards involve
the presence or contamination of foods with toxic chemicals or allergens and
physical hazards are items that might enter food that are either sharp, hard or
of dimensions that can cause choking. Causing consumer burns due to
extreme high temperatures of food/drink served may also be considered as
an example of a physical hazard in a catering operation.
Hazards is controlled by control measures, defined by Codex (2003)
as actions or activities required to prevent or eliminate a food safety hazards
or reduce it to an acceptable level. Control measures may take a wide variety

- 17 -
of forms and may be part of HACCP, where they control food safety
hazards, or part of prerequisite programs, where they control the general
operational conditions that provide a foundation for food safety. When
developing prerequisite programs for HACCP, it is necessary to consider the
most appropriate control measures. In many catering and retail operations,
the majority of controls for chemical and physical hazards will be in the
prerequisite programs. This is also true in manufacturing, although online
control systems such as sieving and metal can also be used.
2.2 Structure of HACCP
The first category of the hazards, the biological or microbiological
source, is divided into three classes: bacterial, viral and parasitic. Many of
the HACCP programmers were developed around these hazards
(Rhodehamel, 1992).
A hazard is defined by the National Advisory Committee on
Microbiological Criteria for Foods (NACMCF) as “a biological, chemical,
or physical agent that is reasonably likely to cause illness or injury in the
absence of its control” (NACMCF, 1989).
The International Commission of Microbiological Specification for
Food (ICMSF) has classified these hazardous microorganisms according to
their severity of risk (NACMCF, 1998).These bacterial hazards can result
either in food-borne infection or intoxications. The source, the symptoms of
the resulting disease and the food associated vary significantly and can be
caused by a large variety of pathogens. An implemented HACCP program
with regard to these hazards has three basic targets;

- 18 -
The first one should reduce, eliminate or destroy the hazard. The Second
is that, the program should be able to prevent a recontamination and the third
aim is to inhibit the growth and toxin production. The second category
describes hazards of chemical origin. All food products contain chemicals,
and as any chemical substance, they can be toxic at a certain dosage.
However, there are chemicals which are prohibited in food and others which
are allowed only in limited amounts. There are two types of chemical
hazards in foods, naturally occurring and supplementary chemicals. The
formal limits for naturally occurring toxins have been established in the
Code of Federal Regulation, title 2. The informal maximum allowable limits
have been described in the Compliance Policy Guidelines of the Food and
Drug Administration.
The added chemicals are inserted in foods during the time of growing,
harvesting, processing, storage and distribution. These chemicals are
allowed only within the permitted limits. They include agricultural
chemicals, like pesticides or herbicides regulated by the Environmental
Protection Agency (EPA), further the prohibited substances listed in Title
21, Part 189 of the Code of Federal Regulations and finally toxic elements,
like lead, mercury or arsenic. The latter are either not allowed in food or
only within established maximum limits. Finally, added chemicals also
include color additives, preservatives and substances improving flavor or
nutritional fortification. In addition, there are substances which occur or
belong to the production process of food, like cleaning chemicals and
sanitizer which do not belong to food but might probably be incorporated.
The Good Manufacturing Practices (GMP) has set the limits for these
substances.

- 19 -
The third category, the physical hazards, include hazard as extraneous
matter or foreign objects. These physical matters not normally found in food
may lead to illness or injury of a person (NACMCF, 1992). One of the most
common objects complaints of in food is glass (Rhodehamel, 1992). These
physical hazards demonstrate a gap in the production process which can lead
to an unacceptable health risk. Methods to control these kinds of hazards
include the raw material specification and inspections of suppliers’
certification and guarantees as well as education and training of employees.
2.3 Prerequisite program for HACCP
In order to successfully implement HACCP, food businesses should, as
part of pre-requisite programmes (PRPs), already be operating a ccording to
codex general principles of food hygiene, that applicable codes of practice,
and according to food safety legislation (Codex,2009) .
Evolving HACCP-based methodologies: Merge both the general (i.e.
prerequisite) and specific (i.e. HACCP) hazards in a way that businesses can
understand and therefore control (FAO/WHO, 2006).
HACCP cannot stand alone; it is a part of a larger system of control
procedures. HACCP implementation depends on the competence of people
who develop and operate it and the prerequisite programmes. Prerequisite
programmes may impact on the safety of food; they also are concerned with
ensuring that foods are wholesome and suitable for consumption. Formal
prerequisite program are increasingly and successfully used to support the
implementation of HACCP in food processing (Mortimore and Wallace
1998).
- 20 -
Some countries have already identified prerequisites. For example, in
North America the US Department of Agriculture Food Safety Inspection
Service required not only HACCP, but also Good Manufacturing Practice
and Sanitation Standard Operation Procedures (SSOPs) (NACMCF, 1997).
Similarly, the Food and Drug Administration required HACCP and the
prerequisite of GMP as a specific requirement for seafood production. As
previously mentioned, UAE currently requires GMP as a prerequisite before
HACCP implementation. Pre-requisite programmes such as GAP (Good
Agricultural Practices), GMP (Good Manufacture Practices) and GHP
(Good Hygiene Practices) must be working effectively within a commodity
system before HACCP is applied. If these pre-requisite programmes are not
functioning effectively then the introduction of HACCP will be complicated,
resulting in convenience, over-documented system.
2.3.1 Good manufacturing practices
A GMP programme may cover NACMCF, (1997):
1. Establishment Design and Facilities:
Codex, (2009) stated that the potential sources of contamination must be
considered when deciding where to locate food establishments, as well as
effectiveness of any reasonable measures that might be taken to protect food.
The structure and location of a processing plant needs to be considered in
relation to the nature of operations and risks associated with them. Food
premises should be designed to minimize possibilities of contamination of
commodity or product.

- 21 -
• Design and layout should permit maintenance, cleaning and disinfection of
the site to minimize airborne contamination.
• All surfaces that come into contact with food should be non toxic, as well
as being easy to maintain and clean in order to prevent any additional
contamination.
• Suitable facilities should exist for temperature and humidity control, when
required.
• Effective measures should exist to prevent access by pests.
2. Control of operation:
Effective control measures should be in place to reduce the risk of
contamination of the commodity or food supply such that it is safe and fit for
purpose:
• Adequate time, temperature or humidity controls
• Food grade packaging
• Potable water supplies
• Maintenance of equipment

- 22 -
3. Maintenance and sanitation:
Procedures and work instructions should exist to demonstrate an
adequate level of maintenance of an establishment as well as efficient
practices for cleaning, waste management, and pest control. Overall, these
operations will support the ongoing control of potential food hazards that
may contaminate food.
4. Personnel hygiene:
Measures need to be in place to ensure that food handlers do not
contaminate food. This objective can be attained by maintaining an
appropriate level of personal cleanliness and following guidelines for
personal hygiene.
5. Transportation:
The method of transportation should be such that measures are taken to
prevent any contamination or deterioration of the commodity. Commodities
or product that need to be transported in certain environments should be
appropriately controlled, e.g. chilled, frozen, or stored under specific
humidity levels. Containers and conveyors used for transporting food need
to be maintained in good condition and be easy to clean. Containers used for
bulk transfer should be designated and marked specifically for food use
only.

- 23 -
6. Training:
Training is intended to modify or develop knowledge, skills and
attitude through learning experience and to achieve effective performance in
activity or range of activities. Although ignorance may be a factor , most
food poisoning incidents are caused by a failure of managers and food
handlers to implement good hygiene practice. Consequently, food becomes
contaminated, pathogenic bacteria are produced with the opportunity to
multiply or they survive inadequate cooking or processing.
All food handlers should be trained in personal hygiene, as well as in
the specific operation with which they are working, to a level commensurate
with their duties. Food handlers should also be supervised by trained
supervisors. An ongoing training programme for food handlers is paramount
to the success of a Food Safety Management System.
7. Product information and consumer awareness:
The end product should be accompanied by adequate information to
ensure that personnel at the next stage in the food chain will handle, store,
process, prepare and display the product safely. Since the consumer may be
responsible for performing the ultimate control measure, the cooking of raw
meat or fish, they should have all the relevant information required to carry
out this step effectively. All batches of food should be easily identified, by a
batch or lot number, to allow traceability of the commodity if required.
In the prerequisite programmes, cleaning and sanitation plays an
important role. When it is in place, HACCP can be more effective because it
can be concentrated on the hazards associated with the food or processing

- 24 -
and not on the processing plant environment. In some situation, it may
reduce number of critical control points in HACCP plans (Marthi, 1999).
2.4. Preparation of HACCP application
The term “prerequisite programmers”, “good manufacturing practice”
and “good hygiene practice “ is used interchangeably in different parts of the
world but have the same meaning. The NACMCF, (1997) defined
prerequisite programmers as (procedures, including good manufacturing
practice (GMP) that address operational conditions, providing the foundation
for the HACCP system.
The NACMCF has recommended establishing a prerequisite program
before the application of the HACCP principles. This program describes the
basic environmental and operating conditions of the process. The principles
should be developed and managed separately from the HACCP plan and
regularly audited to ensure the existence and effectiveness of these
programs.
An essential part for the successful implementation and realization of a
prerequisite program is the education and training of the staff involved. The
employees should learn the skills necessary to make the process successful
and also should be enabled to appreciate the sense and benefit of this
method. This includes precise training activities specific to the product or
process. Therefore, it is recommended to develop a HACCP plan which
includes a variety of different tasks.
The first task describes the assembly of a HACCP team. This team
consists of people with specific expertise concerning to the product or
- 25 -
process. The composition of the group should be multidisciplinary and
incorporate people from various areas involved.
The next task illustrates the product or process itself. This description
should include all general information. A complete specification enables the
team to get a comprehensive picture of the process and consequently they
are able to identify the expectations of the end user or consumer. The final
task includes the development of a flow diagram of the process. This is a
diagrammatic description of the steps of the process. Each step or sequence
requires specific flow chart. The flow diagram could be a easy block-type
diagram (Figure 2.1) or highly complex depending on the extent on the
procedure (Figure 2.2). The HACCP team should carry out an on-site review
of the flow diagram to confirm its suitability and usefulness. If required,
modifications should be implemented and documented respectively. After
completing these preliminary tasks the so called “seven principles of
HACCP” can be applied. These principles demonstrate the establishment,
implementation and maintenance of the HACCP. The principles have
international acceptance and details of this approach have been published by
the Codex Alimentarius Commission (1991) and the NACMCF in (1992).

- 26 -
1. Receiving (Beef)
↓
2.Sorage
↓
3. Grinding
↓
4. Mixing
↓
5. Forming
↓
6. Cooking
↓
7. Freezing
↓
8. Boxing
↓
(Figure 2.1) Flow diagram for the production of frozen cooked beef patries1.
9. Distributing

- 27 -
2.5. Contents of HACCP plan
The system should be a written plan based on the individual operation’s
menu, equipment, facilities, customers and processes (Arduser and Robert,
2005).
A successful HACCP plan will contain the following,
- The Good Manufacturing Practice (GMPs)
- Standard Operation Procedure (SOPs)
- List of HACCP team members.
- List of individual products and their intended uses.
- A flow chart of the individual products through the system.
- Hazard analysis.
- Critical Control Points (CCPs)
- Critical limits (procedures) for each control point.
- CCP monitoring procedures.
- Corrective an actions to be taken if a critical control point infraction
occurs,
- Recording procedures.
- Verification procedures.

- 28 -
2.6 The HACCP principles
Principle 1: Conduct a hazard analysis
To prepare a list of specifying steps where significant hazards can occur
and describe the preventative measures. This require the team to look at all
process steps individually, consider which hazards might occur and how pest
to control them.
After developing the flow diagram the potential hazards with regard to
the biological, chemical or physical risks in the process must be determined.
These hazards could occur at each step of the process from the very
beginning to the end. A potential hazard is included in the list if the
elimination or reduction of this hazard is essential for the safety and quality
of the (product) process. Hence, the HACCP team describes a preventative
measure in order to control each hazard. It is possible, that more than one
preventative measure is necessary to control one specific hazard, and that
more than one hazard could be controlled by a single preventative measure.
Principle 2: Determine the critical control points (CCPs)
Determine the points, procedures and operational steps (critical control
points – CCPs) that can be controlled to eliminate the hazards or minimize
their likelihood of occurrence. At this stage the points that are critical to
product safety are identified. This can be done through judgment and
experience or by using the Codex decision tree (Figure 2.2)
Critical control points have to be identified for each model. They should
guarantee the safety or quality of a product or process. The identification of
these points is very often a point of discussion within companies or

- 29 -
institutions building their own individual HACCP plan. To determine a
suitable number of critical control points might be very complex because too
many points could make the system unmanageable. On the other hand, too
few points would not ensure entirely the safety or quality of the product or
process. An approach to identify critical control points is to use a decision
tree.
A decision tree was published by the codex in 1997 to illustrate the
complex process of decision making to be under taken by the HACCP team.
However, this training tool was not designed to replace the knowledge and
experience of the team, or to be used in a regimented way.
Research shows that over -reliance on this tool is a feature of poorly
constructed HACCP plans with subsequent, compromising food safety. A
"common sense" approach to decision make can be far more effective.
Figure 2.2 shows the codex decision tree, which was designed to facilitate
decision making rather than be used as sole means.
The codex decision tree can be used for training and to support CCP
decision making. It may not be applicable in all situations and is not a
mandatory approach to making CCP decisions.
The determination of a CCP in the HACCP system can be facilitated by
the application of a decision tree, which indicates a logical reasoning
approach. Application of a decision should be flexible, given whether the
operation is for production, slaughter, processing, storage, distribution or
other. This example of a decision tree may not be applicable to all situations,
other approaches may be used.

- 30 -
By applying the HACCP decision tree. (Figure 2.2) the team is able to
define those steps which are critical to the product or process. They can set
targets and the acceptable tolerances for each critical control point and
determine how, when and by whom the critical control point is to be
measured and observed.
In addition, there have to be instructions and procedures for dealing with
deviations from the acceptable tolerance. The monitoring of the critical
control points is carried out by record keeping and continuous
documentation.

- 31 -
Q1 Do control preventive measure(s) exist?
Is control at this step necessary for safety?
Q2 Is the step specifically designed to eliminate or reduce the
likely occurrence of a hazard to an acceptable level?
Q3 Could contamination with identified hazard(s) occur in excess of acceptable
level(s) or could this increase to an unacceptable level(s)?
Q4 Will a subsequent step eliminate identified hazard(s) or reduce the likely
occurrence to an acceptable level?
Figure (2.2): The HACCP decision tree (CAC. 1997).
Yes No
No Not a ccp Stop
Modify step, process or product
Yes
Yes
No
Yes
Yes No
No
Stop
Not a ccp
Critical Control Point
Not a ccp
Stop

- 32 -
Principle 3: Establish critical limit(s)
To establish target levels and tolerances which must be met to ensure
the CCP is under Control.
Target levels and tolerances describe the difference between safe and
unsafe products or processes at a critical control point. They determine the
acceptable maximum and minimum of each level. Each critical control point
of the sequence will have one or more control measures. These control
measures should prevent, eliminate or reduce the potential hazards, and each
of these control measures has one or more associated critical limits. These
limits must be measurable and scientifically based.
Establish critical limits must be specified and validated for each CCP. In
some cases, more than one critical limit will be elaborated at a particular
step. Where HACCP guidance developed by experts has been used to
establish the critical limits, care should be taken to ensure that limits fully
applied to specific operation, product or groups under consideration (Codex,
2009).
Principle 4: Establish a system to monitor control of the CCP
To establish a monitoring system to ensure control of the CCP by
scheduled testing or observation.
Monitoring is the scheduled measurements or observation of a CCP
relative to its critical limits. The monitoring procedures must be able to
detect loss of control at the CCP. Further, monitoring should ideally provide
this information in time to make adjustments to ensure control of the process
to prevent violating the critical limits (Codex, 2009).

- 33 -
The regular and effective monitoring of a sequence is very extremely and
necessary. The establishment of this tool includes the answer of the
questions what, why, how, where, who and when have to be monitored and
observed. The question “what is monitoring” elucidates that monitoring is an
action. It is not something that is set up, turned on and then ignored. It is a
continuously ongoing procedure. The question “why monitoring” includes
not only the collection of data and information of the process. Monitoring
includes observation and measurement. It also includes the fast and
appropriate reaction to a possible deviation. Observation leads to qualitative
indices and measurement leads to quantitative indices. It depends on the
established critical limit which index is the most suitable. By applying the
question “where do we monitor” the team should consider where it is ideal
to monitor with minimal or without interruption of the production flow.
Personnel who monitor must be trained in the monitoring process for which
they are responsible. They must have a full understanding of the purpose and
importance of monitoring. In addition, they must be unbiased in monitoring
and reporting. Moreover, it is essential that the management responsible has
confidence in the employees who are responsible for the monitoring process.
Lastly, regarding the question “when do we monitor” also the question
includes “how often”. As mentioned above, monitoring is a continuous
process; therefore a permanent monitoring must be implemented. The
frequency of monitoring can be handled differently depending on the
amount of acceptable risk.

- 34 -
Principle 5: Establish the corrective action to be taken when monitoring
indicates that a CCP is not under control.
The HACCP system is developed to discover potential hazards in a
process and to set up strategies to prevent reduce or eliminate their
occurrence. A corrective action is necessary and should include guidance on
how to identify and correct the cause of noncompliance, how to determine
the disposition of the noncompliant product and how to record the corrective
actions that have been taken. These specific corrective actions should be
developed in advance for each critical control point. The responsibilities
must be distributed and every person involved in the process as well as in
the corrective action should be properly informed.
Specific corrective actions must be developed for each CCP in the
HACCP system in order to deal with deviations when they occur. The
actions must ensure that the CCP has been brought under control. Actions
taken must also include proper disposition procedures and must be
documented in the HACCP record-keeping (Codex,2009) .
Principle 6: Establish procedures for verification, including supplementary
tests and procedures to confirm that HACCP is working effectively.
Verification and auditing methods, procedures and test, including random
sampling and analysis, can be used to determine if the HACCP system is
working correctly. The frequency of verification should be sufficient to
confirm that the HACCP system is working effectively.

- 35 -
Verification describes activities that determine the validity of the HACCP
plan and the operation procedures. Apart from monitoring, processes like
auditing are essential. They should be established during the process of
designing and implementing the HACCP plan. Such activities could be the
review of the HACCP system, its records and deviations. Further it can
include procedures to observe if critical control points are under control and
also examine the validation of the established targets and tolerances. The
verification activities are screened by individual unbiased experts within a
company, an institution, third party experts or regulatory agencies.
Principle 7: Establish documentation concerning all procedures and records
appropriate to these principles and their application.
The overall success of the application of the HACCP system strongly
depends on the efficient and accurate record keeping. A careful and precise
documentation demonstrates that the system is under control. The
documentation covers the entire HACCP plan including all points mentioned
in the other principles and should include a summary of the hazard analysis
with the description of the potential hazards and the resulting control
measures.
2.7. Development and implementation of HACCP
Prior to the introduction of HACCP, it was common for business to
test the safety of their products via "end-product testing", namely the
measurement of physical properties, chemical analysis and microbiological
testing in a sample of the finished product. However, a number of limitations
were recognized with this approach :( Taylor et al., 2012)

- 36 -
- Cost: The number of samples, personnel involved and laboratory costs are
high if adequate sampling plans are followed. Also, the cost of products
"lost” to testing can be significant.
- Retrospective: The food is already manufactured with limited opportunities
to recover costs through re-work, etc.
-Time: It can take several days before results are available and in many cases
the food is consumed or sold before results are obtained.
-Unreliable: The chances of finding a hazard are variable, but most often
they are very low. False positives and false negatives are common.
- False sense of security: The hard work of sampling and testing can give a
sensation of "being in control" and create a strong but false sense of security.
- Technical requirements: It requires technical abilities to design statistically
valid sampling plans, follow sampling procedures and interpret results.
One of the major problems with end-product testing is that the number,
size and nature of the samples taken for analysis greatly influence the results
of testing. In some instances it is possible for the analytical sample to be
truly representative of the lot that is sampled. This applies to liquids such as
milk and water where the contents are homogenous. However, in cases of
lots or batches of solid food this is not the case, and a food lot may easily
consist of units with wide differences in microbiological contaminants. Even
within the individual unit (i.e. a retail pack) the hazard (i.e. the presence of
pathogen) can be very unevenly distributed, and the probability of detecting
it may be very low.

- 37 -
This is one of the reasons why a new approach was needed by NASA.
They were not willing to accept the low levels of probability in assuring
safety derived from end -product testing.
One of the main benefits of the HACCP methodology is that it is a
proactive, preventive approach to managing risks within food businesses.
Control is taken out of the laboratory and into food system. HACCP moves
away from testing the final product and instead emphasizes the importance
of controlling significant hazards throughout the food production system.
Modern food safety management includes the development and
implementation of a risk - based preventative system to control specific
significant hazards (i.e. HACCP). However, to be effective this must be
based on a firm foundation of food safety controls that ensure the continual
mitigation of general food safety hazards (Taylor et al., 2012).
Today, the Hazard Analysis and Critical Control Points, initially
implemented in the food industry is a well known and widely accepted
management system. HACCP was developed in 1959 by the Pillsbury
Company in cooperation with the National Aeronautics and Space Agency
(NASA), the Natick Laboratories of the U.S. Army and the U.S. Air Force
Space Laboratory Project Group. The aim was to develop a microbiological
safety system for food consumed by the astronauts (Codex Alimentarius
Commission, 1997).
At this time, most food safety systems were based on “snapshot”
inspection and end product testing. This testing could not assure a 100%
safety of the product. Consequently, there was a need for a new method – a

- 38 -
preventive system- to guarantee safe food. The successful development of
the HACCP system presented a totally new approach in quality assurance.
The development of such system was of considerable importance since
every contamination would lead either to a space mission failure or a
catastrophe (Mortimore and Wallance, 1998). The new approach, the
HACCP, was developed on the basis of an engineering system: Failure,
Mode, and Effect Analysis (FMEA). The system analyses which crucial
points in a process could potentially go wrong (Lambiri. et. al, 1995).
In 1971, the National Conference on Food Protection (U.S. Dept.
HEW, 1972) presented the HACCP system to the public, and in the same
year the Pillsbury Company implemented the method in their company.
After, this convention the Food and Drug Administration (FDA) offered
Pillsbury Company a contract to conduct classes for FDA personnel on this
method. In addition, the ICMSF recommended the HACCP to the food
industry (Eisenberg et al., 1975).
In 1985, the implementation of HACCP was officially recommended
by the National Academy of Science (NAS) (Hedberg et al., 1992). Later
the NAS advised the foundation of an institution, the National Advisory
Committee on Microbiological Criteria for Foods (NACMCF) (NACMCF,
1992 ( which should guarantee a continuous improvement and development
of the system beyond the microbiological risk analysis. Further, the Codex
Alimentarius Commission, founded in the 1960s by the Food and
Agricultural Organization (FAO) and the World Health Organization
(WHO) described the “seven principles of the HACCP” taking into
consideration the developments over the last 20 years (Majewski, 1992).

- 39 -
Since then, the HACCP has been further advanced and modified by
different reviews in 1992, 1995 and 1997 by the NACMCF. The committee
made the principles concise. They revised and added definitions and also
included a section on prerequisite programmers, education and training, as
well as on implementation and maintenance of the HACCP plan. In addition,
they provided a more detailed application of the HACCP principles and also
a decision tree for identification of the critical control points (CCP).
Furthermore, the FAO/WHO in 1998 established guidelines for the
regulatory assessment of HACCP and the WHO included these guidelines in
their recommendation ensuring the supply of safe water (Lufthansa, 2005).
Implementing HACCP requires careful preparation of the workforce and
effective management. Depending on the maturity of the operation this may
be a straightforward implementation of the HACCP requirement or may
require a culture change, e.g. to include more fundamental prerequisite
requirements.
The implementation stage is where the HACCP plans are handed over
from the HACCP team that has worked on the development process, to the
operations personnel who will manage the CCPs on a day-to-day basis.
Training for personnel who will monitor CCPs and take corrective action is
essential, and HACCP awareness training for the operations workforce is
advisable. HACCP monitoring personnel need to understand the monitoring
procedures and frequency, as well as, who to record results and when
corrective action must be taken.

- 40 -
Implementation does need to be carefully planned, with responsibility
for the various actions given to appropriate people. Large, more complex
businesses will need detailed discussion with key people, whereas smaller
businesses may find implementation more straightforward, as the key people
may already have been involved in the development of HACCP plans.
The implementation of a HACCP according to the original Codex
sequence involve a 12- step approach. This 12 step include the five steps
shown under " Preliminary Procedures" in Figure 2.3 and the seven steps
required for principles one to seven in the Figure. Each step is explained
below (Taylor et al., 2012).

- 41 -
requisite Programmes-Pre
↓
Preliminary Procedures: Assemble team, describe
product, identify intend use, construct flow diagram,
confirm flow diagram
↓
Principle one
Conduct a hazard analysis
↓
Principal tow
Determine critical control points
Principle three
limits Establish critical
↓
Principle four
Establish monitoring system
↓
Principle five
Establish corrective action
↓
Principle six
Establish verification
↓
Principle seven
keeping-Establish documentation and record
Figure (2.3): HACCP Logic Sequence adapted from (Taylor et al., 2012).

- 42 -
Step 1: Assembling the HACCP team
Assembling the HACCP team (Codex, 2009): The food operation
should ensure that the appropriate product specific knowledge and expertise
is available for the development of an effective HACCP plan. Optimally,
this may be accomplished by assembling a multidisciplinary team.
Step 2: Describe product
A full description of the product should be drawn up, including
relevant safety information such as: Composition, physical, chemical
structure (including aw, PH, etc), microcidal / static treatments (heat-
treatment, freezing), (Codex, 2009).
Step 3: Identify intended use
Identify intended use (Codex, 2009):The intended use should be
based on the expected uses of the product by the end user or consumers. In
specific cases, vulnerable groups of the production, e.g. institutional feeding,
may have to be considered.
Step 4: Construction a flow diagram
The flow diagram should be constructed by the HACCP team and
should cover all steps in the operation for specific product. The same flow
diagram may be used for a number of products that are manufactured using
similar processing steps.

- 43 -
Step 5: On- site flow diagram
On- site confirmation of a flow diagram (Codex, 2009): Step must be
taken to confirm the processing operation against the flow diagram during
all the stages and hours of operation and amend the flow diagram where
appropriate. The confirmation of the flow diagram should be performed by a
person or persons with sufficient knowledge of the operation
Step 6: Coduct a hazard analysis
The term " hazard analysis" was initially used within HACCP to
describe the process of identifying hazards and assessing risk. The term was
later expanded to company control measures for each hazard identified. This
step could therefore, be more accurately described as :" identified
significant hazards and control measures ". The HACCP team should list all
of the hazards that may be reasonably expected to occur each step according
to the scope and then identify which hazards are of such a nature that their
elimination or reduction to acceptable levels is essential to the product of a
safe food ( Codex, 2009).
Consideration should be given to what control measures, if any exist, can
be applied to each hazard. More than one control measure may be required
to control a specific hazard(s) and more than one hazard may be controlled
by a specific control measure (Codex, 2009).
In conducting the hazard analysis, wherever possible, the following should
be including:
1- The likely occurrence of hazards and severity of their adverse health
effects,

- 44 -
2- The qualitative and/or quantitative evaluation of the presence of hazards,
and
3- The survival or multiplication of micro-organisms of concern and the
production or persistence in foods of toxins, chemicals or physical agent (
Codex, 2009).
Step 7: Determine critical control points
There may be more than one CCP at which control is applied to
address the same hazard. If a hazard has been identified at a step where
control is necessary for safety, and no control measure exists at this step, or
any often, then the product or process should be modified at that step, or at
any earlier or later stage, to include a control measure.
There are often discussions as to whether there are CCPs in the
primary productions of foods that are later to be cooked and made safe by
the consumer. HACCP should look at in the context of the operational
process, for examples CCPs are identified that if not controlled would results
in an unacceptable level of contamination entering the supply chain.
The determination of a CCP in the HACCP system can be facilitated
by the application of a decision tree, which indicates a logical reasoning
approach. Application of a decision tree should be flexible, given whether
the operation is for production, slaughter, processing, storage, distribution or
other. This example of a decision tree may not be applicable to all situations
other approach may be used (Codex, 2009)

- 45 -
Step 8: Establish critical limits
Critical limits must be specified and validated for each CCP. In some
cases, more than one critical limit will be elaborated at a particular step.
Where HACCP guidance developed by experts has been used to establish
the critical limits, care should be taken to ensure that these limits fully apply
to specific operation, product or groups of product under consideration
(Codex, 2009).
Critical limits must be measured in real time. this means that most
microbiological testing will not be an appropriate parameter (at least until
rapid and sufficiently cost-effective methods of detection exist). The critical
limits to be monitoring the control of pathogens therefore usually relate to
operational practice, e.g. cooking times and temperatures.
Step 9: Developing monitoring systems
Monitoring is the scheduled measurement or observation of a CCP
relative to its critical limits; the monitoring procedures must be able to detect
loss of control at the CCP. Future, monitoring should ideally provide this
information in time to make adjustments to ensure control of the process to
prevent violating the critical limits (Codex, 2009).
Step 10: Developing corrective actions
Specific corrective actions must be developed for each CCP in the
HACCP system in order to deal with deviations when they occur. The
actions must ensure that the CCP has been brought under control. Actions
taken must also include proper disposition of the affected product.

- 46 -
Deviation and product disposition procedures must be documented in the
HACCP record-keeping.
Step 11: Establish procedure for verification
Verification and auditing methods, procedures and test, including
random sampling and analysis, can be used to determine if HACCP system
is working correctly. The frequency of verification should be sufficient to
confirm that the HACCP system working effectively.
Step 12: Documentation and record-keeping
Efficient and accurate record-keeping is essential to the application
of an HACCP system. HACCP procedures should be documented.
Documentation and record-keeping should be appropriate to the nature and
size of the operation and sufficient to assist the business to verify that the
HACCP controls are in place and being maintained.
Documentation and record-keeping is the last step in the HACCP
development process. By now the team should have an effective HACCP
system that, if applied and implemented correctly, will manage food safety.
However, this is not the end of the line for HACCP team. The team should
still meet on a regular basis to assess and review the HACCP plan(s).
The management of any HACCP system it will require continuous
improvement. The HACCP system must be kept up date.( Taylor et. al.,
2012).

- 47 -
According (Taylor et. al., 2012) the There are many potential triggers for a
HACCP study and system update, including:
- The introduction of new products or ingredients.
-The adoption of new or amended processes.
-The installation of new equipment.
- News about emerging pathogens.

- 48 -
Figure (2.4) logical sequence for the application of HACCP (FAO and
WHO, 2004, P.42)

- 49 -
Steps in implementing a HACCP plan (adapted from Mortimore and Wallace,1998)
↓
Step 1: Determine the approach to implementation
Step 2: Agree activities and timetable
Step 3:
Training Step 4: Set up monitoring systems
Step 5: Complete modifications and prerequisites
Step 6: Confirm monitoring system in place
Step 7: Confirm implementation actions complete-review and audit
Corrective Action

- 50 -
Figure (2.5). Steps in implementing a HACCP plan adapted from
(Mortimore and Wallace, 1998).
Step1: Determine the approach to implementation
The two approaches to implementing HACCP plans are to use a
phased approach, doing a bit at a time, or to implement everything at once.
Most companies choose to phase the implementation of HACCP to make
sure that each part works smoothly before moving on to the next.
Step2: Agree activities and timetable
It is helpful to construct a detailed activity list that can be ticked off as
each task is completed. This can include details of whom is responsible and
deadlines to make an implementation timetable. The main implementation
activities will be setting up monitoring systems and training personnel.
Step3: Training
All staff in the operation will need some awareness training about the
HACCP system and food safety requirements. Personnel who carry out
monitoring and corrective action will need more detailed training about their
roles. Specifically, they will need to understand the monitoring procedure
(i.e. exactly what they have to do), the frequency, where they should record
results and what to do if the results show that the CCP is out of control, i.e.
there is a deviation. Training can be done by HACCP team members or
managers who have been involved in the HACCP process. Alternatively,
external training support may be sought.

- 51 -
Step 4: Set up monitoring systems
Setting up monitoring systems involves getting all the required
equipments and facilities together in the right place for monitoring to occur.
This might mean purchasing extra equipments such as temperature probes,
as well as providing written/pictorial instructions and appropriate forms to
record the results. If you already have work record sheets in the processing
area, it is normally easiest to amend these to add in the CCP monitoring
requirements rather than developing new record sheets.
Step 5: Complete modifications and prerequisites
This simply requires each responsible person to complete their
actions so that the list can be ticked off.
Step 6: Confirm monitoring systems in place
Once the systems have been set up and the monitoring personnel
trained, this is just a check to make sure the monitoring requirements are
satisfactory.
Step 7: Confirm implementation actions complete – review and audit
The act of implementing HACCP is when the monitoring of CCPs
starts, with recording of results and corrective actions for any deviations. It
is a excellent idea to carry out a review or mini-audit in the first few days of
implementation to confirm that everything is working as planned. In this
way, any practical problems with the system can be quickly rectified, e.g. by
additional training or amending procedures and record sheets.

- 52 -
2.8 Areas of application of HACCP in the food industry
The HACCP has been successfully implemented in different areas in
the food industry, for several years and became a extremely powerful tool in
food control. The control of a process is based on prevention. This approach
differs from the traditional regulatory measure of food control (Lambiri et
al., 1995) ,which was based, on the observation and testing of samples. It
was more a “snapshot” inspection and end product testing. The control of the
food took part at the end of the production chain; consequently the
procedure of troubleshooting was always retrospective.
This system provided little health protection, particularly regarding
contamination (Codex Alimentarius Commission, 1997). The HACCP
method describes a preventative approach which helps to identify potential
hazards before they occur. It is possible to use this system as a method of
food safety assurance. The method is able to guarantee a safe processing-line
from “farm to fork” in the production of a product. The resources necessary
can be concentrated on the critical control points rather than being spread
across the whole process. An increase of effectiveness is only possible
through training and education of the staff. This training strategy differs
from the traditional approach where only parts of the staff were involved.
The HACCP system requires the entire staff at all levels to be coached. This
strategy represents a new approach for the staff not only to react in case of a
hazard but to prevent a hazard. This involves a broader view in the
identification of problems in the production or process-line regarding the
potential risks. Evaluating the whole concept of HACCP, Mortimore and
Wallance, ( 1998) , described the technique as flexible and possible to apply

- 53 -
in a variety of areas such as product quality, work practices and also to
products outside the food industry. Primarily used in the traditional food
industry, different sectors within this industry have started to implement this
management system, such as catering services.
2.9. HACCP benefits
HACCP is a proven system which, if properly applied, will give
confidence that food safety is being managed effectively. It will enable you
to focus on product safety as the top priority, and allow for planning to
prevent things going wrong, rather than waiting for problems to occur before
deciding how to control them.
Because HACCP is recognized, effective methods, it will your customers
confidence in the safety of your operation and will indicate that you are a
professional company that takes its responsibilities seriously. HACCP will
support you in demonstrating this under the food safety and food hygiene
legislation, and in many countries, it is a legislative requirement.
When implement a HACCP system, personnel from different disciplines
across the company need to be involved, and this ensure that everyone has
the same fundamental objective to produce safe food. This is often
otherwise difficult to achieve in the real world where there is constant
pressure from a number of different areas, e.g. customer/ commercial
pressures, brand development, profitability, new product development,
health safety, environment/ green issues, head count restriction, etc.
The primary area where HACCP will help is in processing of safe
food. It helps people to make informed judgments on safety matters and

- 54 -
removes bias, ensuring that the right personnel with the right training and
experience are making decisions. As HACCP is a universal system, it can be
passed on to your suppliers to assist in assuring raw material safety, and will
also help to demonstrate effective food safety, and will also help to
demonstrate effective food safety management through documented
evidence, which can be, used in the event of litigation.
HACCP is the most effective method of maximizing products safety. it
is a cost- effective system that targets resource to critical areas of
processing, and in doing so reduces the risk of manufacturing and selling
unsafe products. Users of HACCP will almost certainly find that there are
additional benefits in the area of product quality. This is primarily due to
increased awareness of hazards in general and the participation of people
from all areas of operation.
2.10. Drawbacks of HACCP
If HACCP is not properly applied, then it may not result in an effective
control system. This may be due to improperly trained or untrained
personnel not following the principles correctly; it may be that the outcome
of the HACCP study is not implementing system fails through lacks of
maintenance, e.g. if a ccompany implements a system and stop there, paying
little or no heed to changes that occur in the operation, then new hazards
may be missed. The effectiveness may also be lost if company carries out
the hazard analysis and then tries to make its findings fit with existing
control. As our will see HACCP is a compatible with existing quality
manage- met systems, but you must ensure the product safety is always

- 55 -
given priority and that HACCP findings are not changed because they differ
from existing operation limits.
Other problems may rise if HACCP is carried out by only one person,
rather than a multidisciplinary team, or where it is done the corporate level
with little or no input from the processing facility. Some critics may say that
HACCP is too narrow in that it focuses only on food safety; others say that it
should only be used for microbiological safety. HACCP was designed for
food safety, and as our have outlined, safety should always come first, but
the HACCP can be applied beyond food safety, but the key issue is to make
sure you don't try to do too much at once and end up either with a
complicated system which is difficult to control, or with a system that covers
many areas but lacks depth in each individual issue. So it is better apply the
principles to each area separately, and then link together the management
systems.
2.11. Teamwork
"Take my people away, but leave my factories, and soon grass will grow
on the factory floors. Take my factories away, but leave my people, and
soon we will have a new and better factory." (Carnegie, 2001).
The success of a HACCP is dependent upon both people and facilities.
Management and employees must be properly motivated and trained if a
HACCP program is successfully to reduce the risk of food-borne illness.
Education and training in the principles of food safety and management
commitment to the implementation of a HACCP system are critical and must
be continuously reinforced (Arduser and Robert, 2005).

- 56 -
A team is a small number of people with complementary skills who are
committed to a common purpose, performance goals, and approach for
which they are mutually accountable (Proehl, 1997).
Although interest in work groups began in the 1920s, the use of the
word a team as applied to work groups was not widely used until the 1970s
Ingram and Desombre, (1999). The literature shows a lot of publications on
team approach as per the data quoted from CSA Illumine database (Table 2.
1) on 08 April 2008:
Table (2.1): publications on a team approach (the data quoted from CSA
Illumine database on 08 April 2008)
Published
works
Journals Peer-
reviewed
Conferences Books Scholars Web
sites
60013 37308 13313 3469 3044 8101 67
2.12. Rules for effective teamwork
There are many models/ theories for teamwork, and this is just one of
the models which have set some rules for teamwork in order to be effective:
- Identify a leader.
- Meet regularly.
- Respect others: agree to disagree.
- Listen to one another.

- 57 -
- Be open to constructive criticism.
- Be honest.
- Know respective abilities and limitations.
- Understand respective roles and responsibilities (Bilchik, 1998).
There is evidence that, work teams can help to address increasingly
complex problems and that they are being used as a primary strategy for
continuous improvement Ingram and Decomber, )1999); See Figure 2.5
Figure(2.6): Four benefits of team working (Ingram and Decomber, 1999)
Recognizing that, teams often serve a variety of constituents, many
models in the organizational literature propose a multifaceted approach to
team effectiveness, capturing features of healthy internal functioning such as
team process, conflict, communication, or motivation and indicators of team
- 58 -
effectiveness gathered from sources external to the team including customer
satisfaction, innovation, market share, or external reputation (Tyran and
Gibson, 2008).
The data of the research done by (Higgs et. al., 2005) which was
designed to explore the interrelationship between team diversity and task
complexity in terms of its impact on performance, does support the
hypotheses that diversity is beneficial in teams with high complex tasks and
detrimental in teams with less complex tasks.
Bringing a cross-functional perspective to organizational problems
helps build understanding, problem-solving capabilities, coordination,
communication and, ultimately, improved quality and productivity (Proehl,
1997).
2.13. HACCP and teamwork
2.13.1. Complexity of the production process
Food production processes differ in many ways e.g. the number of
process steps, specificity of production processes, and the heterogeneity of
raw materials due to seasonal harvesting and natural variation. This diversity
is called complexity of the production process. The complexity causes
variation during manufacturing, which makes demands on quality
management to control food production quality (Spiegel et al., 2003).
Additionally, operation and design of the production processes differ.
For example, the ratio between batch and continuous processes affect quality
management activities. Besides, the number of closed and open processes
differ which affect risks and actions during production. Automatic and

- 59 -
manual operations also influence risks, speed and actions of the production
process. Therefore, complexity of the production process is expected to
affect performance of quality management and/or production quality. The
diversity of food production processes may explain why food quality
systems differ in the realized production quality (Spiegel et al., 2003).
HACCP is focused on the primary process and aims to assure the
production of safe food products by identifying and controlling the critical
production steps (Spiegel et al., 2003).
However, the relation between Quality and food safety systems in
such multifaceted working environment, they are combined or integrated to
assure more aspects of food quality. For example, HACCP and ISO are
combined to take technological and management measures for assuring food
safety and food quality (Spiegel et al., 2003). The new ISO norm, especially,
with requirements for food safety could be helpful for the application of
HACCP (Spiegel et. al., 2003).
2.13.2 HACCP team as a requirement
The team-based approach to problem solving, with involvement
across the whole organization, is an explicit part of the HACCP system
irrespective of company size. This approach, of utilizing fully the human
resources across the company to develop solutions through teams, can offer
a powerful guide to future action in other areas of the business operation
(Taylor, 2001).

- 60 -
HACCP team; the group of people who are responsible for
developing, implementing and maintaining the HACCP system (NACMCF,
1997).
A HACCP team should include operations supervisors and line
operators, quality control staff, and persons from departments such as
purchasing, receiving, and distribution (Corlette, 1998). Further HACCP is a
team approach that involves all members of staff in food safety (Mitchell,
1992).
2.13.3 The HACCP team
The HACCP system relies on a team approach to the management of
food safety.whilst this was once quite a revolutionary concept. It is now
commonplace in most industrial context.
However, using teams of people rather than individuals is still seen as
a high cost activity within the food industry with few, if any benefits. Thus,
the first step to achieving HACCP often becomes the first stumbling block.
Many companies expect technical staff to design and implement
HACCP or use external consultants to do so. From a theoretical perspective
this will not produce an effective system; there is increasing practical
evidence that support this.
There are a number of reasons why team work is necessary to achieve
HACCP, (Taylor, et al., 2012)
1. A key requirement for HACCP is the understanding that it will be a
"journey" that it will require the commitment of the entire workforce.
Everyone in the organization will need to understand the part they play in

- 61 -
achieving safe food and they all must become engaged in the process. this
involvement is best gained through the active participation of as many
people as possible in the HACCP system development.
2. HACCP requires detail, systematic study of all parts of a food operation;
it is unlikely that, except in very small business, any one person has all this
information. The more complex the operation, the less likely this becomes.
3. Whilst technical staff may be relied upon to identify many significant
hazards it is the production workers who contribute most to identify
appropriate controls; they have the experience to know what will work in
practice.
It is important that HACCP is not carried out by one person alone but
is that result of a multi-disciplinary team effort-the HACCP team. It is
recommended that HACCP team consists of experts (“experts” meaning
having knowledge and expertise) from the following area:
1- Quality Assurance/Technical-providing expertise in microbiological,
chemical and physical hazards, and understanding of the risks, and
knowledge of measures that can be taken to control of hazards.
2- Operation or Production- the person who has responsibility for a detailed
knowledge of the day-to-day operational activities required in order to
produce the product.
3- Engineering- able to provide a working knowledge of process equipment
and environment with respect by hygienic design and process capability.

- 62 -
4- Additional expertise-may be provided both from within the company and
from external consultancies. The following areas should be considered:
- Supplier Quality Assurance – essential in providing details of supplier
activities and in assessment of hazard and risk associated with raw materials.
The person responsible for auditing suppliers will have aboard knowledge of
best practicing gained through observing a wide range of manufacturing
operations.
- Research and development-if the company is one where new products and
process development is a continuous activity, then input from this area will
be essential.
- Distribution – for expert knowledge of storage and handling throughout
the distribution chain. This is particularly important if distribution condition,
e.g. strict temperature control, is essential to product safety.
- Purchasing – could be useful in accompany involved in purchasing
factored goods for on word sake or in a food services operation, or where
technical and purchasing personnel will mean that they are made fully aware
of the risk associated with particular products or raw materials and can assist
with early recommendation of a proposed change in supplier.
2.13.4 HACCP team size
Within the HACCP team itself, consideration the range of disciplines
required. In smaller companies, the same person may be responsible for both
QA and operations. In terms of team size, four to six people are a good
range. This is small enough for communication not to be a problem, but
large enough to be designate specific tasks.
- 63 -
In a large organization, three may be more than one HACCP team. It
was stressed earlier that the members of the team must have a good working
knowledge of what actually happens in practice. In large companies the
“experts” and senior people in the three main disciplines of QA, production
and engineering may not be closed enough to the operation. It may then be
more effective to have a serious of smaller department factory teams, still
make up of the three main disciplines but at least senior level. The
departmental teams there carry out the HACCP study for their own areas
and, when satisfied with the resulting HACCP plan, pass it up to a more
senior level for approval. This ensures that the true working knowledge of
activities is captured and subsequently reviewed by appropriate experts in
each area.
The number of people needed in addition to HACCP team will, be
dependent upon the type of operation and number of controls that needed to
be monitored. There should always be a sufficient number of people to
ensure that the critical points are monitored effectively, and that records are
reviewed.
A HACCP team is critical for the development of the HACCP plan
and for the implementation of the HACCP system in the company (Corlette,
1998).
The HACCP plan implementation is generally vested upon the efforts
of a team in an establishment rather than on the commitment of a single
individual (Asania and Zamora, 2005).
- 64 -
Colette (1998) , stresses in his book 'HACCP User's Manual' that the
first task in developing a HACCP plan is to assemble HACCP team
consisting of individuals who have specific knowledge and expertise
appropriate to the product and process.
Assemble HACCP team is the first recommended step in the logic
sequence (see Figure 2.6) for application of HACCP format recommended
by Codex Alimentarius Commission (CAC). The Codex Alimentarius
Commission implements the Joint FAO/WHO Food Standards Programme,
the purpose of which is to protect the health of consumers and to ensure fair
practices in the food trade. The Codex Alimentarius (Latin, meaning Food
Law or Code) is a collection of internationally adopted food standards
presented in a uniform manner CAC, (1999).
Most HACCP initiatives start with the appointment of a HACCP team
and HACCP team leader. HACCP is best done as a team (five or six people
at the maximum) the HACCP team needs to be multi-functional and have
the knowledge that has depth and breadth across the enterprise (Mayes and
Mortimore, 2003).
In building a food safety management system, the U.S. Food and Drug
Administration has initially recommended in its proposed manual to
assemble HACCP team, use of this manual is most effective when a team
approach is used (USFDA, 2006).
However, on the basis of all guidance we come to a conclusion that, to
have a successful HACCP you need to have a multidisciplinary and inter-
hierarchical team.

- 65 -
The literature shows a lot of work has been on the team in general but
little was done about "HACCP team" as a keyword being part of the title and
as discounted using Scopus database, below (Table2.2) is the result:
Table (2.2): Number of articles mentioning HACCP team (Scopus Database,
2008)
No. of articles in hazard analysis and critical control point 3621
No. of articles mentioning HACCP 3044
No. of articles mentioning team in title 21,594
Articles with hazard analysis and critical control point team 141
No. of articles mentioning HACCP team 55
No. of articles with HACCP team in title. one article
There is just one article investigating HACCP team structure by having
it in its title and nothing of the sort has ever studied the issue in-depth to
discover the multidisciplinary and inter-hierarchical basis of the team.
However, whatever is published in this area seems to be on HACCP
implementation generally.
Nevertheless, the only approach which shares a good deal of the
sought information is 'Barriers of HACCP team members to guideline
adherence' by (Asania and Zamora, 2005) in which the authors assure the
success of their study by interviewing or questioning ideal HACCP team
members, mentioning in their results that the survey respondents belonged to
- 66 -
HACCP teams comprising of 4–10 members representing various work
divisions in their companies. Ideally, HACCP team members should be
multidisciplinary consisting of individuals who have the appropriate
technical skills and expertise about the product and its processes (Asania and
Zamora, 2005).
The research method used for the above study was using a
questionnaire designed basically on the developed cognitive-behavior barrier
model to HACCP principle adherence. The HACCP team members were
individually asked to respond to the questionnaire using the face-to-face
narrative interview technique (Asania and Zamora, 2005). Here are some
points regarding their findings:
The study establishes the need for food processor management to
understand that teams must be multidisciplinary to ensure guideline
adherence.
There was some sort of resentment and unsatisfactory reaction to the
teams interrogated who were not diverse, we find that in the section of
HACCP team profile saying " The apparent inappropriate constitution of the
meat HACCP teams may have been mainly based on the decision of their
respective managements" and by saying " The sect oral skewdness of the
group composition for the HACCP teams for meat processors lends itself to
a limited perspective and lack of technical expertise to all significant aspects
of the product and its processes that might be pertinent to the HACCP plans"
(Asania and Zamora, 2005).

- 67 -
On the other hand the study supports the beverage team saying "The
memberships of the beverage HACCP teams were more appropriately
assembled as multidisciplinary groups. The respondents from HACCP teams
of the beverage industries were from various disciplines including personnel
from: the research and development, production, quality control and, sales
and marketing. The multidisciplinary membership of the beverage HACCP
teams might not be again based on the critical view of the responsible
management on the appropriate constitution of the teams but rather more as
a consequence of the diminutive nature of the company (Asania and Zamora,
2005).
In their recommendation, they go by saying "It is evident that the
management responsible for the HACCP team membership needs to fully
appreciate the fundamental concept of the group to be multidisciplinary".
The research does not study the HACCP team structure in-depth as it is
not its objective. The research serves its purpose and its goal of discovering
the barriers hindering HACCP team to adhere with the guidelines but it does
not go further with the study that this paper is all about (Asania and Zamora,
2005).
2.14 Multidisciplinary team
The food operation should assure that the appropriate product
knowledge and expertise is available for the development of an effective
HACCP plan (CAC, 2003). Optimally, this may be accomplished by
assembling a multidisciplinary team (CAC, 2003).

- 68 -
The successful application of HACCP requires the full commitment and
involvement of management and the work force. It also requires a
multidisciplinary approach; this multidisciplinary approach should include,
when appropriate, expertise in agronomy, veterinary health, production,
microbiology, medicine, public health, food technology, environmental
health, chemistry and engineering (CAC, 2003).
The team should at least have representation from all areas of the
operation that will be involved in the implementation process. This includes,
but is not limited to, the owner, the managers, chefs, cooks, dishwashers,
waiting staff, and other individuals who might be actively involved in the
preparation and service of the food (USFDA, 2006).
A multidisciplinary team arises from grouping together people of
different disciplines who belong to a same organization and who have to
collaborate with each other in order to respond to the needs of previously
selected customers (Freyens and Martin, 2007).
Cross-functional teams (CFTs), also known as multidisciplinary teams
(Lichtenstein, 2004), are being hailed as the cure for companies; the chief
benefit of CFTs is that they provide a manageable way to bring together
diverse resources for a project (Webber, 2002).
Working in a multidisciplinary team therefore puts various areas of
knowledge into contrast; it generates new types of behavior, creativity, risk
sharing (Freyens et. al., 2007).
In general literature, an article has been written to discover how a
multidisciplinary team approach can improve safety practices of entreat

- 69 -
feeding preparation by Gibbons et al.,( 2006). Even though the article might
have no direct link to study in hand, but it does support the approach in
general and, as a result, the main finding here is that a multidisciplinary team
approach is recommended to promote safe administration of entreat feeding.
Under the subheading of HACCP team formation and training the
author (Surak and Wlison, 2007) declares: effective companywide
implementation of HACCP is a multidisciplinary task that requires an effort
equal to that supporting any significant organizational change or
improvement initiative.
Another says HACCP is a multidisciplinary science-based approach to
the issue of food safety (Creswell, 2007).
The team should be multidisciplinary and include individuals from
areas such as engineering, production, sanitation, quality assurance, and food
microbiology (Corlette, 1998). The team should include local personnel who
are more familiar with the variability and limitations of the operation
(Corlette, 1998).
Assemble HACCP team (Codex, 2009): The food operation should
ensure that the appropriate product-specific knowledge and expertise is
available for the development of an effective HACCP plan. Optimally, this
may be accomplished by assembling a multidisciplinary team.
2.15. Inter-hierarchical team
Inter-hierarchical approach to HACCP team is not mentioned in
Codex Alimentarius, but it is recommended by some HACCP experts
notably Professor Taylor, Sanford University, where the professor's

- 70 -
perception and explanation comes from the theory that multidisciplinary
represents the breadth/ horizontal aspect of the organization which is mainly
referring to the different knowledge and expertise, the inter-hierarchical
refers to the length/ vertical side of the organization represented by the
different held positions.
A combination of cross-functional and natural work team is the best
formation to thoroughly implement HACCP. For larger companies, a
hierarchy of at least two tiers of teams is recommended in HACCP
implementation. The author of this statement refers to steering team and
operations team and declares that the selection of these individuals is among
the most significant considerations in implementing HACCP. Cross-
functional representatives will include site quality assurance, engineering/
maintenance, and production management personnel (Surak and Wlison,
2007)
2.16. Food borne diseases in the African region and Sudan
Food borne illnesses are prevalent in all parts of the world, and the toll
in terms of human life and suffering is enormous. Contaminated food
contributes to 1.5 billion cases of diarrhea in children each year, resulting in
more than three million premature deaths, according to the World Health
Organization (WHO). Those deaths and illnesses are shared by both
developed and developing nations. For example, in the United States, the
Centers for Disease Control and Prevention (CDC) estimates that food borne
diseases cause approximately 76 million illnesses annually among the
country’s 290 million residents, as well as 325,000 hospitalizations, and
5,000 deaths.2 In South East Asia, approximately one million children under

- 71 -
five years of age die each year from diarrheal diseases after consuming
contaminated food and water.
Even if data regarding food borne diseases in the African region are
extremely scarce, studies have shown that the following pathogens are
prevalent: Campylobacter, Salmonella, Shigella, Hepatitis, Brucella,
Staphylococcus aureus, Bacillus cereus, Escherichia coli, and rotavirus.
In the 30 years since its conception, the HACCP system has grown to
become the universally recognized and accepted method for food safety
assurance. The recent and growing concern worldwide about food safety on
the part of public health authorities, the food industry and consumers has
been the major impetus in the application of the HACCP system. This
concern has been substantiated by a significant increase in the incidence of
food borne diseases in many countries during recent years.
The World Health Organization has recognized the importance of the
HACCP system for prevention of food borne diseases for over 20 years and
has played an important role in its development and promotion.

- 72 -
CHAPTER THREE
3. MATERIAL AND METHODS
3.1 The study area
Sharjah is the oldest emirates coast of Oman, and mediates the other
emirates. The area of Sharjah 2,600 km² and this space is equivalent to
3.3% of the total area of the UAE.The length of the coastline of the
Arabian Gulf about 20 kilometers, and the inside of about 80 kilometers of
the Gulf of Oman. Sharjah is the capital of Sharjah emirate located on the
Arabian Gulf and in the south-west lies, the village of Alkhan then twist that
separates the creek from Sharjah, built on the Gulf coast along three miles,
was one of the most important centers for import and export, and industries
are thriving.
There are currently over 2,775 stand-alone restaurants in Sharjah,
serving both residents and tourists. Dining outlets range from high-end
restaurants and buffets, to fast food chains and cafés. These restaurants serve
multinational cuisine including traditional Arabic, European, American,
Chinese, Thai, Indian, Pakistani, among others, to meet the demands of a
diverse pool of consumer groups. Dining out is becoming increasingly
fashionable in Sharjah and new dining facilities are opening every year to
meet the rising demand. There are also 61 certified HACCP company
distributed in Sharjah city and industries area obtain from sharjah
Municipality database.

- 73 -
The study was carried out in Sharjah the third largest Emirate of
United Arab Emirates in June 2010. The following are some information
about Emirate of Sharjah:
Sharjah: The third largest Emirate of United Arab Emirates.
Language: Arabic.
Area: 2,600 km².
Climate: Hot & Humid (most of the year).
Summer: Max - 113°F | Min-72°F.
Winter: Max - 74°F | Min-55°F.
Also known as: Cultural Capital of UAE & the Pearl of the Gulf
3.2 Research methods
The research method employed in this work was standard
interview. Standardized open interview: It is usually made of a questionnaire
that contains questions to be asked in the same formulation to all the
interviewees. It serves to make comparisons of answers by different people
(Amann and Reiterer, 2003).
As common with quantitative analyses, there are various forms of
interview design that can be developed to obtain thick, rich data utilizing a
qualitative investigational perspective (Creswell, 2007). For the purpose, of
this examination, there are three formats for interview design that will be
explored which are summarized by Gall et al. (2003): (a) informal

- 74 -
conversational interview, (b) general interview guide approach, and (c)
standardized open-ended interview.
The standardized open-ended interview is extremely structured in
terms of the wording of the questions. Participants are always asked
identical questions, but the questions are worded so that responses are open-
ended Gall et al., (2003) This open-endlessness allows the participants to
contribute as much detailed information as them desire and it also allows
the researcher to ask probing questions as a means of follow-up.
Standardized open-ended interviews are likely the most popular form
of interviewing utilized in research studies because of the nature of the open-
ended questions, allowing the participants to fully express their viewpoints
and experiences. If one were to identify weaknesses with open-ended
interviewing, he would likely identify the difficulty with coding the data
(Creswell, 2007). Since open-ended interviews in composition call for
participants to fully express their responses in as much detail as desired, it
can be quite difficult for researchers to extract similar themes or codes from
the interview transcripts as them would with less open-ended responses.
Although the data provided by participants are rich and thick with qualitative
data, it can be a more cumbersome process for the researcher to sift through
the narrative responses in order to fully and accurately reflect an overall
perspective of all interview responses through the coding process. However,
according to Gall et al. (2003), this reduces researcher biases within the
study, particularly when the interviewing process involves many
participants.

- 75 -
Over the past 100 years, the interview has received much attention. It
is agreed that, the interview is modest in terms of reliability or validity
(Buckley et al., 2000). Research has shown that, structured interviews are
more reliable than unstructured interviews (Buckley et al., 2000).
Few strides have been taken toward creating a new and better
selection tool to replace the interview (Buckley et al., 2000). Many scholars,
including a number of recent meta-analytic researchers, have attempted to
encourage the use of structured interview, citing its higher validity and inter
rater agreement (Buckley et al., 2000).
By the early 1920s, the interview in a recognizably modern form, both
structured and unstructured, had become established as a data collection
method in sociology (Lee, 2004).
New concepts about how interview should be conducted surfaced in
1929 and 1930 (Buckley et al., 2000). This concept of standardized
interview formats was gaining popularity in the late 1930s and early 1940s
(Buckley et al., 2000).
Researchers have used interviews for their studies in the context of
food safety and HACCP as shown below (Table 3.1) based on the
information provided by Emerald database on 10 May 2008:

- 76 -
Table 3.1: Interviews in food safety publications by Emerald database on 10
May 2008
Research method No. of articles
Interview in food safety 723
Interview in HACCP 31
Standardized interview in food safety 61
Standardized interview in HACCP 5
Standardized interview is the chosen research tool for this study that
appeared to be logical and focused since the research problem is already
defined "the composition of HACCP teams", and because a little is known
about the problem and no clear previous research has been carried out, that’s
why some qualitative and/or exploratory research may be necessary (Frazer
and Lawley, 2000).
The questions used for this study were predetermined and designed
beforehand (see Appendix (3) , and the following points work as
justification for the number of the sample selected as well as for the
selection of the research method used for this study:
Having open-ended questions in the research tool made the thought
difficult or, perhaps, quite risky using other methods other than interview
since the time was short and therefore, crucial for the researcher to make

- 77 -
ends meet. The Interviews come into their own when we need to ask
numerous open-ended questions or open-ended probes (Oppenheim, 1992).
Response rate is better with the face to face interviews. Perhaps the
most significant determinant both of response rate and the quality of the
responses is the subject's motivation (Oppenheim, 1992).
With the interview, the researcher is able to inquire more that clear out
more thoughts. The researcher tried to increase the number of samples
considering the predominant factors time and cost, but eleven was the
achievable number in such a limited time.
Interviews can give a prepared explanation for the purpose of the study
more convincingly than a covering letter can (Oppenheim, 1992).
Interviews build up a rapport (Oppenheim, 1992).
Many research workers feel that interviewers are more valid in some
sense (Oppenheim, 1992).
As the research tool contains both open-ended and closed questions,
the study then took the direction of being qualitative and quantitative at a
time. Therefore, the data collection from those closed questions were
numbers which gives the study a form of being quantitative but for those
open-ended questions; words and themes were extracted from the answers of
the respondents; giving the research the other side of the coin to be
qualitative.
Research may be categorized into two distinct types: qualitative and
quantitative, the former concentrates on words and observations to express

- 78 -
reality and attempts to describe people in natural situations. In contrast, the
quantitative approach grows out of a strong academic tradition that places
considerable trust in numbers that represent opinions or concepts
(Amartunga et al., 2002).
3.3 Preparation for the interview
Probably the most helpful tip with the interview process is that of
interview preparation. This process can help make or break the process and
can either alleviate or exacerbate the problematic circumstances that could
potentially occur once the research is implemented. McNamara (2009)
suggests the importance of the preparation stage in order to maintain an
unambiguous focus as to how the interviews will be erected in order to
provide maximum benefit to the proposed research study. Along these lines,
Chenail, ( 2009 ) provides a number of pure-interview exercises researchers
can use to improve their instrumentality and address potential biases.
McNamara, (2009) applies eight principles to the preparation stage of
interviewing which includes the following ingredients:
1- Choose a setting with little distraction;
2- Explain the purpose of the interview;
3- Address terms of confidentiality;
4- Explain the format of the interview;
5- Indicate how long the interview usually takes;
6- Tell them how to get in touch with you later if they want to;

- 79 -
7- Ask them if they have any questions before you both get started with the
Interview, and
8- Don't count on your memory to recall their answers (Preparation for
Interview section, para. 1).
3.4 Implementation of interviews:
As with other sections of interview design, McNamara, (2009) made
some excellent recommendations for the implementation stage of the
interview process. He included the following tips for interview
implementation:
1. Occasionally verify the tape recorder (if used) is working;
2. Ask one question at a time;
3. Attempt to remain as neutral as possible (that is, don't show strong
emotional reactions to their responses;
4. Encourage responses with occasional nods of the head, "uh huh"s, etc.;
5. Provide transition between main topics, e.g., "we've been talking about
(some topic) and now I'd like to move on to (another topic);”
6. Don't lose control of the interview (this can occur when respondents
stray to another topic, take so long to answer a question that times begins to
run out, or even begin asking questions to the interviewer) (Conducting
Interview section, para 1).

- 80 -
3.5 Interpreting data
The final constituent in the interview design process is that of
interpreting the data that was gathered during the interview process. During
this phase, the researcher must make “sense” out of what was just uncovered
and compile the data into sections or groups of information, also known as
themes or codes (Creswell, 2003, 2007). These themes or codes are
consistent phrases, expressions, or ideas that were common among research
participants (Kvale, 2007). How the researcher formulates themes or codes
vary. Many researchers suggest the need to employ a third party consultant
who can review codes or themes in order to determine the quality and
effectiveness based on their evaluation of the interview transcripts
(Creswell, 2007). This helps alleviate researcher biases or potentially
eliminate where overanalyzing of data has occurred. Many researchers may
choose to employ an iterative review process where a committee of
nonparticipating researchers can provide constructive feedback and
suggestions to the researcher(s) primarily involved with the study.
3.6 Qualitative approach
To operate in qualitative mode is to trade in linguistic symbols and by so
doing, attempt to reduce the distance between indicated and indicator,
between theory and data, between context and action (Maanen, 1979).

- 81 -
3.6.1Strengths of gualitative approach
A strong emphasis on exploring the nature of a phenomenon, instead of
testing hypotheses (Ekanem, 2007). A tendency to work primarily with
unstructured (and semi structured) data (Ekanem, 2007). Investigation, of a
small number of cases in detail (Ekanem, 2007).
Analysis of data that involve explicit interpretation of the meanings and
functions of human actions, the product of which mainly takes the form of
verbal descriptions and explanations (Ekanem, 2007). to gain, high
credibility and face validity (The University of Arizona, 2006).
To have the flexibility to use one's own knowledge, expertise, and
interpersonal skills to explore diverting or unexpected ideas or themes raised
by participants (The University of Arizona, 2006).
Qualitative research appears invaluable for the exploration of subjective
experiences (Carr, 1994).
3.6.2Weaknesses of qualitative approach
Amartunga et al., (2002) outlined four main perceived constraints for
weaknesses of Qualitative Approach: Volume of data; data collection can be
tedious and require more resources; Complexity of analysis; analysis and
interpretation of data may be more difficult; Details of classification record;
and harder to control the pace, progress endpoints of the research process.
Flexibility and momentum of analysis besides that, policy makers may
give low credibility to results from qualitative approach. Interviews are
expensive and time-consuming to conduct (Oppenheim, 1992).

- 82 -
Further, it has long been recognized that purely qualitative research
may neglect the social and cultural construction of the variables studied
Amartunga et al., (2002).
3.7 Population and sampling
Eleven companies were selected randomly from a sample universe of 61
companies, which were, obtained from Food Control Section of Sharjah
Municipality database.
Before the selection; the entire sample had to be grouped into different
categories based on their business activities as follows, 1.Dairies, 2.Juices &
Beverages, 3.Bakeries, 4.Meat & Sea Foods, 5.Cereals 6.Mineral Water,
7.Oil, Sugar & flour 8.Seafood, 9.Meat. 10. Chocolates and 11.
Miscellaneous.
Following that and by using the electronic randomizer
(http://www.randomizer.org/form.htm), the researcher had to select
randomly one company from each group.
These businesses are all HACCP certified companies and based in Sharjah
Emirate, some of these companies are based within the city and some are in
the Sharjah industrial area.

- 83 -
3.8 Materials and research tools
The questions used in this study were designed by Katherine Clark at
the University of Salford (Clark, 2007). It has been chosen as it was
designed to generate data about the composition, level of expertise and
experiences of HACCP teams.
The interviews were recorded using a portable MP3 recorder. Since
transcription is exact time consuming in qualitative research, many
researchers have been intrigued by the possibilities of using voice
recognition technology for transcription purposes (Lee, 2004). The use of a
recording device allowed the researcher to listen attentively and avoided the
distractions that writing notes can present to both interviewer and
interviewee.
A pen and paper were at hand in order to record details of each
participant for use in compiling a profile and also to note down any points to
be clarified later in the interview.
3.9 Research process
Following the selection of the companies detailed in the sampling
section the researcher started to contact the concern persons of those
companies by telephone. After getting their consent in the study, the email
of the University was forward to them with the letter of the student. Each
participant was visited at his office /place of work in order to carry out with
them a face-to-face interview.

- 84 -
A face-to-face interview was carried out with the quality assurance
managers/food safety controllers/ HACCP leaders of the selected food
businesses. The participants represented their companies as HACCP team
leaders. The researcher started the interview with a brief introduction to the
subject highlighting the aim and the objective of the research explaining the
way they have been selected for that purpose.
The participants were promised, and reassure of anonymity throughout
the research declaring the following statement to each participant "no
material, which could personally, identify you will be used in any reports on
this study" and the information collected will only be used for the purposes
of the investigation and will be held confidential.
Participants were informed that their participation is totally voluntary,
and they can withdraw or stop the interview at any moment they feel so.
For open-ended questions, responses were transcribed into texts where
the texts have been kept in italic, and the following punctuation took place
while transcription: Questions needed for transcription put in brackets [ ].
Quotation marks ( " " ) were used for interviewee responses
Ellipsis (…..) used for longer pauses
For hesitations and repetitions, certain remarks were also included such as
(err ...em… um...)

- 85 -
3.10 Research limitations
Time was the main factor that this work couldn’t be expanded more,
but choosing interview research method was extremely helpful in meeting
the deadline.
The relationship between the researcher as an enforcement officer and
participants may be significant, but that did not affect the study at any stage
because the researcher's work in Dubai Municipality and the companies in
Sharjah Municipality.
Moreover, that the researcher used to go for the interview on casual
dress introducing himself as a student only. However, for those who
recognize the researcher as an enforcement officer, assurances have been
placed that nothing of the results would be passed to the municipality.
3.11 Research analysis
Analysis in this study has taken the same analysis technique that was
first used by Taylor et al., (2004) in their study titled perception of "the
bureaucratic nightmare" of HACCP'. The Table (3.2) below contains an
extract from an interview transcript and provides an example of how the
initial analysis process was carried out. This was later followed by a second
stage which consisted of a theme analysis, in order to identify whether any
of the feelings uncovered in the initial analysis could be grouped together.
Themes were then compared to those found in the other interviews.

- 86 -
Table (3.2): Initial analysis
Transcription Initial analysis
"….I could just say we are much
more aware of the various
department than when we were not a
team …may be I was just bothered
about my job, he is bothered about
his job….he never thought ..Ok….we
got to go..and we have got to be
collective ..u know ..so.. if it is a
maintenance department ..They are
more what you call ….aware..That
they have to get a preventative
maintenance in place…you got to
know the importance of it ..so …u
know ..it is more of an awareness. I
think it is more of awareness ..it is a
healthy discussion and change of
ideas….more heads sitting together it
is more ideas otherwise ..I think ..its
communication and .awareness
should be the most positive aspects I
think .it .does affect our production
also in finance way…"
Awareness of what is the system all
about that even other departments
understood the point such as
maintenance and they are trying to
do their work accordingly.
Everyone has become aware of the
work of others and knows much
about it.
Believe that more heads sitting
together made the work go easy and
productive.

- 87 -
CHAPTER FOUR
4. RESULTS AND DISCUSION
4.1 Results
Eleven food businesses were actively involved in the process, some of
the key milestones and discussed briefly below: Table (4.1) presents the
business activity, number of employee and number of HACCP team
members of 11 selected food businesses (firms) in Sharjah.
Table ( 4.1): Businesses interviewed profile
No. Company
Name
Business Activity No.of
Employees
No.of
HACCP team
members
1 Company A Poultry products 350 10
2 Company B Dairy products 250 6
3 Company C Bakery and sweets 450 21
4 Company D Seafood 85 9
5 Company E Mineral water 255 5
6 Company F Biscuits and cakes 300 9
7 Company G Ready meals 300 6
8 Company H Juices and fresh fruits 227 5

- 88 -
9 Company I Meat and poultry products 90 7
10 Company J Meat products. 60 5
11 Company K Chocolates 200 7
All these businesses had their HACCP implemented either by
themselves or through approved institutions and HACCP implementation
remains subject to be accredited and renewed annually by Food Control
Section of Sharjah Municipality through the final reports of audits.
These businesses have employees from 60 to 450 employees, in fact,
8 (72.7%) businesses have more than 200 employees and three (27.2%)
businesses only were run with 60, 85 and 90 employees as illustrated in
(Table 4.1). Number of HACCP team should not be taken against the
number of employees but rather to the number of different activities and
processes carried out on the factory floor; therefore the number of
employees given in (Table 4.1) is just for illustrating the size of businesses
which the research had been carried out at.
Effective companywide implementation of HACCP is multidisciplinary
task that require an effort equal to that supporting any major organization
change or improvement initiative. Team formation and training an important
aspect of HACCP implementation. A combination of cross- function and
natural work teams is the best formation to thoroughly implementation of
HACCP. For large companies, hierarchy of at least two tires of team is
recommended in HACCP implementation.

- 89 -
4.2 The number of HACCP team members
In Sharjah Municipality 2005 guidelines for food manufacturers,
emphasis had been placed on businesses to retain a list of HACCP team
along with their responsibilities as part of the business record keeping and
documentation. However, in the Eleven food businesses interviewed there
was a total number of HACCP team members ranged from 5-10 members
with the exception of one company that had 21 members (Table 4. 1). This
indicates that total of 10 (90.9%) businesses out of 11, have either an ideal
number of HACCP team (5 to 6 members) or close to this number which
was recommended by FAO, (1998), Mayes and Mortimore, (2003).
The HACCP team will identify the members and will write their names,
designations, qualifications, experiences, training attended and their tasks
(Sharjah Municipality, 2005). All the business illustrated this as mentioned
in (Table 4.1).

- 90 -
Number of HACCP team members against total
Number of Employees
0
5
10
15
20
25
350
250
450 85 25
530
030
0+ 227 90 60 20
0
Total Number of employees
HA
CC
P t
ea
m m
em
be
rs
Series1
Figure (4. 1): HACCP team members against number of employees
Figure (4.1) shows the number of HACCP team members for the
entire sample was within 10 members, but one company only had more and
it is again the same company that had more employees than the rest.
Ideally the team should not be larger than six, although for some
stages, of the study it may be necessary to enlarge the team temporarily with
personnel from other departments, e.g. marketing, research and development
or purchasing and finance (FAO, 1998). HACCP is best done as a team (five
or six people at the maximum) Mayes and Mortimore, (2003).
Internet (2001), in the book, of Agriculture and Resource Management
Council of Australia and New Zealand, the size of the team to be a
maximum of five, but a minimum of three (obviously, small operators will

- 91 -
be limited in the number of people available, and outside assistance may be
required).
In smaller establishments, one person may fulfill several roles or even
constitute the whole team (FAO, 1998). In the latter case, the use of external
consultants or advice may be necessary (FAO, 1998).
Wallace and Powell,( 2005), also mention that the normal practice is to
have HACCP teams of four to six individuals.
Based on the above guidelines the number of HACCP team members is
maximum six people and one person at the minimum.
The first company (A) have 10 members of their HACCP team and
probably this number could be acceptable since it is selected from two
different plants; hatching and meat processing plants from which they had to
have representatives to make HACCP team and as their brilliant
understanding tells them that HACCP is about continuity; starts from farm
to fork and the two plants complement each other that is why a blend of
expertise was necessary.
ATCHING; To produce young of poultry by incubation Merriam and
Webster, (2008), so this hatching is quite specific and far in knowledge from
other processes that only professionals in the same field could understand
what is going on the farm; therefore they have to have members from the
hatching plant sufficiently because the selection is not going to be flexible
that is why the HACCP team had more members than the stipulated in the
regulation of the FAO, (1998), Mayes and Mortimore, (2003).

- 92 -
Apparently, the company (C), having formed a solid HACCP team of 21
members, seems to be trying to cover up the entire processes carried out on
its factory floor and by referring to their job titles (Appendix 1). The
company seemed to be obliged to appoint those members to represent both
quality and safety issues at a time but under the name of HACCP team.
Well, the company had to be more focused to have HACCP team separate.
Table (4. 2): Businesses' HACCP teams compared to the regulation
HACCP team in businesses Total of businesses
No. of businesses that their HACCP team is
matching the regulation
5 (45.4 %)
No. of businesses that have more members of
HACCP team than in the regulation
6 (54.5 %)
No. of businesses that have HACCP team close to
the number stipulated in the regulation
5 (45.4%)
No. of businesses have huge number of HACCP
team.
1 (9.1%)
The findings in Table (4. 2) discover that there are 5 (45.4 %)
businesses that their HACCP teams have 5 to 6 members in number which is
as same as recommended or stipulated in the regulation.
On the other hand, there are 6 (54.5 %) businesses as illustrated in the
Table 4. 2 that had more members of their HACCP teams than the stipulated

- 93 -
in the regulation. Only one business (9.1 %) that had an extremely large
number of HACCP team than usual.
Total of 10 (90.9%) businesses out of 11, have either an ideal number of
HACCP team (5 to 6 members) or close to this number which was
recommended by FAO (1998), Mayes and Mortimore (2003). and other
HACCP theorists.
As a result, almost half of the entire sample 5 (45.4 %) businesses; their
number of HACCP team members is matching the one stipulated in the
regulation.
4.3 Qualifications of HACCP team members
Table (4. 3): Qualifications of HACCP team members of 11 selected food
businesses (firms) in Sharjah.
No Company Qualification %
Ph.D. M.Sc. B.Sc. Dip. Formal
training
Experience
1 Company A 100%
2 Company B 100%
3 Company C 33% 38% 29%
4 Company D 33% 22% 22% 22%
5 Company E 100%
6 Company F 22.2% 55.6% 22.2%

- 94 -
7 Company G 33.3% 16.7% 33.3% 16.7%
8 Company H 80% 20%
9 Company I 28.6% 28.6% 42.9%
10 Company J 20% 60% 20%
11 Company K 14.3% 71.4% 14.3%
Table (4.3) ; illustrates how HACCP teams are qualified, it is noticed that 7
(63.6 %) HACCP teams, among their members there are members who have
got high educational degrees (M.Sc. and B.Sc.) and almost 3 (27%)
HACCP teams whom they were completely educated with B.Sc. Except one
HACCP team that was trained by formal training.
In terms of the qualifications and expertise findings; most of the
HACCP team members throughout the sample were qualified and have
various disciplines, which vary between, B.Sc, M.Sc., Diploma and formal
training in addition to long experiences that, some members have got which
add considerably to their knowledge.
The HACCP team shall identify the members and shall write their
names, designation, qualification, experience, training attended and their
tasks (Sharjah Municipality, 2005).
The food operation should assure that the appropriate product
knowledge and expertise is available for the development of an effective
HACCP plan (CAC, 2003).

- 95 -
4.4 A multidisciplinary team
During the interviews, food businesses were very much aware of the
approach that the HACCP team is effective when it is made up from
different related sections of the industry; therefore, their responses were
always within that context.
Table (4.4) Initial analysis of Company (J)
Transcription Initial analysis
"….I could just say we are much more
aware of the various departments
when we were not a team …may be I
was just bothered about my job , he is
bothered about his job….he never
thought ..ok….we got to go ..and we
have got to be collective ..u know
..so.. if it is a maintenance department
..they are more what you call
….aware ..that they have to get a
preventative maintenance in
place…you got to know the
importance of it ..so …u know ..it is
more of awareness. I think it is more
of awareness ..it is a healthy
discussion and change of
ideas….more heads sitting together it
Awareness of what is the system all
about that even other departments
understood the point such as
maintenance and they are trying to
do their work accordingly.
Everyone has become aware of the
work of others and know much about
it.
Believe that more heads sitting

- 96 -
is more ideas otherwise ..I think ..its
communication and .awareness
should be the most positive aspects I
think .it .does affect our production
also in finance way…"
together made the work go easy and
productive.
The company J has responded to the question of (What have your most
positive experiences been with this HACCP team?) as quoted; (Table 4.4)
"….I could just say we are much more aware of the various departments
than when we were not a team …may be I was just bothered about my job,
he is bothered about his job….he never thought ..Ok….we got to go ..and we
have got to be collective ..u know"
Table (4.5) Difficulties and challenges relating to the HACCP team as
quoted from Company (G).
Transcription Initial analysis
No …. Because they were all
trained and have the knowledge ..
that made HACCP easy
Nothing
Company G as part of their response to the question of, [Have there been
any difficulties or challenges relating to the HACCP team?] have explained

- 97 -
that HACCP team selection was not a problem to them as the company had
the right expertise,
"No …. Because they were all trained and have the knowledge... that
made HACCP easy… HACCP system see …eh.., usually for a HACCP
team, the team number should be multidisciplinary team; the number should
have knowledge about microbiology ; food processing; maintenance as
there are a lot of automatic machineries; then purchase….here they know
how to make HACCP team … they have that knowledge ..so it was not
difficult for them ..."
Once the HACCP had become mandatory, the companies have
committed themselves to obtain knowledge in that through training.
Therefore, these businesses have probably read about the multidisciplinary
requirement in the regulations and guidance such as codex. All the HACCP
members shall undergo the HACCP training courses (Sharjah Municipality,
2005).
By going through the job titles of HACCP team members for each business
interviewed we are able to identify the amltidisciplinary approach clearly,
below are the findings:
Company (A)'s HACCP team consists of members from quality control,
diagnostic lab, maintenance, hatching, processing plant and sales.
Company (B)'s HACCP team consists of top management, quality
assurance, control, production, purchase and maintenance.
Company (C)’s HACCP team consists of a wide range of specialties the
number of the team (21) could explain that (Appendix 1).

- 98 -
Company (D)'s HACCP team consists of top management, technologist,
quality, production and maintenance.
Company (E)'s HACCP team consists of production, quality and distribution
Company (F)'s HACCP team includes staff from quality, production,
maintenance, store and technologists
Company (G)'s HACCP team includes members from top management,
quality, production, purchase, and maintenance.
Company (H)'s HACCP team includes members from quality, production,
maintenance and chemists
Company (I)'s HACCP team includes members from quality, production,
purchasing, maintenance and store.
Company (J)'s HACCP team includes members from top management,
quality, production and maintenance.
Company (H)'s HACCP team includes members as technologist,
microbiologist, quality, production, maintenance, new product development.
The team shall consist of individuals with different specialties. Several
specialties may involve in the team, each with an understanding of particular
hazard and associated risks, e.g. a microbiologist, chemist, QC manager, a
process engineer etc. people such as packaging specialists, raw material
buyers, distribution staff or production staff who are involve with the
process and have a working knowledge of it, may be brought into the team
temporarily in order to provide relevant expertise (Sharjah Municipality,
2005).

- 99 -
However, It is noticed throughout the entire selected sample that three
locations in the business Table ( 4.6) are considered dominant for HACCP
team members to be selected from, these locations are Quality control,
Production and maintenance (Appendix 1).
Table (4.6): Positions that HACCP team is mostly selected from
Location No. of Businesses Precentges
Quality control 11 100%
Maintenance 10 90.9%
Production 11 100%
The above findings could be considered a solid foundation for
addressing multidisciplinary approach throughout the businesses
interviewed.
Even though that these three departments are well related, moreover,
HACCP team should also be selected from further departments based on
how far those departments are involved in the processing lines and how
imperative their impact on the control of CCPs in the factory.
It is essential to assemble the right blend of expertise and experience,
as the team will collect, collate and evaluate technical data and identify
hazards and critical control points (FAO, 1998).
To analyze and develop the resources available within the organization,
it is recommended that the HACCP team be multidisciplinary (Surak and

- 100 -
Wilson, 2007). This helps ensure that primary and shared responsibilities are
not overlooked or heavily loaded onto one department, for example, the
quality department (Surak and Wilson, 2007).
4.5 Inter-hierarchical team
Below are the HACCP teams of the businesses interviewed listed as
per the job titles so as to discover how they relate or comply with Inter-
hierarchical approach (Table 4.7-4.17).
Generally, HACCP team members are all documented in the business's
HACCP manual by names along with their job titles and qualifications

- 101 -
Table (4.7): Job title of HACCP team members and their level in the
company (A).
No. Job title of HACCP team members and their level in the company
1 Food Processing Plant Manager
2 Processing Plant Manager
3 Quality Control & Diagnostic Lab Manager ( HACCP team leader)
4 Hatching Manager
5 Maintenance Manager
6 Quality Manager
7 Quality Controller
8 Quality Controller
9 Quality Controller
10 Sales Man
It does not seem to be an ideal team when looking at it from an inter-
hierarchical structure as it has to include persons from the production line as
well as from top management, besides that a sales man could be considered
of quality team rather than a safety one.

- 102 -
Table (4.8): Job title of HACCP team members and their level in the
company (B).
No. Job title of HACCP team members and their level in the company
1 Deputy General Manager
2 Production Manager
3 Maintenance Manager
4 Purchase Manager
5 Quality Assurance Supervisor ( HACCP team leader)
6 Quality control Supervisor
Here, there is a need for someone from the bottom lines of production as
the responsibility has been placed on the managers it seems.

- 103 -
Table (4.9): Job title of HACCP team members and their level in the
company (C).
No. Job title of HACCP team members and their level in the company
1 Executive Manager-HACCP leader
2 Production Manager
3 Distribution Manger
4 HACCP In-charge
5 ISO In-charge
6 Bun line Administrator
7 HACCP implementer & Recorder
8 Statistical Officer
9 Hygiene Officer
10 Lab Technician
11 Mechanic
12 Store Keeper
13 Delivery In-charge
14 Hygiene Officer
15 Lab. Technician

- 104 -
16 Hygiene Officer
17 HACCP/ISO Implementer
18 Slice Bread Supervisor
19 Record Keeper
20 Record Keeper
21 Record Keeper
Studying this team from the prospect of being inter-hierarchical, of
course the team has included positions from different places but lacks top
management involvement.

- 105 -
Table (4.10): Job title of HACCP team members and their level in the
company (D).
No. Job title of HACCP team members and their level in the company
1 Managing Director
2 General Manager
3 Operation Manager & HACCP Manager
4 Factory Manager
5 Production Manager
6 Quality Assurance
7 Fish Technologist ( HACCP leader)
8 Assistant Quality Controller
9 Machinery In-charge
Well, this team could possibly be inter-hierarchical as it descends from
the top management to those who are on the shop floor such as quality
assurance, assistant QC and fish technologist.

- 106 -
Table (4.11): Job title of HACCP team members and their level in the
company (E).
No. Job title of HACCP team members and their level in the company
1 Quality Assurance Manager
2 Assistant Plant Manager ( HACCP leader)
3 Assistant Distribution Manager
4 Lead Production Operator
5 not provided
Here, it seems that the team members have been picked up from almost
the same level of job positions; therefore it could not be considered inter-
hierarchical.

- 107 -
Table (4.12): Job title of HACCP team members and their level in the
company (F).
No. Job title of HACCP team members and their level in the company
1 General Manager Production
2 Quality Assurance Manager ( HACCP leader)
3 Shift Manager
4 Store Keeper
5 Quality Officer
6 Mechanical Engineer
7 Hygiene Technician
8 Quality Officer
9 Quality Officer
The team has included persons from top management but it lacks people
from within the production lines whereas quality has taken a bigger portion
among the HACCP team members, therefore, inter-hierarchical approach
partially exists in this team.

- 108 -
Table (4.13): Job title of HACCP team members and their level in the
company (G).
No. Job title of HACCP team members and their level in the company
1 General Manager
2 Operational Manager
3 Production Manager
4 Purchase Manager
5 Maintenance Manager
6 Quality Assurance Officer (HACCP leader)
Well, in this team, top management is available and has an ideal number
of members but it lacks people from the bottom line of processing plant.
Besides that the team seems to be within the managers only. Therefore it is
not appropriate and it has to be looked at again.

- 109 -
Table (4.14): Job title of HACCP team members and their level in the
company (H).
No. Job title of HACCP team members and their level in the company
1 Production Manager
2 Maintenance Manager
3 Quality Assurance Officer (HACCP leader)
4 Laboratory Chemist
5 Laboratory Chemist
The team could be redesigned in a better way to include persons from
the production line.

- 110 -
Table (4.15): Job title of HACCP team members and their level in the
company (I).
No. Job title of HACCP team members and their level in the company
1 Managing Director
2 Production Manager
3 Quality Controller (HACCP leader)
4 Purchasing & Administration
5 Maintenance Engineer
6 Store Keeper
7 Supervisor
Team has included persons from top management and descended to
include others from lower related positions, therefore; inter-hierarchical
approach could be considered as existing in this team.

- 111 -
Table (4.16): Job title of HACCP team members and their level in the
company J
No. Job title of HACCP team members and their level in the company
1 General Manager
2 Production Manager
3 Assistant Production Manager
4 Head of Maintenance
5 Quality Controller (HACCP leader)
Team has included persons from top management descending to include
others from lower related positions but lacks the consideration of production
line workers which could positively complete the whole structure.

- 112 -
Table (4.17): Job title of HACCP team members and their level in the
company (K).
No. Job title of HACCP team members and their level in the company
1 Quality and Food Safety Technologist(HACCP leader)
2 Microbiologist
3 Quality & Vendor Assurance
4 Production Coordinator
5 Maintenance Technician
6 New Product Development (NPD)
It is not inter-hierarchical team as HACCP team is not structured to be
descending from top to bottom positions.

- 113 -
Since the inter-hierarchical approach is neither a requirement in codex
nor the legislation of Sharjah but merely a proposition by some experts, so it
is not surprising that not all businesses are inter-hierarchical, as a matter of
fact, it is quite an entertaining finding that some businesses have
incorporated an inter-hierarchical element to their team composition despite
this not being a requirement.
The HACCP team needs to be multifunctional and have the knowledge
that has depth and breadth across the enterprise (Mayes and Motimore,
2003).
In some of the legislations such as the one of Australia and New
Zealand (ARMCANZ ,2001), the people that HACCP team should be made
of (General Manager, QA Manager, Inspector, Forman and an understudy (
i.e. a motivated worker), such an order ,which is descending, from top to
bottom levels is an inter-hierarchical structure.
It is advocated that there is a need for a HACCP team that will represent
the "breadth" and "depth" of a company (Taylor, 2002). The former would
require representations from all areas of company (e.g. quality control,
production, engineering etc.) and is often referred to as the multidisciplinary
element of management, supervisors, food-operatives etc.) And can be
referred to as inter-hierarchical nature of the team (Taylor, 2002).
HACCP experts suggest that teams should be inclusive of different
positions starting from the top management to the ordinary workers whose
work is related to the subject (Taylor, 2006).

- 114 -
4.6 Source of HACCP team
All the HACCP teams were from within the companies themselves
except one company, which had 2, of its members from the parental
company; this explains the commitment of the companies to implement and
maintain HACCP system by providing training to their HACCP team in
order to carry out such notable duties and not necessarily depend on external
sources (Appendix, 1).
4.7 History of HACCP teams
HACCP system became mandatory for food factories in Sharjah on
2005. HACCP teams of 5 companies (45.4%) were formed on 2003 that is
when the HACCP system was still at its early stages when the authorities
started to divert its regulation towards HACCP by asking the food
businesses to have a food safety system in their premises.
It is noticed that 9 companies (81.8%) out of 11 (the entire selected
samples) had their HACCP team before it was mandatory, and just 2
companies (18.1%) had formed their HACCP team at the time of HACCP
system has become mandatory as part of their HACCP system
implementation.
However, that explains the enthusiasm and prompt movement of the
authorities towards HACCP implementation and that time could be looked at
as HACCP era in Sharjah.

- 115 -
4.8 HACCP team changes
All the businesses interviewed answered yes to whether the HACCP
team has changed by either joining new members or vice versa and such an
answer is more credible and transparent.
The question was [since this HACCP team formed has members
left/joined?, If so please give details].
The company (A)'s HACCP team changed drastically on 2003 as their
old team was established on 1995, but it seems they had to put new members
and rebuilt it again.
Seven businesses had suffered changes in their HACCP teams where
all those businesses teams formed a long time ago; the last was on 2004 and
two businesses only had recorded changes in their HACCP team by one
person leaved the job and replaced by another.
One business, which is, company (K) had formed new Quality
Assurance Team on 07/2006 instead of one before; this would represent food
safety and quality issues.
4.9 HACCP team meeting
[How often does your HACCP team meet?] That was the question
asked by the researcher and the responses could be categorized into four (4)
groups according to the different schedules of HACCP teams meeting
(Figure 4.2).
The first group had 3 (27.2%) businesses who have stated that their
HACCP team meeting takes place once in every 6 months, these businesses

- 116 -
are D, F and G who are dealing with frozen seafood, biscuits and frozen
meals, respectively.
The second group also had 3 (27.2%), businesses that refer to their
regular HACCP team meeting as once in every 3 months, these businesses
are A, C and E, their main activities are poultry products, pastries and
mineral water, respectively.
The group three had as a similar number of businesses as former groups,
which is 3 (27.2%), food businesses but in this group, they have set their
HACCP team meeting once a month; the businesses are H, J and K, their
activities include fresh fruits products, frozen meat products, chocolates,
respectively.
Finally, the fourth group had just the remaining 2 (18.1 %) businesses
of those held for interviews and here it seems they have narrowed the gap to
have the meeting twice a month, and these businesses are B ,and I and their
main activities are milk products and meat products, respectively.

- 117 -
Figure (4.2): Regular periods of HACCP teams meeting.
But despite the differences among the four groups of their scheduled
HACCP team meeting they have all stated that HACCP team meeting would
take place whenever changes, deviations or modifications in the processing
lines occurred.
The differences in team meeting schedules among the four groups could
be explained as follows:
The first group has one business, which is dealing, with mineral water,
and in this, there are less frequent changes in production as well as, the size
of the business is not quite large so it is quite reasonable for the team to meet
at such pace in every six months, but in the case of the other two businesses
HACCP team
meeting
1st Group
Group nd2
Group rd3
Group th4
3 Businesses
Once in 6
months
3 Businesses
Once in 3
months
3 Businesses
Once a month
2 Businesses
Twice a month
D, F and G
A, C and E
H, J and K
B and I

- 118 -
which are dealing with pastries and poultry products, besides that they are
both a bit big in business size, so perhaps they will have to reconsider the
period of the meeting.
In the second group, businesses main activities are frozen seafood and
biscuits which are considered less risky in addition to their less frequent,
changes in production, hence the meeting schedule in every 3 months is
good.
Third and fourth groups which their main activities are with milk, meat
products and juices which are considered high risk products, therefore, such
meeting schedule is quite good.
The HACCP team members shall assemble periodically to discuss issues
related to the HACCP system & develop or modify or verify or implement
the HACCP system (Sharjah Municipality, 2005).
The number of meetings will depend on the scope of the study and the
complexity of the operation. For efficiency, each meeting should have
objective, a planned agenda and a limited duration. Meetings should be of
sufficient frequency to maintain momentum, but spaced out enough so there
will be time between meetings for the gathering of any necessary
information (FAO, 1998).

- 119 -
4.10 Positive experiences gained from HACCP team
4.10.1 Positive experiences that relate specifically to teams
Themes were extracted from the responses of the interviewees to summarize
the positive impacts gained from HACCP team (Table 4.18-4.28).
Table (4.18) Initial analysis of company (A)
Transcription Initial analysis
"…..Since we started working as a
team we begin to know all the
specifications of our products, the
associated pathogens such as
salmonella spp. and the total
account of bacteria that each
product might have. Working
together we succeeded in gaining
customer confidence in our
products As team also we
composed the HACCP manual…"
Increase knowledge by having it
shared
Business enhanced
Complied with legislation
Final analysis of company A:
Members' knowledge improved
Company A quoted as saying in this regard " ..Since we started working as a
team we began to know all the specifications of our products, the associated

- 120 -
pathogens such as salmonella spp, and the total account of bacteria that each
product might have"
Table (4.19) Initial analysis of company (B)
Transcription Initial analysis
"…definitely na ..with the form I
can say that, after implementing
haccp there are lot of things we
have implemented and things are
going on very smooth there are not
any problems because with HACCP
.. you know .. basically there are
ccps in the HACCP so that with ccp
we made the ccp and we are
monitoring the ccp, we are
controlling the ccp all the things it
is totally giving good life, good
awareness to the employees, all are
contributing to this HACCP
especially this personal hygiene
they have increased their level of
standard, it is good for the
organization also and individual
also …basically…"
Believe that working as a team they
have gained a lot of experiences and
have become aware of the importance
of CCPs and what they stand for.
Working as team have increased the
standard of personal hygiene among
the staff
The reward is dual for the organization
as well as for the employees.
- 121 -
Final analysis of company B:
Here the company B explains how much knowledge they have gained in
implementing and maintaining HACCP system
"…definitely na ..with the form I can say that, after implementing HACCP
there are a lot of things we have implemented and things are going on very
smooth there are not any problems because with HACCP .. you know ..
basically there are CCPs in the HACCP so that with CCP our made the CCP
and we are monitoring the CCP, we are controlling the CCP all the things it
is totally giving good life,…."
Table (4.20) Initial analysis of company (C)
Transcription Initial analysis
"….Positive experiences that after
the implementation of …..HACCP ..
I think that we are more safe ..we
are more safe and er… actually if
we follow …they give us all the
details ..or the critical or what are
the hazards and they differentiate
each and every thing and we follow
the study… according to the study
the products are safe..."
Being a team they were able to
implement HACCP system which
made them feel safe

- 122 -
Final analysis of company C:
Here the company C explains how much knowledge they have gained in
implementing and maintaining HACCP system
"….Positive experiences that after the implementation of …..HACCP .. I
think that we are more safe ..we are more safe and er… actually if we follow
…they give us all the details ..or the critical or what are the hazards and they
differentiate each and every thing and we follow the study… according to
the study the products are safe..."
Table (4.21) Initial analysis of company (D)
Transcription Initial analysis
..yah I think the most important
thing is the awareness ..its a.....that
u know ..like a ..its a quality is very
important especially in the food
industry ..i mean it’s in the same
for any other industry but
especially for the food safety
…quality and safety so that
awareness I think is the most
important thing with the team
because it’s …a …from various
levels may be excluding the
workers but for that every year
there is training…given I would say
believe that awareness of safety and
quality have been increased among the
team as well as the entire workforce
Gained more training and felt more
responsible.

- 123 -
it’s a shared responsibility.
Final analysis of company D:
Company D explains in this situation as saying;
"..yah I think the most important thing is the awareness with the team
because it’s …a …from various levels may be excluding the workers, but for
that every year there is training given I would say it’s a shared
responsibility.."
Table (4.22) Initial analysis of company (E)
Transcription Initial analysis
By having …lets say the HACCP
team you have… lets say
distribution of responsibilities is
better ..it will assigned when you
have haccp team.. the distribution
of responsibility assign clearly to
each member and cascading later
on this is responsibility to staff who
comes beneath .. like for the lead
operator he have..10 helpers and
10 helpers for each shift .. 20
helpers …so wherever you are
assigned for a job we cascade this
Assigning responsibilities have become
easier.

- 124 -
responsibility for helpers bellow
..of course ..in the HACCP all they
have training and refreshing course
also ..so ..they are aware in a way
or another of their contribution to
the product safety ..like how
important their job is and why they
should do it perfectly even if you
have automatic machines, human
interference is important ..so they
can
Awarness is better .. commitment
towards the company is better
because all they receive training
courses not less than three courses
..so when member or…..lets say an
employee who gets such train ..see
his company went to invest on
him…then our return investments
will be the loyality to the company,
the ownership of this employee
Being a team that enhanced the
awareness, commitment.
Gaining more training courses that
increases knowledge and in return
make increase the ownership among
the employees towards the company.

- 125 -
Final analysis of company E:
Members' awareness and commitment increased
Company E also explained this by saying;
"…Awareness is better ... Commitment towards the company is better
because all they receive training courses not less than three courses ...so
...they are aware in a way or another of their contribution to the product
safety ..like how important their job is and why they should do it perfectly
even if you have automatic machines, human interference is important…"
Table (4.23) Initial analysis of company (F)
Transcription Initial analysis
We did some
..modifications….alterations on the
flow charts very recently we
introduced new ccps so when we
meet next one ccp we are going to
remove and include one ccp…. We
could proper assessment of the
system
Being a team they are able to maintain
HACCP system themselves and keep it
updated.

- 126 -
Final analysis 0f company F:
Company, F also explains saying
"….We did some ...modifications….alterations on the flow charts very
recently we introduced new CCPs so when we meet next one CCP we are
going to remove and include one CCP…. We could proper assessment of the
system…"
Table (4.24) Initial analysis of company (G)
Transcription Initial analysis
See.. experiences means ..all our people
….they all got good experience in the
industry ..all are trained in haccp and
ISO then they got enough knowledge in
the system already …see …er ..all have
haccp training .. ISO knowledge .. they
know what are the subjects ….if the
situation has come .. they know what are
the potential efforts ..and then what are
quality measures .. all the things….all this
have a good impact on the food and
implementation
..u see… they were all understanding ..all
are cooperative ..if you say something
Working as a team enabled them
to gain more experience, know
more about HACCP and ISO as
well.
Working as a team enabled them
to handle difficult situations
properly and better than before as
they have become aware of the
critical points
Believe that they have become
cooperative, responsive to

- 127 -
about haccp .. we will have a good
discussion and good contribution also..
usually .. you see … is not a one man
show is always a group work
HACCP issues as they are now
familiar with its topics that also
made their discussions useful.
Final analysis of company G:
Company G also explains how the company team as well as the other
staff gained more knowledge saying;
"….See.. experiences mean ..all our people ….they all got good experience
in the industry ..all are trained in HACCP, and ISO then they got enough
knowledge in the system already …see …er ….if the situation has come ..
they know what are the potential efforts ..and then what are quality measures
.. all the things….all this have a good impact on the food and
implementation…"
Company G also adds;
"....u see… they were all understanding ...all are cooperative ...if you say
something about HACCP ... we will have a good discussion and good
contribution also.. Usually... you see … is not a one man show is always a
group work…."

- 128 -
Table (4.25) Initial analysis of company (H)
Transcription Initial analysis
First of all … the group work is
always a momentum for the person
…when all of them sit down to
discuss a situation and share the
thoughts from different angles
every one will benefit from that ..
and this affects the quality
tremendously … we say here that
the quality is not the responsibility
of Quality Dep. But it is the
responsibility of the all.
Haccp team is very important
because, one person can not do
everything … and also you need to
know from others …and from their
experiences and disciplines….
Believe that team work is always a
momentum for the individuals to work
hard and discuss issues with different
perspectives
Believe that everyone needs the
assistance of others in terms of
exchanging ideas, experiences which is
very helpful.

- 129 -
Final analysis of company H:
Employees’ performance improved
Company H explains how teamwork can be momentum for the workforce
saying;
"…..First of all … the group work is always momentum for the person
…when all of them sit down to discuss a situation and share the thoughts
from different angles everyone will benefit from that .. and this affects the
quality tremendously … we say here that the quality is not the responsibility
of Quality Dep. But it is the responsibility of the all…."
Table (4.26) Initial analysis of company (I)
Transcription Initial analysis
Positive experiences that first I told
….since I am a person .. I am .with
less experience ..even though I
know much .. I am very much into
microbiology ..since we do not have
lab.. we are sending our samples to
SGS or to some other labs ..but I
am very much experience in
microbiology more than any one
..because I worked as a
microbiologist in India ..so I know
Realizing a fact that a team work has
helped all members share their
knowledge, experiences and everyone
has become knowledgeable of what's
happening in other departments.

- 130 -
about the organisms which are
causing food poisoning .. what are
the organisms which are producing
toxins.. I know the organisms which
affect the food ..about all things I
have idea ..so since we are going to
start new lab I can give my full …..
but regarding the processing or
other things I am not much
experience but I am learning from
this ..so I have learnt many things
from this people ..even though
…see .. I have learnt many things
from the production because I have
to know each and everything which
is going on like ..suppose we'll be
having some fifty products, sixty
products .. so I must know about
each product…even I am interested
what is happening in the
purchasing ….though I am part of
the quality but I have to know
..even from the store
keeper…....even if he is not well
educated but his experience , he is
seen this company for more than

- 131 -
10 years…….he is seen whats
happening in food processing ..but
I can learn from him.. so by talking
by having conversation with this
people by having interaction with
this people .. so as team I am
learning
Final analysis of company, I:
Company I explains the experiences gained through the team
".. I am very much into microbiology …. but regarding the processing or
other things I am not much experience but I am learning from this.. I have
learnt many things from the production …even I am interested what is
happening in the purchasing ….though I am part of quality, but I have to
know..even from the store keeper …."
Table (4.27) explicate the Initial analysis of company (J)
Transcription Initial analysis
"….I could just say we are much more
aware of the various departments when we
were not a team …may be I was just
bothered about my job , he is bothered
Awareness of what is the
system all about that even other
departments understood the
point such as maintenance and

- 132 -
about his job….he never thought ..ok….we
got to go ..and we have got to be collective
..u know ..so.. if it is a maintenance
department ..they are more what you call
….aware ..that they have to get a
preventative maintenance in place…you
got to know the importance of it ..so …u
know ..it is more of awareness. I think it is
more of awareness ..it is a healthy
discussion and change of ideas….more
heads sitting together it is more ideas
otherwise ..I think ..its communication
and .awareness should be the most
positive aspects I think .it .does affect our
production also in finance way…"
they are trying to do their work
accordingly.
Everyone has become aware of
the work of others and know
much about it.
Believe that more heads sitting
together made the work go easy
and productive.
Final analysis 0f company J:
Company J explains how they have become more aware and how important
that is for their business since they have started working as a team saying;
"…em……..I could just say we are much more aware of the various
departments when we were not a team …may be I was just bothered about
my job , he is bothered about his job….he never thought ..ok….we got to go

- 133 -
..and we have got to be collective ..u know ..so.. if it is a maintenance
department ..they are more what you call...aware, .that they have to get a
preventative maintenance in place…you got to know the importance of it
..so …u know ..it is more of awareness...it is a healthy discussion and
change of ideas….more heads sitting together it is more ideas otherwise ..I
think ..its communication and awareness should be the most positive aspects
I think .it .does affect our production also in finance way….."
Table (4.28) Initial analysis of company (K)
Transcription Initial analysis
The benefits are the learning the
learning is very important …the
issue what happened …u know…
this is a factory …. Nothing is
perfect in the world …things
happened and that’s how you learn
from what happened …we do risk
assessment we learn ..and then….
To prevent it from happening again
and again ..
Believe that working as team has
helped increase their knowledge
- 134 -
Final analysis of company K:
Company K contributes to this saying;
"….The benefits are the learning is very important …the issue what
happened …u know… this is a factory …. Nothing is perfect in the world
…things happened and that’s how you learn from what happened …we do a
risk assessment we learn..and then…. To prevent it from happening again
and again …."
4.10.2 Positive experiences that relate to HACCP generally
The following themes were extracted from the responses of the interviewees;
Business improved
Company A quoted saying; “...working together we succeeded in gaining
customer confidence in our products as a team"
Business secured
Company C explains how they have become safer after implementing
HACCP system in their premise.
"… after the implementation of …..HACCP... I think that we are more safe".
Management improved
Company E explains how their management has become tidy and organized:
"…..By having …lets say the HACCP team you have… lets say distribution
of responsibilities is better ..it will assign when you have HACCP team.. the

- 135 -
distribution of responsibility assign clearly to each member and cascading
later on this responsibility to staff who comes beneath .."
Company J explains how reporting has become effective than it used to be;
"..so.. reporting has become more effective.. .that one nice .ok ..they were
checks in place I haven’t said no but it was not specific ..if I have the raw
material supervisor asked him now what material has you got today and at
what time ..he would be able to tell me specifically …ok….this is it and I
made so and so checks".
Compliance with the legislation
Company (A) an explained how they were able to achieve organized work
by producing HACCP manual saying;
"………… working together we succeeded in gaining customer confidence
in our products…..as a team also we composed the HACCP manual ......."
Company C explains how their company has become safe in terms of any
complaints or penalties saying;
"……Positive experiences that after the implementation of …..HACCP .. I
think that we are more safe ..we are more safe and er… actually if we follow
…they give us all the details ....or the critical or what are the hazards and
them differentiate each and every thing and we follow study….er …um…
according to the study the products are safe…."

- 136 -
Healthy working environment emerged
Company J have expressed their experiences towards HACCP by
experiencing its positive impacts on their working situations
"..it is a healthy discussion and change of ideas….more heads sitting
together it is more ideas otherwise ..I think..its communication and
.awareness should be the most positive aspects I think.."
4.10.3 Negative experiences that relate specifically to teams;
The starting steps were a challenge.
Table (4.29) Initial analysis of the difficulties and challenges related to the
HACCP team (company A)
Transcription Initial analysis
There was no difficulties because
the team was qualified, the one who
is not well qualified will get the
knowledge from the other team
members
When we joined the company we
are all specialized in different
HACCP was not well understood at
the beginning but as a team being

- 137 -
subjects but HACCP concept was
not really focused in our minds, we
had just general idea about it that’s
why we had to be enrolled in
training courses so as to strengthen
our knowledge and know about it
much.
trained HACCP become known to
them.
Company A an explained when they first joined; they actually were not
much knowledgeable of HACCP saying;
"…when we joined the company we are all specialized in different subjects
but HACCP concept was not really focused in our minds, we had just
general idea about it that’s why we had to be enrolled in training courses so
as to strengthen our knowledge and know about it much…."
Table (4.30) Initial analysis of the difficulties and challenges related to the
HACCP team (company B)
Transcription Initial analysis
So far no … no .. we ..even in the beginning
we having a proper ..we going …..we made a
manual we've submitted our maneuver outside
agency then Dubai municipality they've gone
through all the manuals and we got HACCP in

- 138 -
first audit, in the very first audit we got
HACCP .. no.. see.. marmum farm is a small
farm is not a very big dairy, we've a small
system here .. so within the limitations we've
taken to choose our best team.. because.. see..
as far as long am here as far for the quality
assurance only Laxmikant is there ..and the
production manager, he is the only key person
in that so we've taken key persons from every
and each department .... so for us there was no
any problems because I told this is not a very
big dairy it is a small dairy and we've a small
system and within the limitation we've done
and what we can say is a great achievement
that it was great challenge for us we have
taken the … in the first audit ..and while…
this… choosing these ccps…. we've studied in
details until the points we are facing… while
maximum time that we've chose the ccps so
mentoring and this controlling it is very easy
by practice .. and the awareness of people and
this… employees involvement in this systems
helps increase the moral of the employee
also… it helps in the system also…
Working hard at the
beginning to have HACCP
implemented which was
approved by the first audit
from a third party.

- 139 -
Company B also pointed out to how they have struggled to complete
HACCP manual at the beginning saying;
",…. we've a small system and within the limitation we've done and what we
can say is a great achievement that it was a great challenge for we have
taken the HACCP… in the first audit .. ….."
Table (4.31) Initial analysis of the difficulties and challenges related to the
HACCP team (company C)
Transcription Initial analysis
…no .. I think when we were
implementing ..we start ..at the
start of the implementation ..then
we face some problems ..we face
some …like this ..their
requirements that …er.. certified
suppliers ..we were facing like this
problem ..but now we take all our
raw materials ..we have the
certified suppliers now ..because
..but at the beginning we had the
problem
Understanding the requirements of
HACCP system made them face the
problem of getting approved and safe
suppliers.

- 140 -
Company C explained the situation they had at the beginning saying;
"..…no .. I think when we were implementing ..we start ..at the start of the
implementation ..then we face some problems ..we face some …like these
..their requirements that …er.. certified suppliers ...."
Table (4.32) Initial analysis of the difficulties and challenges related to the
HACCP team (ompany D)
Transcription Initial analysis
..Difficulties..There have been in the sense
like a.. we were having with ..its sea world
as u see…… like ……the program is sea
world from 2000 till date there having
been many changes to the program…some
times as per the inspection of the
municipality staff or sometimes from third
party audit or internal audit so there have
been corrections to the program basic
programs so which I think…..i wouldn’t
say that yahh…its…i wouldn’t call them
challenges but then been improvements
with the initially plan ..i think there have
been changes systematic ..continuous
changes to the programme ..verious
infractions between the team the auditors
the factory activities…..the challenges may
Facing changes in the system by
auditors as well as by
enforcement authority that
require amendments
There was a delay in getting the
recommended changes or
modification done immediately
due to financial problems.

- 141 -
be will be in the sense of budgetary
concerns ..yahh ..because sudden changes
requires sudden budget commitment ..so
..which at times it was not available but
then they … manage that ..
Table (4.33) Initial analysis of the difficulties and challenges related to the
HACCP team (company E)
Transcription Initial analysis
In the haccp team .. the challenge
was earlier to develop skills for the
staff who were earlier not involved
,, you have to gradually build up
their skills .. er … they can not in
the haccp team directly you have to
work out invest lot of many in them
to get certain training
Developing skills that qualify them to
be a HACCP team by training which is
costly and the company has to pay for
that.
Company E also contributes to this saying;
"………In the HACCP team .. the challenge was earlier to develop skills
for the staff who were earlier not involved ,, you have to gradually build up
their skills .. er…"

- 142 -
Table (4.34) Initial analysis of the difficulties and challenges related to the
HACCP team (company F)
Transcription Initial analysis
Yah .. see.. actually ..Some challenges
from the Municipality, some challenges
from the certification companies …so ..
they didn’t accept our flow chart once ..
we had to modify that …when we learnt
something from them ….municipality
challenges said that you are wrong .. we
proved what we were doing was
right…so…..when we went for re-
certification 2006 municipality…one
person ..what is his name..
Harold….yah…so and so ..was putting
me in some challenges that you should
cancel this ccp ..and I have to tell him if
cancel this ccp I will have a problem
..so… I tried to convince him and he
finally agree ..this kind of problems we
had.. from the certification companies
….sometimes they will just say this is not
correct …
Facing changes in the system by
auditors as well as by
enforcement authority that
require amendments at the
beginning.
HACCP as a controversy

- 143 -
Company F explained in this regard as saying;
"…Yah .. see.. actually ..Some challenges from the Municipality, some
challenges from the certification companies …so .. they didn’t accept our
flow chart once .. we had to modify that …"
Table (4.35) Initial analysis of the difficulties and challenges related to the
HACCP team (ompany G)
Transcription Initial analysis
No …. Because they were all
trained and have the knowledge ..
that made haccp easy
Nothing
Table (4.36) Initial analysis of the difficulties and challenges related to the
HACCP team (company H)
Transcription Initial analysis
One of the difficulties we have got is
the haccp team meeting … we are
trying to intensify the meeting to be
weekly not even monthly so that any
member who couldn’t attend the
During the meeting that requires
everyone to be present but that
never realized as someone would be
absent therefore there is a need to

- 144 -
meeting the first week can attend it
the second one.. but when it is
monthly if any member failed to
attend ….then he will have to wait
for another month to meet again and
that’s not practical..,
Other difficulties could be
considered administrative ……such
as the place that we wanted to meet
in …. Sometimes it is occupied by
other group or needed by the
General Manager.
overcome this problem by adjusting
the meeting schedule.
Lack of space in the company to
arrange the meeting in.
Lack of time
As company H was referring to as saying; "…One of the difficulties we have
got is the HACCP team meeting … we are trying to intensify the meeting to
be weekly not even monthly so that any member who couldn’t attend the
meeting the first week can attend it the second one.."
Lack of Space is an obstacle for conducting HACCP
Company H arose this issue as saying; "….Other difficulties could be
considered administrative such as the place that we wanted to meet in …

- 145 -
Sometimes it is occupied by other group or needed by the General
Manager….."
In a fast-moving environment such as a processing plant or a catering
establishment, time is always limited. Therefore it is not surprising that
people always priorities tasks according to their own perception of
importance Panisello and Quantick,(2001).
Therefore, managers should be aware of the limitations of their operations
and realistically design monitoring procedures and schedules commensurate
with their operations Panisello and Quantick,(2001).
Table (4.37) Initial analysis of the difficulties and challenges related to the
HACCP team (company I)
Transcription Initial analysis
Difficulties means ok…suppose every
people ..because I told before …since I
am the person who….since I am holding
the haccp team leader… ..first of all I
must know what are the…work ..things
that should be done in the factory….so
my responsibility is to hold all this
people ..really I have faced a lot
challenges in this company….because
our company since we have lack of
space it is difficult to …it is very hard
work ..i think after we go for the
Lack of space is an hurdle that
affect the team to work
harmoniously

- 146 -
expansion things will be much easier..we
lack some one more from the quality
control but our company is intending to
hire a quality control manager who must
be having more experience than me ….he
might not know much about our company
but he definitely have experience then
only we can work hand in hand …
Personal difficulty that he needs
someone else to assist him so as
to alleviate some of the work load
assigned to him.
Company I demonstrates their difficulties as saying;
"…..really I have faced a lot challenges in this company….because our
company since we have a lack of space it is difficult to …it is very hard
work ..i think after we go for the expansion things will be much easier….."
Food factory layout must be designed to achieve a smooth flow of
operations keeping the amount of handling of food materials to the minimum
possible Panisello and Quantick,(2001).
Table (4.38) Initial analysis of the difficulties and challenges related to the
HACCP team (company J)
Transcription Initial analysis
Yes….ya….initial….financial
aspects….because we had made a lot
Things were not tidy enough,
team had to work hard to make

- 147 -
of changes when we were introduced
into haccp .. the manual writing ..and
having certain checks in place
…having people come to do certain
duties then also may be the splitting
your duties ..earlier if you had a
supervisor who is just looking into
everything you couldn’t really pin
point and ask him to do this at this
time ..but.. u know ..so.. reporting has
become more effective.. .thats one
nice .ok ..they were checks in place I
haven’t said no but it was not
specific ..if I have the raw material
supervisor asked him now what
material have you got today and at
what time ..he would be able to tell
me specifically …ok….this is it and I
made so and so checks.
ends meet such as taking more
duties, writing HACCP manual.
Table (4.39) Initial analysis of the difficulties and challenges related to the
HACCP team (company k)
Transcription Initial analysis
"….Yaah.. I would call them Lack of scientific evidence or proof

- 148 -
challenges not difficulties .. yeah
.they had been a lot .especially .in
terms of a.. …convincing people
that these are the right things to do
and why we are right …u know .. to
prevent issues …etc. challenges
again….I can say ..that ..er .. what
really happen is certain issues are
challenging things when we have…
suspect of a.. may be …a foreign
object contamination or any
contaminant ..etc…..and we have
taken decision for example …these
are the challenging……"
of a plan being valid so as to
convince others about it.
Lack of tools to make things sure
happening so that right decision could
be taken.
Company K quoted as saying "…Yaah.. I would call them challenges not
difficulties .. yeah .they had been a lot .especially .in terms of the a..
…convincing people that these are the right things to do and why we are
right …u know .. to prevent issues …etc…"

- 149 -
4.10.4Negative experiences that relate to HACCP generally
The following themes were extracted from the interviews responses;
Financial difficulties
Company D explained the difficulties sometimes ago faced the HACCP
team to carry out corrective actions ;
"…..the challenges may be will be in the sense of budgetary concerns ..yahh
..because sudden changes requires sudden budget commitment ..so ..which
at times it was not available but then they … manage that ….."
Company E also adds;
"……..you have to gradually build up their skills .. er … they can not be in
the HACCP team directly you have to work out invest a lot of many in them
to get certain training……"
Company J quoted saying in this context;
"…Yes….ya….initial….financial aspects….because we had made a lot of
changes when we were introduced into HACCP … the manual writing ..and
having certain checks in place …having people come to do certain duties
then also may be the splitting our duties ..."
HACCP as distortion
This was implied by many responses as quoted while interview;
Company D explains how many changes or modifications their company
had received since the implementation and these changes are still going on

- 150 -
in spite of the simple nature of business as him referred to it as sea world (
meaning seafood business),
"…difficulties….There have been in the sense like a.. we were had with ..its
sea world as u see…… like ……the program is sea world from 2000 till date
there having been many changes to the program…some times as per the
inspection of the municipality staff or sometimes from third party audit or
internal audit…"
HACCP as a controversy
This was implied in some responses that there are no clear and cut
answers regarding HACCP elements even from the authorities or
certification institutions;
"….municipality challenges said that you are wrong .. we proved what we
were doing was right…so…..when we went for re-certification 2006
municipality…one person ..what is his name.. so and so….yah….so and so
..was putting me in some challenges that you should cancel this CCP ..and I
have to tell him if cancel this CCP I will have a problem ..so… I tried to
convince him and him finally agree ..this kind of problems we had.. from the
certification companies ….sometimes they will just say this is not correct
…"
The adoption of HACCP will be impeded unless there is mutual
understanding and agreement between the food industry and the enforcement
authorities Panisello and Quantick,(2001).

- 151 -
4.11 Interviewees profile
Company A
A man who is in his mid 50's, an expatriate who have come to the country
(UAE) long time ago in the eighties, he lives along with his family in the
company's accommodation in the farm. He is always on call for any
situation that might occur in the farm. He is a veterinary doctor, holds
Quality Control & diagnostic Lab Manager ( HACCP team leader) in the
company, has nearly 25 years of experience, has got a good knowledge in
HACCP implementation through training courses and on site experience.
Company B
A male in his 40's, works as a quality control supervisor, had been working
in Oman before, his educational background is B.Sc. in dairy, has gotten a
good knowledge of HACCP implementation which he applied it to his
current company. While implementing HACCP they haven’t got assistance
from outside experts but himself and his team tried to work their system out
and them got it approved by first audit from the municipality.
Company C
A man is in his late 40's, who has been assigned to look after HACCP
maintenance in the company, his educational background is basically on
chemistry and he has got M.Sc. in the same subject.

- 152 -
Company D
A man in his early 40's, expatriate, has got M.Sc. In industrial fisheries and
he is working as a fish technologist and HACCP leader at a time, seems to
be very conversant with his role.
Company E
A man in his mid 30's, an expatriate single, who is working as an auditor
besides to his current job as an assistant plant manager, his educational
background is chemistry science, he has got a good knowledge in TQM as
well as in HACCP through experience and training courses.
Company F
A man in his early 40's, working as a quality assurance manager in his
current job, his educational background is BSc. Chemistry, has got
experience in HACCP from his previous job and through training.
Company G
A man who is 34 years old, living with his family of a wife and two kids,
used to work in Oman before he joined his current job, holds M.Sc. In Fish
Industries, has got experience in HACCP and ISO through courses.
Company H
A man in his 40's, working as quality assurance officer in his current job as
well as a HACCP leader, he is a graduate of biochemistry besides that he
got Diploma in food science,
- 153 -
Company I
A man in his early 30's has finished M.Sc. In microbiology and worked as a
microbiologist in his previous job in India, in his current company he works
as quality controller as well as a HACCP leader.
Company J
A lady in her late 20's, single, she had finished MSc. In microbiology, very
much dedicated to her position, has got a sense of humor, she seemed a
prominent figure in the company regarding food safety besides that she is
the HACCP leader.
Company K
A man who is 35 years old, graduate of food science a technology, worked
as a consultant and a third party auditor in his previous job, he has got a
good knowledge of legislation as well as TQM guidelines, he joined his
current job before 3 months and him is the team leader as he is the quality
and food safety technologist.
4.12 Businesses in the case to be contacted again regarding this project:
Are you happy to be contacted again regarding this project? That was the
last question among the questions designed for the interview and all the
businesses interviewed has responded YES, in fact, warmly welcomed to
participate in any further inquiries.

- 154 -
CHAPTER FIVE
5. CONCLUSIONS AND RECOMMENDATIONS
5.1 Findings of the study
The primary purpose of this study was to explore the idiosyncrasies and
potentialities of HACCP teams and to which extent they have been built up
multidisciplinary and inter-hierarchical taking into consideration the outmost
and ultimate goal of how could that be beneficial and invaluable for HACCP
implementation and maintenance so as to produce safe food.
From the results obtained and from the interviewees' responses the
research had revealed the most positive experiences being with HACCP
team, and the difficulties encountered by the HACCP teams as in the
following Findings:
1. Positive experiences that relate specifically to teams:
- Members' knowledge improved.
- Members' awareness and commitment increased.
- Employees performance improved.
2. Other positive findings about HACCP in general.
- Business improved.
- Business secured.
- Management improved.
- Compliance with the legislation.

- 155 -
- Healthy working environment emerged.
3. Negative experiences that relate specifically to teams:
- The starting steps were a challenge.
- Lack of time.
- Lack of space is an obstacle for conducting HACCP.
4. Negative experiences that relate to HACCP
- Financial difficulties.
- HACCP as distortion.
- HACCP as a controversy.
5.2 Conclusions:
1. From the above results. It is clear that, the good advantages of assembling
a team and how beneficial that is on team individuals themselves which in
turn has its positive influence on HACCP system generally.
2. The study indicated a HACCP system that really works in practices will
depend on the competency of the people who both developed it and who
operated it, and the prerequisite programmes, which support it. If it is to be
truly successful, then there must be an overriding internal belief in the
HACCP approach and what it can do for the business once properly
implemented. The critical success factors will thus be:
- Proper preparation and planning.
- Trained and educated people.

- 156 -
- Belief in the approach by all personnel.
- A shared commitment to food safety.
3. The company has implemented HACCP for its own benefits rather than
for HACCP certification. The company’s quest for continuous quality
improvement is significantly enhanced with improving product safety under
the HACCP system. As yet, acquiring a HACCP certification is not a
condition of a good sale. However, achievements from HACCP
implementation would promote the product in the eyes of customers.
4. In order to strengthen its HACCP implementation, the company should
broaden qualitative hazard assessments to quantify consumer risk and
potential hazard reduction (Notermans et. al., 1995).
5. Most businesses have a reasonable and a sufficient number of HACCP
team members ranged between 5-10 members. Almost half of the entire
sample which are 5 (45.4 %) businesses; their number of HACCP team
members is matching the number recommended or stipulated in the
regulation.
6. Generally, total of 10 (90.9%) businesses out of 11(the total sample), have
either an ideal number of HACCP team (5 to 6 members) or close to this
number which is recommended by FAO (1998), Mayes and Mortimore,
(2003) and other HACCP theorists.
7. Regarding HACCP team qualifications and expertise, the study had
discovered that most of the HACCP team members were educated with
various educational backgrounds; M.Sc, B.Sc, Diploma, formal training and
long experiences in the same field.

- 157 -
8. Therefore the study show, the composition of the teams was
multidisciplinary to some extent, positively the businesses seemed to be
aware of multidisciplinary approach, and that appeared very clear through
their responses during the interviews. On the other hand, businesses seemed
to be not aware of inter-hierarchical approach that the HACCP team should
also be addressed with as recommended by some HACCP theorists, however
the approach sometimes exists concurrently and unintentionally.
9. To implement an effective food safety management system, managers will
require an understanding of all aspects of food hygiene, including basic
microbiology and food science, together with the last information on causes
of food borne illness, food vehicles and preventive measure.
5.3 Recommendations:
1. HACCP team in the food industry in Sharjah is positively considered as
an important step towards HACCP implementation, and therefore, it is an
essential element of HACCP system in Sharjah, often, however, HACCP
requires to be more focused, well trained and properly structured so as to
comply with the multidisciplinary and inter-hierarchical approaches.
2. There is a need for the HACCP team should be aware of hazards and
control and controls relating to their food business, especially in relation to
temperature and microbiology, physical and chemical contamination. They
should be able to identify points that are critical to food safety and
implement effective control and monitoring procedures at these point. If
monitoring reveals that a problem has occurred at critical control point, a

- 158 -
system must be in place to ensure timely and appropriate corrective action is
taken.
3. A comprehensive effort by governments and businesses is necessary and
data should be collected and used to evaluate and adapt the HACCP plan.
The HACCP system must also be revised to reflect ongoing changes to
operating systems, plant, facilities, workforce and environment, as these will
have an impact on the safety of the consumer’s end product. As changes
occur, each employee must be retrained, kept aware of his role and held
accountable for a clean workspace and safe product at his stage of the
process. Moreover, consideration should be given to the value and
application of control charts in maintaining process control in the Production
and Laboratory areas, as this will allow continuous tracking of process
parameters at CCP.
4. The Ministry of Health in Developing countries should took the initiative
of address the HACCP system and plans for its implementation throughout
the food industries via different methods such as seminars, ceremonies of
appreciation and through training sessions.
5. The Ministry of Health as it is enforcement authority in Developing
countries . it must starts to assess food companies if are embrace the
prerequisite programme of HACCP such as Good Manufacture Practice
(GMP), Good Hygiene Practice (GHP),Good Agriculture Practice (GAP), so
as to implement the HACCP system and to set out the essential requirement
and follow up the progress of the HACCP system uptake gradually.

- 159 -
6. The responsibility of the food industry in Developing countries to
develop and implement HACCP plans and for regulatory agencies to
facilitate this progress.
7. Finally study recommended as the HACCP team should be
multidisciplinary; it also needs to be inter-hierarchical. Multidisciplinary
represents the breadth/horizontal aspect of the organization, which mainly
refers to differing knowledge and expertise, while inter-hierarchical refers to
the length/vertical side of the organization represented by all levels within
the organization.
8. Suggestions for Further Studies: The above study was carried in a very
small area (Sharjah emirate) compared to the total area of United Arab
Emirate (UAE) country,. Therefore, Further in -depth research is
recommended in this sector in order to investigate and highlight the
importance of HACCP team being multidisciplinary and inter- hierarchical
and how invaluable those approaches for effective HACCP implementation.

- 160 -
REFERNCES
1. Amartunga, D.; Baldry, D.; Sarshar, M and Newton, R (2002).
'Quantitative and Qualitative Research in the Built Environment:
application of "mixed" research approach, Work Study, 51 (1).17-31.
2. Amann, A. and Reiterer, B (2003), frame of reference for the research
instruments, University of Vienna, Institute of Sociology Vienna, Austria.
3. Agriculture and Resource Management Council of Australia and New
Zealand(ARMCANZ), 2001, A Guide to the Implementation and Auditing
of HACCP, CSIRO Cataloguing-in-Publication, Victoria.
4. Arduser and Robert, (2005). HACCP sanitation in restaurants and food
service operation: a practical guide based on FDA food code, the U.S.
5. Asania, MP.V. and Zamora-Luna, MB.V. (2005), ‘Barriers of HACCP
team members to guideline adherence', Food Control, 16 (1) .15-22.
6. Bilchik, S. (1998), 'Forming a Multidisciplinary Team to Investigate Child
Abuse: Conclusion', Office of Juvenile Justice and Delinquency Prevention,
accessed on 06.01.2008, via <
http://www.ncjrs.org/html/ojjdp/portable_guides/forming/conclusion.html>.
7. Buckley, M. R., Norris, A. C. and Wiese, D S (2000),' A brief history of
the selection interview: may the next 100 years be more fruitful', Journal of
Management History, 6 (3).113-126.

- 161 -
8. Codex, (1991). Draft principles and application of the Hazard Analysis
Critical Control Point (HACCP) system. Codex Alimentarius Commission
Document Alinorm 93/13 appendix VI. November 1991.
9. Codex, (1997). Hazard Analysis and Critical Control Point (HACCP).
System Principles and Guidelines for its Application, Annex II
CAC/RPCn1, Rev.3 M 99/13A Appendix II, 1997.
10. Codex, (1999), Basic Texts on Food Hygiene, 2nd ed, CAC, Rome
11. Codex, (2003),'Recommended International Code of Practice of Food
Hygiene', CAC
12. Codex, (2009), Food Hygiene Basic Texts, 4th ed. Rome.Codex
Alimentarius.
13. Carnegie, A. (2001), 'People First!', James Carter publisher, 1(3),
accessed on 06.01.2008, <www.EmployeeDevelopmentSolutions.com>.
14. Chenail, R. J. (2009). Interviewing the investigator: Strategies for
addressing instrumentation and researcher bias concerns in qualitative
research. The Weekly Qualitative Report, 2(3), 14-21. Retrieved from
http://www.n
15. Clark, K. (2007). Team's Questionnaire. University of Salford.
16. Carr, L.T. (1994), 'The Strength and Weaknesses of Quantitative and
Qualitative research: What method of nursing?', Journal of Advanced
Nursing, 20 (4),pp.716-721

- 162 -
17. Corlette, D.A. (1998), HACCP User's Manual, Aspen Publishers,
London.
18. Creswell, J. W. (2003). Research design: Qualitative, quantitative, and
mixed methods approaches. ova.edu/ssss/QR/WQR/interviewing.
19. Creswell, J. W. (2007). Qualitative inquiry & research design: Choosing
among five approaches (2nd ed.). Thousand Oaks, CA: Sage.
20. 21. Ekanem, I. (2007), "Insider account": a qualitative research method
for small firms, Journal of small Business and Enterprise
Development,14(1): 105-117.
21. Eisenberg M.S.; Gaarslev K; Brown W.; Horwitz M.; and Hill D. (1975
)Staphylococcal food poisoning aboard a commercial aircraft. Lancet; 2:595-
599.
22. Engel, D.,(2000) HACCP in training Food Safety principles made easy,
Chadwick House Group Limited, London.
23. FDA, (1999) - Guidance for industry: Seafood HACCP Transition
Guidance. USFDA.www.fda.gov.
24. FAO, (1998), 'Food Quality and Safety Systems - A Training Manual on
Food Hygiene and the Hazard Analysis and Critical Control Point (HACCP)
System', Publishing Management Group, FAO Information Division, Rome.
25. FAO and WHO, (2004) 'FAO/WHO guidance to governments on the
application of HACCP in small and/or Less Developed Food Businesses' ,
Food and Nutrition Paper, accessed on 23.12.2007, accessed via

- 163 -
WHO,<http://www.who.int/foodsafety/publications/fs_management/HACC
P_SLDB.pdf>.
26. FAO and WHO, (2006). Guidance to Governments on the application of
HACCP in Small and/or Less Developed Food Businesses' , Food and
Nutrition Paper 86. Rome: Food and Agriculture Organization and World
Health Organization.
27. Frazer, L. and Lawley, M. (2000), Questionnaire design and
administration, John Wiley & Sons Australia, Ltd, Milton.
28. Freyens, B. and Martin, M. (2007), 'Multidisciplinary knowledge
transfer in training multimedia projects', Journal of European Industrial
Training, 31. 680-705.
29. Gall, M. D., Gall, J. P., & Borg, W. R. (2003). Educational research: An
introduction (7th ed.). Boston, MA: A & B Publications. Kvale, S. (2007).
Doing interviews. Thousand Oaks, CA: Sage.
30. Gibbons, S. R., Mclymont; V. E.; Wiprovnick, J.;Glauner, D. and
Schardien, K. (2006), 'Effect of a Multidisciplinary Team Approach to
Implementation HACCP Guidelines for Enteral Feeding', Journal of the
American Dietetic Association, 106 (8). 54.
31. Gall, M. D.; Gall, J. P.; and Borg, W. R. (2003). Educational research:
An introduction (7th ed.). Boston, MA: A and B Publications.
32. Hedberg C.W.; Levine W.C.; White K.E.; Carlson R.H.; Winsor P.K.;
Cameron D.N.; MacDonald K.L.; Osterholm M.T.(1992), An international

- 164 -
food borne outbreak of shigellosis associated with a commercial airline.
JAMA 1992; 268: 3208-3212.
33. Higgs, M.; Plewnia, U. and Ploch, J. (2005), 'Influence of team
composition and task complexity on team performance', Team Performance
management, 11(7/8), pp. 227-250.
34. Ingram, H. and Desombre, T. (1999), 'Teamwork in health care Lessons
from the literature and from good practice around the world', Journal of
Management in Medicine, 13 (1).51-59.
35. Internet CSA Illume database, (2008). Publications on a team approach
accessed via CSA, < htt://www.research-live.com/features/datsat-illume-45-
reviwed/2001968.article
36. Internet Scopus database, (2008). Nmber of articles mentioned
HACCPteam, accessed via Scopus, < www.scopus.com/scopus/home.url
37. Internet Emered database, (2008).Interview in food safety publications
accessed via Emered, < www.emeraldinsight.com
38. Kvale, S. (2007). Doing interviews. Thousand Oaks, CA: Sage.
39. Lambiri M.; Mavridou A.; Papadakis J.A. (1995) The application of
Hazard Analysis Critical Control Points (HACCP) in a flight catering
establishment improved the bacteriological quality of meals. J R Soc Health;
115(1): 26-30.
40. Lee, R. M. (2004), 'Recording Technologies and the Interview in
Sociology, 1920-2000', Sociology, 38 (5). 869-889.

- 165 -
41. Lufthansa.L., (2005) Service Holding A.G. Gork F-P (ed.).Global
Quality System. A general guide to Quality Management System
Requirement, Good Manufacturing Practice, CMCP System, Food Safety
Practice, HACCP System, FSCP System in Airline Catering. LSG.
42. Marthi, B. (1999), 'Food Safety Challenges in Developing Countries: the
Indian Situation', Food Control, 10(4-5), pp.243-245.
43. Mayes, T. and Mortimore, S. (2003), making the most of HACCP,
Woodhead Publishing Limited, Cambridge.
44. Maanen, J. (1979). 'Reclaiming Qualitative Methods for Organizational
Research: A Preface', Jstor, accessed via Jstor, Nov. 12, 07, <
http://www.jstor.org/>.
45. Majewski M.C. ( 1992) Food safety: the HACCP approach to hazard
control. CDR; 2: R105-108
46. McNamara, C. (2009). General guidelines for conducting interviews.
Retrieved January 11, 2010, from
http://managementhelp.org/evaluatn/intrview.htm
47. Mitchell, B. (1992) , 'How to HACCP', British Food Journal, 94(1),
accessed via Emerald, 20 Oct 2007, < http://www.emeraldinsight.com/>.
48. Mortimore S.and Wallace C.( 1997). HACCP A practical approach.
Chapman and Hall, London, , p.3, 4.

- 166 -
49. Mortimore S.and Wallace C. (1998). HACCP. A practical approach.
Chapman & Hall, London, p.3, 4.
50.Merriam.and Webster. (2008), 'Hatch[2verb]', accessed on 14.05.08, <
http://www.merriam-webster.com/dictionary >.
51. NACMCF, (1989). HACCP Principles for Food Production. USDA-
FSIS Information Office, Washington, DC 1989.
52. NACCMCF,(1992). Hazard analysis and critical control points systems.
J Food Prot 1992; 16: 1-
53. NACMCF, (1997). Hazard Analysis and Critical Control Point
Principles and application guidance, National Advisory Committee on
Microbiological Criteria for Foods.
54. NACMCF, (1998). Hazard analysis and critical control points principles
and application guidelines. J Food Prot 1998; 16: 762-775.
55. Notermans, S.; Gallhoff, G.; Zwietering, M.H.; and Mead. G.C. (1995),
“Identification of critical control points in the HACCP system with a
quantitative effect on the safety of food products”, Food Microbiology,
Vol.12, pp. 93-98_________Quality not quality
56. Oppenheim, A. (1992), Questionnaire Design, Interviewing and Attitude
Measurement, British Library Cataloguing in Publication Data & Library of
Congress Cataloging in publication Data, new ed., London.
57. Panisello, P.J.and Quantick, PC (2001), 'Technical barriers to Hazard
Analysis Critical Control Point (HACCP)', Food Control, 12 (3),. 165-

- 167 -
58. Proehl, R.A. (1997), 'Enhancing the effectiveness of cross-functional
teams', Team Performance Management, 3 (3), pp.137-149.
59. USFDA, (2006) . HACCP: A State-of-the-Art Approach to Food Safety
[Internet]. United States Food and Drug Administration; [cited 2006 Aug
28]. Available from: http://www.cfsan.fda.gov/*lrd/bghaccp.html.
60. Rhodehamel E.J. (1992) Overview of Biological, Chemical, and
Physical Hazards. In: Pierson MD, Corlett jr. DA (eds): HACCP. Principles
and Application. Van Nostrand Reinhold, New York 1992, p.8-26, ISBN 0-
442-00989-5.
61.Sharjah Municipality, (2005), 'HACCP Guidelines for food
manufacturing premises', Food Control, 1 (1), pp.167.
62. Sharjah Municipality, (2007), Food factories in Sharjah to implement
HACCP by 2005, access 26.12.2007.
63. Sharjah Municipality (2008), SM News: Sharjah Municipality holds
seminar on Food Safety, 05.02.2008.
64. Spiegel,M ; Luning,P ; Ziggers; G and Jongen; W (2003).'Towards a
conceptual model to measure effectiveness of food quality systems', Trends
in Food Science & Technology, 14(10), pp. 424-431
65. Surak, J. G. and Wilson, S. (2007), 'The Certified HACCP Auditor
Handbook', American Society for Quality, USA. Accessed via google,
23.04.2008. < http://books.google.ae/books?>.

- 168 -
66. Tyran, K. and Gibson C. (2008), 'Is What You See, What You Get? The
Relationship among Surface- and Deep-Level Heterogeneity Characteristics,
Group Efficacy, and Team Reputation', Group & Organization Management,
33 (1). 46- 76.
67. Taylor, (2006). 'How to develop a HACCP plan', academic tutorial
modules, salford university, Greater Manchester.
68. Taylor, E and Taylor, J. Z. (2004), 'perception of " the bureaucratic
nightmare" of HACCP', British Food Control, 106 (1), pp.65-72.
69. Taylor, E. (2002), 'HACCP in small companies: benefit or burden?',
Food Control, 12 (4), pp.217-222.
70. Taylor; Eunice Taylor; Jeremy Taylor; Kevin Kane; and Dave Shannon,
(2012) "Food safety and HACCP : The international guide", First edition,
publish by tsi, United Kingdom.
71. Taylor, E. 2001, 'HACCP in small companies: benefit or burden?', Food
Control, 12 (4), pp.217-222.
72. The University of Arizona, (2006). 'The use of Qualitative Interviews in
Evaluation', The University of Arizona, accessed 07.11.2007,
<http://ag.arizona.edu/fcs/cyfernet/cyfar/Intervu5.htm>.

- 169 -
73. Wallace, C. A. and Powell, S. C., (2005), 'Post-training assessment of
HACCP knowledge: its use as a predictor of effective HACCP development,
implementation and maintenance in food manufacturing', British Food
Journal, 107 (10), pp. 743-759.
74. Webber, S. (2002), 'Leadership and trust facilitating cross-functional
team success', Journal of Management Development, 21(3). 201-214.
75. WHO, (1999) Strategies for implementing a HACCP in small and/or less
developed businesses. Geneva: World Health organization

- 170 -
APPENDICES
Appendix 1: HACCP Team Questionnaire
How many people are in your HACCP team?
2. Who are the key members of your current HACCP team? (add to table
below)
3. What are their qualifications/if any? (add to table below)
Name Job Title Qualifications
4. Are any of these people from outside the business? If yes what is their
function and/or area of expertise?

- 171 -
5. When was this HACCP team formed?
6. Since this HACCP team formed have members left/joined? If so please
give details.
7. How often does your HACCP team meet?
8. What have your most positive experiences been with this HACCP team?
9. Have there been any difficulties or challenges relating to the HACCP
team?
10. Are you happy to be contacted again regarding this project?
Business details
Business name
Contact name
Contact telephone number
Business address
Number of employees

- 172 -
Products
Other Not
Appendix 2: Sharjah City Map
Sharjah is the oldest emirates coast of Oman, and mediates the other
emirates. The area of Sharjah 2,600 km², and this space is equivalent to
3.3% of the total area of the UAE. The length of the coastline of the Arabian
Gulf about 20 kilometers, and the inside of about 80 kilometers of the Gulf

- 173 -
of Oman. Sharjah is the capital of Sharjah emirate located on the Arabian
Gulf and in the south-west lies the village of Alkhan then twist that separates
the creek from Sharjah, built on the Gulf coast along three miles, was one of
the most important centers for import and export, and industries were
thriving.
Appendix 3: Interviews transcription
Eleven companies selected were HACCP certified companies with which the
research was carried out and their responses are shown below as per the
questions sequence on the questionnaire,
The question was
How many people are in your HACCP team
No. Company Name No. of Employees No. of HACCP
team
1 Company A 350 10
2 Company B 250 6
3 Company C 450 25
4 Company D 85 9
5 Company E 255 5
6 Company F 300 9
7 Company G 300+ 6

- 174 -
8 Company H 227 5
9 Company I 90 7
10 Company J 60 5
11 Company K 200 7
Every company has enclosed the name of their HACCP team members, their
job titles and qualifications as asked through the question no. 2 and 3 in the
questionnaire.
Here are the interviews for each company separately
Company (A).
Q1. [How many people are in your HACCP team?]
10 people
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3. [What are their qualifications/if any? (add to table below)]
No. Job title Qualification
1 Quality Control & diagnostic Lab
Manager ( HACCP team leader)
BSc. In veterinary
2 Maintenance Manager Mechanical Engineer

- 175 -
3 Processing plant Manager Vet
4 Hatching Manager Agricultural Engineer
5 Quality Controller Vet
6 Quality Controller Vet
7 Sales man Veterinary Institute
8 Quality Controller Vet
9 Quality Manager Veterinary Institute
10 Food Processing Plant Manager Food Technologist
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. No, all of them are from within the company itself.
Q5. [When was this HACCP team formed?]
A5. 1995
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. Yes many left and new joined but the current HACCP team is fixed
since 2003.

- 176 -
Q7. [How often does your HACCP team meet?]
A7. Once in every 3 month and on emergencies
Q8. [What have your most positive experiences been with this HACCP
team?]
A8. "….Since we started working as a team we begin to know all the
specifications of our products, the associated pathogens such as salmonella
spp. and the total account of bacteria that each product might have.
Working together we succeeded in gaining customer confidence in our
products. As team also we composed the HACCP manual……"
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9. There was no difficulties because the team was qualified, the one who is
not well qualified will get the knowledge from the other team
members…….When we joined the company we are all specialized in
different subjects but HACCP concept was not really focused in our minds,
we had just general idea about it that’s why we had to be enrolled in training
courses so as to strengthen our knowledge and know about it much….."
Q10. [Are you happy to be contacted again regarding this project?]
A10. Yes

- 177 -
2. Company (B)
Q1. [How many people are in your HACCP team?]
A1. 6 people
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3. [What are their qualifications/if any? ( add to table below)]
No. Job title Qualification
1 Q. Assurance Supervisor (HACCP leader) Dairy Science
2 Q. control Supervisor Dairy Science
3 Deputy General Manager Engineering
4 Production Manager Dairy Science
5 Purchase Manager Engineering
6 Maintenance Manager Engineering
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. NO
Q5. [When was this HACCP team formed?]

- 178 -
A5. On 2003
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. Yes
Q7. [How often does your HACCP team meet?]
A7. Twice a month
Q8. [What have your most positive experiences been with this HACCP
team?]
"……definitely na ..with the form I can say that, after implementing haccp
there are lot of things we have implemented and things are going on very
smooth there are not any problems because with HACCP .. you know ..
basically there are ccps in the HACCP so that with ccp we made the ccp and
we are monitoring the ccp, we are controlling the ccp all the things it is
totally giving good life, good awareness to the employees, all are
contributing to this HACCP especially this personal hygiene they have
increased their level of standard, it is good for the organization also and
individual also …basically,….."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
"……So far no … no .. we ..even in the beginning we having a proper ..we
going …..we made a manual we've submitted our maneuver outside agency
then Sharjah municipality they've gone through all the manuals and we got
HACCP in first audit, in the very first audit we got HACCP .. no.. see..

- 179 -
marmum farm is a small farm is not a very big dairy, we've a small system
here .. so within the limitations we've taken to choose our best team..
because.. see.. as far as long am here as far for the quality assurance only
Laxmikant is there ..and the production manager, he is the only key person
in that so we've taken key persons from every and each department .... so for
us there was no any problems because I told this is not a very big dairy it is a
small dairy and we've a small system and within the limitation we've done
and what we can say is a great achievement that it was great challenge for us
we have taken the … in the first audit ..and while… this… choosing these
ccps…. we've studied in details until the points we are facing… while
maximum time that we've chose the ccps so mentoring and this controlling it
is very easy by practice .. and the awareness of people and this… employees
involvement in this systems helps increase the moral of the employee also…
it helps in the system also…"
Q10. [Are you happy to be contacted again regarding this project?]
A10. Yes

- 180 -
3. Company(C).
Q1. [How many people are in your HACCP team?]
A. 25 people
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3. [What are their qualifications/if any? ( add to table below)]
No. Job title Qualification
1 Executive Manager-HACCP leader MBA, BSc. & food
hygiene Dip.
2 Production Manager MSc. Chemical Sci.
3 Distribution Manger BSc.
4 HACCP In charge (HACCP leader) M.Sc. chemistry
5 ISO In charge B.Sc.
6 Bun line Administrator MA economics
7 HACCP implementer & Recorder B.Sc. Chemistry
8 Statistical Officer B. com+ M.Sc.
9 Hygiene Officer BA
10 Lab Technician M.Sc.

- 181 -
11 Mechanic SSC
12 Store Keeper B.com
13 Delivery In charge Graduation
14 Hygiene Officer M.Sc. Chemist
15 Lab. Technician M.Sc.
16 Hygiene Officer MBA-Finance
17 HACCP/ISO Implementer B.Sc.Chem & zoology
18 Slice Bread Supervisor BA.
19 Record Keeper SSC
20 Record Keeper SSC
21 Record Keeper SSC
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. NO
Q5. [When was this HACCP team formed?]
A5. 2003
- 182 -
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. Yes
Q7. [How often does your HACCP team meet?]
A7. On quarterly basis and at any deviation occurs in the factory
Q8. [What have your most positive experiences been with this HACCP
team?]
A8. "….Positive experiences that after the implementation of …..HACCP ..
I think that we are more safe ..we are more safe and er… actually if we
follow …they give us all the details ..or the critical or what are the hazards
and they differentiate each and every thing and we follow the study…
according to the study the products are safe…."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9."…no .. I think when we were implementing..we start ..at the start of the
implementation ..then we face some problems ..we face some …like this
..their requirements that …er.. certified suppliers ..we were facing like this
problem ..but now we take all our raw materials ..we have the certified
suppliers now ..because ..but at the beginning we had the problem…"
Q10. [Are you happy to be contacted again regarding this project?]
A10. Yes

- 183 -
4. Company (D).
Q1. [How many people are in your HACCP team?]
A. 9 members
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3. [What are their qualifications/if any? ( add to table below)]
No. Job title Qualification
1 Managing Director 30 yrs experience in
seafood
2 General Manager B. Tech in Food Tech.
3 Operation Manager & HACCP
Manager
M.Sc. in Microbiology
4 Fish Technologist MSc. Industrial fisheries
5 Quality Assurance M.Sc. in Microbiology
6 Factory Manager Over 25 yrs experience in
sea food
7 Production Manager Diploma in refrigeration &
B. Com
8 Asst. QC B.Sc. Fisheries

- 184 -
9 Machinery In-charge Diploma in Refrigeration &
Air Conditioning.
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. NO
Q5. [When was this HACCP team formed?]
A5. 2000
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. Yes
Q7. [How often does your HACCP team meet?]
A7. Twice a year
Q8. [What have your most positive experiences been with this HACCP
team?]
A8. "....yah I think the most important thing is the awareness ..it's a.....that u
know ..like a ..it's a quality is very important especially in the food industry
..i mean it’s in the same for any other industry but especially for the food
safety …quality and safety so that awareness I think is the most important
thing with the team because it’s …a …from various levels may be excluding

- 185 -
the workers but for that every year there is training…given I would say it’s a
shared responsibility…."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9. "…difficulties..there have been in the sense like a.. we were having with
..its sea world as u see…… like ……the program is sea world from 2000 till
date there having been many changes to the program…some times as per the
inspection of the municipality staff or sometimes from third party audit or
internal audit so there have been corrections to the program basic programs
so which I think…..i wouldn’t say that yahh…its…i wouldn’t call them
challenges but then been improvements with the initially plan ..i think there
have been changes systematic ..continuous changes to the programme
..various infractions between the team the auditors the factory
activities…..the challenges may be will be in the sense of budgetary
concerns ..yahh ..because sudden changes requires sudden budget
commitment ..so ..which at times it was not available but then they …
manage that …."
Q10. [Are you happy to be contacted again regarding this project?]
A10. Yes

- 186 -
Company (E)
Q1. [How many people are in your HACCP team?]
A1. 8 people
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3. [What are their qualifications/if any? ( add to table below)]
No. Job title Qualification
1 Asst. Plant Manager HACCP workshop
Intermediate food Hygiene ( CIEH UK
Certified
Internal auditing
2 Q.A. Manager HACCP workshop
Intermediate food Hygiene ( CIEH UK
Certified
Internal auditing
3 Ass. Distribution Manager HACCP workshop
4 Lead Production Operator HACCP workshop
Cleaning disinfection of water Tanks
Food hygiene training

- 187 -
Basic food hygiene
5 Not provided
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. NO.
Q5. [When was this HACCP team formed?]
A5. 03/2005
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. Yes (one person and new one is joined)
Q7. [How often does your HACCP team meet?]
A7. Once every 3 months and at any changes
Q8. [What have your most positive experiences been with this HACCP
team?]
A8."….By having …let's say the HACCP team you have… let's say
distribution of responsibilities is better ..it will assigned when you have
haccp team.. the distribution of responsibility assign clearly to each member
and cascading later on this is responsibility to staff who comes beneath ..
like for the lead operator he have..10 helpers and 10 helpers for each shift ..
20 helpers …so wherever you are assigned for a job we cascade this

- 188 -
responsibility for helpers bellow ..of course ..in the HACCP all they have
training and refreshing course also ..so ..they are aware in a way or another
of their contribution to the product safety ..like how important their job is
and why they should do it perfectly even if you have automatic machines,
human interference is important ..so they can…..Awarness is better ..
commitment towards the company is better because all they receive training
courses not less than three courses ..so when member or…..lets say an
employee who gets such train ..see his company went to invest on
him…then our return investments will be the loyality to the company, the
ownership of this employee….."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9. "….In the HACCP team .. the challenge was earlier to develop skills for
the staff who were earlier not involved ,, you have to gradually build up their
skills .. er … they can not in the haccp team directly you have to work out
invest lot of many in them to get certain training…."
Q10. [Are you happy to be contacted again regarding this project?]
A10. Yes

- 189 -
6. Company (F)
Q1. [How many people are in your HACCP team?]
A1. 9 people
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3 [What are their qualifications/if any? ( add to table below)]
No. Job title Qualification
1 QA Manager B.Sc. Chemistry
2 G.M. Production M. Tech foods
3 Mechanical eng. Mechanical eng.
4 Store Keeper B.com
5 Q. Officer B.Sc. Chemistry
6 Shift Manager M.Sc.in food
7 Hygiene Tech B.Sc. In chemistry
8 Quality Officer B.Sc. In chemistry
9 Quality Officer M.Sc. Microbiology
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
- 190 -
A4. NO.
Q5. [When was this HACCP team formed?]
A5. 2003
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. yes 3 persons
Q7. [How often does your HACCP team meet?]
A7. Once in every 6 months
Q8. [What have your most positive experiences been with this HACCP
team?]
A8. "….We did some ..modifications….alterations on the flow charts very
recently we introduced new ccps so when we meet next one ccp we are
going to remove and include one ccp…. We could proper assessment of the
system…."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9. "…..Yah .. see.. actually ..Some challenges from the Municipality, some
challenges from the certification companies …so .. they didn’t accept our
flow chart once .. we had to modify that …when we learnt something from
them ….municipality challenges said that you are wrong .. we proved what

- 191 -
we were doing was right…so…..when we went for re-certification 2006
municipality…one person ..what is his name.. Harold….yah….Harold ..was
putting me in some challenges that you should cancel this ccp ..and I have
to tell him if cancel this ccp I will have a problem ..so… I tried to convince
him and he finally agree ..this kind of problems we had.. from the
certification companies ….sometimes they will just say this is not correct
…"
Q10. [Are you happy to be contacted again regarding this project?]
A10. Yes
Company (G)
Q1. [How many people are in your HACCP team?]
A1. 6 people
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3. [What are their qualifications/if any? ( add to table below)]
No. Job title Qualification
1 Quality A. Officer( HACCP leader) M.Sc. in IF industrial fisheries
2 G.M Diploma in hotel admin.& food
Tech.
3 Operational Manager Dip. Hotel Admin.& food Tech.
- 192 -
4 Purchase Manager BSc. Food Science
5 Maintenance Manager BE Electrical& Dip. In Business
6 Production Manager MSc. in Fish processing
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. NO.
Q5. When was this HACCP team formed?]
A5. 2004
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. Yes.
Q7. [How often does your HACCP team meet?]
A7. Once in every 6 months .. and at any changes
Q8. [What have your most positive experiences been with this HACCP
team?]
A8. "…..See.. experiences means ..all our people ….they all got good
experience in the industry ..all are trained in haccp and ISO then they got
enough knowledge in the system already …see …er ..all have haccp training
.. ISO knowledge .. they know what are the subjects ….if the situation has
come .. they know what are the potential efforts ..and then what are quality

- 193 -
measures .. all the things….all this have a good impact on the food and
implementation…..u see… they were all understanding ..all are cooperative
..if you say something about haccp .. we will have a good discussion and
good contribution also.. usually .. you see … is not a one man show is
always a group work….."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9.
"….No …. Because they were all trained and have the knowledge .. that
made haccp easy… HACCP system see …eh.., usually for a haccp team,
the team number should be multidisciplinary team, the number should have
knowledge about microbiology , food processing , maintenance as there are
a lot of automatic machineries , then purchase….here they know how to
make haccp team … they have that knowledge ..so it was not difficult for
them .."
Q10. [Are you happy to be contacted again regarding this project?]
A10. Yes
8. Company (H)
Q1. [How many people are in your HACCP team?]
A1. 5 people
- 194 -
Q2. [Who are the key members of your current HACCP team? (Add to table
below)]
Q3. [What are their qualifications/if any? ( add to table below)]
No. Job title Qualification
1 Q.A. Officer( HACCP leader) Higher Dip. In Food Tech. &
B.Sc. biochem.
2 Production Manager Food Technology
3 Maintenance Manager B. Eng.
4 Laboratory Chemist Microbiology
5 Lab. Chemist B.Sc. In Food
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. 3 persons from within the Branch comp. and 2 are from the mother
company.
Q5. [When was this HACCP team formed?]
A5.2002
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
- 195 -
A6. Yes just one.
Q7. [How often does your HACCP team meet?]
A7. Once in a month
Q8. [What have your most positive experiences been with this HACCP
team?]
A8. "…..First of all … the group work is always a momentum for the person
…when all of them sit down to discuss a situation and share the thoughts
from different angles everyone will benefit from that .. and this affects the
quality tremendously … we say here that the quality is not the responsibility
of Quality Dep. But it is the responsibility of the all…..Haccp team is very
important because, one person cannot do everything … and also you need to
know from others …and from their experiences and disciplines…."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9. "…..One of the difficulties we have got is the haccp team meeting … we
are trying to intensify the meeting to be weekly not even monthly so that any
member who couldn’t attend the meeting the first week can attend it the
second one.. but when it is monthly if any member failed to attend ….then
he will have to wait for another month to meet again and that’s not
practical..,
- 196 -
Other difficulties could be considered administrative ……such as the place
that we wanted to meet in …. Sometimes it is occupied by other group or
needed by the General Manager….."
Q10. Are you happy to be contacted again regarding this project?
A10. Yes
9. Company (I)
Q1. How many people are in your HACCP team?
A1. 7 people
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3. [What are their qualifications/if any? ( add to table below)]
No. Name Job title Qualification
1 Q. Controller (HACCP leader) M.Sc. Biotech
2 Production Manager Industrial Training
3 Managing Director M.Sc. in
Management
4 Purchasing & Admin B.Sc. Arts
5 Maintenance Eng. B.Sc. Physics
6 Store Keeper High Secondary

- 197 -
7 Supervisor Intermediate
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. NO
Q5. [When was this HACCP team formed?]
A5. 2003
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. Yes just one.
Q7. [How often does your HACCP team meet?]
A7. Twice a month
Q8. [What have your most positive experiences been with this HACCP
team?]
A8. "….. Positive experiences that first I told ….since I am a person .. I am
.with less experience ..even though I know much .. I am very much into
microbiology ..since we do not have lab.. we are sending our samples to
SGS or to some other labs ..but I am very much experience in microbiology
more than anyone ..because I worked as a microbiologist in India ..so I know
about the organisms which are causing food poisoning .. what are the
organisms which are producing toxins.. I know the organisms which affect
- 198 -
the food ..about all things I have idea ..so since we are going to start new lab
I can give my full ….. but regarding the processing or other things I am not
much experience but I am learning from this ..so I have learnt many things
from this people ..even though …see .. I have learnt many things from the
production because I have to know each and everything which is going on
like ..suppose we'll be having some fifty products, sixty products .. so I
must know about each product…even I am interested what is happening in
the purchasing ….though I am part of the quality but I have to know ..even
from the store keeper…....even if he is not well educated but his experience ,
he is seen this company for more than 10 years…….he is seen what's
happening in food processing ..but I can learn from him.. so by talking by
having conversation with this people by having interaction with this people
.. so as team I am learning…."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9. "….Difficulties means ok…suppose every people ..because I told before
…since I am the person who….since I am holding the haccp team leader…
..first of all I must know what are the…work ..things that should be done in
the factory….so my responsibility is to hold all this people ..really I have
faced a lot challenges in this company….because our company since we
have lack of space it is difficult to …it is very hard work ..i think after we
go for the expansion things will be much easier..we lack some one more
from the quality control but our company is intending to hire a quality
control manager who must be having more experience than me ….he might

- 199 -
not know much about our company but he definitely have experience then
only we can work hand in hand …"
Q10. [Are you happy to be contacted again regarding this project?]
A10. Yes
10. Company (J)
Q1. [How many people are in your HACCP team?]
A1. 5 people
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3. [What are their qualifications/if any? ( add to table below)]
No. Name Job title Qualification
1 Q. Control (HACCP leader) M.Sc. microbiology
2 Production Manager B.Sc.
3 G.M Chartered
Accountant
4 Ass. Production M B.Sc. Food tech.
5 Head of Maintenance Dip. in eng.

- 200 -
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. NO
Q5. [When was this HACCP team formed?]
A5. 2003
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. Yes, the G.M.
Q7. [How often does your HACCP team meet?]
A7. Once in a month
Q8. [What have your most positive experiences been with this HACCP
team?]
A8. "….I could just say we are much more aware of the various departments
than when we were not a team …may be I was just bothered about my job ,
he is bothered about his job….he never thought ..ok….we got to go ..and we
have got to be collective ..u know ..so.. if it is a maintenance department
..they are more what you call ….aware ..that they have to get a preventative
maintenance in place…you got to know the importance of it ..so …u know
..it is more of awareness. I think it is more of awareness ..it is a healthy
discussion and change of ideas….more heads sitting together it is more ideas
otherwise ..I think ..its communication and .awareness should be the most

- 201 -
positive aspects I think .it .does affect our production also in finance
way….."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9. "…..Yes….ya….initial….financial aspects….because we had made a lot
of changes when we were introduced into haccp .. the manual writing ..and
having certain checks in place …having people come to do certain duties
then also may be the splitting your duties ..earlier if you had a supervisor
who is just looking into everything you couldn’t really pin point and ask
him to do this at this time ..but.. u know ..so.. reporting has become more
effective.. .that's one nice .ok ..they were checks in place I haven’t said no
but it was not specific ..if I have the raw material supervisor asked him now
what material have you got today and at what time ..he would be able to tell
me specifically …ok….this is it and I made so and so checks…."
Q10. [Are you happy to be contacted again regarding this project?]
A10. Yes

- 202 -
11. Company (H)
Q1. [How many people are in your HACCP team?]
A1. 7 people
Q2. [Who are the key members of your current HACCP team? (add to table
below)]
Q3. [What are their qualifications/if any? ( add to table below)]
No. Name Job title Qualification
1 HACCP
Leader
QFS Technologist B.Sc. In food
Science
2 Microbiologist M.Sc. microbiology
3 Q & Vendor Assurance Cemical Eng.
4 Production Coordinator B.Sc. Chemistry
5 Maintenance Technician Dip. Electrical Eng.
6 New Product Development
(NPD)
B.Sc. Food Science
7 Engineering B.Sc. Eng.

- 203 -
Q4. [Are any of these people from outside the business? If yes what is their
function and/or area of expertise?]
A4. NO
Q5. [When was this HACCP team formed?]
A5. 2006
Q6. [Since this HACCP team formed have members left/joined? If so please
give details.]
A6. Yes.
Q7. [How often does your HACCP team meet?]
A7. "Once in a month"

- 204 -
Q8. [What have your most positive experiences been with this HACCP
team?]
A8. "…The benefits are the learning the learning is very important …the
issue what happened …u know… this is a factory …. Nothing is perfect in
the world …things happened and that’s how you learn from what happened
…we do risk assessment we learn ..and then…. To prevent it from
happening again and again …."
Q9. [Have there been any difficulties or challenges relating to the HACCP
team?]
A9. "….Yaah.. I would call them challenges not difficulties .. yeah .they had
been a lot .especially .in terms of a.. …convincing people that these are the
right things to do and why we are right …u know .. to prevent issues …etc.
challenges again….I can say ..that ..er .. what really happen is certain issues
are challenging things when we have… suspect of a.. may be …a foreign
object contamination or any contaminant ..etc…..and we have taken
decision for example …these are the challenging….."
Q10. [Are you happy to be contacted again regarding this project?]
A10. Y

- 205 -
Appendix 4: Initial Analysis
1. Company (A)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
"…..Since we started working as a
team we begin to know all the
specifications of our products, the
associated pathogens such as
salmonella spp. and the total
account of bacteria that each
product might have. working
together we succeeded in gaining
customer confidence in our
products As team also we
composed the HACCP manual…"
Increase knowledge by having it
shared
Business enhanced
Complied with legislation

- 206 -
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
There was no difficulties because
the team was qualified, the one who
is not well qualified will get the
knowledge from the other team
members
When we joined the company we
are all specialized in different
subjects but HACCP concept was
not really focused in our minds, we
had just general idea about it that’s
why we had to be enrolled in
training courses so as to strengthen
our knowledge and know about it
much.
HACCP was not well understood at
the beginning but as a team being
trained HACCP become known to
them.

- 207 -
2. Company (B)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
"…definitely na ..with the form I
can say that, after implementing
haccp there are lot of things we
have implemented and things are
going on very smooth there are not
any problems because with HACCP
.. you know .. basically there are
ccps in the HACCP so that with ccp
we made the ccp and we are
monitoring the ccp, we are
controlling the ccp all the things it
is totally giving good life, good
awareness to the employees, all are
contributing to this HACCP
especially this personal hygiene
they have increased their level of
standard, it is good for the
organization also and individual
also …basically…"
Believe that working as a team they
have gained a lot of experiences and
have become aware of the importance
of CCPs and what they stand for.
Working as team have increased the
standard of personal hygiene among
the staff
The reward is dual for the organization
as well as for the employees.

- 208 -
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
So far no … no .. we ..even in the
beginning we having a proper ..we
going …..we made a manual we've
submitted our maneuver outside
agency then Dubai municipality
they've gone through all the
manuals and we got HACCP in first
audit, in the very first audit we got
HACCP .. no.. see.. marmum farm
is a small farm is not a very big
dairy, we've a small system here ..
so within the limitations we've
taken to choose our best team..
because.. see.. as far as long am
here as far for the quality
assurance only Laxmikant is there
..and the production manager, he is
the only key person in that so we've
taken key persons from every and

- 209 -
each department .... so for us there
was no any problems because I told
this is not a very big dairy it is a
small dairy and we've a small
system and within the limitation
we've done and what we can say is
a great achievement that it was
great challenge for us we have
taken the … in the first audit ..and
while… this… choosing these
ccps…. we've studied in details
until the points we are facing…
while maximum time that we've
chose the ccps so mentoring and
this controlling it is very easy by
practice .. and the awareness of
people and this… employees
involvement in this systems helps
increase the moral of the employee
also… it helps in the system also…
Working hard at the beginning to have
HACCP implemented which was
approved by the first audit from a third
party.

- 210 -
3. Company (C)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
"….Positive experiences that after
the implementation of …..HACCP ..
I think that we are more safe ..we
are more safe and er… actually if
we follow …they give us all the
details ..or the critical or what are
the hazards and they differentiate
each and every thing and we follow
the study… according to the study
the products are safe..."
Being a team they were able to
implement HACCP system which
made them feel safe

- 211 -
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
…no .. I think when we were
implementing ..we start ..at the
start of the implementation ..then
we face some problems ..we face
some …like this ..their
requirements that …er.. certified
suppliers ..we were facing like this
problem ..but now we take all our
raw materials ..we have the
certified suppliers now ..because
..but at the beginning we had the
problem
Understanding the requirements of
HACCP system made them face the
problem of getting approved and safe
suppliers.
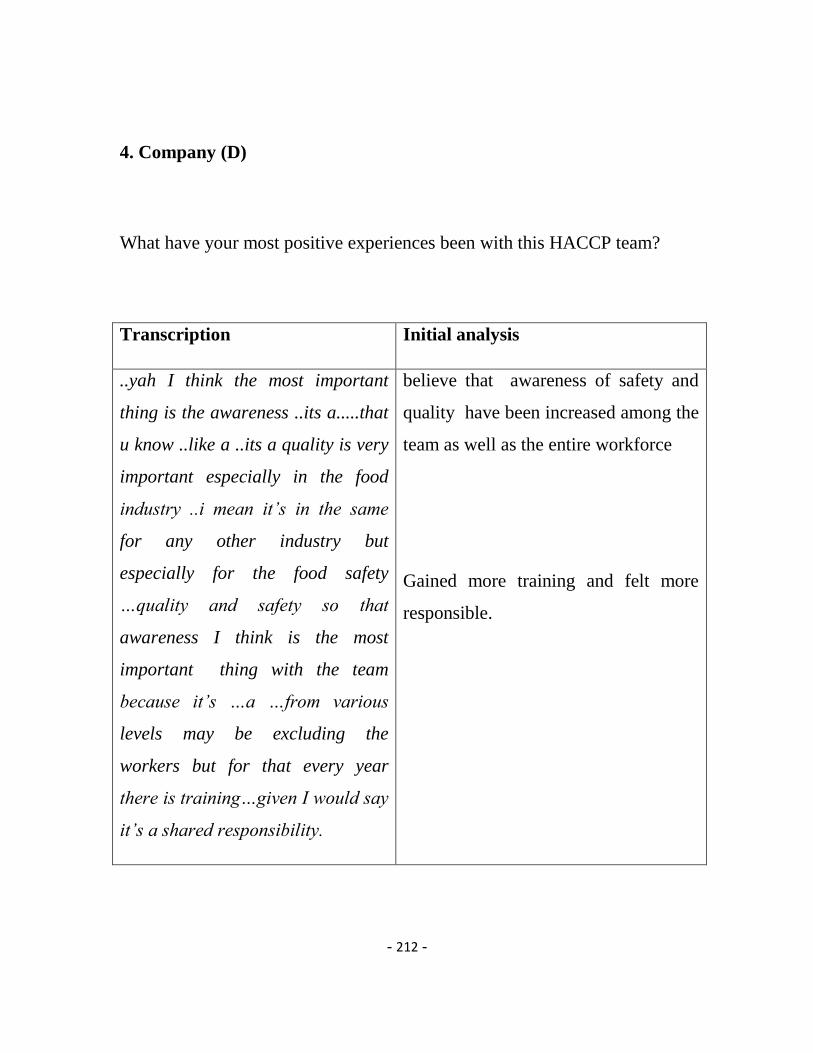
- 212 -
4. Company (D)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
..yah I think the most important
thing is the awareness ..its a.....that
u know ..like a ..its a quality is very
important especially in the food
industry ..i mean it’s in the same
for any other industry but
especially for the food safety
…quality and safety so that
awareness I think is the most
important thing with the team
because it’s …a …from various
levels may be excluding the
workers but for that every year
there is training…given I would say
it’s a shared responsibility.
believe that awareness of safety and
quality have been increased among the
team as well as the entire workforce
Gained more training and felt more
responsible.

- 213 -
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
..Difficulties..There have been in the sense like
a.. we were having with ..its sea world as u
see…… like ……the program is sea world from
2000 till date there having been many changes
to the program…some times as per the
inspection of the municipality staff or
sometimes from third party audit or internal
audit so there have been corrections to the
program basic programs so which I think…..i
wouldn’t say that yahh…its…i wouldn’t call
them challenges but then been improvements
with the initially plan ..i think there have been
changes systematic ..continuous changes to the
programme ..verious infractions between the
team the auditors the factory activities…..the
challenges may be will be in the sense of
budgetary concerns ..yahh ..because sudden
changes requires sudden budget commitment
..so ..which at times it was not available but
then they … manage that ..
Facing changes in the
system by auditors as well
as by enforcement
authority that require
amendments
There was a delay in
getting the recommended
changes or modification
done immediately due to
financial problems.

- 214 -
5. Company (E)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
By having …lets say the HACCP
team you have… lets say
distribution of responsibilities is
better ..it will assigned when you
have haccp team.. the distribution
of responsibility assign clearly to
each member and cascading later
on this is responsibility to staff who
comes beneath .. like for the lead
operator he have..10 helpers and
10 helpers for each shift .. 20
helpers …so wherever you are
assigned for a job we cascade this
responsibility for helpers bellow
..of course ..in the HACCP all they
have training and refreshing course
also ..so ..they are aware in a way
or another of their contribution to
the product safety ..like how
Assigning responsibilities have become
easier.
Being a team that enhanced the
awareness, commitment.

- 215 -
important their job is and why they
should do it perfectly even if you
have automatic machines, human
interference is important ..so they
can
Awarness is better .. commitment
towards the company is better
because all they receive training
courses not less than three courses
..so when member or…..lets say an
employee who gets such train ..see
his company went to invest on
him…then our return investments
will be the loyality to the company,
the ownership of this employee
Gaining more training courses that
increases knowledge and in return
make increase the ownership among
the employees towards the company.

- 216 -
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
In the haccp team .. the challenge
was earlier to develop skills for the
staff who were earlier not involved
,, you have to gradually build up
their skills .. er … they can not in
the haccp team directly you have to
work out invest lot of many in them
to get certain training
Developing skills that qualify them to
be a HACCP team by training which is
costly and the company has to pay for
that.

- 217 -
6. Company (F)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
We did some
..modifications….alterations on the
flow charts very recently we
introduced new ccps so when we
meet next one ccp we are going to
remove and include one ccp…. We
could proper assessment of the
system
Being a team they are able to maintain
HACCP system themselves and keep it
updated.

- 218 -
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
Yah .. see.. actually ..Some challenges
from the Municipality, some challenges
from the certification companies …so ..
they didn’t accept our flow chart once
.. we had to modify that …when we
learnt something from them
….municipality challenges said that
you are wrong .. we proved what we
were doing was right…so…..when we
went for re-certification 2006
municipality…one person ..what is his
name.. Harold….yah…so and so ..was
putting me in some challenges that you
should cancel this ccp ..and I have to
tell him if cancel this ccp I will have a
problem ..so… I tried to convince him
and he finally agree ..this kind of
problems we had.. from the
certification companies ….sometimes
they will just say this is not correct …
Facing changes in the system by
auditors as well as by enforcement
authority that require amendments
at the beginning.
HACCP as a controversy

- 219 -
7. Company (G)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
See.. experiences means ..all our
people ….they all got good
experience in the industry ..all are
trained in haccp and ISO then they
got enough knowledge in the system
already …see …er ..all have haccp
training .. ISO knowledge .. they
know what are the subjects ….if the
situation has come .. they know
what are the potential efforts ..and
then what are quality measures ..
all the things….all this have a good
impact on the food and
implementation
..u see… they were all
Working as a team enabled them to
gain more experience, know more
about HACCP and ISO as well.
Working as a team enabled them to
handle difficult situations properly and
better than before as they have become
aware of the critical points
Believe that they have become
cooperative, responsive to HACCP
issues as they are now familiar with its
topics that also made their discussions
useful.

- 220 -
understanding ..all are cooperative
..if you say something about haccp
.. we will have a good discussion
and good contribution also..
usually .. you see … is not a one
man show is always a group work
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
No …. Because they were all
trained and have the knowledge ..
that made haccp easy
Nothing

- 221 -
8. Company (H)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
First of all … the group work is
always a momentum for the person
…when all of them sit down to
discuss a situation and share the
thoughts from different angles
every one will benefit from that ..
and this affects the quality
tremendously … we say here that
the quality is not the responsibility
of Quality Dep. But it is the
responsibility of the all.
Haccp team is very important
because, one person can not do
everything … and also you need to
know from others …and from their
experiences and disciplines….
Believe that team work is always a
momentum for the individuals to work
hard and discuss issues with different
perspectives
Believe that every one needs the
assistance of others in terms of
exchanging ideas, experiences which is
very helpful.

- 222 -
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
One of the difficulties we have got is
the haccp team meeting … we are
trying to intensify the meeting to be
weekly not even monthly so that any
member who couldn’t attend the
meeting the first week can attend it
the second one.. but when it is
monthly if any member failed to
attend ….then he will have to wait
for another month to meet again and
that’s not practical..,
Other difficulties could be
considered administrative ……such
as the place that we wanted to meet
in …. Sometimes it is occupied by
other group or needed by the
General Manager.
During the meeting that requires
everyone to be present but that
never realized as someone would be
absent therefore there is a need to
overcome this problem by adjusting
the meeting schedule.
Lack of space in the company to
arrange the meeting in.

- 223 -
9. Company (I)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
Positive experiences that first I told
….since I am a person .. I am .with
less experience ..even though I
know much .. I am very much into
microbiology ..since we do not have
lab.. we are sending our samples to
SGS or to some other labs ..but I
am very much experience in
microbiology more than any one
..because I worked as a
microbiologist in India ..so I know
about the organisms which are
causing food poisoning .. what are
the organisms which are producing
toxins.. I know the organisms which
affect the food ..about all things I
have idea ..so since we are going to
start new lab I can give my full …..
but regarding the processing or
other things I am not much
Realizing a fact that a team work has
helped all members share their
knowledge, experiences and everyone
has become knowledgeable of what's
happening in other departments.

- 224 -
experience but I am learning from
this ..so I have learnt many things
from this people ..even though
…see .. I have learnt many things
from the production because I have
to know each and everything which
is going on like ..suppose we'll be
having some fifty products, sixty
products .. so I must know about
each product…even I am interested
what is happening in the
purchasing ….though I am part of
the quality but I have to know
..even from the store
keeper…....even if he is not well
educated but his experience , he is
seen this company for more than
10 years…….he is seen whats
happening in food processing ..but
I can learn from him.. so by talking
by having conversation with this
people by having interaction with
this people .. so as team I am
learning

- 225 -
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
Difficulties means ok…suppose every
people ..because I told before …since I
am the person who….since I am holding
the haccp team leader… ..first of all I
must know what are the…work ..things
that should be done in the factory….so
my responsibility is to hold all this
people ..really I have faced a lot
challenges in this company….because
our company since we have lack of
space it is difficult to …it is very hard
work ..i think after we go for the
expansion things will be much easier..we
lack some one more from the quality
control but our company is intending to
hire a quality control manager who must
be having more experience than me ….he
might not know much about our company
but he definitely have experience then
only we can work hand in hand …
Lack of space is an hurdle that
affect the team to work
harmoniously
Personal difficulty that he needs
someone else to assist him so as
to alleviate some of the work load
assigned to him.

- 226 -
10. Company (J)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
"….I could just say we are much more
aware of the various departments
when we were not a team …may be I
was just bothered about my job , he is
bothered about his job….he never
thought ..ok….we got to go ..and we
have got to be collective ..u know ..so..
if it is a maintenance department ..they
are more what you call ….aware ..that
they have to get a preventative
maintenance in place…you got to
know the importance of it ..so …u
know ..it is more of awareness. I think
it is more of awareness ..it is a
healthy discussion and change of
ideas….more heads sitting together it
is more ideas otherwise ..I think ..its
communication and .awareness
should be the most positive aspects I
think .it .does affect our production
Awareness of what is the system all
about that even other departments
understood the point such as
maintenance and they are trying to
do their work accordingly.
Everyone has become aware of the
work of others and know much
about it.
Believe that more heads sitting
together made the work go easy and

- 227 -
also in finance way…" productive.
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
Yes….ya….initial….financial
aspects….because we had made a
lot of changes when we were
introduced into haccp .. the manual
writing ..and having certain checks
in place …having people come to
do certain duties then also may be
the splitting your duties ..earlier if
you had a supervisor who is just
looking into everything you
couldn’t really pin point and ask
him to do this at this time ..but.. u
know ..so.. reporting has become
more effective.. .thats one nice .ok
..they were checks in place I
haven’t said no but it was not
specific ..if I have the raw material
supervisor asked him now what
material have you got today and at
what time ..he would be able to tell
me specifically …ok….this is it and
Things were not tidy enough, team
had to work hard to make ends
meet such as taking more duties,
writing HACCP manual.

- 228 -
I made so and so checks.
11. Company (K)
What have your most positive experiences been with this HACCP team?
Transcription Initial analysis
The benefits are the learning the
learning is very important …the
issue what happened …u know…
this is a factory …. Nothing is
perfect in the world …things
happened and that’s how you learn
from what happened …we do risk
assessment we learn ..and then….
To prevent it from happening again
and again ..
Believe that working as team has
helped increase their knowledge

- 229 -
Have there been any difficulties or challenges relating to the HACCP team?
Transcription Initial analysis
"….Yaah.. I would call them
challenges not difficulties .. yeah
.they had been a lot .especially .in
terms of a.. …convincing people
that these are the right things to do
and why we are right …u know .. to
prevent issues …etc. challenges
again….I can say ..that ..er .. what
really happen is certain issues are
challenging things when we have…
suspect of a.. may be …a foreign
object contamination or any
contaminant ..etc…..and we have
taken decision for example …these
are the challenging……"
Lack of scientific evidence or proof
of a plan being valid so as to
convince others about it.
Lack of tools to make things sure
happening so that right decision could
be taken.

- 230 -
Appendix 5: Plates of food businesses (firms) in Sharjah

- 231 -
Plate No (1): Shows clean wash hand basin (not use for food or equipment)
which must be as long as, provided by hot and cold water (mixed 40°C)
,tissuse paper,waste container, liquid soap and hand sanitazier.
Plate No (2): Shows the receiving area. Food must be inspected on arrival
and immediate storage. All ingredients and materials should be bought
from reputable,approved suppliers and reject unsatisfactory deliveries.

- 232 -
Plate No (3): shows the high standards of personal hygiene and good
hygiene practices of the employees during the prepration process. Its also
shows hairnet completely covers the head and wears hand gloves , arm

- 233 -
gloves , masks and protective clothing. protective clothing it must be clean,
easy to clean ,comfortable, smart and no extternal pockets.
Plate No (4): shows the good design, workflow, adequate and suitable
equipments. Maintenance and cleaning are important to keep the
environment, facilities and equipments in agood state of repair where they

- 234 -
can both function as intended and prevent cross-contamination with food
residues and micro-organisms.
Plate No (5):shows the process area, and well -designed and proper use of
suitable equipment/utensils which made from stainless steel and effective
cleaning and disinfection. As a general guideline, a center temperature of

- 235 -
at least 75°C is recommended for raw, frozen and chilled food, and this
should be checked with a disinfected prope thermometer. Pans should
always be covered when not stirring to avoid contamination.
Plate No (6): Shows adequate numbers from refrigerators, which made
from stainless steel.Storing food out of the danger zone, food should be
kept below 5°C e.g.in refrigerator or kept above 63°c e.g. in abain marie.

- 236 -
Plate No (7): shows the good design of double sink in the premises,well -
designed and proper use of suitable equipment/utensils and effective
cleaning and disinfection.

- 237 -
Plate No (8): Shows the good design of premises and equipments and all
equpiments from stainless steel . Businesses should operate preventive
maintenance programmes and mangers should ensure that breakdowns and
faults are dealt with immediately.

- 238 -
Plate No (9): Shows the utensils cleaning area. utensils must be wash and
sanitize after every use to prevent cross contamination.Cleaning methods
need to be developed that are suitable for the item to be clean, including
the use of appropriate chemical cleaning agents, disinfectants, hot/cold
water and cleaning tools. e.g brushes.

- 239 -
Plate No (10): Shows the different colours of cutting boards. cutting boards
and handles of knives and brushes may be made from polypropylene or
other suitable synthetic material. The use of different colours or shapes as
code to ensure equipment used for raw food is not used for high-risk food
is recommended. Red is usually used for raw food, bule for cooked food
and green for salad vegetables

- 240 -
Plate No (11):Shows the inspection of dry food store, all food should be
inspected before placing in storage. As far as practicable, external
packaging should not be brought into food preparation areas. Unloading
should be compllted as quickly as possible. The dry food store should be
dry, cool,well lit and well ventilated. Effective pest control measures,
storage of food at least 15cm above the floor and stock rotation systems are
essential.Food should be stored away from the walls and pipes affected by
condensation and on suitable shelves such as tubular stainless steel racks.

- 241 -
Plate No (12): Shows food product in side refegratre. Refrigerated must be
dry, cool well ventilated and clean. Units should normally operate between
1°C and 4°C. A thermometer should be permanently positioned in the
warmest part of the refrigerator and the temperature checked and recorded,
preferably three times a day.

- 242 -
Plate No (13): Shows the verification procedures , which is there
compliance with food safety reqirements defined in the HACCP plan i.e. is
it working in practice?

- 243 -
Plate No (14): Shows frozen polturty in side freezer . Commercial freezers
should operate at -18°C or slightly below.At this temperature food will
keep for a reasonable time with no bacterial growth. the important in
operational control are hygienic cotrol of water,ice and steam that may be
used in avariety of processes; apporopriate mangement and supervision;
and the need to keep adequate documentation and records.

- 244 -
Plate No (15): Shows the label of food products.. Most food must be
labelled "use-by" for high risk foods with short shelf life or "best before"
for foods with longer shelf life.

- 245 -
Plate No (16): Shows the label of food products. Satisfactory rotation of
stock, to ensure that older food is used first, is essentional to avoid spoilage
and ensure food is of good quality and safe. Shelf life always depends on
satisfactory storage conditions (FIFO- First In First Out).

- 246 -
Plate No (17): Shows the high standards of personal hygiene and good
hygiene practices of the employees during the prepration process.Raw food
must always be kept separate from high-risk food at all stage of storage
and preparation. Separate equipment, working surfaces and food handlers
should be used to avoid cross-contamination from raw to high- risk food.

- 247 -
Plate No (18): Shows the cilled storage of food ingredients and sutible
food storage containers and facilities. Food should be stored on suitable
shelves such as tubular stainless steel racks.

- 248 -
Plate No (19): Shows the good design, adequate, suitable storage and
seprate looked chemical store.which must be clean, ventilated and afar
from the food. Staff must be trained to "clean as they go" and never clean
from raw areas with the same equipment.Chemicals must always separated
from food and should never be empited into unmarked or food containers,
espescially bottles.

- 249 -
Plate No (20): Shows the good design for bathroom (toliet), which must be
clean and disinfection.