ENVIRONMENTAL STATEMENT 2015 - klinger … · We use the data bank “LexTool” to make sure that...
36
www.klinger.co.at ENVIRONMENTAL STATEMENT 2015
-
Upload
trannguyet -
Category
Documents
-
view
214 -
download
2
Transcript of ENVIRONMENTAL STATEMENT 2015 - klinger … · We use the data bank “LexTool” to make sure that...

www.klinger.co.at
ENVIRONMENTAL STATEMENT2015

02
Rich. KLINGER Dichtungstechnik GmbH & Co KG
Am Kanal 8-10
2352 Gumpoldskirchen
http://www.klinger.co.at
Responsible for the content:
DI Reinhard Rödel, Managing Director
Quality management and environmental management:
Ing. Walter Kubista
Phone: +43 (0) 2252/625 99/510
E-Mail: [email protected]
03
» 10-11Quality and Environmental Policy
» 14ManufacturingKLINGERSIL®
» 13Our Products
» 12Organisation Chart
» 15ManufacturingKLINGER®
top-chem
» 18-19Production
» 16-17Staff
» 26-27WasteManagement
» 04-05Preface
» 08-09History
» 06-07Our Premises
» 20-21Resources
» 24-25Direct EnvironmentalImpact
» 23Emissions
» 22EnergyConsumption
INDEX
» 28-29Recycling
» 30-31EnvironmentalImpact
» 32-35ManagementSystem

04

05
PREFACEGrowing responsibly - for society and the environment
As nature and its essentialinfluences are an indispensablebackground to human life,preserving this invaluable systemto the best of our abilities is anabsolute imperative for us and acrucial prerequisite for responsi-ble management.
In this spirit, Rich. KLINGERDichtungstechnik GmbH & CoKG makes every effort to meetthe requirements of a healthy andintact environment and to avoidplacing a burden on the environ-ment wherever possible.
On the one hand, we developand produce premium qualitysealing materials and thus con-tribute to ensuring maximumpossible avoidance of emissionsand immissions of pollutants inalmost all industrial sectors aswell as in the private sphere. Onthe other hand, we have a partic-ular commitment to designing our
own manufacturing processes soas to protect the environmentfrom harmful influences.
For us, environmental principles,quality and safety are inseparablylinked and constitute the guidingvalues of our integrated manage-ment system.
One of our foremost tasks is con-tinuous improvement in all areas,a task to which all staff membersare committed.
On the following pages weprovide a brief introduction to ourrange of products and outline keyenvironmentally relevant aspectsof our activities.
DI Reinhard RödelManaging Director

06

PRODUCTION
07
OUR PREMISESAn Austrian company of long tradition
* Transport areas are calculated on the basis of a defined key. Non-built-up areas are not under the authority of Rich. KLINGER Dichtungstechnik GmbH & Co KG.
Our factory was founded in 1893 and is thus the longest existing manufacturing plant of the KLINGERgroup. The plant is located close to the southern fringes of Vienna with excellent logistical connections.With an overall area of 30,680m2, it is one of the largest manufacturing plants in the industrial zone ofGumpoldskirchen.
AREA USED IN 2014*
Built-up areas 15,360 m2
Transport areas 15,320 m2
PRODUCTION
DISPATCH WAREHOUSE
DISPATCHWAREHOUSE
OFFICE
LABOR-ATORY
RAW MATERIALSWAREHOUSE
BOILERROOM
MAINTENANCE/WORKSHOP
TECHNI-KUM
08

09
HISTORY
1893 – 19301882 – Richard Klinger purchases premises for the
founding of the Gumpoldskirchner Maschi-nen-und Metallwarenfabrik.
1898 – Patent issued for “Klingerit”, the first gasket made of caoutchouc and fibres.
1901 – Richard Klinger sets up an acetylene plant producing the gas for public lighting in the municipality of Gumpoldskirchen.
1923 – Richard Klinger invests in the public lighting infrastructure of Gumpoldskirchen.
1931 – 19831931 – The company is converted into a joint stock
company.1947 – New products are developed: “Linobest”,
“Linokat” and “Terakett”.1960 – Klingerit 1000, a high-pressure gasket
comprising a steel wire mesh, is developed for petrochemical applications.
1970 – The number of staff increases to 1,000.1980 – KLINGERSIL®, the world’s first high-pressure
jointing sheet based on synthetic and mineral fibres, is developed.
1984 – 20031984 – Dr. Thomas Klinger-Lohr becomes managing
director of the KLINGER Group.1990 – KLINGER receives a special award for its
European approach. 1994 – The first asbestos-free gaskets are developed.1995 – Rich. KLINGER Dichtungstechnik GmbH &
Co KG is founded as the successor to KLINGER AG.
1996 – The production of KLINGER®top-chem is launched.
1998 – The company applies the EMAS-V Environ-mental Management System for the first time.
2004 – 20152004 – Celebration of the 111th anniversary and
inauguration of the new office building. 2009 – Production for the North American market is
moved to Gumpoldskirchen.2011 – Investments in the plant at Gumpoldskirchen:
new boiler and raw materials depot. 2015 – Dr. Christoph Klinger-Lohr takes over
responsibility for local business.

10
Environmental management systemOur integrated management system meets the require-ments for environmental management systems under ÖNORM EN ISO 9001, ISO 14001 and the EMAS IIIRegulation, thus allowing us to guarantee the highquality and environmental sustainability of our productsand processes within an optimum economic frame-work and in keeping with the health and safetyprovisions.
The most important regulations concerning environmental protection cover the following aspects:
QUALITY AND ENVIRONMENTAL POLICY
Maintenanceof industrial
health & safety standards
IntegratedManagement
System
QUALITYENVIRON-MENT
Organising environmental protectionWe organise environmental protection with the help of special officers and processesthat conform with the legal provisions. Tasks, competences, responsibilities andenvironmentally relevant processes, including the process for defining environmentaltargets and the ensuing operative and administrative measures, are described aspart of management documentation.We use the data bank “LexTool” to make sure that we fulfil all the requirementsdefined by the consolidated administrative decision and observe all pertinent laws,thus giving us the required legal certainty.
Systematic integration of energy managementRelevant aspects of energy consumption are systematically documented andassessed as a basis for improved energy efficiency and reduced emissions andcosts.
Continuous training of employeesFurther training offers for our employees guarantee that they are highly qualified.

11
Efficient information and control systemThis system analyses and assesses new processes, procedures and materials.
Efficient emergency managementEmergency management minimises risks and reduces the amount of damage ifaccidents occur. In order to continuously improve our emergency managementsystem we regularly carry out drills and talk personally to our staff members. Safetyand risk inspections provide additional input for improving emergency and hazardprevention.
Quality control at all stages
12
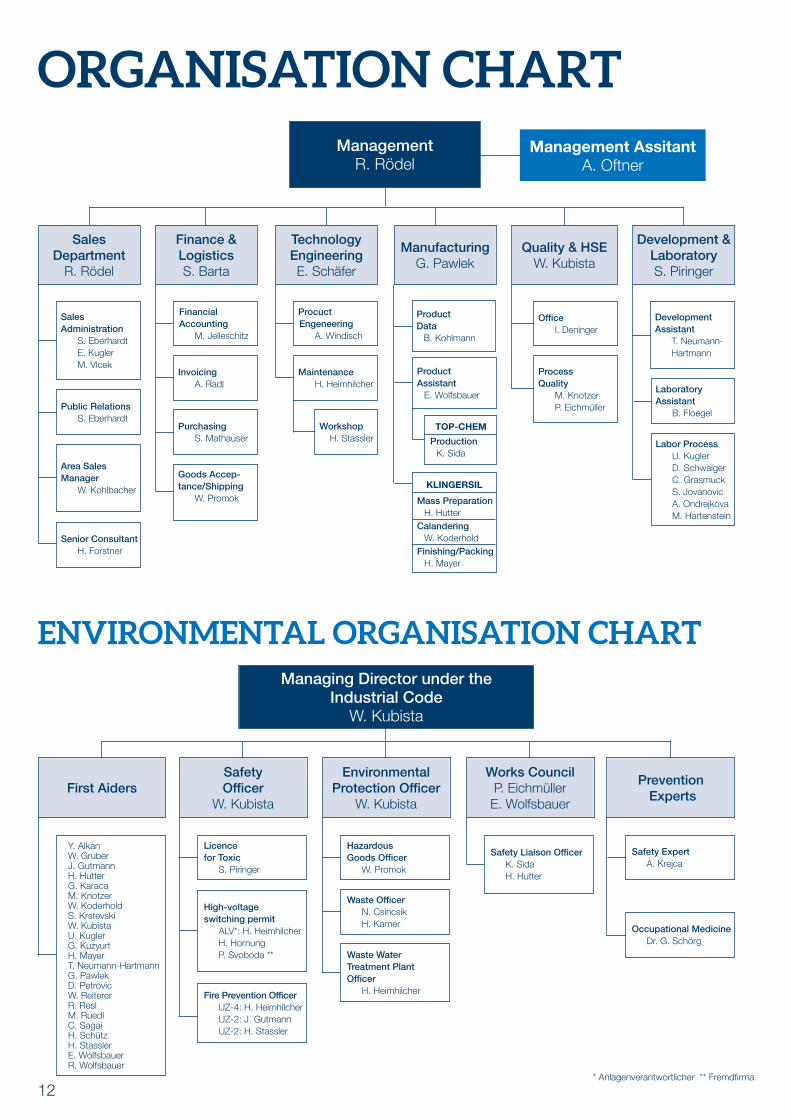
ORGANISATION CHARTManagement Assitant
A. Oftner
Sales Department
R. Rödel
ENVIRONMENTAL ORGANISATION CHART
Finance & Logistics S. Barta
TechnologyEngineeringE. Schäfer
Quality & HSEW. Kubista
Development &LaboratoryS. Piringer
Management R. Rödel
Public Relations S. Eberhardt
SalesAdministration
S. Eberhardt E. Kugler M. Vlcek
Area SalesManager
W. Kohlbacher
Senior Consultant H. Forstner
Financial Accounting
M. Jelleschitz
Invoicing A. Radl
Purchasing S. Mathauser
Goods Accep-tance/Shipping
W. Promok
ProcuctEngeneering
A. Windisch
Maintenance H. Heimhilcher
Workshop H. Stassler
Office I. Deninger
ProcessQuality
M. KnotzerP. Eichmüller
DevelopmentAssistant
T. Neumann-Hartmann
Laboratory Assistant
B. Floegel
Labor Process U. KuglerD. SchwaigerC. GrasmuckS. JovanovicA. OndrejkovaM. Hartenstein
SafetyOfficer
W. Kubista
EnvironmentalProtection Officer
W. Kubista
Works CouncilP. EichmüllerE. Wolfsbauer
PreventionExperts
Managing Director under the Industrial Code
W. Kubista
High-voltage switching permit
ALV*: H. HeimhilcherH. HornungP. Svoboda **
Licence for Toxic
S. Piringer
Fire Prevention Officer UZ-4: H. Heimhilcher UZ-2: J. GutmannUZ-2: H. Stassler
HazardousGoods Officer
W. Promok
Waste Officer N. CsincsikH. Karner
Waste Water Treatment Plant Officer
H. Heimhilcher
Safety Expert A. Krejca
Occupational Medicine Dr. G. Schörg
Safety Liaison OfficerK. SidaH. Hutter
First Aiders
Y. AlkanW. GruberJ. GutmannH. HutterG. KaracaM. KnotzerW. KoderholdS. KrstevskiW. KubistaU. KuglerG. KuzyurtH. MayerT. Neumann-HartmannG. PawlekD. PetrovicW. ReitererR. ReslM. RuedlC. SagaiH. SchützH. StasslerE. WolfsbauerR. Wolfsbauer
ManufacturingG. Pawlek
ProductAssistant
E. Wolfsbauer
KLINGERSIL
Mass Preparation H. Hutter
Calandering W. Koderhold
Finishing/Packing H. Mayer
TOP-CHEM
ProductionK. Sida
ProductData
B. Kohlmann
* Anlagenverantwortlicher ** Fremdfirma

13
OUR PRODUCTS
KLINGER Dichtungstechnik is committed to using resources for our production processes, productsand services as sparingly and caringly as possible. Expertise with regard to products, materials andprocesses is an integral part of our corporate philosophy, and we constantly and systematically striveto improve our skills in these areas.
Our factory at Gumpoldskirchen is where most jointing sheets for the KLINGER group are manufactured.Sealing materials are produced for various industries and applications according to incoming ordersand delivered to customers throughout the world.
Our product portfolio comprises two product families: KLINGERSIL® and KLINGER®topchem. Thefollowing pages provide a detailed description of our two main products.
Below you can find an illustration of the KLINGERSIL® production process:
KLINGERSIL® KLINGER®top-chem
Delivery and storage Preparation of batches Mixing
Output ›› wet mash residues
›› sheet wastes›› aspiration of
solvents
›› solventrecovery
›› cooling water
›› disposal of empty packaging
Lab testing Cutting and printing Calandering of sheets
Output ›› wet mash residues
›› sheet wastes›› aspiration of
solvents
›› solventrecovery
›› cooling water
›› printing colour wastes›› sheet cuttings
›› disposal of test fluids
Packaging Delivery

KLINGERSIL®
KLINGERSIL® is a fibre-reinforced soft jointing sheet. These products are characterised by their universalapplicability over a wide temperature range and high impermeability. KLINGERSIL® is used by variousindustries, including the chemical industry, drinking water supply applications and in the automotivefield.
ProductionTo obtain various raw materials for the production of KLINGERSIL®, mixers work fibres, fillers andcaoutchouc into a homogeneous mass. At this stage of the production process inflammable solventsare added. In the next step, the mass is calendered to produce jointing sheets.
Assessment of potential environmental impactWe use the above matrix to assess the potential hazards involved in the individual stages of theKLINGERSIL® production process. Precautionary measures are taken for all hazards identified.
lll high relevance ll medium relevance l minor relevance m no risk according to the latest scientific knowledge
Direct Environmental Aspects
Process stage Humans Air Water Soil In-house Failures Disposaltransport
Batch preparation l m m m m ll ll
Mixing ll m ll m ll lll lll
Calendering ll l m m m ll m
Cutting & printing m m l m m m l
Lab testing l m m m m ll ll
Packaging ll m m m l m m
Delivery m m m m m m m
14

KLINGER®top-chem
KLINGER®top-chem is a universal high-performance gasket which can be used for various applicationsin the fields of chemicals, petrochemicals, remote heating, etc. The excellent mechanical properties ofKLINGER®top-chem allow it to be used in areas where other materials reach their technical and physical limits or even fail. KLINGER®top-chem is also used for food and vapour applications as well as oxygenpipelines.
ProductionWith the KLINGER®top-chem products we embarked on a completely novel product line several yearsago. These materials have a matrix consisting of polytetrafluoroethylene [PTFE]. Fillers, which areextremely finely distributed, are incorporated into this PTFE matrix. Subsequently, the material is driedand sintered. A high filler content of up to 60% of the overall jointing sheet weight successfully eliminatescreeping, which is characteristic of pure PTFE.
Assessment of potential environmental impactWe use the matrix below to assess the potential hazards involved in the individual stages of theKLINGER®top-chem production process. Precautionary measures are taken for all hazards identified. A special feature of the production process for KLINGER®top-chem is that the substances which arereleased during the drying/sintering process are neutralised in an incinerator. The waste heat from theincineration process is recovered for the oven heating system by means of a heat exchanger. No organicsolvent is added in this process, a major improvement which has a very positive impact on the assess-ment of potential environmental hazards, as shown in the table below.
15
lll high relevance ll medium relevance l minor relevance m no risk according to the latest scientific knowledge
Direct Environmental Aspects
Process stage Humans Air Water Soil In-house Failures Disposaltransport
Batch preparation l m l m m ll l
Mixing l m l m l ll l
Calendering ll l m m m lll m
Cutting & printing m m l m m m m
Lab testing l m m m m ll ll
Packaging m m m m l m m
Delivery m m m m m m m

16
Our Staff

17
StaffHealth and safety are two very important aspects for a company. The continuous review of our processesaims to identify and avoid potential risks before they arise. In this context we not only rely on the statutoryminimum standards.We try to make good use of the potential of all our staff members and discuss improvements of anyshortcomings during on-site inspections and face-to-face interviews.
Sta
ff
120
100
80
60
40
20
02007 2008 2009 2010 2011 2012 2013 2014
Year Accidents at work & Absence from work as Indicator*
commuting accidents [No.] a % of working hours
2012 18 0.497 0.0276
2013 15 0.341 0.0227
2014 10 0.182 0.0182
FACTS AND FIGURES
Accidents at work and on the way to workFor years, our management has been committed to preventing accidents and promoting safe behaviourin the workplace. Apart from an increased efficiency of our processes, the safety at work statistics[accidents at work] demonstrate the improvements in this area in the last three years.
[ ]* Indicator=Injury-related absence from work as a % of working hours performed in the respective year
Number of accidents at work and commuting accidents in the respective year

Our Raw Materials
18

19
In 2014, we used a total of 3,563 tonnes of raw materials.
All the raw materials we use can be traced throughout the entire process. Raw materials are markedwith a bar code label immediately upon their arrival.
Further information is added downstream in the production process, guaranteeing full traceability of ourbatches and enabling our IT system to provide information about ingredients and relevant manufacturingparameters [date of delivery, supplier, etc.].
1.8% dispersion
14.4% fibres
2.4% additives
12.8% regenerates
14.2% elastomers
0.7% wire fabric
52.8 % fillers
OUR PRODUCTIONRaw Materials 2014

20
RESOURCES
POWER CONSUMPTION 2014
kWh %
10,694 0.35 Purchasing/Storage
45,201 1.48 Laboratory
37,619 1.23 Personnel management
5,923 0.19 Maintenance
224,636 7.37 Pressurized air
361,904 11.87 Boiler room
2,958 0.10 Lab technology
276,021 9.05 Mixing
629,442 20.64 Calendering
15,480 0.51 Finishing
39,481 1.29 Ethanol recovery*
792,823 26.00 Toluene recovery*
12,320 0.40 Mixing Top-chem
241,045 7.90 Calendering Top-chem
87,077 2.86 Furnaces Top-chem
17,810 0.58 Management
249,343 8.18 Packing
3.049,778 100.00 Purchasing
WATER CONSUMPTION 2014
m3 %
1,067 0.70 Boiler room
8,908 5.87 Mixing
141,084 93.00 Calendering
609 0.40 Ethanol recovery*
40 0.03 Toluene revovery*
151,708 100.00 Purchasing
GAS CONSUMPTION 2014
Nm3 %
1,428,481 94.56 Boiler room
74,916 4.96 Top-chem
7,321 0.48 Third-party consumption
1,510,718 100.00 Purchasing
2014 2013 2012 2011 2010
Raw materials input [t] 3,698 3,545 3,692 4,222 3,442
Water consumption [m3] 151,708 160,792 152,895 199,694 151,569
Natural gas consumption* [MWh] 16,980 17,697 19,352 19,484 18,480
Electrical energy consumption [MWh] 3,050 2,993 3,096 3,117 2,829
Absolute energy consumption [MWh] 20,690 20,690 22,421 22,601 21,309
* Data for the conversion factor from E-Control Factor 11.24
* recovery

21
CO2 equivalent* CO2 emission* Renewable energy share
Natural Gas 2.4 kg/Nm3 3,626 t nicht anwendbar
Eletric power 0 kg/Nm3 0 t 100.00%
Raw materials
4 Mio
3 Mio
2 Mio
1 Mio
02010 2011 2012 2013 2014
absolute raw materials charge [kg]
1.17 1.18 1.14 1.151.22
[ ]Indicator =absolute raw materials charge [kg]
jointing sheets sold [kg]
Water
200 Td
150 Td.
100 Td.
50 Td.
02010 2011 2012 2013 2014
absolute waterconsumption [m3]
0.0510.056
0.047
0.052 0.050
[ ]Indicator =absolute water consumption [Nm3]
jointing sheets sold [kg]
Natural gas
2.0 Mio
1.5 Mio
1.0 Mio
500 Td.
02010 2011 2012 2013 2014
0.56
0.490.54 0.51
0.50
Electricity
4 Mio
3 Mio
2 Mio
1 Mio
02010 2011 2012 2013 2014
0.960.87
0.96 0.971.01
absolute gas consumption [Nm3] [ ]Indicator =
absolute gas consumption [Nm3]
jointing sheets sold [kg]absolute current consumption [kWh] [ ]Indicator =
absolute current consumption [kWh]
jointing sheets sold [kg]
* Data from Environment Agency Austria, as of August 2015

22
* thermal waste oxidation / ** recovery plant
Below you can find an illustration of energy flows in 2014.
BOILER ROOM
CALENDERING SHOP
SOLVENT RECOVERY**
MIXING
PRODUCTION KLINGER office 1 KLINGER office 2THIRD-PARTY
CONSUMPTION
THIRD-PARTY CONSUMPTION
Topchem/TNV*
Process Water
Steam
Heating - hot water
Process effluents
Cooling water
indirect input
direct input
16.9 GWh3.0 GWh 150,000 m3
0.4 GWh
3.2 GWh
1,100 m3
0.6 GWh 141,000 m3
0.8 GWh
4.4 GWh
4.4 GWh
8,90
0 m
3
0.3
GW
h
WATERELECTRI-CITY
NATURALGAS
ENERGY FLOWS

23
EMISSIONS
Dust emissionWe continuously adapt the suction-removal units to changing process requirements and use state-of-the-art filtering systems to comply with regulatory and legal requirements.
Odour pollutionOur production processes cause no objective odour pollution.
Process effluents – indirect inputThe process effluents from the boiler room and the recovery plant are pre-cleaned in activated-carbonunits and then directed to a collection container and on to an automatic neutralisation plant. We canthus guarantee that only cleaned effluents are introduced into the municipal sewage system ofGumpoldskirchen.
Cooling water - direct inputThe cooling water for the calender top rolls is directed to a heat exchanger system for heat recoveryand then discharged into a drainage ditch. The amount strongly depends on production levels andreaches an annual average of approximately 600 m3/d
Noise exposureAs a result of improvements carried out since our last Environmental Statement, the measured peaklevels amount to about 82 dB[A]. This means that the limit of 85 dB, as prescribed by Austrian healthand safety laws, is not exceeded.
Solvent emissionsIn our factory, solvent is emitted when raw materials are mixed and sheets are calendered. For safetypurposes, the entire production area is designated as an explosion protection area. In accordance withVEXAT [ATEX], Federal Law Gazette II 309/2004 [as amended], explosion protection documents havebeen prepared for all areas where solvents are used. The zoning was recently reviewed and re-classifiedin some areas.
As an additional health and safety measure, a fresh and exhaust air system was installed in 2014,reducing solvent emissions to approximately 50% of statutory maximum workplace concentration valuesand ensuring that the air quality inside our factory complies with legal requirements.

24
25
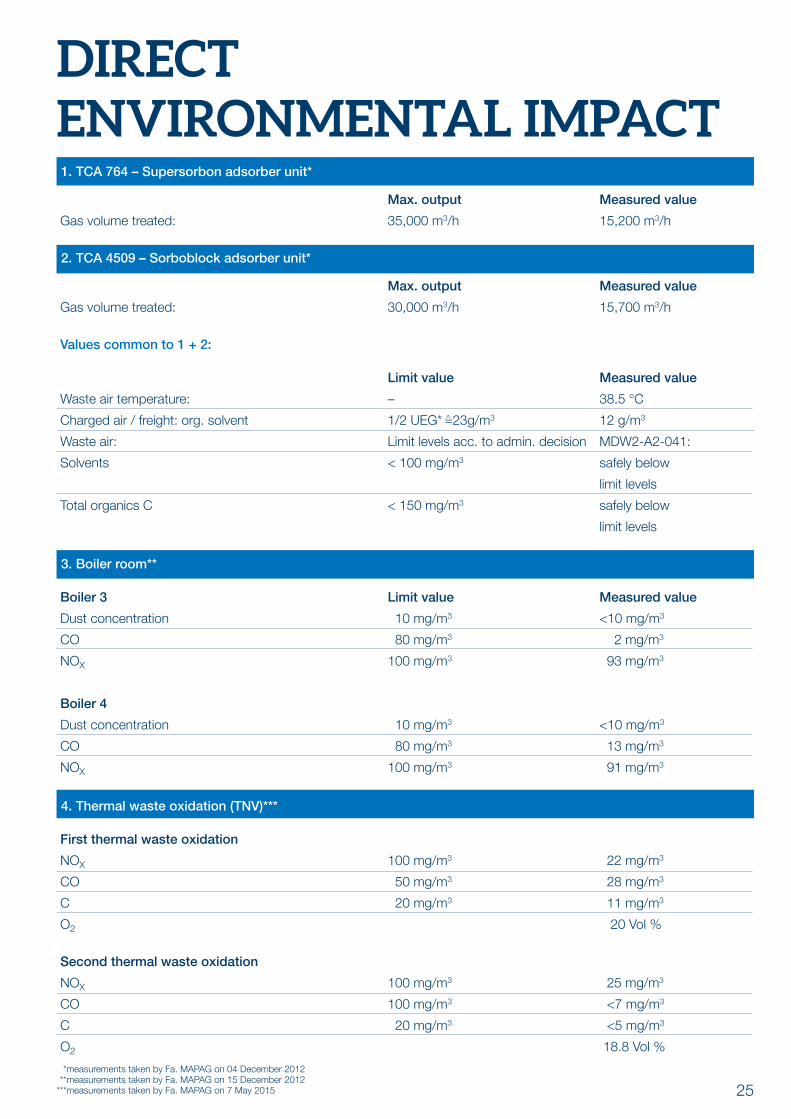
DIRECT ENVIRONMENTAL IMPACT1. TCA 764 – Supersorbon adsorber unit*
Max. output Measured value
Gas volume treated: 35,000 m3/h 15,200 m3/h
2. TCA 4509 – Sorboblock adsorber unit*
Max. output Measured value
Gas volume treated: 30,000 m3/h 15,700 m3/h
Values common to 1 + 2:
Limit value Measured value
Waste air temperature: – 38.5 °C
Charged air / freight: org. solvent 1/2 UEG* =̂23g/m3 12 g/m3
Waste air: Limit levels acc. to admin. decision MDW2-A2-041:
Solvents < 100 mg/m3 safely below
limit levels
Total organics C < 150 mg/m3 safely below
limit levels
3. Boiler room**
Boiler 3 Limit value Measured value
Dust concentration 10 mg/m3 <10 mg/m3
CO 80 mg/m3 2 mg/m3
NOX 100 mg/m3 93 mg/m3
Boiler 4
Dust concentration 10 mg/m3 <10 mg/m3
CO 80 mg/m3 13 mg/m3
NOX 100 mg/m3 91 mg/m3
4. Thermal waste oxidation (TNV)***
First thermal waste oxidation
NOX 100 mg/m3 22 mg/m3
CO 50 mg/m3 28 mg/m3
C 20 mg/m3 11 mg/m3
O2 20 Vol %
Second thermal waste oxidation
NOX 100 mg/m3 25 mg/m3
CO 100 mg/m3 <7 mg/m3
C 20 mg/m3 <5 mg/m3
O2 18.8 Vol %
*measurements taken by Fa. MAPAG on 04 December 2012**measurements taken by Fa. MAPAG on 15 December 2012
***measurements taken by Fa. MAPAG on 7 May 2015

26
WASTE MANAGEMENT Waste volume
Avoiding, reducing, recycling and safely disposing of waste are the cornerstones of environmentallysound waste management. Our Waste Management Scheme, established in consultation with our wastedisposal suppliers, ensures handling safety and regulated work flows as regards waste disposal. Ourcustomers worldwide are encouraged to return their punching residues free of charge in the "big bags”we provide.
After suitable processing (grinding), the regenerates, which are free from impurities, can be returned tothe production process. Regenerates from production wastage as well as cutting and punching residueshave come to be important ingredients of our standard preparations.
Our waste volume has remained constant in recent years, as you can see in the table below.
Waste recyclingKLINGERSIL® is used by various industries. As a result, there are certain parameters which have to bestrictly adhered to when preparing the material mixtures for individual uses. Each type of materialcontains a specific combination of fibres, fillers and caoutchouc which gives the finished jointing sheetits unique properties.
At several points in the course of production, the manufacturing process leads to the generation ofwaste. Every sheet, for instance, is cut to a width of 1540 mm directly at the calendering roll. Thecut-offs are collected and stored separately by material.
Another production stage which generates larger amounts of waste is the printing and cutting line.Cut-offs of different material types are collected separately and processed further. Even the most carefullydesigned manufacturing line will produce rejects. These rejects account for approximately 5 per centby weight of the absolute amount of raw materials used.
Larger amounts of waste are generated when our customers produce gaskets from our sheets to theirown specifications. Our customers worldwide collect and grind their punching residues and then returnthem to us. Pulp, freed from impurities, accounted for approximately 12.1% of the raw materials weused in 2014. This service is free of charge for our customers and reduces the waste volume they needto dispose of.
2012 2013 2014
Waste volume* 11.64% 12.69% 12.42%
* Indicator =total annual waste volumen [t]
jointing sheets sold [t][ ]

Detailed waste figures can be found in the table below.
Type of waste Waste code numbers 2012 2013 2014
ON S 2100:2005-10 in t in t in t
Recycling waste
Wooden packaging material 17201 16.62 40.60 62.00
Plastic foils 57119 21.25 19.56 19.71
Iron and steel scrap 35103 38.30 11.18 21.14
Waste paper 18718 64.79 59.81 49.21
Non-hazardous waste
Rubber [jointing sheet cut-offs] 57501 86.98 112.94 81.48
Commercial waste 91101 0.10 0.08 0.00
Hazardous waste
Filtration and absorption materials 31435 1.13 7.20 7.32
Activated carbon 31417 0.00 0.00 0.00
Solvent mixtures free of halogen 55370 3.32 0.24 0.00
In-process fluids containing solvents 55404 142.82 137.70 134.92
Used oils 54102 0.94 1.18 0.74
Lab wastes and chemical residues 59305 0.00 0.01 0.13
Total amount of hazardous wastes n.a. 148.21 146.33 143.11
Total annual waste volume n.a. 376.25 390.50 376.65
27

RECYCLING Solvent recycling
Organic solvents are used as in-process fluids in the production of KLINGERSIL®jointing sheets. In theproduction process, the liquid solvents are evaporated at the heated bottom-rolls of the calender andsuctioned off.
It must be ensured that the solvent concentration in the air suctioned off is always sufficiently beneaththe lower explosion limit. Therefore, the fans in our solvent recovery plant have a suction capacity ofmore than 60,000 cubic metres per hour. We thus ensure that the legally prescribed values for maximumworkplace solvent concentration are not exceeded anywhere in the production process. This has beenconfirmed by a number of independent tests carried out on our premises by AUVA*.
The VOC regulation [Federal Law Gazette II, 301/2002 (as amended)] on the limitation of emissions ofvolatile organic compounds stipulates the submission of a solvent balance. An internal solvent balancehas already been established and documented by Klinger for many years according to a consistentsystem.
* Austrian Social Insurance for Occupational Risks ** maximum workplace concentration
28

29
Solvent balance 2014
Jointing sheets sold [kg] Solvent emissions [%]
kg/a % Input data
I Amount of solvent used 1,937,923 100.0 Calculation on basisof mix designs
I/I Amount of solvent bought 88,322 4.6 Purchases
I/2 Amount of recovered solvent 1,849,601 95.4 I/2 = I – I/1
O/1 Solvent emissions in waste air 2,720 0.1 Determined on basis of calender operating hours and MAPAG audit report of 10 January 2013
O/2 Solvent emissions in waste water 0 0.0 process-related
O/3 Solvent residues in product 0 0.0 process-related
O/4 Diffuse emissions 34,829 1.8 Determined on basis of calender operating hours and MAPAG audit report of 10 January 2013
O/5 Solvent resulting from chemical 0 0.0 process-relatedor physical reactions
O/6 Solvent in residues disposed of 50,743 2.6 Disposal records [solvent content calculated on basis of material composition]
O/7 Solvent sold 0 0.0 process-related
O/8 Amount of solvent recovered 0 0.0 process-relatedbut not reused
O/9 Solvent released through routes 0 0.0 process-relatednot accounted for by other categories
Total O/1 through O/9 88,292 4.6 Calculation
C Solvent consumption [= I/1 – O/8] 88,322 4.6 Calculation
F Diffuse emissions [= I/1 – O/1 – O/5 – 34,859 1.8 CalculationO/6 – O/7 – O/8]
E Total emission [= F + O/1] 37,579 1.9 Calculation
3,090,000
3,080,000
3,070,000
3,060,000
3,050,000
3,040,000
3,030,000
3,020,000
3,010,000
3,000,0002012 2013 2014
4.5
4.0
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.02012 2013 2014

30
ENVIRONMENTAL ASPECTS …throughout the service life of a gasket
A gasket may seem simple and unobtrusive, but during its lifetime it goes through a variety of stages:starting with the extraction or synthesis of the necessary raw materials, leading to manufacturing andprocessing and, finally, its actual service life. Environmental aspects consistently play a role at all stagesof a gasket’s service life.
We are taking into account environmental aspects already when selecting the raw materials. By way ofexample let us cite mineral fillers which represent the largest input in our production [53%]. Our suppliersextract the mineral fillers from natural deposits. After extraction, costly efforts are undertaken torehabilitate the extraction sites and fully restore animal and plant life.
In its choice of synthetic raw materials, Rich. Klinger Dichtungstechnik applies state-of-the-art expertiseand meets the most rigorous regulations, thus ensuring that the synthetic raw materials used presentno hazards to human life and the environment. It is no surprise therefore that many of our products havebeen tested and approved for environmentally sensitive applications such as drinking-water suppliesand some even for use in food production. By including 12.1% of recycled materials in our batch designswe use resources sparingly. After the choice of raw materials and batch design comes the manufacturingprocess. The environmentally relevant aspects in the manufacturing of sealing materials are presentedin detail on previous and subsequent pages and will therefore not be repeated here.
In the past, once a gasket had been manufactured and punched, it usually went directly to use without any further considerations. New regulations adopted with a view to minimising emissions now call forexact calculations and/or designs for gasket connections. Calculated density needs to exceed a certainthreshold before the gasket is used. Rich. Klinger Dichtungstechnik supports these efforts to reduceemissions by determining the characteristic values of our gaskets through exhaustive tests at ourin-house laboratory. The results of the ensuing calculations allow for optimum selection of gaskets andappropriate installation specifications ensuring a minimum level of emissions during use of the gasket.
A proprietary software developed by KLINGER®, the powerful sealing calculation programme KLINGER®
expert, contributes considerably to the safe and leakage-free mounting of flange connections. Basedon input values such as operating temperature, medium or internal pressure, the software computesthe optimum installation parameters, so that the fitters can mount the gasket in such a manner as tominimise any emissions during operation.
In addition, the KLINGER® chemical-resistance assistant provides information about suitable sealingmaterials for a great number of substances. The installation of a gasket which is not resistant to themedium it is supposed to seal off will invariably cause the gasket to fail and lead to serious leakage ofsubstances which may be hazardous to the environment. In order to prevent such a situation,Rich. Klinger Dichtungstechnik provides a tool for users to check the compatibility of gaskets andmedium prior to installation.

Another environmentally relevant project at our Lab and Development department looks into the lifecycles of our sealing materials. Given that no gasket lives forever, one must ask the question as to howlong a gasket will do its job. When gaskets are left in place for too long they will fail and probably leadto undesirable emissions. Information about the useful life of sealing materials is necessary to ensurethey are replaced in good time. Special testing procedures combined with aging modelling permit generalconclusions as to the life cycle of gaskets and will contribute to preventing emissions caused by gasketfailure.
All of these tools and approaches demonstrate that Rich. Klinger Dichtungstechnik takes its environ-mental responsibilities very seriously, not only within its factory gates and during manufacturing, butthroughout the entire life of a gasket from resource extraction to actual use. All the above informationgoes to show that Rich. Klinger Dichtungstechnik is very much focused on maximum prevention ofundesired emissions involving our sealing materials and is ready to install all the necessary tools for thispurpose.
31

32
MANAGEMENT SYSTEM
The efficiency of the Environmental Management System is reviewed annually by external environmentalinspectors. The entire management system is designed as a dynamic process. The three main elementsare in constant interaction, leading to adaptation, expansion and improvement.The driving force behind our management systems is the commitment to quality and the striving forcontinuous improvement of all quality-related aspects of our corporate activities, including staff, products,processes and environmental impact.
The system complies with the requirements of EMAS Regulation 1221/2009, the EU Eco-Managementand Audit Scheme and with the international standard ISO 14001. Our quality management system hasbeen certified under ISO 9001.
In 2004, EMAS offered the possibility to subject all factory lines to a new approval process together withthe district authorities in Mödling. All existing official decisions were consolidated and, following the newapproval process with the district authorities, Rich. Klinger Dichtungstechnik GmbH & Co KG wasdeemed to be operating in full compliance with industrial law provisions.
Reviews have been conducted at least once a year since 2004.In ten years approximately 33 new decisions were thus issued andapproved according to the industrial law provisions as of 2005.
f. l. t. r: Hr. Walter Kubista, Hr. Reinhard Rödel, Fr. Susanne Barta, Hr. Stephan Piringer, Hr. Ernst Schäfer, Hr. Gerhard Pawlek

33
MANAGEMENT SYSTEMObjectives
Quality and environmental policy
2013 Quality objectives Environmental
Targeted turnover: EUR 25.4 million accomplished
Reduction of the reject rate of X X not accomplished KLINGERSIL® from 4.8% to 4%
Reduction of the reject rate of X X accomplishedKLINGER®top-chem from 8.5% to 8%
Start pilot production of KLINGERSIL® in progressextrusion
Cost reduction of KLINGER®top-chem in progress
2014
Targeted turnover: EUR 26.4 million accomplished
Reduction of the reject rate of X X not accomplished KLINGERSIL® from 5% to 4.5%
Reduction of the reject rate of X X accomplishedKLINGER®top-chem to < 8%
Start pilot production of KLINGERSIL® X X at riskextrusion
Cost reduction of KLINGER®top-chem in progress
Increase of KLINGER®top-chem to EUR 1 million not accomplished
2015
Targeted turnover: EUR 25.8 million 2015
Reduction of the reject rate of X X 2015 KLINGERSIL® from 5.3% to 4.5%
Reduction of the reject rate of X X 2015KLINGER®top-chem to < 8%
Cost reduction of KLINGER®top-chem by 15% by the end of 2015
Inventory turnover >4 2015
Acquiring new customers for Automotive 2015in India and China

34
QUALITY AND ENVIRONMENTAL POLICYEntrepreneurial activities always have direct or indirect impacts on the environment. Our motto“trusted.worldwide” obliges us to strive for quality, sustainability and safety. Our quality and environmentalpolicies ensure that these aims become an integral part of our daily business.
›› We continuously improve the necessary organisational and technical measures at our factory in Gumpoldskirchen to prevent, reduce or eliminate any environmental burden.
›› In our processes, we use valuable raw materials, energy and other environmentally relevant resources sparingly and respectfully. Processes are adapted to new or changed requirements as promptly as possible. We focus on continuously improving “environmental satisfaction” with regard to our processes and products.
›› Our aim is to implement economically and environmentally sound processes which provide our customers with premium quality and safe products.
›› One of our top priorities is treating our employees with respect. A flat hierarchy enables us to stay in close touch with our employees and complements our effective information and control system. Further training opportunities guarantee highly-qualified employees who are able to perform their duties in compliance with our quality and environmental standards and to actively support these aims.
›› We are committed to fulfilling binding obligations and other requirements pertaining to our environmental policy.
›› All our contracting partners are obliged to observe our defined quality, environmental and safety standards. For us, environmental protection and profitability go hand in hand.
Ing. Walter Kubista Dipl. Ing. Reinhard Rödel

35
VERIFIER’S STATEMENT
Dipl.-Ing. Dr. Kurt Kefer chief EMAS environmental verifier and authorised signatory of the environmental verifier organisation
TÜV SÜD Landesgesellschaft Österreich GmbH,Campus 21, Europaring A04301, 2345 Brunn am Gebirge[registration number AT-V-0003]
declares to have verified whether the site(s) or the whole organisation as indicated in the environmentalstatement of the organisation
Rich. KLINGER Dichtungstechnik GmbH & Co KGKanal 8 - 10, 2352 Gumpoldskirchenwith registration number AT-000096
meet all requirements of Regulation (EC) No 1221/2009 of the European Parliament and of the Councilof 25 November 2009 on the voluntary participation by organisations in a Community eco-managementand audit scheme [EMAS].
By signing this declaration, I declare that:– the verification and validation has been carried out in full compliance
with the requirements of Regulation [EC] No 1221/2009,– the outcome of the verification and validation confirms that there is no evidence
of non-compliance with applicable legal requirements relating to the environment,– the data and information of the environmental statement of the organisation reflect
a reliable, credible and correct image of all the organisation’s activities within the scope of the environmental statement.
The environmental verifier organisation TÜV SÜD Landesgesellschaft Österreich GmbH has beenaccredited for 23.99 [NACE code] by decision of the Federal Ministry of Agriculture, Forestry, theEnvironment and Water Management.
Done at Gumpoldskirchen on 2 December 2015
Chief environmental verifier and authorised signatoryof TÜV SÜD Landesgesellschaft Österreich GmbHCampus 21 Europaring A04301, 2345 Brunn am Gebirge
The environmental statement will next be validated in 2016.
Geprüftes Umweltmanagement
REG.NO. AT-000096

Rich. KLINGER Dichtungstechnik GmbH & Co KG
Am Kanal 8-10 • 2352 Gumpoldskirchen
P: +43 2252-62599-100 F: +43 2252-62599-299
www.klinger.co.at