
Endress+Hauser International News - 2007/2€¦ · · 2008-01-26meter (like Prowirl 73) on the...
20
exchange Endress+Hauser International News - 2007/2 Talking common language Open systems manage complex processes Levelflex: Not clouded by steam Page 6 Flow manage- ment solution: Off-loading the turbines Page 16 Emerging values in utilities: A Best Value Steam System Page 2
Transcript of Endress+Hauser International News - 2007/2€¦ · · 2008-01-26meter (like Prowirl 73) on the...
exchangeEndress+Hauser International News - 2007/2
Talking common languageOpen systems manage complex processes
Levelflex: Not clouded by steam Page 6
Flow manage-ment solution: Off-loading the turbines Page 16
Emerging values in utilities: A Best Value Steam System Page 2

Cover Stories Talking common language: Open systems manage complex processes 8
Web server: The success story of an open system 13
TechnologyA Best Value Steam System: Emerging values in utilities 2
Not clouded by steam: Radar level measurement in high temperature and high pressure applications 6
Application ReportOff-loading the turbines: Custody transfer at Preemraff Lysekil in Sweden 16
News UpdateEndress+Hauser Academy opens in Hungary 19
INTEK turns into Endress+Hauser Turkey 20
Inside outThe customer is always right 20
A best value steam systemTechnology
Steam is frequently used in utilities for process heating and to produce electricity: To this end, fuel is burnt in a boiler – the heat turns water into steam – the steam is subsequently dispersed throughout the process and its different aggregates. Generation, allocation and consumption, all three of these process steps may be handled more efficiently and safely provided the adequate instrumentation is employed.
cont
ents
A Best Value Steam System delivers the required quality and quantity of steam, controllably and reliably, at lowest operating cost over the lifetime of the installation.
By Dirk Losert, Industry Manager Chemicals

�
A best value steam systemThe boilerThere are different designs and sizes of boilers. The smaller ones provide a clear answer to the first question involved in the use of measurement instruments: With smaller vessels the acquisition cost seems negligible compared to the operational costs. Measuring instruments, however, seem to take up a disproportionately large share of the acquisition costs. It is, therefore, often regarded as an overpriced accessory – and consequently treated as an omittable item. But in effect, the mid-term benefits are proven to be much greater than the costs.
Generating steam in a boiler is the most sensitive process step in terms of safety. Over-pressurization, low water, and human error in operation can have catastrophic consequences. Consequently, it should be the operator’s aim to raise the safety level and the efficiency at the same time. An appropriate mix of automatic and human monitoring has proven to deliver optimal results in terms of safety. The safety routines (e.g. maintenance records, which also in-clude unplanned events) of the qualified operator are supported by:
• Level controls • Automatic control of total dissolved solids (TDS) and pollutants• Water quality controls• Boiler control systems: Stack temperature, combustion
Fuel to steam efficiencies are most valid in steady state conditions or over long periods. There are two ways to calculate boiler efficiency: • The direct method is a calculation of fuel to steam using the
characteristics of the media• The indirect method rests upon measurement data for quantity of
fuel or of steam
The informative value of the indirect method is considerably higher. It offers additional information on combustion, it’s quicker and more reliable and ensures that all operational factors are considered (e.g. the quality of combustion air supply). The fuel to steam efficiency of the boiler will be closest to that of the indirect method when the heat content of the steam is measured just after the crown valve. However, it is wise to consider measuring the heat content of the
Emerging values in utilities
By Dirk Losert, Industry Manager Chemicals

�
steam at the point of requirement in order to account for steam system losses on the way.
The pipeworks The most prevalent reason for heat loss during the transport of steam in pipes is a lack of isolation. A second are leakages. The energy “escaping” through leakages is generally pretty obvious, not only on the energy bill (see Table 1) but also in the truest sense of the word: You frequently see production facilities engulfed with steam. If steam lines are not easily accessible or not visible in their full length, flowmeters should substitute eyesight.
Figure 1 shows an effective leakage detection application using flowmeters and a recorder. As soon as the balance between two flowmeters is incorrect, an alarm is generated that can be forwarded e.g. to a mobile phone – and the boiler or pump is switched off.
A rigorously planned and designed system will:
• Account for site peculiarities and experience, i.e. it will be targeted
• Be operationally more effective and efficient
• Be more cost effective• Be more robust• Be flexible• Be accountable• Permit valid failure investigation
Table 1: Cost of steam leaks
Steam pressure Hole diameter Steam loss Annual loss lbs/h/kg/h inUS-$/€*
115 psi/7.9 bar 1/16 in/0.16 cm 15/6.8 400/320
115 psi/7.9 bar 1/8 in/0.32 cm 60/27.2 1600/1280
115 psi/7.9 bar – in/0.64 cm 240/108.9 6400/5120
115 psi/7.9 bar – in/1.27 cm 1010/458.1 27000/21600
115 psi/7.9 bar 1 in/2.54 cm 3900/1769 104000/83200
415 psi/28.6 bar 1/16 in/0.16 cm 55/24.9 1450/1160
415 psi/28.6 bar 1/8 in/0.32 cm 220/99.8 5800/4640
415 psi/28.6 bar – in/0.64 cm 880/399.2 23200/18560
415 psi/28.6 bar – in/1.27 cm 3520/1597 92800/74240
415 psi/28.6 bar 1 in/2.54 cm 14080/6387 372000/297600
*Conversationrate€/US-$:1.25
Figure 1: Leakage detection application using flowmeters and a
recorder.
Steam pressure Hole diameter Steam loss Annual loss lbs/h/kg/h inUS-$/€*
115 psi/7.9 bar 1/16 in/0.16 cm 15/6.8 400/320
115 psi/7.9 bar 1/8 in/0.32 cm 60/27.2 1600/1280
115 psi/7.9 bar – in/0.64 cm 240/108.9 6400/5120
115 psi/7.9 bar – in/1.27 cm 1010/458.1 27000/21600
115 psi/7.9 bar 1 in/2.54 cm 3900/1769 104000/83200
415 psi/28.6 bar 1/16 in/0.16 cm 55/24.9 1450/1160
415 psi/28.6 bar 1/8 in/0.32 cm 220/99.8 5800/4640
415 psi/28.6 bar – in/0.64 cm 880/399.2 23200/18560
415 psi/28.6 bar – in/1.27 cm 3520/1597 92800/74240
415 psi/28.6 bar 1 in/2.54 cm 14080/6387 372000/297600
*Conversationrate€/US-$:1.25
5
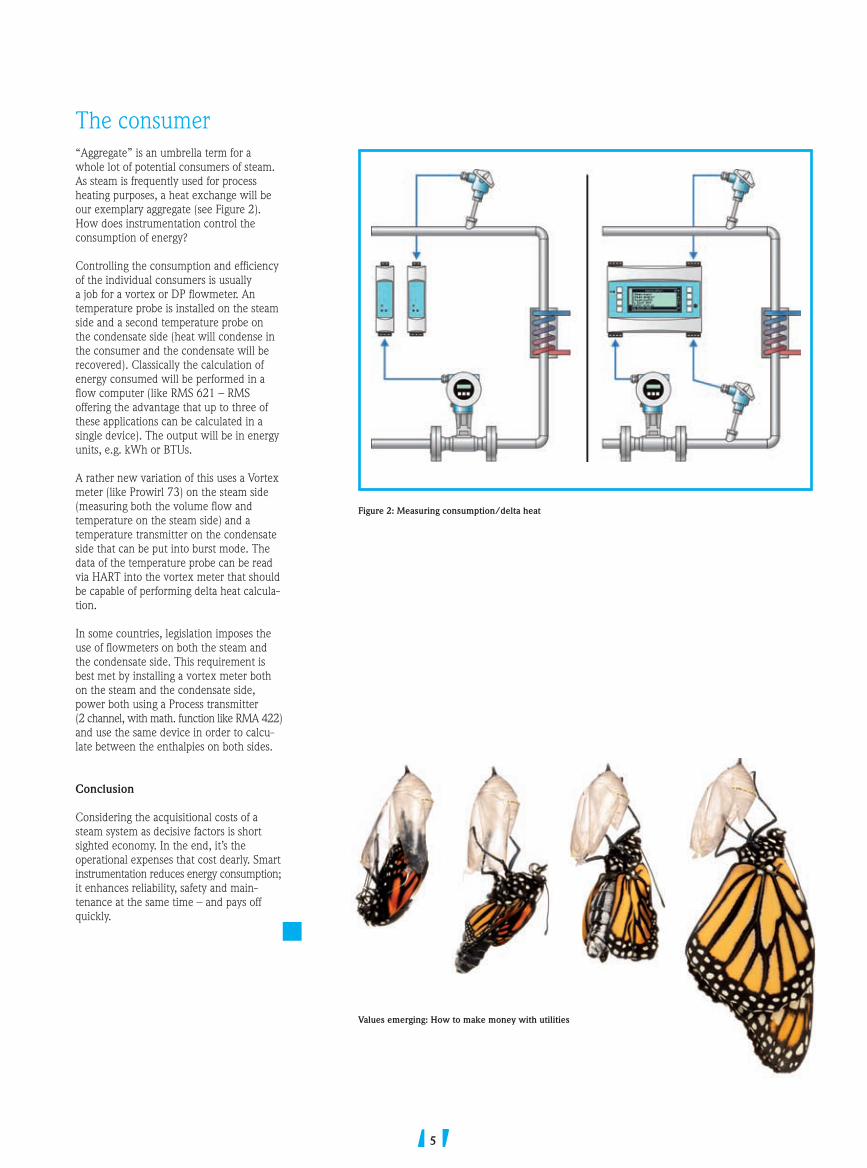
The consumer “Aggregate” is an umbrella term for a whole lot of potential consumers of steam. As steam is frequently used for process heating purposes, a heat exchange will be our exemplary aggregate (see Figure 2). How does instrumentation control the consumption of energy?
Controlling the consumption and efficiency of the individual consumers is usually a job for a vortex or DP flowmeter. An temperature probe is installed on the steam side and a second temperature probe on the condensate side (heat will condense in the consumer and the condensate will be recovered). Classically the calculation of energy consumed will be performed in a flow computer (like RMS 621 – RMS offering the advantage that up to three of these applications can be calculated in a single device). The output will be in energy units, e.g. kWh or BTUs.
A rather new variation of this uses a Vortex meter (like Prowirl 73) on the steam side (measuring both the volume flow and temperature on the steam side) and a temperature transmitter on the condensate side that can be put into burst mode. The data of the temperature probe can be read via HART into the vortex meter that should be capable of performing delta heat calcula-tion.
In some countries, legislation imposes the use of flowmeters on both the steam and the condensate side. This requirement is best met by installing a vortex meter both on the steam and the condensate side, power both using a Process transmitter (2 channel, with math. function like RMA 422) and use the same device in order to calcu-late between the enthalpies on both sides.
Conclusion
Considering the acquisitional costs of a steam system as decisive factors is short sighted economy. In the end, it’s the operational expenses that cost dearly. Smart instrumentation reduces energy consumption; it enhances reliability, safety and main-tenance at the same time – and pays off quickly.
Figure 2: Measuring consumption/delta heat
Values emerging: How to make money with utilities
6
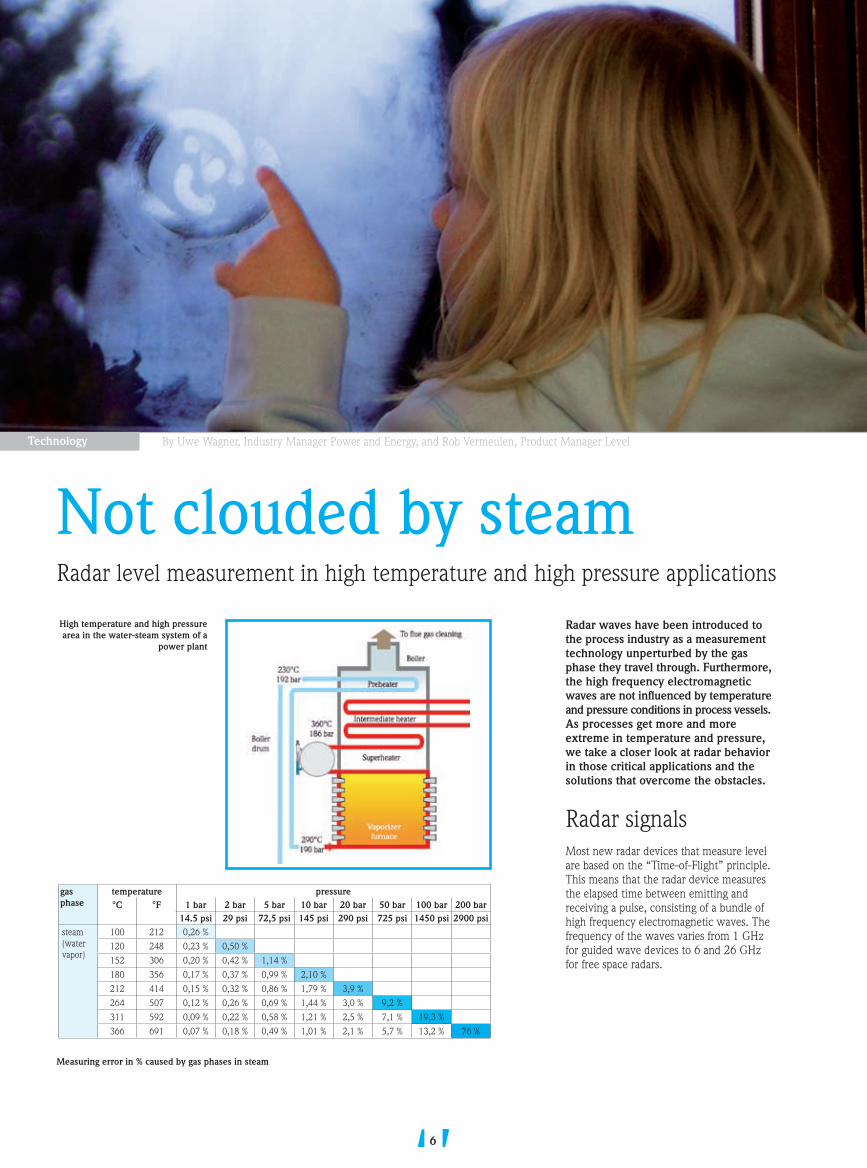
Measuring error in % caused by gas phases in steam
Radar waves have been introduced to the process industry as a measurement technology unperturbed by the gas phase they travel through. Furthermore, the high frequency electromagnetic waves are not influenced by temperature and pressure conditions in process vessels. As processes get more and more extreme in temperature and pressure, we take a closer look at radar behavior in those critical applications and the solutions that overcome the obstacles.
Radar signalsMost new radar devices that measure level are based on the “Time-of-Flight” principle. This means that the radar device measures the elapsed time between emitting and receiving a pulse, consisting of a bundle of high frequency electromagnetic waves. The frequency of the waves varies from 1 GHz for guided wave devices to 6 and 26 GHz for free space radars.
High temperature and high pressure area in the water-steam system of a
power plant
Not clouded by steamRadar level measurement in high temperature and high pressure applications
By Uwe Wagner, Industry Manager Power and Energy, and Rob Vermeulen, Product Manager LevelTechnology
7
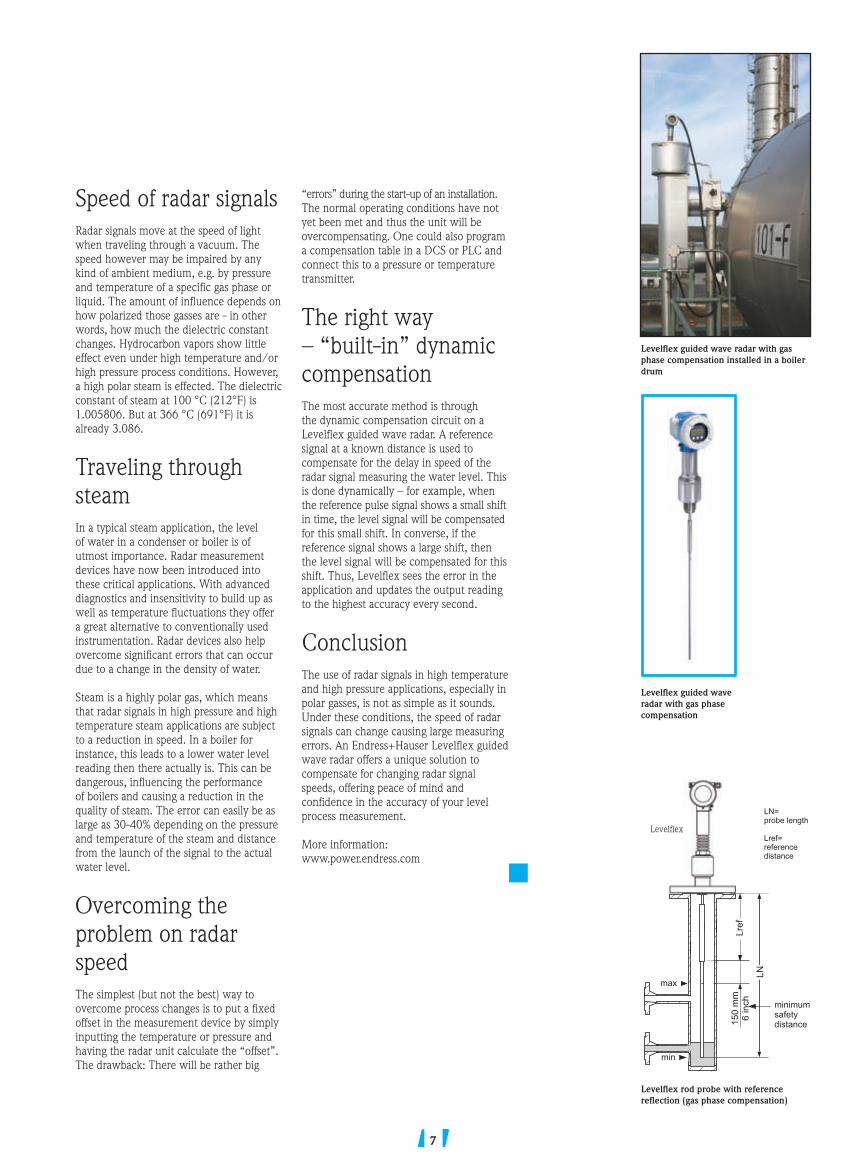
max
min
150mm
6inch
LN
Lref
Levelflex
minimumsafetydistance
LN=probe length
Lref=referencedistance
Levelflex guided wave radar with gas phase compensation installed in a boiler drum
Levelflex guided wave radar with gas phase compensation
“errors” during the start-up of an installation. The normal operating conditions have not yet been met and thus the unit will be overcompensating. One could also program a compensation table in a DCS or PLC and connect this to a pressure or temperature transmitter.
The right way – “built-in” dynamic compensationThe most accurate method is through the dynamic compensation circuit on a Levelflex guided wave radar. A reference signal at a known distance is used to compensate for the delay in speed of the radar signal measuring the water level. This is done dynamically – for example, when the reference pulse signal shows a small shift in time, the level signal will be compensated for this small shift. In converse, if the reference signal shows a large shift, then the level signal will be compensated for this shift. Thus, Levelflex sees the error in the application and updates the output reading to the highest accuracy every second.
ConclusionThe use of radar signals in high temperature and high pressure applications, especially in polar gasses, is not as simple as it sounds. Under these conditions, the speed of radar signals can change causing large measuring errors. An Endress+Hauser Levelflex guided wave radar offers a unique solution to compensate for changing radar signal speeds, offering peace of mind and confidence in the accuracy of your level process measurement.
More information:www.power.endress.com
Levelflex rod probe with reference reflection (gas phase compensation)
Speed of radar signalsRadar signals move at the speed of light when traveling through a vacuum. The speed however may be impaired by any kind of ambient medium, e.g. by pressure and temperature of a specific gas phase or liquid. The amount of influence depends on how polarized those gasses are - in other words, how much the dielectric constant changes. Hydrocarbon vapors show little effect even under high temperature and/or high pressure process conditions. However, a high polar steam is effected. The dielectric constant of steam at 100 °C (212°F) is 1.005806. But at 366 °C (691°F) it is already 3.086.
Traveling through steamIn a typical steam application, the level of water in a condenser or boiler is of utmost importance. Radar measurement devices have now been introduced into these critical applications. With advanced diagnostics and insensitivity to build up as well as temperature fluctuations they offer a great alternative to conventionally used instrumentation. Radar devices also help overcome significant errors that can occur due to a change in the density of water.
Steam is a highly polar gas, which means that radar signals in high pressure and high temperature steam applications are subject to a reduction in speed. In a boiler for instance, this leads to a lower water level reading then there actually is. This can be dangerous, influencing the performance of boilers and causing a reduction in the quality of steam. The error can easily be as large as 30-40% depending on the pressure and temperature of the steam and distance from the launch of the signal to the actual water level.
Overcoming the problem on radar speedThe simplest (but not the best) way to overcome process changes is to put a fixed offset in the measurement device by simply inputting the temperature or pressure and having the radar unit calculate the “offset”. The drawback: There will be rather big

�
Talking common language Open systems manage complex processes
Cover Story By Dr. Holger Knau, Marketing Manager Solutions

�
An everyday situation: An operation in the processing industry produces different products on the same production line at short intervals. The development engineer in charge of changing the production must operate machines made by 10 different manufacturers. These machines must be configured to a total system though they have varying user interfaces, follow a different internal logic…
What does that imply? Imagine the following: You listen to an interesting presentation regarding new possibilities for vortex measurement technology. This presentation is in English. You translate the most important points for your colleagues into sign language. Later you give an interview on the topic on French radio and write a review for a Chinese trade journal – both in the national language, of course. Finally, the presenter requests that you do a pantomime on key messages…
March 2006: In an online survey of the IZT [Institut für Zukunftsstudien und Technologiebewertung = Institute for Future Studies and Technology Evaluation], 45% of the users and developers of automation systems surveyed evaluated open standards and interoperability as an important strategic challenge for the automation branch. The topic of “open standards” is in second place directly after the demand for “development of intuitive and secure service routines.”
Standardization is a central requirement for the further distribution of innovative automation solutions. And it is urgently required – especially from the point of view of the users!
What is “open” about the standard?Sure, every standard must be “open,” if only to deserve the name “standard.” In that sense, the attribute “open” could be considered redundant. However, there is frequently a regulatory interest in defining
requirements for openness that fulfill a workable standard and accordingly only designate as “open” those standards that are easily accessible, further developable, and deployable for all market participants.
A sensible policy towards Open SystemsFor the overall process and its configuration, open standards means more than alleviation of the work. To users of automation systems they offer the only chance to exploit the full potential of today’s intelligent field devices. On top of that: In contrast to propriety systems, Open Standards allow the user to choose the devices that best fit the application - not the system.
Benefits of Open Systems in a nutshell: • Freedom of choice of components • Interoperability of devices • System transparency – device and process
information available throughout the plant
• Simple integration of legacy systems • Cost-effective solutions • Long-term protection of investment
Existing Open StandardsA number of open standards already make our lives easier. These are standards in which the conflict of interest between cooperation and competition were decided in favor of the customer, in the sense of cooperation among manufacturers of the automation branch. Each naturally thinks of the known bus-standards, but those are only the tip of the iceberg, as the examples in the graphic illustrate.
“Open” standards are easily accessible, further developable, and deployable for all market participants.
In the automation branch, this means…… the introduction of standardized, open interfaces. On the side of the AT manufacturer, this requirement has limits however. They have an acute conflict between standardization on the one hand and proprietary solutions for securing their own know-how and customer loyalty on the other hand, that is, between necessary cooperation and competition.
One example: The MP3 format is openly documented, but it may be implemented and marketed only if fees are paid that are difficult to calculate, or simply very high. To what extent can this be considered an open standard?
What does “open standard” mean for our example?An operation in the processing industry manufactures quickly changing products on one and the same production line. The development engineer must operate machines from 10 different manufacturers. All can be configured through a single common interface and follow a coordinated logic…
Or: You listen to an interesting lecture regarding new possibilities of vortex measurement technology. Listeners from around the world understand the symbolic language without trouble and can participate in a lively discussion on the topic. Translation? Unnecessary!
10
Ethernet
P S
7
�1
�
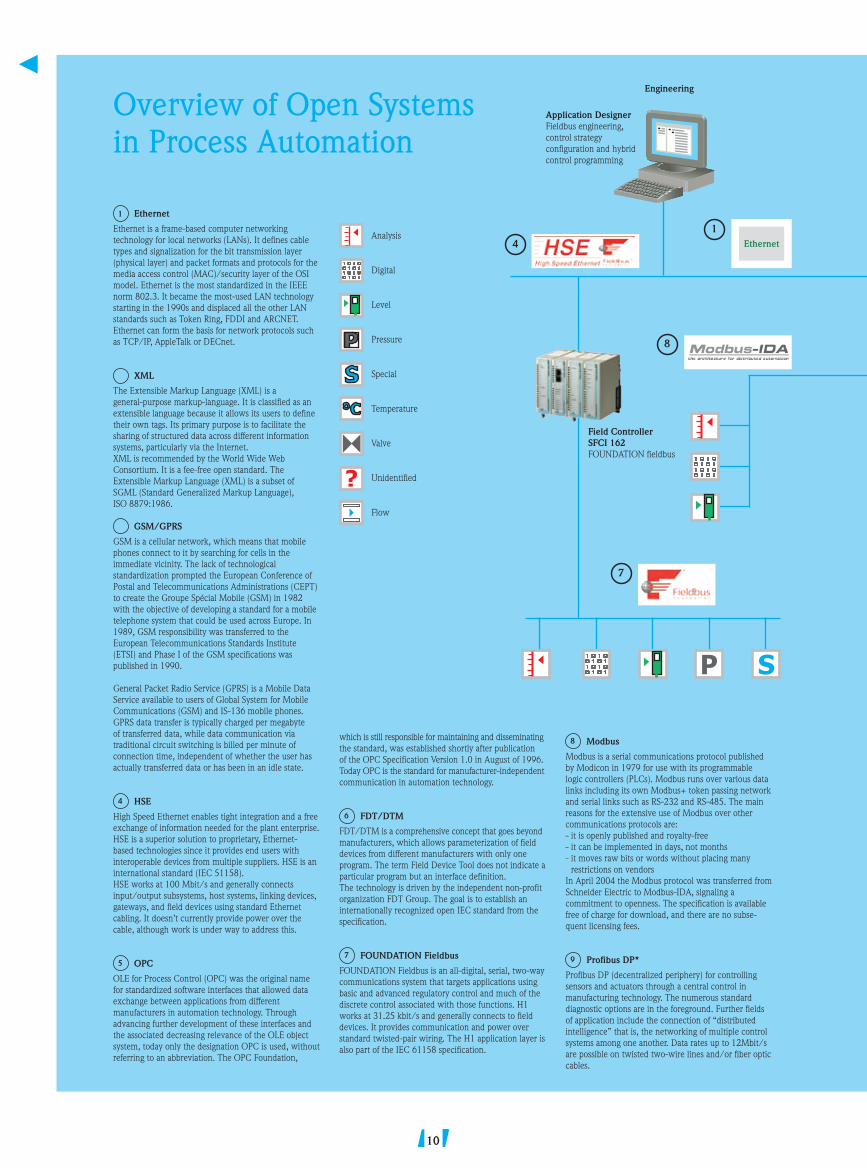
1 Ethernet
Ethernet is a frame-based computer networking technology for local networks (LANs). It defines cable types and signalization for the bit transmission layer (physical layer) and packet formats and protocols for the media access control (MAC)/security layer of the OSI model. Ethernet is the most standardized in the IEEE norm 802.3. It became the most-used LAN technology starting in the 1990s and displaced all the other LAN standards such as Token Ring, FDDI and ARCNET. Ethernet can form the basis for network protocols such as TCP/IP, AppleTalk or DECnet.
XML
The Extensible Markup Language (XML) is a general-purpose markup-language. It is classified as an extensible language because it allows its users to define their own tags. Its primary purpose is to facilitate the sharing of structured data across different information systems, particularly via the Internet.XML is recommended by the World Wide Web Consortium. It is a fee-free open standard. The Extensible Markup Language (XML) is a subset of SGML (Standard Generalized Markup Language), ISO 8879:1986.
GSM/GPRS
GSM is a cellular network, which means that mobile phones connect to it by searching for cells in the immediate vicinity. The lack of technological standardization prompted the European Conference of Postal and Telecommunications Administrations (CEPT) to create the Groupe Spécial Mobile (GSM) in 1982 with the objective of developing a standard for a mobile telephone system that could be used across Europe. In 1989, GSM responsibility was transferred to the European Telecommunications Standards Institute (ETSI) and Phase I of the GSM specifications was published in 1990.
General Packet Radio Service (GPRS) is a Mobile Data Service available to users of Global System for Mobile Communications (GSM) and IS-136 mobile phones. GPRS data transfer is typically charged per megabyte of transferred data, while data communication via traditional circuit switching is billed per minute of connection time, independent of whether the user has actually transferred data or has been in an idle state.
� HSE
High Speed Ethernet enables tight integration and a free exchange of information needed for the plant enterprise. HSE is a superior solution to proprietary, Ethernet-based technologies since it provides end users with interoperable devices from multiple suppliers. HSE is an international standard (IEC 51158).HSE works at 100 Mbit/s and generally connects input/output subsystems, host systems, linking devices, gateways, and field devices using standard Ethernet cabling. It doesn’t currently provide power over the cable, although work is under way to address this.
5 OPC
OLE for Process Control (OPC) was the original name for standardized software interfaces that allowed data exchange between applications from different manufacturers in automation technology. Through advancing further development of these interfaces and the associated decreasing relevance of the OLE object system, today only the designation OPC is used, without referring to an abbreviation. The OPC Foundation,
Overview of Open Systems in Process Automation
which is still responsible for maintaining and disseminating the standard, was established shortly after publication of the OPC Specification Version 1.0 in August of 1996. Today OPC is the standard for manufacturer-independent communication in automation technology.
6 FDT/DTM
FDT/DTM is a comprehensive concept that goes beyond manufacturers, which allows parameterization of field devices from different manufacturers with only one program. The term Field Device Tool does not indicate a particular program but an interface definition.The technology is driven by the independent non-profit organization FDT Group. The goal is to establish an internationally recognized open IEC standard from the specification.
7 FOUNDATION Fieldbus
FOUNDATION Fieldbus is an all-digital, serial, two-way communications system that targets applications using basic and advanced regulatory control and much of the discrete control associated with those functions. H1 works at 31.25 kbit/s and generally connects to field devices. It provides communication and power over standard twisted-pair wiring. The H1 application layer is also part of the IEC 61158 specification.
Engineering
Application DesignerFieldbus engineering, control strategyconfiguration and hybridcontrol programming
Field ControllerSFCI 162FOUNDATION fieldbus
� Modbus
Modbus is a serial communications protocol published by Modicon in 1979 for use with its programmable logic controllers (PLCs). Modbus runs over various data links including its own Modbus+ token passing network and serial links such as RS-232 and RS-485. The main reasons for the extensive use of Modbus over other communications protocols are:- it is openly published and royalty-free - it can be implemented in days, not months - it moves raw bits or words without placing many
restrictions on vendorsIn April 2004 the Modbus protocol was transferred from Schneider Electric to Modbus-IDA, signaling a commitment to openness. The specification is available free of charge for download, and there are no subse-quent licensing fees.
� ProfibusDP*
Profibus DP (decentralized periphery) for controlling sensors and actuators through a central control in manufacturing technology. The numerous standard diagnostic options are in the foreground. Further fields of application include the connection of “distributed intelligence” that is, the networking of multiple control systems among one another. Data rates up to 12Mbit/s are possible on twisted two-wire lines and/or fiber optic cables.
Analysis
Digital
Level
Pressure
Special
Temperature
Valve
Unidentified
Flow
11
°C ?
11
56
2
�
�
10
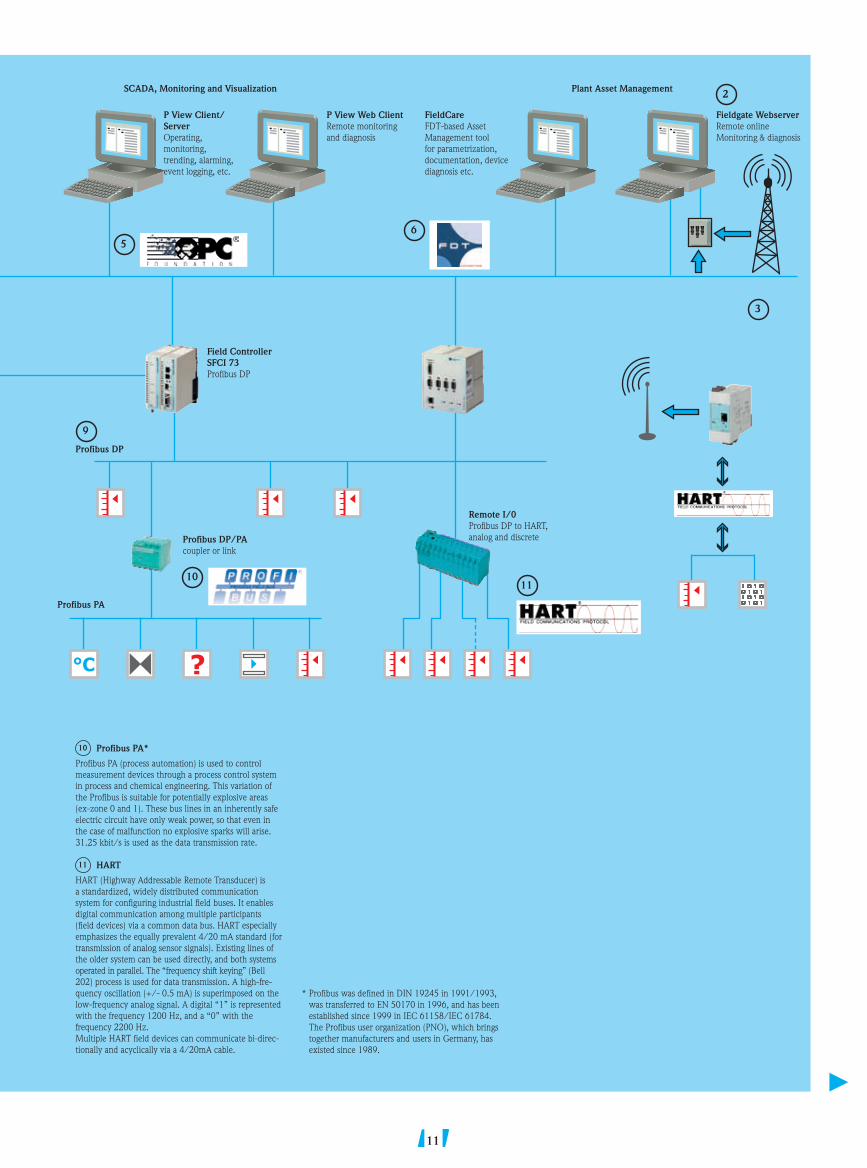
10 ProfibusPA*
Profibus PA (process automation) is used to control measurement devices through a process control system in process and chemical engineering. This variation of the Profibus is suitable for potentially explosive areas (ex-zone 0 and 1). These bus lines in an inherently safe electric circuit have only weak power, so that even in the case of malfunction no explosive sparks will arise. 31.25 kbit/s is used as the data transmission rate.
11 HART
HART (Highway Addressable Remote Transducer) is a standardized, widely distributed communication system for configuring industrial field buses. It enables digital communication among multiple participants (field devices) via a common data bus. HART especially emphasizes the equally prevalent 4/20 mA standard (for transmission of analog sensor signals). Existing lines of the older system can be used directly, and both systems operated in parallel. The “frequency shift keying” (Bell 202) process is used for data transmission. A high-fre-quency oscillation (+/- 0.5 mA) is superimposed on the low-frequency analog signal. A digital “1” is represented with the frequency 1200 Hz, and a “0” with the frequency 2200 Hz.Multiple HART field devices can communicate bi-direc-tionally and acyclically via a 4/20mA cable.
SCADA, Monitoring and Visualization Plant Asset Management
P View Web ClientRemote monitoring and diagnosis
P View Client/ServerOperating, monitoring, trending, alarming, event logging, etc.
FieldCareFDT-based Asset Management tool for parametrization, documentation, device diagnosis etc.
Fieldgate WebserverRemote onlineMonitoring & diagnosis
Field ControllerSFCI 7�Profibus DP
Profibus DP
Profibus PA
Profibus DP/PAcoupler or link
Remote I/0Profibus DP to HART, analog and discrete
* Profibus was defined in DIN 19245 in 1991/1993, was transferred to EN 50170 in 1996, and has been established since 1999 in IEC 61158/IEC 61784. The Profibus user organization (PNO), which brings together manufacturers and users in Germany, has existed since 1989.

12
Ethernet
Seamless data flow from field to control roomWith open standards and protocols used for communication, data access, configuration and diagnosis from field to system level… • device and process information is
available anywhere in the system, • plant information is available wherever
needed and is not restricted by any proprietary protocol, and
• system integration is simple and easy.
Users should pay attention to open systems on all levels. The automation technology must reflect the complexity of the entire production process, from process management and control, to plant asset management, to integration of the supply chain. Industry experts see forward-looking automation policy as a potentially decisive factor in competition.
Future challenges The requirement for standardized, inexpensive bus components continually encourages the distribution of ethernet-based systems. While these are mainly used on higher levels today (connection to visualization or of different control systems), penetration into the field is also foreseeable. Thus Profinet will probably replace Profibus DP in the long term.
HSE technology has high potential. It is suitable for supporting the last bastion of the proprietary systems: the system backbone. This would mean that all plant information is available on a “common backbone,” plant-wide, via HSE. This includes information integration with Plant Asset Management (sub-system integration) and business applications such as ERP, MIS, etc. (data server integration). This technol-ogy is already available on the market (for example in the Endress+Hauser product Control Care). Whether it penetrates the market in general depends on the pull of the market – only then will the customer profit in the sense of free choice of system components.
PS: Why does Endress+Hauser not offer wireless field instruments?Because there is no standard available yet! Two major efforts are presently being undertaken to develop a wireless standard: one is called Wireless HART and is (quite naturally) hosted by the HART foundation; the other is the working group ISA-SP100. A preliminary agreement has been reached in September 2007. As soon as the decision is final, Endress+Hauser will start the implementation.
Endress+Hauser supports Open System architecture based on modular components, which gives freedom of choice of components, suppliers and the most cost-effective solution. As soon as the standard is available, Endress+Hauser will work on the release of the products. Our commitment to the customer’s benefit means that we support only open standards!

1�
The success story of an open system: Web serverCover StoryBy Hai-Thuy Ngo, Marketing Manager Tank Gauging
“For each of (my) three terminals, I had three different sets of user commands. So if I was talking online with someone at S.D.C. and I wanted to talk to someone I knew at Berkeley or M.I.T. about this, I had to get up from the S.D.C. terminal, go over and log into the other terminal and get in touch with them.
I said, it‘s obvious what to do (..): If you have these three terminals, there ought to be one terminal that goes anywhere you want to go where you have interactive computing.“
The Internet timeline begins in 1962, before the word ‘Internet’ was even invented. The world’s 10,000 computers are primitive, although they cost a fortune. They have only a few thousand words of magnetic core memory, and programming them is far from easy.
The accelerator for the internet is ARPA (Advanced Research Projects Agency) of the USA: In fact, the opening quotation here was spoken by Mr. J.C.R. Licklider, head of the Information Processing Techniques Office at ARPA in 1962. The idea he expresses is later to be realized as ARPANET. Along with e.g. X.25, ARPAnet is a prede-cessor of today’s internet.
ARPANET was opened to non-military users in the 1970s, and many universities and large businesses went online. In 1983 TCP/IP protocols became the only approved protocols on the ARPANET. This led to one of the first definitions of an “internet” as a connected set of networks, specifically those using TCP/IP.
The World Wide Web began as a CERN (European Organization for Nuclear Research) project called ENQUIRE. Based on the concept of hypertext, the project was aimed at facilitating the sharing of information among researchers. The first website went online in 1991. In 1993 the World Wide Web was opened for public use.
As the Internet grew through the 1980s and early 1990s, many people realized the increasing need to be able to find and orga-nize files and information. One of the most promising user interface paradigms during this period was hypertext.
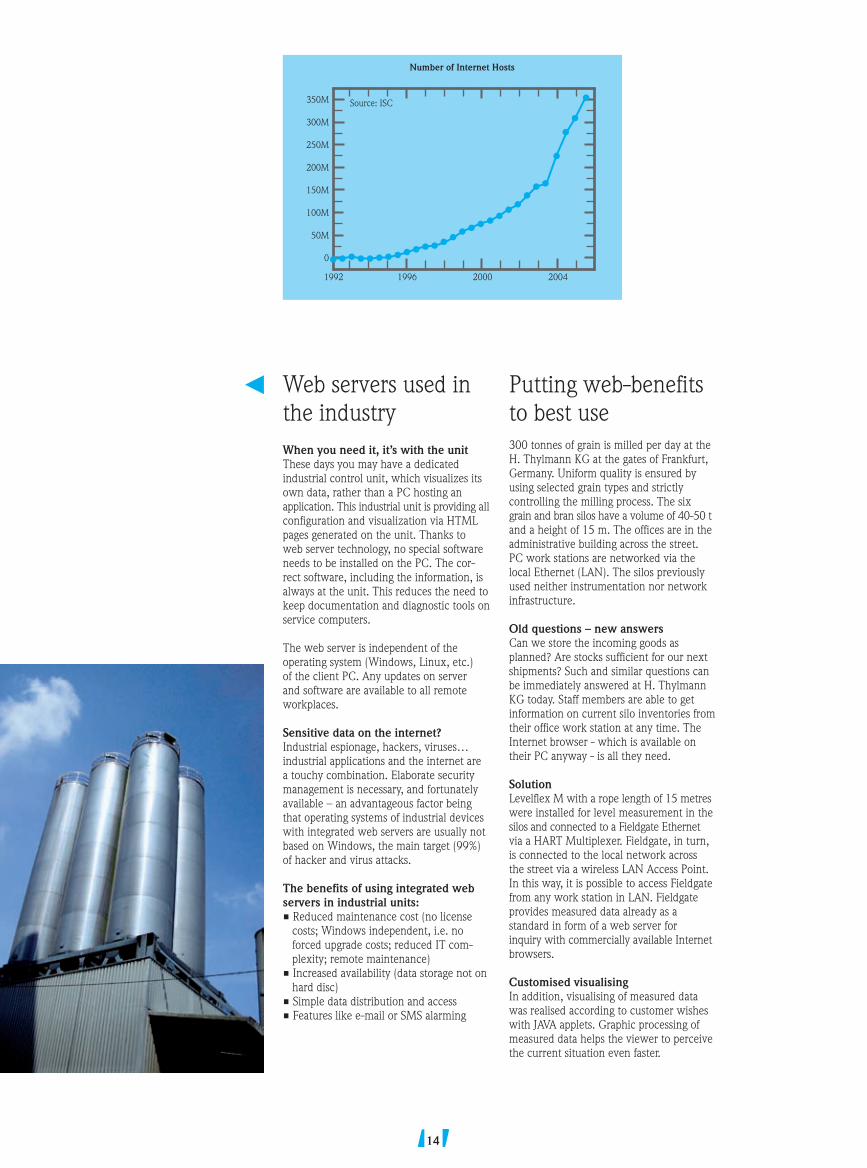
Since 1993 there has been exponential growth of the use of the internet, which is reflected in the increasing number of internet hosts.
1�
Web servers used in the industryWhen you need it, it’s with the unit These days you may have a dedicated industrial control unit, which visualizes its own data, rather than a PC hosting an application. This industrial unit is providing all configuration and visualization via HTML pages generated on the unit. Thanks to web server technology, no special software needs to be installed on the PC. The cor-rect software, including the information, is always at the unit. This reduces the need to keep documentation and diagnostic tools on service computers.
The web server is independent of the operating system (Windows, Linux, etc.) of the client PC. Any updates on server and software are available to all remote workplaces.
Sensitive data on the internet?Industrial espionage, hackers, viruses… industrial applications and the internet are a touchy combination. Elaborate security management is necessary, and fortunately available – an advantageous factor being that operating systems of industrial devices with integrated web servers are usually not based on Windows, the main target (99%) of hacker and virus attacks.
The benefits of using integrated web servers in industrial units:• Reduced maintenance cost (no license
costs; Windows independent, i.e. no forced upgrade costs; reduced IT com-plexity; remote maintenance)
• Increased availability (data storage not on hard disc)
• Simple data distribution and access• Features like e-mail or SMS alarming
Putting web-benefits to best use 300 tonnes of grain is milled per day at the H. Thylmann KG at the gates of Frankfurt, Germany. Uniform quality is ensured by using selected grain types and strictly controlling the milling process. The six grain and bran silos have a volume of 40-50 t and a height of 15 m. The offices are in the administrative building across the street. PC work stations are networked via the local Ethernet (LAN). The silos previously used neither instrumentation nor network infrastructure.
Old questions – new answersCan we store the incoming goods as planned? Are stocks sufficient for our next shipments? Such and similar questions can be immediately answered at H. Thylmann KG today. Staff members are able to get information on current silo inventories from their office work station at any time. The Internet browser - which is available on their PC anyway - is all they need.
Solution Levelflex M with a rope length of 15 metres were installed for level measurement in the silos and connected to a Fieldgate Ethernet via a HART Multiplexer. Fieldgate, in turn, is connected to the local network across the street via a wireless LAN Access Point. In this way, it is possible to access Fieldgate from any work station in LAN. Fieldgate provides measured data already as a standard in form of a web server for inquiry with commercially available Internet browsers.
Customised visualisingIn addition, visualising of measured data was realised according to customer wishes with JAVA applets. Graphic processing of measured data helps the viewer to perceive the current situation even faster.
Number of Internet Hosts
1992
0
Source: ISC
1996 2000 2004
50M
100M
150M
200M
250M
300M
350M

15
Internet Standard GlossaryInternet: Any network using TCP/IP
TCP/IP: Transmission Control Protocol/Internet Protocol
Web server: A web server is software that serves web pages (files) in response to requests from web browsers. A web server is sometimes called an HTTP server.
HTTP:Hypertext Transfer Protocol (HTTP) is a communications protocol (application layer) used to transfer or convey information on the World Wide Web. Its original purpose was to provide a way to publish and retrieve HTML hypertext pages.
HTML and Markup-Language: A markup language combines text and extra information about the text. The extra information, for example about the text’s structure or presentation, is expressed using markup, which is intermingled with the primary text. The best-known markup language in modern use is HTML (Hyper-Text Markup Language), one of the foundations of the World Wide Web. Originally markup was used in the publishing industry in the communication of printed work between authors, editors, and printers.
XML:The Extensible Markup Language (XML) is a general-purpose markup language. It is classified as an extensible language because it allows its users to define their own tags. Its primary purpose is to facilitate the sharing of structured data across different information systems, particularly via the Internet. XML is recommended by the World Wide Web Consortium. It is a fee-free open standard.
Remote ServiceUsing an access connection into the local network - comparable to a member of the sales force accessing the company network from home or a hotel - Endress+Hauser commissioned the instrumentation and will also verify in future that the onsite measurement quality is guaranteed.
16
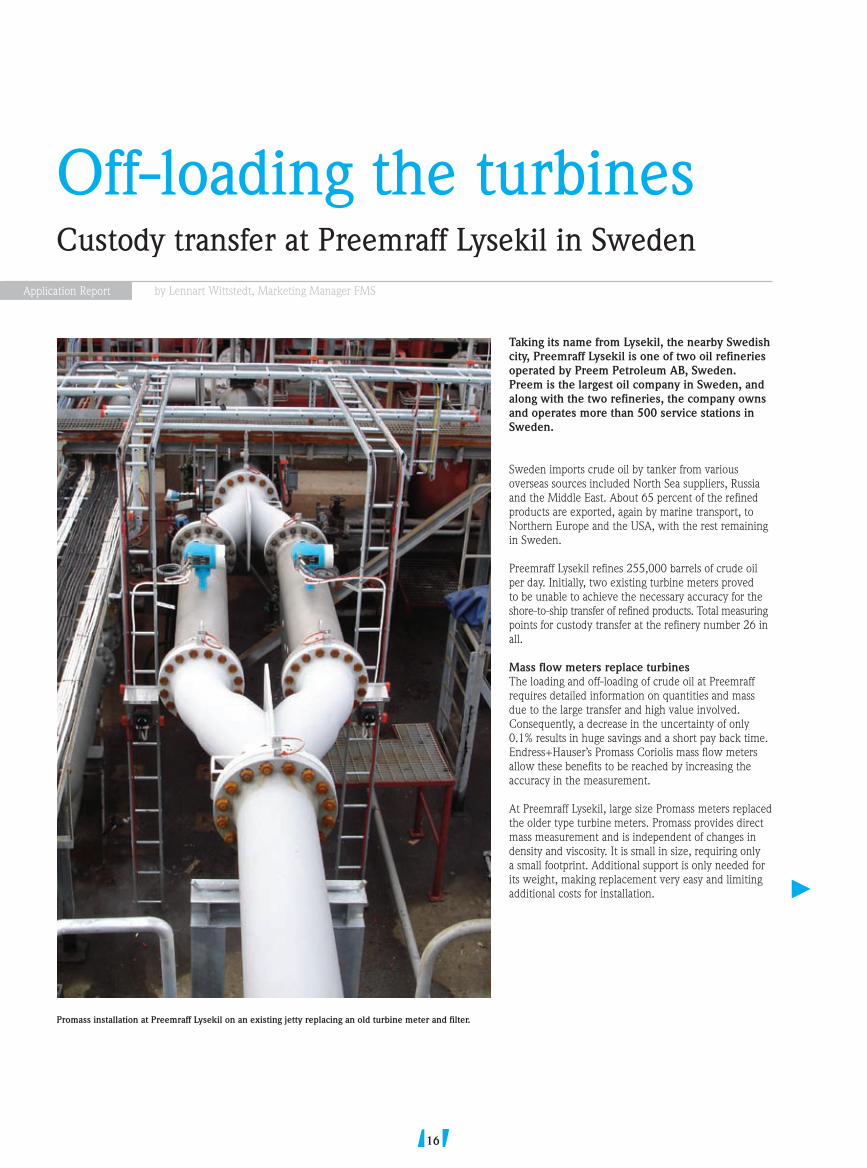
Taking its name from Lysekil, the nearby Swedish city, Preemraff Lysekil is one of two oil refineries operated by Preem Petroleum AB, Sweden. Preem is the largest oil company in Sweden, and along with the two refineries, the company owns andoperatesmorethan500servicestationsinSweden.
Sweden imports crude oil by tanker from various overseas sources included North Sea suppliers, Russia and the Middle East. About 65 percent of the refined products are exported, again by marine transport, to Northern Europe and the USA, with the rest remaining in Sweden.
Preemraff Lysekil refines 255,000 barrels of crude oil per day. Initially, two existing turbine meters proved to be unable to achieve the necessary accuracy for the shore-to-ship transfer of refined products. Total measuring points for custody transfer at the refinery number 26 in all.
Mass flow meters replace turbinesThe loading and off-loading of crude oil at Preemraff requires detailed information on quantities and mass due to the large transfer and high value involved. Consequently, a decrease in the uncertainty of only 0.1% results in huge savings and a short pay back time. Endress+Hauser’s Promass Coriolis mass flow meters allow these benefits to be reached by increasing the accuracy in the measurement.
At Preemraff Lysekil, large size Promass meters replaced the older type turbine meters. Promass provides direct mass measurement and is independent of changes in density and viscosity. It is small in size, requiring only a small footprint. Additional support is only needed for its weight, making replacement very easy and limiting additional costs for installation.
Off-loading the turbinesCustody transfer at Preemraff Lysekil in Sweden
Promass installation at Preemraff Lysekil on an existing jetty replacing an old turbine meter and filter.
by Lennart Wittstedt, Marketing Manager FMS Application Report

17
Benefits of Coriolis mass flow measurement • Loading the right massPromass provides a direct and highly accurate mass measurement for loading and off-loading. Endress+Hauser mass flow meters are calibrated on an accredited test rig with hydrocarbons that have the same characteristics as the hydrocarbons that are measured by the flow meters in customers’ applications. Promass is also calibrated and approved by NMi for bidirectional use, meaning that Promass can be used for loading and off loading in the same set up.
• Reducing time in the harborAs soon as the tanker enters the jetty, loading or off-loading can begin. When finished, the mass measurement is immediately available and the customer can, in turn, immediately produce the “Bill of loading“. As a result, the amount of time the tanker is in the harbor is greatly reduced. Also, the faster the tanker leaves, the more hours available for other tankers at the harbor.
• Reducing the number of claimsEvery loading contract includes a paragraph about the difference between onshore figures and tanker figures.
SPSE (Société du Pipeline Sud Européen) prover used for the oil calibration of Promass Coriolis mass flow meters
Installation of tandem Promass meters on new Preemraff jetty

1�
Typically, a difference of only 0.3 % is acceptable. If the discrepancy is larger, the buyer can make a claim which can often delay payment.
• None-stop, continuous operation – no need for reproving on site
Integrated advanced diagnostics allow for constant monitoring of the long-term stability of the meter. For this reason, no on site proving station is required. When there’s a need for online proving, the Promass Coriolis, with high turn down of up to 1:1000, allows on-line proving with small size and affordable piston provers on site, even for high flow rates. A metering station with Coriolis requires no straight runs and no flow conditioner or strainer, allowing for minimum space requirements and maximum cost savings. The small size and weight requirements allow for a full size metering station with an integrated prover to be positioned even on a small size jetty. Therefore, bidirectional proving can be carried out during ship loading and off loading.
• Life cycle cost savingsPromass Coriolis mass flow meters operate maintenance free. A flow metering station based on Promass involves absolutely no moving parts, thus no wear and tear and no maintenance required.
Along with the Promass Coriolis mass flow meters, other components were supplied to Preemraff to complete the overall Flow Measurement Solution (FMS), including flow computers, servers, switchgear cabinets, external displays for remote monitoring of the meters, and oil calibration.
More information: www.oil-gas.endress.com
OMNI flow computer
SCADA visualization of flow calculations
1�
Endress+Hauser Magyarország (Hungary) Ltd organized its first “Endress+Hauser Academy” for customers in 2007. The seminars concentrated on measurement parameters (level, flow, pressure, temperature, liquid analysis), the basics of solution business and introduction of product families. Most of the training sessions were held in our conference room, which on several occasions proved unable to receive all those interested at one time. We were happy to split groups and repeat presentations in order to offer everyone the best conditions.
The most significant event of the series was a 3-day paid professional training course, the „Flow Measurement and Level Measurement - Postgraduate Training for Engineers” in October. The program was accredited by the Hungarian Chambers of Engineers, so 44 of the participants gained credit points for taking part.
The seminar schedule, which involved 14 hours theoretical training and 6 hours practice, was set up according to the following guidelines: • Recapture university basics regarding flow and level
measurement• Introduce different measurement methods incl.
information on selection and adaptation • Introduce legal requirements (Legal Metrology,
Ex-proof Approval Serivce)
The Endress+Hauser Academy The Endress+Hauser Academy offers seminars and workshops on numerous topics and for different user groups. They cover general introductions into measurement and automation as well as training sessions tightly focused on the demands of specific industries. Some seminars and courses are held in the Endress+Hauser headquarters in Switzerland and include visits to various production sites. However, most take place locally, nearest to the customer. But wherever they are held, all these events follow a comprehensive philosophy: Count on us to deliver ideas that enhance your process.
by Andras Mezes, Managing Director of Endress+Hauser Magyarország (Hungary) Ltd News Update
Endress+Hauser Academy opens in Hungary
• Have a number of good and bad examples introduced and analysed
• Provide customers with the Endress+Hauser softwares they can use in their daily work (Applicator, ToF-Tool, Configurator)
• Perform a test at the end of the training• Include a high proportion of external experts in the
team of lecturers
After the training course, a survey was done among our participants, who proved to be highly satisfied. We hope we succeeded in showing our customers the Endress+Hauser competence in measurement and solutions.

20
Exchange 2007/2
For further information on all articles please contact your local Endress+Hauser partner or send an email to: [email protected]
Published by:Endress+HauserInstruments International AGKaegenstrasse 24153 ReinachSwitzerlandE-mail contact: [email protected]
Circulation: 20,000
Email: [email protected]
Editorial Team (all Endress+Hauser): Isabel Hötger, Dr. Holger Knau, Hai-Thuy Ngo, Dirk Losert, Uwe Wagner, Matthias Schützeberg, Kevin Norris, Juan Ehrenhaus
Printing:Straub Druck+Medien, 78713 Schramberg, Germany
Date of Publication: November 2007
CM 07-2/27/en/11.07
It happened during my first months working for Endress+Hauser: My boss confronted me with an urgent crisis. It concerned a customer who, deeply dissatisfied with one of our sales representatives, refused further collaboration. I was entrusted with immediate and adequate action. We would not allow losing a customer because of a misunderstanding – that was understood.
The disagreement between the customer and our representative concerned technical support issues, delivery times and a couple of other key issues. And though a formal agreement had finally been reached, the signature was still pending.
One sunny day, I visited him together with a new local salesman, whose dynamic and customer-oriented attitude I soon trusted. We waited for a long time in a comfortable meeting room. Suddenly the door opened: A well dressed gentleman entered, radiating his emotional state with a killing glance. He did not wait for us to introduce ourselves. He gave us no chance to present the speech we had so nicely laid out. Instead, he instantly gave way to his anger, lamenting the bad quality of our local service, complaining about disrespect for delivery schedules and high prices. He finished by pinning down the unbearable long time he had to wait for information or support. Under these conditions, he exclaimed, he would not be able to continue working with us!
Inside out
Finally breathless, he had to pause. I dared jumping into the short break: I introduced myself and gave him a brief on our intentions. I did not make a fuss, kept it short and plain.
Silence ensued. At last he smiled. Then he invited us to get to know the processes and applications in his plant. Afterwards, in a surprisingly relaxed atmosphere he presented his future projects. Together, we included additional provisions for customer support into the contract and – signed.
Since then, we have enjoyed good cooperation and growing business which implies that he never regretted his signature. As the adage says: He was right all along.
Regards,
Presunto Sagaz
The customer is always right
News Update
Standing from left to right: Yesim Gulkan (Logistik), Deniz Akgul (Logistik), Figen Nayal(IndustryManagerEnvironmental),SelenAkıllı(IndustryManager Chemicals and Pharma), Özlem Özdemir (Assistant to General Manager), Nesrin Kazaklı(AssistanttoSalesManager),GulBombaci(SalesManager),YesimKivanc(Controller), Aysenur Özyoruk (Bookkeeping), Ilknur Tansug (Marketing Manager)Sitting from left to right: Bora Sarihan (Service Manager), Taner Hatabay (Service), Baris Ince (Industry Manager Food and Primaries), Lutfu Bilgen (Managing Director), Tolga Cabuk (Internal Sales Engineer), Alp Camci (Area Sales Engineer), Onder Yildirim (Area Sales Engineer), Cihaz Hatipoglu (Area Sales Engineer), Aydin Gulkan (Service)
Since 1984, INTEK has been successfully providing solutions for industrial processes. The company commands great experience and knowledge in all matters of measurement and automation. Now INTEK has been transformed into ENDRESS HAUSER ELEKTRONIK SANAYI VE TICARET ANONIM SIRKETI.
Best news for the customer: The INTEK staff, so well trained in the demands of the Turkish market, has stayed on board. They will keep on supporting customers in the selection and commissioning of instruments. They are also experts in after sales services and maintenance contracts.
INTEK turns into Endress+Hauser Turkey


















