EN 13811 - victocor.co.il
12
EUHOPTAN STANDARN NORMT EUROPEENNE IUROPAISCHE NOHM EN 13811 April2003 lcs 25.220.40 Sh6rardiealion - Bev*tements par diffusion d* zinc sur les produils {€rreux - Sp6cifications English versioft Specification Sherardioieren - Zink-Diffusionsliberziige eul f i$enwerksloifen. - Anictrderungen $herardizing - Zinc diffusion coatins$ on fcrrous products - This European Standard was approved by CEN on 20 February 2003' cfN members are bound to compty with the CENIGENELEC lfitemal ReguiatioEs which stipillale tho conditions lor givirg this European Standard th6 s-tatils of a natioral slandard without *nv &iurlon' [p]to'oit* lists end bibtiographical refere*ces coacerning such natianal $tandard$ may be *atainso'J;ippti"urion to the Manigem*nt C$nlre or lo a'.ly CEN msmbe:' This Europear standard exist$ in three offieial vorsions {English, French, German). A version in any other Ianquage made by translation underthe responsibirity ot iC;r.l memb*r into rtu o*nlJnl*i"g"'r"i ""tn"o to the Management clntre has the same $tatus as the officiat versions" cEN mernbers are th* $ational $tandards bodies ol Aust*a, Belgium, caech fiepublic' Denmark, Finland, France, Gerrnany' Greece' Hungary, lceland, lreland, ltaly, Luxenrbourg, Maha, NeiiteianOJ' Norway, eo*ugii' $iovakia' $pain' Sweden' $witzerl*nd a*d United Kingdofi, H EU:IOPIIAN COMMITT:,E }U1{ STANDARL}:ZATION COMITH, SUROPEEI-] DE 1!ORMALISAT}ON h,UROPA]SCH3S ITOMTTEE IiLTR NOTT.MUNG Management Centre: rue de Stes*art, 33 B-105O 3vussels e 2003 CEN All rights of expioitation in any form and by a*y rTtean$ resarvs6 Hef ' No' EN 1381 1:2003 E worldwide for CEN national Members'
Transcript of EN 13811 - victocor.co.il

EUHOPTAN STANDARN
NORMT EUROPEENNE
IUROPAISCHE NOHM
EN 13811
April2003
lcs 25.220.40
Sh6rardiealion - Bev*tements par diffusion d* zinc sur les
produils {€rreux - Sp6cifications
English versioft
Specification
Sherardioieren - Zink-Diffusionsliberziige eul
f i$enwerksloifen. - Anictrderungen
$herardizing - Zinc diffusion coatins$ on fcrrous products -
This European Standard was approved by CEN on 20 February 2003'
cfN members are bound to compty with the CENIGENELEC lfitemal ReguiatioEs which stipillale tho conditions lor givirg this European
Standard th6 s-tatils of a natioral slandard without *nv &iurlon' [p]to'oit* lists end bibtiographical refere*ces coacerning such natianal
$tandard$ may be *atainso'J;ippti"urion to the Manigem*nt C$nlre or lo a'.ly CEN msmbe:'
This Europear standard exist$ in three offieial vorsions {English, French, German). A version in any other Ianquage made by translation
underthe responsibirity ot iC;r.l memb*r into rtu o*nlJnl*i"g"'r"i ""tn"o to the Management clntre has the same $tatus as the officiat
versions"
cEN mernbers are th* $ational $tandards bodies ol Aust*a, Belgium, caech fiepublic' Denmark, Finland, France, Gerrnany' Greece'
Hungary, lceland, lreland, ltaly, Luxenrbourg, Maha, NeiiteianOJ' Norway, eo*ugii' $iovakia' $pain' Sweden' $witzerl*nd a*d United
Kingdofi,
HEU:IOPIIAN COMMITT:,E }U1{ STANDARL}:ZATION
COMITH, SUROPEEI-] DE 1!ORMALISAT}ONh,UROPA]SCH3S ITOMTTEE IiLTR NOTT.MUNG
Management Centre: rue de Stes*art, 33 B-105O 3vussels
e 2003 CEN All rights of expioitation in any form and by a*y rTtean$ resarvs6 Hef ' No' EN 1381 1:2003 E
worldwide for CEN national Members'

National forewerd
This British stanclard" is the official English language version of
EN 1ts811:20G$'
The UK participation in its prepa'raLior: was entrusted to Technical Comnrittee
STI/41, specificatioou"a **tr,orls of test for mechanical coatings, which }ras
the responsibilitY to:
aid enquirers to understand the text;
prese.r:t to the responnible international/European committee any
enqltlrle$ ."-;h;;;;*ptetation, or proposals f*r change' and keep the
UK interests informed;
rn*nitor related interaational and European developments and
promulgate them in the IJK'
A list of organizations represented on this committee can be obtained on
request to its secretarY.
Cross-referencesTheBridshstandar*swhichimplementinternaticnalorfluropeanp"Ufi-.ii""- r'eferred to in this dbcument may be loqnd in the BSI Catalag*e
under the section *"Litfi-"i"lernational Standards Carrespandence 1r:dsx"' or
il;;fi thul;S****#]*c-i1it, af the BSI Elec1,,anic Catalogrre or of British
Standards Online'
This puhlication does *ot purport to include all the necessary pravisions of a
contract. Users *"e "*rponsibie
fcr its csrrcct appiication'
ccmpliaace with a British standar* d*es xrot +f itself confer immuxityfrom legal ohligations"
Thi$ Briri$tr Standard was Srrrrrrnafy Of pageSp"rrii'r.-i *,atr the authorit, Til;;;i";;i";Aiises a front errverl an inside {ront tover, the EN title page'ofrhe scandards Poli*v and png"* 2 to 12, an inside hack cover and a back cover.Strateg-v Committee +nli] May z{}03 ?he BSI copyright date displavrrl i:r this docr:rner:l. in*icates when tir*
d+cument was last issued.
.t, BSI 13 FIa:- 2003
Ar*rendment* issaed si*ce publication
ISBN 0 580 418S3 0
HN 13S11:2C03 {E}
Contente
4.2 lnformation to be supplied by the purchaser"""""""' """"""""""'5
Annsx A (norrnative) rnformation to be suppried by the purcha*er t{} the sherardi*er """""""""'8
AnnexS(inlormative)Determinationafthickness.................,..'......'.-.......,..9
8.2 Microscopic cross-sectian method """""""" """"""""S
B.B Calculation of thickness trom ;;#;;;nil u'*u {#;;;; m*thod)""' ""';""""""""""'e
Annex C (informaiivei Gen*ral informatior"""""""': """""""'10
Q.7 Additional clearailces for threaded {asteners """"""'11

EN 13811:2003 (E)
document EN 13811:2003 hao been prepared by Technicat committ*e cEN/TC2S2' "Metailic and other
coatings", the secretariat of which is h*id by BSI'
furopean standard shall be given the status of a national standard, either by publication of an identical text cr
ndorsement, at the latesi by october zooe, and conflicting natianal standards shall be withdrawn at the latest
,Ootober 2003.
A is normative. Annexes B and C are informative'
document includes a BibliograPhY.
followingFinland,
Poriugal,
to the CENICENrLEC lnternal Flegulations, the national .standards organizatians o{ the
are bound to impremeiitr.;*-*uiop*al stanoarur Ausrria,.BeluiuL, $1ry1,-.T:g:!11, ?fl,TlylGermany, Greece, Hr-gl.y,-f"-land, tretana,.ltglV,.Luxembourg, Malta, Netherlands, Norway'
n*punfit,'Spain, Swedenl$witze rland and th* United Kin gdom'
r{
1 Scope
This European Standard specifies minimum,thickness requirements for three classes of zinc coating applied to
ferrous products by the sherardizing proces$ for the purpose of proteclion against corrosion and *brasion'
It also specifies minim*m requirernente {or the zinc dust to be used during the sherardizing process.
This standard does not specify any requiremenls for the su#ace condition (finish or roughness) ol the basis
material before sherardizing.
After-treatments or overcoating of sherardized articles is not covered by this standard.
2 Normative referencos
This E*ropean Standard incorporatos by dated or undated reference, provisions from other publications-. These
normative references are cited at the appropriate places in the text, and the publications are listed hereafter. For
dated references, subsequent amendments to or revisions of any of these publications apply to this European
$tandard only when incorporated in it by amendment or revision. For undated reterences the l8lest edition of the
publtcation reterred to applies (includi*g amendments).
EN 10204, Metallic praducts - Types o{ inspecti*n dacuments.
EN ISO 146A, Metalli* coatings - Not dip galvaniz*d caatings an ferr*us materials * Gravimetric determination of
the mass per unit area (lSO 146A:1992).
EN ISO 21Tg, Non*magnetic coatings an magn*tic sufusfrsfes * Measurement of coating lhrbkness * Magnetic
method (lSO 21 78: 1 982}
ff{ tSO 3549, Zinc dust pigments for paints - Specifications and test methods flSO 3549:1995).
3 Terms and definitions
For the ilurposes of this European Standard, the loliowing terms and definitions apply.
3.1sherardizingsotid diffuslon process in whi*h afticles are heated in close contect with zinc dust and an inert rnaterial $uch as
s*nd
3.2sherardized coatingcoating consisting of zinc/iron alloys obtained by the sherardizing process, and subsequently passiv*ted
NOT$ 'sherardized coating' is refered to in this standard ae'coating''
3.3coaiing masstotalmass of zincliron alloys per unit area of sudace, expressed in grams per $q*are metre, g/m?
S,,.1
coating thicknesstotal coating thickness of zinc/iron alloys, expressed in micrometres, pm
\EN 13811:2003 (E)
3r5significant surfaceid[ er,,t':ot
-the article covered or to be covered by the coating and for w!!ch. the coating is essential for
,*ri*euuirity andior appearance and where ihe coating must meet all of the specified requirements
flSO 2064:1996, delinition 3.11
3,6controlsamplearticle, or group of articles, from a lot which is selected for testing
3.7reference areaarea within which a specified number of si*gle measurements is required to be made
flSO 2064:1996, definition 3.31
3.8Jooal coating thieknessil;il;rr; Jt
"outing thickness obtained from a number of measurements within a re{erence area in a magnetic or
electro-magnetic test
3.9localcoating massvalue ol coating mass obtained from a single gravimetric test
3.10inspection loton"
"i.more afticles of the same type a*d size comprising either a single order or a single delivery laad or th*
number of articles identiiied as a lot by the sherardizer
4 Generat rsquirements
4.1 Zinc dust
when determined in accordance with EN IsO 354S the zinc dust used in the sherardizing proce$s shall contain a
mass traction of not fess than $4 % sf metallic zinc and tctal irnpurities {oth*r than ainc oxide} of not more than 2ozb
mass lraciion.
4.2 lnformation to be supplied hy the purcha$er
lnformation shaH be suppli+d by the purcl*ser in accordance with annex A-
5 Sampling
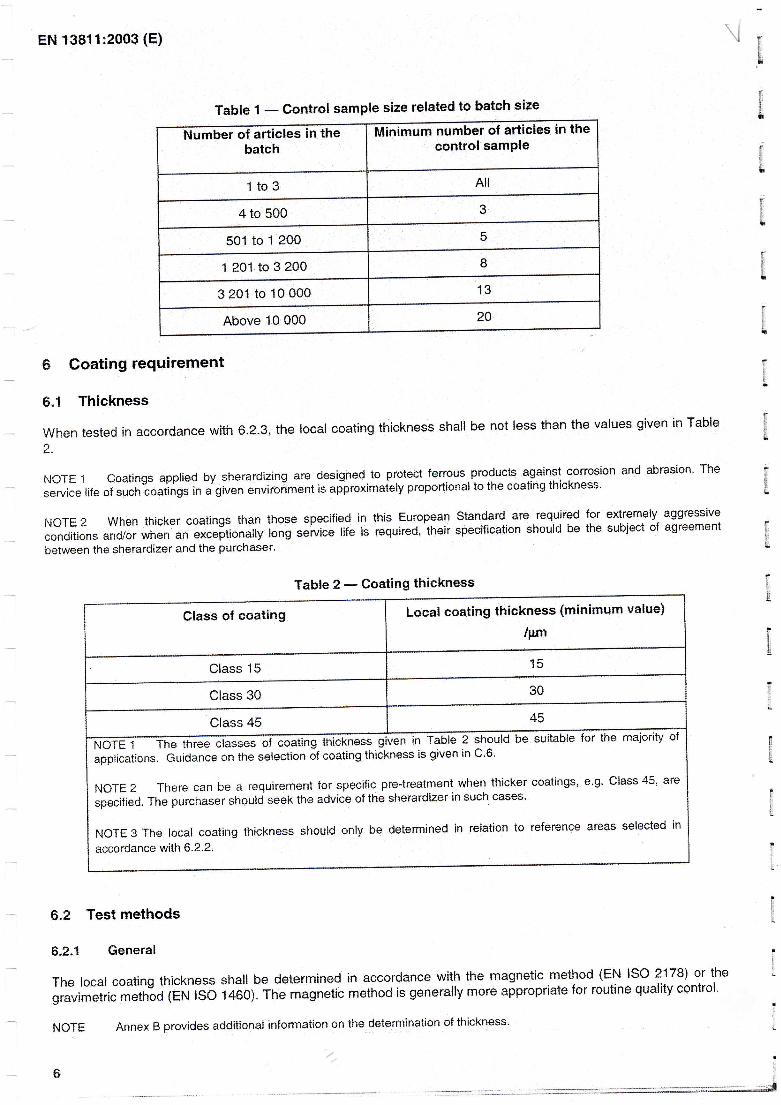
A control sampl+ (3.6) for thickness testing shall be taken ra*domly fram each inspection tot (3.10) solected lor
;.fi.;h" ;i;;;;;r*ber of arrictes to lorm the control sample shall b+ taken in acc*rdance with Tabie "t'
Alternatively, sampling procedures selected from ISO 285$-1 and tSS 2859'$ may be used'
Acceptance inspectio* shall be undertaken befcre the products leave the sherardizer's custody, unless otherwise
specified at tho time af ordering by the purchaser'
EN 1381112003tE)\i\[
ft
{ilt
III
r'
{L
I
it
iiI
Table 1 - Control sample size related to batch size
l,lumber of articles in thebatch
fltinimum number of articles in thecontrol samPle
11o3 All
4 to 5S0 3
501 to 1 2O0 5
1 201 to 3 20O 8
3 201 to 10 000 13
Above 10 000 2A
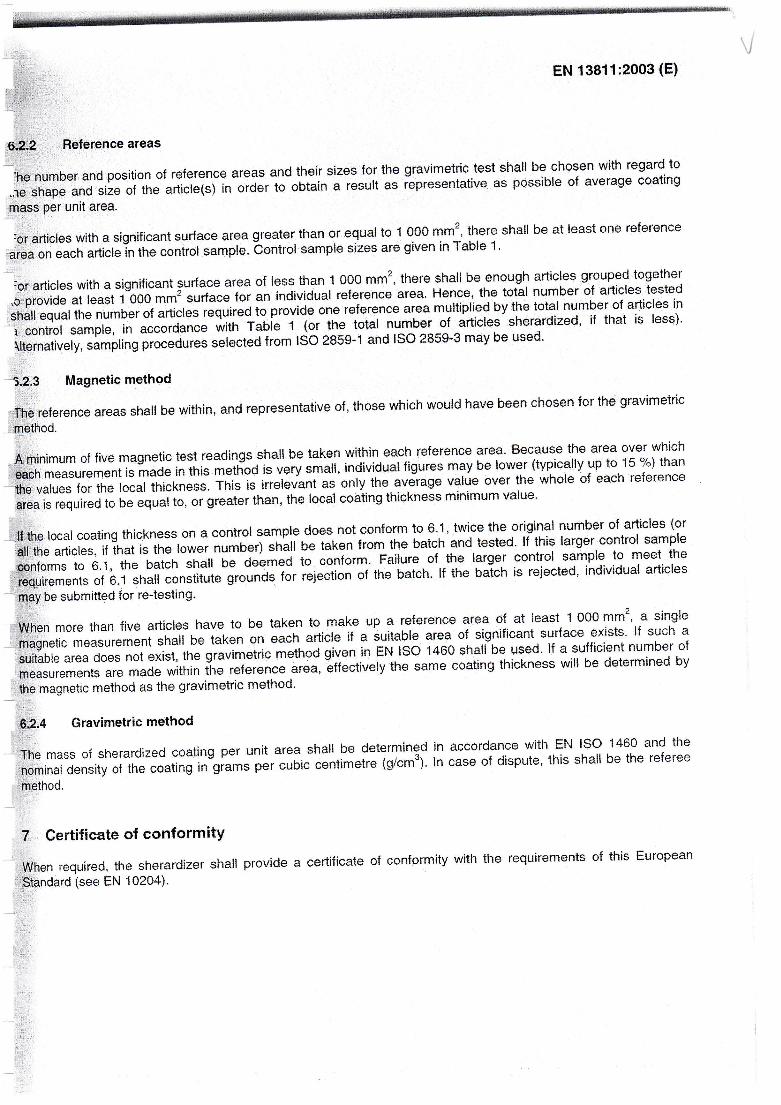
S Coating requirement
6.1 Thickness
When tested in accardance with 6.?.3, the local coating thickness shall be not less than the val*es given in Table
2.
NOTE 1 Coati*gs apptied by sherardizing ale designed to protect f"ll:i.-,t1",1'jl1:9^1i:t corros[on and abrasion' The
service life ol such coati;d in a'given e*viroilment is adbr*ximaitly proportional to the coating thickness'
NOTE 2 when thicker coatings than those speclfied in this European standard. are.required for extremely aggressive
csnditions and/or when an excepiionalty long ""i"i""
llfe is required, their speci{ication should be the subie*t of agreemenl
between the sherardizer and the purcha$sr'
S.2 Test methods
9.2.1 General
The local coating thickness *halt be determined in accordance with the magnetic method {rN l$o 217si or the
sr."i*-trd;"ir,i,o terrr iso i+obl. th* *"gn*tic method is gener*tly more appropriate for routine quality control'
NOIE Annex B provides additionai informalion on the delermination of thickness.
rIt
r!
it
?
t;
II
L
IIIt
fI
I
1
t-
ItIt,
Iit
Table 2 - Csating thickness
Local coating thickness (minirnum value)
/1*:tGlass of ceating
le for the maioritY of
appiications. Guidance on the setection df coating thickfte$s is given in C,6.
NGTE 2 There can be a requirement for specific p.e{realmenl when thicker coatings, e"g' Class 45, are
sp*cified. The purchaser should seek the adyice ol the sherardizer in euch ca$es"
NOTE 3 The local coating thici<ness should anly be determined in relatior-: to reference areas selected in
accordance wtth 6.2.2.
.{l
-:--*, :::,ll;=:;..;;J
EN 13811;2008 (E)
,ti.8i2, ,REference areas
-,*.ir*u"r and positicn of reference areas Td t!,?I.,:=iglthe gravimetlc..tesL:h-all be chosen with regard to
.,re shape and size oi[" a*icle(s) in orc*r io obtain a result u" i*pr***ntativo as possible of average coating
rnass per unit area.
re*ter tfran cr equ*l to 1 000 mm', there shall be at least one reference:or artioles wiih a signiticant surface area g
re given in Table 1.
_;" o;;ch a*icltin the control sample' Gontrol sample siees a
ror artieres with a significant s*#ace area oi ress than 1 000 mm2, there.shail b*.,*n?y,gh articres grouped together
o provide at reast .t oJo"iliirtlui;;ffi; ;; ;#;idr-t'rlieren"*'*rea. Hence, the total number or afiicles tested
shall,equal the number of articles required to'p;;;id;;;* teje.rqnce area multipli.*f ?ylh" total number of articles in
r,contror sampre, in accordance with r*ui" i t*-tl1g-tgtar numuer of articres'sherardized, if that is less)"
1,,ilffi"1y,'ffi;ils;;;.*out** selectedfram ldo 28s$-1 and lso 285e-3 mav be used'
-t* S Magnetic method
the,reference area.s shall be within, and representative ol, thoso which would have been shosen for the gravimetric
rrnethod.,.']
,. Ar,rninimum ol five magnetic test readings shall be taksn within,each reference area' Secause the area over which
,,{rti.h measurement is made in this metrroc is very **utl, inciuidual tigures may be lower (typically up to 15 Yo) than'.ffi;;iffil;;'in"* i;;ri;h,.xn***. This is.irri-*"t -- only.the aoirase value over the whole of each reierencc
ffi;;;;;;;i;; ;;&;;io, * Er*ut*r than, the tocat coating thickness minimum value.
,.rf.the rocar coating thickness on * contror lamrlg,does. not eontorm to 6.1, twice the oriEinar *umher of artlcles (or
, ,,the a*icres, if that is the rower. nu*n*ti-urtiibe taken from the balch and tested' ll this larger control sample
.s.nforms to 6.r, the batch shalt be a*!**J to conform. Failure of -ih.e larget control sample to meet th*
1.fgqrJirements of 0..1 shall c+nstiture grour.rls'i"r" *i-"ti"n o{ the batch. lf the batch is rejected, individual articles
iii'ay. be submitted for re-testing'
,.:,,',S;tren more lhan five afticles havs to be taken q. T'f: up a reforence afea o{ at least 1 000 mm?' a single
-.magnetic m*asurement shall be taken on each article if a suitable area of sigr-rificant surfac* exists' li such a
*uitable area does not exist, the gravimetri* ,*tt',o* given in EN ISO 1+gfr ehalibe used' lf a sullicient number of
measurements are made *itl.,in it,* .*t"r"I"*=*r*a itr*"tiuely the same coatirg thickness witi be determined by
lhe magnetic method as the gravimetric method"
.&;2t4 Gravimetric methsd',
tlhe mass ol sherardized *oating per unit area shall be determined in accordencs with EhJ lso 1460 and the
nomrnar densily of the coating i* grams per cuuic centimetre (g/cms). rn case or disp*te, this sh*ll be the reier*e
.fiethod.
7 Certificate o{ conformitY
when required, the sherardizer shall provide * certiiicate o{ conformity with the requirements of this European
,$tandard (see EN 10204).

'EN 1S811:2003 (E) \iI
Annex A(normative) I
f
I
t
IItf,
td)
e)
f)
#)
any special prs-treatrnent requiremenls;-
nny after-treatments or overcoating to be
any requirements for inspection;
.-\'.apptied to the sherardized coating {see C.7); )
t!-trtL-
rte-
whether a cefificate ol compliance is required in a*cordance with EN 10204,
rlir
IIl,rrc
Information to be supplied by the purchaser to the sherardizer
4.1 Essential informatian
The purchas*r shall provide the following information on all relevant documents:
a) ths number of this European Standard, i.e. EN 13811:200X;
b) the class of coaling or, alternatively, the rninimum coating thicknoss required {see Tabte t).
4.2 Additional information
The following information rnay be required for particufar purpose$ and, if s*, shall be specified by the purchaser:
a) idenlification af significant surf&ces, for ex*mple, by drawings or by the provision of suiiably marked sarnples;
b) thread clearances, depending on the class of coating thickness specified, to be stated on the product drawingor on the order document;
c) any likely effocts on the metallurgical preperties of the ba*i* material caused by h*ating temperatures of up to500 "c;

EN 13811:2003 (E)
Annex B(inforrnative)
Determination of thickness
8.1 General
-- r^^re,,^rin,^ marhnd a{ doterminino coatt nagnetic method' Among theThe most Eeneral non-ds$tructive method of determining coating thickness is the r
destructive methods are the determinatio- "i *i"i p*, arI uv tnJ gravimetric method, Converted to lhickness' and
the microscopic cross-section method'
' ^ cha,Irl ho mnde o{ I en local and average thickness where'the magnetic,
careful consideration should be made o{ the relationship hetwei
rnethod of EN tso"2j;;';"u**J-"no the results ,r* .o*p-"red with those f-rom the gravimetric method a{
EN tSO 1460.
B.? Microscopic cross'section methad
-^^ -aariaa mnrhnrt {l recommended as it is considsred inappropriate for,ri The rnicroscopic cross-section method {EN ISO 1463) is not
. ;;t*t tti#-** rt ir ***tru"riu* and relates only to * sinsle tine.
B,f, Calculaticn of thickness lrorn mass per unit area (reference method)
The gravimetric method given in TH rso 1460 provides. *.resurt for the coating mass per unit area expressed i*
grams per sq$are m€trg. This can be converted io localtrrictlgs* in micrometr+i uy dividing by th* norninal density
of tha coating z,e ffii.' E;;i"#-i;dues of coating thickness and coating mass are given in Table B'1"
-,!
,,1
Table 8.1 - Equivalent ccating thickness and coating mass
Minirrum localcoatingfilass
ttilinimum local coatingthickness
Class of coating
I
Annex C(informative)
General iaforrnation
C.1 $harardizing prccees
Sh*rardizing is a sotid diffusion process in which articles are h+at+d in the presence of zinc dust and an inertmaterial such as sand. The process is normally carried out in a slowly rotating closed container at temperaturesranging from 320'C to 500'C. The zincliron alloyed coating is subsequently zinc phosphated or chromated,resulting in a clean passivated surface. The coating closely follows the contours of the basis material, and uniformcoatings are produced on articles, including those of irregular shape.
C.2 Basis material
Unalloyed carbon steels, low alloy steels, sintered maierial, mall*able grey and cast iron are sultab]e forsherardizing. The process does not give rise to hydrogen embrittlement. However, when pre-cleaning high tensilematorial (above 1 S00 ltl/mm') cathodic cleaning should not be emplayed. Pre-treatment by anodic, mechanical orany other processes which do not affect the base material are recommended. The surface should be free from anycontamination prior to processing.
tt is essential that parts having soft-soldered or resin honded joints *re not sent lor sherardizing as joints of thisnature are aftected by the process. Any such jointing should be *arried out after processing has taksn plac+.
C.3 Appearance
Th* sherardized eoating has a matt grey appearance and may show scralches resulting from normal conta*t wilhother articles, Due to the hardness of the coating, such scraiches ar& superlicial and not detrimental to its corrosionresistance.
C-4 Adhesion
No suitable Furapean or lnternaticnal Standards currently exist for t*sting the adhesion of sh+rardized coatings on{abricated products. Adhesion between zinc and basis metal generalty does not need to be t*sted as good bo*dingis characteristic *f the sherardizing process. The coated articles sh+uld be able to withstand, withcut p*eli*g orfiaking, handting consistent with the nature and thickn*ss of the coating and the normal use o{ the aftiele.
S.5 After-treatments
Oils, stain$, paints, special lubricants, sealants or orgaric soating$ can sub**quently be applied to the sheradixedand passivated coating to e*hance the corrosion resista*ce and/or decorativ* appearance, or to regulat+ thecoef{icient o{ friction of the coaiing"
C.S Soating thickness
Coatings applied by the sherardiring prscess are designed to protect the basis m*teriat against ccrrosion andahrasion.
The service life of such coatings in a giv*n e*vironment is approximately proportio**f tc thei:'coaling thickness.
'lo
.,$ii EN 13811:2003 (E)
'.irilitl.".. l:ri:;:11...,
*ii.,',','lii,ri 'r: ' .
ii{Fryg* 1b coatings can be specified {or normal indoor and outdoor environments. class 30 coatings should be
Sgelfled ior outdoor applications in *or" "euerb
environments, or where there is a requirement for extonded
ebryjce life. class +s]i,irtl*g. snout* be specified for use in highly corrosive environments, e.g. industrial or
,,,,ffiiin.,'
"n"" for the coating thickness of zinc co?l"-d prodilcts for use in environments wilh different corrosion
,1$ategories is given in Table 1 of EN lS* 14713:1999'
.":\{Ihere doubt exists concerntng the coating thickness requirad, the purchaser should seek the advice of the
ehe.r'ardizer.
,,Hoi speciat applications, thicker coatings than those specified in this. standard can be required' There can be a'ibquiiement
foispecific pre-treatment ',ihen thicker coatings are specified. See note 2 to 6'1'
- Cr7 Additional clearancos lor threaded fasteners
..Additionat ctearance is necessary to accommod3i* tf *19!ili:9--":1t:Y^tli1[:":..o!,sherardized threaded
il*i'n!;;. i.,J" "Jcition"l
ctearanci c*n be allowed on +ither the internal or the external thread'
,The purchaser should discuss the additional thread cfearance requir+ment with the sherardizer"
I
tjIiI