EIA & EMP for 100 MW Thermal Power Plant at Delhi · EPSILON CARBON PRIVATE LIMITED EXPANSION OF...
45
EPSILON CARBON PRIVATE LIMITED EXPANSION OF COAL TAR PROCESSING UNIT AND ADDITION OF CARBON BLACK PLANT FORM I KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 24 3 ANNEXURES Annexure 1: Production Details Table 3-1: Production Details for Coal Tar Distillation Section S. No. Products Production Capacity in MTPA Existing Additional Total Coal tar Distillation Section Distillation capacity 300,000 TPA 200,000 TPA 500,000 TPA 1 Coal Tar Pitch 153000 102000 255000 2 Zero QI/Impregnated Pitch 6000 10000 16000 3 Carbon Black Oil (CBO) 70000 183600 253600 4 Anthracene Oil/Heavy Creosote Oil 42000 57000 99000 5 Wash Oil 25500 16000 41500 6 Naphthalene 18000 17000 35000 7 NSF 33000 0 33000 8 Phenol Oil 6000 8900 14900 9 Light Oil 6000 4000 10000 10 De-hydrated coal tar 291000 192000 483000 11 Phenolics (Phenol, Cresols (ortho, meta, para or mixture thereof), Xylenols) 0 14900 14900 12 Special Graphite/Advanced Graphite 0 50000 50000 By- Product of Coal Tar Distillation Section 1 Neutral Sodium Phenolate (14%) 15300 10200 25500 2 Ammonical water 90 60 150 3 Calcium Carbonate 17340 17340 Sub-Total 665890 36540 1308890 Carbon Black Unit Section 1 Carbon Black 300000 300000 2 Lean Gas/ Tail Gas 270000 Nm3/hr. 270000 Nm3/hr. Captive Power Plant 1 CPP* 54 MWH 54 MWH * - Carbon Black - Based on commercial viability, lean gas generated during carbon black process will be either sold to nearby industries or may be converted to power using a captive power plant
Transcript of EIA & EMP for 100 MW Thermal Power Plant at Delhi · EPSILON CARBON PRIVATE LIMITED EXPANSION OF...

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 24
3 ANNEXURES
Annexure 1: Production Details
Table 3-1: Production Details for Coal Tar Distillation Section
S.
No. Products
Production Capacity in MTPA
Existing Additional Total
Coal tar Distillation Section
Distillation capacity 300,000 TPA 200,000 TPA 500,000 TPA
1 Coal Tar Pitch 153000 102000 255000
2 Zero QI/Impregnated Pitch 6000 10000 16000
3 Carbon Black Oil (CBO) 70000 183600 253600
4 Anthracene Oil/Heavy Creosote Oil 42000 57000 99000
5 Wash Oil 25500 16000 41500
6 Naphthalene 18000 17000 35000
7 NSF 33000 0 33000
8 Phenol Oil 6000 8900 14900
9 Light Oil 6000 4000 10000
10 De-hydrated coal tar 291000 192000 483000
11 Phenolics (Phenol, Cresols (ortho, meta,
para or mixture thereof), Xylenols) 0 14900 14900
12 Special Graphite/Advanced Graphite 0 50000 50000
By- Product of Coal Tar Distillation Section
1 Neutral Sodium Phenolate (14%) 15300 10200 25500
2 Ammonical water 90 60 150
3 Calcium Carbonate
17340 17340
Sub-Total 665890 36540 1308890
Carbon Black Unit Section
1 Carbon Black
300000 300000
2 Lean Gas/ Tail Gas 270000 Nm3/hr. 270000 Nm3/hr.
Captive Power Plant
1 CPP* 54 MWH 54 MWH
* - Carbon Black - Based on commercial viability, lean gas generated during carbon black process will be
either sold to nearby industries or may be converted to power using a captive power plant

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 25
Annexure 2: Environmental Clearance of Epsilon Carbon Pvt. Ltd.

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 26

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 27

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 28

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 29

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 30

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 31

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 32

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 33

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 34
Annexure 3: Copy of Existing CTO

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 35

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 36

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 37

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 38

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 39

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 40
Annexure 4: Site Location Map

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 41
Site Location Map on Google
Table 3-2: Co-ordinates of the Project Site (additional plot)

EPSILON CARBON PRIVATE LIMITED EXPANSION OF COAL TAR PROCESSING UNIT AND ADDITION OF CARBON BLACK PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 42
Annexure 5: Site Layout Map

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 43
Area Break up at Site
S. No.
Title Area, m2 % of total
Area Existing Additional Total
1 Processing Area 36561 100000 136561 20.3%
2 Storage Area 0 0 0 0.0%
a Hazardous Chemicals 2789 8160 10950 1.6%
b Other Non-hazardous chemicals
12417 25000 37417 5.6%
c Hazardous Waste 0 2500 2500 0.4%
d Water Storage 765 4800 5565 0.8%
e Fuel Storage 0 1500 1500 0.2%
3 Effluent Treatment Plant 4200 8500 12700 1.9%
4 Boiler 1800 13800 15600 2.3%
5 Cooling tower 1050 9500 10550 1.6%
6 DG Sets 0 3000 3000 0.4%
7 Roads+ walkways 22000 30000 52000 7.7%
8 Administrative Building/
Laboratory 1200 5000 6200 0.9%
9 Open Space 7400 18000 25400 3.8%
10 Greenbelt Area 49118 176110 225228 33.4%
11 Area for future Expansion 0 125000 125000 18.5%
12 Other utility areas 898 2800 3698 0.5%
13 Other Areas 0 0 0 0.0%
Total 140200 533670 673870 100.0%
The proposed land will be leased/ transferred through outright sale agreement from JSW to Epsilon Carbon
Private Limited.

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 44
Annexure 6: Manufacturing Processes
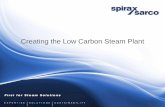
1. Coal Tar Distillation Process
The various components present in the coal tar are separated by distillation process. Coal tar will be
received at plant by road tankers or by means of direct pipeline which will be unloaded in unloading tanks.
Coal tar from unloading tanks will be pumped to storage tanks using pumps. The preheated coal tar will
then be fed to distillation system in which various fractions will be separated depending on product mix.
Process and operating steps of the plant starting from receipt of raw materials to dispatch of products are
briefly described below. Process flow is shown diagrammatically in Fig below.
Figure 1: Flow diagram of Coal Tar Distillation
2. Coal Tar Pitch Production
For production of Coal Tar Pitch (Binder Grade), first soft pitch is generated by removal of moisture, Light
Oil, Phenol oil, Anthracene oil & three mixed oils in Dehydration & Pitch column respectively. The produced
soft pitch will be converted into modified pitch in modified pitch section which also can be sell as product.
Coal tar will be heated by means of Mixed Gas as a heating source. Additional High QI pitch will be blended
with modified pitch for as to produce Binder pitch.
A pitch melting system will be used for melting of High QI pitch. In pitch melting system High QI pitch is
crushed to reduce size in roller crusher. Crushed high QI pitch will be charged to pitch melter using
conveyor assembly. The pitch melter will take approximately 12 hours to melt the pitch. The molten High
QI pitch will be blended with modified pitch to produce binder pitch.
3. Zero QI/ Impregnated Production
The process comprises of blending of coal tar and creosote oil in specific ratio and raising the temperature
of the mixture in preheating-distillation kettle for removal of moisture as well as improved blending of Coal
Tar and Creosote Oil. The Preheating Process for each batch requires around 14 to 18 hours of time. The
dehydrated mixture is transferred to Settling tank provided with draw-off valves atdifferent levels. The
settling time depends on the QI value of coal tar; however the required residence time in Settler varies
from 72 to 84 hours. The QI value of material in settling tank has increasing profile from top to bottom of

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 45
the tank. The upper layer material of the settling tank at the height of about 1.5 meter to 2.5 meter has
the QI value at around 0.10% which is drawn and transferred to Process distillation kettle. The residual
material having higher QI is used in Coal Tar Pitch (Binder Grade) process circuit. The temperature in
Process Distillation kettle is raised and maintained for about30 to 32 hours. The Creosote oil collected from
the top of Process Distill is transferred to Oil receivers and Zero QI / Impregnated Pitch drawn from the
bottom of Process Distill is transferred through Cooler for reducing temperature of material to around
260°C. The material thus produced is either loaded in the tanker at 260°C in liquid form for dispatch to
desired destination or transferred to granulating unit for cutting into required sizes.
4. Carbon Black Oil (CBO) Production
For the production of Carbon Black Oil, soft pitch will be blended with Anthracene Oil produced in
distillation process in specific proportion to meet product specification.
5. Refined Naphthalene Production
Vapors containing crude naphthalene oil generated in distillation process will be continuously cooled in
condensers and collected by gravity into the receivers. The collected and cooled mixture will be transferred
refined naphthalene section. In refined naphthalene section crude naphthalene will be enriched and
purified using crystallizer. The refined naphthalene will be solidified using flakers. Residual naphthalene will
be collected and pumped to NSF unit.
6. Naphthalene Sulfonate Formaldehyde (NSF) Production
The naphthalene oil produced from Industrial Naphthalene Section or the residual naphthalene oil
generated in refined naphthalene section which is treated with sulphuric acid (Sulfonation Reaction),
followed by formaldehyde (Condensation) and further neutralized by sodium hydroxide to produce
Naphthalene Sulfonate Formaldehyde.
7. Oils - Light oil, Phenol oil & Anthracene oil
Tar is pumped through preheter and fed to dehydration column in which azeotropic distillation takes to
remove light oil and moisture content in the tar from the top of column. Light oil and moisture is further
separated in separator to obtain pure light oil. Dehydrated tar from the bottom dehydration column is
pumped to pitch column. The overhead vapor from pitch column flow to the distillation column in which
they are separated the top fraction contains phenol oil, the middle fraction contains Naphthalene oil along
with phenols and washes oil & the bottom product contains Anthracene oil.
8. Phenol purification
Phenol oil from C3/C4 top and sodium hydroxide is charged in agitated vessel in calculated proportions
Sodium phenolate formed from phenol oil along with sodium phenolate from washing section can be
processed using steam blowing. The steam blowing is carried out in order to increase the concentration of
sodium phenolate from 18% to 22% and reduce neutral oil content in sodium phenolate from 2 -3 % to
0.5%.
The concentrated 22% sodium phenolate is reacted with CO2 gas in packed column to form crude phenol.
This concentration of sodium Phenolate generated from washing section can also be achieved by reacting it
with sulphuric acid. This will generate a stream of crude phenol.
The purity of crude phenol is 83%. The remaining component is water which cannot be separated by
decantation. Water can be removed by evaporation. The further separation of components is carried out by
distillation
9. Advanced carbon/Artificial graphite/Synthetic Graphite

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 46
Advanced graphite powder, in the form of Mesophase Microsphere (spherical crystal) or bulk mesophase, is
generated from coal tar using our unique technology. Coal tar pitch of certain quality is used to make
advanced carbon. the pitch is subjected to thermal treatment to generate carbon powder containing
mesophase. The generated carbon powder is further refined though a mechanical process to a particular
particle size based on the end use application. The carbon powder can further be graphitized if required to
further refine the carbon powder for specialized application.
Table 3-3: Material Balance of Coal Tar Distillation Pitch Mode
S.
No.
Input/MT of Product
Raw Materials Quantity (MT/MT)
1 Coal Tar 1.0
2 High QI Pitch 0.13
Total 1.13
S.
No.
Output MT/MT of Product
Remark Product
Liquid
Effluent
Air
Emission
Recovery/
Product Solid Waste
1 Pitch 0.59
2 Light Oil 0.02
3 Phenol Oil 0.04
4 Naphthalene 0.08
5 Anthracene Oil 0.29
6 Wash Oil 0.08
7 Moisture + Loss 0.03 Treated in the ETP
Total 0.03 1.10
1.13
Table 3-4: Material Balance of Coal Tar Distillation CBO Mode
S.
No.
Input/MT of Product
Raw Materials Quantity (MT/MT)
1 Coal Tar 1
2 Coal Tar (direct blending) 0.093
Total 1.093
S.
No.
Output MT/MT of Product
Remark Product Liquid Effluent
Air
Emission
Recovery/
Product
Solid
Waste
1 CBO 0.918
2 Light Oil 0.020
3 Phenol Oil 0.040
4 Naphthalene 0.085
5 Moisture + Loss 0.03 Treated in the ETP
Total 0.03 1.063
1.093
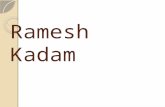
10. Carbon Black Process
Heavy aromatic oils of petroleum oil refinery or coal tar distillation units are used as main feedstock. The
furnace is basically a specially designed refractory lined horizontal steel vessel having different segments
like combustion zone, venture zone, reaction zone, quench zone & evaporation cum conveying sections.

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 47
Combustion zone or hot flue gas generating section:
Secondary feed stock e.g., natural gas or fuel oil or sometimes the main feed stock in proper ratio with
preheated air is introduced in this section to produce hot gas. Adiabatic flame Temperature is maintained
nearly 1900°C-2000°C.
Venture section:
Preheated main feed stock (aromatic oil) is introduced in atomized form under controlled conditions on the
hot gas where liquid oil vaporizes. Velocity of gas stream maintained ~ 2000 FPM.
Reaction section:
Pyrolysis of oil takes place in the vapour phase to form microscopic carbon particles. The basic reaction is
dehydrogenation.
Quench zone:
The reaction rate is controlled by using water sprays.
Evaporation cum conveying sections:
Water vaporizes in this zone. After all, carbon particles along with combustion gas convey to the next
downstream equipment.
Furnace black process consists of several downstream sections after reactor e.g., Heat recovery sections,
filtration sections, conveying section, beading & drying sections and finished product transportation
&storage, ware housing, pulling &dispatch section. The process which is selected for this project is
illustrated bellow.
Heat recovery sections:
Hot reactor combustion gas along with carbon black particles are cooled down by air. Preheated air is used
in combustion section of reactor. Relatively cooled combustion gas along with carbon black again passes
through oil preheat to preheat main feed stock. After passing through oil preheater, the combustion gas
has sufficient sensible heat. In most of the energy efficient carbon black plants have in line sensible heat
recovery (waste heat recovery) boilers. Saturated Steam is generated from waste heat recovery boilers
which are used for steam tracing, & other equipment heating purposes.
High filtration efficiency pulsejet bag filter modules (main filter) will be used for filtering carbon black from
carbon black laden gas (process gas). A specially designed agglomerator unit will be installed before bag
house to agglomerate carbon black particles. This agglomerator unit will not only enhance filtration
efficiency, it will also enhance life of the filter cloth. Agglomerated carbon black particles will be deposited
on the outer surface of the cloth and compressed air pulse will release carbon black particles from bags. A
sequential timer will be used in pulsing system. Gas will pass through bags and finally it will be passed
through a common header which is connected to other downstream unit e.g., dryer combustor etc. Carbon
black dislodge from the bags will be collected in hopper. Accumulated carbon black powder will be
transported to the conveying system via rotary air locks.
Conveying system:
It consists of drop box of rotary air locks, suction conveying ducts, conveying fans, conveying fan
discharge ducts, conveying bag filter, conveying bag filter vent scrubber & a surge tank at the bottom of
conveying bag house. All the rotary air locks placed at the bottom of main bag filter modules will be
discharging carbon black particles to a common duct which is connected with a pneumatic conveying fan.
In this process, air will be used for conveying carbon black. All carbon black particles from the rotary air
locks discharge will be picked up by air and conveyed to another bag filter called conveying bag filter by
conveying fans. Air from the bag filter can be vented to atmosphere after passing through venture

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 48
scrubber. Carbon black collected from bag filter will be stored in surge tank to remove adsorbed air from
carbon black.
Beading & drying system:
The beading & drying system consists of pelletizer, polisher, rotary dryer with insulated jacket and
combustor as hot gas generator and purge gas filter. Fluffy carbon black, water and molasses solution
(used as binder) mixed in pelletizer to form beads. Polishers are also used for making uniform diameter
beads or pellets. This polisher also helps to reduce fines in carbon black. After polishing the pellets, the wet
pellets pass through indirect heating rotary dryer to remove water from pellets. Hot gas required for drying
is generated in refractory lined combustor. Process combustion gas from main bag filter is used as fuel in
combustor. Vapour generated inside dryer along with fines is sucked by purge gas fan and filter through
purge gas filter. Carbon black from purge gas filter is connected in main conveying line and vapour is
vented to atmosphere after passing through venture scrubber.
Product transportation & storage:
This section consists of elevator, screw conveyors magnetic separator, rotary screen, storage silos, off spec
silo & de dusting bag house. Dried carbon black is transported to final storage silos by above mentioned
material handling equipment.
Warehouse, Packaging & Dispatch section:
Depending on customer requirement, the granular carbon black is packed in 25 kg paper bag or in 1 MT PP
jumbo bulk bags.

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 49
Figure 2: Flow diagram of the Carbon Black Manufacturing Process

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 50
Table 3-5: Material Balance of Carbon Black
S.
No.
Input/MT of Product
Raw Materials Quantity (MT/MT)
1 CBFS/Coal Tar/Coal Tar Based feedstock and/or Blend 1.0000
2 Fuel Oil/Heavy Oil/CBFS for firing 0.0755
3 Molasses 0.0028
4 Potassium Nitrate 0.0001
5 Water 1.2796
Total 2.3580
S.
No.
Output MT/MT of Product
Remark Product Liquid Effluent Air Emission
Recovery/
Product
Solid
Waste
1 Carbon Black 0.6122
2 Lean gas 1.7457
Total 2.3580
2.3580

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 51
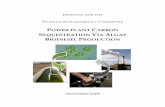
11. Co-generation Power plant
A co-generation power plant may be installed vase on lean tail gas generated by power plant
Figure 3: Flow diagram of Captive Power Plant

EPSILON CARBON PRIVATE LIMITED EXPANSION OF COAL TAR PROCESSING UNIT AND ADDITION OF
CARBON BLACK PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 52
Annexure 7: Raw Material & Product Storage Details
Table 3-6: Existing Storage Details of Raw Material and Products
S.
No. Chemical State
Means of
Storage
Capacity of
Storage
Means
No. of
Storage
means
Total
Capacity Safety Measures Pressure
Temp
(°C)
Dyke
Dimension
(mxm)
Existing : Raw Material
1 Coal Tar Liquid Tanks 2500 3 7500 Fire Hydrant point, Dyke wall Atm. 90 103x80
2 High QI Pitch Solid Jumbo Bags/
Warehouse 1 2000 2000 Sprinkler system Atm. Amb.
3 Sodium Hydroxide Liquid Tanks 50 2 100 Fire Hydrant point, Dyke wall Atm. 50 103x80
4 Sulfuric Acid (98%) Liquid Tanks 230 1 230 Fire Hydrant point, Dyke wall Atm. Amb. 25 x 51
5 Formaldehyde (37%) Liquid Tanks 230 1 230 Fire Hydrant point, Dyke wall Atm. Amb. 25 x 51
6 Crude Benzene Liquid Tanks 50 1 50 Sprinkler system, Fire Hydrant
point, Dyke wall Atm. Amb. 23x 25
7 Sodium Chloride Solid 50 Kg bags /
Warehouse 0.05 80 4 NA Atm. Amb.
Existing : Products
1 Coal Tar Pitch (Binder
Grade) Solid
Jumbo Bags /
Warehouse 1 5000 5000 Sprinkler system Atm. Amb.
2 Zero QI/Impregnated
Pitch Solid
Jumbo Bags /
Warehouse 1 300 300 Sprinkler system Atm. Amb.
3 Carbon Black Oil (CBO) Liquid Tanks 1400 2 2800 Fire Hydrant point, Dyke wall Atm. 90 103x80
4 Anthracene Oil/Heavy
Creosote Oil Liquid Tanks 1400 1 1400 Fire Hydrant point, Dyke wall Atm. 90 103x80
5 Wash Oil Liquid Tanks 1400 1 1400 Fire Hydrant point, Dyke wall Atm. 90 103x80
6 Naphthalene Solid 50 Kg bags /
Warehouse 0.05 10000 500
Foam sprinkler system, Fire
proof wall Atm. Amb.
7 Napthalene Liquid Tanks 50 1 50 Fire Hydrant point, Dyke wall Atm. 90 52 x 15
8 NSF Liquid Tanks 120 3 360 Fire Hydrant point, Dyke wall Atm. 90 25 x 51
9 Phenol Oil Liquid Tanks 140 1 140 Fire Hydrant point, Dyke wall Atm. Amb. 103x80

EPSILON CARBON PRIVATE LIMITED EXPANSION OF COAL TAR PROCESSING UNIT AND ADDITION OF
CARBON BLACK PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 53
S.
No. Chemical State
Means of
Storage
Capacity of
Storage
Means
No. of
Storage
means
Total
Capacity Safety Measures Pressure
Temp
(°C)
Dyke
Dimension
(mxm)
10 Light Oil Liquid Tanks 100 2 200 Sprinkler system, Fire Hydrant
point, Dyke wall Atm. Amb. 18x10
11 De-hydrated coal tar Liquid Tanks 1400 2 2800 Fire Hydrant point, Dyke wall Atm. Amb. 103x80
Table 3-7: Proposed Storage Details of Raw Material and Products
S.
No. Chemical State
Means of
Storage
Capacity of
Storage
Means
No. of
Storage
means
Total
Capacity Safety Measures Pressure
Temp
°C
Dyke Dimension
(mxm)
Additional : Raw Material from Coal tar distillation
1 Coal Tar Liquid Tanks 2500 3 7500 Fire Hydrant point, Dyke wall Atm. 90 103x80
2 High QI Pitch Solid Jumbo Bags/
Warehouse 1 2000 2000 Sprinkler system Atm. Amb.
3 Sodium Hydroxide Liquid Tanks 50 2 100 Fire Hydrant point, Dyke wall Atm. Amb. 103x80
4 Crude Benzene Liquid Tanks 50 1 50 Sprinkler system, Fire Hydrant
point, Dyke wall Atm. Amb. 23x 25
5 Sodium Chloride Solid 50 Kg bags /
Warehouse 0.05 80 4 NA Atm. Amb.
6 Lime Solid 50 Kg bags /
Warehouse 0.05 5000 250 NA Atm. Amb.
7 Carbon Dioxide
Gas /
compressed
liquid
Tank/ Gas
pipeline Fire Hydrant point, Dyke wall
Cryog
enic <
-10
Raw Material : Carbon Black Plant
1
CBFS/Coal Tar/Coal Tar
Based feedstock and/or
Blend
Liquid Tanks 5000 5 25000 Fire Hydrant point, Dyke wall Atm. 90 59x118
2 Fuel Oil/ Heavy Oil/
CBFS for firing Liquid Tanks 5000 1 5000 Fire Hydrant point, Dyke wall Atm. 90 59x118
3 Molasses Liquid Tanks 100 1 100 Fire Hydrant point, Dyke wall Atm. 50 59x118
4 Potassium Nitrate Solid 50 Kg bags / 0.05 100 5 Atm. Amb.

EPSILON CARBON PRIVATE LIMITED EXPANSION OF COAL TAR PROCESSING UNIT AND ADDITION OF
CARBON BLACK PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 54
S.
No. Chemical State
Means of
Storage
Capacity of
Storage
Means
No. of
Storage
means
Total
Capacity Safety Measures Pressure
Temp
°C
Dyke Dimension
(mxm)
Warehouse
5 Sodium Hydroxide - DM
Plant Liquid Tanks 17 1 17 Fire Hydrant point, Dyke wall Atm. Amb. 59x118
6 Hydrochloric Acid Liquid Tanks 40 1 40 Fire Hydrant point, Dyke wall Atm. Amb. 59x118
7 Trisodim Phosphate Solid 50 Kg bags /
Warehouse 0.05 20 1 Atm. Amb.
8 Alum Solid 50 Kg bags /
Warehouse 0.05 25 1.25 Atm. Amb.
Additional : Products from 300000 TPA to 500000TPA
1 Coal Tar Pitch (Binder
Grade) Solid
Jumbo Bags /
Warehouse 1 3500 3500 Sprinkler system Atm. Amb.
2 Zero QI/Impregnated
Pitch Solid
Jumbo Bags /
Warehouse 1 500 500 Sprinkler system Atm. Amb.
3 Carbon Black Oil (CBO) Liquid Tanks 1400 2 2800 Fire Hydrant point, Dyke wall Atm. 90 103x80
4 Anthracene Oil/Heavy
Creosote Oil Liquid Tanks 1400 1 1400 Fire Hydrant point, Dyke wall Atm. 90 103x80
5 Wash Oil Liquid Tanks 1400 1 1400 Fire Hydrant point, Dyke wall Atm. 90 103x80
6 Naphthalene Solid /
Liquid
50 Kg bags /
Warehouse 0.05 10000 500
Foam sprinkler system, Fire
proof wall Atm. Amb.
7 Napthalene Liquid Tanks 50 1 50 Fire Hydrant point, Dyke wall Atm. 90 52 x 15
8 Phenol Oil Liquid Tanks 140 1 140 Fire Hydrant point, Dyke wall Atm. Amb. 103x80
9 Light Oil Liquid Tanks 100 2 200 Sprinkler system, Fire Hydrant
point, Dyke wall Atm. Amb. 18x10
10 De-hydrated coal tar Liquid Tanks 1400 2 2800 Fire Hydrant point, Dyke wall Atm. 90 103x80
11
Phenolics ( Phenol,
Cresols (ortho, meta,
para or mixture
thereof), Xylenols)
Liquid Tanks 50 5 250 Fire Hydrant point, Dyke wall Atm. >90 50x15

EPSILON CARBON PRIVATE LIMITED EXPANSION OF COAL TAR PROCESSING UNIT AND ADDITION OF
CARBON BLACK PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 55
S.
No. Chemical State
Means of
Storage
Capacity of
Storage
Means
No. of
Storage
means
Total
Capacity Safety Measures Pressure
Temp
°C
Dyke Dimension
(mxm)
12
Special
Graphite/Advanced
Graphite
Solid Jumbo Bags /
Warehouse 1 750 750 Sprinkler system Atm. Amb.
Products: Carbon Black Plant
1 Carbon Black Solid
Silo 150 26 3900
Atm. Amb.
Jumbo Bags
Warehouse 3500 1 3500
Atm. Amb.

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 56
Annexure 8: Water Details
Water is sourced from JSW Steel water network and after expansion it will be obtained from the same.
Existing water consumption is 1440 KLD (1416 KLD Industrial + 24 KLD Domestic). After proposed
expansion water consumption will be 10200 KLD (9880 KLD Industrial + 140 KLD Domestic). Detail of
water consumption is given as below;
Table 3-8: Details of Water Consumption
S. No. Area of Consumption Water Consumption in KLD
Existing Proposed Total
1 Processing 0 3900 3900
2 Make up water WTP (DM/Regeneration / Softener, RO) 0 400 400
3 Washing (DMF, Reactor and Floor) - Misc. 24 66 90
4 Boiler 216 494 710
5 Cooling Tower 1152 3388 4540
6 Gardening 24 216 240
7 Domestic 24 116 140
Total 1440 8580 10020
Existing wastewater generation is 96 KLD (84 KLD Industrial + 12 KLD Domestic). After proposed
expansion wastewater generation will be 895 KLD (815 KLD Industrial + 70 KLD Domestic). Industrial
wastewater will be treated in 1000 KLD ETP and domestic wastewater will be treated in 75 KLD STP after
proposed expansion.
Table 3-9: Details of Wastewater Generation
S. No. Area of Consumption Wastewater Generation in KLD
Remark Existing Proposed Total
1 Processing 36 24 60
Existing ETP/ZLD : 180 KLD
Proposed ETP/ZLD: 820 KLD
ETP followed by
MEE and ATFD
Recycled water would be used
for Drying/ Quenching process
in Carbon Black Section
2 Make up water WTP
(DM/Regeneration / Softener, RO) 0 400 400
3 Washing (DMF, Reactor and Floor)
- Misc. 12 58 70
4 Boiler 36 24 60
5 Cooling Tower 0 235 235
6 Gardening 0 0 0
7 Domestic 12 58 70
Existing STP: 25 KLD
Proposed STP: 50 KLD
Treated sewage will be
used for gardening
Total 96 799 895

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 57
Annexure 9: Details of Wastewater Treatment Plant
Effluent zero discharge concept will be adopted for the proposed plant. The wastewater arising from the
plant will be treated in effluent treatment plant/ZLD Plant and will be re-utilized for the plant purposes. No
effluent discharge is envisaged due to recycling into the plant operation. Hence, there will be no impact on
the water regime due to the effluents from the proposed expansion.
Existing Wastewater Treatment Plant (Existing Coal tar Distillation)
Process Description
Wastewater treatment consists of Biochemical treatment followed by Biological treatment. Details are given
below:
Biochemical treatment
Pre-treatment - Wastewater of each section to be treated will be sent to the gravity-degreasing tank, and
then the wastewater from which the heavy oil has removed flows automatically into the air flotation
machine for air flotation treatment, where most of oil and SS will be removed. Later on, wastewater will
enter the wastewater intermediate tank, and delivered into the extraction system via wastewater
intermediate pump. The heavy oil and the light oil that have been removed will be transferred to the tar
crude tar tank periodically by the residual oil pump.
Solvent extraction - The extraction system is comprised of the high efficiency two stage extracting tower in
series. Phenol containing waste water enters the middle section of extracting tower. Extracting agent will
be delivered by the extracting agent pump to the lower section of extracting tower, where a counter-
current extraction is made by combing the phenol containing wastewater of the tower, and then phases
are separated in both the top and the bottom of tower. The extract phase containing extracting agent and
phenol at the top enter the extract phase intermediate tank, while the remaining extract phases at the
bottom enter into the intermediate tank of remaining extract phases.Extract phases are delivered by the
extract phase delivery pump to the reverse extraction system comprising of the high efficiency two-stage
centrifugal type extractor in series. Sodium phenoate comes from the reaction of phenol and sodium
hydrate. After centrifugal separation, extracting agents enter the regeneration solvent intermediate tank to
be used as raw materials of extraction. Sodium phenolate will be delivered to the large tank of sodium
phenolate at oil depot
Distillation process:Remaining extract phases are transferred by the remaining extract phase delivery pump
to the heat exchanger of ammonia distillation wastewater /remaining extract phases. After heat exchange
with the ammonia distillation wastewater, they enter ammonia distillation at the top of ammonia distillation
tower. ammonia distillation wastewater discharged from the bottom of tower with ammonia content less
than100mg/L are transferred by the pump at the bottom of ammonia distillation tower to the heat
exchanger of ammonia distillation wastewater /remaining extract phases, and after heat exchange with
remaining extract phases and cooled again in the cooler, they are delivered to the biological treatment
system.For ammonia gas at the top of tower, after parts of them are condensate by the ammonia gas
dephlegmator, the liquid phase flow into the stronger ammonia water tank.

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 58
Biological Section
The section includes following sequence of operation:
Pre-aeration treatment
Anaerobic treatment
Aerobic treatment
Sedimentation treatment
Coagulation treatment
Flocculation treatment
Ceramic filtration treatment
Ozone reaction treatment
The tar wastewater after pre-chemical treatment is delivered to the regulation pond via the wastewater
delivery line. Accident wastewater enters the emergency pond. In accordance with actual facts, wastewater
in the emergency pond shall be pumped up to the regulating pond by the accident wastewater regulating
pump. The wastewater that fulfilled their homogenization in the regulating pond is sent to the pre-aeration
tank by the charging pump of pre-aeration tank.
Anaerobic Process: The wastewater after aeration treatment of the pre-aeration tank flows into the
anaerobic A/B pond. The anaerobic A/B pond, a hydrolysis reaction and a de-nitrification reaction happen.
The anaerobic A/B pond is equipped with hydraulic power agitators which are used to ensure sufficient
mixing of mud water. The dissolved oxygen in the anaerobic A/B pond is limited at about 0.5mg/L.
Aerobic Process: The wastewater after A/B reaction in the anaerobic pond overflows into the aerobic 1 A/B
pond Nitrifying reaction and some of carbonizing reaction are performed under the effect of nitrifying
bacteria and carbonizing bacteria. Besides, the outlet water supernatant in the aerobic 2A/B pond turns
back to the anaerobic A/B pond for de-nitrification reaction by the nitrifying liquid reflux pump. Because
alkalinity will be consumed in nitrifying reaction of the aerobic pond and the aerobic pond, the alkali liquor
dosing equipment’s used to provide alkalinity by extracting alkali liquor from the alkali liquor tank. Both

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 59
aerobic 1A/B pond and aerobic 2A/B pond are equipped with aeration pipe, and the air is supplied to the
aeration pipe by the fan.
Sedimentation Process: Outlet water of aerobic 2A/B pond flows automatically into the sedimentation pond,
where the biomass separation is finished. The sludge is delivered to the anaerobic pond and the aerobic
pond by sludge reflux pump and then flows back to each anaerobic pond and the aerobic pond. Moreover,
remaining sludge shall be pumped periodically to the sludge condensate pond. The sludge from condensate
pond feed to pressure filter for dewatering. The supernatant flows automatically into coagulation reaction
and meanwhile the flocculent enters the coagulation reaction unit via PAC dosing equipment and PAM
dosing equipment, where the coagulation reaction happens by the effect of agitator.The outlet water of
coagulation reaction unit flows automatically into the flocculation sedimentation pond, where the biomass
separation is finished. The sludge is pumped periodically to the sludge condensate pond by the flocculation
sludge pump. The supernatant flows automatically into ceramic filter suction pond.
Ceramic Filter and Ozone reaction Process: The wastewater in the ceramic filter suction pond is pumped up
to the ceramic filter where suspended solids are absorbed and removed by the ceramic filter, and the
ceramic filter reaction unit is washed reversely by ceramic filter backwash pump periodically. The outlet
water of ceramic filter reaction unit flows automatically into the ozone reaction pond. Under the effect of
ozone reaction, residual organic substance and chromaticity are removed. The sludge at the sludge
concentration pond is pumped periodically up to the sludge dewatering unit by the mud delivery pump so
as to finish the treatment of sludge. Purified water in the waste water plant will be recycling back in the
process to attain Zero discharge

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 60
Proposed Wastewater Treatment Plant (Coal tar Distillation Expansion)
A similar set up comprising of biochemical and biological treatment would be installed to process effluent
generated by expansion of coal tar distillation complex from 300,000 TPA to 500,000 TPA
Proposed Wastewater Treatment Plant (Carbon Black Section)
This plant is designed with the most advanced techniques to optimize the water consumption. Zero liquid
discharge facility is proposed to meet the desired norms.
Water treatment facility:
Raw water is received in raw water storage tank. Raw water from storage will be filtered in dual media
filtration unit. Filtered water is treated in RO unit to produce desired quality water. Multiple RO stages in
series are used to minimize overall water consumption of the plant. Treated water from RO is mainly
utilized for process uses. Part of treated water from RO is demineralized in DM Water Plant for steam
generation system make-up.
Effluent treatment facility:
Effluents generated in carbon black plant are treated as below:
1. Effluents generated During floor wash: Floor wash water containing carbon black particles and
free oil is treated in existing facility consist of oil skimmer, settling tanks, pressure sand filter to remove
free oil content and suspended solid. Treated water is recycled back for floor washing.
2. Effluents generated From RO and DM Plant:
Collection Tank - The effluent from all sections might arrive with varying frequency carrying an unsteady
load at all times. In order to stabilize the flow and to maintain a constant pollutant load, the treatment
scheme consists of collection tank.
Effluent from RO and DM plant with high TDS content is treated in multi-effect evaporator (MEE). The
effluent is send to balance tank. Feed pump will transfer the effluent from the balance tank to multi effect
evaporation system where the concentration of effluent increases to >+ 35% TDS by evaporation.
The concentrated effluent from this system will be taken in to Agitated Thin Film Dryer (ATFD) to recover
salt. In ATFD, the effluent will get concentrated to more than 90% TDS by evaporation. Outlet mix salt
coming from ATFD will be sent to CHWTDSF.
Treated water from MEE is sent back for process use while sludge generated (Containing salts) is sent for
disposal.
Water uses are optimized by using air cooling wherever possible to reduce water consumption (Make-up)
for cooling, hence reduced effluent discharge.
Sewage Treatment Plant
Process Description
Domestic Effluent from various sources in the plant are collected in tanker and Unloading in equalization
tank (Collection Tank). In Equalization tank retention time provided for homogeneous feed for MBBR
(Moving Bed Bio reactor). Equalization tank material feed to MBBR for aerobic reaction for reduction of
COD and BOD. The overflow of MBBR is collected in secondary settling tank where the bio mass solid are
settled by sedimentation.
The sludge from bottom of MBBR and Secondary settling tank is collected in sludge collection tank and
feed to filter press for removal of solid sludge. Solid sludge used for gardening and Filter press water
recycle by equalization tank.)

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 61
The overflow of secondary settling tank collected in pre- filtration tank and feed to the Pressure sand filter
followed by activated carbon filter. After ACF all water collated in Collection tank and reuse for gardening
purpose.
Flow diagram
Proposed STP
A similar STP set up would be installed to domestic effluent generated by expansion of coal tar distillation
complex from 300,000 TPA to 500,000 TPA and 300,000 TPA Carbon black unit.

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 62
Annexure 10: Fuel Consumption
S. No. Stack attached to Capacity(Unit) Fuel Type Consumption in Gcal
/hr.
EC & CTO Received for
1 Coal Tar Tube furnace-1 38.5LKcal Mixed Gas 3.85
3 Naphthalene Tube Furnace-1 15LKcal Mixed Gas 1.5
5 Modified Pitch Furnace 10 LKcal Mixed Gas 1
6 Boiler 15TPH Mixed Gas 9.95
8 Thermic Fluid Heater-1 20 LKcal Mixed Gas 2
9 Thermic Fluid Heater-1 5 LKcal Mixed Gas 0.5
EC Received for
10 Coal Tar Tube furnace-2 38.5LKcal 2.5 Mixed Gas 2.5
11 Naphthalene Tube Furnace-2 15LKcal Mixed Gas 1.5
12 Boiler-Stand By 15TPH Coal/Mixed Gas 5.38
13 Thermic Fluid Heater-3 20 LKcal Mixed Gas 0.5
Proposed
1 Coal Tar Tube furnace-1 38.5LKcal Mixed Gas 3.85
2 Naphthalene Tube Furnace-1 15LKcal Mixed Gas 1.5
3 Modified Pitch Furnace 10 LKcal Mixed Gas 1
4 Boiler 15TPH Mixed Gas 9.95
5 Thermic Fluid Heater-1 20 LKcal Mixed Gas 2
6 Thermic Fluid Heater-2 5 LKcal Mixed Gas 2
7 Thermic Fluid Heater-3 20 LKcal Mixed Gas 2
8 Boilers - 3Nos 70 TPH/90 TPH
Tail Gas from CB Unit 180
9 DG Set stand by
Mixed Gas/Fuel oil -
10 Dryer stack - 3 Nos for 6
dryers
180 TPD/250 TPD
Tail Gas from CB Unit 40
11 Flare Stack Used only in case
of CPP breakdown Tail Gas from CB Unit -

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 63
Annexure 11: Hazardous Waste Generation
S.
No. Type of Waste
Hazardous
Waste
Category
Tonner per annum
Source Treatment / Disposal Existing Proposed Total
1 Residual Oil 5.2 1.2 0.8 2 Process/ETP Sell to Reprocessor
2 Spent Oil 5.1 0.12 3 3.12 Process Sell to Reprocessor
3 Oil Sludge 5.1 0.12 0.08 0.2 Process Sell to Reprocessor / CHWTDSF
4 Sludge/salt from ETP/ZLD 33.2 297 698 995 ETP / ZLD CHWTDSF
6 Oily Cotton Waste 33.2 0 2 2 Cleaning Sell to Reprocessor / CHWTDSF
7 Discarded Container & Barrel 33.1 0 25 25 Various Packing material Sell to Reprocessor
8 Plastic Waste
0 0.5 0.5 Various Packing material Sent to Approved recycler
9 Oily Cotton Waste/Leather Hand
Gloves / Cotton Hand Gloves 33.2 0 0.5 0.5 Process CHWTDSF
10 Waste Insulation Material
0 2 2 From Plant Maint. CHWTDSF

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 64
Annexure 12: Stack Details
Flue Gas Stacks
S.
No.
Stack attached
to
Capacity
(Unit)
Fuel
Type
Consumption
in Gcal/Hr
Height
(m)
Diameter
(mm)
APCM
attached
Pollutants
to be
emitted
EC & CTO Received for
1 Coal Tar Tube
furnace-1
38.5 Lakh
Kcal
Mixed
Gas 3.85 35 1500
Adequate
Stack
height /
Regular
interval
monitoring
by
approved
agency
PM, SOx,
Nox
3 Naphthalene
Tube Furnace-1
15 Lakh
Kcal
Mixed
Gas 1.5 35 1100
PM, SOx,
Nox
5 Modified Pitch
Furnace
10 Lakh
Kcal
Mixed
Gas 1 30 900
PM, SOx,
Nox
6 Boiler 15Tonnes
per Hr
Mixed
Gas 9.95 48 650
PM, SOx,
Nox
8 Thermic Fluid
Heater-1
20 Lakh
Kcal
Mixed
Gas 2
35 550
PM, SOx,
Nox
9 Thermic Fluid
Heater-1
5 Lakh
Kcal
Mixed
Gas 0.5
PM, SOx,
Nox
10 Coal Tar Tube
furnace-2
25 Lakh
Kcal
Mixed
Gas 2.5 35 1500
PM, SOx,
Nox
11 Naphthalene
Tube Furnace-2
15 Lakh
Kcal
Mixed
Gas 1.5 35 1100
PM, SOx,
Nox
12 Boiler-Stand By 8 Tonnes
per Hr
Coal/
Mixed
Gas
5.38 48 650 PM, SOx,
Nox
13 Thermic Fluid
Heater-3
5 Lakh
Kcal
Mixed
Gas 0.5 35 550
Proposed
1 Coal Tar Tube
furnace-1
38.5 Lakh
Kcal
Mixed
Gas 3.85 35 1500
Adequate
Stack
height /
Regular
interval
monitoring
by
approved
agency
PM, SOx,
Nox
2 Naphthalene
Tube Furnace-1
15 Lakh
Kcal
Mixed
Gas 1.5 35 1100
PM, SOx,
Nox
3 Modified Pitch
Furnace
10 Lakh
Kcal
Mixed
Gas 1 30 900
PM, SOx,
Nox
4 Boiler 15Tonnes
per Hr
Mixed
Gas 9.95 48 650
PM, SOx,
Nox
5 Thermic Fluid
Heater-1
20 Lakh
Kcal
Mixed
Gas 2 35 550
PM, SOx,
Nox
6 Thermic Fluid
Heater-2
20 Lakh
Kcal
Mixed
Gas 2 35 550
PM, SOx,
Nox
7 Boiler Stack -
3Nos
70, 90, 90
TPH
Mixed
Gas/
Tail
Gas
from
CB
Unit
62000 for 70
TPH and
80,000 for 90
TPH
100 - PM, SOx,
Nox

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 65
S.
No.
Stack attached
to
Capacity
(Unit)
Fuel
Type
Consumption
in Gcal/Hr
Height
(m)
Diameter
(mm)
APCM
attached
Pollutants
to be
emitted
8 DG Set stand by -
Mixed
Gas/
Tail
Gas
from
CB
Unit
As per
requirement 35 -
Adequate
Stack
height /
Regular
interval
monitoring
by
approved
agency
PM, SOx,
Nox
9 Dryer Stack - 3
Nos
180/250
TPD
Mixed
Gas/
Tail
Gas
from
CB
Unit
16000 each 60 - PM, SOx,
Nox
10 Flare stack
Only to be
used in
case of
CPP
breakdown
for a brief
period of
time
Tail
Gas
from
CB
Unit
-
Process Vents
S.
No Stack attached to
No of
Vents
Height
(m)
Pollutants as per
CTO
Air Pollution Control Measures
Attached
EC & CTO Received for
1 Scrubber Vent -1 1 23 VOC Scrubber system(Using Wash Oil)
2 Scrubber Vent - 2 1 23 VOC Scrubber system(Using Wash Oil)
3 Scrubber Vent - 3 1 23 VOC Scrubber system(Using Wash Oil)
4 De-dusting - Naphalene
package area 1 20.5 PM Impulse dust Collector
EC Received for
1 Scrubber Vent -1 1 23 VOC Scrubber system(Using Wash Oil)
2 Scrubber Vent - 2 1 23 VOC Scrubber system(Using Wash Oil)
Proposed
1 Scrubber Vent -1 1 23 VOC Scrubber system(Using Wash Oil)
2 Scrubber Vent - 2 1 23 VOC Scrubber system(Using Wash Oil)
3 Scrubber Vent - 3 1 23 VOC Scrubber system(Using Wash Oil)
4 De-dusting - Naphalene
package area 1 20.5 PM Impulse dust Collector
5 PBC Stacks 6 35 Normally closed Stack (Normally closed)
6 DBC Stacks 6 35 Air and PM Bag Filter/Adequate stack Height
7 VBC Stacks 6 35 Air/steam/PM/SOx/
NOx Bag Filter /Adequate stack Height

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 66
Details of APCM
Bag filter details
The smoke from reactor through WHRB at 340 Deg C enter in the quenching tower where gases are
quenched with the help of process water which is atomized with the help of medium pressure steam by
nozzles.
At quench tower outlet temperature of smoke drop down to 260-220Deg C, the smoke then pass
through agglomerator. inagglomerator the size of dust particles increases through agglomeration principle.
After agglomerator smoke enters in a series of Process Bag Collectors (PBC) where the particles of carbon
black are collected in the hopper & conveyed through the lean phase conveying system to Dense Bag
Collector (DBC). In the PBC bag house 12ft long bags made from fibre glass fabric treated with PTFE and
provided with PTFE membrane coating are used. These bags have very high separation efficiency of upto
99.96% which insures that the particulate matter emissions are far below the specified norms are
maintained. The bag filter design would be of jet pulse offline cleaning type which give better cleaning at
low capex and energy cost.
Whereas the gases from the dryer enter in Vapor Bag Collector (VBC), the particles of carbon black is
collected in the hopper & conveyed to DBC through the common lean phase conveying system.
The reject material of carbon black is manually fed through the fan to the rerun bag filter where the
particles of carbon black are collected in the hopper & conveyed to DBC through the common
lean phase conveying system.
The collected material in DBC is discharged to the surge tank through the RAV, where collected carbon
black particles are kept in fluidized condition by agitator.
The Clean gases from VBC, RBC & DBC are vented to the atmosphere.
The lean phase pneumatic conveying system is provided with push and pull fan to convey the dust from
PBC, RBC, VBC hopper to DBC through micro pulveriser.
Scrubber details
Each section of coal tar distillation plant has separate scrubbing system. Scrubber is made of big tower
with random packing packed for absorption of traces which are being carried out during storage tank
loading and unloading.
All storage tanks has temperature less than 100 deg c though the temperature is lower than boiling point
temperature of material stored in the tank it is being connected to Scrubber to avoid traces of VOCs to
release into air.
Washing oil is known solvent being used in all steel industry for the absorption of VOCs and being
manufactured by AVH, wash oil after achieving saturation level of absorption it is recycled in process and
replaced by fresh wash oil.

EPSILON CARBON PRIVATE LIMITED
EXPANSION OF COAL TAR PROCESSING
UNIT AND ADDITION OF CARBON BLACK
PLANT FORM I
KADAM ENVIRONMENTAL CONSULTANTS | MAY 2018 67

CONTACT DETAILS
Vadodara (Head Office)
871/B/3, GIDC Makarpura, Vadodara, India – 390 010.
E: [email protected]; T:+91-265-3001000; F: +91-265-3001069
Delhi / NCR
Spaze IT Park, Unit No. 1124, 11th Floor, Tower B-3, Sector 49, Sohna Road, Gurgaon, India – 122 002
E: [email protected]; T/F : 0124-424 2430-436
Kadam Environmental Consultants w w w . ka d a m en v i r o . c o m
Envi ronment for Deve lopment