11.optimization of loss minimization using facts in deregulated power systems
description
2010 APEX MEA AwardsEfficiency improvement by loss minimization
AES OPGC India

AES Corporation 2/
Team
Team Name :- Efficiency improvement Team
Team Sponsor :- Venkatachalam Kupusami
Team Members :-
Amalendu Nanda
Manoj Ku. Jit
Madhumita Soren
Manoj Ku. Pradhan
Deepak Ranjan Tripathy
Tarini Patnaik
Amrit Bal
Facilitator
Sukanta Mohapatra

AES Corporation 3/
Team Charter (problem or issue )
Background
OPGC –I station which is now 16 years old requires system modifications, which is being carried out
in the form of DCS up gradation, excitation system control up gradation and coal feeder up gradation
etc. for sustainability and reduction of forced outages on account of control system related issues.
OPGC team on a sustainable basis has taken steps on energy management front. We wanted to
focus on the areas where we can benefit from performance or efficiency improvement with minimum
investment.
Team decided to list out the energy losses and rectify the same with an objective to enhance the
station performance.
Basically, we thought of improving efficiency through loss Reduction wherever possible by process
optimisation, adherence to standard checklist, carrying out small modifications, controlled use of
equipment wherever possible for cost optimisation and better resource utilisation.

AES Corporation 4/
Team Charter (Risks of not doing this project)
Steam Loss of 18142 T /Y
Bloated Budgeted Station oil consumption by 88 KL per year.
Increased Auxiliary power consumption 148982 kWhr
Deteriorating Station performance
Higher Maintenance Cost
Underutilized Resources
Unscrupulous expenditure
Low Maintenance effectiveness ratio
Low Availability / Reliability of equipments

AES Corporation 5/
Team Charter ( Goal & Objective )
Goal Objective
Take out one out of two service Air Ejector from Unit-1 Increasing the steam turbine output.
Check & Rectify Steam Traps in :
Boiler Area.
Turbine Area.
Maximum utilization of heat.
Maintain less Oil Pressure while taking Oil Guns Reduce Oil Consumption
BFP recirculation valve passing Auxiliary power consumption
Modification of Circuit to run One HFO Pump Lesser Auxiliary Power Consumption
AES Corporation 6/
Findings (Approach – method, Tools )
The Team used the PDCA approach, with the following APEX Tools utilized:
Brainstorming
Check sheets
Data Gathering by samples
FIRE
GAP Analysis
Gantt Chart
Implementation Plan 5W2H

AES Corporation 7/
Conducting Brainstorming Sessions
– Identify and brief a leader or facilitator ( Amalendu Nanda was identified as Leader)
– Introduce the brainstorming session
The Leader welcomed participants and described the purpose of the session, roles and
responsibilities, and the facilities.
The Leader used a structured approach and allowed every person in the group to give their
ideas as their turns came up in the rotation or to pass until the next round.
Identified Focus Areas
Performance or efficiency improvement with minimum investment.
Energy losses listing & rectification.
Future Impetus
Improving efficiency through loss reduction by
Process optimisation
Adherence to standard checklist
Carrying out small modifications
Controlled use of equipment
Position/Role Name Knowledge Area/Expertise
Team Lead Amalendu Nanda Operation & efficiency
Knowledge Mgr. Manoj Ku. Jit Operation
Knowledge Mgr. Madhumita Soren Performance & efficiency
Knowledge Mgr. Manoj Ku. Pradhan Mechanical Maintenance
Knowledge Mgr. Deepak Ranjan Tripathy Head WTP
Brainstorming

AES Corporation 8/
Alternatives discussed
Take out one service Air Ejector from Unit-1
Check & Rectify Steam Traps in :Boiler Area & Turbine Area.
Maintain less Oil Pressure while taking Oil Guns
BFP recirculation valve passing
Modification of Circuit to run One HFO Pump
Condenser and Cooling Tower Performance Improvement
Optimization of soot blowing process
Unit 1- Performance evaluation to be done by reducing excess air to boiler
Mill ball feeding based on requirement
Boiler Flue gas duct & APH duct leakage to be reduced.
Heater Performance enhancement
Identified Projects (For this Year)
Take out one service Air Ejector from Unit-1
Check & Rectify Steam Traps in :Boiler Area & Turbine Area
Maintain less Oil Pressure while taking Oil Guns
BFP recirculation valve passing
Modification of Circuit to run One HFO Pump
Rest Projects will be taken up in subsequent years. Identified projects scored over the rest on
grounds of low investment higher returns.
Brainstorming
AES Corporation 9/
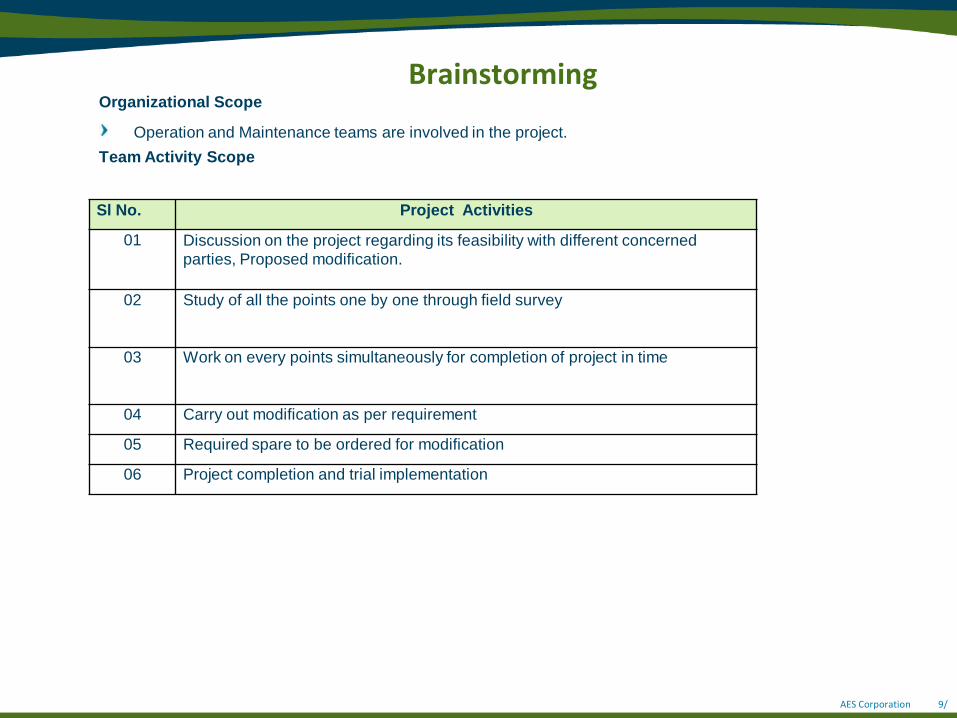
Organizational Scope
Operation and Maintenance teams are involved in the project.
Team Activity Scope
Sl No. Project Activities
01 Discussion on the project regarding its feasibility with different concerned
parties, Proposed modification.
02 Study of all the points one by one through field survey
03 Work on every points simultaneously for completion of project in time
04 Carry out modification as per requirement
05 Required spare to be ordered for modification
06 Project completion and trial implementation
Brainstorming
AES Corporation 10/
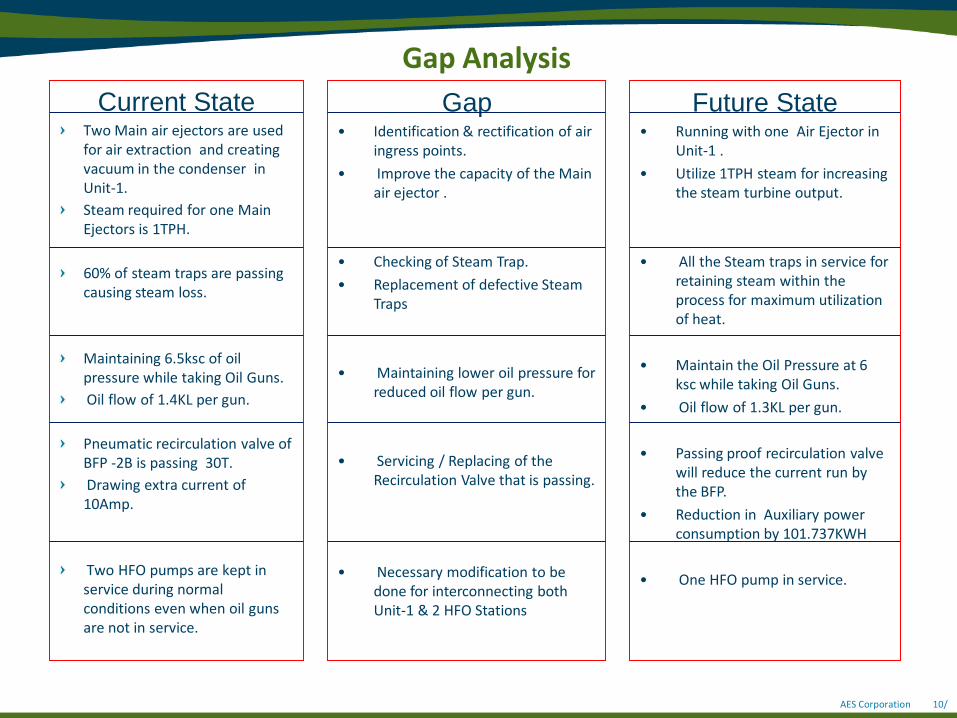
Gap Analysis
Current State Two Main air ejectors are used for air extraction and creating vacuum in the condenser in Unit-1.
Steam required for one Main Ejectors is 1TPH.
60% of steam traps are passing causing steam loss.
Maintaining 6.5ksc of oil pressure while taking Oil Guns.
Oil flow of 1.4KL per gun.
Pneumatic recirculation valve of BFP -2B is passing 30T.
Drawing extra current of 10Amp.
Two HFO pumps are kept in service during normal conditions even when oil guns are not in service.
Gap• Identification & rectification of air
ingress points.
• Improve the capacity of the Main air ejector .
• Checking of Steam Trap.
• Replacement of defective Steam Traps
• Maintaining lower oil pressure for reduced oil flow per gun.
• Servicing / Replacing of the Recirculation Valve that is passing.
• Necessary modification to be done for interconnecting both Unit-1 & 2 HFO Stations
Future State• Running with one Air Ejector in
Unit-1 .
• Utilize 1TPH steam for increasing the steam turbine output.
• All the Steam traps in service for retaining steam within the process for maximum utilization of heat.
• Maintain the Oil Pressure at 6 ksc while taking Oil Guns.
• Oil flow of 1.3KL per gun.
• Passing proof recirculation valve will reduce the current run by the BFP.
• Reduction in Auxiliary power consumption by 101.737KWH
• One HFO pump in service.
AES Corporation 11/
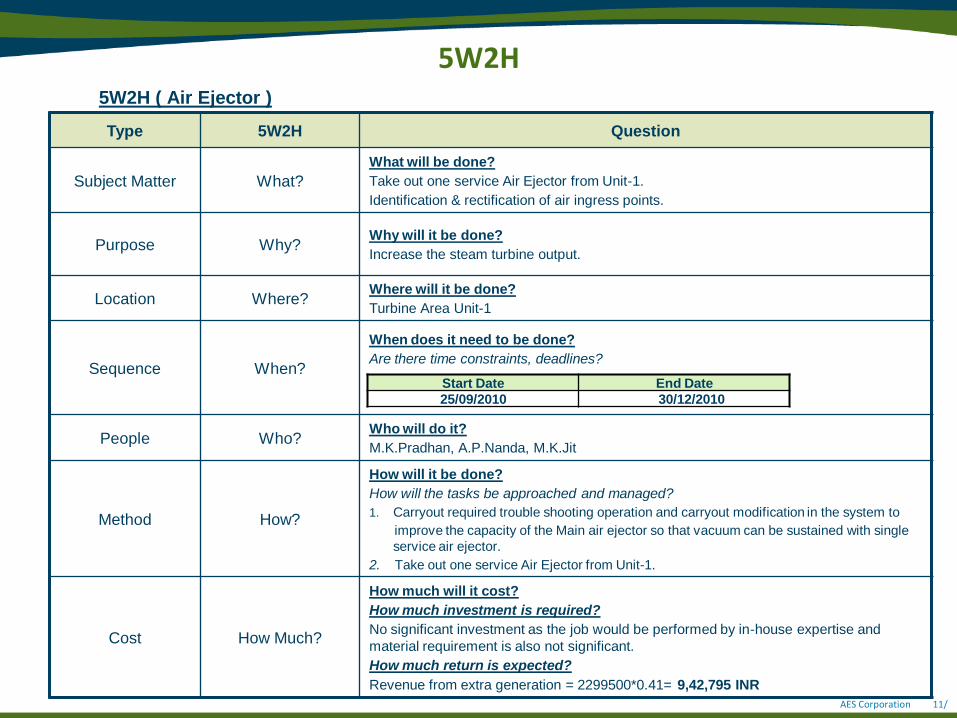
5W2H ( Air Ejector )
Type 5W2H Question
Subject Matter What?
What will be done?
Take out one service Air Ejector from Unit-1.
Identification & rectification of air ingress points.
Purpose Why?Why will it be done?
Increase the steam turbine output.
Location Where?Where will it be done?
Turbine Area Unit-1
Sequence When?
When does it need to be done?
Are there time constraints, deadlines?
People Who?Who will do it?
M.K.Pradhan, A.P.Nanda, M.K.Jit
Method How?
How will it be done?
How will the tasks be approached and managed?
1. Carryout required trouble shooting operation and carryout modification in the system to
improve the capacity of the Main air ejector so that vacuum can be sustained with single
service air ejector.
2. Take out one service Air Ejector from Unit-1.
Cost How Much?
How much will it cost?
How much investment is required?
No significant investment as the job would be performed by in-house expertise and
material requirement is also not significant.
How much return is expected?
Revenue from extra generation = 2299500*0.41= 9,42,795 INR
Start Date End Date
25/09/2010 30/12/2010
5W2H
AES Corporation 12/
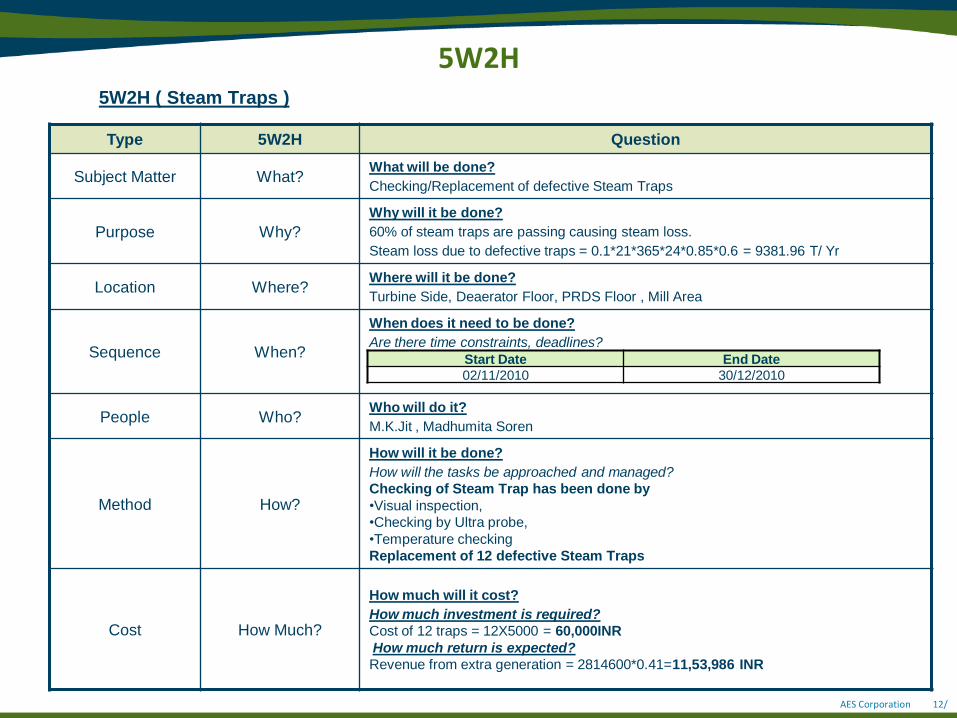
5W2H ( Steam Traps )
Type 5W2H Question
Subject Matter What?What will be done?
Checking/Replacement of defective Steam Traps
Purpose Why?
Why will it be done?
60% of steam traps are passing causing steam loss.
Steam loss due to defective traps = 0.1*21*365*24*0.85*0.6 = 9381.96 T/ Yr
Location Where?Where will it be done?
Turbine Side, Deaerator Floor, PRDS Floor , Mill Area
Sequence When?
When does it need to be done?
Are there time constraints, deadlines?
People Who?Who will do it?
M.K.Jit , Madhumita Soren
Method How?
How will it be done?
How will the tasks be approached and managed?
Checking of Steam Trap has been done by
•Visual inspection,
•Checking by Ultra probe,
•Temperature checking
Replacement of 12 defective Steam Traps
Cost How Much?
How much will it cost?
How much investment is required?
Cost of 12 traps = 12X5000 = 60,000INR
How much return is expected?
Revenue from extra generation = 2814600*0.41=11,53,986 INR
Start Date End Date
02/11/2010 30/12/2010
5W2H
AES Corporation 13/
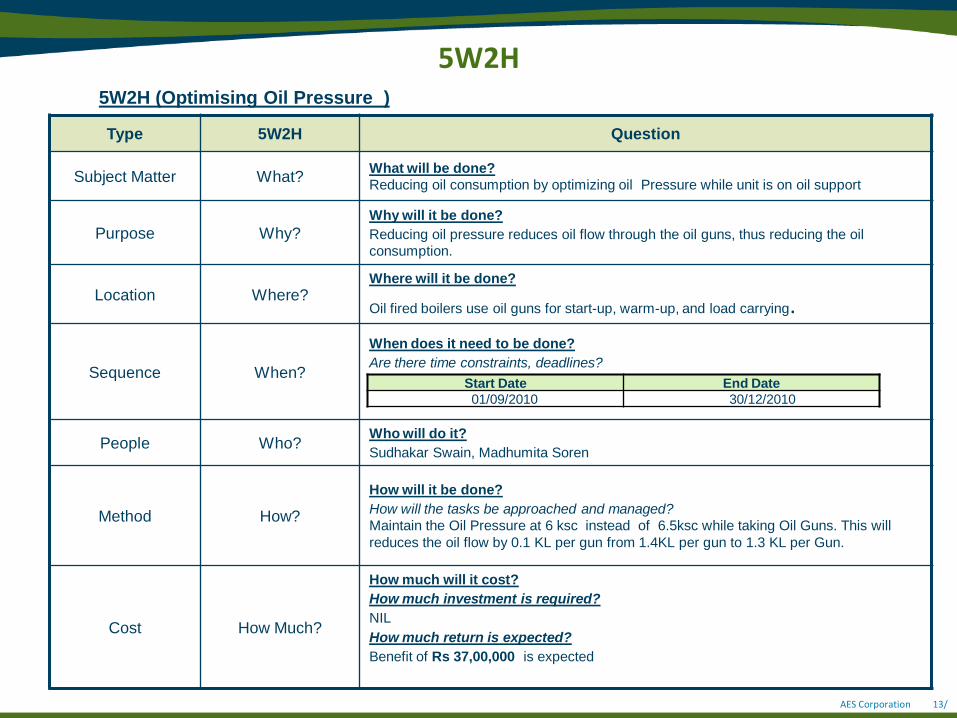
5W2H (Optimising Oil Pressure )
Type 5W2H Question
Subject Matter What?What will be done?
Reducing oil consumption by optimizing oil Pressure while unit is on oil support
Purpose Why?
Why will it be done?
Reducing oil pressure reduces oil flow through the oil guns, thus reducing the oil
consumption.
Location Where?Where will it be done?
Oil fired boilers use oil guns for start-up, warm-up, and load carrying.
Sequence When?
When does it need to be done?
Are there time constraints, deadlines?
People Who?Who will do it?
Sudhakar Swain, Madhumita Soren
Method How?
How will it be done?
How will the tasks be approached and managed?
Maintain the Oil Pressure at 6 ksc instead of 6.5ksc while taking Oil Guns. This will
reduces the oil flow by 0.1 KL per gun from 1.4KL per gun to 1.3 KL per Gun.
Cost How Much?
How much will it cost?
How much investment is required?
NIL
How much return is expected?
Benefit of Rs 37,00,000 is expected
Start Date End Date
01/09/2010 30/12/2010
5W2H

AES Corporation 14/
5W2H (BFP recirculation valve passing )
Type 5W2H Question
Subject Matter What?What will be done?
Prevent BFP recirculation valve passing
Purpose Why?Why will it be done?
Reduction of auxiliary consumption
Location Where?Where will it be done?
BFP 2B (Unit 2 boiler feed pump)
Sequence When?
When does it need to be done?
Are there time constraints, deadlines?
People Who?Who will do it?
A.P.Nanda, Amrit Bal
Method How?
How will it be done?
30T of passing through recirculation valve of BFP-2B.
BFP 2B (Unit 2 boiler feed pump) is drawing extra current of 10Amp.
Passing is prevented, then there is a auxiliary saving potential .
Cost How Much?
How much will it cost?
How much investment is required?
Recirculation valve spare 3,00,000INR
How much return is expected?
Savings potentials per year = 101.73X24X365X0.85X (2/3) X1.3 = 6, 56,484 INR
Start Date End Date
02/11/2010 30/12/2010
5W2H

AES Corporation 15/
5W2H (Using One HFO Pump )
Type 5W2H Question
Subject Matter What?What will be done?
Running of single HFO pump instead of two during normal operating condition of both
Units.
Purpose Why?Why will it be done?
Lesser Auxiliary Power Consumption
Location Where?Where will it be done?
Unit-1 & 2 HFO Stations
Sequence When?
When does it need to be done?
Are there time constraints, deadlines?
People Who?Who will do it?
Sudhakar Swain, A.P.Nanda
Method How?
How will it be done?
How will the tasks be approached and managed?
1.Stopping of One HFO Pump.
2. Necessary modification to be done for interconnecting both Unit-1 & 2 HFO Stations
Cost How Much?
How much will it cost?
How much investment is required?
Material cost: INR 10,000
How much return is expected?
Annual Savings (in Rs) = Rs 1, 95,033
Start Date End Date
Completed ( 30/07/2010)
( Under Trial Observation)
5W2H
AES Corporation 16/
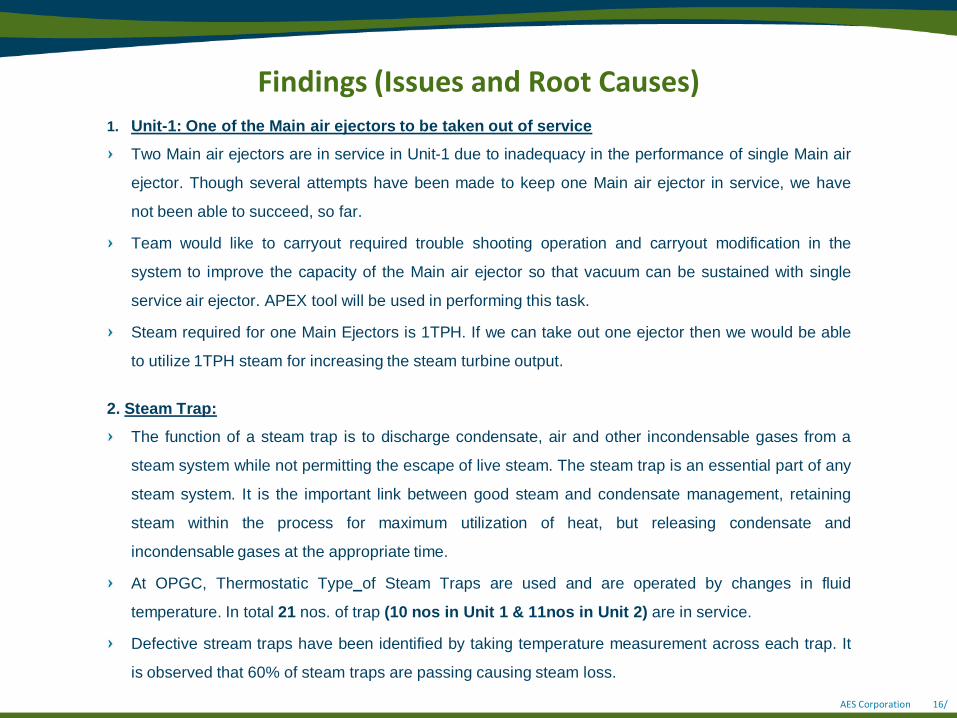
Findings (Issues and Root Causes)1. Unit-1: One of the Main air ejectors to be taken out of service
Two Main air ejectors are in service in Unit-1 due to inadequacy in the performance of single Main air
ejector. Though several attempts have been made to keep one Main air ejector in service, we have
not been able to succeed, so far.
Team would like to carryout required trouble shooting operation and carryout modification in the
system to improve the capacity of the Main air ejector so that vacuum can be sustained with single
service air ejector. APEX tool will be used in performing this task.
Steam required for one Main Ejectors is 1TPH. If we can take out one ejector then we would be able
to utilize 1TPH steam for increasing the steam turbine output.
2. Steam Trap:
The function of a steam trap is to discharge condensate, air and other incondensable gases from a
steam system while not permitting the escape of live steam. The steam trap is an essential part of any
steam system. It is the important link between good steam and condensate management, retaining
steam within the process for maximum utilization of heat, but releasing condensate and
incondensable gases at the appropriate time.
At OPGC, Thermostatic Type of Steam Traps are used and are operated by changes in fluid
temperature. In total 21 nos. of trap (10 nos in Unit 1 & 11nos in Unit 2) are in service.
Defective stream traps have been identified by taking temperature measurement across each trap. It
is observed that 60% of steam traps are passing causing steam loss.
AES Corporation 17/
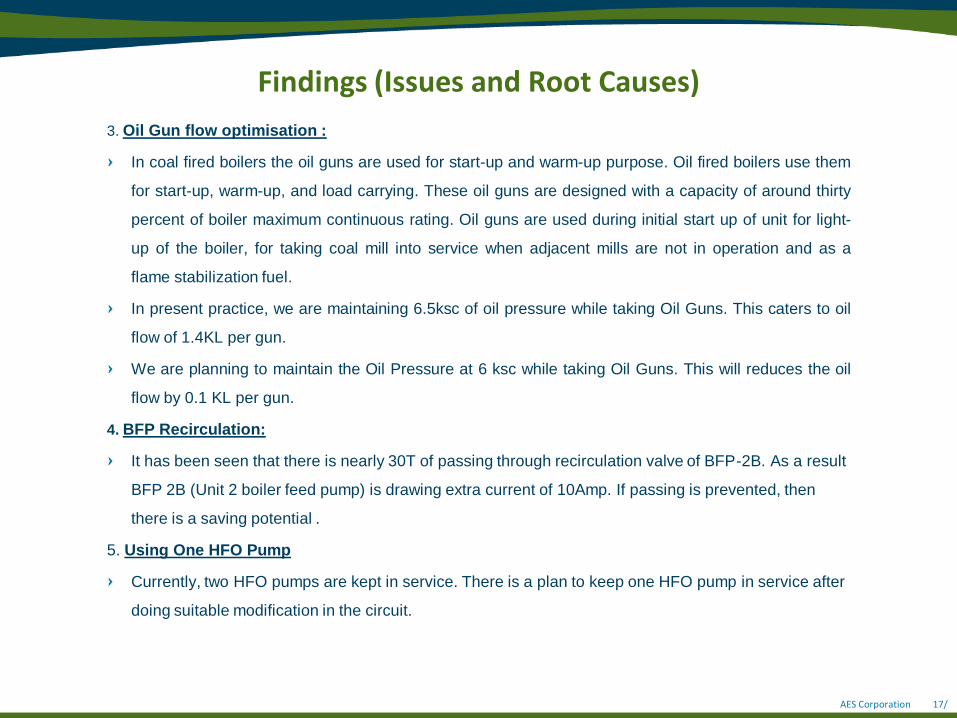
Findings (Issues and Root Causes)
3. Oil Gun flow optimisation :
In coal fired boilers the oil guns are used for start-up and warm-up purpose. Oil fired boilers use them
for start-up, warm-up, and load carrying. These oil guns are designed with a capacity of around thirty
percent of boiler maximum continuous rating. Oil guns are used during initial start up of unit for light-
up of the boiler, for taking coal mill into service when adjacent mills are not in operation and as a
flame stabilization fuel.
In present practice, we are maintaining 6.5ksc of oil pressure while taking Oil Guns. This caters to oil
flow of 1.4KL per gun.
We are planning to maintain the Oil Pressure at 6 ksc while taking Oil Guns. This will reduces the oil
flow by 0.1 KL per gun.
4. BFP Recirculation:
It has been seen that there is nearly 30T of passing through recirculation valve of BFP-2B. As a result
BFP 2B (Unit 2 boiler feed pump) is drawing extra current of 10Amp. If passing is prevented, then
there is a saving potential .
5. Using One HFO Pump
Currently, two HFO pumps are kept in service. There is a plan to keep one HFO pump in service after
doing suitable modification in the circuit.
AES Corporation 18/
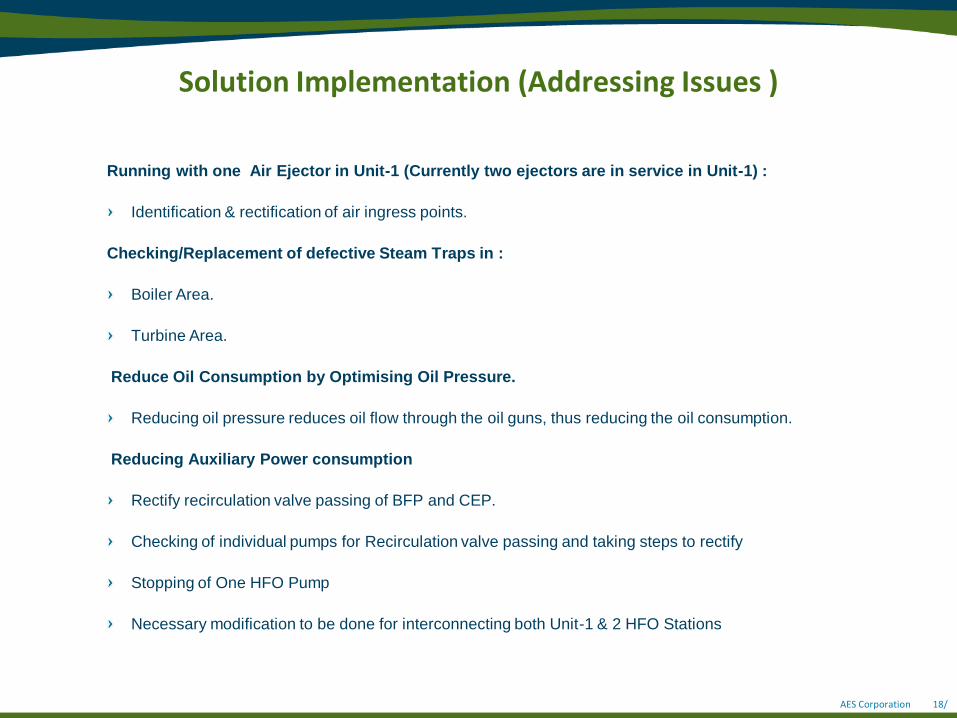
Solution Implementation (Addressing Issues )
Running with one Air Ejector in Unit-1 (Currently two ejectors are in service in Unit-1) :
Identification & rectification of air ingress points.
Checking/Replacement of defective Steam Traps in :
Boiler Area.
Turbine Area.
Reduce Oil Consumption by Optimising Oil Pressure.
Reducing oil pressure reduces oil flow through the oil guns, thus reducing the oil consumption.
Reducing Auxiliary Power consumption
Rectify recirculation valve passing of BFP and CEP.
Checking of individual pumps for Recirculation valve passing and taking steps to rectify
Stopping of One HFO Pump
Necessary modification to be done for interconnecting both Unit-1 & 2 HFO Stations

AES Corporation 19/
Solution Implementation (Solution superseded any
other solutions)Other ways of Improving Efficiency were as follows
Condenser and Cooling Tower Performance Improvement
Optimization of soot blowing process
Unit 1- Performance evaluation to be done by reducing excess air to boiler
Mill ball feeding based on requirement
Boiler Flue gas duct & APH duct leakage to be reduced.
Heater Performance enhancement
But these efficiency improvement measures superseded all other possible measures in terms of
Financial returns and appreciable impact on KPIs
Increasing the steam turbine output.- Steam required for one Main Ejectors is 1TPH. If we can take
out one ejector then we would be able to utilize 1TPH steam for increasing the steam turbine output.
Maximum utilization of heat- Defective stream traps have been identified by taking temperature
measurement across each trap. It is observed that 60% of steam traps are passing causing steam
loss.
Reduce Oil Consumption - In present practice, we are maintaining 6.5ksc of oil pressure while taking
Oil Guns. This caters to oil flow of 1.4KL per gun. We are planning to maintain the Oil Pressure at 6
ksc while taking Oil Guns. This will reduces the oil flow by 0.1 KL per gun.
Auxiliary power consumption - It has been seen that there is nearly 30T of passing through
recirculation valve of BFP-2B. As a result BFP 2B (Unit 2 boiler feed pump) is drawing extra current of
10Amp. If passing is prevented, then there is a saving potential.
Lesser Power Consumption - Modification of process/ control Circuit to run One HFO Pump

AES Corporation 20/
Solution Implementation (Implementation plan)Activity/Milestone Start Date End Date
Collect information of the feasibility of the project. 25/06/2010 30/06/2010
Finalization of the project plan and submission for approval 02/07/2010 15/07/2010
Discussion strategy for carrying out all the jobs simultaneously 20/07/2010 25/07/2010
Necessary Modifications 27/07/2010 30/12/2010
Offer to be asked from different parties for the required spares.
( Procurement of steam traps, Recirculation valve spare )
02/10/2010 24/11/2010
Completion of the project & report finalization after 15 days trial 05/12/2010 20/12/2010
Necessary Modifications Start Date End Date
Take out one service Air Ejector from Unit-1 25/09/2010 30/12/2010
Check & Rectify Steam Traps in :
Boiler Area.
Turbine Area.
02/11/2010 30/12/2010
Maintain less Oil Pressure while taking Oil Guns 01/09/2010 30/12/2010
BFP recirculation valve passing 02/11/2010 30/12/2010
Modification of Circuit to run One HFO Pump Completed ( 30/07/2010)
( Under Trial Observation)

AES Corporation 21/
Results: Business impact in Performance
The Following Issues were addressed -
Steam Loss of 18142 T /Y
Bloated Budgeted Station oil consumption by 88 KL per year.
Increased Auxiliary power consumption 148982 kWhr
Forced outages ( Trips )
Deteriorating Station performance
Higher Maintenance Cost
Underutilized Resources
Unscrupulous expenditure
Maintenance effectiveness ratio
Availability ,Reliability of equipments
AES Corporation 22/
Results: Business financial benefitsAir Ejector
Cost savings:
For 210 MW Generation steam flow requirement is 680T
So, 1 T of steam flow will generate 0.3MW.
So, Generation improvement per year by running 1 ejector = (210/680*365*24*0.85) =
2299.5MW=2299500 KWhr
Revenue from extra generation = 2299500*0.41= 9,42,795 INR = $ 20951.
Investment:
No significant investment as the job would be performed by in-house expertise and material
requirement is also not significant.
Steam Traps
Cost savings:
Steam loss due to defective traps = 0.1*21*365*24*0.85*0.6 = 9381.96 T/ Yr
For 210 MW Generation steam flow requirement is 680T
So, 1 T of steam flow will generate 0.3MW.
So, Generation improvement per year by replacing defective traps =
(210/680*9382) = 2814.6MW=2814600KWhr.
Revenue from extra generation = 2814600*0.41=11,53,986 INR = $ 25644
Investment:
No significant investment as the job would be performed by in-house expertise
Material replacement
12 number of traps to be replaced
Cost of 12 traps = 12X5000 = 60,000INR = ($1333 )
AES Corporation 23/
Results: Business financial benefits
Oil Gun flow optimisation :
Cost Benefit
Budgeted Station oil consumption is 1230KL per year.
If we reduced the flow from 1.4KL per gun to 1.3 KL per gun, then the consumption would be reduced
to 1142 KL per year.
Thus a benefit of Rs 37,00,000 ($ 82222 ) is expected.
Investment:
No significant investment as the job would be performed by in-house expertise
Material cost: Nil
BFP Recirculation:
Cost Benefit:
If passing is prevented, then there is a saving potential of
Auxiliary power consumption = 1.732 x 6.6 x 10 x 0.89 = 101.737KWH
Savings per year = 101.73X24X365X0.85X (2/3) X1.3 = 6, 56,484 INR ($ 14589 )
Note: BFP recirculation valve passing checks to be carried out for Unit-1
Investment:
Manpower cost: In-house manpower
Material cost: Recirculation valve spare 3,00,000INR ($6667)
AES Corporation 24/
Results: Business financial benefits
Using One HFO Pump
Cost Benefit:
Power of Drive Motor for HFO is 22KW (for calculation we will consider 20KW)
Total working hours = Total hours of Operation – Average hours when both the Pumps are needed
= (331 * 24) – (500)
= 7444 hrs
Annual Savings (in Rs) = (20 x 7444) x 1.31
= Rs 1, 95,033 ($ 4334 )
Investment:
Manpower cost: In-house manpower
Material cost: INR 10,000 ($ 222 )

AES Corporation 25/
Results: Business financial benefits
Investment
Cost of 12 traps $ 1333
Material cost: Recirculation valve spare $ 6667
Material cost for Modification in Circuit for running 1 HFO Pump $ 222
Total Cost:- $8222
Cost Savings
Air Ejector :- $ 20951
Steam Traps :- $ 25644
Oil Guns :- $ 82222
BFP Recirculation:- $ 14589
HFO Pump :- $ 4334
Total Annual Benefits:- $ 147740
Pay Back Period :- less than a 1 Month
NPV :- $ 20704209
AES Corporation 26/
Knowledge Learned as a team
OPGC team believed that If a team is to reach its potential, each player must be willing to
subordinate his personal goals to the good of the team.
Responsibility Sharing for Timely Execution
It was decided to distribute responsibilities among the team members for early completion of project.
Clear Communication & Proper Record Keeping
Communication guidelines were formulated and it was decided to keep all the finding of jobs carried
out in the APEX folder kept inside common OPERATION folder. Minutes or notes were posted from
team meetings or projects.
Safety our way of Life
The team ensured the safety of employees in the work place during the project implentation.Safety
talks, auditing ,supervision were effective.

AES Corporation 27/
Conclusion
Coming together is a beginning.
Keeping together is progress.
Working together is success.