
Effects of Processing on Mechanical Properties of Polypropylene Composites
5
Effects of Processing on Mechanical Properties of Polypropylene Composites Xin Sui 1, 2, a , Baohui Wang 1, 2, b , Haiming Wu 1 , Li Wang 1, 3 , Wei Zhao 3 , Li Li 1, 2 , Hongjun Wu 1, 2 and Dandan Yuan 1, 2 1 College of Chemistry and Chemical Engineering, Northeast Petroleum University, Daqing 163318, China 2 Provincial Key Laboratory of Oil & Gas Chemical Technology, Northeast Petroleum University, Daqing 163318,China 3 Daqing Huake Co. Ltd., Daqing 163316, China a [email protected], b [email protected] Keywords: Polypropylene; Twin-screw extruder; Injection molding machine; Elongation at break Abstract. Based on the mechanism of processing and molding of multivariate polypropylene composite system, this paper studies the effect of the screw length-to-diameter ratio and the wedge angle of the helix angle of the twin-screw extruder on the properties of elongation at break of polypropylene composite. The relationship between injection temperature and injection pressure of injection molding machine is also analyzed. Experiments show that when length-to-diameter ratio is 30, and wedge angle is 16±5 o , the elongation at break of test sample reaches its maximum value and tends to be stable. When melting pressure is 40 MPa and the injection temperature at 190 °C- 220 °C, injection molding machine can improve the process flowing property of composite materials. Introduction Polypropylene composites belong to blend-type composite system, the content and distribution of the dispersed phase and the interfacial interaction between the dispersed and matrix have different degree of affects on the mechanical and fracture properties of the composites [1, 2]. Darnell and Mol [3] put forward a solid conveying theory that is based on solid friction mechanism in 1952. Chung put forward a solid conveying theory that is based on viscosity attached in 1970. This experimental research was based on the published theoretical results. The extruding process of twin-screw extruder, which was used to make polypropylene composites, consists of solid conveying, melting, and fused mass conveying [4-5]. The molding mechanism of multivariate polypropylene composite system has been investigated. The effect of the screw length-to-diameter ratio and the wedge angle of the helix angle of the twin-screw extruder on the composite properties have been studied. Also the injection molding process conditions of the injection molding machine have been researched. Experimentals Material. Polypropylene powder was self-produced. Polyolefin Elastomer (POE) was produced by Beijing Pulihongbin Chemical Materials Co, Beijing, China. Linear Low-Density Polyethylene (LDPE) was obtained from Daqing petrochemical Co, Daqing, China. Accessory ingredient was a commercial product of Nanjing Milan Chemical Co. Ltd., Najing, China. Experimental apparatus. Twin-screw extruder was purchased from Nanjing Keya Co. Ltd, Najing, China. Injection moulding machine was a commercial product of Dalian Huada mechanical Co. Ltd., Dalian, China. Impact tester was purchased from CEAST Co., Italy. Universal material machine was purchased from INSTRON Co., USA. Specimen preparation. Polypropylene powder and other additives were added into a high speed mixer to mix uniformity with preset ratio. The obtained powder was extruded into granulation by the twin-screw extruder. Then the resulted particles were dried and injected into a spline using the injection molding machine. Advanced Materials Research Vols. 750-752 (2013) pp 156-159 Online available since 2013/Aug/30 at www.scientific.net © (2013) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/AMR.750-752.156 All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP, www.ttp.net. (ID: 136.186.1.81, Swinburne University, Hawthorn, Australia-23/08/14,07:40:02)
Transcript of Effects of Processing on Mechanical Properties of Polypropylene Composites

Effects of Processing on Mechanical Properties of Polypropylene
Composites
Xin Sui1 2 a Baohui Wang1 2 b Haiming Wu1 Li Wang1 3 Wei Zhao3 Li Li1 2 Hongjun Wu1 2 and Dandan Yuan1 2
1 College of Chemistry and Chemical Engineering Northeast Petroleum University Daqing 163318
China
2 Provincial Key Laboratory of Oil amp Gas Chemical Technology Northeast Petroleum University
Daqing 163318China
3 Daqing Huake Co Ltd Daqing 163316 China
azhisx_81163com
bwangbhnepueducn
Keywords Polypropylene Twin-screw extruder Injection molding machine Elongation at break
Abstract Based on the mechanism of processing and molding of multivariate polypropylene
composite system this paper studies the effect of the screw length-to-diameter ratio and the wedge
angle of the helix angle of the twin-screw extruder on the properties of elongation at break of
polypropylene composite The relationship between injection temperature and injection pressure of
injection molding machine is also analyzed Experiments show that when length-to-diameter ratio is
30 and wedge angle is 16plusmn5o the elongation at break of test sample reaches its maximum value and
tends to be stable When melting pressure is 40 MPa and the injection temperature at 190 degC- 220 degC
injection molding machine can improve the process flowing property of composite materials
Introduction
Polypropylene composites belong to blend-type composite system the content and distribution of the dispersed phase and the interfacial interaction between the dispersed and matrix have different degree of affects on the mechanical and fracture properties of the composites [1 2]
Darnell and Mol [3] put forward a solid conveying theory that is based on solid friction mechanism in 1952 Chung put forward a solid conveying theory that is based on viscosity attached in 1970 This experimental research was based on the published theoretical results The extruding process of twin-screw extruder which was used to make polypropylene composites consists of solid conveying melting and fused mass conveying [4-5] The molding mechanism of multivariate polypropylene composite system has been investigated The effect of the screw length-to-diameter ratio and the wedge angle of the helix angle of the twin-screw extruder on the composite properties have been studied Also the injection molding process conditions of the injection molding machine have been researched
Experimentals
Material Polypropylene powder was self-produced Polyolefin Elastomer (POE) was produced by Beijing Pulihongbin Chemical Materials Co Beijing China Linear Low-Density Polyethylene (LDPE) was obtained from Daqing petrochemical Co Daqing China Accessory ingredient was a commercial product of Nanjing Milan Chemical Co Ltd Najing China
Experimental apparatus Twin-screw extruder was purchased from Nanjing Keya Co Ltd Najing China Injection moulding machine was a commercial product of Dalian Huada mechanical Co Ltd Dalian China Impact tester was purchased from CEAST Co Italy Universal material machine was purchased from INSTRON Co USA
Specimen preparation Polypropylene powder and other additives were added into a high speed mixer to mix uniformity with preset ratio The obtained powder was extruded into granulation by the twin-screw extruder Then the resulted particles were dried and injected into a spline using the injection molding machine
Advanced Materials Research Vols 750-752 (2013) pp 156-159Online available since 2013Aug30 at wwwscientificnetcopy (2013) Trans Tech Publications Switzerlanddoi104028wwwscientificnetAMR750-752156
All rights reserved No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTPwwwttpnet (ID 136186181 Swinburne University Hawthorn Australia-230814074002)
Performance test Tensile strength and tensile elongation at break were tested according to the
GBT 1040 Cantilever beam impact was measured according to the GBT 1843 Bending strength
was determined according to the GBT 9341[6-8]
Results and discussion
Effects of screw length-to-diameter ratio on the properties of composites In the extruding
process of twin-screw extruder which was used to make polypropylene composites many screws
with different length-to-diameter ratio can be used This ratio affects the mechanical properties such
as the tensile elongation at break So it is useful to find the optimum ratio to get the high-quantity
composite
Figure 1 is the effect of length-to-diameter ratio of the screw on the properties of composites ie
the tensile elongation at break of the specimen The ratio varies from 10 to 34 It shows that the tensile
elongation at break of specimen is too low when the screw length-to-diameter ratio is very low With
increasing the ratio the tensile elongation at break increases and the growing gradient decreases
With the further increasing of the ratio the tensile elongation at break decreases The tensile
elongation at break of specimen reached maximum and leveled off at the ratio of about 30 The reason
is that the plasticizing ability and mixing properties of specimen have been improved The
experimental materials were in the mixing section of the twin-screw continuous extruder The
extruder would give the resin a strong shear stress in the very short term because the screw
length-to-diameter ratio increased And then the materials were mixed more evenly and gradually
plasticized in the mixing process However the material would cross bonding in extruder if the
length-to-diameter ratio was too high It is difficult for material to extrude and the extruding ability
would be low Therefore it is very important to select an optimum screw length-to-diameter ratio ie
the screw assembly in experiments [9] The vacuum pumping section of the twin-screw extruder
should also be used to remove the volatile components (such as water vapor) and to adjust the resin
pressure So a higher-quantity controlling of mixing properties of the materials can be obtained The
extrusion quality of extruded materials and the properties of the composites can be improved
5 10 15 20 25 30 35
600
700
800
900
1000
tensi
le e
lon
gat
ion a
t b
reak
()
length-to-diameter ratio 5 10 15 20 25 30
600
700
800
900
1000
ten
sile
elo
ngat
ion a
t b
reak
wedging angle
Effects of wedge angle of the helix angle on the properties of composites Figure 2 indicates the
effects of wedge angle of the helix angle on the tensile elongation at break of polypropylene
composites when the degree was in the case of a certain helix angle of the twin screw extruder As
shown in this figure the tensile elongation at break increases with the wedge angle When it ranges
from 16deg to 26deg the tensile elongation at break reaches a high and stable value However with the
further increases of wedge angle the tensile elongation at break decreases The reason may be that
when the wedge angle was between 16deg and 26deg the radial force and lateral force of the extruder were
in the appropriate range At this point the acting forces in material such as shear stress compressive
stress tensile stress and so on would make filler system dispersed optimally in polymer When
Fig2 Effect of the wedging angle on the
tensile elongation at break of composites
Fig1 Effect of the screw length-to-diameter ratio
on the tensile elongation at break of composites
Advanced Materials Research Vols 750-752 157
wedge angle was too high the radial force decreased with increasing the wedge angle The amount of
the material that flows through shear zone reduced and stagnated in the flow path The flowing state
was single and the effect of melting mixing of polymer decreased However if wedge angle was too
low the radial force would increase and the circumferential force decreased relatively As a result the
amount of material that flowed through the shear zone would increase and the material flowed almost
without changing the direction[10] At the same time the shear stress and shearing action of mixture
decreased and the effect of mixing was low Therefore in the case of a certain helix angle it is very
important to select an appropriate wedge angle to enhance the mechanical properties of products
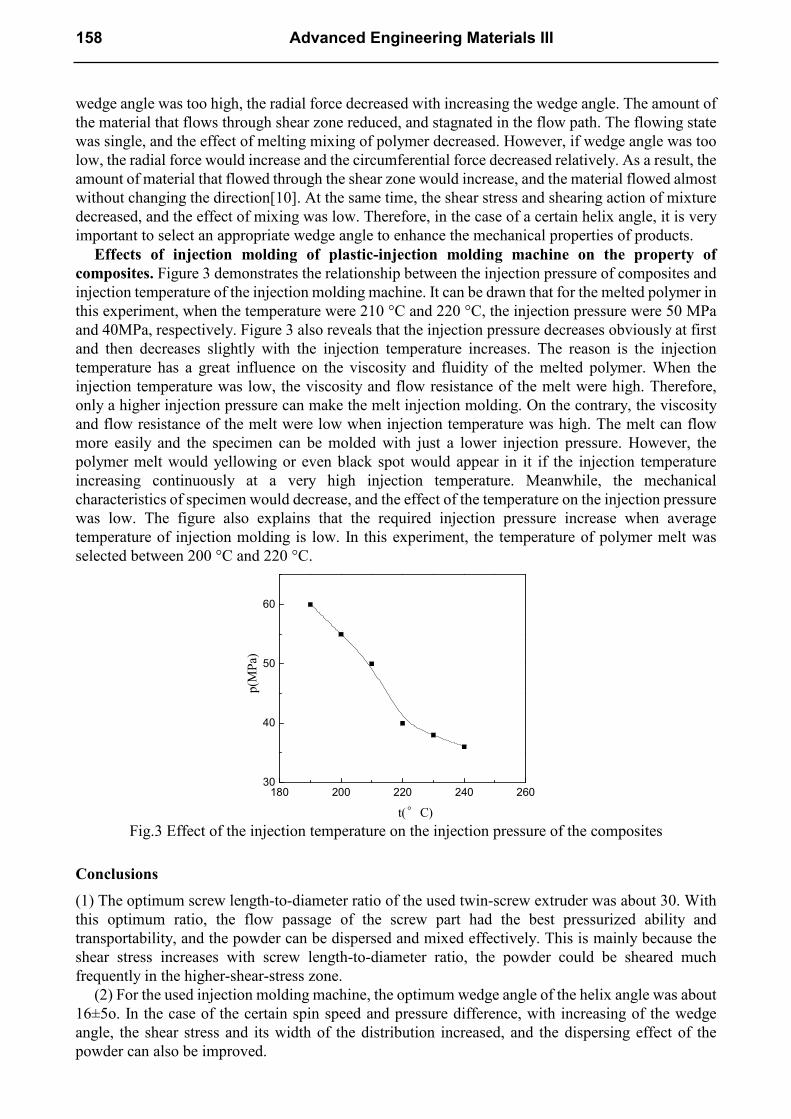
Effects of injection molding of plastic-injection molding machine on the property of
composites Figure 3 demonstrates the relationship between the injection pressure of composites and
injection temperature of the injection molding machine It can be drawn that for the melted polymer in
this experiment when the temperature were 210 degC and 220 degC the injection pressure were 50 MPa
and 40MPa respectively Figure 3 also reveals that the injection pressure decreases obviously at first
and then decreases slightly with the injection temperature increases The reason is the injection
temperature has a great influence on the viscosity and fluidity of the melted polymer When the
injection temperature was low the viscosity and flow resistance of the melt were high Therefore
only a higher injection pressure can make the melt injection molding On the contrary the viscosity
and flow resistance of the melt were low when injection temperature was high The melt can flow
more easily and the specimen can be molded with just a lower injection pressure However the
polymer melt would yellowing or even black spot would appear in it if the injection temperature
increasing continuously at a very high injection temperature Meanwhile the mechanical
characteristics of specimen would decrease and the effect of the temperature on the injection pressure
was low The figure also explains that the required injection pressure increase when average
temperature of injection molding is low In this experiment the temperature of polymer melt was
selected between 200 degC and 220 degC
180 200 220 240 26030
40
50
60
p(M
Pa)
t(
C) Fig3 Effect of the injection temperature on the injection pressure of the composites
Conclusions
(1) The optimum screw length-to-diameter ratio of the used twin-screw extruder was about 30 With
this optimum ratio the flow passage of the screw part had the best pressurized ability and
transportability and the powder can be dispersed and mixed effectively This is mainly because the
shear stress increases with screw length-to-diameter ratio the powder could be sheared much
frequently in the higher-shear-stress zone
(2) For the used injection molding machine the optimum wedge angle of the helix angle was about
16plusmn5o In the case of the certain spin speed and pressure difference with increasing of the wedge
angle the shear stress and its width of the distribution increased and the dispersing effect of the
powder can also be improved
158 Advanced Engineering Materials III
(3) For the used injection molding machine the optimum injection pressures was 40 Mpa and
appreciate injection temperature ranged from 190degC to 220degC If the injection pressure and
temperature range were adjusted effectively the viscosity and fluidity of the plastic melt would be
improved obviously This is very useful for the plasticizing and injection of the melt and then the
processing fluidity of material would be improved effectively
Acknowledgements
For the financial support we are grateful to Daqing Huake Co Ltd China
References
[1] MOWRICHARDSON Polymer Engineering Composites[M] 1977
[2] Zhimin Zhang Kaida Zhang Naibin Yang Composite structural mechanics [M] BEIJING
Beihang University Press 1993 7-8In Chinese
[3] H R A J W Extrusion of Plastic Rubber and Metal [M] NEW YORK Reinhold Publishing
Corp 1952
[4] ZTamo Er IKlein Plastics Extrusion Engineering Principle [M] BEIJING Chemical Industry
Press 1984 In Chinese
[5] Li Li The Study of the formation mechanism of polymer blends [D] Beijing University of
Chemical Technology 2007 In Chinese
[6] GBT 1040- 2006 Plastics- Determination of tensile properties [S] In Chinese
[7] GBT 1843- 2008 Plastics- Determination of Izod Impact Strength [S] In Chinese
[8] GBT 9341- 2008 Plastics- Determination of Flexural Properties [S] In Chinese
[9] Riguang Jin Youqing Hua Polymer Physics [M] BEIJIN G Chemical Industry Press 1991 In
Chinese
[10] Jingwu Wang Plastic Modification Technology [M] BEIJING Chemical Industry Press 2004
801-803 In Chinese
Advanced Materials Research Vols 750-752 159
Advanced Engineering Materials III 104028wwwscientificnetAMR750-752 Effects of Processing on Mechanical Properties of Polypropylene Composites 104028wwwscientificnetAMR750-752156

Performance test Tensile strength and tensile elongation at break were tested according to the
GBT 1040 Cantilever beam impact was measured according to the GBT 1843 Bending strength
was determined according to the GBT 9341[6-8]
Results and discussion
Effects of screw length-to-diameter ratio on the properties of composites In the extruding
process of twin-screw extruder which was used to make polypropylene composites many screws
with different length-to-diameter ratio can be used This ratio affects the mechanical properties such
as the tensile elongation at break So it is useful to find the optimum ratio to get the high-quantity
composite
Figure 1 is the effect of length-to-diameter ratio of the screw on the properties of composites ie
the tensile elongation at break of the specimen The ratio varies from 10 to 34 It shows that the tensile
elongation at break of specimen is too low when the screw length-to-diameter ratio is very low With
increasing the ratio the tensile elongation at break increases and the growing gradient decreases
With the further increasing of the ratio the tensile elongation at break decreases The tensile
elongation at break of specimen reached maximum and leveled off at the ratio of about 30 The reason
is that the plasticizing ability and mixing properties of specimen have been improved The
experimental materials were in the mixing section of the twin-screw continuous extruder The
extruder would give the resin a strong shear stress in the very short term because the screw
length-to-diameter ratio increased And then the materials were mixed more evenly and gradually
plasticized in the mixing process However the material would cross bonding in extruder if the
length-to-diameter ratio was too high It is difficult for material to extrude and the extruding ability
would be low Therefore it is very important to select an optimum screw length-to-diameter ratio ie
the screw assembly in experiments [9] The vacuum pumping section of the twin-screw extruder
should also be used to remove the volatile components (such as water vapor) and to adjust the resin
pressure So a higher-quantity controlling of mixing properties of the materials can be obtained The
extrusion quality of extruded materials and the properties of the composites can be improved
5 10 15 20 25 30 35
600
700
800
900
1000
tensi
le e
lon
gat
ion a
t b
reak
()
length-to-diameter ratio 5 10 15 20 25 30
600
700
800
900
1000
ten
sile
elo
ngat
ion a
t b
reak
wedging angle
Effects of wedge angle of the helix angle on the properties of composites Figure 2 indicates the
effects of wedge angle of the helix angle on the tensile elongation at break of polypropylene
composites when the degree was in the case of a certain helix angle of the twin screw extruder As
shown in this figure the tensile elongation at break increases with the wedge angle When it ranges
from 16deg to 26deg the tensile elongation at break reaches a high and stable value However with the
further increases of wedge angle the tensile elongation at break decreases The reason may be that
when the wedge angle was between 16deg and 26deg the radial force and lateral force of the extruder were
in the appropriate range At this point the acting forces in material such as shear stress compressive
stress tensile stress and so on would make filler system dispersed optimally in polymer When
Fig2 Effect of the wedging angle on the
tensile elongation at break of composites
Fig1 Effect of the screw length-to-diameter ratio
on the tensile elongation at break of composites
Advanced Materials Research Vols 750-752 157
wedge angle was too high the radial force decreased with increasing the wedge angle The amount of
the material that flows through shear zone reduced and stagnated in the flow path The flowing state
was single and the effect of melting mixing of polymer decreased However if wedge angle was too
low the radial force would increase and the circumferential force decreased relatively As a result the
amount of material that flowed through the shear zone would increase and the material flowed almost
without changing the direction[10] At the same time the shear stress and shearing action of mixture
decreased and the effect of mixing was low Therefore in the case of a certain helix angle it is very
important to select an appropriate wedge angle to enhance the mechanical properties of products
Effects of injection molding of plastic-injection molding machine on the property of
composites Figure 3 demonstrates the relationship between the injection pressure of composites and
injection temperature of the injection molding machine It can be drawn that for the melted polymer in
this experiment when the temperature were 210 degC and 220 degC the injection pressure were 50 MPa
and 40MPa respectively Figure 3 also reveals that the injection pressure decreases obviously at first
and then decreases slightly with the injection temperature increases The reason is the injection
temperature has a great influence on the viscosity and fluidity of the melted polymer When the
injection temperature was low the viscosity and flow resistance of the melt were high Therefore
only a higher injection pressure can make the melt injection molding On the contrary the viscosity
and flow resistance of the melt were low when injection temperature was high The melt can flow
more easily and the specimen can be molded with just a lower injection pressure However the
polymer melt would yellowing or even black spot would appear in it if the injection temperature
increasing continuously at a very high injection temperature Meanwhile the mechanical
characteristics of specimen would decrease and the effect of the temperature on the injection pressure
was low The figure also explains that the required injection pressure increase when average
temperature of injection molding is low In this experiment the temperature of polymer melt was
selected between 200 degC and 220 degC
180 200 220 240 26030
40
50
60
p(M
Pa)
t(
C) Fig3 Effect of the injection temperature on the injection pressure of the composites
Conclusions
(1) The optimum screw length-to-diameter ratio of the used twin-screw extruder was about 30 With
this optimum ratio the flow passage of the screw part had the best pressurized ability and
transportability and the powder can be dispersed and mixed effectively This is mainly because the
shear stress increases with screw length-to-diameter ratio the powder could be sheared much
frequently in the higher-shear-stress zone
(2) For the used injection molding machine the optimum wedge angle of the helix angle was about
16plusmn5o In the case of the certain spin speed and pressure difference with increasing of the wedge
angle the shear stress and its width of the distribution increased and the dispersing effect of the
powder can also be improved
158 Advanced Engineering Materials III
(3) For the used injection molding machine the optimum injection pressures was 40 Mpa and
appreciate injection temperature ranged from 190degC to 220degC If the injection pressure and
temperature range were adjusted effectively the viscosity and fluidity of the plastic melt would be
improved obviously This is very useful for the plasticizing and injection of the melt and then the
processing fluidity of material would be improved effectively
Acknowledgements
For the financial support we are grateful to Daqing Huake Co Ltd China
References
[1] MOWRICHARDSON Polymer Engineering Composites[M] 1977
[2] Zhimin Zhang Kaida Zhang Naibin Yang Composite structural mechanics [M] BEIJING
Beihang University Press 1993 7-8In Chinese
[3] H R A J W Extrusion of Plastic Rubber and Metal [M] NEW YORK Reinhold Publishing
Corp 1952
[4] ZTamo Er IKlein Plastics Extrusion Engineering Principle [M] BEIJING Chemical Industry
Press 1984 In Chinese
[5] Li Li The Study of the formation mechanism of polymer blends [D] Beijing University of
Chemical Technology 2007 In Chinese
[6] GBT 1040- 2006 Plastics- Determination of tensile properties [S] In Chinese
[7] GBT 1843- 2008 Plastics- Determination of Izod Impact Strength [S] In Chinese
[8] GBT 9341- 2008 Plastics- Determination of Flexural Properties [S] In Chinese
[9] Riguang Jin Youqing Hua Polymer Physics [M] BEIJIN G Chemical Industry Press 1991 In
Chinese
[10] Jingwu Wang Plastic Modification Technology [M] BEIJING Chemical Industry Press 2004
801-803 In Chinese
Advanced Materials Research Vols 750-752 159
Advanced Engineering Materials III 104028wwwscientificnetAMR750-752 Effects of Processing on Mechanical Properties of Polypropylene Composites 104028wwwscientificnetAMR750-752156
wedge angle was too high the radial force decreased with increasing the wedge angle The amount of
the material that flows through shear zone reduced and stagnated in the flow path The flowing state
was single and the effect of melting mixing of polymer decreased However if wedge angle was too
low the radial force would increase and the circumferential force decreased relatively As a result the
amount of material that flowed through the shear zone would increase and the material flowed almost
without changing the direction[10] At the same time the shear stress and shearing action of mixture
decreased and the effect of mixing was low Therefore in the case of a certain helix angle it is very
important to select an appropriate wedge angle to enhance the mechanical properties of products
Effects of injection molding of plastic-injection molding machine on the property of
composites Figure 3 demonstrates the relationship between the injection pressure of composites and
injection temperature of the injection molding machine It can be drawn that for the melted polymer in
this experiment when the temperature were 210 degC and 220 degC the injection pressure were 50 MPa
and 40MPa respectively Figure 3 also reveals that the injection pressure decreases obviously at first
and then decreases slightly with the injection temperature increases The reason is the injection
temperature has a great influence on the viscosity and fluidity of the melted polymer When the
injection temperature was low the viscosity and flow resistance of the melt were high Therefore
only a higher injection pressure can make the melt injection molding On the contrary the viscosity
and flow resistance of the melt were low when injection temperature was high The melt can flow
more easily and the specimen can be molded with just a lower injection pressure However the
polymer melt would yellowing or even black spot would appear in it if the injection temperature
increasing continuously at a very high injection temperature Meanwhile the mechanical
characteristics of specimen would decrease and the effect of the temperature on the injection pressure
was low The figure also explains that the required injection pressure increase when average
temperature of injection molding is low In this experiment the temperature of polymer melt was
selected between 200 degC and 220 degC
180 200 220 240 26030
40
50
60
p(M
Pa)
t(
C) Fig3 Effect of the injection temperature on the injection pressure of the composites
Conclusions
(1) The optimum screw length-to-diameter ratio of the used twin-screw extruder was about 30 With
this optimum ratio the flow passage of the screw part had the best pressurized ability and
transportability and the powder can be dispersed and mixed effectively This is mainly because the
shear stress increases with screw length-to-diameter ratio the powder could be sheared much
frequently in the higher-shear-stress zone
(2) For the used injection molding machine the optimum wedge angle of the helix angle was about
16plusmn5o In the case of the certain spin speed and pressure difference with increasing of the wedge
angle the shear stress and its width of the distribution increased and the dispersing effect of the
powder can also be improved
158 Advanced Engineering Materials III
(3) For the used injection molding machine the optimum injection pressures was 40 Mpa and
appreciate injection temperature ranged from 190degC to 220degC If the injection pressure and
temperature range were adjusted effectively the viscosity and fluidity of the plastic melt would be
improved obviously This is very useful for the plasticizing and injection of the melt and then the
processing fluidity of material would be improved effectively
Acknowledgements
For the financial support we are grateful to Daqing Huake Co Ltd China
References
[1] MOWRICHARDSON Polymer Engineering Composites[M] 1977
[2] Zhimin Zhang Kaida Zhang Naibin Yang Composite structural mechanics [M] BEIJING
Beihang University Press 1993 7-8In Chinese
[3] H R A J W Extrusion of Plastic Rubber and Metal [M] NEW YORK Reinhold Publishing
Corp 1952
[4] ZTamo Er IKlein Plastics Extrusion Engineering Principle [M] BEIJING Chemical Industry
Press 1984 In Chinese
[5] Li Li The Study of the formation mechanism of polymer blends [D] Beijing University of
Chemical Technology 2007 In Chinese
[6] GBT 1040- 2006 Plastics- Determination of tensile properties [S] In Chinese
[7] GBT 1843- 2008 Plastics- Determination of Izod Impact Strength [S] In Chinese
[8] GBT 9341- 2008 Plastics- Determination of Flexural Properties [S] In Chinese
[9] Riguang Jin Youqing Hua Polymer Physics [M] BEIJIN G Chemical Industry Press 1991 In
Chinese
[10] Jingwu Wang Plastic Modification Technology [M] BEIJING Chemical Industry Press 2004
801-803 In Chinese
Advanced Materials Research Vols 750-752 159
Advanced Engineering Materials III 104028wwwscientificnetAMR750-752 Effects of Processing on Mechanical Properties of Polypropylene Composites 104028wwwscientificnetAMR750-752156
(3) For the used injection molding machine the optimum injection pressures was 40 Mpa and
appreciate injection temperature ranged from 190degC to 220degC If the injection pressure and
temperature range were adjusted effectively the viscosity and fluidity of the plastic melt would be
improved obviously This is very useful for the plasticizing and injection of the melt and then the
processing fluidity of material would be improved effectively
Acknowledgements
For the financial support we are grateful to Daqing Huake Co Ltd China
References
[1] MOWRICHARDSON Polymer Engineering Composites[M] 1977
[2] Zhimin Zhang Kaida Zhang Naibin Yang Composite structural mechanics [M] BEIJING
Beihang University Press 1993 7-8In Chinese
[3] H R A J W Extrusion of Plastic Rubber and Metal [M] NEW YORK Reinhold Publishing
Corp 1952
[4] ZTamo Er IKlein Plastics Extrusion Engineering Principle [M] BEIJING Chemical Industry
Press 1984 In Chinese
[5] Li Li The Study of the formation mechanism of polymer blends [D] Beijing University of
Chemical Technology 2007 In Chinese
[6] GBT 1040- 2006 Plastics- Determination of tensile properties [S] In Chinese
[7] GBT 1843- 2008 Plastics- Determination of Izod Impact Strength [S] In Chinese
[8] GBT 9341- 2008 Plastics- Determination of Flexural Properties [S] In Chinese
[9] Riguang Jin Youqing Hua Polymer Physics [M] BEIJIN G Chemical Industry Press 1991 In
Chinese
[10] Jingwu Wang Plastic Modification Technology [M] BEIJING Chemical Industry Press 2004
801-803 In Chinese
Advanced Materials Research Vols 750-752 159
Advanced Engineering Materials III 104028wwwscientificnetAMR750-752 Effects of Processing on Mechanical Properties of Polypropylene Composites 104028wwwscientificnetAMR750-752156

Advanced Engineering Materials III 104028wwwscientificnetAMR750-752 Effects of Processing on Mechanical Properties of Polypropylene Composites 104028wwwscientificnetAMR750-752156


















