DUST EXPLOSIONS HAPPEN BECAUSE WE BELIEVE...
56
Mary Kay O'Connor Process Safety Center 2010 International Symposium DUST EXPLOSIONS HAPPEN BECAUSE WE BELIEVE IN UNICORNS Paul R. Amyotte Department of Process Engineering and Applied Science Dalhousie University, Halifax, Nova Scotia, Canada [email protected]
-
Upload
nguyenkien -
Category
Documents
-
view
219 -
download
5
Transcript of DUST EXPLOSIONS HAPPEN BECAUSE WE BELIEVE...

Mary Kay O'Connor Process Safety Center
2010 International Symposium
DUST EXPLOSIONS
HAPPEN BECAUSE WE
BELIEVE IN UNICORNS
Paul R. AmyotteDepartment of Process Engineering and Applied Science
Dalhousie University, Halifax, Nova Scotia, Canada

OUTLINE
Introduction
Dust explosions – the problem
Unicorn or oryx?
A collection of myths
A set of realities
Some concluding thoughts
Acknowledgements

INTRODUCTION
Scope Prevention and mitigation of dust explosions
Motivation Protection of people, assets, production and
environment
Communication issues with respect to dust
explosions
Objective Explore the myths and realities associated with dust
explosion risk reduction

EXPLOSION PENTAGON
Confinement
Ignition Source
Fuel Oxidant
Mixing

UNICORN OR ORYX?

MYTH # 1 – FUEL
Dust does not explode

NFPA 68 (2007 Edition)
Dust
Any finely divided solid
< 420 μm in diameter
–40 mesh
Combustible Dust
Combustible particulate solid
Presents a fire/deflagration hazard in air
Regardless of particle size or shape

Will This Dust Explode?

Will This Dust Explode?

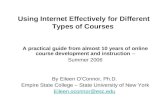
Does Fly Ash Explode?
0
2
4
6
8
10
12
14
16
0 500 1000 1500 2000 2500
Fly Ash Concentration [g/m³]
Vo
lati
le M
att
er
in M
ixtu
re R
eq
uir
ed
fo
r
Co
mb
us
tio
n [
%]
OPG Fly Ash
OPG Fine Fly Ash
OPG Coarse Fly Ash

Yes – Fly Ash Can Explode

REALITY # 1
Many industrial dusts are combustible and
present an explosion hazard
To conclude otherwise requires incontrovertible
evidence
Evidence from testing using standardized
equipment and following standardized
procedures is incontrovertible
Recall the Buncefield myth
Cold petrol (gasoline) does not explode

MYTH # 2 – FUEL
Dust explosions only happen in
coal mines and grain elevators

Polyethylene, Phenolic Resin,
Aluminum, Sugar,…

Frank (2004): Process Safety
Progress, 23, 175-184
Incident data from US CSB and FM Global
Wood, paper
Grain, foodstuffs
Metal, metal products
Coal, peat
Rubber
Pharmaceuticals
Dyes
Pesticides
Plastics, polymers
Sulphur
Linen, flax, wool
Plus…

REALITY # 2
Dust explosions occur in a wide range of
industries and industrial applications
Dust explosions involve numerous and
varied products

MYTH # 3 – FUEL
A lot of dust is needed to have an
explosion

C = (ρbulk) (h/H) Eckhoff (2003)

REALITY # 3
Millimeter thick (or thin) layers can lead to
combustible dust clouds
Head for the exit if you can see your footprints
in the dust on the floor
There’s too much layered dust if you can write
your initials in it

MYTH # 4 – FUEL
Gas explosions are much worse
than dust explosions
KL Cashdollar

Likelihood of Occurrence

Severity of Consequences
4
5
6
7
8
9
20 40 60 80 100
Volume Median Diameter [µm]
Pm
ax [
bar
(g)]
Air
2% C2H4
1% C6H14
2% C3H8
5% C2H4

REALITY # 4
Explosions of flammable gases and
combustible dusts are both hazardous
occurrences
A moot point as to whether one fuel type is
worse than the other
Need to consider the risk arising from the
hazard
Explosion likelihood → Prevention
Consequence severity → Mitigation

MYTH # 5 – FUEL
It’s up to the explosibility testing
lab to specify which particle size
to test

KSt = (dP/dt)max · V1/3
50
75
100
125
150
175
200
225
20 40 60 80 100
Volume Median Diameter [µm]
KSt
[b
ar(m
)/s)
]
Air2% C2H41% C6H142% C3H8Linear (Air)Linear (2% C2H4)Linear (1% C6H14)Linear (2% C3H8)

Wood Samples
Dust Particle Size Distribution KSt [bar·m/s]
Coarse 50 weight % < 1 mm
0.3 weight % < 75 μm9
Fine 93 weight % < 1 mm
35 weight % < 125 μm
16 weight % < 75 μm
130

REALITY # 5
Sample selection requires collaboration
between test facility and plant personnel
Key consideration is particle size distribution
Test facility alone cannot specify this
parameter
Need understanding of process conditions
during normal and upset conditions

MYTH # 6 – FUEL/
IGNITION SOURCE
Any amount of suppressant is better
than none
Inerting → Prevention
Suppression → Mitigation
Monoammonium
phosphate (MAPP)
Sodium Bicarbonate (SBC)
Rock dust or stone dust
Limestone
Dolomite
Time
Quan
tity
of S
upp
ressa
nt
Quantity of suppressant requiredto mitigate an explosion
Quantity of suppressant deliveredby high-rate discharge canisters

SEEP with Al and SBC (Inerting)
CCCCCC BBBB
B
B
B
B
E
E
EEE
E
E
J
J JJ
JJ
0
2
4
6
8
10
12
14
0 500 1000 1500 2000 2500
Concentration of Aluminum [g/m³]
C 60%
B 55%
E 50%
J 0%
Explosion Criterion

Coal Dust Inerting with Dolomite
0
1
2
3
4
5
6
7
0 20 40 60 80 100
Dolomite Concentration [%]
Pm
[b
ar(
g)]

REALITY # 6
A little is not good enough
Insufficient deployment of suppressant =
failed suppression in which resulting
overpressure can be greater than for
unsuppressed explosion

MYTH # 7 – MIXING
There’s no problem if dust is not
visible in the air Glowing 25-W light bulb cannot be seen
through 2 m of dust cloud at concentrations
> 40 g/m3

Primary vs Secondary Dust
Explosions (Eckhoff, 2003)

REALITY # 7
Relatively thin layers of dust deposited on surfaces can
easily provide fuel for secondary dust explosions even
if primary dust explosions inside processing units have
been effectively excluded
The accumulation of
combustible dust above
the suspended ceiling
is the most important
safety issue in the
West incident (CSB)

MYTH # 8 –
CONFINEMENT
Venting is the only/best solution
to the dust explosion problem

INHERENT SAFETY
PROCEDURAL (ADMINISTRATIVE) SAFETY
PASSIVE ENGINEERED (ADD-ON) SAFETY
ACTIVE ENGINEERED (ADD-ON) SAFETY
Hierarchical Approach

Inherent Safety
Moderation
Use hazardous materials in least
hazardous forms; run process equipment
with less severe operating conditions

REALITY # 8
Amyotte and Eckhoff (2010)
EXPLOSION PREVENTIONEXPLOSION MITIGATION
Preventing
Explosible Dust Clouds
Preventing
Ignition Sources
Process design to prevent undesired generation
of dust clouds and particle size reduction and
segregation
Inherent Safety – Minimization, Substitution,
Moderation, Simplification
Smouldering combustion in dust, dust
fires
Procedural Safety – may also involve
aspects of Inherent Safety or Engineered
Safety
Good housekeeping (dust removal/cleaning)
Mitigation with respect to secondary dust explosions; prevention with respect to primary
dust explosions
Inherent Safety – Minimization
Keeping dust concentration outside explosible
range
Inherent Safety – Minimization
Other types of open flames (e.g., hot
work)
Procedural Safety – may also involve
aspects of Inherent Safety or Engineered
Safety
Explosion-pressure resistant construction
Inherent Safety – Simplification
Inerting of dust cloud by adding inert dust
Inherent Safety – Moderation
Hot surfaces (electrically or
mechanically heated)
Procedural Safety – may also involve
aspects of Inherent Safety or Engineered
Safety
Explosion isolation (sectioning)
Inherent Safety – Moderation (e.g., unit segregation, product choke, etc.) if not using
mechanical devices. If mechanical devices are used to isolate plant sections,
classification would be Engineered Safety – Passive in the case of physical barriers, or
Engineered Safety – Active in the case of isolation valves.
Intrinsic inerting of dust cloud by combustion
gases
Engineered Safety – Active
Heat from mechanical impact (metal
sparks and hot-spots)
Procedural Safety – may also involve
aspects of Inherent Safety or Engineered
Safety
Explosion venting
Engineered Safety – Passive
VENTINGElectric sparks and arcs and electrostatic
discharges
Procedural Safety – may also involve
aspects of Inherent Safety or Engineered
Safety
Automatic explosion suppression
Engineered Safety – Active
Partial inerting of dust cloud by inert gas
Engineered Safety – Active

MYTH # 9 –
PENTAGON
The vocabulary of dust explosions is difficult to understand
It’s too technical for our people
Does one really need to be an ‘expert’ to understand the language of dust explosions?

Analogy with Gas Explosions
Pmax → bar(g)
(dP/dt)max → bar/s
KSt = (dP/dt)max · V1/3 → bar·m/s
MEC → g/m3
MIE → mJ
MIT → C
MOC (LOC) → volume %
LIT → C

REALITY # 9
Workers have a right to know about workplace
hazards
For some, it may be enough to simply know
that a non-zero KSt means there is a hazard
For others, possibly relate MIT to process hot-
surface temperatures and MIE to actual spark
energies

MYTH # 10 –
PENTAGON
Dust explosion parameters are
fundamental material properties
Explosion parameters are numbers
Numbers are data and it is tempting
to view these as constant physical
properties for a given material

But They Are Not!
Part of the problem is use of terms such as the cubic ‘law’ for KSt = (dP/dt)max · V1/3
…and the dust ‘constant’ for KSt
Explosion parameters such as KSt are strongly influenced by material characteristics (e.g., particle size) and test conditions (e.g., turbulence intensity)
Need to use standardized equipment and follow standardized procedures
ASTM, ISO, CEN

Is KSt a Constant?

REALITY # 10
Pmax and KSt (ASTM): The values obtained by this testing technique are specific to the sample tested and the method used and are not to be considered intrinsic material constants
Venting standards (e.g., NFPA 68) rely on data from such standardized tests
Also important to consider explosion parameters in a relative sense
Different MIE values for a material depending on moisture content
Different options for explosion prevention depending on value of MEC

MYTH # 11 –
PENTAGON
It makes sense to combine explosion parameters in a single index
Consequence Severity Pmax, (dP/dt)max
Likelihood of Occurrence MEC, MIE, MIT

USBM Indices (~50 Years Old)
Ignition Sensitivity = [MIT · MIE · MEC]Pittsburgh Coal
[MIT · MIE · MEC]Sample
Explosion Severity = [Pmax · (dP/dt)max]Sample
[Pmax · (dP/dt)max]Pittsburgh Coal
Explosibility Index = Ignition Sensitivity · Explosion Severity

Hertzberg (1987)
…the consensus is that the critical parameter
in obtaining a hazard evaluation is not the
explosivity properties of a dust relative to
some other dust (such as Pittsburgh seam
coal), but rather, their values relative to the
operating conditions within the industrial
system being evaluated

REALITY # 11
No single index for overall dust explosion risk
Data bases are available to ‘get a feel for the numbers’ in comparison to other materials
http://www.dguv.de/ifa/en/gestis/expl/index.jsp
Adopt risk-based approach to dust explosion prevention and mitigation
MIE → Electrostatic Ignition → Pmax/KSt → Venting
Need explosibility parameters for material in question
Material Safety Data Sheet (MSDS)
But there is a problem…

MSDS Analysis Using CSB Criteria
Hazard
Stated
Explicitly?
In Hazard
Information
Section?
Hazard
Warning
Repeated?
Dust
Explosibility
Data?
Reference to
NFPA
Standard?
Warning Against
Accumulation?
YES YES YES NO YES YES
NO NO NO NO NO NO
NO NO NO NO NO NO
YES YES YES NO NO YES
YES YES YES NO NO YES
YES YES YES NO YES YES
YES NO NO NO YES YES
YES YES YES NO NO YES
NO NO NO NO NO NO
YES YES YES NO YES NO
NO NO NO NO NO NO
NO NO NO NO NO NO

MYTH # 12 –
PENTAGON
It won’t happen to me

Sociologist Andrew Hopkins
Hopkins, A., Lessons from Longford. The Esso Gas Plant Explosion, CCH Australia Limited, Sydney, Australia (2000)
Hopkins, A., Safety, Culture and Risk. The Organisational Causes of Disasters, CCH Australia Limited, Sydney, Australia (2005)
Hopkins, A., Failure to Learn. The BP Texas City Refinery Disaster, CCH Australia Limited, Sydney, Australia (2009)

Safety Culture
Safety Culture
Reporting culture
Just culture
Learning culture
Flexible culture
Collective Mindfulness
High-reliability organizations (HROs)
Preoccupation with failure
Risk-Awareness

REALITY # 12
Are all accidents preventable? (OHS, 2000)
No…but we should proceed on the basis that they are
…Yes, you are required to plan and perform work as if all accidents were preventable
Different beliefs ↔ Same answer
Focus on organizational practices (Hopkins, 2009)
What can happen will happen if you believe it will not

CONCLUDING REMARKS
12 Myths ↔ 12 Realities
Other myths?
Many tools at our disposal
Experimentation
Phenomenological
modeling
Thermo-kinetic modeling
Computational fluid
dynamics modeling
Also need to focus on
communication

ACKNOWLEDGEMENTS
Various funding agencies and industrial
companies for financial support
Industrial colleagues for technical support
Research team members for doing the work
Trevor Kletz for providing the idea for the
paper (and the unicorn/oryx pictures)
Ashok Dastidar, Rolf Eckhoff and Trevor Kletz
for reviewing the manuscript