Drying
28
35 Drying of Pulp and Paper Osman Polat and Arun S. Mujumdar CONTENTS 35.1 Introduction ......................................................................................................................................... 793 35.2 Drying of Paper ................................................................................................................................... 794 35.2.1 Drying Process ........................................................................................................................ 794 35.2.2 Types of Dryers ....................................................................................................................... 795 35.2.2.1 Cylinder Dryers ....................................................................................................... 795 35.2.2.2 Air Drying ............................................................................................................... 801 35.2.2.3 Radiant Drying ....................................................................................................... 807 35.2.2.4 Recent Developments in Paper Drying ................................................................... 809 35.3 Drying of Pulp ..................................................................................................................................... 815 35.3.1 Conventional Pulp Drying ...................................................................................................... 815 35.3.2 Flash Drying ........................................................................................................................... 816 35.3.3 Steam Drying .......................................................................................................................... 816 35.4 Conclusion ........................................................................................................................................... 817 Acknowledgment ............................................................................................................................................ 817 Nomenclature ................................................................................................................................................. 817 References ...................................................................................................................................................... 818 35.1 INTRODUCTION Ts’ai-Lun apparently produced a sheet of paper in about A.D. 100 in China and became the first recorded papermaker in the world. However, it took about 1000 y for this new art to reach Europe. In the medi- eval era, the progress of papermaking was very slow and the major ingredient of paper was old rags. By the beginning of the 19th century, the progress of this industry was enormously accelerated. The first prac- tical paper machine was produced in the early 1800s; then continuous drying techniques were introduced to the industry by means of cylinder drying in 1817 by John Dickinson; later, in the mid-1840s, the extensive use of wood as a cellulose-fiber source began by the advent of the first wood grinder. Today, papermaking has become one of the major industries in the world. The production of paper increased enormously, over 60 million tons per year in the United States alone. The machine speeds also increased up to 10 to 15 m/s and even higher for tissue products, to keep pace with the increased production rates. Papermaking is essentially a massive dehydration operation. A fiber–water suspension with initial con- sistencies of 0.2 to 1.0% (consistency ¼ grams of fiber per gram of fiber–water suspension) is delivered to a screen, where, with the application of vacuum, much of the free water is drained off and the consistencies rise to about 18 to 23%. Then, more of the free water is removed by mechanical ‘‘squeezing’’ at the press section. The sheet is then transferred to the drying section, with a consistency of 33 to 55% to remove the remaining excess water to obtain the final product with 6 to 9% moisture content. In the United States, the production of over 60 million tons of paper per year entails the removal of over 80 million tons of water by thermal dryers. Considering that for a typ- ical newsprint machine the water removed in the dryers is less than 1% of the original water, one can easily realize the amount of water that must be re- moved in the papermaking process. Although drying removes the least amount of water in absolute terms, it still remains the most costly and energy-intensive step in the papermaking ß 2006 by Taylor & Francis Group, LLC.
-
Upload
diwakar-singh-tanwar -
Category
Documents
-
view
40 -
download
0
description
k
Transcript of Drying

35 Drying of Pulp and Paper
� 2006 by Taylor & Francis Grou
pOsman Polat and Arun S. Mujumdar
CONTENTS
35.1 Introduction ......................................................................................................................................... 793
35.2 Drying of Paper ................................................................................................................................... 794
35.2.1 Drying Process ........................................................................................................................ 794
35.2.2 Types of Dryers....................................................................................................................... 795
35.2.2.1 Cylinder Dryers....................................................................................................... 795
35.2.2.2 Air Drying............................................................................................................... 801
35.2.2.3 Radiant Drying ....................................................................................................... 807
35.2.2.4 Recent Developments in Paper Drying ................................................................... 809
35.3 Drying of Pulp ..................................................................................................................................... 815
35.3.1 Conventional Pulp Drying ...................................................................................................... 815
35.3.2 Flash Drying ........................................................................................................................... 816
35.3.3 Steam Drying .......................................................................................................................... 816
35.4 Conclusion ........................................................................................................................................... 817
Acknowledgment............................................................................................................................................ 817
Nomenclature ................................................................................................................................................. 817
References ...................................................................................................................................................... 818
35.1 INTRODUCTION
Ts’ai-Lun apparently produced a sheet of paper in
about A.D. 100 in China and became the first recorded
papermaker in the world. However, it took about
1000 y for this new art to reach Europe. In the medi-
eval era, the progress of papermaking was very slow
and the major ingredient of paper was old rags. By
the beginning of the 19th century, the progress of this
industry was enormously accelerated. The first prac-
tical paper machine was produced in the early 1800s;
then continuous drying techniques were introduced to
the industry by means of cylinder drying in 1817 by
John Dickinson; later, in the mid-1840s, the extensive
use of wood as a cellulose-fiber source began by the
advent of the first wood grinder. Today, papermaking
has become one of the major industries in the world.
The production of paper increased enormously, over
60 million tons per year in the United States alone.
The machine speeds also increased up to 10 to 15 m/s
and even higher for tissue products, to keep pace with
the increased production rates.
, LLC.
Papermaking is essentially a massive dehydration
operation. A fiber–water suspension with initial con-
sistencies of 0.2 to 1.0% (consistency ¼ grams of fiber
per gram of fiber–water suspension) is delivered to a
screen, where, with the application of vacuum, much
of the free water is drained off and the consistencies
rise to about 18 to 23%. Then, more of the free water
is removed by mechanical ‘‘squeezing’’ at the press
section. The sheet is then transferred to the drying
section, with a consistency of 33 to 55% to remove the
remaining excess water to obtain the final product
with 6 to 9% moisture content. In the United States,
the production of over 60 million tons of paper per
year entails the removal of over 80 million tons of
water by thermal dryers. Considering that for a typ-
ical newsprint machine the water removed in the
dryers is less than 1% of the original water, one can
easily realize the amount of water that must be re-
moved in the papermaking process.
Although drying removes the least amount of
water in absolute terms, it still remains the most
costly and energy-intensive step in the papermaking

process. Thus, improvement of the efficiency of water
removal before drying and improvement of the drying
system and its thermal efficiency without adversely
affecting the product quality are of great importance
to the pulp and paper industry.
In this chapter, pulp drying and paper drying are
discussed under separate headings.
t, dr
y ba
sis
35.2 DRYING OF PAPER
35.2.1 DRYING PROCESS
Paper is hygroscopic. The transfer of moisture
between the paper and the surrounding atmosphere
takes place unless the sheet is in equilibrium with the
surroundings. However, the amount of water present
in the paper at equilibrium conditions depends upon
whether it has been taken up or given off by the paper.
This hysteresis phenomenon is known for many other
hygroscopic substances. The sorption behavior of a
paper sample (Figure 35.1) shows that an equilibrium
moisture content reached by wetting and drying will be
different at the same humidity. There is no satisfactory
theory to explain the hysteresis. Luikov [1] suggested
two explanations for this phenomenon. One is that the
hygrothermal equilibrium sets in slowly, as a result of
which the observed equilibrium is not a true equilib-
rium. The other hypothesis suggests that evaporation
and condensation phenomena are irreversible. In dry-
ing (desorption), full wetting of the capillary walls
occurs. On the other hand, during wetting (sorption),
the capillary walls are gradually covered with a layer of
liquefied vapor, but the meniscus is not formed until
the adsorption layer is sufficiently thick to close the
pore at the narrowest point.
20
40
60
80
100
2010Equilibrium moisture
Rel
ativ
e hu
mid
ity
1
2
FIGURE 35.1 Sorption behavior of paper sample (1, drying;
2, wetting).
� 2006 by Taylor & Francis Group, LLC.
The drying cycle of paper is divided into three
fairly distinct stages, as for most materials. The initial
warming-up stage is followed by the constant-rate
stage, which is followed by one or more falling-rate
stages. This idealized concept is shown in Figure 35.2.
The heat is supplied to the sheet to increase its
temperature up to a certain value at which the
heat demand for evaporation and losses comes into
equilibrium with the heat supply. At this point,
constant-rate drying begins. During this period, water
evaporates from the paper surface and the diffusion of
moisture from inside the sheet is rapid enough to keep
up with the vapor-removal rate from the surface.
When the rate of diffusion cannot keep up with the
rate of evaporation, the drying plane recedes into
the sheet and a falling-rate stage begins. In his drying
studies on various paper and paperboard products,
Montgomery [2] observed that the drying rate is fairly
constant up to 10 to 15% moisture content, after
which it decreases rapidly. The falling-rate period
can be divided into three phases. The behavior of
moisture movement in these phases is not yet well
understood. It is generally accepted that the capillary
action and diffusion inside the fibers are responsible
for the first and second falling-rate periods in drying,
respectively. At the end of these two stages, the sheet
is almost ‘‘oven-dry.’’ The last stage is to break up
the strong chemical bonds and to remove the final
a b c
c
dTime
Moi
stur
e co
nten
ab
d
Moisture content, dry basis
Dry
ing
rate
FIGURE 35.2 Typical drying curves.

TABLE 35.2Paper Industry Dryer Distribution by Application(Pulp Dryers Excluded)
Dryer Distribution (%)
Tissue Paper Board Coating
Cylinder 5 95 95 35
Impingement — 4 — 50
Yankee 84 — 3 —
Infrared — 1 1 15
Through 11 — — —
Condebelta — — 1 —
aCondebelt is a trademark of Metso Paper Oy, Finland.
Source: From Kuhasalo, A., Niskanen, J., Paltakari, J., and
Karlsson, M., in Papermaking, Part 2, Drying, M. Karlsson, Ed.,
Fapet Oy, Helsinki, Finland, 2000.
molecules of water, which is not important for paper-
makers as the drying ends at the oven-dry stage for
almost all paper products.
35.2.2 TYPES OF DRYERS
The types of dryers used in the paper industry can be
classified by the basic means of transferring heat to the
paper. For conventional steam-heated cylinders, the
predominant mechanism of heat transfer is conduc-
tion; convection is for air dryers, such as impingement
and through-dryers; radiation is used for infrared
dryers; and dielectric heating is used for microwave
and radio frequency (RF) dryers. On the other hand,
some of the dryers use more than one means of heat
transfer, for example, Yankee dryers are a combin-
ation of cylinder and impingement dryers.
An estimate of the distribution of dryer types used
in the paper industry is shown in Table 35.1. This
table shows that the conventional steam-heated cylin-
der dryers are still dominant in the industry. The
others have application to only one type of product,
as shown in Table 35.2.
35.2.2 .1 Cyli nder Dryers
The multicylinder dryer section of a paper machine
consists of a number (up to 70) of large, hollow, cast
iron or steel cylinders over which the web passes. These
cylinders are used to alternately heat the two sides of
the sheet. The major mode of heat transfer is the
conduction through the steam-heated cylinder shells.
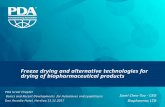
Part of the multicylinder drying section of a news-
print machine is illustrated in Figure 35.3. The sheet is
tightly pressed against the cylinders by a dryer felt to
enhance heat transfer. This figure also shows some of
the important elements of a dryer section such as felt
rolls, felt dryers, felt stretchers, and felt guides. The
other auxiliary equipments, lead dryer, breaker stack,
TABLE 35.1Paper Industry Dryer Distribution
Dryer Types Industry Share (%)a
Cylinder dryer 85–90
Impingement dryer 2–3
Yankee dryer 4–5
Infrared dryer 3–4
Through-dryer 1–2
aPulp dryers excluded.
Source: From Kuhasalo, A., Niskanen, J., Paltakari, J., and
Karlsson, M., in Papermaking, Part 2, Drying, M. Karlsson, Ed.,
Fapet Oy, Helsinki, Finland, 2000.
� 2006 by Taylor & Francis Group, LLC.
sweat dryer, size press, spring roll, and dryer doctors,
are not shown in the figure.
The number of dryers and the auxiliary equipment
used in a dryer section depend on the particular grade
to be produced and the speed of the machine. Up to
70 cylinders may be used in a Kraft dryer section;
50 to 55 would be adequate for a typical newsprint or
fine paper dryer section. On the other hand, although
the breaker stack and size press are necessary for
Kraft bag and the hot press, size press, and interca-
lender dryers for linerboard, none of these is used for
corrugating medium [4].
Typically, the dryer cylinders are made of cast iron
and have diameters of 0.91 to 1.83 m (mostly 1.52 to
1.83 m in modern machines). The length of the cylin-
ders ranges up to 9.1 m for the largest paper machines.
The shell thickness varies with diameter but is gener-
ally around 25.4 mm or more. The design and manu-
facture of these cylinders have important effects on the
quality of the finished product. The outer cylinder
surface must be highly finished and free of any imper-
fections to avoid marking the paper; the wall thickness
must be uniform throughout the periphery to provide
uniform heat transfer. As the machine runs at very
high speeds (up to 3000 fpm; 15 m/s), the head, journal
bearings, and other parts must also be carefully
designed for smooth operation. Cast iron is a widely
accepted material for dryer cylinders because of its low
cost, corrosion-resistance, and ability to take a fine
finish. However, its relatively low resistance to thermal
shock may cause some problems [4].
35.2.2.1.1 Mechanism of Heat and Mass Transfer
Drying involves simultaneous heat and mass transfer.
In conventional machines using steam-heated cylin-
ders, the temperature of the paper entering the dryer

A
D
C
E
F G
Archs
C
B
FIGURE 35.3 A typical newsprint dryer section (A, dryers; B, felt dryers; C, felt rolls; D, paper; E, felt; F, felt guides; G, felt
stretchers).
section generally varies between 5 and 30 8C. The web
must be heated to a temperature at which significant
evaporation can take place, which is normally be-
tween 77 and 93 8C. The first two or three cylinders
are generally used for this warming-up period, and
beyond these the temperature of the sheet is assumed
to be the evaporation temperature [5].
The drying process on felt-covered cylinders can
be divided into four phases, as illustrated in Fig-
ure 35.4 [6]. Nissan et al. described the mechanism
of water removal in those phases in a series of papers
published between 1954 and 1962. They summed up
their conclusions as follows [7]. There are three pri-
mary mechanisms for water removal on a cylinder
dryer:
FIG
� 20
1. Direct evaporation in phases 1, 3, and 4
2. Partition of water between the sheet and the
cylinder as the sheet leaves the cylinder
3. Extraction by the felt, as both vapor and liquid
13
4
2
URE 35.4 Phases of felt-covered cylinder drying.
06 by Taylor & Francis Group, LLC.
Nissan et al. [7] also proposed a mechanism of
moisture transfer from the sheet to the felt:
1. Liquid transfer due to capillary suction
2. Liquid transfer due to the force exerted by
expanding gases
3. Evaporation from the sheet followed by con-
densation in the relatively cooler felt
However, the first hypothesis of Nissan et al. that
the dryer felt removed liquid water from paper by
capillary suction was disproved by Kirk [8]. A more
detailed discussion on this subject can be found in the
literature [9]. A more detailed summary of various
mathematical models proposed to describe multicy-
linder drying is given in a recent review [10].
The heat flux for steady-state conduction can be
written as
q ¼ kA
LDT (35 :1)
The individual resistances to the heat transfer on a
steam-heated cylinder are shown in Figure 35.5. In
practice, the overall heat-transfer coefficient, which is
the combination of all conductive and convective
resistances in the system, is used for calculation of
the heat flux. The overall heat-transfer coefficient for
the system illustrated in Figure 35.5 is
1
hoAo
¼ 1
hsAs
þX6
i¼1
Lf
kiAl
1
haAa
(35:2)
The overall transfer area Ao, which is the dryer sur-
face area, must be clearly defined, and all other areas

A B C D E F G H
hs hak1 k2 k3 k4 k5 k6
FIGURE 35.5 Resistances to heat transfer on a cylinder
dryer (A, steam; B, condensate; C, scale; D, dryer shell; E,
dirt and air; F, paper; G, dryer felt or fabric; H, air bound-
ary layer).
should be adjusted to reflect the dryer diameter. Some
suggested overall heat-transfer coefficients for various
grades of paper are shown in Table 35.3.
In actual practice, paper drying is a transient pro-
cess. For more realistic results, the following transient
heat-transfer equation must be used:
@2T
@x2þ 1
u2
@2T
@t2¼ 1
a
@T
@t¼ 0 (35:3)
which assumes very thin and isotropic material. Fur-
ther, curvature is neglected, as is conduction through
the edges. For the fast speeds of commercial ma-
chines, the second term of Equation 35.3 is negligible;
so, with little error one may write [11]
@T
@t¼ a
@2T
@x2(35:4)
TABLE 35.3Overall Heat-Transfer Coefficients for VariousGrades of Paper
Grade of Paper ho (W/m2 K)
Felt paper 45–85
Corrugating medium 140–230
Linerboard 170–230
Kraft sack paper 230–255
Fine paper 255–285
Newsprint 285–315
� 2006 by Taylor & Francis Group, LLC.
Nissan and Hansen [12] solved this equation numer-
ically for the conditions of hot-cylinder drying with
the following initial and boundary conditions. Initial
conditions:
t ¼ f (x) for t ¼ 0 (35:5)
Boundary conditions, phases 1 and 3:
� @T@x
����x¼0
¼ hcs
k(Tcyl � Tx¼0)
� @T@x
����x¼X
¼ hsa
k(Tx¼X � Ta)þ
l
k
@w
@t
� �x¼X
Phase 2:
� @T@x
����x¼0
¼ hcs
k(Tcyl � Tx¼0)
� @T@x
����x¼X
¼ hsf
k(Tx¼X � Tf )þ
l
k
@w
@t
� �x¼X
Phase 4:
� @T@x
����x¼0
¼ hsf
k(Ta � Tx¼0)þ
l
k
@w
@t
� �x¼0
� @T@x
����x¼X
¼ hsa
k(Tx¼X � Ta)þ
l
k
@w
@t
� �x¼X
The calculated temperatures agreed well with their
own experimental results for a three-layer muslin
sheet on an unfelted cylinder.
Water evaporates at the hot-cylinder interface,
and the resulting vapor diffuses through the paper
at a rate modeled by Fick’s law:
w ¼ �Ddc
dx(35:6)
At the air–paper interface, the mass-transfer equation
may be expressed in the following form for simplicity:
w ¼ bDc (35:7)
where b is a mass-transfer coefficient, which embodies
both the flow conditions and the fluid properties, and
Dc is the concentration difference. The partial pres-
sure of water vapor is the most commonly used con-
centration term in the paper industry; therefore, Dc
becomes the difference between the partial pressures
of water vapor at the interface and in the bulk air.
There are two main factors that affect the rate of
mass transfer: (1) the sheet temperature, which deter-
mines the vapor pressure of the evaporating water at
the surface; and (2) the partial pressure of water

(a) (b)
(c) (d)
FIGURE 35.6 Condensate behavior at different machine
speeds: (a) puddle; (b) climbing puddle; (c) cascading; (d)
rimming.
vapor in the air near the sheet, which is kept at a low
value by replacing the air, i.e., pocket ventilation.
As there are so many different types of drying
media in use today to supplement cylinder dryers,
TAPPI has outlined the following procedure to cal-
culate the drying rate. The calculation taken from the
TAPPI technical information sheet [13] is
w ¼ (0:318)Sm
BM
DN(35:8)
In this method, the drying rate is expressed in kilo-
grams of water evaporated per second per square
meter of the drying surface, where drying surface is
the circumferential area of the dryer cans multiplied
by the sheet width at the reel.
35.2.2.1.2 Steam Supply and Condensate Removal
All cylinder dryers are heated by the steam condensing
inside the sheet because of its efficiency (heat-transfer
coefficient for film condensation of steam ranges from
5,700 to 17,000 W/m2 K (1000 to 3000 Btu/h ft2 8F). In
the early days of papermaking, steam pressures as low
as 14 to 21 kPa (2 to 3 psi) were used; after World War
II, the new machines for Kraft papers were made for
586 kPa (85 psi). Today, after the introduction of
fabricated steel dryers, mills use 827 to 1016 kPa (120
to 150 psi), the Yankee machines have operated at
pressures up to 1206 kPa (175 psi) [5].
In general, the dryer steam can be produced by
central steam electric stations, heating plants, or any
industrial steam systems. The rotating joints to intro-
duce steam into the dryers and the condensate-removing
devices must be specially designed, however.
In a paper machine, the dryers are arranged in
groups that have a common steam-supply header.
Each group has to operate in such a condition that
neither the condensate nor the noncondensables accu-
mulate in the dryer. There are basically two approaches
to design the dryer steam and the condensate system.
One is the recirculation system in which most of the
blow-through is recirculated and the other is the cas-
cade system in which the blow-through steam from
higher-pressure sections is used in lower-pressure
sections. The recirculation system is more flexible
whereas the cascade system is simpler and cheaper [4].
Dryer steam should be free of superheat. Although
the condensate inside the dryer desuperheats the steam,
a separate desuperheater is used in some cases. The
effect of superheating above 1008C is controversial.
The incidence of noncondensable gases (usually
air or dissolved gases in feed water) in the steam
supply is one of the problems that must be considered
when designing the steam system. In most cases, only
trace quantities are involved; but if they are allowed
� 2006 by Taylor & Francis Group, LLC.
to accumulate inside the cylinder, they cause trouble.
The accumulated noncondensable gases affect the
vapor pressure of water inside the cylinder, especially
near the condensing surface, which in turn affects the
condensation temperature at a given total pressure.
As a result, the drying capacity and uniformity are
reduced. For example, a 5.58C drop in steam tem-
perature on dryer-limited linerboard grades will result
in an approximate 8% production loss [14]. In order
to prevent this effect, special steam-supply arrange-
ments are suggested; but the common way to deal
with the problem is to simply bleed off sufficient
steam with the condensate so that the accumulation
of noncondensable gases is prevented [15]. However,
recent studies [14] have showed that this practice
(bleeds) is very poor and unnecessary.
Another problem that must be considered when
designing the steam-heated dryers is the removal of
the condensate. If the condensate is not removed from
the cylinders continuously, the heat-transfer rate
drops and the power load on the drive increases be-
cause of the buildup of a heavy load.
At slow machine speeds, the condensate forms a
puddle in the dryer. As the speed increases, the cen-
trifugal and viscous forces cause the condensate to
climb the side of the cylinder; then the cascading from
the top starts and a rim of condensate forms suddenly
at higher speeds, as illustrated in Figure 35.6. At
speeds higher than 5 m/s (1000 fpm), if the condensate
layer is thin, there is a definite centrifugal action and
the condensate will form a rim around the inner
circumference. It is much better to maintain the

rimming condition because of its relatively lower
power requirement, more stable heat transfer, and
steady machine speed [5].
Buckets (dippers) are used to remove the conden-
sate in low-speed dryers. No pressure differential is
required to lift the condensate above the dryer center-
line, where it flows through a pipe to the outside.
Buckets can be used in dryers up to the rimming
speed [15]. Modern higher speed machines provide a
pressure differential to remove the condensate.
Syphons are used to pick up the condensate by ap-
plying a pressure differential. These can remove the
condensate from both a puddle and a rim. A syphon
is basically an open-ended pipe leading from the bot-
tom of the dryer through the steam supply, opening
to a condensate line. A simplified diagram of a sy-
phon is illustrated in Figure 35.7. The extracted con-
densate flow depends on the velocity of blow-through
steam, the pressure differential, and the distance be-
tween the condensate and the syphon inlet. The flow
of the extracted condensate can be calculated by using
the simplified equation
Qe ¼ QsR(PA � PB)1=2 (35 :9)
There are fixed and rotary syphons. Different types of
tips have been designed to increase the efficiency of
fixed syphons. The vibration of the syphon, the length
of the cantilever, and the position of syphon for opti-
mum heat-transfer uniformity are the basic problems
that must be considered when using fixed syphons.
Rotary syphons may have one or more tips that
move with the dryer shell. The basic problems here
are the need for a rotary seal at the junction of
the rotary pipe and the fixed condensate line and the
extra force (centrifugal force) that must be overcome
inside the pipe.
A more detailed discussion of steam-supply sys-
tems, condensate behavior, and condensate removal
can be found in the literature [5,15].
2
1
PB
PA
FIGURE 35.7 A simplified diagram of a syphon (1, syphon;
2, condensate).
� 2006 by Taylor & Francis Group, LLC.
35.2.2 .1.3 Air Sy stems
The dryer air systems, namely, the dryer hoods and
ventilation systems, are designed to pick up and carry
the water vapor evaporated from the paper web.
These systems affect not only the uniformity and
rate of drying and ultimately the quality of paper
but also the working conditions and the operating
and capital costs.
To remove the large quantities of water vapor
involved in paper drying and to keep the dew point
of the exhaust air below the wall temperature of
the hood, large volume of air is required. As the
handling and heating of air is expensive, there are a
variety of commercially available hood designs and
heat-recovery systems.
There are basically two types of hoods: open and
closed vapor hoods. In the open type, only a roof panel
is placed on the top of the dryer bank. This panel can be
either insulated or uninsulated. Open hoods are only
suitable for limited production capacity paper ma-
chines. Modern paper machines are usually built with
a fully closed vapor hood. The supply air can be heated
to elevated temperatures so that the dew point, and thus
the vapor-intake capacity of air, increases. The air can
be heated to 1808C indirectly in the heat exchanger by
saturated steam or directly to 4508C with gas or oil
burners. Modern air hoods allow faster drying rates
and a more uniform drying profile owing to the high
dew point and efficient means of pocket ventilation.
The most common dew point for these hoods is about
55 to 608C. However, these high temperatures require
additional insulation of the hood walls. A well-designed
heat-recovery unit, however, permits an amortization in
less than 2 y. Closed hoods operate on the principle of
two-stage recirculation. The function of a heat-recovery
system with a closed hood is shown in Figure 35.8. The
fresh air supplied to the machine room is exhausted
through stage 1 of the heat-exchanger system, where it
is heated for the ventilation of the hood. If required, as
during winter, the room-supply air can be preheated in
stage 2.A comparison between the heat requirements of
an open hood ventilated by convection and a totally
enclosed unit with heat-recovery system is shown in
Figure 35.9. With the open hood ventilated by convec-
tion (Figure 35.9a), the loss of heat in the exhaust air is
denoted as 100%. With the totally enclosed hood (Fig-
ure 35.9b), the heat requirements of the drying steam [1]
are substantially lower from the outset. The fluctuation
of figures for unused waste heat [3] is attributable to the
difference in the heat required for machine-room heat-
ing between winter and summer.
The space-bounded dryer cylinder, felt roll, and
the sheet approaching and leaving the cylinder, as
illustrated in Figure 35.10, are called the pocket.

2
14
8
91011
12
4
5
3
15
7
6
13
1
FIGURE 35.8 Function of a heat-recovery unit with closed
vapor hood (1, vapor hood; 2, exhaust fan; 3, supply air heat
exchanger; 4, supply air booster heater; 5, fan for supply air;
6, air distributor; 7, pocket ventilation; 8, room air heat
exchanger; 9, room air booster heater; 10, temperature-
control flaps; 11, room-supply air fan; 12, ceiling air dis-
tributor; 13, air outlet louvers; 14, warm-water unit; 15,
warm-water discharge). (Courtesy of J.M. Voith GmbH.)
The moist air trapped in these pockets retards the
drying of the sheet in the draws and causes nonuni-
form moisture distribution across the width of the
sheet. However, conditions in the pockets can be
5
3
2
1
8
1
4D
(a) (b)
FIGURE 35.9 Heat-flow diagram of (a) an open hood ventilated
(Courtesy of J.M. Voith GmbH.)
� 2006 by Taylor & Francis Group, LLC.
improved by introducing hot, dry air evenly across
the width. Pocket ventilation systems can increase the
drying efficiency up to 20% depending upon the pre-
vious conditions [16].
There are different designs to achieve ventilation
in the pockets. Low-pressure crossblow pipes, ar-
ranged alternately on tender and drive sides, induce
crossflow of air through the pockets. Low-pressure
blow pipes, extending across the full width, have per-
forated nozzles that introduce hot air into the pockets
at low velocities. These pipes are commonly used in
low-speed machines. The Grewin system, which is a
high-pressure blowing unit, is positioned similarly to
blow pipes. The Grewin system uses a comparatively
small quantity of hot air. However, because of its
injection principle—alternately arranged nozzles—
this system provides effective crossventilation and is
applicable for heavier-basis weight products. Hot-air
blowing rolls are also used for pocket ventilation
purposes. Hot air is introduced into the pocket
through the perforated shell of the felt roll. This
system requires sufficiently permeable felts and is the
most effective equipment for this application. How-
ever, these rolls are also the most expensive equip-
ment for ventilation.
The application of very high–permeability dryer
fabrics in the paper industry made it possible to intro-
duce air through the fabrics. Therefore, the above-
mentioned blowing rolls and the hot air ducts below
(or above) the felt rolls between the cylinders became
very popular. These systems provide better crossflow
ventilation, which in turn results in more uniform and
higher mass-transfer rates.
2
F
A
C
G
B
D
H
5
4
7
6
E
3
by convection; (b) a unit with totally enclosed vapor hood.

AC
D
B
FIGURE 35.10 Dryer section pocket (A, paper dryer; B, felt
roll; C, felt; D, paper).
A more detailed discussion on air- and heat-
recovery systems can be found in the literature
[4,5,17–20].
35.2.2.1.4 Dryer Felts and Fabrics
Dryer clothings are normally used for cylinder dryers
only. The term fabric represents the highly permeable
structure of synthetic materials, whereas by felt is
understood a woven, comparatively low-permeability
structure of both natural and synthetic fibers.
The basic function of dryer felts or fabrics is to
improve the contact between the cylinder and the web
by reducing the air gap between them. Other advan-
tages of using drying felts can be summarized as: (1)
prevent cockling, (2) control shrinkage of the web,
and (3) support and guide the sheet [21]. The conven-
tional dryer felts are very costly, however, and hinder
mass transfer and pocket ventilation. On the other
hand, felt tension variations, wet streaks, felt seam,
and other problems also affect product quality. After
high-permeability synthetic fabrics were introduced
to the industry, most of these drawbacks were over-
come. However, the use of high-permeability felts
caused sheet-flutter problems on high-speed ma-
chines. This problem is solved by repositioning the
lead rolls and by using less-permeable fabrics. The
recent introduction of serpentine (or slalom) wire,
which is an endless fabric and eliminates the bottom
fabric, to the industry made it possible to run the
newsprint machines at speeds higher than 20 m/s
without flutter in the sheet and with no change in
the drying capacity [22].
The advantages of dryer fabrics can be summar-
ized [23] as: (1) increased drying capacity, (2) uniform
moisture profile, (3) improved runnability and easier
cleaning, (4) increased running life, (5) no fiber shed-
ding, and (6) elimination of felt dryers.
� 2006 by Taylor & Francis Group, LLC.
35.2.2.1.5 Problems in Cylinder Dryers
At the beginning of the drying process, the fibers are
free to slide over one another; but as moisture is
removed they tend to come together, and at the end
fiber–fiber bonding takes place. Then the sheet tends
to shrink. The restraint owing to dryer felt and the
tension due to draw tend to prevent shrinkage. This
restraint results in a high tensile strength and very
little ability to stretch. Otherwise, the net effect of
those two forces is to reduce the bursting strength
and basis weight and to increase compactness [24].
A very good discussion of the control of shrinkage
has been presented by Nuttall [25].
The most common quality problem in papermak-
ing is the nonuniform cross-machine (CM) moisture
profiles. The traditional approach taken for wet
streaks is to overdry the sheet. However, a 1982
study [26] showed that overdrying from 6 to 4% reel
moisture for a typical 800 t/d capacity linerboard
machine results in $189,000 additional steam cost
and 11,200 t production loss per year because of the
reduction in machine speed. Uniform CM moisture
profile is obtained by improving dryer pocket venti-
lation systems and using supplemental drying, such as
air impingement or radiant drying.
Cockling of paper results mainly from imperfect
sheet formation. The difference in felt tension may
also cause cockling and uneven drying. Uniformity of
moisture content and basis weight in CM direction
prevents cockling.
Another common dryer-related defect is curl,
which results mainly from the differences in stress–
strain characteristics through the thickness of the sheet.
However, moisture distribution through the sheet and
the drying process may also cause the sheet to curl.
Low sheet tension, excessive sheet flutter, loose
draws, and misaligned, cold, or undersize (due to
wear resulting from dryer doctors) dryers caused
dryer wrinkles. Other than these problems there are
various defects related to dryer section, such as blis-
tering due to loose dryer felt or a hot or dirty cylinder;
linting (accumulation of solid particles); and dryer felt
marks, especially felt seam marks.
35.2.2.2 Air Drying
In the early days of papermaking, the only means of
paper drying was natural convection—air—and this
practice continued until the advent of cylinder dryers.
Today, the old loft, festoon, barber, and tunnel dryers
are obsolete (or used in a few cases in which certain
special low-production paper is made) because of
their very low drying rates. However, it is very difficult

to operate conventional cylinder dryer sections at
speeds much higher than 1000 m/min. Therefore, an
alternative method of drying must be found to keep
pace with increasing machine speeds. Currently, one
viable alternative dryer is an air dryer. By combining
impingement and through-drying methods, a dryer
can be built to provide, at acceptable cost, not only
high-speed operation and high drying rates at all sheet
moisture contents but also safe sheet handling, im-
proved paper quality, flexibility, convenient process
control and profiling, and comfortable working con-
ditions [27]. Of course, through-drying can be used for
permeable grades only.
35.2.2 .2.1 Imp ingement Drying
Early types of air dryers were all designed to operate
at low air velocities and relatively low air temperat-
ures. The drying rates were quite low for those dryers.
The application of high-temperature, high-velocity air
jets impinging on the wet web results in very high
drying rates. The average heat and mass transfer
under single or multiple jets can be represented func-
tionally by
Nu(Sh) ¼ C1RemPrn(Scn)HrDsp(X
sp) (35 :10)
for single jets and by
Nu(Sh) ¼ C2ReaPrb(Scb)Hcf d (35 :11)
for jet arrays. An extensive summary of the correl-
ations proposed for the prediction of transfer rates
BC
A
(a)
FIGURE 35.11 High-capacity hot air dryer hoods: (a) MG hood
� 2006 by Taylor & Francis Group, LLC.
under various turbulent impinging jet configurations
can be found in Obot et al. [28] and in the relevant
parts of this handbook.
Typical high-temperature, high-velocity air hoods
used in industry are shown in Figure 35.11. The air-
flow pattern is also indicated. A variety of heat
sources, e.g., indirect heating by steam or oil, natural
gas, or direct firing, can be applied to those hoods
depending upon the temperatures sought. The air
velocities for the modern high-velocity impingement
hoods range between 60 and 130 m/s. In practice, jet
velocities around 100 m/s are commonly employed.
Air temperatures for those hoods range from 150 to
5408C, but 3008C seems to be the most commonly
used value.
A schematic showing the drying capacities attain-
able at different temperatures and jet velocities is
shown in Figure 35.12. The graphs denoting the spe-
cific energy requirements (referred to the effective
dryer area) show that the energy demand rises rapidly
with increasing air velocity and decreasing tempera-
ture. The diagram applies to an initial web dryness of
35%; when the web is simultaneously dried by contact
drying, the specific drying capacity of the contact
dryer must be added. An example for a desired spe-
cific drying capacity of 89 kg H2O/m2 h at 4208C air
temperature is shown in this figure. The diagram gives
approximately 90 m/s air velocity and 6.5 kW/m2 as
the specific power requirement.
The heat-transfer coefficient as a function of jet
velocity, the pressure drop at the nozzle, and the
power requirement are the key parameters in the
design of impingement dryers. These parameters are
BC
A
(b)
; (b) tissue hood (A, fresh air; B, heater; C, to heat recovery).

10
14
12
10
8
6
4
2
0
30 50 70m/s
90 110
kw/m
2
120°C
170°C
250°C300°C
120°C
450°C
420°
C20
40
60
80
100
kgH
2O/m
2 h
FIGURE 35.12 The drying capacities and specific energy
requirements of high-velocity hoods. (Courtesy of J.M.
Voith GmbH.)
influenced by various geometric parameters (e.g., ar-
rangements of nozzles and exhaust ports, fractional
open areas, nozzle shape and dimensions, nozzle-
surface spacing, and others). For the calculation of
the heat-transfer coefficients under various turbulent
impinging jet configurations, the reader may refer to
available reviews [28,29]. In a recent review of im-
pingement drying, Polat has given a procedure for
optimum design of such hoods [30]. There is also a
simple and useful procedure for the design of convect-
ive dryers (impingement, through-, and floater dryers)
for best efficiency and productivity [31].
Supporting deck
of floater boxes
Im
FIGURE 35.13 A multizone impingement dryer for coated boa
� 2006 by Taylor & Francis Group, LLC.
Impingement air drying has found only limited
application, either to increase the capacity or to
control the moisture profile, in conventional cylin-
der drying systems. In such applications, the par-
ticular dryer cylinder is left unfelted. However,
impingement dryers are widely accepted in two
important fields, drying of coatings and drying of
tissue and machine-glazed papers in conjunction
with Yankee and MG cylinders.
A typical multizone impingement dryer for coat-
ings is shown in Figure 35.13. In this particular dryer,
supporting air decks are used to convey coated paper
webs, which are dried by high-velocity impingement
hoods. Different arrangements can be used for on- or
off-machine drying of coatings. In some cases, a ra-
diant dryer, with an infrared radiation (IR) zone, is
located to accomplish the initial drying, and a couple
of impingement units, usually two to three zones with
different air velocities, follow to carry out the drying
process. The impingement systems offer not only con-
siderable improvement in drying rate but also undis-
turbed drying for coatings.
35.2.2 .2.2 Yan kee an d MG Drying
Yankee and MG dryers are large, 3 to 6.1 m (10 to
20 ft) in diameter, steam-heated cylinders that are used
on tissue and toweling grades and on machine-glazed
papers, respectively. The surface of a Yankee or MG
cylinder has to be very smooth in order to have a
shiny finish on MG papers and a uniform crepe for
tissue products. The application of high-velocity, high-
temperature air impingement on conventional Yankee
cylinders doubles their drying capacity. Therefore, it is
a common practice to use air impingement on Yankee
dryers for modern tissue machines.
Typical tissue and MG paper machines with high-
velocity impingement hoods are shown in Figure 35.14.
pingement dryer
Supply fan for supporting deck
rd. (Courtesy of Flakt Ind. AB.)

(a)
(b)
FIGURE 35.14 (a) Tissue machine with a creping dryer; (b) Yankee dryer in machine for MG papers. (Courtesy of J.M.
Voith GmbH.)
35.2.2.2.3 Through-Drying
Through-drying is a process of drying permeable webs
by the percolation of hot air through its mass. As the
heat- and mass-transfer areas are increased owing to
the intimate contact of flowing air with the fiber sur-
face, much higher drying rates than those achieved by
conventional methods can be obtained for sufficiently
permeable products (including nonwovens).
The use of the through-drying technique for por-
ous grades (e.g., tissue, toweling, filter, blotting, and
nonwovens) has increased owing to (1) the produc-
tion of soft, high-bulk products; (2) the extremely
high forming speeds achieved by today’s twin-wire
formers, outstripping the capacity of the largest Yan-
kee dryers; (3) manufacturing advantages of single-
ply products; (4) little or no press dewatering needed
� 2006 by Taylor & Francis Group, LLC.
in through-drying; and (5) better, increased product-
ivity coupled with high thermal performance of
through-dryers [32].
Although through-drying has become a very ef-
fective method of drying permeable grades in recent
years, there is no generally applicable approach for
the prediction of the heat- and mass-transfer rates. It
is known that there is a minimum pressure difference
(threshold pressure, which can be related to the sur-
face tension forces) below which no flow occurs [33].
Once this pressure is reached, the through-drying
process commences. Some authors suggest that the
air exiting the sheet is at the saturation temperature,
which is valid for sufficiently thick sheets or at low
through-airflow rates [27,34,35]. Otherwise, it over-
predicts the actual drying rates. Recent works on the
transport phenomena analysis [36], on modeling [37],

and reviews [38] of both science and technology of
through-drying of paper have brought more under-
standing of this relatively new technique, but the pre-
sent knowledge of the basic transport processes is still
far from complete.
As it is still a relatively new technology, there is no
well-established through-drying system design pro-
cedure. The existing applications can be classified
into two basic configurations: rotary through-dryers
and flat-bed dryers. The rotary type has an open
(perforated) roll to allow the passage of air and a
hood arrangement to provide the pressure differential
required. Two methods of forcing air through the web
have been used for cylinder-type through-dryers. The
first method is to use a pressurized roll and apply the
hot air through the roll and the web and out to a
chamber. In the second case, the roll is under vacuum
and the hot drying air is supplied from a pressure
hood that covers the drum. The air is then pulled
through the web and roll by vacuum. There is no
need to use dryer felt for the second method, as the
sheet is held tightly by vacuum. However, for the
pressurized-roll case a very open fabric is necessary
to hold the sheet onto the cylinder.
In flatbed design, there are a fabric support and
conveying structure and top and bottom air cham-
bers. The supply air can be applied through either
chamber depending upon the design and process con-
ditions. This flatbed arrangement is particularly sui-
ted to highly permeable products in which the
pressure differential requirements are relatively low
and do not create significant mechanical problems
between the support members [39].
Through-drying is used in tissue drying because of
its very high permeability, and very high drying rates
(which exceed those on Yankee cylinders with high-
velocity hoods) are achieved even at fairly low temper-
atures. It is not recommended for newsprint, especially
at the wet end, where the permeability is relatively low
[27]. However, a recent application of a high-vacuum
through-drying unit in a roofing-felt (which has low
permeability) mill is claimed to have resulted in a 40%
production increase plus a 20% reduction in energy
use per ton when compared with the previously used
natural-gas-fired steam cylinders [40].
The high through-airflow rates for permeable
sheets make possible high drying rates, at the same
time virtually eliminating ‘‘one-sidedness’’ and CM
variations in the product. The thermal efficiencies of
through-dryers were increased up to 80% with the use
of several drying stages and air recycling or cascade
systems. Another potential advantage is the possibil-
ity of operating through-dryers at low temperatures
by using low-grade waste energy [41]. Honeycomb
vacuum cylinders of diameters up to 6.71 m (22 ft)
� 2006 by Taylor & Francis Group, LLC.
and widths up to 7.6 m (25 ft) operate at speeds up to
30 m/s and at air temperatures 370 to 430 8C (700 to
800 8F) with high air-recirculation ratios (e.g., 80%).
Recently published experimental data [42,43]
and calculations [44] suggest that strategically placed
through-dryers may even be used for higher basis
weight, lower air permeability grades to improve dry-
ing rates. This process basically consists of a cylinder
dryer section followed by a through-dryer. Use of
through-air drying at lower sheet moistures not only
improves the drying rates but also reduces the fan
power requirement due to increased sheet permeability.
35.2.2 .2.4 Airbor ne Drying
Use of air floater dryers is recommended especially
for the drying of paper products for which unre-
strained drying is desired.
In air floater dryers, the web floats freely while
drying by the introduction of a contact-free guide
plane. In practice, the guide plane is designed as a
blowing deck, where air is supplied through blow
boxes with specially designed perforations. Various
dryer designs are shown in Figure 35.15. The one-
sided dryer design is particularly useful for paper
and board coated on one side. The blow boxes for
perpendicular impingement are positioned facing
the coated side and for slanting impingement to the
untreated side. The uncoated side of the web can be
treated with either warm or cold air, depending upon
the process conditions. In the two-sided dryer, hori-
zontal and vertical air impingement alternate on both
sides of the web. This design affords a higher drying
capacity and is suitable for booster drying of different
kinds of paper and board, including drying of sack
Kraft paper, liner, and board. The printing dryer is a
special version of the one-sided dryer. The lower blow
boxes use cold air; the upper ones use hot air. The
noncontact dryer uses both vertical and angular air
impingement in the same blow boxes and is suitable
for drying two-sided coated webs, impregnated web
materials, and so on.
The drying decks are stacked on top of each other,
and the web is guided through the dryer in a multiple-
pass fashion as shown in Figure 35.16. Each turning
roll is driven individually, and the speed is controlled
to conform to the machine-direction shrinkage of
the web.
The internal ducting of a floater dryer is shown in
Figure 35.17. The drying air is fed through horizontal
ducts to the flow boxes and blown onto the sheet
through the perforations in the boxes, then dis-
charged through slots between the blow boxes. The
air is recirculated inside the dryer by a series of fans
along both sides of the dryer; only a small portion of
the recycled air is withdrawn and replaced by fresh

H ~2mm
(a)
(b)
One-sided dryer
Two-sided dryer
Printing dryer
Noncontact dryer
FIGURE 35.15 Air floater dryers: (a) blow-box arrangement; (b) various blow-box designs. (Courtesy of Flakt Ind. AB.)
air. The air velocity range normally used is 25 to 50
m/s. The air can be heated either by direct firing or by
steam coils.
The application of floater dryers allows the sheet
to be dried virtually tension-free in the CM direction
with only slight tension in the machine direction. It is
well known that drying under zero or moderate ten-
sion in the shrinkage range gives higher stretch and
tensile energy absorption (see Figure 35.18) to the
product whereas the modulus of elasticity and stiff-
ness decreases.
� 2006 by Taylor & Francis Group, LLC.
A typical application of a floater dryer on a sack
paper unit is shown in Figure 35.19. As natural
shrinkage occurs principally between 50 and 85%
dryness, the floater dryer is positioned between the
predryer and the after-dryer in order to produce high-
stretch paper. The after-dryer is used to remove the
cockles and to give a smooth surface to the paper. If
desired, a smoother surface can be obtained by calen-
dering the paper.
Air floater (or airfoil) dryers have become well
established for drying coated papers and sack paper,

Turning rolls Blow boxes
Flakt FC drying decks
FIGURE 35.16 Stacked drying decks. (Courtesy of Flakt
Ind. AB.)
for example, and operating at speeds greater than 10
m/s (2000 fpm).
The advantages claimed, other than those already
mentioned, are high drying rates, uniformity of
moisture profile across width, and favorable energy
efficiency [45].
35.2.2 .3 Ra diant Dry ing
Radiant drying has not been used in the papermaking
industry very extensively. Relatively recent applica-
tions of infrared dryers have been limited to special
applications, such as drying of coatings, in which
contact-free drying is a valuable asset. However, the
applications of high-frequency dielectric heating, i.e.,
RF and microwave dryers, are still at the preliminary
stage. The main drawback of radiant dryers is their
relatively high operating costs.
FIGURE 35.17 Internal ducting of a floater dryer. (Courtesy of
� 2006 by Taylor & Francis Group, LLC.
35.2.2 .3.1 Princ iples of Rad iant Heating
The transfer of heat by radiation is expressed by
qr ¼ sA1F1 �2(T41 � T4
2 ) (35 :12)
F1–2 in this equation is called the overall interchange
factor and is a function of both the geometric param-
eters, such as view factors, and the emissivities of the
radiating and receiving surfaces. As the temperature
driving force is the difference between the fourth
power of the absolute temperatures of the radiating
and receiving surfaces, very high heat-transfer rates
can be obtained by radiant dryers, given higher emis-
sivities and optimal design of the system for better
view factors.
The frequency and wavelength bands of com-
mercially available radiant dryers are shown in
Table 35.4. This table gives broad ranges for the
dryers; but in practice almost all IR dryers are in
near-infrared range (1 to 10 mm), and the specific
frequencies for RF and microwave dryers are allo-
cated by international agreement, such as 13.56,
27.12, and 40.68 MHz for RF and 433.92, 896, 915,
and 2450 MHz in the microwave region.
35.2.2.3.2 Infrared Dryers
Infrared dryers consist simply of a bank of infrared
heaters combined side by side or end to end. These
heaters are arranged to provide high-density heating
of the sheet by the geometry of the oven and the
optically designed reflectors. There are basically two
types of infrared heaters: electric infrared and gas
Flakt Ind. AB.)

Cylind
er d
ried
Flakt dried
= Higher TEA(tensile energyabsorption)
% Stretch
Load
FIGURE 35.18 Stretch of paper depending on drying con-
ditions. (Courtesy of Flakt Ind. AB.)
TABLE 35.4Frequency and Wavel ength Ranges ofRadioact ive Dryers
Dryer Type Wavelength
Range
Frequency
Range (MHz)
Overall Typicala Overall Typicala
Infrared 1–1000 mm 1–10 mm 107
Microwave 1–100 cm 10–70 cm 400–5000 900–2450
Radio frequency 1–100 m 7–22 m 1–100 10–40
aCommonly used ranges in dryer designs.
100
120
infrared. The electrical infrared heater is primarily a
metal filament in a sealed enclosure. The spectral
energy distribution of various infrared heat sources
is shown in Figure 35.20. In addition to high radiant
efficiency, the higher source temperature generates
shorter wavelength radiation. The shorter wave-
lengths are more penetrating and more sensitive to
color differential absorption. There will be a greater
difference between black-and-white products in a
high temperature–source oven. However, the greater
radiant efficiency in the high-temperature ovens com-
pensates for this drawback, as shown in Figure 35.21.
The characteristics of commercially used electric in-
frared heat sources are summarized in Table 35.5,
which shows that in some applications convection
is a very important factor for heat transfer. There-
fore, the overall oven design that allows better circu-
lation of air, of which the primary function is to
carry out the evaporated moisture, becomes very
Flakt dryer
% Possible free shrinkage
500
100
60 70 80 90 100% Dryness
~80%
Predryer After-dryer
FIGURE 35.19 The position of a floater dryer in a sack
paper dryer unit. (Courtesy of Flakt Ind. AB.)
� 2006 by Taylor & Francis Group, LLC.
important. The various types of oven design are
shown in Figure 35.22.
Gas infrared burners for industrial processing are
usually in two general styles: surface (Schwank)
burners and impingement burners. A surface burner
(Figure 35.23) is a gas generator consisting of a per-
forated special ceramic tile, set in a rugged cast iron
or ceramic housing, with a special alloy screen grid
that protects the tile and also serves as a reradiator
and air deflector. These burners have an operating
temperature range from 760 to 890 8C (1400 to
1650 8F) when the proper mixture and volume of gas
and air are supplied. The fuel mixture is ignited on the
surface of the ceramic tile. Higher temperatures
(~1550 8C) can be achieved by using refractory IR
burners.
1
20
40
60
80
3 5 7 9Wavelength (μm)
A
B
C
DE
Rel
ativ
e en
ergy
FIGURE 35.20 Spectral energy distribution of infrared heat
sources (A, quartz lamp coiled tungsten, 22008C; B, quartz
tube coiled nickel chrome alloy, 19808C; C, metal sheath
heater surface, 7608C; D, Schwank gas infrared burner,
9008C; E, electric panel heater, 4308C). (Courtesy of Fostoria
Ind. Inc.)

101
2
4
6
10
20
40
60
100
20 40% Voltage
60 80 100
% W
atts
and
col
or te
mpe
ratu
re (
�F)
A
B
C
DE
F
G
FIGURE 35.21 Voltage characteristics of infrared sources
(A, tungsten color temperature; B, nickel chrome color tem-
perature; C, 22008C tungsten wattage; D, quartz tungsten
radiation output; E, G-30 glass tungsten radiation output;
F, nickel chromium wattage; G, nickel chromium radiation
output). (Courtesy of Fostoria Ind. Inc.)
A newly developed, ceramic, fiber matrix, gas-
fired infrared generator [46] is claimed to have a
high gas-infrared conversion efficiency (50 to 70%)
and high power density (30 to 100 kW/m2 depending
on temperature); it can be turned off from 8508C to
touch in seconds; it can be rapidly modulated to meet
heat load or machine speed variation; and it has no
naked flame. The ceramic fiber pad of this generator
is robust, and the supporting chamber and frame are
air cooled.
The advantages of IR dryers can be summarized
as: (1) low capital cost, (2) compactness, (3) contact-
free drying, (4) instantaneous startup and shutdown
of electric infrared, and (5) better product quality
because of the possibility for zoning the electric heat-
ers across the width of the web and modulating the
heat in each zone separately. However, application of
the IR dryers is still limited to the drying of coatings,
primarily owing to the relatively high operating costs,
i.e., the cost of electrical energy or gas. There are also
safety problems related to IR dryers, especially with
gas burners, because of the very high operating tem-
peratures.
35.2.2.4 Recent Developments in Paper Drying
In this section, the more significant developments
made to increase the efficiency of multicylinder dryers
� 2006 by Taylor & Francis Group, LLC.
in recent years, and the new or novel concepts not
used extensively in the papermaking industry yet, will
be summarized. Some of these methods are still at a
laboratory stage but show the potential for a real
breakthrough in the paper-drying technology.
35.2.2.4.1 Innovations in Conventional Drying
of Paper
Cylinder-end insulation: The heat loss from a single
cylinder (1.5 m in diameter) over a period of a year is
found to be equivalent to 86 t of steam. Further cal-
culation shows that 90% of the heat loss can be saved
by the application of an insulator with an overall
heat-transfer coefficient of 0.7 W/m2 K to the cylinder
ends. However, a practical insulator should be fire,
oil, water, and chemical resistant, with the character-
istics such as easy to install, cost-effective, have a long
life, and should also provide access to manholes in
order to solve this problem.
35.2.2.4.2 Ribbed Dryers, Spoiler Bars
Augmentation of heat transfer through the conden-
sate layer becomes more important with increasing
machine speed. In order to obtain higher heat transfer
between the condensing steam and the wet web, the
thickness of the condensate layer should be reduced
by more efficient condensate-removal techniques or
by the use of fins so that heat can be conducted
around the condensate. This has led to such concepts
as ribbed dryers, spoiler bars, and grooved dryers.
The ribbed dryer has a series of ribs or fins
machined on the inside cylinder wall. The condensate
forms in grooves and is removed by a series of small
syphon pipes. The application of this type of dryer is
limited (only on Yankee cylinders) due to the com-
plexity of the condensate-removal system.
There is an oscillatory motion in the rimming
condensate layer and, if some restrictions (e.g., bars)
are spaced at the resonant frequency of the conden-
sate, a higher intensity of turbulence can be achieved.
This is the idea behind the dryers with spoiler bars.
There are two ways to attach the bars inside the
cylinder: (1) magnetic bars that utilize 460- to 920-
mm bar magnets laid end to end and (2) spring-
loaded hoop rings that use circumferential rings at-
tached to the longitudinal bars.
It has been reported [47] that the overall heat-
transfer coefficient can be increased up to 40 to 50%
by ribbed dryers or spoiler bars at machine speeds of
1400 m/min, as compared with plain shell dryers.
35.2.2.4.3 Profilers
Profiling steam boxes and infrared and magnetic pro-
filers are some of the devices utilized in paper ma-
chines.

TABLE 35.5Characteristics of Commercially Used Infrared Heat Sources
Characteristics Tungsten
Filament Wire
Nickel Chrome Alloy
Spiral Winding
Low-Temperature
Panel Heater, Buried
Nickel Chrome Alloy, Metallic Salt
Glass Bulb T3 Quartz Lamp Quartz Tube Metal Sheath
Source temperature (8C)
Normal maximum 2200 2200 870 650 315–430
Usual range 1650–2200 1650–2200 760–980 540–760 205–590
Brightness Bright white heat Cherry red Dull red Nonvisible light
Usual size G-30 lamp 3/8-in. diameter tube 3/8- or 5/8-in.
diameter tube
Various flat panels
Wavelength at energy
peak (mm)
Normal maximum 1.15 1.15 2.6 3.1 ~4–5
Usual range 1.15–1.5 1.15–1.5 2.6–2.8 2.8–3.6 3.2–6
Relative energy
distribution (%)
Normal maximum
Radiation 80 86 55 50a 40–30a
Convection and
conduction 20 14 45 50a 60–70a
Usual range
Radiation 65–80 72–86 55–45 53–45a 50–20a
Convection and
conduction 35–20 28–14 45–55 47–55a 50–80a
Degree of heat
penetration
Depth of penetration varies with the characteristics of the product; as a general rule, energy of shorter wavelengths penetrates deeper than energy of longer wavelengths
Relative response
to heating up Seconds Seconds Minutes Minutes Scores of minutes
Cool down Seconds Seconds Seconds Minutes Scores of minutes
Color sensitivity Bodies of different colors can be heated at more nearly the same rate by IR with long wavelengths than they can be short-wavelength IR
Ruggedness
Mechanical shock Poor Good Good Excellent Varies with panel
Thermal shock Poor Excellent Excellent Excellent Design could be quite good
aRelative energy distribution will vary with the amount of convective cooling, which can vary with the position of heater and volume of air moving by, among other factors.
Source: Courtesy of Fostoria Ind. Inc.
�2006
by
Taylo
r&
Fra
ncis
Gro
up,L
LC
.

(a)
(b)
(c)
FIGURE 35.22 Infrared designs: (a) oven with pressurized
sections to introduce heated air; (b) ovenwithpressurized sec-
tions for cooling and ventilation; (c) different design of an
oven with pressurized sections for cooling and ventilation.
(Courtesy of Fostoria Ind. Inc.)
Profiling steam boxes, which selectively heat the
web, are placed just prior to the pressure-roll nip. The
increased temperature of the web improves water
removal, thus providing a means for moisture profile
control. However, the width of profile control is typ-
ically 310 to 460 mm and the range of the moisture
control is limited between 2 and 3% [48].
The infrared profiler uses segmented infrared
heaters that are individually controlled in 150-mm
zones in the CM direction.
The magnetic profiler uses independently exited
electromagnets installed across the width of a dryer
cylinder. As the cylinder, which is a conductor, passes
through the magnetic flux lines, eddy currents (which
produce heat) are induced in the shell. This heat
provides very precise and discrete control of the mois-
A
C
D
B
FIGURE 35.23 Surface-type gas infrared burner (A, premix
gas and air; B, chamber; C, perforated ceramic tile; D,
special alloy screen grid). (Courtesy of Fostoria Ind. Inc.)
� 2006 by Taylor & Francis Group, LLC.
ture profile. The eddy current heating produced can
be 100 times higher than the input power to the
inductor in the 150-mm width band. Commercial
tests show that these profilers control the moisture
within þ0.3% and increase the machine speed up to 5
to 10% [48].
35.2.2.4.4 Papridryer
The Papridryer consists of two principle components:
a high-velocity hood and a vacuum cylinder. High
velocity (60 to 100 m/s), hot (250 to 4508C) air jets
impinge against the web supported on the vacuum
roll, resulting in higher drying rates at the surface of
the web. The vapor formed within the sheet is re-
moved by suction. The application of suction pro-
vides not only through-drying but also enhanced
impingement heat-transfer rates. Laboratory [49]
and mill [50] trials of the Papridryer show very high
drying rates (almost 10 times the average rate of
modern conventional dryer section for newsprint)
without significant change in quality. The preliminary
design calculations showed that only six Papridryers,
each having 1.5- to 2-m suction roll, could provide all
the necessary drying for a 15-m/s newsprint machine
with a dryer train consisting of about 60 steam-heated
cylinders. A better CM moisture profile can be ob-
tained by varying the jet velocities. Fast response to
control action and better energy efficiency are among
the other advantages of the Papridryer. Recent ex-
perimental studies published on the effect of surface
motion on slot jet impingement heat transfer [51] and
the effect of high-temperature difference (up to
3008C) on impingement heat transfer [52] will make
it possible to improve the Papridryer design.
The need for higher drying rates and controlled
paper properties has revived the Papridryer, i.e., com-
bined impingement and through-air drying, idea in
the last decade. Recent experimental studies [53,54]
reaffirmed the drying benefits, but still there is no
commercial application.
35.2.2.4.5 High-Intensity Impingement Drying
High-intensity drying is a concept using high-velocity
impingement drying in combination with cylinder
drying. It is similar to Yankee dryers on tissue ma-
chines, i.e., impingement hoods on a steam-heated
cylinder. Very smooth paper surface is achieved due
to the contact with the drying cylinder. Two dryers
can be used for printing papers to ensure that both
sides are treated in the same way [55].
The impingement-drying concept developed by
Valmet comprises a combination of conventional cy-
linder dryers and high-intensity drying units. Each
high-intensity drying unit has a large diameter roll
and two retractable air-impingement hoods. Three

of such units can be installed in a dryer section for
printing- and writing-paper grades. It is claimed that
the specific energy consumption per ton of paper is
almost exactly the same as the corresponding conven-
tional dryer case [56,57]. It is expected that this type
of dryer will play a significant role in developing
compact, high-speed machines of the future [57,58].
35.2.2 .4.5 Rad io Frequency and Microw ave Dr ying
Another alternative in maintaining higher drying rates
is the application of high-frequency dielectric heating,
covering both RF and microwave ranges. As shown in
Table 35.4, microwaves have higher frequencies and
shorter wavelengths whereas the RF radiations have
lower frequencies and longer wavelengths.
An industrial microwave heating system consists
of a dc power supply, a microwave generator (mag-
netrons are available in 915- and 2450-MHz bands
and klystrons at the higher-frequency bands) and an
applicator. A microwave heater has only one elec-
trode. On the other hand, an RF device requires two
electrodes. The power can only be drawn from an RF
generator when there is material present in the appli-
cator; therefore, the material is an essential electrical
component of the circuit and affects the electrical
characteristics [59].
In the early designs of the RF dryers, flat-plate
electrodes are used and the product is placed between
these electrodes. More recent designs use rod elec-
trodes either in a staggered through-field arrangement
in which the sheet is between the electrodes or in a
stray-field arrangement in which the electrodes are on
the same side of the sheet. These configurations have
been applied successfully to paper drying.
As the heat is absorbed only by water and as the
power-conversion efficiency is low, this mechanism is
suitable only for profile correction and for the drying
of laminated sheets.
A recently proposed system combines RF heating
with hot-air impingement. RF energy is applied to the
sheet through the air-impingement nozzles. Initial tests
have shown that the same drying rate can be achieved
up to one tenth of the time as that of the conventional
dryer, for some products, by using only 10 to 20% of the
energy required in the form of RF energy.
Jones [60] states that as the machine width in-
creases to become a significant proportion of a quar-
ter of a wavelength (i.e., 5 m at 13 to 56 Hz), the field
uniformity becomes increasingly difficult to achieve.
As paper machines are typically wider, an account
must be taken of standing waves.
35.2.2.4.6 Innovative Press-Drying Techniques
In the last 20 y, the main research effort in paper
drying has been concentrated on what we may call
� 2006 by Taylor & Francis Group, LLC.
the variations of wet pressing or a combination of
pressing and drying. Press, impulse, and Condebelt
drying techniques have made significant progress in
recent years. Each of these processes uses mechanical,
thermal, and interactive effects in a unique way; be-
cause of that they are sometimes called thermomecha-
nical web consolidation processes [61]. All these
techniques claim very high dewatering or drying
rates that are applicable even to sheets made from
high-yield pulps and offer opportunity for greater
energy efficiency. Detailed, comparative reviews can
be found elsewhere [61–64].
35.2.2.4.7 Press Drying
The FPL (Forest Product Laboratory, U.S. Depart-
ment of Agriculture) press-drying process combines
mechanical and thermal means of water removal for
drying stiff pulp fibers (e.g., for linerboard production
under compressive force that improves interfiber
bonding). Press drying utilizes less energy because
the sheet has lower moisture entering the drying sec-
tion. Wet web is sandwiched between two felts and
pressed between two hot surfaces.
Laboratory tests have shown that it is possible to
achieve average drying rates about 10-fold at 1778Cand 20-fold at 2888C compared with conventional
drying of linerboard [65]. The estimated dryer size
needed for paper-machine speeds ranging from 0.25
to 10 m/s (50 to 2000 fpm) based on the tests per-
formed at FPL can be found in the literature [66].
The techniques developed for press drying and the
effects of press drying, particularly changes in drying
variables such as initial moisture content, tempera-
ture, pressure, and time, on sheet properties have
recently been summarized by Mitchell [67].
Back and Anderson [68] have found that at a
surface temperature of 1508C, both the tensile index
and the modulus of elasticity remain at high levels in
the range of 39 to 70% initial solids content, but
decreases sharply at higher solids content. They used
press-dried paper made from 60%-yield softwood
Kraft pulp.
Both the studies of Back and Anderson [68] on the
strength properties of press-dried sheets at the surface
temperature of 150 to 3008C and Yang et al. [69] on
the effect of density on modulus of elasticity of 1078C,
1498C, and 2328C showed no appreciable effect of
change in temperature. Setterholm and Benson [70]
showed that increased pressure increases the consoli-
dation of the sheet, which is accompanied by in-
creased strength properties such as breaking length
and elastic modulus.
Some of the reported advantages of the press
dryers are listed below [71]:

. Effective utilization of high-yield fibers
. Better use of hardwood fibers
. Improvement in the characteristics of paper
products made from refiner and thermomecha-
nical pulps. Improvements in paper-containing waste paper
that leads to a promising future for paper recyc-
ling. Reduction in the amount of refining required to
obtain the given web characteristics. Improved dimensional stability and smooth-
surface production. Increase in the output of dryer-capacity-limited
machines
Press drying offers a very promising method for
paper and paperboard drying. However, the method
is still in the development stage and many problems
(i.e., the venting of water vapor and the need of
extended nip residence time) remain to be solved.
Pilot-scale testing, at PAPRICAN, PIRA, and so
on, of this process is still underway.
35.2.2 .4.8 Condebe lt (or Conva c) Dr yer
The Convac process is an entirely novel concept in
paper drying. In this process, the wet sheet is pressed
on a steam-heated metal surface with a permeable felt
or mat and an impermeable metal sheet that is water-
cooled [72] (Figure 35.24). Before drying starts, air is
removed from the web and felt by vacuum. Once
drying begins, water vapor evaporates from the web,
passes through the felt and condenses on the cold
metal sheet, and this continues throughout the drying
Steam, T =P =
Cooling water,
Cooling-water chest
Seal
Edge seal
Seal
Steam chest
FIGURE 35.24 Basic scheme of a Condebelt device. (Courtesy
� 2006 by Taylor & Francis Group, LLC.
process. Therefore, by using this mechanism, vacuum
is maintained in the dryer. The static laboratory tests
resulted in very high drying rates, exceeding 145 kg/
m2 h at a metal temperature of 170 8C. Convac-dried
paper and board products show higher stiffness and
tensile strength, and the web surface in contact with
the hot metal becomes smooth.
In the pilot-scale application of this process, the
paper web is supported by a fine metal wire and a
thick plastic wire and is fed between two metal bands
(Condebelt process). The top or bottom band is
heated by steam and the other band is cooled by
water. Two proposed Condebelt arrangements are
shown in Figure 35.25. Pilot-scale testing of this
process at Valmet–Tampella Research Center gave
promising results [73,74]. Drying rates close to
500 kg/m2 h are reported for low-grade paper in
these tests [73]. The advantages are claimed to be
much higher drying rates, improvement in sheet
properties (e.g., smoothness, enhanced strength pro-
perties, and no shrinkage), and the possibility of
reduced space requirements.
There are two commercial installations of Conde-
belt dryers on board machines. According to recent
reports [75,76], the minor operational issues have
been resolved with modified design and expected im-
provements in product properties are realized.
35.2.2.4.9 Impulse (High-Intensity) Drying
High-intensity contact drying denotes the drying
under sufficiently intensive heating conditions such
that, following a brief warm-up period, the moist
paper web operates at internal temperatures in excess
120 to 1808C (248 to 3568F) 2 to 10 bar (abs) (2 to 10 ata)
T = 20 to 908C (68 to 1948F)P = heating steam pressure
No air in the void spacesbetween the two steel platens
Steel platen
Steel platen
WebFine-mesh plastic wireCoarse plastic wire
of Valmet–Tampella.)

Air-removal unit
Possible subzone partitionsSteel band
Dry web out
Dry web out
Wet web in
Steam
Steam
Water
Steam
Suction
Sliding seals
Coarse wire
Doctor
Suction
Steel band
Fine wire(a)
(b)
Steam or hot gas
Hot gasHot steel band preheater
Air-removal unit
Wet web inBooster heater
Steel band
SuctionIn
Cooling water Out
Steel band
Band supports
Doctor
Suction
Coarse wire
Fine wire
Optional steel band precooler Water or aircooling
FIGURE 35.25 Condebelt dryer arrangements: (a) high z-pressure arrangement; (b) low z-pressure arrangement with pre-
and booster-heated steel band. (Courtesy of Valmet–Tampella.)
of the ambient boiling point [77]. Dryer surface tem-
perature might be elevated to 200 8C or higher and
sheet contact pressure in the range of 7 to 35 kPa or
higher. These can be compared with the typical dryer
surface temperatures, which range from 125 to 175 8Cand contact pressures that are less than 2 kPa. Drying
rates may be 10 to 20 times those obtained in conven-
tional drying [77].
Poirier and Sparkes [78] have successfully run a
two-roll impulse drying unit at PAPRICAN pilot
paper machine at speeds up to 800 m/min. Solids
contents of 60% have been achieved with newsprint
using this single-nip arrangement.
� 2006 by Taylor & Francis Group, LLC.
The main problems associated with this technique
are delamination of the sheet, brightness and opacity
losses, sidedness, and sticking of the sheet to the
surfaces. There is a great investment in experimental
and theoretical development work in order to gain a
better understanding of the mechanisms involved in
this highly promising process. Various theoretical
views and debate published in the last 5 y show that
a widely accepted mechanism has not been pro-
posed yet [61–64,79–83]. Drying rates and process
conditions for typical impulse drying process as com-
pared with press and Condebelt drying are shown in
Table 35.6.

TABLE 35.6Comparison of Press, Condebelt, and Impulse Drying
Press
Drying
Condebelt
Drying
Impulse
Drying
Temperature (8C) 100–250 120–180 150–500
Pressure (MPa) 0.1–0.4 0.02–0.5 1–5
Residence time (ms) 200–300 250–10,000 15–100
Drying rate (kg/m2 h) 25–120 100–400 500–8,000
Energy usage
(kJ/kg H2O) 2,500–3,500 2,200–3,000 550–1,400
Source: From Paulapuro, H., Developments in Wet Pressing, PIRA
Information Services, Leatherhead, Surrey, U.K., 1993.
35.2.2.4.10 Superheated Steam Drying
Loo and Mujumdar [84] made a transient analysis to
evaluate the technical feasibility of using superheated
steam as a drying medium replacing hot air. The main
attraction of the steam CIT (combined impingement
and through-drying) process they propose is the pos-
sibility of extremely high thermal efficiencies attain-
able through reuse of the exhaust steam by reheating,
compression, or use in other process-heating applica-
tions. Subsequently, Cui and Mujumdar proposed an
alternate configuration for steam drying of paper and
developed a simple mathematical model to estimate
the drying rate and energy consumption [85]. They
showed that although the drying rates for tissue prod-
ucts could be increased up to 25 to 30% compared
with those of a Yankee dryer, the net heat consump-
tion was extremely low. Their model was verified in a
static drying test apparatus operated in the constant-
rate period [86].
The effects of steam drying on paper quality need
to be examined closely. However, as steam drying of
pulp has been used successfully, it is not very likely
that it will have adverse effects on sheet properties.
Preliminary studies indicate that steam drying may
actually enhance the strength properties of paper.
In a recent review of this process, Mujumdar [87]
reported the drying rates of 100 to 200 kg/m2 h and
compared the limitations and advantages of both air
and steam drying. He concluded that the process
appears to be a viable concept due to its higher energy
efficiency, enhancement of certain quality indices for
at least some types of pulps, elimination of fire haz-
ard, and reduced space requirements. The technical
issues to be resolved are startup and shutdown, con-
densation of steam on web, air infiltration (sealing at
high speed), materials of construction due to corro-
sion and erosion, steam cleaning, recirculation, com-
pression, heating, and sheet-quality aspects.
� 2006 by Taylor & Francis Group, LLC.
35.2.2.4.11 Drying in the Presence
of an Electrostatic Field
Recently, Rounsley [88] reported a 5 to 18% increase
in the drying rates of paper and coatings in the pres-
ence of a nonuniform, static, electric field. This tech-
nique has been tested for both felted and unfelted
drum drying as well as air impingement and radiant
drying. If commercially successful, this concept has
the advantage of fast response and may be used for
moisture profile control.
In summary, it may be noted that most of the
paper drying carried out industrially is accomplished
by conventional multicylinder dryers. With the ad-
vent of more energy-efficient and economic dryers
based on novel concepts, however, it is likely that
new drying technology will find industrial acceptance
within a decade.
35.3 DRYING OF PULP
If pulp is produced for use in an integrated paper-
making machine, there is no need for drying. How-
ever, for market pulp, drying up to 10% moisture
(90% fiber, 10% water) is necessary.
The pulp web was dried exclusively by contact
with steam-heated cans until the mid-1950s. However,
air drying (air floater dryers) of pulp is predominant
today (e.g., 70% of the U.S. paper industry). Al-
though the application of flash drying in the industry
is relatively new, it has found an appreciable market
(e.g., 15% of the U.S. paper industry). As the steam-
dryer system was introduced to the industry only
recently, it is not yet an established drying technique
for pulp.
35.3.1 CONVENTIONAL PULP DRYING
In the conventional method, the pulp web is produced
on either a fourdrinier wire or a revolving cylinder in
a vat in which the level is kept constant by continuous
pulp supply. A modern fourdrinier system has a
closed head box working at constant level, wet suc-
tion boxes to allow the drainage on the wire, and hot
water or steam boxes for preheating the web. Pressing
is accomplished either with feltless press rolls or dou-
blefelted press rolls. After the press rolls, the dryer
section begins. Cylinder dryers or air floater dryers
can be used in this section. The described modern
fourdrinier system achieves high dryness ahead of
the drying section, which affects the economy of the
system and allows higher capacities and machine
speeds up to 100 t/d and 200 m/min, for example.
This unit may have a machine width up to 6.5 m.
The revolving cylinder system is less expensive, but

it has lower capacity and presents some problems
related to the quality of the sheet [89].
Although the conventional steam-heated cylinder
dryers are still predominant in the paper industry,
their share in pulp drying has diminished rapidly
after the application of air floater dryers. The dryers
are 1.2- to 1.5-m diameter case iron cylinders and the
steam systems and air systems are similar to the paper
dryer system described earlier.
The air floater dryers are also similar to those
described in the paper-drying section. Hot air is im-
pinged to the web from blow boxes above and below,
and the web floats supported by the airflow. The low
sheet tension ensures a greater ability to tolerate dis-
turbances or sheet defects, and the quality of pulp is
less affected. Pulp dryers also consist of stacked dry-
ing decks, as shown in Figure 35.16. Pulp dryers are
larger than paper dryers as pulp is air dried from the
press section to the cutter.
35.3.2 FLASH DRYING
Flash drying is a process in which wet pulp is intro-
duced into a stream of hot gases and its moisture is
vaporized.
Dewatering of wet pulp is accomplished by vari-
ous types of presses. After dewatering, moist pulp is
introduced into a hot gas stream. The pulp–hot gas
mixture passes through a number of flash-drying
towers (number depends on the design of the system,
but usually two double-towered systems with a cyc-
lone separator between them are used as shown in
Figure 35.26) and the dried pulp particles and the
moist gases are separated in cyclone separators.
EF
B
D
B
G
B
C
A
H
FIGURE 35.26 A flash-dryer unit for pulp (A, moist pulp;
B, air; C, oil; D, moist air; E, dried pulp; F, circulation fans;
G, air heater; H, steam-heated heat exchangers).
� 2006 by Taylor & Francis Group, LLC.
There are also single, rotating horizontal units avail-
able for pulp drying.
Flash dryers for pulp are in operation with cap-
acities of up to 500 BDMT/d (bone-dry metric tons).
One such plant dries pulp from approximately 60 to
12% water in a two-stage dryer. The lower moisture
bound is critical, as overheating below it can cause
thermal cross-linking that makes reconstitution of the
original fiber difficult. Pulp temperature is maintained
below 70 8C in both stages, with air inlet temperatures
of 400 and 170 8C, respectively. Exhaust for the sec-
ond stage is mixed with inlet air to the first stage.
Surface moisture is removed in the first stage (about
30% moisture), and the more delicate second-stage
drying is carried out at a lower temperature. Dried
pulp is cooled before baling. The first-stage air heater
may burn oil or natural gas; the second-stage dryer
uses steam-heated air.
Although there are still some questions about the
high gas temperatures involved in flash dryers and the
absence of wide market acceptance of the products,
flash drying is very promising because of its very low
operating and capital costs compared with conven-
tional pulp dryers [89].
35.3.3 STEAM DRYING
The steam drying of pulp is a very recent application
and not yet widely accepted. Pilot-plant and full-scale
tests have shown very attractive results.
The principle of the steam dryer is outlined in the
flow diagram shown in Figure 35.27. Wet pulp is fed
into the dryer by means of a plug feeder, then disin-
tegrated and fluffed in a steam atmosphere and blown
through the drying stages by means of fans. Each
stage is a shell and tube heat exchanger, with steam
of a higher temperature condensing outside the pulp-
transport pipes. The dried pulp and carrier steam are
then separated in a cyclone, and the pulp is fed out of
the pressurized system by a specially designed dis-
charge screw and blown with air to a cooling cyclone.
The generated steam from the pulp moisture is with-
drawn to keep the pressure constant and the rest is
reused as carrier steam.
The first commercial installation of a steam dryer
in Sweden for a chemithermomechanical pulp
(CTMP) line with a capacity of 150 t/day showed a
30% reduction in overall drying costs per ton of mar-
ket pulp compared with an equivalent-size flash dryer
[90].
Lower power consumption, very short drying
times, easy control, no risk for fire in steam atmos-
phere, and minor or no effect on pulp quality are
among the advantages claimed by the manufacturer.

A
F
G
I J
E
D
C
H
B
FIGURE 35.27 Flow diagram of a steam dryer for pulp (A, wet pulp; B, heating steam at 6 to 15 bar; C, dried pulp; D,
generated steam at 2 to 5 bar; E, condensate; F, plug feeder; G, fluffer; H, discharge screw; I, circulation fans; J, cooling-air
fan). (Courtesy of MoDo-Chemetics.)
35.4 CONCLUSION
This chapter summarized the current technology for
drying of paper and pulp. Recent developments and
trends are also indicated. The reader is referred to the
literature cited and other relevant sections or chapters
of this handbook for further details and additional
information.
ACKNOWLEDGMENT
The authors wish to thank Purnima Mujumdar for
her patient typing of this manuscript, without which
this work could not have been completed within the
required time frame.
NOMENCLATURE
A cross-sectional area
B basis weight of the sheet out of the dryer
section as dried (wet basis), g/m2
c concentration
C1, C2 constants
D diameter of the dryer cans
Dp nozzle-plate diameter ratio
D diffusivity
f open area
F1–2 overall interchange factor
h heat-transfer coefficient
H dimensionless jet-plate spacing
k thermal conductivity
L length across which DT is measured
M kilograms of water evaporated per kilogram
of paper dried (wet basis)
N number of dryer cans in contact with the
sheet
Nu average Nusselt number
� 2006 by Taylor & Francis Group, LLC.
P pressure
Pr Prandtl number
q heat flux
Qe condensate flow rate
Qs blow-through steam rate
R gas constant
Re Reynolds number
Sm speed of the machine, m/s
Sc Schmidt number
Sh average Sherwood number
t time
T temperature
u sheet velocity
w weight of water removed per unit area per
unit time, or drying rate
x coordinate axes
X sheet thickness
Xp nozzle-plate width ratio
Greek Symbols
a thermal diffusivity
b mass-transfer coefficient
s Stefan–Boltzmann constant, 5.67 � 10�8
W/m2 K4
l latent heat of vaporization
Subscripts
a air
cyl cylinder
cs cylinder to sheet
f felt
o overall
r radiant
s steam
sa sheet to air
sf sheet to felt

REFERENCES
1.
� 200
Luikov, A.V., Heat and Mass Transfer in Capillary-
Porous Bodies, Pergamon Press, London, 1966.
2.
Montgomery, A.E., Tappi J., 27(1):1, 1954.3.
Kuhasalo, A., Niskanen, J., Paltakari, J., and Karlsson,M., in Papermaking, Part 2, Drying, M. Karlsson, Ed.,
Fapet Oy, Helsinki, Finland, 2000.
4.
Coveney, D.B. and Robb, G.A., in Pulp and PaperManufacture, Papermaking and Paperboard Making,
Vol. 3, 2nd ed., R.G. Macdonald and J.N. Franklin,
Eds., McGraw-Hill, New York, 1970.
5.
Kershaw, T.N., in Pulp and Paper Chemistry and Chem-ical Technology, Vol. 2, 3rd ed., J.P. Casey, Ed., Wiley ,
New York, 1980.
6.
Nissan, A.H. and Kaye, W.G., Tappi J., 38(7):385,1955.
7.
Nissan, A.H., George, H.H., and Hansen, D., Tappi J.,45(3):213, 1962.
8.
Kirk, L., in Advances in Drying, Vol. 3, A.S. Mujumdar,Ed., Hemisphere, New York, 1983.
9.
Race, E., in Drying of Paper and Paperboard, G. Gavelin,Ed., Lockwood, New York, 1972.
10.
Bell, D.O., Seyed-Yagoobi, J., and Fletcher, L.S., inAdvances in Drying, Vol. 5, A.S. Mujumdar, Ed., Hemi-
sphere, Washington, DC, 1992.
11.
Keey, R.B., Drying Principles and Practice, PergamonPress, Oxford, 1972.
12.
Nissan, A.H. and Hansen, D., AIChE J., 6(4):606,1960.
13.
TAPPI, Paper Machine Drying Rate, TIS-014.17, 1970.14.
Perrault, R.D., Tappi J., 66(9):65, 1983.15.
Simmons, T., in Drying of Paper and Paperboard,G. Gavelin, Ed., Lockwood, New York, 1972.
16.
Walker, P.J., in 1977 Handbook: Practical Aspects ofPressing and Drying, TAPPI, Atlanta, GA, 1977.
17.
Marshall, H.G., in Drying of Paper and Paperboard,G. Gavelin, Ed., Lockwood, New York, 1972.
18.
Kottick, G.J., in Drying of Paper and Paperboard,G. Gavelin, Ed., Lockwood, New York, 1972.
19.
Soininen, M.A., in Drying of Paper and Paperboard,G. Gavelin, Ed., Lockwood, New York, 1972.
20.
Smook, G.A., in Drying of Paper and Paperboard,G. Gavelin, Ed., Lockwood, New York, 1972.
21.
Palazzolo, S., Paper Trade J., 33(May 16–31), 1978.22.
Johansson, B., Pulp Paper Can., 84(11):29, 1983.23.
Osterberg, L. and Norinder, S.-O., in Drying of Paperand Paperboard, G. Gavelin, Ed., Lockwood, New
York, 1972.
24.
Richter, G.A., Tappi J., 41(12):777, 1958.25.
Nuttall, G.H., in Drying of Paper and Paperboard,G. Gavelin, Ed., Lockwood, New York, 1972.
26.
Atkins, J.W., Rodencal, T.E., and Vickery, D.E., Tappi J.,65(2):49, 1982.
27.
Crotogino, R.H., Paper Tech. Ind., 16(4):T154, 1975.28.
Obot, N.T., Mujumdar, A.S., and Douglas, W.J.M., inDrying ’80, Vol. 1, A.S. Mujumdar, Ed., Hemisphere,
New York, 1980.
29.
Martin, H., Advances in Heat Transfer, 13:1, 1977.6 by Taylor & Francis Group, LLC.
30.
Polat, S., Drying Technol. Int. J., 11(6):1147, 1993.31.
Gardiner, F.J., Tappi J., 60(7):90, 1977.32.
Mujumdar, A.S., Ind. Pulp Paper Tech. Assoc. J.,19(1):1, 1982.
33.
Brundrett, E. and Baines, W.D., Tappi J., 49(3):97,1966.
34.
Walser, R. and Swenson, R.S., Tappi J., 51(4):184,1968.
35.
Wedel, G.L. and Chance, J.L., Tappi J., 60(7):82, 1977.36.
Polat, O., Crotogino, R.H., and Douglas, W.J. M., Ind.Eng. Chem. Res., 8:736, 1992.
37.
Polat, O., Crotogino, R.H., and Douglas, W.J. M., inSymposium on Alternate Methods of Pulp and Paper
Drying Proceedings, Helsinki, 1991.
38.
Polat, O., Crotogino, R.H., and Douglas, W.J. M., inAdvances in Drying, Vol. 5, A.S. Mujumdar, Ed., Hemi-
sphere, Washington, DC, 1992.
39.
Villalobos, J.A., International Water Removal Sympo-sium, London, 1975.
40.
Tappi J., 64(5):192, 1981.41.
Villalobos, J.A., Tappi J., 59(4):76, 1976.42.
Hashemi, S.J., Gomes, V.G., Crotogino, R.H., andDouglas, W.J.M., Drying Technol. Int. J., 15(2):341,
1997.
43.
Hashemi, S.J., Crotogino, R.H., and Douglas, W.J.M.,Drying Technol. Int. J., 15(2):371, 1997.
44.
Hashemi, S.J. and Douglas, W.J.M., Drying Technol.Int. J., 19(10):2487, 2001.
45.
Bennett, R.A., in Drying ’80, Vol. 2, A.S. Mujumdar,Ed., Hemisphere, New York, 1980.
46.
Duffy, G.G., Walmsley, M.M., and Smith, T.M.,Appita, 37(2):131, 1983.
47.
Chance, J.L., Svenkspapperstid, 86(14):23, 1983.48.
Pulkowski, J.H. andWedel,G.L.,Proceedingsof theTappiEngineering Conference, pp. 335–340, September, 1984.
49.
Burgess, B.W., Chapman, S.M., and Seto, W., PulpPaper Mag. Can., 73(11):T314, 1972.
50.
Burgess, B.W., Seto, W., Koller, E., and Pye, I.T., PulpPaper Mag. Can., 73(11):T323, 1972.
51.
VanHeiningen, A.R.P., Ph.D. thesis, McGill Univer-sity, Montreal, Canada, 1982.
52.
Das, D., M.E. thesis, McGill University, Montreal,Canada, 1982.
53.
Chen, G. and Douglas, W.J.M., Drying Technol. Int. J.,15(2):315, 1997.
54.
Talja, R., Timifeev, O., Keranen, J., and Manninen,J., Proceedings of the 12th International Drying Sympo-
sium, IDS’2000, Noordwijkerhout, The Netherlands,
2000.
55.
Pikulik, I.I. and Poirier, N.A., International DryingSymposium, IDS’94, Brisbane, Australia, Drying 94,
Vol. B, 1994.
56.
Talja, R., Karlsson, M.A., and Maleshenko, A., in PAP-TAC 86th Annual Meeting, Montreal, Quebec, 2001.
57.
Karlsson, M.A., in The Science of Papermaking, Vol. 1,C.F. Baker, Ed., P&PFRC, Lancashire, U.K., 2001.
58.
Pikulik, I.I., in Scientific and Technical Advances inForming, Pressing and Drying PIRA International Con-
ference Proceedings, Helsinki, 2002.

59.
� 200
Jones, P.L. and Cross, A.D., Proceedings of the Third
International Drying Symposium, Vol. 2, J. C. Ashworth,
Ed., Drying Research Ltd., Wolverhampton, U.K., 1982.
60.
Jones, P.L., Drying Technol. Int. J., 4(2):217, 1986.61.
Sprague, C.H., in Fundamentals of Papermaking, Vol. 2,C.F. Baker, Ed., MEP Publishing, London, 1989.
62.
Gunderson, D.E., in Symposium on Alternate Methodsof Pulp and Paper Drying Proceedings, Helsinki, 1991.
63.
Back, E.L., Developments in Drying Technologies, PIRAInformation Services, Leatherhead, Surrey, U.K., 1991.
64.
Paulapuro, H., Developments in Wet Pressing, PIRAInformation Services, Leatherhead, Surrey, U.K., 1993.
65.
Setterholm, V.C., Tappi J., 62(3):45, 1979.66.
von Bryd, L., in Drying ’82, A.S. Mujumdar, Ed.,Hemisphere, New York, 1982.
67.
Mitchell, A.J., Appita, 37(4):325, 1984.68.
Back, E.L. and Anderson, R.G., Svenskpapperstid,82(2):35, 1979.
69.
Yang, C.F., Mark, R.E., Eusufzai, A.R.K., and Perkins,T.W., Jr., Svenkspapperstid, 84(9):R55, 1981.
70.
Setterholm, V.C. and Benson, R.E., USDA Forest Ser-vice Paper, FPL 295, 1977.
71.
Attwood, B.W. and White, D.G., Paper Technol. Ind.,22(3):92, 1981.
72.
Lehtinen, J.A., in Drying ’80, Vol. 2, A.S. Mujumdar,Ed., Hemisphere, New York, 1980.
73.
Unkila, K., Lehtinen, J., and Juntunen, T., in Sympo-sium on Alternate Methods of Pulp and Paper Drying
Proceedings, Helsinki, 1991.
74.
Lehtinen, J., and Roberts, F., in World Pulp and PaperTechnology 1993, F. Roberts, Ed., Sterling Publishing
International, London, 1992.
75.
Retulainen, E., Drying Technol. Int. J., 19(10):2451, 2001.6 by Taylor & Francis Group, LLC.
76.
Lee, H.K., Jung. T.M., Youn, H.J., Ham, C.H., Kim,J.D., Jung, W.S., and Jeon, H.K., in Scientific and
Technical Advances in Forming, Pressing and Drying
PIRA International Conference Proceedings, Helsinki,
2002.
77.
Ahrens, F. and Astrom, A., Drying Technol. Int. J.,4(2):245, 1986.
78.
Poirier, D.J. and Sparkes, D.G., in Symposium on Al-ternate Methods of Pulp and Paper Drying Proceedings,
Helsinki, 1991.
79.
Lindsay, J.D., in Fundamentals of Papermaking, Vol. 2,C.F. Baker, Ed., MEP Publishing, London, 1989.
80.
Back, E.L., Tappi J., 74(3):135, 1991.81.
Lindsay, J.D., Tappi J., 74(9):238, 1991.82.
Back, E.L., Tappi J., 74(9):239, 1991.83.
Rudemiller, G.R. and Lindsay, J.D., Tappi J.,74(2):183, 1991.
84.
Loo, E. and Mujumdar, A.S., in Drying ’84, A.S.Mujumdar, Ed., Hemisphere/Springer, New York,
1984.
85.
Cui, W.K. and Mujumdar, A.S., in Drying ’84, A.S.Mujumdar, Ed., Hemisphere/Springer, New York,
1984.
86.
Cui, W.K., Douglas, W.J.M., and Mujumdar, A.S.,Drying Technol. Int. J., 3(2):307, 1985.
87.
Mujumdar, A.S., in Symposium on Alternate Methodsof Pulp and Paper Drying Proceedings, Helsinki, 1991.
88.
Rounsley, R.R., Proceedings of the of Tappi EngineeringConference, pp. 341–346, September, 1984.
89.
Cowan, E., in Pulp and Paper Manufacture: The Pulp-ing of Wood, Vol. 1, 2nd ed., R.G. Macdonald and J.N.
Franklin, Eds., McGraw-Hill, New York, 1969.
90.
Svensson, C., PPI, 93, June, 1980.