Dic Pps Weld Strength
1
★Please refer to Material Safety Data Sheet for safety precautions prior to use. The information contained in this data sheet is based on tests or research DIC Corporation (‘DIC’) believes to be reliable, but no warranty is given by DIC concerning the accuracy or completeness thereof. The supply of the information does not release the recipient from the obligation to test the products as to their suitability for the intended applications and processes. DIC has no liability for any consequence of the application, processing or use of the information or the products. Information concerning the application of the products is not and should not be construed as a warranty as to non-infringement of intellectual property for a particular application. Technical information TSD-1012 April, 2008 Weld Strength EP Division 7-20, Nihonbashi 3-chome, Chuo-ku, Tokyo 103-8233 Tel.+81-3-3278-9905 Fax.+81-3-3278-1844 DI C.P P S 1. General It is strictly impossible to reject the weld line at actual molded parts. The weld line should be classified two types based on formation process. One is called Hot- Weld as shown in Fig.1 and it is formed when the flow front is still melting. The other is Cold-Weld which is formed flow front is already cool down or starting to be solid. Generally Hot-Weld has high weld strength than other. Strength level of molded parts is classified as follows; Mold Flow Direction>>Transverse Direction >Weld-line As the result, part design should be considered to reduce a stress concentration on weld line. 2. Molding condition and weld strength Weld strength is affected by the molding condition as same as other mechanical property. Especially cylinder temperature has most influenced to the weld strength. Fig.2 shows relation between cylinder temperature and weld strength of FZ-1140. As the result, 310-340C of cylinder temperature is suitable, lower than 300C should be avoided. The specimens tested in Fig.2 have been molded under the condition of holding pressure; 60MPa, mold temperature; 150C and injection time; 1.2sec. In order to get good weld mechanical property, holding pressure should be high and mold temperature should be 120-160C. Also, the use of mold release agent should be avoided because it may cause dropping down of weld strength. 3. Effect of environmental temperature In Fig.3, weld strength depend on environmental temperature is shown. In this figure, cylinder temperature is 320C, and other molding conditions are as the same as the above data. Weld strength of GF40% grades; FZ-1140 and FZ-2140 is better than GF and mineral filled grades; FZ-3600 and FZ-6600. Also, FZ-2140 and FZ-6600 which are linear PPS polymer based compounds have better weld strength than FZ-1140 & FZ-3600 which are based cross-linked polymer. Super-tough grade; Z-230 has superior property, not only strength also elongation to prove it is suitable for molded parts used in mechanical impact, vibration and high pressure environment. 0 30 60 90 120 150 0 40 80 120 160 Temperature, ℃ Weld flexural strength, MPa FZ-1140-D5 FZ-2140 FZ-3600 FZ-6600 Z-230 0 0.5 1 1.5 2 2.5 3 3.5 4 0 40 80 120 160 Temperature, ℃ Weld flexural elongation at break, % Fig.3 Weld flexural properties vs. temperature. 0 2000 4000 6000 8000 10000 12000 14000 16000 0 40 80 120 160 Temperature, ℃ Weld flexural modulus, MPa Fig.2 Weld strength vs. cylinder temp. 40 60 80 100 120 260 290 320 350 380 Cylinder temperature, ℃ Weld strength, MPa Tensile Flexural Molten Resin Flow front Fig.1 Formation of weld line
description
Dic Pps Weld Strength
Transcript of Dic Pps Weld Strength
★Please refer to Material Safety Data Sheet for safety precautions prior to use. The information contained in this data sheet is based on tests or research DIC Corporation (‘DIC’) believes to be reliable, but no warranty is given by DIC concerning the accuracy or completeness thereof. The supply of the information does not release the recipient from the obligation to test the products as to their suitability for the intended applications and processes. DIC has no liability for any consequence of the application, processing or use of the information or the products. Information concerning the application of the products is not and should not be construed as a warranty as to non-infringement of intellectual property for a particular application.
Technical information TSD-1012 April, 2008
Weld Strength
EP Division 7-20, Nihonbashi 3-chome, Chuo-ku, Tokyo 103-8233 Tel.+81-3-3278-9905 Fax.+81-3-3278-1844
D I C . P P S
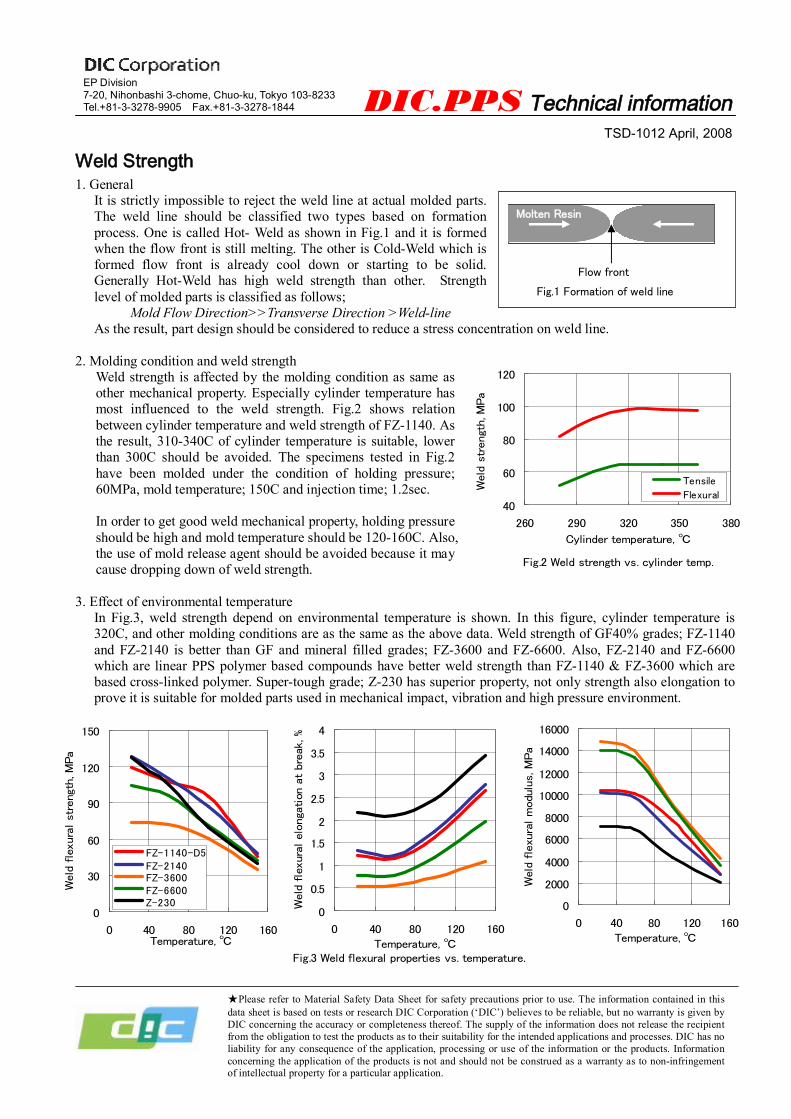
1. General It is strictly impossible to reject the weld line at actual molded parts. The weld line should be classified two types based on formation process. One is called Hot- Weld as shown in Fig.1 and it is formed when the flow front is still melting. The other is Cold-Weld which is formed flow front is already cool down or starting to be solid. Generally Hot-Weld has high weld strength than other. Strength level of molded parts is classified as follows;
Mold Flow Direction>>Transverse Direction >Weld-line As the result, part design should be considered to reduce a stress concentration on weld line.
2. Molding condition and weld strength
Weld strength is affected by the molding condition as same as other mechanical property. Especially cylinder temperature has most influenced to the weld strength. Fig.2 shows relation between cylinder temperature and weld strength of FZ-1140. As the result, 310-340C of cylinder temperature is suitable, lower than 300C should be avoided. The specimens tested in Fig.2 have been molded under the condition of holding pressure; 60MPa, mold temperature; 150C and injection time; 1.2sec. In order to get good weld mechanical property, holding pressure should be high and mold temperature should be 120-160C. Also, the use of mold release agent should be avoided because it may cause dropping down of weld strength.
3. Effect of environmental temperature
In Fig.3, weld strength depend on environmental temperature is shown. In this figure, cylinder temperature is 320C, and other molding conditions are as the same as the above data. Weld strength of GF40% grades; FZ-1140 and FZ-2140 is better than GF and mineral filled grades; FZ-3600 and FZ-6600. Also, FZ-2140 and FZ-6600 which are linear PPS polymer based compounds have better weld strength than FZ-1140 & FZ-3600 which are based cross-linked polymer. Super-tough grade; Z-230 has superior property, not only strength also elongation to prove it is suitable for molded parts used in mechanical impact, vibration and high pressure environment.
0
30
60
90
120
150
0 40 80 120 160Temperature, ℃
Weld
fle
xura
l st
reng
th, M
Pa
FZ-1140-D5FZ-2140FZ-3600FZ-6600Z-230
0
0.5
1
1.5
2
2.5
3
3.5
4
0 40 80 120 160Temperature, ℃
Weld
fle
xura
l elo
nga
tion
at
bre
ak, %
Fig.3 Weld flexural properties vs. temperature.
0
2000
4000
6000
8000
10000
12000
14000
16000
0 40 80 120 160Temperature, ℃
Weld
fle
xura
l m
odu
lus,
MPa
Fig.2 Weld strength vs. cylinder temp.
40
60
80
100
120
260 290 320 350 380
Cylinder temperature, ℃
Weld
str
engt
h, M
Pa
Tensile
Flexural
Molten Resin
Flow front
Fig.1 Formation of weld line