
Development of Novel Base Bleed Composite Solid Propellant ...
162
Development of Novel Base Bleed Composite Solid Propellant and Igniter for 155 mm Artillery Projectile vis-a-vis Parametric Studies By Amir Mukhtar (Registration No: NUST201290040TPSCME2512F) Thesis Supervisor: Prof. Dr. Habib Nasir School of Chemical and Materials Engineering (SCME) National University of Sciences & Technology (NUST) Islamabad, Pakistan 2019
Transcript of Development of Novel Base Bleed Composite Solid Propellant ...

Development of Novel Base Bleed Composite Solid
Propellant and Igniter for 155 mm Artillery Projectile
vis-a-vis Parametric Studies
By
Amir Mukhtar
(Registration No: NUST201290040TPSCME2512F)
Thesis Supervisor: Prof. Dr. Habib Nasir
School of Chemical and Materials Engineering (SCME)
National University of Sciences & Technology (NUST)
Islamabad, Pakistan
2019

Development of Novel Base Bleed Composite Solid
Propellant and Igniter for 155 mm Artillery Projectile
vis-a-vis Parametric Studies
By
Amir Mukhtar
(Registration No: NUST201290040TPSCME2512F)
A thesis submitted to the National University of Science and Technology,
Islamabad, in partial fulfillment of the requirement for the degree of
Doctor of Philosophy in
Energetic Materials Engineering
Thesis Supervisor: Prof. Dr. Habib Nasir
School of Chemical and Materials Engineering (SCME)
National University of Sciences & Technology (NUST)
Islamabad, Pakistan
2019






i
Dedication
To
My PhD Supervisor Dr Habib Nasir
and
My beloved Wife Hizba Waheed

ii
Acknowledgments
In the Name of Allah, the Most Beneficent, the Most Merciful
I would like to express my most sincere gratitude to my co-supervisor Dr. Nazr-e-
Haider (ex-Director D.E.S.T.O) for his guidance, support and assistance which made
my research goals attainable. My thanks are also due to Dr. Abdul Qadeer Malik for
his benign guidance and strong everlasting support. Without Dr. Abdul Qadeer
Malik, I would not have had the opportunity to work on this project. His support and
guidance at crucial times of my research work always helped for which I am really
obliged to Dr. Abdul Qadeer Malik. I am also extremely thankful to Brig Dr. Badar
Rashid (Director R&D, Pakistan Ordnance Factories). He made everything possible
for my work starting from material, equipment and the final field firings. Without his
support it was not possible to come this far for such an important project of national
level. I would like to acknowledge my GEC member Dr. Sarah Farrukh for her
insightful comments, encouragement and guidance which helped in my research from
various perspectives.
I would also like to say thanks to Pakistan Army Ordnance Corps in general
and Maj Muhammad Fahad Aziz Chishti in particular for providing me with this
opportunity to undergo PhD program at National University of Sciences and
Technology (NUST)and complete my research work at Pakistan Ordnance Factories.
With this my appreciations also goes to School of Chemical and Materials
Engineering (SCME) for providing every available facility and necessary funds for
my research work.
I would like to express my thanks to my friends Dr. Muhammad
Ahsan, Maj Dr. Muhammad Farooq, Maj Muhammad Muddassir Ahmed, Dr.
Azizullah Khan, Mr. Imran Ali Shah, Maj Farrukh Naveed Khattak and Dr. Zaheer
ud Din Babar for helping me throughout these years with their moral support and help

iii
whenever I needed. I am extremely thankful to Principal SCME and entire staff for
their consistent help and support in every possible manner.
I would love to recognize the sacrifices of the “Real Heroes”, the
“Shuhada-e-Pakistan” all those who laid their lives in war against terrorism and
extremism for bringing peace and safety not only for Pakistan but for the whole world.
I pay my homage and sweet sensation of love and respect to my family.
Most specially to my mother and my father who being simple farmers lived very
humble and simple lives but spared every penny and provided me with every
opportunity to study and progress in life. There is nothing that I can do to pay them
back for their love prayers and support.

iv
Abstract
Range extension is an essential and perpetual requirement for gun ammunition
while no country in the world can afford to replace the gun system per se.
Accordingly, it becomes all the more important to extend the gun range without
changing its paraphernalia. When an artillery shell is fired, there are many forces
acting on it which affect its range namely wave drag on warhead nose (30%), body
drag due to spin and friction (20%) and base drag due to partial vacuum behind
projectile (50%). There are many methods to extend the projectile range which may be
related to the weapon or the projectile itself. Base bleed unit is one of the devices used
to decrease base drag and, consequently, enhance the range. Base bleed decreases the
base drag resulting due to vacuum behind the projectile by filling up the wake zone
with hot gases to gain ambient pressure produced by combustion of composite
propellant grain.
The present work is an attempt to develop a novel ammonium perchlorate and
hydroxyl-terminated polybutadiene (AP/HTPB) based composite solid propellant
(CSP) for Base Bleed (BB) grain by a simplified method together with the
development of zirconium and potassium perchlorate-based corresponding igniter for
ignition of CSP grain.
In order to accomplish the successful production of BB system, development
of new CSP compositions together with igniter compositions commensurate with the
ballistic and mechanical properties was conducted. In the present research work,
efforts have been made to study various CSP compositions at lab scale for evaluation
of ballistic parameters and high pressure Closed Vessel technique was employed for
the first time to tune the ballistic properties of BB grain. The newly developed CSP
and igniter compositions were studied for burning rate, pressure-time data, rate of
change of pressure and heat of explosion and were found in fair agreement with
existing data. The selected composition for BB grain was also characterized through
different analytical techniques including Scanning Electron Microscopy (SEM),
Differential Scanning Calorimeter (DSC) and Bomb Calorimeter to study its
morphological and thermal cum kinetic parameters.
The lab scale developed composition was then produced on pilot scale
employing a horizontal twin sigma blade planetary kneading machine (50 litre

v
capacity). To produce BB grains of a specific geometry moulds were designed having
inhibitors housed inside mould cavity. This enabled easy casting of CSP, curing and
easy extraction of fully inhibited BB grain avoiding the machining and inhibitor
application process. Selected igniter composition was filled in igniter cups by
hydraulic press. All the safety precautions required during manufacture, filling and
formulation of explosives have been ensured to avoid any untoward incident.
Functional test of BB grain was done on static test bench and igniters were evaluated
several times on igniter testing setup for ignition, flame study and burning time. The
complete BB unit was test fired on static test bed. On confirmation of BB unit ignition
and burning performance, these units were fixed with 155 mm artillery projectiles
(Extended Range Base Bleed projectile ERBB). Modern 155 mm gun, M198
Howitzer, was used for dynamic trials of the complete ERBB projectiles for
performance evaluation and consistency. Range enhancement to the tune of 30% in all
trials was achieved which stamped the performance and success of BB grain
composition and igniter, developed during the ibid studies.
In a nutshell, the present research vis-à-vis the development of CSP
composition with corresponding igniter composition for BB unit has provided a new
insight in the range extension of existing guns. The successful test firing of the pilot
scale lots has great potential for plant scale production besides providing useful data
in the academic domain in the form of comprehensive work.

vi
List of Publications
By: Amir Mukhtar
Reg. No: NUST201290040TPSCME2512F
Journal Paper:
1. Amir Mukhtar, Habib Nasir, Comparative Closed Vessel Firing-Ballistic
Parameters Evaluation for Development of Base Bleed Composite Solid
Propellant. Engineering, Technology & Applied Science Research Vol. 8, No. 6,
2018, 3545-3549.
2. Amir Mukhtar, Habib Nasir, Badar Rashid, Hizba Waheed, Development of
Zirconium and Potassium Perchlorate Igniter for AP/HTPB Composite Propellant
Base Bleed Grain, Journal of Thermal Analysis and Calorimetry. (Accepted)
Conference proceeding
1. Amir Mukhtar, Habib Nasir, Hizba Waheed, Pressure-Time Study of Slow
Burning Rate Ap/HTPB Based Composite Propellant by Using Closed Vessel Test
(CVT). Conference proceeding “International Symposium on Advanced
Materials” (ISAM) 2017.
2. Amir Mukhtar, Habib Nasir, Badar Rashid, Study of Zirconium and Ammonium
Perchlorate Based Igniter for Composite Solid Base Bleed Propellant. Conference
Proceeding “10th International Conference on Chemistry and Chemical
Engineering” (ICCCE-2019).
vii
Table of Contents
List of Figures…………………………………………………….…….…. xiv
List of Tables………………………………………………………….…. xviii
Chapter 1 : General Introduction ............................................................................ 1
1.1 Energetic Materials ......................................................................................... 1
1.2 History of Energetic Materials ........................................................................ 2
1.3 Classification of Energetic Materials .............................................................. 3
1.4 High Explosives .............................................................................................. 4
1.5 Propellants ....................................................................................................... 4
1.5.1 Liquid Propellants .................................................................................... 4
1.5.2 Homogenous Propellants ......................................................................... 5
1.5.2.1 Single Base .............................................................................................. 6
1.5.2.2 Double Based .......................................................................................... 6
1.5.2.3 Triple Based ............................................................................................ 6
1.5.3 Heterogenous Propellants ........................................................................ 6
1.5.3.1 Composite Modified Cast Double Base (CMDB) .................................. 7
1.5.3.2 Composite Propellants ............................................................................ 7
1.6 Pyrotechnics .................................................................................................... 7
1.6.1 Pyrotechnics Applications ....................................................................... 8
1.6.2 Components of Pyrotechnic Mixtures...................................................... 9
1.6.2.1 Oxidizer ................................................................................................. 10
1.6.2.1.1 Potassium Nitrate ............................................................................... 10
1.6.2.2 Fuels ...................................................................................................... 12
1.6.2.3 Binders .................................................................................................. 13
2.7 Composite Solid Rocket Propellant .............................................................. 13
2.7.1 Polymeric Binder for CSP ..................................................................... 14
1.7.1.1 Polybutadiene Binders .......................................................................... 14

viii
1.7.1.2 Energetic Binders for CSP .................................................................... 16
1.7.2 Oxidizers ................................................................................................ 17
1.7.2.1 Ammonium Perchlorate ........................................................................ 17
1.7.2.2 Ammonium Nitrate (AN) ...................................................................... 18
1.7.2.3 Phase Stabilized AN.............................................................................. 18
1.7.2.4 Nitramines ............................................................................................. 18
1.7.3 Metal Fuels for CSPs ............................................................................. 19
1.7.4 Plasticizer ............................................................................................... 20
1.7.5 Bonding Agent ....................................................................................... 20
1.7.6 Stabilizer ................................................................................................ 21
1.7.7 Burning Rate/ Ballistic Modifiers .......................................................... 21
1.7.8 Curing Agent .......................................................................................... 21
1.7.9 Curing Catalysts ..................................................................................... 22
1.8 Performance Characteristics of CSP ............................................................. 22
1.8.1 Mechanical Properties ............................................................................ 22
1.8.2 Thermal Properties ................................................................................. 23
1.8.3 Burning Rate .......................................................................................... 23
1.8.4 Density ................................................................................................... 23
1.8.5 Pressure Exponent .................................................................................. 24
1.9 Extended Range Base Bleed (ERBB) Artillery Projectile ............................ 24
1.9.1 Base Bleed Unit ..................................................................................... 26
1.10 Recent Developments in the BB Propellant Grain ........................................ 27
1.11 Recent Developments in the Igniters for BB Unit ........................................ 30
1.12 Scope of Thesis ............................................................................................. 31
1.13 The Objectives of Present Research Work .................................................... 32
1.13.1 BB Grain ............................................................................................... 32
1.13.2 Igniter for BB unit ................................................................................. 33
ix
1.13.3 BB unit Performance ............................................................................. 33
References ................................................................................................................ 34
Chapter 2 : Materials, Equipment and Methods ........................... 42
2.1 Raw Materials for CSP and Igniter Composition .......................................... 42
2.1.1 Liquid Chemicals ................................................................................... 42
2.1.1.1 Hydroxyl-terminated polybutadiene (HTPB) ....................................... 42
2.1.1.2 Isophorone Diisocyanate (IPDI) ........................................................... 43
2.1.1.3 Dioctyl Sebacate (DOS) ........................................................................ 43
2.1.1.4 Tris 1-(-2methyl) Aziridinyl Phosphine Oxide (MAPO) ...................... 43
2.1.1.5 1, 4-Butanediol (BDO) .......................................................................... 44
2.1.1.6 Trimethylol propane (TMP) .................................................................. 45
2.1.1.7 Glycerol ................................................................................................. 45
2.1.1.8 N-Phenyl- β- naphthyl amine (NONOX- D) ........................................ 46
2.1.1.9 Nitrocellulose Lacquer .......................................................................... 46
2.1.2 Solid Ingredients .................................................................................... 46
2.1.2.1 Ammonium perchlorate (AP)................................................................ 46
2.1.2.2 Potassium Perchlorate ........................................................................... 48
2.1.2.3 Aluminum Powder ................................................................................ 48
2.1.2.4 Zirconium Powder................................................................................. 49
2.1.2.5 Ferric oxide (Fe2O3) ............................................................................. 49
2.2 Equipment ..................................................................................................... 49
2.2.1 Horizontal Vacuum Operated Kneading Machine .................................... 49
2.2.2 Vacuum Drying Oven ............................................................................ 50
2.2.3 Lab Samples Curing Oven ................................................................. 51
2.2.4 Heating/Conditioning Chamber ............................................................. 52
2.2.5 Casting Moulds ...................................................................................... 53
2.3 Methods ......................................................................................................... 54

x
2.3.1 Development CSP Formulations ............................................................... 54
2.3.2 Casting and Curing Process ................................................................... 56
2.3.3 Development of Igniter Composition .................................................... 57
2.4 Methodology ................................................................................................. 57
2.4.1 Determination of Rate of Burning ......................................................... 57
2.4.2 Mechanical Properties Evaluation ......................................................... 58
2.4.3 Analysis of Calorimetric Value ............................................................. 60
2.4.4 Scanning Electron Microscope (SEM) .................................................. 61
2.4.5 Closed Vessel System ............................................................................ 62
2.4.6 Thermal and Kinetic Analysis of BB Grain ........................................... 63
2.4.6 Solid Strand Burning Rate Device for Igniter ........................................ 64
2.4.7 Static Test Bench for BB unit ................................................................ 65
2.4.8 M198 Howitzer ...................................................................................... 66
References ................................................................................................................ 67
Chapter 3 : Development of CSP BB Grain Composition by CV Evaluation ...... 69
3.1 Summary of the Present Research Work ....................................................... 69
3.2 Experimental ................................................................................................. 70
3.2.1 Development of CSP samples ................................................................... 70
3.2.1.1 Part-I ......................................................................................................... 70
3.2.1.2 Part 2 ......................................................................................................... 71
3.3 Analytical Techniques ................................................................................... 72
3.3.1 CV System ............................................................................................. 72
3.3.2 Scanning Electron Microscopy (SEM) .................................................. 73
3.3.3 CV Firing Method ....................................................................................... 73
3.4 Results and Discussion .................................................................................. 75
3.4.1 Part One ..................................................................................................... 75
3.4.2 Part Two ................................................................................................. 79

xi
3.4.2.1 Phase One ................................................................................................. 79
3.4.2.2 Phase Two ............................................................................................. 82
3.5 Conclusion ..................................................................................................... 85
References ................................................................................................................ 86
Chapter 4 : 88
Development of AP/HTPB CSP BB Grain for 155 mm ERBB Projectile .................. 88
4.1 Summary of Present Research Work ............................................................ 88
4.2 Experimental ................................................................................................. 89
4.2.1 Development Concept ............................................................................ 89
4.2.2 Special Moulds ....................................................................................... 89
4.2.3 Materials ................................................................................................ 90
4.2.4 Development of BB Propellant .............................................................. 90
4.2.5 Inhibited Grains ..................................................................................... 92
4.3 Analytical Techniques ................................................................................... 92
4.3.1 SEM Analysis ........................................................................................ 92
4.3.2 Mechanical Properties ............................................................................ 93
4.3.3 Burning rate ........................................................................................... 93
4.3.4 Thermal Analysis ................................................................................... 94
4.3.5 Bomb Calorimeter .................................................................................. 94
4.4 Results and Discussion .................................................................................. 94
4.4.1 SEM ....................................................................................................... 94
4.4.2 Mechanical Properties ............................................................................ 95
4.3.3 Burning rate ........................................................................................... 97
4.3.4 Thermal properties ................................................................................. 97
4.3.5 Thermal and Kinetic Evaluation ............................................................ 98
4.4 Production of BB Grains for 155 mm Artillery Projectile .......................... 100
4.5 Conclusion ................................................................................................... 101

xii
References .............................................................................................................. 102
Chapter 5 : Igniter for AP/HTPB CSP BB Grain ............................................ 105
5.1 Summary of the Present Research Work ..................................................... 105
5.2 Experimental ............................................................................................... 106
5.2.1 Material for Igniter ............................................................................... 106
5.2.2 Development of Igniter Formulation ................................................... 106
5.2.3 Characterization Techniques ................................................................ 107
5.2.3.1 Bomb Calorimeter ............................................................................... 107
5.2.3.2 High Pressure CV ............................................................................... 108
5.2.3.3 Burning Rate Measurement ................................................................ 108
5.3 Results and Discussion ................................................................................ 109
5.3.1 1st Phase of Experiment ....................................................................... 109
5.3.2 2nd Phase of Experiment ....................................................................... 114
5.3.2.1 CV (Temperature Conditioning) ......................................................... 114
5.3.2.2 BB unit ignition on static and dynamic tests ...................................... 118
5.4 Conclusion ................................................................................................... 120
References .............................................................................................................. 121
Chapter 6 : BB unit and ERBB Artillery projectile Trials ......................................... 125
6.1 Summary of the Present Research Work ..................................................... 125
6.2 Experimental .............................................................................................. 126
6.2.1 Ammunition Assembling ..................................................................... 126
6.2.1.1 BB unit ................................................................................................ 126
6.2.1.2 155 mm ERBB Projectile .................................................................... 126
6.2.2 Equipment for trials ............................................................................. 128
6.2.2.1 Static Test Bed .................................................................................... 128
6.2.2.2 M198 HOW ........................................................................................ 128
6.3 Results and Discussion ................................................................................ 128

xiii
6.3.1 Static Tests ........................................................................................... 128
6.3.2 Field Trials ........................................................................................... 130
6.4 Conclusion ................................................................................................... 134
Chapter 7 : Conclusion and Future Recommendations .............................................. 135
7.1 Conclusion ........................................................................................................ 135
7.2 Future Recommendations ................................................................................. 136

xiv
List of Figures
Figure 1.1: Classification of energetic materials ........................................................... 3
Figure 1.2: Typical Application of Pyrotechnics ........................................................... 9
Figure 1.3: Types of forces acting on artillery projectile during flight........................ 24
Figure 1.4: Drag Reduction ......................................................................................... 25
Figure 1.5: 155 mm ERBB Round ............................................................................... 26
Figure 1.6: BB unit for 155 mm artillery projectile ..................................................... 27
Figure 2. 1: Horizontal planetary kneading machine 50 liters ..................................... 50
Figure 2. 2: Vacuum oven 20 liters .............................................................................. 51
Figure 2. 3: Drying oven .............................................................................................. 52
Figure 2. 4: 60°C conditioning/curing chamber .......................................................... 53
Figure 2. 5: Small sample casting moulds ................................................................... 54
Figure 2. 6: BB grain casting moulds .......................................................................... 54
Figure 2. 7: CSP development process ....................................................................... 56
Figure 2. 8: CPS burning rate measuring system (sloid strand mount) ....................... 58
Figure 2. 9: CPS burning rate measuring system (closed chamber) ............................ 58
Figure 2. 10: UTS testing equipment ........................................................................... 59
Figure 2. 11: Standard dumbbell specimens ................................................................ 59
Figure 2. 12: Parr 6200 calorimeter ............................................................................. 61
Figure 2. 13: Scanning Electron Microscope JEOL (JSM-6490LA) ........................... 62
Figure 2. 14: CV system .............................................................................................. 63
Figure 2. 15: Perkin Elmer DSC-600 ........................................................................... 64
Figure 2. 16: Pyrotechnic strand burner ....................................................................... 65
Figure 2. 17: Static test bench ...................................................................................... 65
Figure 2. 18: M198 Howitzer ....................................................................................... 66
Figure 3. 1: High pressure CV system ......................................................................... 72
Figure 3. 2: CSP Samples for CV ................................................................................ 74
Figure 3. 3: Single fire data .......................................................................................... 75
Figure 3. 4: SEM images of CSP samples ................................................................... 76
Figure 3. 5: P-t profiles of sample A-1 to A-4 ............................................................. 77
Figure 3. 6: dP/dt vs Pm ................................................................................................ 77
Figure 3. 7: Vivacity vs P/Pm ....................................................................................... 78

xv
Figure 3. 8: SEM images of CSP samples ................................................................... 79
Figure 3. 9: Comparative P-t profile ............................................................................ 80
Figure 3. 10: dP/dt vs Pm .............................................................................................. 81
Figure 3. 11: Vivacity vs P/Pm ..................................................................................... 81
Figure 3. 12: P-t profiles (comparative) ....................................................................... 83
Figure 3. 13: dP/dt vs Pm .............................................................................................. 84
Figure 3. 14: Vivacity vs P/Pm ..................................................................................... 84
Figure 4. 1: BB grain design ........................................................................................ 89
Figure 4. 2: BB grain mould ........................................................................................ 90
Figure 4. 3: Final CSP mixture ................................................................................... 91
Figure 4. 4: BB grain extraction .................................................................................. 92
Figure 4. 5: Specimen preparation for mechanical properties ..................................... 93
Figure 4. 6: Sem images of BB propellant ................................................................... 95
Figure 4. 7: Structure of a PU network [15] ............................................................... 96
Figure 4. 8: Chemical structures .................................................................................. 96
Figure 4. 9: DSC curves of CSP at 10, 15, 20, 25 and 30°C /min. .............................. 98
Figure 4. 10: Kissinger graph for CSP BB grain ....................................................... 100
Figure 5. 1: CV .......................................................................................................... 108
Figure 5. 2: Solid strand for burning rate test ............................................................ 109
Figure 5. 3: P-t Profile for composition K-1 to K-5 (comparative) .......................... 110
Figure 5. 4: P-t Profile for composition K-6 to K-10 (comparative) ......................... 111
Figure 5. 5: dP/dt vs P for composition K-1 to K-5 (comparative) ........................... 111
Figure 5. 6: dP/dt vs P for composition K-6 to K-10 (comparative) ......................... 112
Figure 5. 7: Flame with change in fuel content.......................................................... 114
Figure 5. 8: P-t curves after conditioning at +21 °C and -40 °C ................................. 115
Figure 5. 9: dP/dt vs P curves after conditioning at +21 °C and -40 °C ..................... 116
Figure 5. 10: P-t curves after conditioning at +21 °C and +52 °C .............................. 116
Figure 5. 11: dP/dt vs P curves after conditioning at +21 °C and +52 °C .................. 117
Figure 5. 12: Igniter assembly for BB unit ................................................................ 117
Figure 5. 13: Static test .............................................................................................. 118
Figure 5. 14: BB unit static test ................................................................................. 119
Figure 5. 15: Igniter performance with ERBB projectile........................................... 120

xvi
Figure 6. 1: Complete BB unit ................................................................................... 126
Figure 6. 2: Assembling 155 mm ERBB rounds ....................................................... 127
Figure 6. 3: Static test bed .......................................................................................... 128
Figure 6. 4: Igniter ignition with squib ...................................................................... 129
Figure 6. 5: BB unit conditioned at -40°C ................................................................. 129
Figure 6. 6: Ignition to stable burning of BB unit ...................................................... 130
Figure 6. 7: 155 mm ERBB projectile fire with M198 HOW ................................... 131
Figure 6. 8: BB unit ignition ...................................................................................... 132

xvii
List of Tables
Table 1. 1: Application of pyrotechnics based on effects produced .............................. 9
Table 1. 2: Physical and Chemical Properties of CSP Binders .................................... 16
Table 1. 3: Comparative properties of oxidizers for CSPs .......................................... 19
Table 1. 4: Comparative properties of metal fuels used in CSPs ................................. 20
Table 2. 1: Characteristics of HTPB ............................................................................ 42
Table 2. 2: Characteristics of IPDI .............................................................................. 43
Table 2. 3: Characteristics of DOS .............................................................................. 43
Table 2. 4: Characteristics of MAPO ........................................................................... 44
Table 2. 5: Characteristics of BDO .............................................................................. 44
Table 2. 6: Characteristics of TMP .............................................................................. 45
Table 2. 7: Characteristics of Glycerol ........................................................................ 45
Table 2. 8: Characteristics of (NONOX-D) ................................................................. 46
Table 2. 9: Characteristics of NC Lacquer ................................................................... 46
Table 2. 10: Characteristics of AP type I ..................................................................... 47
Table 2. 11: Characteristics of AP type-II ................................................................... 47
Table 2. 12: Characteristics of KClO4 ......................................................................... 48
Table 2. 13: Characteristics of Al powder ................................................................... 48
Table 2. 14: Characteristics of Fe2O3 ........................................................................... 49
Table 3. 1: Propellants formulations developed for the testing ................................... 71
Table 3. 2: CSP loading for part one ............................................................................ 73
Table 3. 3: CSP loading for part two ........................................................................... 74
Table 3. 4: CV mean results ......................................................................................... 76
Table 3. 5: CV results phase one.................................................................................. 79
Table 3. 6: CV results phase two ................................................................................. 83
Table 4. 1: Experimental data ...................................................................................... 97
Table 4. 2: Thermal and kinetic results ...................................................................... 100
Table 5. 1: Igniter formulations 1st phase .................................................................. 107
Table 5. 2: CV experimental results........................................................................... 112

xviii
Table 5. 3: Experimental results ................................................................................ 115
Table 6. 1: Technical specifications of 155 mm ERBB shell .................................... 127
Table 6. 2: Static test results ...................................................................................... 130
Table 6. 3: 155 mm ERBB trial results with charge-7 ............................................... 132
Table 6. 4: 155 mm ERBB trial results with charge-8 ............................................... 133

1
Chapter 1 : General Introduction
1.1 Energetic Materials
An "Energetic Material" can release a large amount of energy in a highly rapid and a
self-sustained chemical reaction. These reactions can occur in a fraction of a second to
microsecond time frame. Energetic materials containing a very large amount of stored
chemical energy were one of the early discoveries of mankind. Combustion and the
ability to control it is considered as one of the defining technological achievements of
early humans in this field. Energetic materials present a wide range of materials ranging
from propellants (low explosives) and most powerful high explosives. These energetic
materials though release less amount of energy in comparison to normal fuels, the real
value of energetic materials is the rate at which these materials release energy
producing heat and gases. Thus, it is the rate of energy released not the total amount of
energy that separates energetic materials from other fuels. Depending on their nature,
quantity and confinement these materials, once suitably initiated, may undergo a very
violent fast process called detonation or may undergo a rapid burning process called
deflagration. Those energetic materials which detonate are known as high explosives
and those which deflagrate are called propellants. The detonation occurs by formation
of a very intense shock wave which propagates through the explosive material at a very
high velocity ranging from 1800 to 9000 m/s. Whereas the deflagration is a rapid linear
burning process which occurs at subsonic speeds and moves at low velocity (cm/s)
which can increase depending upon ambient temperature, pressure and confinement.
Deflagration can also lead to explosion under confinement. Therefore, an explosive is a
material that can undergo a self-sustained and very rapid chemical reaction producing
heat and a very large volume of combustion gases with high pressure.
These materials find many applications in civil as well as military domains. The search
for desired and better properties of these materials for various military applications has
been one of the active areas of research in scientific community all over the world.
Long range and better accuracy have always been one of the prime requirements of
modern armies. Artillery guns are a type of heavy weapons that can engage targets at
longer ranges and engaging enemy at longer ranges while remaining well beyond the

2
range of enemy fire is a kind of supremacy in the battlefield. Just after it leaves the
muzzle, an artillery projectile forms a low-pressure zone at its base creating base drag
which is 50% of the total drag forces. A suitable base bleed unit fixed at the base of
projectile which can release hot stream of gas can increase the base pressure and
eliminate the base drag [1]. A suitable propellant with pyrotechnic based igniter can
successfully be utilized in a base bleed unit to provide base bleed effect for artillery
projectiles resulting in enhancing range by 30% [2].
1.2 History of Energetic Materials
Chinese chemists accidentally made black powder in 220 BC while trying to separate
gold from silver. Black powder commonly known as gun powder was the earliest
known energetic material developed in thirteenth century [3, 4]. Roger Bacon in early
thirteenth century developed black powder and then in 1320 Berthold Schwartz used
Bacon's experimental data, prepared and studied properties of black powder. The
proper usage and application of black powder can be traced back to 15th and 16th
century when black powder was used both in civilian as well as military applications
[4, 5]. Historians, therefore, consider black powder as the earlier simple form of
explosive used for a wide range of applications like mining, fireworks, blasting and
signaling.
In 1846 professor Ascanio Sobrero developed nitroglycerin (NG) and later in 1863
Immanuel Nobel devised a method to produce it at a small scale with the help of his
son, Alfred [6, 7]. NG had a very unpredictable and sensitive behavior, therefore, was
not promoted to be used commonly. One of the major developments was done by
Schonbein and Bottger in 1846 when they independently prepared nitrocellulose
(NC). Alfred Nobel made the discovery in 1875 that on mixing NG with NC a gel
was made to produce dynamite, blasting gelatin and ballistite [8].
With the development of NC and NG low explosives (propellants) came into
existence. Initially a mixture of Carbon, Sulphur and Potassium nitrate as fuel, binder
and oxidizer respectively was employed as solid propellants. Propellants employing
NC or polymeric binders properly crosslinked as polyurethanes, polysulfides or
polybutadienes were used in 1960 to 1980. The development of very powerful, less
sensitive to various forms of stimuli, high explosives like TNT, PETN, RDX, HMX
found application in bombs, shells and various warheads. Since nitro compounds

3
displayed better energetic properties, a greater research interest was focused on the
development of nitro derivatives of organic compounds. Similarly, in order to produce
smoke, illumination and ignition for special military requirements formulations based
on fuel, oxidizer and binders were developed known as pyrotechnics.
1.3 Classification of Energetic Materials
Based on the above explanation, it is very evident that in order to camouflage the
research and development on explosives the term “energetic materials” was used by
the community of scientists. Thus, all types of high explosives, propellants and
pyrotechnics are referred to as energetic materials. A broad classification of
explosives is given in Figure 1.1. It is considered useful to briefly introduce all classes
of explosives and mainly the propellants so that the focus of present research work is
comprehended beforehand.
Figure 1.1: Classification of energetic materials

4
1.4 High Explosives
It is a type of energetic material which once suitably initiated undergoes very rapid
reaction known as detonation producing extremely high pressure in a very short time.
Rate of shock wave propagation though the explosive material for high explosives is
very fast. In other words, these are incredibly powerful materials capable of
decomposing at a supersonic rate. Their velocity of detonation ranges between
1800 m/s to 9000 m/s. Based on the ease of initiation and order of detonation high
explosives are classified into primary and secondary high explosives. Primary
explosives or initiating explosives are highly sensitive explosives and can explode in
unconfined or confined state. Secondary explosives are initiated by primary
explosives, are less sensitive and more powerful than the primary explosives.
1.5 Propellants
Propellants are defined as materials that can produce a large amount of hot gaseous
products during combustion. These are mixtures of chemical compounds which have
the capability to produce very large volume of gases under predetermined and
controlled rates. Propellants are mainly applied for firing projectiles from artillery
guns, launching rockets and missile. Different kinds of turbines, pistons, rocket valves
engines of aircrafts and pilot ejection seats are powered and driven by different types
of high energy propellants. Propellants or low explosives are different from high
explosives as they liberate energy through deflagration and do not detonate.
Deflagration is a surface phenomenon, where the combustion reaction front moves
parallel to the propellant surface at high rate (<1000 m/s) and progresses by heat
transfer [9]. Oxidizer and fuel are important to form a propellant, because propellant
combustion is highly exothermic self-sustaining reaction.
1.5.1 Liquid Propellants
Liquid propellants are one of the main sources of providing thrust for multistage
rockets employed for space exploration. In a liquid propellant oxidizer and fuel are
stored in separate tanks. A combination of pipes, pumps and valves are used in order
to pump the ingredients to a combustion chamber for combustion reaction. Liquid
propellant can be mono propellant having single chemical or bipropellant carrying a
mixture of two different chemicals. Liquid propellant engine can be controlled,

5
stopped and restarted by controlling the feed of oxidizer and fuel making it more
useful over solid propellants. It can produce high specific impulse by exhaust of
combustion gas with small molecular mass at high velocity and high combustion
temperature. Volume of storage tanks is smaller due to high density of the propellant.
Liquid propellants are grouped as petroleum, cryogenic and hypergolic [10].
Propellants based on petroleum usually contain a mixture of refined and highly pure
kerosene and liquid oxygen as a typical oxidizer. Purity is an important parameter of
petroleum as to prevent the clogging phenomena combustion residues are required to
be kept at a minimum level. These have lower specific impulse than cryogenic but
have better performance than hypergolic propellants [11]. For space launch
applications non-storable cryogenic are usually preferred type of propellants due to
higher performance as these are very low temperature liquefied gases therefore, proper
thermally insulated tanks are needed.
Liquid hydrogen-liquid oxygen is the most commonly used cryogenic fuel-oxidizer
system. A specific impulse of 370 second can be obtained which is the highest for the
liquid propellants being used. Hypergolic propellants ignite spontaneously without
any external ignition source as the fuels and oxidizers come into contact. Since these
types of propellant are in liquid state at room temperature there is no storage problems
like cryogenic propellants. Due to their chemical reactivity, hypergolic propellants
are extremely hazardous. Common hypergolic fuels are hydrazine, unsymmetrical
dimethyl hydrazine and monomethyl hydrazine and fuming nitric acid, hydrogen
peroxide and nitrogen tetroxide are hypergolic oxidizers [12].
1.5.2 Homogenous Propellants
In these propellants the ingredients are chemically combined, and the physical
structure is homogeneous. This class of propellants is mainly composed of NC and
NG. These are processed by casting or extrusion techniques having additives such as
burning rate modifier, stabilizer, lubricant, coolant and plasticizer to obtain desired
properties. Homogeneous propellants are very useful in anti-tank missiles and short-
range missiles [13]. These are mainly classified into single, double and triple based
propellants.

6
1.5.2.1 Single Base
Single base propellants are composed of NC having 12.5% to 13.25% of nitrogen
content. The formulation contains NC from 85% to 96% which is gelled with
stabilizer carbamite and plasticizer such as dibutyl phthalate. This class of propellants
can produce gases with high pressure and are suitable for small arms ammunition and
as gun propellants for artillery shells. Single base propellants do not contain binders as
the binder effect is mainly produced by physical properties of NC itself, therefore, this
type has poor mechanical properties and unreliable ballistics.
1.5.2.2 Double Based
These are more powerful than single base propellants. Double base propellants mainly
contain two energetic ingredients NC and NG. Ratio of NC and NG can vary as per
performance requirement moreover NG also acts as plasticizer. Bigger size grains
having large wall thickness and different geometries became possible due to the
solventless process of production for double base propellants. Artillery guns with
large calibre, howitzers, rockets and anti-tank missiles use this type of propellants in
different geometries.
1.5.2.3 Triple Based
Nitroguanidine (NQ) is an energetic ingredient that is added in NC and NG with some
other additives to reduce muzzle flash and flame temperature. NQ percentage varies
from 50% - 55% as per required performance. Homogenous mixing of NQ in the
propellant is problematic due to poor solubility but can be controlled by addition of
very fine grade of NQ. Ballistic performance and mechanical properties of these
propellants are good. This type of propellants is used in large caliber guns and tank
guns. High explosives energetic ingredients RDX and HMX are also being used
sometimes for some modern tank gun ammunition propellants.
1.5.3 Heterogenous Propellants
In heterogeneous propellants the ingredients are physically mixed forming a physical
structure which is why these are called heterogeneous. These propellants are made by
embedding finely divided oxidizer particles in a polymeric matrix, commonly called
as binder. The binder serves as the fuel even though there are some solid-reducing
agents that are also employed in these compositions. It includes the propellant having

7
two distinguished phases solid fuel particles mixed with oxidizer and embedded in
binder matrix structure. These propellants are mainly composed of a binder, metallic
fuel, and an oxidizer.
1.5.3.1 Composite Modified Cast Double Base (CMDB)
Composite modified double base propellants are produced by integration of metallic
fuel like aluminum (Al) and inorganic oxidizer like ammonium perchlorate (AP) in
double base propellant composition for improved energetics. This type of propellant is
usually made from very fine Al and AP particles uniformly dispersed in a NC and NG
matrix. Smokeless rocket exhaust can be obtained by addition of HMX or RDX in the
CMDB formulations.
1.5.3.2 Composite Propellants
Composite solid propellants (CSP) are heterogeneous mixture containing metallic fuel
and oxidizer dispersed in polymeric matrix of binder. Oxidizer is normally a fine
powder of inorganic oxy-salt like most widely used ammonium perchlorate (AP),
sodium nitrate and ammonium nitrate (AN) with metallic fuel like aluminum (Al) and
magnesium (Mg). Organic polymers such as hydroxyl-terminated polybutadiene
(HTPB) and carboxy-terminated polybutadiene (CTPB) are used as binders. The
binder acts as a matrix, which is loaded with solid ingredients and crosslinked and
cured chemically. Oxidizer forms the major ingredient which acts as a filler and metal
fuel such as fine Al powder is added in different percentages to increase the
performance [14]. The availability, processing, cost and performance are the critical
requirements for the choice. CSP is an important class of rocket propellants widely
used in large rockets for space exploration and military applications such as air to air
missile, surface to air missiles, shoulder launched missiles and artillery Base Bleed
(BB) and Base Bleed Rocket Assistance (BB-RA) projectiles for range enhancement.
CSPs are advantageous in term of high energetics, mechanical strength, specific
impulse, burning rate, low pressure exponent, processability and reliability [15, 13].
1.6 Pyrotechnics
Combination of Greek words fire and art. Initially originating from India and china,
chemicals have been used to produce light, heat, smoke, noise, and motion for several
thousand years [16]. At some very early time before 1000 A.D., a very skillful

8
researcher realized the extraordinary potential of the mixtures containing potassium
nitrate, charcoal, black powder and sulfur as very energetic compositions. A
formulation like the presently used formula was stated by Marcus Graecus in “Book
of Fires for Burning the Enemy" compiled in 8th century which also mentioned use of
rockets and Greek fire [17]. Chinese were working on formulations of pyrotechnics
and by 10th century hey had successfully developed rocket devices. By 1200 A.D.
fireworks were being produced in China [18].
Fireworks or pyrotechnics are devices that produce visible, thermal, audible and
mechanical effects useful for industrial, entertainment or military purposes. A typical
pyrotechnic mixture is a uniform mixture of an oxidizer and fuel in a suitable binder
to provide structural strength. Type of the oxidizer and fuel depends on the application
for which it is used. Pyrotechnics are used as illuminating and signaling flares,
generators of colored and white smoke, tracers, incendiary and igniter compositions.
Performance of these mixtures depends on loading density, particle size of main
ingredients, ignitability, moisture and sensitive. Pyrotechnics deflagration is not
ordinary combustion, it is rather a highly exothermic self-sustaining reaction between
the fuel and oxidizer. The pyrotechnics have a variable burning rate ranging from 1
mm/s to 1000 mm/s.
1.6.1 Pyrotechnics Applications
These are very widely used in military and civil applications due to high energy
density, long shelf life, resistance to radiations, easy ignition and comparatively
simple manufacturing process. It can be said that no explosive device can function
completely without application of some form of pyrotechnic excluding a primary
explosive fitted with a detonating fuse. All kind of complex weapon system normally
are equipped with various pyrotechnic devices that are responsible for initiating or
stopping different functions at different stages. Figure 1.2. indicates pyrotechnic
control devices in a composite propellant rocket system.

9
Figure 1.2: Typical Application of Pyrotechnics
The application of pyrotechnic devices according to the effects produced are as given
in Table 1.1.
Table 1. 1: Application of pyrotechnics based on effects produced
Effect Application
Heat Incendiary, welding, cutting, igniters.
Light Illuminating, signal, tracers, flares, missile decoys
Sound Training aids, stun grenades, blank rounds
Gas Car air bags
Smoke Screening, signaling
Motion Small rockets, dimple motors, ejection
1.6.2 Components of Pyrotechnic Mixtures
The pyrotechnician can prepare blends, merging an oxidizer with a fuel to produce a
formulation needed to produce the precise exothermic output and burning
performance needed for a specific application. Smoke, bright light and colors can also
10
be produced by employing various mixtures which is another addition in application
of these energetic materials. All these required effects can only be produced with
compositions which only burn but do not explode. Burning properties are governed by
several variables which need to be controlled precisely in order to produced desired
effect. Pyrotechnics burn with the supply of their own oxygen for self-sustained
combustion process coming from the thermal decomposing of oxidizer like potassium
chlorate. There are various types of ingredients, each performing certain defined
purposes which can be used to make a desired composition.
1.6.2.1 Oxidizer
Oxidizers are normally oxygen-rich solids undergo decomposition at certain
temperatures and release oxygen gas. These special materials should be cost effective,
pure and available in desired particle sizes. They must give a neutral response in wet
condition and must be stable at reasonably high temperature at least 100°C.
Pyrotechnicians use suitable class of these which include various anions, typically
comprising of highly energetic N-O or Cl-O bonds. These oxidizers must have
following desirable properties.
a. It must not be hygroscopic or should have very low tendency to absorb air
moisture.
b. It must have a suitable heat of decomposition. If highly exothermic it will be
very sensitive and can explode. While a highly endothermic compound will
result in ignition and burning rate problems.
c. It should have a very high oxygen content.
Numerous oxidizers are used worldwide, few most commonly used are as follows:
1.6.2.1.1 Potassium Nitrate
Potassium nitrate also known as saltpeter is a widely used solid oxidizer for energetic
compositions. Its main advantages include availability, affordable cost and relatively
easy ignition due to low melting point at 334°C. Active content of oxygen is about
39.6%. It is a highly endothermic reaction that is why a fuel with high energy release
output should be combined with potassium nitrate to achieve faster rate of burning. It
has the plus point of not exploding by itself even when a highly strong stimuli is used.

11
1.6.2.1.2 Potassium Chlorate
It is one of the best and certainly the most debated and controversial oxidizer.
Potassium chlorate is a crystalline and white material of little hygroscopicity. It was
used in 1800’s for the first time to produce colored flames and since then it has been
used in colorful fireworks, firecrackers, colored smoke and matches. However, it has
caused a number of serious accidents at various manufacturing plants therefore, it
needs a special care while handling it. It is not recommended to be use this if the
desired effect could be produced with any other type of oxidizer as potassium
chlorate-based formulations are very prone unwanted ignition accidents. Numerous
factors are responsible for instability of compositions having KClO3 such as low
melting point (356°C) and lower decomposition temperature.
1.6.2.1.3 Potassium Perchlorate
This material has replaced potassium chlorate (KClO3) as the primary oxidizer in
pyrotechnics. Its safety records are much better than that for KC1O3 except for caution
of static charge protection. KClO4 is a non-hygroscopic white crystalline solid
material. KC1O4 has one of the highest available oxygen content of 46.2% and due to
its very high melting point and less exothermic nature it produces formulations which
have low sensitivity to friction, heat and impact as compared to KClO3. It is used to
produce noise, colored flames and light.
1.6.2.1.4 Ammonium Perchlorate (AP)
It is a newly introduced oxidizer in pyrotechnics and has been used in CSPs as well as
in fireworks. Almost two million pounds of CSP is used in a space shuttle per launch
and the fuel mixture is generally composed of 70% of this oxidizer with 16% Al and
14% polymeric binder. AP undergoes a complex decomposition reaction prior to
melting so the solid oxidizer material converts to gaseous products directly. It is more
hygroscopic than potassium chlorate and potassium nitrate so serious precautions are
taken. This material exhibits explosive properties which implies that low amounts
composition should be prepared at one time, and huge mass should not be stored at
manufacturing plants.

12
1.6.2.2 Fuels
Pyrotechnic compositions contain a suitable fuel (electron donor) along with the
oxidizer. The fuel reacts with the released oxygen and produces oxidation products
with heat which is used to produce desired effects like motion, light, smoke and noise.
The desired effect is the main factor considered once selecting a fuel. The temperature
produced and the type of products produced on combustion are also very important
factors.
Significant strength of the metal-halogen and metal-oxygen bonds in the combustion
products are part of the exceptional fuel characteristics of many metallic fuels. A wide
range of materials are used, and the amount of required heat evolved, required heat
release rate, cost, volume of desired gases produced, stability, storage life and
compatibility with oxidizer are all important parameters for selection of a specific type
of fuel. These can be classified in three main classes, non-metallic, metals and
organic.
1.6.2.2.1 Metals
A useful metal fuel is good at moisture and air oxidation resistance, has reasonably
high heat release and is available at acceptable cost in desired particle size. The most
commonly used metal fuels are Al and Mg. Zirconium (Zr), titanium and tungsten are
also employed in highly reliable military devices. Titanium gives intense light and
spark effects in combination with oxidizers and is stable in moisture. It is considered
safer than Al or Mg due to its high stability [19]. Cost and lack of promotion being a
safer fuel are main factors keeping it from widely used. Zr is also very reactive fuel
but it is not widely used in pyrotechnic formulations due to high cost. It is ignitable
when it is a fine powder and therefore, needs to be used with due care. Sodium,
barium, potassium and calcium – are very good high-energy pyrotechnic fuels, except
Mg as that is very reactive with atmospheric oxygen and moisture.
1.6.2.2.2 Non-Metallic Elements
Various types of nonmetallic elements which are readily oxidized have found
extensive use in pyrotechnics. The requirements are moisture resistance, heat output
and availability with reasonable cost. Materials commonly used are boron, sulfur,
silicon and phosphorus.

13
1.6.2.2.3 Organic Fuels
Different types of organic fuels being employed in energetic pyrotechnic
compositions. These fuels have the ability to produce heat as well as gas pressure due
to generation of CO2 and water vapors during combustion reaction. If a good amount
of oxygen is provided CO2 is evolved but oxygen deficiency will result in production
of carbon or CO. A fuel that comprises of carbon and hydrogen (hydrocarbon)
requires more amount of oxygen for its optimum combustion therefore, a larger
amount of oxidizer is required in such combination having organic fuel. Glucose,
shellac, naphthalene, sucrose, dextrin, NC and starch are some commonly used
organic fuels.
1.6.2.3 Binders
Pyrotechnic compositions often include a very small content of an organic polymer
binder which holds all the ingredients in a homogenous mixture binder. Being organic
in nature the binders are functioning as fuels in a highly energetic composition. A
binder provides the strength to the material without which the composition may
disintegrate in storage. Granulation process is very important step for production of
homogeneous composition for a grain. Fuel and oxidizer are mixed with binder and
sometimes a solvent which is evaporated during curing period. A binder must not be
hygroscopic and should be neutral to reduce the issues created by an acidic or basic
environment. Widely used binders include dextrin, NC, polyvinyl alcohol and
laminae. Epoxy binders can also be used in liquid form during the mixing process and
then allowed to cure to leave a final, rigid product.
2.7 Composite Solid Rocket Propellant
Chinese developed very initial rockets with solid propellants and used in 1232 against
Mongols [20, 21]. Composite propellant was first developed in 1942 at Guggenheim
aeronautical laboratory, California Institute of Technology. In past three decades CSPs
have been the most important type of propellants. CSPs are composed of two types of
ingredients, primary and secondary. Primary ingredients include polymeric binder,
oxidizer, metallic fuel and curative and secondary ingredients are burning rate
modifiers, cross linking agent, bonding agent, curing catalyst and anti-oxidant.
Organic polymer acts as binder as well as combustible fuel, solid oxidizer is the

14
source of oxygen for combustion process and metal additive one of the primary
ingredients that enhances the propellant performance by providing thermal energy.
The different ingredients/additives in the system play a major role in obtaining
requisite characteristics as per requirements of end user.
2.7.1 Polymeric Binder for CSP
The binder is a vital ingredient of CSPs which is about 10% to 15% of the
composition. Polymeric binder mainly determines the structural and mechanical
properties of the propellant. Binders for CSPs are hydrocarbon based organic
polymers and act as fuel which is required to be compatible with complete ingredients
of the system. The binder decomposes in combustion process and produces large
volume of carbon dioxide, carbon monoxide and water vapors. Some of the most
essential requirements of an ideal CSP binder are as follows: -
a. In order to achieve polymeric matrix system a binder must have functional
groups where curing agents can chemically bond creating polymeric network.
b. To obtain low molecular weight combustion gases it should be a hydrocarbon.
c. Binder glass transition temperature must be low as rheological processing
requirement.
d. To achieve maximum energetic output heat of formation should be high.
e. For requisite stable serviceable life and storage characteristics the binder
should be physically as well as chemically compatible with all the ingredients
of the complete system.
Presently there are various binder systems that have been developed after decades of
research work. The latest polymeric binder systems used for CSPs which have become
most useful for solid rocket motors worldwide have been discussed here.
1.7.1.1 Polybutadiene Binders
Originally it was research work of Thiokol which resulted in discovery of
polybutadiene binders[22]. In 1954 first kind of butadiene polymers based cross
linked binder system Polybutadiene-acrylic acid (PBAA) was used for CSPs. Due to
random distribution of functional groups the PBAA based CSPs have disadvantages of
poor mechanical properties, tear resistance and storage properties. To achieve good
mechanical properties polybutadiene acrylonitrile acrylic acid (PBAN) binder system

15
was developed. Addition of acrylonitrile group enhanced mechanical, tear resistance
and storage properties. Polyepoxides and polyaziridines are used in combination as
curing agents for PBAN binder system. PBAN having low viscosity and cost of
production replaced PBAA for large rocket boosters due to higher tear resistance such
as rocket boosters used by NASA for space shuttle [23].
Higher flexibility requirement for polymer binder system led to the development of
carboxyl terminated polybutadiene polymer (CTPB). It gave increased mechanical
strength with higher solid loading capacity at lower temperatures which helped to
make very large propellant grains. Epoxides and aziridines are used as curing agents
for CTPB which has disadvantage of side reactions at certain temperature conditions
effecting aging properties of the binder system. CSPs based on CTPB polymer
network achieve high specific impulse (Isp) which is comparable to that provided by
HTPB system [24]. CTPB chemical structure of is shown below:
Karl Klager established application of HTPB for CSPs in 1961 and first CSP rocket
motor was test fired in 1972. Low density and viscosity with high hydrocarbon
content of 98.6% (with PBAN and CTPB it is 92% and 97% respectively), solid
loading capability up to 90%, good reproducibility of stable mechanical properties and
easy availability make it better binder than rest of the butadiene binders available
presently. HTPB chemical structure is shown below:
As compared to CTPB binder it has low glass transition temperature and possess
superior mechanical properties at low temperature. High density, high tensile strength,
fast burning rate and good fuel value are the advantageous properties of polyurethane
binder system.
HTPB achieves ideal curing in short time as compared to other binder systems and can
also be crosslinked at comparatively lower temperature (50°C) in comparison to that
of CTPB which cures at 75°C and PBAN which cures at 60°C. To cure a propellant

16
grain free of defects final propellant composition needs 4 to 5 hours of pot life. HTPB
binder based propellant slurry has better processing time after addition of curing agent
giving it ideal pot life which is very important for large sized propellant grains [25].
All above discussed characteristics make HTPB binder system a workhorse for CSP
compositions and most appropriate for curing of small and large rocket motor grains
[24, 26, 27]. Comparative properties of different binders for CSP are presented in
Table.1.2.
Table 1. 2: Physical and Chemical Properties of CSP Binders
Properties PBAA PBAN CTPB HTPB
Density (g/cm3) 0.9-0.92 0.93 0.92 0.92
Average mol. wt. 2500-4000 3500 3500-5000 2500
Viscosity at 25°C (poise) 275-325 300-500 180-350 40-60
Average functionality 2.0 1.9 2.0 2.3
Heat of combustion
(kJ/mol) 43 41.8 42.6 41.8
1.7.1.2 Energetic Binders for CSP
High performance, less impact on environmental, costs, hazards and longer life cycle
became necessary fundamentals of propellant development. High amount of HCl
released is a disadvantage in propellant systems based on AP. In order to replace AP
with an energetic oxidizer requires an energetic binder which is compatible with
propellant system to fully develop an energetic CSP. Quite a lot of research work has
been done study various azides substituted polymeric binders as organic azides are
energetic compounds [28]. Inert HTPB binder is unsaturated resulting in
incompatibility with energetic oxidizers such as hydrazinum nitroformate (HNF).
Thus, compatible binder systems which are energetic, stable and hazard free were
needed. DB and AP based CSP with nitrato and azido substituted binders have shown
very encouraging results. Propellants based on RDX/HMX/AN in combination with
energetic binders and oxidizers can improve Isp significantly. Energetics and density
of CSP can be improved by incorporating cage like structure containing enough
quantities of nitrogen, oxygen/fluorine in the composition. Most investigated binder of
17
this energetic class is glycidyl azide polymer (GAP) which is uncross-linked viscous
liquid pre-polymer [29]. GAP has molecular weight of 700 and an average
functionality of 2.7. Other investigated polyazido oxetanes include polyAMMO
(poly(azidomethyl-methyloxetane)), polyBAMO (poly(bisazido-methyloxetane)),
polyNMMO (poly(nitratomethyl-methyloxetane)). Nitrated HTPB has also been
developed in this area of energetic polymeric binders. Energetic binders with OH
functional groups can make PU structure when cured with isocyanates and these can
match the HTPB based systems in mechanical parameters.
1.7.2 Oxidizers
The major ingredient of a CSP is the oxidizer which forms more than 65% -70% (by
weight) of the propellant composition to provide oxygen to the system during
combustion. It should be compatible with other ingredients. It should have high
oxygen content, low heat of formation, high density and high thermal stability. It
should also be low hygroscopic. Long shelf-life, safe handling and non-metallic nature
are other characteristics that are required.
1.7.2.1 Ammonium Perchlorate
KC1O4 was the first oxidizer to be used in CSPs but with only little energy
contribution therefore, it was replaced with AP. It is stable, compatible, and relatively
insensitive but contributes little energy. Among various oxidizers AP a work-horse
oxidizer and it is the most widely and most commonly used inorganic oxidizer for
CSP. AP/HTPB based CSP with Al as fuel is widely used for rocket motors. for
composite solid propellants. A white crystalline powdery solid having orthorhombic
structured crystals at ambient temperature. The crystal phase transition occurs from
orthorhombic to cubic structure at about 250°C. This oxidizer is very rich, and it can
undergo deflagration. It is very safe usually and it can be grinded to obtained desired
particle size. CSPs made with fine AP particles burn faster in comparison to those
with coarse AP particles thus the burning rate can be tailored by using a suitable
particle size distribution of AP. The greatest advantage of using AP lies in the vast
knowledge and immense information obtained from work on AP related propellants
over decades. AP has almost all the necessary qualitied to qualify for a universal
oxidizer. Detailed description of the decomposition combustion mechanism of AP has
been investigated and is reported in literature [30, 31].The oxidizer reinforces the

18
propellant structure and has significant impact on mechanical, interfacial, rheological
and viscoelastic properties of the CSP. Processing of formulation and performance
characteristics are affected by AP particle size, shape and distribution in binder
matrix. AP possess most of the required qualities like high oxygen content,
compatibility with polymeric binders, less heat of formation, density, thermal stability,
low hygroscopicity, handling safety, long storage life and availability. AP produces
large amount of HCl on combustion of CSP which is very harmful to the environment.
Additionally, AP gives a significantly visible exhaust signature which can be detected
and missile sites can be located in battle field [32].
1.7.2.2 Ammonium Nitrate (AN)
AN is commonly used in the fertilizers as well as explosives [33]. Its applied as an
oxidizer in propellants and mainly in applications requiring moderate burning rates
with low performance [34]. Along with lower energetic performance, it is hygroscopic
and undergoes a phase transformation causing significant change in volume. Due to
these disadvantages AN is not an attractive choice as an oxidizer [35].
1.7.2.3 Phase Stabilized AN
On cooling dry ammonium nitrate the AN crystallization phases I, II, IV, and V
appear. The phase III appears only in the presence of water. Several techniques have
been used to enhance the phase transition characteristic of AN. To reduce unwanted
transitions and stabilized phase III of AN, Potassium nitrate is employed as an
additive [36]. Phases II and V stability ranges can be improved by adding cesium in
the AN lattice.
1.7.2.4 Nitramines
The requirement of better performance of CSPs, safety and environmental friendly
combustion behavior leads to synthesis and investigation of energetic oxidizer [37].
Efforts were made to add HMX and RDX with AP based compositions to reduce HCl
in exhaust. Nitramines such as RDX or HMX are crystalline powders having similar
kind of structure, burn violently once properly ignited with suitable source or can be
detonated if initiated with detonation shock wave. HMX has higher density, higher
energy and detonation velocity than RDX. These are added in DB as well as CSPs for
higher performance and are employed in various military applications. Due to

19
hazardous nature of these high explosives being used in CSPs, highly safe processing
is required which is consequently very expensive [38]. The properties of various
oxidizers used for CSPs are as given in Table 1.3.
Table 1. 3: Comparative properties of oxidizers for CSPs
Sr.
No.
Oxidizer Density
g/cm3
Heat of Formation
ΔHf (kcal/mole)
Oxygen
Balance
%
1. AN 1.95 -70.74 +34.04
2. AP 1.72 -87.37 +20.00
3. KP 2.52 -102.4 +46.19
4. ADN 1.81 -35.8 +26.00
4. HNF 1.86 -17.20 +13.00
5. RDX 1.82 +14.70 -21.60
6. HMX 1,91 +17.90 -21.60
1.7.3 Metal Fuels for CSPs
Metal powders are added in CSPs mainly to achieve higher chemical energy
production as these improve propellant density, have high heat of reaction, reduced
pressure exponent and achieve combustion stability [13]. Al is an extensively used
metal fuel due to its highly exothermic reaction with oxygen which enhances the
propellant performance manifolds. CSP Isp can be increased by about 20% with the
addition of 18% – 20% of Al metal powder [39]. Al powder used in propellant
formulations have particle size ranging from 10 to 30 microns. Metal fuel in CSP not
only improves the density it also increases the release of hydrogen in exhaust and
reduces the production of water vapors. Particles of aluminum oxide aid in reduction
of unwanted acoustic oscillations of combustion decomposition products and thus
gives the propellant combustion stability [40]. There are other metals like beryllium,
magnesium and boron which can improve impulse. Disadvantages like high cost,
ignition problems with boron, weak energetics of magnesium and toxicity of
beryllium have restricted the use of these metals and made Al a better metal fuel.
Properties of various metal fuels are as given below in Table 1.4.
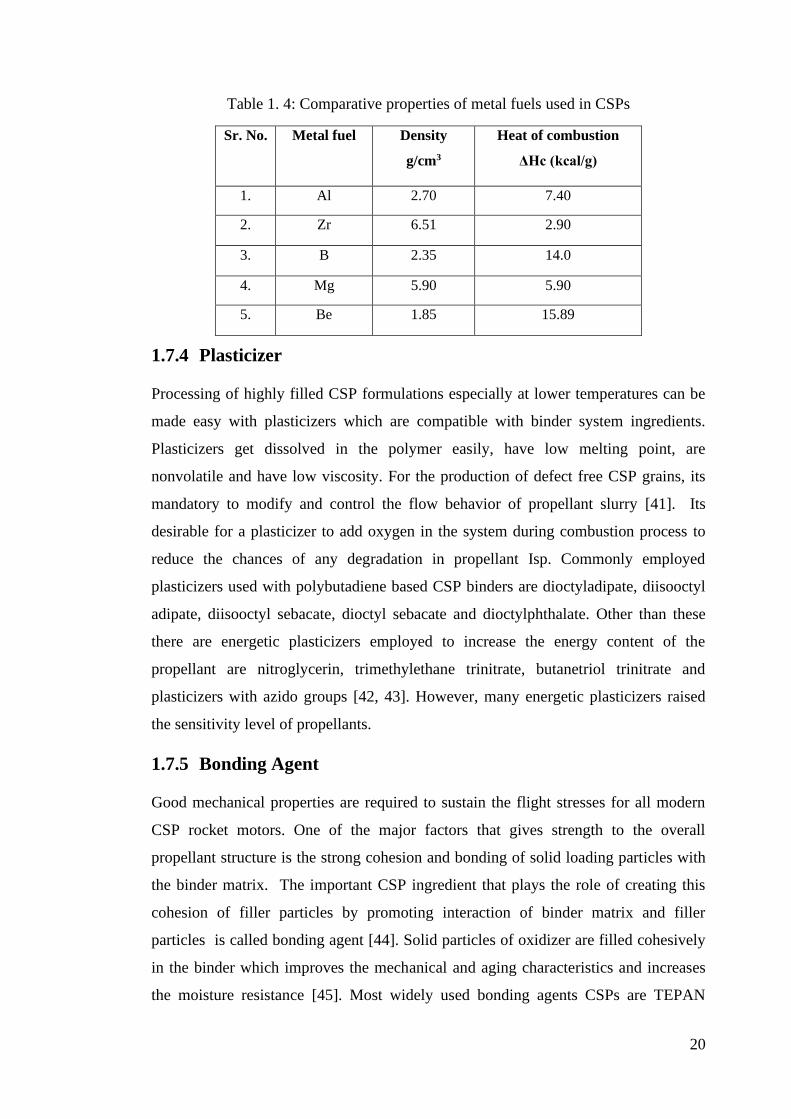
20
Table 1. 4: Comparative properties of metal fuels used in CSPs
Sr. No. Metal fuel Density
g/cm3
Heat of combustion
ΔHc (kcal/g)
1. Al 2.70 7.40
2. Zr 6.51 2.90
3. B 2.35 14.0
4. Mg 5.90 5.90
5. Be 1.85 15.89
1.7.4 Plasticizer
Processing of highly filled CSP formulations especially at lower temperatures can be
made easy with plasticizers which are compatible with binder system ingredients.
Plasticizers get dissolved in the polymer easily, have low melting point, are
nonvolatile and have low viscosity. For the production of defect free CSP grains, its
mandatory to modify and control the flow behavior of propellant slurry [41]. Its
desirable for a plasticizer to add oxygen in the system during combustion process to
reduce the chances of any degradation in propellant Isp. Commonly employed
plasticizers used with polybutadiene based CSP binders are dioctyladipate, diisooctyl
adipate, diisooctyl sebacate, dioctyl sebacate and dioctylphthalate. Other than these
there are energetic plasticizers employed to increase the energy content of the
propellant are nitroglycerin, trimethylethane trinitrate, butanetriol trinitrate and
plasticizers with azido groups [42, 43]. However, many energetic plasticizers raised
the sensitivity level of propellants.
1.7.5 Bonding Agent
Good mechanical properties are required to sustain the flight stresses for all modern
CSP rocket motors. One of the major factors that gives strength to the overall
propellant structure is the strong cohesion and bonding of solid loading particles with
the binder matrix. The important CSP ingredient that plays the role of creating this
cohesion of filler particles by promoting interaction of binder matrix and filler
particles is called bonding agent [44]. Solid particles of oxidizer are filled cohesively
in the binder which improves the mechanical and aging characteristics and increases
the moisture resistance [45]. Most widely used bonding agents CSPs are TEPAN

21
(tetraethylene-pentaamineacrylonitrile) and MAPO (tris[1-(2-methylaziridinyl)
phosphine oxide]).
1.7.6 Stabilizer
Propellants go through oxidative degradation and have limited serviceable life. There
are certain chemicals that are added in CSP formulation during the processing stage.
These stabilizers or anti-oxidants delay these degrading reactions and prolong the
shelf life of propellants without having any negative effects on propellant production
processes and mechanical characteristics. Commonly used stabilizers/antioxidants for
CSPs are phenyl-β-napthylamine, paracresol, phenolics (2,5-Di-t-butylhydroquinone,
amines (N-phenyl-β-naphthylamine, dioctyldiphenylamine) and 2,2-methylene bis(4-
methyl-6-t-butylphenol)) compounds [46].
1.7.7 Burning Rate/ Ballistic Modifiers
The propellants produce a large amount of heat energy upon combustion or thermal
decomposition. Certain catalysts or burning rate modifiers are another important
ingredient which is added in CSP formulation in very small amount to alter or
enhance the ballistic performance and heat release characteristics of propellants as per
desired values [47]. The selection of any specific ballistic modifier depends on the
burning rate profile needed for any specific application. Commonly used modifiers in
CSPs are copper (II) oxide, iron(III) oxide, copper chromate, copper chromite and
organometallic compounds like iron(III) acetyl acetonate and metal chelates [48, 49].
1.7.8 Curing Agent
Application of the polyurethane based polymeric binder system for the development
of composite propellants require a curator or cross linker that reacts with functional
groups of the polymer and transforms it into a polymer network [50]. Crosslinkers link
the polymer chains to form polymeric network structure. The mechanical properties
like tensile strength and % elongation is controlled by crosslinking. Crosslinking
effect on the mechanical properties of polymers has been investigated thoroughly and
it has been established that mechanical properties of CSP are changed by attained
degree of crosslinking. Polyurethanes are developed by reaction of diisocyanates with
polyol sometimes in combination with a chain extender. The most common curing
agents used in the composite propellant formulations are isophorone diisocyanate

22
(IPDI), toluene diisocyanate (TDI), methylene diisocyanate (MDI), dimeryl
diisocyanate (DDI) and hexamethylene diisocyanate (HDI) [51].
1.7.9 Curing Catalysts
various types of catalysts can be employed to activate the reaction of PU formation.
isocyanate group reactions with polyol are highly sensitive to some catalysts like
dimethylbenzylamine, Lewis base (1, 4-diazabicyclo[2.2.2] octane) (DABCO),
triethylamine, bis (2 (dimethyl amino)ethyl ether), Lewis acids (bis (ethylhexyl
oxy)tin (tin dioctanoate), dichloro dimethyltin, and bis (dodecanoyloxy) [52].
1.8 Performance Characteristics of CSP
CSPs must possess the desired mechanical, ballistic and thermal properties for giving
a perfect performance. Some of the important properties being important part of our
research work have been described here.
1.8.1 Mechanical Properties
It is essential for a CSP grain to maintain its structure under a range of mechanical
thermal and ballistic shocks during its operational employment for a successful
mission as well as in long storage under varying conditions. When composite
propellant is used in case bonded or in form of inhibited grain form, it must show the
highest possible elongation (%) at the highest possible loads while performing live
firing and through thermal cycle. The case bonded CSP grain in rocket motor or free
inhibited grain as in Base BB unit for artillery ammunition must withstand very high
gravitational load and very high acceleration at launch or muzzle exit in case of
artillery BB ammunition therefore, high tensile strength is required. For the smooth
functioning of the composite propellant in rocket motor along with other properties, a
set of mechanical properties are required. The solid loading or filling in binder matrix
of CSP are oxidizer, metal powder (fuel) and ballistic modifier. High percentage of
solid ingredients or very fine particle size enhances the tensile strength and reduces
elongation [53]. A minimum tensile strength of 0.5 Mpa, elastic modulus of 3-5 Mpa
and % elongation ranging from 30-50 % are important for the base composite
propellant to hold its structural integrity during different phases of its employment.

23
1.8.2 Thermal Properties
The thermal and kinetic properties of AP/HTPB based CSPs are very vital to gauge
the propellant stability at elevated temperatures, its decomposition of thermal ignition
temperature, compatibility of its ingredients, and effect of any burning rate modifier in
the composition if employed for enhancing burning rate. Differential Scanning
Calorimeter (DSC) and Simultaneous Thermal Analyzer (STA) equipped with
Differential Thermal Analyzer (DTA) and Thermo Gravimetric Analyzer (TGA) are
used to study and characterization propellants for thermal properties as well as kinetic
evaluation [54].
1.8.3 Burning Rate
The burning rate is an important property of CSPs which is defined as “rate at which
the burning surface of propellant grain recedes in a direction that is perpendicular to
the surface of the grain”. The rate of burning being the most important ballistic
property of any CSP is commonly represented as inch/s, cm/s or mm/s. The composite
propellant rocket motor design and operation characteristics entirely depend on its
burning rate and combustion behavior. Several factors affect composite propellant
burning rate such as chamber pressure, initial propellant temperature, burning rate
modifier and content of oxidizer [55]. Temperature and pressure have significant
influence on propellant burning rate as it tends to reduce at lower temperature and
pressure, and it increases with rise in temperature and pressure. Propellant calorific
value is also important factor, higher it gets the higher is the propellant burn rate can
be obtained [56]. Burning rate of propellants can be accurately measured on Crawford
bomb (strand burner) at various conditions by applying different pressures in air or
inert atmosphere by using inert gas generally nitrogen [57].
1.8.4 Density
Density of the CSP is very important, it should be generally as high as achievable to
have more energy content in propellant. In rocket motors a propellant with more
density is suitable to incorporate a higher mass of propellant in a fixed chamber
volume which leads to a compact small size rocket motor with better aerodynamic
properties. CSP density has significant effect on overall propulsion systems, and it can
be increased by increasing the weight percentage of metallic powders such as Al. The

24
AP/HTPB based CSP for BB propellant grain requires minimum density of 1.5 g/cm3
[58].
1.8.5 Pressure Exponent
Propellant pressure exponent is the measure of rise in burning rate of composite
propellant due to rise of chamber pressure of rocket motor. As the log of burning rate
is plotted vs log of chamber pressure the tangent to the curve obtained is pressure
exponent “n” and it is zero in case the rate of burning is not dependent on pressure.
However, in case of a positive pressure exponent the pressure will increase and result
in explosion of rocket motor [59]. One of the commonly used methods to reduce
pressure exponent is the reduction in AP oxidizer content in the propellant
compositing. However, it can have adverse effect in application where high burning
rate is desired. It has been reported that the salts of copper and copper chelates
decrease the value of “n” for composite propellants.
1.9 Extended Range Base Bleed (ERBB) Artillery Projectile
Shooting the targets at longer ranges to achieve higher striking power has always been
major requirement of the modern artillery units. In artillery modernization there has
been continuous efforts to enhance projectile ranges and precision through
improvement in guns and by producing projectiles with improved performance. A
major caliber artillery projectile leaves the gun muzzle traveling at supersonic
velocities, there are certain forces acting on the projectile body throughout the flight
as shown in Figure 1.3.
Figure 1.3: Types of forces acting on artillery projectile during flight

25
An artillery projectile is facing drag forces as shown above which are projectile
nose/wave drag, skin friction or body drag and base drag. These all forces result in
range reduction of the projectile. Out of the total forces acting on the projectile the
base drag is about 50% or its more than the remaining drag forces effecting the range
of projectile. Base drag force is created due to the very low-pressure area just behind
the artillery projectile which reduces the range. Different drag forced mainly wave and
base drag are countered by methods as shown in fig. 1.4.
Figure 1.4: Drag Reduction
This low base pressure can be increased eventually overcoming the base
resistance/base drag by releasing a jet of hot gas from the base of the projectile during
flight. This effect is known as BB and it is not a common rocket motor as there is
almost no thrust produced in BB effect. BB principal was developed in 1960s in
Sweden to enhance the coastal artillery range. It was established by 1966 that a slow
burning rate propellant/pyrotechnic material burning at the projectile base would raise
the low pressure at the projectile base and increase the range by reducing the base
drag. After the first trial a patent was filed by Sweden in 1971. Presently the BB unit
is the answer for modern artillery ammunition which is only used to achieve
maximum range. The unit is fitted in the base of the shell and it overcomes the base
drag by filling the wake zone at projectile base with hot gases by combustion of CSP
grain [60]. The shooting range of projectile is enhanced by 30% without having any
significant effect of accuracy and consistency [61]. A cross-sectional view of 155 mm
ERBB projectile is shown in Figure. 1.5.
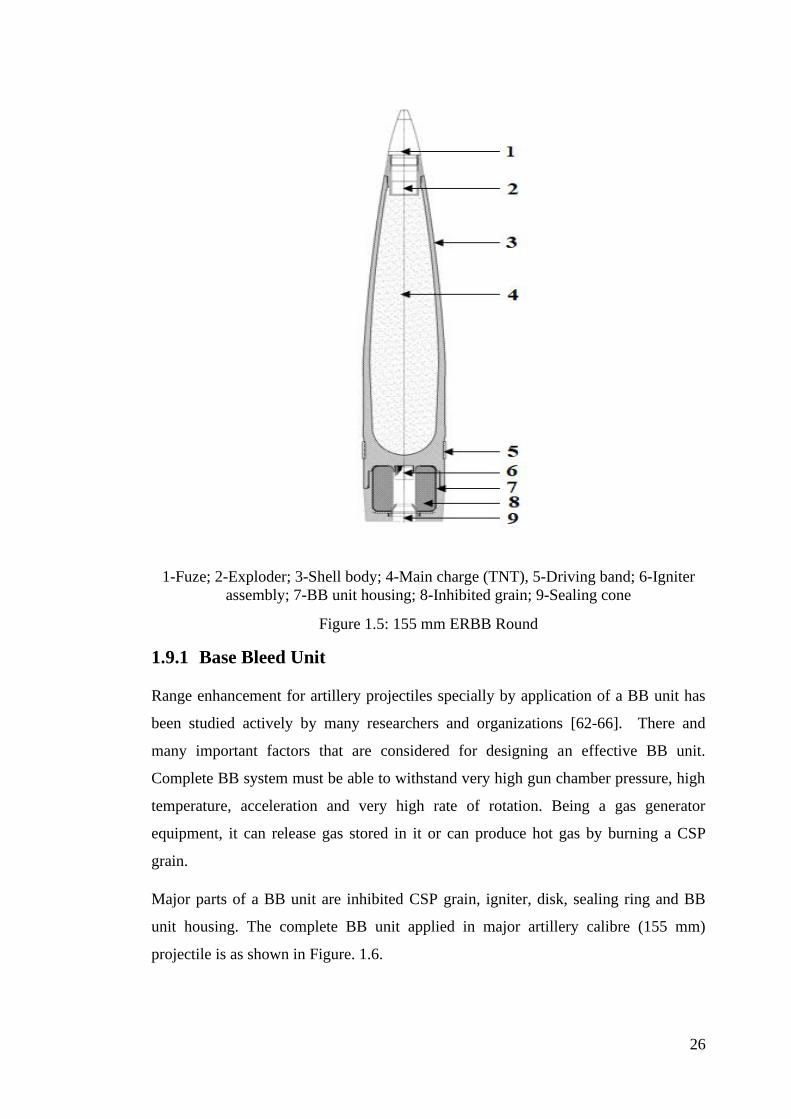
26
1-Fuze; 2-Exploder; 3-Shell body; 4-Main charge (TNT), 5-Driving band; 6-Igniter
assembly; 7-BB unit housing; 8-Inhibited grain; 9-Sealing cone
Figure 1.5: 155 mm ERBB Round
1.9.1 Base Bleed Unit
Range enhancement for artillery projectiles specially by application of a BB unit has
been studied actively by many researchers and organizations [62-66]. There and
many important factors that are considered for designing an effective BB unit.
Complete BB system must be able to withstand very high gun chamber pressure, high
temperature, acceleration and very high rate of rotation. Being a gas generator
equipment, it can release gas stored in it or can produce hot gas by burning a CSP
grain.
Major parts of a BB unit are inhibited CSP grain, igniter, disk, sealing ring and BB
unit housing. The complete BB unit applied in major artillery calibre (155 mm)
projectile is as shown in Figure. 1.6.

27
1-Sealing ring; 2-Igniter assembly; 3-BB grain; 4-Inhibitor; 5-Spacer disk; 6-Sealing
cone; 7-BB unit housing
Figure 1.6: BB unit for 155 mm artillery projectile
BB grain and BB igniter are the most important components of the complete system.
When ERBB projectile is fired, the propellant grain inside the BB unit as well as the
igniter composition are ignited simultaneously by the gun propellant charge burning in
gun chamber. While the projectile moves down the barrel, BB unit experiences the
extreme pressure, high spin rate (200-300 rps) and very high temperature. As the
round leaves, it experiences a sudden pressure drop and propellant grain tends to get
quenched [67, 68]. The igniter having a very energetic pyrotechnic composition and
installed in the base of projectile as part of BB unit reignites the BB grain outside the
gun. It ensures the stable burning of the grain during this critical stage; thus, it is the
second most important part of BB unit. The ignition and stable burning of grain to
release a mass of gas (BB effect) and heat after exit from gun muzzle is critical to
achieve desired range enhancement with accuracy. As a rule, the mass flow vs time
should be digressive mass flow obtained by a suitable propellant grain configuration.
The mass flow from the BB unit is subsonic, therefore, the pressure inside the unit is
slightly different from the outer ambient pressure which is digressive along the
trajectory till apex. This leads to a digressive regression rate of the grain.
BB unit grain experiences high strains and stresses due to very fast acceleration and
high spin rate. Grain with suitable design and desired mechanical properties can
withstand these mechanical shocks.
1.10 Recent Developments in the BB Propellant Grain
RAUFOSS A/S which is a defense products department started development and mass
scale production of BB grains for BOFORS in Sweden [48, 69, 70]. Further
development work was a continuation of work by Research Institute of Swedish

28
National Defense. The baseline of BB propellant was AP/HTPB composite propellant
with 80% oxidizer content used for BB units for smaller caliber ammunition. This
work was modified further by addition of specially produced bonding agent and
antioxidant for improved mechanical properties, aging properties, exposure to humid
air and reduced health hazards. Novelty was the introduction of fiber in baseline
propellant to produce tougher grain [71]. Use of fibers in AP/HTPB based CSP has
also been described previously [72]. Dedicated test methods and instruments for
study of BB units at high acceleration and high rate of rotation were introduced.
RAUFOSS built special production plants for BB grains and introduced the processes
to evaluate mechanical properties, machining of BB grains with curable inhibitor for
155 mm artillery ammunition [73].
BB propellant grains have also been developed by thermoplastically moldable
elastomers of the butadiene- and isoprene-styrene three block copolymer [74]. A New
manufacturing process of compression molding was introduced. In this work the
propellant was developed with AP, NQ, and thermoplastic rubber [75]. the propellant
matched all properties desired for the high load performance. With the achievement of
suitable mechanical properties, the values of burning rate of 1.5 mm/s were obtained.
This gas generator was tested for performance, it burnt for 35 sec and range
enhancement was about 30 %. Moreover, procedure of insulation of propellant grain
was obtained by using same type of thermoplastic elastomer. The properties achieved
were comparable to other propellant grains for BB application [75].
The combustion behavior of CSP BB grain has been investigated. Different particle
size distribution of AP was employed to study the effects on burning rate in a BB
grain testing device [76]. It has been reported that the burning rate is influenced by the
content of AP, it rises with increase in AP content. It is also found that the smaller the
particle size of AP higher will be the burning rate for BB grain. [77, 78]. The burning
rate of the BB propellant grain having different particle size distribution of AP was
associated to rate of change of superficial area of AP grains.
BB unit uses the AP/HTPB based CSP grain to inject hot jet of gases at low speed of
mass flux to overcome the base drag of artillery projectile. Therefore, it is the burning
rate of the BB grain which is an important factor in controlling the archived range of
ERBB artillery projectile [79, 78]. Burning rate of bimodal AP/ HTPB based BB grain

29
tested under the free ambient pressure condition (0.99 atm) have also been reported.
Laser ignition and high speed camera with image and video processing technology
was used. As the burning rates of bimodal AP based composite propellant grain were
difficult to be accurately measure therefore, a numerical calculation method was
employed to obtain the accurate burning rates. The obtained experimental values of
rate or burning in free ambient pressure was 1.607 mm/s. the numerical calculations
results gave 1.59 mm/s of burning rate which is in agreement with the experimental
value [79].
Research work has also been done on the importance of advanced BB propellants with
low signature to conceal the gun positions from enemy gun locating devices in
battlefield [58, 80, 81]. Various BB grain compositions were developed to obtain the
required mechanical and ballistic properties together with the low signature exhaust.
Propellants with a combination of bonding agents MAPO and MAT4 (mixture of
adipic acid, tartaric acid and MAPO) were developed which gave stress and strain
values of 11.7 Kg/cm2 and 16.3 % respectively. Curing ratios 0.97 to 0.7 were also
reported where 34% strain was obtained at curing ratio of 0.83. On substitution of 7%
content of AP with energetic oxidizer RDX there was no effect on primary smoke is
not affected but secondary smoke is reduced by 40%. RDX has three nitramine
groups, H-bonding with OH groups enhanced the mechanical properties. Adding 5%
magnesium resulted in 75% decrease in secondary smoke and a very significant rise in
primary smoke. It is free from primary smoke as the conventional formulation, but it
has an advantage that the secondary smoke is decreased [82].
The flame temperatures and burning rates of Fe2O3 and copper chromite catalyzed and
uncatalyzed AP/HTPB based CSP for BB grain has also been studied under sub-
atmospheric conditions [83-87]. Pt and Pt 30% Rh thermocouples having diameter of
30 microns and 99 % purity were used for this study. Thermocouples were inserted in
propellant strands before curing. Fuse-wire technique was used for measuring burning
rate without thermocouples. Propellant strands were inhibited for proper burning. The
study proves that Fe2O3 had the maximum effect on burning rate therefore, catalyzed
BB propellant gave maximum enhancement. This was reported that the Fe2O3 caused
increase in subsurface and surface reactions. Copper chromite catalyzed propellant
showed more stable burning behavior at minimum low-pressure (sub-atmospheric)
deflagration without any significant decrease in flame temperature and combustion

30
efficiency which proved that this type of propellant would be more suitable for BB
application.
For improved BB effect by applying reactive metal particles for artillery projectiles at
supersonic speeds has been investigated [88, 89]. The effects of rate of mass released
and the released gas temperature have been studied [90, 91]. A lower mass injection
rate and a high temperature of bleeding gas were found to give best BB conditions.
The combustion gas temperature is a very important property for BB effect. It has
been proved that for identical external flow rate a hot bleeding gas gives higher base
pressure effect. The temperature of gas obtained from combustion of BB propellant
was increased by addition of reactive metal particles like magnesium and aluminum in
propellant composition. Two-phase reactive instable calculations have been attained
and have revealed that high temperature could be obtained by aluminum particles
which produce higher temperature in the combustion process. This provided an idea to
increase the efficiency of BB propellants for reduction of base drag in artillery
projectiles.
1.11 Recent Developments in the Igniters for BB Unit
Igniter is as important as the CSP BB grain in a complete BB unit. The initiation of
igniter, stable thermal properties, combustion behavior, rate of burning and mass
burning time all properties are very important. The igniter has very special role in the
ERBB projectile. It not only ignites or reignites the propellant grain but it also has
very significant influence on the burning behavior of BB grain, range enhancement,
accuracy and dispersion of the projectile [92-95].
The research work for development of igniter compositions based on
magnesium teflon and viton (MTV) has been reported [96-101]. Compositions were
developed by keeping identical ratio of magnesium/Teflon and Viton content was
increased in 2% increments till it reached 14%. Effect of binder percentage on heat of
reaction was investigated which was found to rise with increase in binder content.
MTV compositions with gradual increase in magnesium content and constant binder
value were also developed and investigated for the combustion properties and heat of
explosion. The trend in decrease of heat of explosion was recorded with the rise in
percentage of magnesium. CV tests were used to record the pressure-time data and
calculation of rate of change of pressure with change in composition [102, 103].

31
Maximum obtained pressure and the rate of change of pressure decreased with rise in
magnesium content for each composition. The ignition performance of compositions
were recorded by test firing these in a small rocket motor by using the equal amounts
of igniter and AP/HTPB composite propellant. Depending upon the ignition
performance of MTV composition with 54% magnesium and 36% Teflon was
selected as the best composition for base BB propellant ignition.
Pyrolysis and ignition properties of BB grain igniters containing magnesium,
Viton and Polytetrafluorethylene were studied by using a powerful CO2 laser [101].
Methods of examination and instruments used was high-speed photography to record
the gas-phase dynamics and flame structure. Near-infrared photodiodes for ignition
delay and gas chromatograph/mass spectrometer for studying the evolved products.
Incident heat flux, oxygen content and maximum pressure were important parameters.
Additionally, effect of boron as an additive was also examined. Experiments revealed
that the ignition time delay reduced gradually with the increase of incident heat flux.
During combustion at lower pressures of 0.1 atm the igniter composition burnt in
fragments and no luminous plume development as well as the gas-phase dynamics
were noticed. Viton A broke into various forms of hydrofluorocarbons and
fluorocarbons and PTFE into fluorocarbon compounds in inert atmosphere. The
addition of Viton A or boron in Mg/PTFE composition clearly reduced the delay time
in ignition and boron significantly enhanced the combustion properties.
Ignition of AP/HTPB based BB grain by igniters containing ZrH2 + PbO2 and
modified Mg + PTFE compassions have also been investigated [104]. It was proved
that investigated igniter gave long delay time in ignition and gave very high erosive
effect of the BB grain which resulted in the decreased range on artillery projectiles. It
was suggested that these compositions need to be improved for further study. Ignition
delay of BB propellant grain affected by igniter hot flame/jet has also been reported
for the reignition of BB unit of 155 mm ERBB projectile [105].
1.12 Scope of Thesis
In our research work we studied many internationally available standard CSP BB
grains for required ballistic and mechanical properties. However, there is very less
data on AP/HTPB based CSP for BB grain. The development of AP/HTPB based
composition by incorporating Al powder as burning stabilizer and ferric oxide as

32
burning rate promotor has not been reported. All the methods reported in literature
follow complex process of CSP BB grain production requiring machining and
inhibitor bonding in different steps. The BB unit must withstand all stresses and
thermal shocks after firing from the gun. To ensure BB grain ignition for accuracy and
consistent performance, igniter plays most important role. Various available igniter
compositions being used for BB grain igniters have been reported but there was no
data available on Zr/KClO4 based igniter composition which is a simple composition
as compared to MTV type igniter compositions.
In view of above, the present work entitled “Development of Novel Base Bleed
Composite Solid Propellant and Igniter for 155 mm Artillery Projectile vis-a-vis
Parametric Studies” was undertaken for systematic study on development of a better
AP/HTPB based CSP composition for BB grain with required mechanical, ballistic
and thermal properties together with the development of a matching igniter.Various
combinations of Zr/KClO4 were investigated for its ignition properties.
1.13 The Objectives of Present Research Work
The objectives of this work are as discussed below:
1.13.1 BB Grain
Preparation of CSP compositions for studying the ballistic properties and evaluations
of the various compositions for BB applications. The desired standard properties are
as under:
a. Tensile strength 1 N/mm2
b. Elongation % 30%
c. Burning rate 0.9-1.5 mm/s
d. Density 1.5 g/cm3
e. Complete BB grain burning time 30 to 34 s.
f. Stable performance in temperature range -40 to +52°C (these temperature
ranges are generally considered as extreme temperature for qualification of any
ammunition in our region).

33
1.13.2 Igniter for BB unit
To ensure the successful ignition and performance of BB unit and dispersion control,
the BB unit igniter must meet the following requirements:
a. It must ignite from gun chamber and must have quick rate of burning and
negligible ignition delay.
b. Composition must be compact and strong enough to withstand extreme gun
chamber conditions.
c. It must not get quenched and must reignite the BB grain until its stable
burning is achieved.
d. Igniter body must not disintegrate upon firing.
1.13.3 BB unit Performance
Range extension of artillery projectiles is the main objective of this complete research
work which included the development of a CSP BB grain and compatible igniter
assembly for the BB grain. We have studied the effect of BB unit on 155 mm
projectile range and evaluated the ballistic performance of BB unit. The project
research work focused on development of a BB propellant grain of a specific
geometry with two halves (2-slot grain) with a compatible Zr/KClO4 based
composition for igniter assembly and its final performance evaluation as a complete
BB unit with artillery projectile.
A static test bench was designed for static test firings of BB unit for its performance
under ambient temperature and pressure conditions, for recording ignition behavior,
stability of flame, burning time and burning rate. After several static tests, the BB
units were installed with 155 mm HOW artillery projectiles for its final field trials.
155 mm artillery gun M198 and proof range was provided by Pakistan army. The 155
mm HE ERBB projectiles were fired with charge-7 (M4A2) and charge-8 (M119A2)
in initial phase of trials. All the field trials were successful. BB unit performance was
very good in terms of its ignition, burning time and range enhancement. The trial
results have been discussed in thesis.

34
References
[1]. Xue XC, Yu YG. An improvement of the base bleed unit on base drag reduction
and heat energy addition as well as mass addition. Appl Therm Eng. 2016;109:238-
50. doi:10.1016/j.applthermaleng.2016.08.072.
[2]. Zhang LK, Zheng XY. Experimental study on thermal decomposition kinetics of
natural ageing AP/HTPB base bleed composite propellant. Def Technol.
2018;14(5):422-5. doi:10.1016/j.dt.2018.04.007.
[3]. Kurowski SR, Cooper P. Introduction to the Technology of Explosives. VCH,
New York. 1996.
[4]. Dunstan I. CHEMISTRY IN TECHNOLOGY OF EXPLOSIVES AND
PROPELLANTS. Chemistry in Britain. 1971;7(2):62-&.
[5]. Conkling JA, Mocella C. Chemistry of pyrotechnics: basic principles and theory.
CRC press; 2010.
[6]. Akhavan J. The chemistry of explosives. Royal Society of Chemistry; 2011.
[7]. Bailey A, Murray S. Explosives, propellants, pyrotechnics, land warfare.
Brassey's New Battlefield weapons and technology series. 1989;2:33.
[8]. Sohlman R, Schück H. Nobel, dynamite and peace. Cosmopolitan book
corporation; 1929.
[9]. Sutton GP, Ross DM. Rocket Propulsion Elements, An Introduction to The
Engineering of Rockets, 4, h ed. John Wiley and Sons, New York; 1976.
[10]. Huzel DK. Modern engineering for design of liquid-propellant rocket engines.
AiAA; 1992.
[11]. Klein N, Stiefel L. Liquid propellants for use in guns. Gun Propulsion
Technology. 1988;109:473-97.
[12]. Zung L, Tkachencko E, Breen B. A basic study on the ignition of hypergolic
liquid propellants. NASA Technical Report No CR-‐100387. 1968.
[13]. Agrawal JP. High energy materials: propellants, explosives and pyrotechnics.
John Wiley & Sons; 2010.
[14]. Turner MJ. Rocket and spacecraft propulsion: principles, practice and new
developments. Springer Science & Business Media; 2008.
[15]. Davenas A. Solid rocket propulsion technology. Newnes; 2012.

35
[16]. Shidlovskiy A. Principles of Pyrotechnics, Moscow, 1964. Translated as Report
FTD-HC-23-1704-74 by Foreign Technology Division, Wright-Patterson Air Force
Base, Ohio. 1974.
[17]. Partington JR. A history of Greek fire and gunpowder. JHU Press; 1999.
[18]. Pamphlet A. Engineering Design Handbook. US Army Materiel Development
and Readiness Command. 1977.
[19]. Lancaster R. Fireworks Principles and Practice, Chemical Publ. Co. Inc, New
York. 1972.
[20]. Greatrix DR. Powered flight: the engineering of aerospace propulsion. Springer
Science & Business Media; 2012.
[21]. Schack MB. Blast Off! Rocketry for Elementary and Middle School Students.
Science Activities. 1997;34(2):43.
[22]. Sutton E. From Polysilfides to CTPB Binders. A Major Transition in Solid
Propellant Binder Chemistry, Paper presented to AIAA. (84-1236).
[23]. Bozic V, Krakovsky I. ANALYSIS OF THERMOPLASTIC PROPELLANTS
BASED ON A PEBA BINDER SYSTEM. Int J Energ Mater Ch. 2010;9(5).
[24]. Jain S. Solid propellant binders. 2002.
[25]. Cao Z, Zhou Q, Jie S, Li B-G. High cis-1, 4 hydroxyl-terminated polybutadiene-
based polyurethanes with extremely low glass transition temperature and excellent
mechanical properties. Ind Eng Chem Res. 2016;55(6):1582-9.
[26]. Ang HG, Pisharath S. Energetic polymers. John Wiley & Sons; 2012.
[27]. Jain S, Sekkar V, Krishnamurthy V. Mechanical and swelling properties of
HTPB‐based copolyurethane networks. J Appl Polym Sci. 1993;48(9):1515-23.
[28]. Wilson T. New Solid Rocket Propellant Polymer Binder Materials. Chemical
Propulsion Information Agency Rept CPIA. 1987:84-42.
[29]. Sahu S, Chavan M, Thakur J, Kulkarni S, Panda S, editors. Performance
Evaluation of Glycidyl Azide Polymers as Integrated Ram Rocket Propellants.
Second International High Energy Materials Conference and Exhibit IIT-Chennai;
1998.
[30]. Jacobs PWM, Whitehead H. Decomposition and combustion of ammonium
perchlorate. Chemical Reviews. 1969;69(4):551-90.
[31]. Jacobs P, Pearson G. Mechanism of the decomposition of ammonium
perchlorate. Combustion and Flame. 1969;13(4):419-30.

36
[32]. Brill T, Brush P, Patil D. Thermal decomposition of energetic materials 58.
Chemistry of ammonium nitrate and ammonium dinitramide near the burning
surface temperature. Combustion and Flame. 1993;92(1-2):178-86.
[33]. Suslick KS. Kirk-Othmer encyclopedia of chemical technology. John
Wiley&Sons: New York, NY, USA. 1998;26:517-41.
[34]. Zapp KH, Wostbrock KH, Schäfer M, Sato K, Seiter H, Zwick W et al.
Ammonium compounds. Ullmann's Encyclopedia of Industrial Chemistry. 2000.
[35]. Oommen C, Jain S. Ammonium nitrate: a promising rocket propellant oxidizer. J
Hazard Mater. 1999;67(3):253-81.
[36]. Lucas B, Ahtee M, Hewat A. The structure of phase III ammonium nitrate. Acta
Crystallographica Section B. 1980;36(9):2005-8.
[37]. Brill TB, Ren W-Z, Yang V. Solid propellant chemistry, combustion, and motor
interior ballistics. American Institute of Aeronautics and Astronautics; 2000.
[38]. Boileau J, Fauquignon C, Hueber B, Meyer H. Explosives, Ullmanns
Encyclopedia of Industrial Chemistry. Wiley-Interscience New York; 2003.
[39]. Hunley J, editor. The history of solid-propellant rocketry-What we do and do not
know. 35th joint propulsion conference and exhibit; 1999.
[40]. Woodward Waesche R. Mechanisms and methods of suppression of combustion
instability by metallic additives. J Propul Power. 1999;15(6):919-22.
[41]. DAVENAS A. Composite propellants. Solid rocket propulsion technology.
Elsevier; 1993. p. 415-75.
[42]. Hammel E. Research in Polynitroaliphate for Use in Solid Propellants. Inst.
Jahrestag-Fraunhofer Inst. Fur Treib Und Explosivestoffe, ICT; 1982.
[43]. Kumari D, Balakshe R, Banerjee S, Singh H. Energetic plasticizers for gun &
rocket propellants. Review Journal of Chemistry. 2012;2(3):240-62.
[44]. Consaga JP. Bonding agent for composite propellants. Google Patents; 1990.
[45]. Ingvar AWI. Ambient temperature mix, cast, and cure composite propellant
formulations. Google Patents; 1995.
[46]. Chhabra J, Athar J, Agrawal J, SINGH H. Comparative study of various
antioxidants for HTPB prepolymer. Plastics rubber and composites processing and
applications. 1993;20(5):305-10.
[47]. Yang Y, Yu X, Wang J, Wang Y. Effect of the dispersibility of nano-CuO
catalyst on heat releasing of AP/HTPB propellant. J Nanomater. 2011;2011:4.

37
[48]. Vuga SM. Effects of liquid burn rate catalysts on Rheological Properties of
High‐Energy Composite Propellants. Propellants, explosives, pyrotechnics.
1991;16(6):293-8.
[49]. Rastogi R, Singh G, Singh RR. Burning rate catalysts for composite solid
propellants. Combustion and Flame. 1977;30:117-24.
[50]. Ashida K. Polyurethane and related foams: chemistry and technology. CRC
press; 2006.
[51]. Sharmin E, Zafar F. Polyurethane: an introduction. Polyurethane. InTech; 2012.
[52]. Adams N, Adam N, Avar G, Blankenheim H, Friederichs W, Giersig M et al.
Polyurethanes, Ullman s Encyclopedia of Industrial Chem. Wiley-VCH,
Weinheim; 2005.
[53]. Wingborg N. Improving the mechanical properties of composite rocket
propellants: Fiber-och polymerteknologi; 2004.
[54]. Malik AQ. Thermal decomposition and kinetic evaluation of composite
propellant material catalyzed with nano magnesium oxide. NUST Journal of
Engineering Sciences. 2015;7(1):5-14.
[55]. Yaman H, Çelik V, Değirmenci E. Experimental investigation of the factors
affecting the burning rate of solid rocket propellants. Fuel. 2014;115:794-803.
[56]. Sutton GP, Biblarz O. Rocket propulsion elements. 2001.
[57]. Gupta G, Jawale L, Mehilal D, Bhattacharya B. Various Methods for the
Determination of the Burning Rates of Solid Propellants: an Overview. Cent Eur J
Energ Mat. 2015;12(3).
[58]. Youssef EM, Radwan MA, Mostafa HE, Hadhoud MK. Low Signature
Advanced Base Bleed Grains. IJSER. 2015;6(12):6.
[59]. Jawalkar S, Kurva R, Sundaramoorthy N, Dombe G, Singh PP, Bhattacharya B.
Studies on high burning rate composite propellant formulations using TATB as
pressure index suppressant. Cent Eur J Energ Mat. 2012;9(3):237-49.
[60]. McCoy R. Modern Exterior Ballistics, Schiffer Military History. Atglen, PA;
1999.
[61]. Andersson KG, Gunners N-E, Nilsson YL. Base bleed unit. Google Patents;
1989.
[62]. Lundhal K, Bartelson N, editors. Base Bleed-A System to Increase Range and
Decrease Ballistic Dispersion. Third International Symposium on Ballistics; 1977.
38
[63]. Hellgren R, editor. Range calculation for base bleed projectiles. Proceedings of
the sixth international symposium on ballistics; 1981.
[64]. Fox JH. A generalized base-flow analysis with initial boundary-layer and
chemistry effects: ARNOLD ENGINEERING DEVELOPMENT CENTER
ARNOLD AFB TN1979.
[65]. Jaramaz S, Injac M. Effect of grain characteristics on range of artillery
projectiles with base bleed. Int J Energ Mater Ch. 1991;1(1-6).
[66]. Schilling H, editor. A Simple Theoretical Approach for BAse Bleed
Calculations. Proceedings of the 9th International Symposium on Ballistics,
Shrivenham; 1986.
[67]. Lu C-y, Zhou Y-h, Yu Y-g. Combustion of composite base bleed charge under
rapid depressurization. ENERGETIC MATERIALS-CHENGDU-. 2007;15(6):587.
[68]. LU C-y, ZHOU Y-h, YU Y-g, LU X. Low Frequency Oscillation Combustion
and Extinguishment of Base Bleed Unit [J]. Journal of Nanjing University of
Science and Technology (Natural Science). 2009;1:025.
[69]. Andersson K, Gunners N, Hellgren R. “Swedish Base Bleed”–increasing the
range of artillery projectiles through base flow. Propellants, Explosives,
Pyrotechnics. 1976;1(4):69-73.
[70]. Gunners N-E, Andersson K, Nilsson Y. Testing of Parts and Complete Units of
the Swedish Base Bleed System. Int J Energ Mater Ch. 1991;1(1-6).
[71]. Van de Kieft L, Pacanowsky B, Hillstrom W. Fiber Reinforcement of Gun
Propellants, ADPA Meeting, USA, May-June 1982. COMMENTS Mr Ton Wijker,
Muiden Chemie, The Netherlands Is there a change in viscosity of the mix by
adding fibers.
[72]. OPPEGARD A. Development and Production of Base Bleed Grain for 155 mm
Rounds. Base Bleed. 1991:63.
[73]. Melhus U, Johansson L, Franzen A, Bolinder B. Device for reducing the base
resistance of airborne projectiles. Google Patents; 1988.
[74]. Kloehn W, Rassinfosse A. Base Bleed Solid Propellants Containing
Thermoplastic Elastomers as Binders: FRAUNHOFER-INST FUER TREIB-UND
EXPLOSIVSTOFFE PFINZTAL-BERGHAUSEN (GERMANY FR)1982.
[75]. Brody F, Snelling L, Steinle M, editors. A High Volume Cost Effective
Manufacturing Process for the Production of Propellant Grains for Base Burning
Artillery Projectiles. 1986 JANNAF Propulsion Meeting, CPIA Publication.
39
[76]. ZHANG H-l, LIU B-m, JIAO Z-p, YU H-j, YU Y-j. Effect of Particle Size of
AP on Burning Rate of Base Bleed Charge [J]. Chinese Journal of Explosives &
Propellants. 2010;4:017.
[77]. Cheng X-H, Yu Y-G. Effect of AP particle size on burning rate of composite
base bleed propellant. Dandao Xuebao(Journal of Ballistics). 2012;24(2):69-72.
[78]. Kohga M, Yoshida S, editors. Burning rate characteristics of AP-based
composite propellant using bimodal AP. 42nd AIAA/ASME/SAE/ASEE Joint
Propulsion Conference & Exhibit; 2006.
[79]. Zhang L, Tian R, Zhang Z. Burning rate of AP/HTPB base-bleed composite
propellant under free ambient pressure. Aerosp Sci Technol. 2017;62:31-5.
[80]. Babuk V. Problems in studying formation of smoke oxide particles in
combustion of aluminized solid propellants. Combustion, Explosion, and Shock
Waves. 2007;43(1):38-45.
[81]. Steyn G, editor. Reduced Signature Base Bleed Propellant. international annual
conference-fraunhofer institut fur chemische technologie; 2003: Berghausen;
Fraunhofer-Institut fur Chemische Technologie; 1999.
[82]. Chan ML, Demay SC, editors. Development of environmentally acceptable
propellants. Proceedings of the 84th Symposium of the Propulsion and Energetics
Panel on the Environmental Aspects of Rocket and Gun Propulsion; 1995.
[83]. Krishnan S, Swami R. Effect of burning rate modifiers on subatmospheric flame
temperatures of AP/HTPB composite solid propellants. Defence Science Journal.
1998;48(2):211-7.
[84]. Patil PR, Krishnamurthy VeN, Joshi SS. Differential scanning calorimetric study
of HTPB based composite propellants in presence of nano ferric oxide. Propellants,
Explosives, Pyrotechnics: An International Journal Dealing with Scientific and
Technological Aspects of Energetic Materials. 2006;31(6):442-6.
[85]. Ma Z, Li F, Bai H. Effect of Fe2O3 in Fe2O3/AP composite particles on thermal
decomposition of AP and on burning rate of the composite propellant. Propellants,
Explosives, Pyrotechnics: An International Journal Dealing with Scientific and
Technological Aspects of Energetic Materials. 2006;31(6):447-51.
[86]. Kishore K, Sunitha M. Effect of transition metal oxides on decomposition and
deflagration of composite solid propellant systems: a survey. Aiaa J.
1979;17(10):1118-25.

40
[87]. Krishnan S, Jeenu R. Combustion characteristics of AP/HTPB propellants with
burning rate modifiers. J Propul Power. 1992;8(4):748-55.
[88]. Bournot H, Daniel E, Cayzac R. Improvements of the base bleed effect using
reactive particles. Int J Therm Sci. 2006;45(11):1052-65.
[89]. Mathur T. An experimental investigation of the effects of base bleed in
axisymmetric supersonic flow. University of Illinois at Urbana-Champaign; 1996.
[90]. Sahu J, Nietubicz CJ, Steger JL. Navier-Stokes computations of projectile base
flow with and without mass injection. Aiaa J. 1985;23(9):1348-55.
[91]. Sahu J, Heavey KR. Numerical investigation of supersonic base flow with base
bleed. J Spacecraft Rockets. 1997;34(1):62-9.
[92]. Feng Z. AN ANALYSIS OF THE INFLUENCE OF IGNITER ON THE
PROPERTIES OF THE BASE BLEED PROJECTILE [J]. Journal of Ballistics.
1991;4:011.
[93]. Yanqing Z, Zihua Z. AN EXPERIMENTAL STUDY ON THE DISPERSION
OF THE BASE BLEED PROJECTILES [J]. Journal of Ballistics. 1991;1:007.
[94]. Yangqing Z, Zihua Z. Igniting Process of Base Bleed Unit Influencing on Range
Dispersion of Bleed Projectile [J]. JOURNAL OF BALLISTICS. 1994;1.
[95]. LU C-y, ZHOU Y-h, YU Y-g. Transient Combustion Performance of Igniter for
Base Bleed Unit Under Rapid Depressurization [J]. Chinese Journal of Energetic
Materials. 2008;5:040.
[96]. Gocmez A, Yilmaz GA, Pekel F, Ozkar S. Development of MTV compositions
as igniter for HTPB AP based composite propellants. Propell Explos Pyrot.
1999;24(2):65-9.
[97]. Koch EC. Metal-fluorocarbon-pyrolants: III. Development and application of
magnesium/teflon/viton (MTV). Propell Explos Pyrot. 2002;27(5):262-6. doi:Doi
10.1002/1521-4087(200211)27:5<262::Aid-Prep262>3.0.Co;2-8.
[98]. C. van Driel JLaJM, editor. Aging of MTV. Proceedings of the 25th
International Annual Conference of ICT; 1995.
[99]. Valenta F, editor. MTV as a pyrotechnic composition for solid propellant
ignition. Proceedings of 13th International Pyrotechnics Seminar; 1988.
[100]. Peretz A. Investigation of Pyrotechnic Mtv Compositions for Rocket Motor
Igniters. J Spacecraft Rockets. 1984;21(2):222-4. doi:Doi 10.2514/3.8639.

41
[101]. Fetherolf B, Chen D-M, Snyder T, Litzinger T. Ignition and combustion
behavior of MTV igniter materials for base bleed applications. Int J Energ Mater
Ch. 1991;1(1-6).
[102]. Varney AM, Martino J. Expanded Ignition Effectiveness Tests of Selected
Igniter Materials with Navy Propellants: APPLIED COMBUSTION
TECHNOLOGY INC ORLANDO FL1983.
[103]. Göçmez A, Yilmaz GA, Peke F, Özkar S. Development of MTV compositions
as igniter for htpb/ap based composite propellants. Propellants, Explosives,
Pyrotechnics. 1999;24(2):65-9.
[104]. Pan GP, Li Y, Zhang YQ. Ignition test for base bleed grain consisting
AP/HTPB. 2001.
[105]. Zhang L, Zhou YH, Yu YG. Effect of jet of base bleed igniter on ignition delay
time. 2010.

42
Chapter 2 :
Materials, Equipment and Methods
This chapter deals with qualification and testing of chemicals, equipment
required for the development and processing of CSP formulations and methods for
testing some main ingredients and propellant samples including BB grain. Before
starting with the development of composite propellant and igniter compositions, all
the raw chemicals and materials obtained from different sources were characterized as
per standard characterization procedures and only qualified materials were employed
for the development of composite propellant and pyrotechnic formulations.
2.1 Raw Materials for CSP and Igniter Composition
2.1.1 Liquid Chemicals
Following essentially required liquid chemicals were utilized in development of
different propellant and pyrotechnic formulations.
2.1.1.1 Hydroxyl-terminated polybutadiene (HTPB)
HTPB is a polymeric binder for the PU and has inherent capabilities like hydrolytic
stability, good solid loading capacity and low-temperature flexibility. The PU matrix
have excellent tensile strength and % elongation [1, 2]. It is the best polymeric binder
for the studied propellant and following are the properties of HTPB used in our work.
Table 2. 1: Characteristics of HTPB
Sr. No. Property Value
1. Hydroxyl Value, m. mol/g 0.753
2. Number Avg Molecular wt. 2726
3. Moisture, ppm 298
4. Residual per oxide, ppm 208
5. Viscosity at 40°C, Pa.s 2.81
6. Functionality 2.05
Source: National Development Complex, Pakistan
43
2.1.1.2 Isophorone Diisocyanate (IPDI)
IPDI is a type of isocyanate and it is an organic compound in the class known. This
aliphatic diisocyanate is used as curative for HTPB binder system to produce PU
linkage [3, 4]. IPDI used in our work has following properties:
Table 2. 2: Characteristics of IPDI
Sr. No. Property Value
1. Appearance Slightly yellow liquid
2. Purity (%) 97.73
3. Density at 20°C, g/cm3 1.0636
4. Boiling point, °C 158
5. Vapor pressure, mm of Hg 0.0003
6. Flash point, °C 155
Source: National Development Complex, Pakistan
2.1.1.3 Dioctyl Sebacate (DOS)
It is a type of plasticizer which is a process aid in the development CSP[5, 6]. The
DOS used in our work has following properties:
Table 2. 3: Characteristics of DOS
Sr. No. Property Value
1. Ester contents, (%) 99.27
2. Volatile matter, (%) 0.084
3. Acid value, (mg of KOH/g) 0.042
4. Moisture, (%) 0.0387
5. Refractive index at 20°C 1.4509
6. Density at 20°C, g/cm3 0.914106
7. Physical appearance Light yellow
Source: National Development Complex, Pakistan
2.1.1.4 Tris 1-(-2methyl) Aziridinyl Phosphine Oxide (MAPO)
MAPO is a bonding agent and it is used to improve, mechanical properties of the
propellant by promoting interaction between binder and oxidizer particles [7].

44
Bonding agents are normally used only with HTPB propellants. MAPO used in this
work has following properties:
Table 2. 4: Characteristics of MAPO
Sr. No. Property Value
1. Physical appearance Yellow oily
2. Imino contents, (%) 94.50
3. Moisture, (%) 0.0977
4. Viscosity at 25°C, m.Pa.s 31.00
5. Hydrolysable chloride, (%) 0.153
6. Methanol insolubility, (%) Nil
7. Total chloride, (%) 0.360
8. Refractive index at 25°C 1.4791
Source: National Development Complex, Pakistan
2.1.1.5 1, 4-Butanediol (BDO)
BDO is commonly used as a chain extender in HTPB based binder matrix for
composite propellants for better mechanical properties [3, 8]. It was characterized for
following properties:
Table 2. 5: Characteristics of BDO
Sr. No. Property Value
1. Appearance Colorless liquid
2. Purity, (%) 99
3. Molecular wt. 90.12
4. Moisture content, % 0.1
5. Density, g/cm3, 20°C 1.02 ± 0.005
6. Refractive index, 30°C 1.445
7. Boiling point, °C 230
8. Melting point, °C 19.5
Source: Merck Germany.

45
2.1.1.6 Trimethylol propane (TMP)
Mechanical properties depend on the crosslink density in the HTPB binder matrix
which can be changed by variations in triol/diol ratios [9, 10]. TMP is used as cross
linker and characterized for the following properties:
Table 2. 6: Characteristics of TMP
Sr. No. Property Value
1. Appearance Colorless liquid
2. Purity, (%) 98
3. Moisture content, % 0.1
4. Vapor pressure at 20°C, mm of Hg 1.03 ± 0.005
5. Boiling point, °C 159-161
6. Viscosity, 300C, mPas 52 - 62
7. Boiling point, °C 220 - 230
Source: Acros Organics
2.1.1.7 Glycerol
Glycerol has also been used as crosslinker and it has following properties:
Table 2. 7: Characteristics of Glycerol
Sr.
No.
Property Value
1. Appearance Colorless liquid
2. Purity, (%) 99.5
3. Molecular wt. 92.09
4. Moisture content, % 0.1
5. Density, g/cm3, 30°C 1.25
6. Refractive index, 30°C 1.474
7. Boiling point, °C 180
8. Melting point, °C 20
Source: Merck Germany.

46
2.1.1.8 N-Phenyl- β- naphthyl amine (NONOX- D)
It is an antioxidant used in composite propellant compositions to enhance serviceable
life. It has the following properties:
Table 2. 8: Characteristics of (NONOX-D)
Sr. No. Property Value
1. Assay, % >95
2. Moisture content, %, max. 0.2
3. Melting point, °C 108 ± 2
4. Ash content, %, max. 0.5
Source: National Development Complex, Pakistan.
2.1.1.9 Nitrocellulose Lacquer
NC lacquer was invented by Edmund Flaherty in 1921 for the DuPont Chemical
Company [11]. It is a flammable liquid which is primarily used as a binder in
pyrotechnic compositions and as a waterproofing coating for fuses [12-14]. It holds
the composition ingredients together to make it mechanically durable and waterproof.
Table 2. 9: Characteristics of NC Lacquer
Sr. No. Property Value
1. Physical Appearance Milky, Viscous
liquid
2. Boiling point, °C 80 (approximately)
3. Solubility in water Insoluble
4. Vapor pressure, mm of Hg (20°C) 70
5. Flammability Highly flammable
Source: Pakistan Ordnance Factories, Pakistan
2.1.2 Solid Ingredients
We used following solid ingredients in development process of our product.
2.1.2.1 Ammonium perchlorate (AP)
It is most commonly used oxidizer in the development of CSPs. Two different type of
AP particle sizes were used for development of BB grain in the present work. It has
the following properties:

47
Table 2. 10: Characteristics of AP type I
Sr. No. Property Value
1. Purity AP (%) 99.77
2. Chlorate, NaClO3 (%). 0.0065
3. Bromate, NaBrO3 (%) 0.00042
4. Sodium chloride, NaCl (%) 0.0016
5. Iron, Fe (%) 0.0001
6. pH value 4.8
7. Thermal stability, at 177 °C > 3 hrs
8. Water insolubility (%) 0.0036
9. Sulphate ash (%) 0.08
10. Total water (%) 0.013
11. Particle size distribution
(Sieve analysis)
Mesh No. 50
Mesh No. 60
Mesh No. 70
Mesh No. 80
0.83 %
28.30 %
75.75 %
92.87 %
12. Average particle size, μm 254
Table 2. 11: Characteristics of AP type-II
Sr. No. Property Value
1. Purity AP (%) 99.88
2. Chlorate, NaClO3 (%). 0.0077
3. Bromate, NaBrO3 (%) 0.00033
4. Sodium chloride, NaCl (%) 0.0013
5. Iron, Fe 0.0003
6. pH value 4.6
7. Thermal stability, at 177 °C > 3 hrs
8. Water insolubility (%) 0.0032
9. Sulphate ash (%) 0.1

48
10. Total water (%) 0.024
11. Particle size distribution
(Sieve Analysis)
Mesh No. 50
Mesh No. 60
Mesh No. 70
Mesh No. 80
3.28 %
34.76 %
80.71 %
97.87 %
12. Average particle size, μm 130
Source: National Development Complex, Pakistan.
2.1.2.2 Potassium Perchlorate
KClO4 is an inorganic salt. It is a colorless solid crystalline material and is used as an
oxidizer in pyrotechnic compositions. PP used in our work has following properties:
Table 2. 12: Characteristics of KClO4
Sr. No. Property Value
1. Appearance White crystalline
powder
2. Molecular wt. 138.55
3. Melting point, °C 610
4. Density 2.52
Source: Pakistan Ordnance Factories, Pakistan.
2.1.2.3 Aluminum Powder
Al is one of the most abundantly found element. Al powder is used as an ingredient in
composite propellants, pyrotechnic compositions, primary and secondary explosives.
CSPs commonly include Al powder as a metallic fuel to release high heat due to Al
oxidation to Al2O3 [15, 16]. Al powder used in our work has following properties:
Table 2. 13: Characteristics of Al powder
Sr. No. Property Value
Physical appearance Grey powder
1. Purity, (%) 99
2. Density, g/cc, 30°C 2.7
3. Melting point, °C 108 ± 2
49
4. Ash content, (%) 0.5
5. Average particle size, μm 21.18
Source: National Development Complex, Pakistan.
2.1.2.4 Zirconium Powder
Zirconium name came from a Persian word Zargun, meaning of which is a metal like
gold[17]. Berzelius isolated it in an impure form in 1824 [18]. Zr is a shiny, greyish,
soft metal which is highly flammable in powder form and solid at room temperature
[19]. Zr is a lustrous strong transition metal, highly reactive in air and highly
flammable in powdered form. Zr is a strong reducing material which used in many
pyrotechnic compositions to enhance energy and ignition properties [20, 21]. Zr metal
powder used in our research work has been purchased from Degussa, Germany. It has
an average particle size of 5.0 μm with a purity of 99 %.
2.1.2.5 Ferric oxide (Fe2O3)
Ferric oxide has been used as a burning rate promotor. It has following properties:
Table 2. 14: Characteristics of Fe2O3
Sr. No. Property Value
Physical appearance Red brown powder
1. Purity, (%) 95
2. Density, g/cm3, 30°C 5.24
3. Melting point, °C 1565
4. Molecular wt. 159.69
Source: Sigma Aldrich
2.2 Equipment
2.2.1 Horizontal Vacuum Operated Kneading Machine
The propellant composition kneading was done in a horizontal planetary kneading
machine (50 ltr). Fig.2.1. The kneading machine is designed for mixing of liquid and
slurry having high viscosity. The planetary kneading machine is equipped with,
horizontally arranged two Sigma kneading blades, a twin basin mixer bowl, a head
sealing plate, a vacuum pump and a geared drive mechanism. The double arm
kneading blades are placed in a W-shaped horizontal basin. Blades rotate near

50
container walls and each other at very minimum clearance of 2-3 mm which results in
very homogenous mixing of propellant material. Due to this close blade clearance
very constant particle size distribution and homogenous composition having 99%
homogeneity is achieved within specified time. The kneader bowl is water jacketed
with ability to control temperature by circulating hot and cold water during complete
kneading process. The horizontal planetary mixer is equipped with a vacuum pump to
produce a vacuum environment to remove volatile matter and entrapped air. The
sigma blades are designed to pull, compress, shear, knead and fold the material against
the bowl walls. It is provided with a manually operated tilting discharge mechanism.
The machine was used for mixing of CSP solid ingredient including AP, Al and ferric
oxide with the polymeric binder and remaining liquid ingredients.
Figure 2. 1: Horizontal planetary kneading machine 50 liters
2.2.2 Vacuum Drying Oven
The vacuum dryer (VD) has a double layer chamber construction as shown in Fig. 2.2.
It has a drying chamber capacity of 20 liter which has been used for drying of AP
type-I and AP type-II as well as for the curing of lab scale small propellant samples.
The oven has slopping walls and its equipped with vapor outlet tube and pressure
outlet valve. It is equipped with a high-powered vacuum pump and vacuum and
heating is applied simultaneously to maintain low drying temperature. It can heat up to
200 °C and it can produce vacuum up to 0.015 mmHg. The bimodal AP and burn rate

51
modifier were dried at 80°C for 4 hours under vacuum environment before using in
propellant formulations. Drying temperature, time and vacuum environment was
maintained at specific limits for drying the powder.
Figure 2. 2: Vacuum oven 20 liters
2.2.3 Lab Samples Curing Oven
A hot air oven was used for curing of lab scale samples during BB propellant.
52
Figure 2. 3: Drying oven
2.2.4 Heating/Conditioning Chamber
Heating or conditioning chamber specially installed for temperature conditioning of
ammunition was used for curing process of final BB grains under controlled
temperature conditions. Figure 2.4. Heating chamber is equipped with unique hot air
flow system that can maintain stability of temperature throughout the heating
chamber. The temperature can be set up to 70°C and can be maintained accurately
from few hours to 15 days.
53
Figure 2. 4: 60°C conditioning/curing chamber
2.2.5 Casting Moulds
Two types of casting molds were develped.
a. Aluminum metal moulds for smaller samples (100 g). These samples were
developed at lab level for ballistic and mechanical properties evaluation of
varoius compsoitions for tuning the properties as per desired propellant
properties. Figure 2.5.
b. Stainless steel moulds with PTFE coating were used for casting and curing of
inhibited composite propellant BB grain. The PTFE coated moulds were designed
to accommodate the BB grain inhibitor (which was designed and developed
separatly) in the mould cavity in order to cure grain in inhibited form. Figure 2.6.

54
Figure 2. 5: Small sample casting moulds
Figure 2. 6: BB grain casting moulds
2.3 Methods
2.3.1 Development CSP Formulations
Lab scale samples for ballistic and mechanical properties evaluation were prepared by
hand mixing in smaller quantity. The development of CSP for BB grains was carried
out at a 20 kg batch level in a horizontal planetary kneading machine. Method for the
preparation of propellant composition followed by us is as follows:
A mixture of a prepolymer resin, i.e., hydroxyl-terminated polybutadiene (HTPB),
dioctyl sebacate (DOS) plasticizer, antioxidant, and bonding agent (a mixture of 1,1,1-
trimethylol propane and 1,4-butanediol) excluding curing agent was charged in a
horizontal planetary kneading machine (capacity- 50 ltr). These ingredients were
mixed for 30 min followed by mixing under vacuum for 30 min to pump out the air

55
entrapped in polymeric binder. After this, Fe2O3 was added and mixed for 15 min
followed by addition f Al powder. After adding Al powder, the material was mixed for
15 min. Then bimodal AP was added (AP type-I and type-II were premixed separately
in equal ratio followed by drying) in increments and mixed for 40 min to attain a
homogeneous mixture.
When all solid ingredients were added and mixed the composition was further mixed
under vacuum for 30 min. Last ingredient added was the curing agent (IPDI) at NCO:
OH, ratio of 0.81:1. It was added and mixed further for another 40 min followed by 20
min of mixing under vacuum. The temperature of overall kneading process was
maintained at 40°C. PTFE coated molds were fixed with inhibitor and CSP
composition was cast into molds. The flow chart for the preparation of BB propellant
grain composition is presented in Figure 2.7.

56
Figure 2. 7: CSP development process
2.3.2 Casting and Curing Process
Prior to start of casting process, the moulds were assembled with inhibitors and were
positioned in a casting tray. As the CSP slurry was flow casted through a casting
funnel assembled above the casting tray. The casting funnel was equipped with a
valve to control the flow of slurry. Moulds were then fully sealed with top plate and
were shifted in conditioning chamber for curing process at 60 °C for 10 days. During
the CSP curing reaction creates polyurethane linkage due to the reaction of –NCO
group of IPDI with –OH group of HTPB. This reaction is slightly exothermic, and the
rate of reaction depends on concentration of curing agent and the curing temperature.
With IPDI pot life of slurry is quite enough to work with the casting process easily.
57
2.3.3 Development of Igniter Composition
Fine powder of Zr was purchased for Degussa, Germany in under water packing form.
The powder was first dried for 5 hours in drying oven at 50°C. Oxidizer (KClO4)
powder was also first dried in an oven at 60 °C for 2 hours. The dried powders were
first mixed for obtaining a homogenous mixture as per desired ratio prior to mixing
with binder material. The homogenous mixture of oxidizer and fuel were charged into
a specially designed 0.4-liter mixing machine. NC lacquer as binder was added in
small increments under continuous slow mixing to obtain homogenous mixture. The
mixing was carried out until a homogenous composition was attained which suitable
for filling in straw pipes developed to obtain solid strands for burning rate
measurement. Mixing process also helps to obtain the final granular form which was
later characterized by CV tests for P-t data and for heat of explosion in bomb
calorimeter. Binder provides required processing and strong solid binding for igniter
composition to withstand stresses due to high pressure and acceleration. The prepared
composition was then press filled in igniter cups with a hydraulic press and cups are
transferred to vacuum oven for drying at 50 °C for 24 hours.
2.4 Methodology
2.4.1 Determination of Rate of Burning
Testing the propellant sample by solid strand burner method is a classical and reliable
method. The strand burner consists of a pressure vessel which can accommodate at
solid strand of propellant mounted on a stand. Fuse wires were passed through the
propellant strands at accurately measured distances by drilling small holes. The
propellant strands having specific diameter were inhibited to display controlled end
burning. The inhibition is done by dipping the CSP strands in inhibiting material tank
followed by air drying/curing period. The fuse wires were coupled to electronic timer
device and controlling system. The strand is mounted on the stand as shown in Figure
2.8. and fixed in closed chamber which can pressurized by surge tank having an inert
gas and pressure was controlled by pressure regulators. Figure 2.9. The propellant was
ignited by means of a hot nichrome wire and time of burning between the two points
was recorded, length between the two points was known which was then divided by
the obtained time to calculate the burning rate in mm/s. In this technique there is an
error of 2-3% in measured values of burning rate [22].

58
The BB grain propellant was burnt at ambient temperature, pressure and an inter
atmosphere as the pressure in BB unit chamber is almost equal to the ambient pressure
outside due to very high acceleration and vacuum effect at the projectile base. This
system is remote operated. The pressure, inert gas environment, ignition and exhaust
is controlled by operator.
Figure 2. 8: CPS burning rate measuring system (sloid strand mount)
Figure 2. 9: CPS burning rate measuring system (closed chamber)
2.4.2 Mechanical Properties Evaluation
Mechanical properties of cured CSP BB samples were determined by Shimadzu
AUTOGRAPH AG-I series, Universal Testing Machine. Figure 2.10. The testing
instrument utilizes a highly sensitive and accurate load weighing. It has high precision
59
constant speed strain control using two ball screws and has force capacity of 50 N to
250 kN. It has very high accuracy in measurements with in ± 1% of a given value with
across head speed capacity of 0.5 mm to 500 mm/min. The cured propellant grains
were cut into dumbbell shaped testing samples by using specially developed cutters.
The specimens were conditioned at ambient temperature for 6 hours before
performing tests. All specimens were tested mainly for tensile strengthen and
elongation % evaluation with respect to the standard values required for BB grain. The
specimen dimensions are as shown in Figure 2.11.
Figure 2. 10: UTS testing equipment
Figure 2. 11: Standard dumbbell specimens

60
a. W - Width (narrow section) - 6.5± 0.1 mm.
b. L - Length (narrow section) - 27± 0.5 mm.
c. Wo - Width (Overall) - 25.0 mm ± 0.5 mm.
d. G - Gauge length - 25.0 mm ± 0.2 mm.
e. D - Distance (between grips) - 76± 0.5 mm.
f. R - Radius of Fillets - 14.0 mm.
g. Ro – Radius outer – 25.0 mm.
h. Lo – Length (overall) – 110.0 mm.
i. T – Thickness – 4.0± 0.5 mm.
Width and thickness was maintained constant for complete dumbbell sample and all
samples were inspected for any external defects and residual stresses [23].
2.4.3 Analysis of Calorimetric Value
The Parr 6200 Isoperibol Calorimeter is used to determine the heat of combustion
values of energetic materials such as pyrotechnic compositions and propellants. Heats
of combustion in an oxygen bomb calorimeter is measured obtaining the heat from
one sample under investigation and it is compared with the heat of a standard material
whose calorific value is already known. In this process This is obtained by burning a
sample in a high‐pressure oxygen atmosphere in a “bomb” or high-pressure vessel.
Energy is released due to combustion and is absorbed by calorimeter and temperature
change in the absorbing medium is recorded. The temperature rise in the calorimeter is
then multiplied by earlier recorded heat capacity of a standard material. The calorific
value is calculated using standard equation [24]. Equipment used is as shown in
Figure 2.12.
61
Figure 2. 12: Parr 6200 calorimeter
2.4.4 Scanning Electron Microscope (SEM)
SEM is a unique and important technique being used by scientists and research students
worldwide for almost all the fields of research and development. SEM works as an
electron beam is focused on the sample material for very precise scanning. A signal is
generated as the electron beam hits the surface of sample. Complete surface structural
information is obtained and if equipped with EDS it gives complete elemental
composition as well. Short wavelength of the electron beam and its extraordinary
focusing capability, SEM can give resolution of <1 nm. In the present research work,
SEM has been used effectively for the surface analysis of the developed CSP samples.
The solid particles embedded in PU binder matrix, morphology and homogenous
distribution of oxidizer particles were mainly observed with SEM images. SEM
(JSM-6490LA) made by JEOL, Japan, has been used in our research work. Figure
2.13.
62
Figure 2. 13: Scanning Electron Microscope JEOL (JSM-6490LA)
2.4.5 Closed Vessel System
Closed vessel (CV) testing of gun propellants is widely used technique which can
provide ballistic data of propellant and its performance can be tested at lab conditions
[25]. Instead of performing dynamic firing which is very expensive and dangerous
particularly once doing research and development of new energetic materials or
modifying the existing propellants, CV testing is a lesser expensive, a safer and very
quick method to evaluate highly energetic compositions [26]. It involves burning a
known mass of sample in a high-pressure CV of a known volume. The pressure
produced due to combustion of sample is recorded by piezo-electric pressure
transducer with time in milliseconds (ms). This data is processed through a dedicated
software to record pressure-time (P-t) data calculate force constant, vivacity and rate
of change of pressure of propellant under study.
CV used in our research work has chamber volume of 100 cm3 with pressure
recording range up to 5000 bars. Vessel has a loading density of Δ= 0.20 g/cm3and it
is equipped with a pressure block and a firing block. Firing block has a nickel chrome
wire soldered to firing terminals and is passing through an ignition bag containing 1.5
g of black powder. Pressure block is equipped with high pressure quartz direct
measuring pressure transducer type 6203 with maximum recording range of 5000 bar.
CV is connected to Kistler charge amplifier type 5018 and electronic signal
acquisition module for P-t data recording using a specific software. A schematic
diagram of CV system is shown in Figure 2.14.

63
Figure 2. 14: CV system
2.4.6 Thermal and Kinetic Analysis of BB Grain
The thermal and kinetic behavior of developed CSP BB grain was carried out on a
Perkin Elmer DSC-600. Figure 2.15. The differential scanning calorimeter (DSC) is
an important instrument in thermal analysis. DSC is a technique that evaluates a
material’s heat capacity (Cp) changed with temperature. A sample of known mass is
heated and the changes in the heat capacity are recorded as variations in the heat flow.
This allows the detection of glass transitions, phase changes, and endothermic events
and exothermic decomposition temperatures.
The thermal decomposition evaluation experiments were done by using 2-3 mg
of CSP sample in nitrogen atmosphere at a heating rate of 10°C /min from 30 °C to
440 °C. DSC for kinetic studies is a faster and very straightforward technique than
other methods. Kinetic studies on the DSC has been performed by using temperature
scanning method, where a sample mass of 2-3 mg was heated through a temperature
range of 30 °C to 440°C, at heating rates of 10, 15, 20, 25 and 30°C/min. An inert
atmosphere was maintained during all the sample runs. Data obtained was used to
calculate kinetic parameters of CSP BB grain by using Kissinger methods.

64
Figure 2. 15: Perkin Elmer DSC-600
2.4.6 Solid Strand Burning Rate Device for Igniter
For immediate and multiple quick tests of igniter compositions this small lab level
strand burner was developed. It works on the principle of fuse wire method. Figure
2.16. It consists of a sample stand that can hold solid sample in position and lead wires
are passed through the sample solid strand at a measure length. The stand is connected
to timer device which runs a self-test on start of every test to check the connectivity of
wires with equipment. Device asks for manual input of length in mm and it starts after
feeding data. The device records the point once strand burning progresses and reaches
first point and it stops once the second lead wire breaks due to heat of burning charge.
Initiation, progress of burning and different signals is displayed on device. System
displays rate of burning between these two points in mm/s. It operates on ambient
conditions and can be rapidly fixed with new sample. It is quick and safe for getting
burning rates for tuning pyrotechnic compositions.
65
Figure 2. 16: Pyrotechnic strand burner
2.4.7 Static Test Bench for BB unit
A static test bench was developed specifically for testing the BB unit installed on
dummy 155 mm artillery projectile. Figure 2.17. The test bench has a tray for housing
the projectile in horizontal orientation. The bench is equipped with ignition set up
which is controlled from a safe location away from the bench. The complete ERBB
projectile with live BB unit and dummy/inert shell body is loaded on the bench, the
BB unit igniter is fitted with an electric squib for initiating the igniter. This technique
is used to test initiation of igniter, ignition of BB grain its complete combustion and
burning time is recorded. Complete BB unit burning can be observed recorded and
unit burning time is recorded.
Figure 2. 17: Static test bench

66
2.4.8 M198 Howitzer
The M198 Howitzer (HOW) is a towed 155mm medium artillery gun developed by
USA. Figure 2.18. The M198 has following characteristics:
a. Calibre is 155 mm.
b. Crew of nine is required.
c. Calibre length is 43 calibre (8716 mm).
d. Maximum range with standard projectile is 18000 m and with ERBB projectile
it can be increased to 30000 m.
e. Muzzle velocity is about 826 m/s with Chrage-8S.
f. It can fire a variety of ammunition including M107 high explosive rounds,
rocket assisted projectiles (RAP), illuminating and smoke rounds, ERBB
rounds etc.
g. It is equipped with instruments to record muzzle velocity, chamber pressure
and gun recoil.
Figure 2. 18: M198 Howitzer

67
References
[1]. Cao, Z., et al., High cis-1, 4 hydroxyl-terminated polybutadiene-based
polyurethanes with extremely low glass transition temperature and excellent
mechanical properties. Industrial & Engineering Chemistry Research, 2016.
55(6): p. 1582-1589.
[2]. Ashida, K., Polyurethane and related foams: chemistry and technology. 2006:
CRC press.
[3]. Wingborg, N., Increasing the tensile strength of HTPB with different
isocyanates and chain extenders. Polymer testing, 2002. 21(3): p. 283-287.
[4]. Catherine, K., K. Krishnan, and K. Ninan, A DSC study on cure kinetics of
HTPB-IPDI urethane reaction. Journal of Thermal Analysis and calorimetry,
2000. 59(1-2): p. 93-100.
[5]. Sammons, G.D. and L.G. Herring, Propellant binder. 1971, Google Patents.
[6]. Rumbel, K.E. and A.C. Scurlock, Propellent grains. 1963, Google Patents.
[7]. Hasegawa, K., M. Takizuka, and T. Fukuda. Bonding agents for AP and
nitramine/HTPB composite propellants. in 19th Joint Propulsion Conference.
1983.
[8]. Manjari, R., et al., Structure–property relationship of HTPB‐based propellants.
III. Optimization trials with varying levels of diol–triol contents. Journal of
applied polymer science, 1994. 51(3): p. 435-442.
[9]. Hocaoglu, O., et al., Fine-tuning the mechanical properties of hydroxyl-
terminated polybutadiene/ammonium perchlorate-based composite solid
propellants by varying the NCO/OH and triol/diol ratios. Journal of Applied
Polymer Science, 2002. 84(11): p. 2072-2079.
[10]. Ahmad, N., et al., The Influence of Cross-Linking/Chain Extension Structures
on Mechanical Properties of HTPB-Based Polyurethane Elastomers. Arabian
Journal for Science and Engineering, 2014. 39(1): p. 43-51.
[11]. Flaherty, E.M., Low-viscosity lacquer and film produced therefrom. 1927,
Google Patents.
[12]. Richardson, J. and D. Mellow, Pyrotechnic fuse. 1973, Google Patents.
[13]. Bertrand, Y., R. Grebert, and J. Paquet, Pyrotechnic lacquer. 1974, Google
Patents.
[14]. Brock, J.A., Pyrotechnic compositions. 1960, Google Patents.

68
[15]. Price, E., Combustion of metallized propellants. Fundamentals of solid
propellant combustion, 1984. 90: p. 479-514.
[16]. Mench, M., C. Yeh, and K. Kuo, Propellant burning rate enhancement and
thermal behavior of ultra-fine aluminum powders(Alex). Energetic materials-
Production, processing and characterization, 1998: p. 30-1.
[17]. Douglas, H., Online etymology dictionary. 2001.
[18]. Lide, D.R., Zirconium. CRC Handbook of Chemistry and Physics. CRC Press,
New York, 2007. 42.
[19]. Emsley, J., Nature's building blocks: an AZ guide to the elements. 2011:
Oxford University Press.
[20]. Lee, J.-S., et al., Thermal behaviour and firing characteristics of Zr/KClO4
primer mixture containing different particle sizes of zirconium.
Thermochimica acta, 1991. 181: p. 329-336.
[21]. Ji, X.B., et al., Thermal behavior of Al/Zr/KClO4 pyrotechnic compositions at
high temperature. Thermochimica Acta, 2018. 659: p. 55-58.
[22]. Klager, K. and G. Zimmerman, Steady burning rate and affecting factors:
Experimental results. Nonsteady burning and combustion stability of solid
propellants, 1992. 143: p. 59-105.
[23]. Loadman, M., Analysis of rubber and rubber-like polymers. 2012: Springer
Science & Business Media.
[24]. Jawale, L.S., et al., Effect of Experiment Environment on Calorimetric Value
of Composite Solid Propellants. Defence Science Journal, 2013.
[25]. Mehta, P., et al., Effect of Loading Densities in Closed Vessel Tests on the
Burning Rate of a Propelling Charge. Defence Science Journal, 2015. 65(2): p.
126.
[26]. Grivell, M., The closed vessel test and determination of ballistic properties of
gun propellants. 1982, WEAPONS SYSTEMS RESEARCH LAB
ADELAIDE (AUSTRALIA).
69
Chapter 3 : Development of CSP BB
Grain Composition by CV Evaluation
3.1 Summary of the Present Research Work
BB is a very effective technology to enhance range of artillery projectile to engage
targets at longer ranges. BB unit, equipped with an AP/HTPB based CSP BB grain is
part of the artillery projectile [1-3]. The projectile travels at supersonic velocity
during its flight creating an under-pressure (vacuum) region at its base which produces
about 50% of total drag acting on shell body. BB grain inside the BB-unit acts as a gas
generator that fills the under pressure zone behind the shell with hot gases and
increases the pressure to ambient level thus overcomes the base drag giving the
projectile increased range [4, 5]. AP/HTPB based composite propellant is employed as
BB grain in the BB unit for large caliber artillery gun BB-projectile. A typical CSP
formulation contains AP particles embedded in HTPB binder with metal powders like
Al as fuel [6, 7]. The burning rate is the most important characteristic of the CSP. The
combustion behavior and ballistic performance of the propellants depends upon the
oxidizer, burning rate modifiers and type of fuel [8-10]. The combustion process is
mainly the decomposition of the AP which is a self-sustained process [11]. CV test
can be employed for the evaluation and tuning of ballistic properties of CSP under
high pressure conditions [12, 13].
CV testing technique has been used by ballisticians for experimental evaluation of
ballistic parameters of gun propellants at laboratory level [14, 15]. CV system
includes a very strong high strength steel vessel equipped with pressure transducer
(piezo-electrical), outlet valves, an ignition system and data acquisition and recording
setup. Pressure history in pressure maximum (Pm) and time to achieve Pm (tpm) of the
propellant is measured [16]. Field firing with gun for evaluation of propellants is an
expensive method therefore, CV provides a very safe, rapid and economical solution
for research and development of propellants [17-19]. It includes combustion of a
known mass sample in a CV chamber of a known volume. Pressure rise with time
inside the vessel is sensed and fed to data acquisition system for recording and
processing. P-t data is used to calculate the ballistic parameters like differential
pressure (dP/dt), relative force and relative vivacity (quickness) of the propellant [20].

70
The propellant charge fired in CV assessed by mean values of its force and vivacity in
comparison to that of the Ref propellant sample. The force is the Pm also considered as
the energy of the propellant is given with reference to Ref sample [17]. Vivacity is the
rate of pressure changes with time (dP/dt) divided by Pm and it is also a measure of
quickness of a propellant to generate energy by combustion process. New propellants
with desired properties and quality control in production facilities require the
measurement of pressure, vivacity and ballistic properties [21]. Comparative tests are
also performed in CV where a sample is considered as a reference sample and other
propellant samples are characterized to obtain data which is evaluated in comparison
to the reference sample. Comparative tests are performed in identical conditions such
as CV capacity, loading density and igniter system. CV is filled with a known mass of
propellant and test fired remotely [22].
CV firing has been used for the first time for recording the ballistic parameters of
various composite solid propellant compositions. In the first step CSP formulations
were developed and studied for effect of AP wt. percentage on P-t curve and
differential pressure. Very useful data was obtained. In second part CSP compositions
were developed and tested for comparative analysis while keeping a standard
commercially available BB grain as a reference (Ref.) sample. The data recorded was
studied and used to tune the ballistic parameters of newly developed compositions
with respect to the available Ref. standard grain properties. SEM was used to study the
propellant surface properties. The CV test was performed by firing multiple rounds of
each sample to obtain mean values which were used to tune of ballistic parameters for
selecting a composition for BB grain.
3.2 Experimental
3.2.1 Development of CSP samples
The CSP formulations were developed in two parts.
3.2.1.1 Part-I
For the first part samples were prepared using HTPB (15-19%) binder cum fuel, AP
(75 w. % -84 wt. %) as oxidizer and Al powder (1 wt. %) as burning stabilizer and
opacifier. DOS, MAPO and TDI were used as plasticizer, bonding agent and curing
agent respectively. Four propellant compositions were prepared by gradually

71
increasing the percentage of AP filling. CSP compositions are based on a bimodal AP
type-II (40%) and type-I (60%). Four formulations with increasing wt. % of AP were
synthesized, A-1 (75%), A-2 (78%), A-3 (81%) and A-4 (84%). All samples of 100 g
each were made by hand mixing in Porcelain dishes. The binder and rest of the liquid
additives excluding curing agent were mixed first. Al powder was added and mixed
followed by addition of AP in increments for ensuring homogenous mixing. The
mixture was treated in vacuum chamber make it air free. Finally curing agent was
added and mixed and mixture was again placed in vacuum for 15 minutes. Samples
were cast in moulds for curing at 60 °C for 3 days.
3.2.1.2 Part 2
In second part for comparative ballistic tuning the AP/HTPB based CSP compositions
were synthesized. HTPB was used binder cum fuel with a solid loading ranging from
68%-78% including AP as oxidizer, Al powder as burning stabilizer and ferric oxide
as burning rate modifier. DOS, MAPO, nonox-D, BDO, TMP and IPDI were used as
plasticizer, bonding agent, anti-oxidant, chain extender, crosslinker and curing agent
respectively. AP was used as bimodal including AP type-II (50%) and type-III (50%).
Table 3.1. All the experimental mixes of CSP were made in a 5 kg batch level in a
horizontal mixer. First all liquid ingredients excluding IPDI were charged and
kneading was done for 30 min. Al powder and Fe2O3 were added under mixing
followed by addition of AP (type-II and type-II mixed in 1:1 ratio). After adding
complete solid ingredients, mixing was performed under vacuum 40 min. IPDI was
added followed by mixing in vacuum for 30 min. Final slurry was cast in Teflon
coated stainless steel moulds and cured in curing oven at 60 °C for 7 days.
Table 3. 1: Propellants formulations developed for the testing
Ingredients
Propellant, (wt. %)
A B C D E F1 F2 F3 F4
HTPB +
Additives 28 26 24 22 20 25.8 25.6 25.4 25.2
Al – (21 μm) 2 2 2 2 2 2 2 2 2
AP – (256 μm) 35 36 37 38 39 36 36 36 36

72
AP – (130 μm) 35 36 37 38 39 36 36 36 36
Fe2O3 - - - - - 0.20 0.40 0.60 0.80
3.3 Analytical Techniques
3.3.1 CV System
It is a high-pressure steel CV having a piezo-electric pressure transducer, firing block,
exhaust valve, and 3% nickel-chrome liner. Closing blocks are of two types. One is
firing block equipped with electrodes for ignition. The ignition is provided by a thin
nichrome wire pierced through a black powder igniter bag and connected to electrode
terminals. Other one is gauge block equipped with a pressure transducer (type 6203)
which is a direct pressure measuring sensor. CV is positioned on a stand which
enables it to move in 180-degree range for ease of loading and unloading samples. CV
used for ballistic evaluation is shown in Figure 3.1.
1-Display; 2-Charge amplifier; 3-Vessel station; 4-firing block;
5-Ignition electrode; 6-Vessel body: 7-Exhaust valve
Figure 3. 1: High pressure CV system

73
3.3.2 Scanning Electron Microscopy (SEM)
SEM is a very versatile tool for the study of structural or surface morphology of CSP.
SEM instrument, 6490A JEOL was used for the examination of sample surface for
analyzing the polymeric binder matrix and embedded AP particles. Variable voltages
(5-20 kV) was used at various magnifications for better view of the CSP surface and
oxidizer particle even distribution keeping in view the sensitivity of the samples under
investigation.
3.3.3 CV Firing Method
The firing block of CV has ignition bag fitted in ignition head having black powder of
1.5 g mass. Gun powder is the quickest burning powder and it is used for ignition of in
artillery propellant charges as well. Firing control unit produces an electrical pulse to
the ignition head that generates thermal pulse. The thermal effect ignites the igniter
bag for igniting the CSP samples in CV chamber. The pressure produced is recorded
by the pressure transducer, it is amplified and recorded by the data acquisition system.
The CSP sample mass being tested to the CV chamber total volume is named as
loading density. CV has a loading density of Δ= 0.20 g/cm3. Full loading capacity is
of 20.00 g per sample part from the 1.5 g of black powder as per in STANAG 4115.
According to the theory of constant volume, loading density governs the total sample
loading mass and required mass of ignition powder. The sample loading used for our
experiments is given in Table. 3.2 and Table. 3.3 for part one and part two
respectively.
Table 3. 2: CSP loading for part one
Loading
Density
Δ [g/cm3]
Vessel
Volume
[cm3]
Ignition
Powder
[g]
Full
Propellant
Loading
Mass
[g]
Fired
Propellant
Loading
Mass
[g]
0.2 100 1.5 20 5

74
Table 3. 3: CSP loading for part two
Loading
Density
Δ [g/cm3]
Vessel
Volume
[cm3]
Ignition
Powder
[g]
Full
Propellant
Loading
[g]
Fired
Propellant
Loading
[g]
0.2 100
1.5
20
10
Sample mass used for tests in part one was kept as 5 g and individual firing data was
recorded. For part two sample mass of 10 g per sample was tested against a known
standard CSP BB propellants sample each time for comparative analysis. Sample for
firing were properly cut in equal square pieces as shown in the Figure 3.2. Multiple
samples were test fired in CV for all samples under identical conditions to obtain
mean values. The single fire data processed, recorded and produced by software is
represented in Figure. 3.3.
Figure 3. 2: CSP Samples for CV

75
Figure 3. 3: Single fire data
3.4 Results and Discussion
3.4.1 Part One
After extracting the cured samples SEM was used to see the level of homogeneity and
embedding of AP particles in polymeric matrix. The SEM images showing the
homogenous mixing of bimodal AP particles in HTPB based polyurethane matrix are
given in Figure 3.4. CV firing results (mean) are tabulated in Table 3.4. Most valuable
output from CV comes in the form of P-t profile data. Recorded P-t profiles of all four
CSP samples with gradual increase in AP % are plotted in Figure 3.5. At identical
loading density with an identical sample mass, the pressure produced rises with the
rise in AP wt. %. Similarly, time to reach the Pm also reduces with increase in AP wt.
%.
76
Figure 3. 4: SEM images of CSP samples
Table 3. 4: CV mean results
Sample AP
wt. %
Maximum
Pressure Pm
(bar)
Rise Time
tpm
(ms)
Maximum Differential
Pressure (dP/dt)m
(bar/ms)
A-1 75% 374.70 718.00 4.69
A-2 78% 448.61 436.50 5.20
A-3 81% 611.97 124.00 10.98
A-4 84% 632.32 63.00 22.85
A-1 (75% AP) A-2 (78% AP)

77
A-3 (81% AP) A-4 (84% AP)
Figure 3. 5: P-t profiles of sample A-1 to A-4
Higher wt. % of AP at a fixed charge weight in CV released more energy. P-t data
obtained was used to calculate dP/dt which has been plotted against Pm as shown in
Figure. 3.6. It is observed that the rate of change of pressure is rising with increase in
the oxidizer wt. %.
A-1 A-2
A-3 A-4
Figure 3. 6: dP/dt vs Pm

78
AP wt. % is the major factor here affecting the oxidizer to fuel (O/F) ratio. With
increase in O/F ratio the combustion reaction gets faster, Pm increases leading to
increase in rate of regression of propellant burning surface.
Vivacity is simply the quickness of burning or efficiency of propellant deflagration
capability to release energy. It is rate of energy produced on combustion of a CSP
sample and shows the effective burning behavior of a propellant sample. The
calculated vivacity has been plotted against P/Pm to explain the propellant sample
burning characteristics as shown in Figure 3.7.
A-1 A-2
A-3 A-4
Figure 3. 7: Vivacity vs P/Pm
Burning behavior is an important factor for propellant development and evaluation to
compare with known data. The P-t history provides very useful information about
ballistics which can be used for development of desired type of propellants [23].

79
3.4.2 Part Two
3.4.2.1 Phase One
SEM was used to see the level of homogeneity and embedding of AP particles in
polymeric matrix for these developed CSP samples. The SEM images showing the
homogenous mixing of bimodal AP particles in HTPB based polyurethane matrix are
given in Figure 3.8. In this part of research work first five propellant formulations
with changed bimodal AP wt. % were tested in comparison with a commercially
available CSP BB propellant Ref sample. Phase one CV tests data is reported as in
Table 3.5. The recorded P-t profiles for all five samples tested at loading density are
plotted in Figure 3.9. The data recorded during 10%-80% portion of propellant
combustion has been used for calculations. The vivacity is obtained at 30% -80% of
the recorded curve. Mean values have been obtained by performing tests multiple
times. P-t data has been used to plot P-t profiles and to calculate dP/dt which has been
plotted against Pm as given in Figure 3.10. Mean vivacity measured from CV test data
has been plotted against P/Pm in Figure 3.11.
Figure 3. 8: SEM images of CSP samples
Table 3. 5: CV results phase one
Sample
Maximum
Pressure
Pm
(bar)
Rise time
tpm
(ms)
Maximum
Differential
Pressure
(dP/dt) m
(bar/ms)
Relative
Force
%
Relative
Vivacity
%
Ref 1040.80 120.00 15.74 100 100
A 980.09 281.00 14.69 93.40 44.44
B 1043.10 220.00 16.00 100.48 56.13
80
C 1098.20 178.00 22.58 105.75 70.32
D 1160.60 158.00 26.64 112.25 72.90
E 1218.20 114.00 35.20 114.00 89.68
Figure 3. 9: Comparative P-t profile

81
Figure 3. 10: dP/dt vs Pm
Figure 3. 11: Vivacity vs P/Pm
In compositions “A” to “E” the bimodular oxidizer solid loading content of CSP
formulation has been progressively increased without addition of burning rate
modifier. P-t recorded data and Figure 3.9 shows that higher the oxidizer wt. %,
82
higher will be the obtained values of Pm. Apparently higher solid loading (AP) in CSP
formulations resulted in higher amount of energy release. As wt. % of AP increases
the pressure rises and sample complete burning time is reduced. This higher rate of
propellant regression is due to the increasing O/F ratio and dP/dt rises with increase in
AP wt. %. This implies that the slope showing dP/dt against pressure rises with
increasing AP loading of CSP. Figure 3.10 shows with the increasing O/F ratio and at
higher AP loadings the released energy content is also higher. Figure 3.11 shows the
vivacity against P/Pm. The comparative study of recorded data of investigated samples
and that of Ref. sample shows with increase in oxidizer wt. % resulted in pressure rise
and quickness.
With O/F ratio of sample “B” after repeated tests it was found that the Pm value has
matched with the desired value of a known Ref. sample, but the regressing rate is
slower than that of the Ref. as it takes longer time for complete burning of the sample.
With increase in O/F ratio the propellant sample burns faster and takes shorter time for
whole propellant sample to burn. The combustion process grows quicker with more
wt.'% of AP, nearing to the Ref. but pressure on the other hand is also increased which
is not desirable property while remaining in line with the Pm obtained with standard
Ref sample. Therefore, O/F ratio of CSP formulation “B” was fixed for further
improving in burning or combustion at faster rate while keeping the pressure stable.
3.4.2.2 Phase Two
In second phase we prepared CSP formulations keeping remaining all ingredients at
same wt. % as that of composition “B” with one exception. Additional ingredient
“Fe2O3” was added as burning rate modifier to evaluate its effect with CV tests. At
fixed O/F ratio Fe2O3 addition increased the quickness of CSP or the combustion time
reduced and finally it matched that of the Ref. Mean values of recorded data are given
in Table 3.6. The data is plotted in Figure 3.12, 3.13 and 3.14 for P-t, dP/dt vs Pm and
vivacity vs P/Pmax respectively.

83
Table 3. 6: CV results phase two
Sample
Maximum
Pressure
Pm
(bar)
Rise Time
tPm
(ms)
Maximum
Differential
Pressure
(dP/dt) m
(bar/ms)
Relative
Force
%
Relative
Vivacity
%
Ref 1040.80 120.00 15.74 100 100
F-1 1030.50 131.50 24.69 99.01 91.25
F-2 965.34 126.00 22.77 92.74 95.24
F-3 1011.80 120.50 17.23 97.21 99.58
F-4 1039.70 119.00 16.00 99.89 99.10
Figure 3. 12: P-t profiles (comparative)

84
Figure 3. 13: dP/dt vs Pm
Figure 3. 14: Vivacity vs P/Pm
Figure 3.12 P-t curves show that at a fixed AP wt. % the pressure produced remained
at the desired value whereas the quickness or propellant combustion changed and time

85
to archive the Pm shortened. Fe2O3 acts as a burning rate promotor by reducing the
decomposition temperature point of AP resulting in faster combustion of propellant
mass at higher burning rates. Gradual increase in the wt. % of Fe2O3 at a fixed O/F
ratio in CSP formulation affected the relative vivacity. Higher regression rate of
propellant burning surface is indirectly visible in Figure 3.13. The dP/dt is higher as
compared to the sample with lower wt. % of Fe2O3 at the same O/F ratio. This showed
that the same mass of propellant is undergoing faster combustion with increasing
content of burning rate modifier. Figure 3.14, on the other hand represents the vivacity
comparison. The relative vivacity has shown increasing trend with increase in Fe2O3
wt.%. After analyzing the relative vivacity, force, tpm,Pm and dP/dt the final
composition “F-4” was selected which matched the parameters of Ref. BB standard
propellant sample with required relative force (%) and relative vivacity (%).
3.5 Conclusion
The CV test still is an important technique for examining the ballistic properties of
gun propellants of all calibres. It is being used mainly for the quality control of
production lots of gun propellants. This research work was focused to use this
technique for the sturdy and development of AP/HTPB based slow burning rate CSP
for BB application in 155 mm artillery projectile. By comparative CV testing of newly
synthesized compositions and evaluating the recorded P-t data in comparison to a
standard BB grain as Ref, CSP composition for BB grain was developed successfully.
Based on the experiments it was proved that the higher oxidizer wt.% resulted in
higher Pm at higher differential pressures. P-t profiles and data calculated was used to
understand and modify the burning rate of CSP samples by employing Fe2O3 while
keeping the Pm with in the desired values. The comparative CV firing method has
proved to be very successful for study and tuning of ballistic parameters of CSP
formulations under development as well as under quality evaluation.
86
References
[1]. Youssef EM, Radwan MA, Mostafa HE, Hadhoud MK. Low Signature Advanced
Base Bleed Grains. IJSER. 2015;6(12):6.
[2]. McCoy R. Modern exterior ballistics: The launch and flight dynamics of
symmetric projectiles. Schiffer Pub.; 1999.
[3]. Zhuo CF, Feng F, Wu XS, Liu Q, Ma H. Numerical simulation of the muzzle
flows with base bleed projectile based on dynamic overlapped grids. Comput
Fluids. 2014;105:307-20. doi:10.1016/j.compfluid.2014.08.006.
[4]. Nagappa R. Evolution of solid propellant rockets in India. DRDO; 2014.
[5]. DANBERG J, NIETUBICZ C. Predicted flight performance of base-bleed
projectiles. J Spacecraft Rockets. 1992;29(3):366-72.
[6]. Sunil Jain M, S. Nandagopal, P.P. Singh, K.K. Radhakrishnan, and B.
Bhattacharya. Size and Shape of Ammonium Perchlorate and their Influence on
Properties of Composite Propellant. Defence Science Journal. May 2009;Vol.
59:294-9.
[7]. Boyars C, Klager K. Propellants manufacture, hazards, and testing. ACS
Publications; 1969.
[8]. Kubota N, Kuwahara T, Miyazaki S, Uchiyama K, Hirata N. Combustion wave
structures of ammonium perchlorate composite propellants. J Propul Power.
1986;2(4):296-300.
[9]. Chakravarthy SR. Characterisation of heterogeneous solid propellants. Propellants
and explosives technology. 1998:77-123.
[10]. Kishore K, Prasad G. A Review on Decomposition Deflagration of Oxidizer and
Binders in Composite Solid Propellants. Defence Science Journal. 2014;29(1):39-
54.
[11]. Bazaki H, Kubota N. Effect of binders on the burning rate of AP composite
propellants. Propell Explos Pyrot. 2000;25(6):312-6. doi:Doi 10.1002/1521-
4087(200012)25:6<312::Aid-Prep312>3.0.Co;2-S.
[12]. Shen H, Yu YG, editors. Study on Measurement and Simplified Model of
Burning Rate of AP/HTPB Base Bleed Propellant under High Pressure. Advanced
Materials Research; 2013: Trans Tech Publ.
[13]. Shen H, Yu YG. Study on Measurement and Simplified Model of Burning Rate
of AP/HTPB Base Bleed Propellant under High Pressure. Advanced Materials
87
Research. 2013;724-725:1176-80. doi:10.4028/www.scientific.net/AMR.724-
725.1176.
[14]. Leciejewski ZK. Oddities in determining burning rate on basis of closed vessel
tests of single base propellant. J Theor App Mech-Pol. 2014;52(2):313-21.
[15]. Michalski J, Leciejewski Z. Closed Vessel Investigation of Propellant Ignition
Process with Using Capillary Plasma Generator. Problemy Mechatroniki:
uzbrojenie, lotnictwo, inżynieria bezpieczeństwa. 2015;6:19-26.
[16]. Baschung B, Grune D, editors. The closed vessel, still an essential experimental
device for interior ballistics in the future. Proceedings European Forum on
Ballistics of Projectiles, Saint Louis; 2000.
[17]. Grivell M. The closed vessel test and determination of ballistic properties of gun
propellants: WEAPONS SYSTEMS RESEARCH LAB ADELAIDE
(AUSTRALIA)1982.
[18]. Council NA. STANAG 4115 (Edition 2): Definition and Determination of
Ballistic Properties of Gun Propellants: AC/225-D/1330, 27th February1995.
[19]. Leciejewski ZK, Surma Z. Effect of Application of Various Ignition Conditions
in Closed-Vessel Tests on Burning Rate Calculation of a Fine-Grained Propellant.
Combust Explo Shock+. 2011;47(2):209-16. doi:10.1134/S0010508211020109.
[20]. Mehta P, Shetty CP, Pundkar RN, Shekhar H. Effect of Loading Densities in
Closed Vessel Tests on the Burning Rate of a Propelling Charge. Defence Science
Journal. 2015;65(2):126.
[21]. Bougamra A, Lu HL. Determination of Pressure Profile During Closed-Vessel
Test Through Computational Fluid Dynamics Simulation. J Therm Sci Eng Appl.
2016;8(2). doi:Artn 021005
[22]. Su WX, Wang NF, Li JW, Zhao YD, Yan M. Improved method of measuring
pressure coupled response for composite solid propellants. J Sound Vib.
2014;333(8):2226-40. doi:10.1016/j.jsv.2013.12.003.
[23]. Oberle WF. Dynamic vivacity and its application to conventional and
electrothermal-chemical (ETC) closed chamber results: ARMY RESEARCH LAB
ABERDEEN PROVING GROUND MD2001.
88
Chapter 4 :
Development of AP/HTPB CSP BB
Grain for 155 mm ERBB Projectile
4.1 Summary of Present Research Work
Range enhancement to engage enemy targets at a longer distance is a major
requirement of modern artillery. There are many range enhancement techniques which
are related to weapon system and projectile as well. We are more interested in
methods related to projectile as changing and improving the gun system is very costly
for any military in the world [1]. Artillery projectiles experience substantial base drag
due development of a low-pressure region at the base and hence the drag at the base
forms the major portion (50%) of the total drag for projectile travelling at Mach 0.9
[2]. Literature reveals that projectile shape can be optimized by producing long
streamlined boattailed and hollow base projectiles which reduces the exposed surface
area at the base resulting in reduce base drag [3]. The other way is to increase the base
pressure of the projectile by releasing hot and low speed gases at the base is
commonly called as BB [4-7].
It has been established that main part of BB unit (BB grain) is composed of HTPB and
AP where AP serves as an oxidizer and HTPB acts as a fuel cum binder[8-12]. The
CSP ingredients play vital role in the mechanical properties. A good CSP formulation
gives a viscous castable slurry and it cures to form a rubbery propellant grain. The
CSP mechanical properties can be improved by particle size and content of plasticizer
and solid filler (AP), nature of binder and crosslinker [13].
In this work our main objective is to manufacture an AP/HTPB based CSP grain for a
155mm artillery ERBB projectile based on the composition developed and discussed
in chapter three. The objective is also to achieve the mechanical and performance
parameters that meet with parameters needed for BB unit. Propellant composition was
prepared and cured according to a standard procedure. CSP composition was made
under controlled environment, cast and cured in specially designed moulds, extracted

89
the finished product and evaluated for burning rate, decomposition stability,
mechanical properties and thermal and kinetic properties.
4.2 Experimental
4.2.1 Development Concept
As the BB unit grain design is based on two half segments combined in the BB unit
housing with spacers in between to expose the inner side surfaces for combustion
Figure 4.1. Keeping in view the extreme loads a very reliable inhibitor was used
which covers the outer surface and sides of BB grain ensuring controlled burning of
the grain surface and law of combustion of propellant. For the manufacture of CSP
BB grain, a new process has been developed for production of propellant grains in
inhibited form fully ready for assembling in BB unit. BB grain with two monolithic
halves was preferred as grain configuration for our BB unit.
1-BB halves space; 2-Inhibitor; 3-BB grain propellant
Figure 4. 1: BB grain design
4.2.2 Special Moulds
Keeping in view the property of polymeric matrix to establish strong adhesive like
bond with metal mould surface during curing process, steel moulds as per grain
specifications were developed which were Teflon coated to make mould surfaces
nonstick for easy extraction of propellant as shown in Figure 4.2. There was a unique
addition in mould design as it included the allowance for fixing complete inhibitor for
monolithic half of BB grain. It enabled us to directly cast the slurry in moulds from

90
kneading machine and extract compete readily inhibited BB grain (two monolithic
halves) after completing the curing cycle.
1-Handle grip; 2-Closing plate; 3-Mould body; 4-Propellant slurry; 5-Inner side of
closing plate; 6-Inhibitor in mould cavity; 7-Mandrel
Figure 4. 2: BB grain mould
4.2.3 Materials
All the chemicals used in this research and development work were pure. AP was
used in bimodal distribution having particle size of 254 µm and 130 µm. HTPB with
average molecular wt. (Mn) 2700-2800 was used as binder cum fuel. Al powder
having average particle size 21 µm was employed as burning stabilizer whereas ferric
oxide was used as burning rate modifier as well as opacifier. Other ingredients, such
as DOS, MAPO, BDO, TMP and Nonox-D were used as plasticizer, bonding agent,
chain extender, crosslinker and anti-oxidant respectively. IPDI was employed as
curing agent.
4.2.4 Development of BB Propellant
Various CSP formulations having the specified AP loading with burn rate modifier to
obtain desired burning rate were developed and evaluated at smaller scale. The
parameters were changed and adjusted to select a formulation with the desired
mechanical properties and easy processing characteristics. We have reported the
selected composition that has been employed for pilot scale production of BB

91
propellant grains. The 20 kg batch level in a horizontal planetary kneading machine.
Method for the preparation of propellant composition followed by us is as follows. A
mixture of a prepolymer mixture including 3800g of HTPB, 300g of plasticizer, 20g
of antioxidant, and 80g of bonding agent, mixture of BDO and TMP (180g) were
charged in a horizontal planetary kneading machine (capacity- 50 ltr). These
ingredients were mixed for 30 min followed by mixing under vacuum for 30 min to
pump out the air entrapped in polymeric binder. After this, 160 g of Fe2O3 was added
and mixed for 15 min followed by addition of 400 g of Al powder. After adding Al
powder, the material was mixed for 15 min. AP type-I and type-II were mixed
separately in equal ratio followed by drying in vacuum oven.
14400g of bimodal AP with particle sizes 254 and 129 μm was added in increments
and mixed for 40 min to attain a homogeneous mixture. When all solid ingredients
were added and mixed the composition was further mixed under vacuum for 30 min.
Last ingredient added was the curing agent (IPDI), it was added and mixed further for
another 40 min followed by 20 min of mixing under vacuum. The NCO/OH ratio
found suitable for this CSP composition was 0.81 and it was maintained during CSP
development. The temperature of overall kneading process was maintained at 40°C.
after the vacuum treatment CSP slurry was ready for casting Figure 4.3. Moulds were
fixed in casting tray and CSP was cast in moulds for BB grains as well as a special
aluminum plate mould for curing the same composition in sheet form for making CSP
dumbbell shaped specimen for tensile strength testing. These moulds were then shifted
to conditioning chamber for curing at 60°C for 10 days.
Figure 4. 3: Final CSP mixture

92
4.2.5 Inhibited Grains
As the curing cycle was completed the moulds were removed from conditioning
chamber and allowed to cool down to the room temperature. The inhibited CSP BB
grains were extracted from moulds, inspected for defects and packed as shown in
Figure 4.4:
1-Mould; 2-Mould with cured grain; 3- Extracted grain; 4-Finished grain
Figure 4. 4: BB grain extraction
4.3 Analytical Techniques
The final CSP BB grain was characterized for surface appearance, mechanical
properties, burning rate and thermal and kinetic properties by using SEM, Shimadzu
AUTOGRAPH AG-I series Universal Testing Machine, burning rate measuring
system, Perkin Elmer DSC-600 and bomb calorimeter respectively. CSP grain was
also characterized for density by employing a simple Pycnometer with density
crucible. Propellant samples were cut in equal square shapes with precision for
measuring accurate values of density.
4.3.1 SEM Analysis
SEM (JSM-6490LA) made by JEOL (Japan) was employed to see and analyze the
general surface structure and distribution of AP particles in the polymeric matrix after
complete curing of the BB gain. Different scanning voltages and magnifications were
applied for the above-mentioned observation.

93
4.3.2 Mechanical Properties
Mechanical properties of cured CSP BB grain samples studied by Shimadzu
AUTOGRAPH AG-I series, Universal Testing Machine. The dumbbell shaped
specimens were cut from CSP sheet (4.0± 0.5 mm thick) by cutter as shown in Figure
4.5. The specimens were conditioned at 25°C for 6 hours before performing tests. The
tests were performed to examine tensile stress-strain property of propellant. The CSP
samples of each batch were strained at a cross head speed of 50mm/min. Each batch
of propellant was run three times to achieve averaged results.
1-Mould; 2-CSP; 3-Dumbell specimen cutter; 4-Tested dumbbell specimen
Figure 4. 5: Specimen preparation for mechanical properties
4.3.3 Burning rate
For burning rate measurements, the burning rate system was used. Solid strands for
burning rate measurement were prepared. CSP slurry was pushed into Teflon tubes
having 180mm length and 18 mm of outer diameter. Tubes were filled and compacted
by pressing with rod of brass followed by curing in vertical stand for more compaction
with time. Solid strands were drilled at two target points (inter distance 80 mm) for
passing lead fuse wire and nichrome fuse wire was used for ignition of strands. Five
samples per batch were prepared and tested at ambient pressure and temperature in an
inert nitrogen atmosphere. The mean burning rate was recorded as the distance
traveled by combustion flame from one target point to another divided by the time
interval recorded by timer.
94
4.3.4 Thermal Analysis
Perkin Elmer DSC-600 was employed for thermal and kinetic study of the CSP BB
grain. The thermal decomposition evaluation experiments were done by using an
average sample mass of 2.6 g per sample at heating rate of 10°C/min. Samples were
loaded in open steel pans. An inert environment was maintained for sample analysis
by nitrogen gas at 50 ml/min of flow rate in sample chamber. For kinetic parameters
an average sample mass of 2.6 mg was used. Sample analysis was run over
temperature range of 30 to 440°C, at heating rates of 10, 15, 20, 25 and 30°C/min.
4.3.5 Bomb Calorimeter
Heat of reactions of BB propellant samples were determined with the help Parr 6200
Isoperibol Calorimeter at ambient conditions.
4.4 Results and Discussion
BB grain is subjected to very high mechanical stresses resulting from very hot gaseous
product of gun propellant charge that is part of gun internal ballistics and then during
the terminal and external ballistic phase it is subjected to very high acceleration, rate
of rotation and under pressure zone at projectile base. Therefore, one of the objectives
of this work was to prepare CSP for BB grain that possess the desired mechanical and
thermal and ballistic properties.
4.4.1 SEM
Figure 4.6. shows the SEM images of produced propellant. These samples possess
good homogeneity in the distribution of bimodal AP particles which was desired from
research point of view. The PU matrix and embedded AP particles can be identified
easily.

95
1-AP particles; 2-PU matrix
Figure 4. 6: Sem images of BB propellant
4.4.2 Mechanical Properties
The desired mechanical properties of an average tensile strength of 1 N/mm2 and
elongation percentage of higher than our objective of 30% was achieved for each
batch produced. Literature reveals that AP size distribution and loading % has impact
on mechanical properties of CSP [14]. This has been fully realized and incorporated in
this composition as the bimodal type of composition with particle size of 254 μm and
129 μm was developed. AP particle size of 254 μm was 50% and particles of 129 μm
were 50 % of the blend of AP bimodal mixture. These particles gave packing and
better mechanical properties were achieved. In artillery ammunition like ERBB
projectiles which is a very high accelerating and gun fired round, CSP with a good
required tensile strength property is mandatory. The molecular arrangement of HTPB
is zig-zag because of its morphology (cis-trans). That’s why polymer has transparent
and amorphous, it is difficult to achieve close packing of molecules. Due to repeating
units of only carbon and hydrogen atoms the interchain forces are weak. Therefore,
HTPB once cured, possess lower or weaker tensile strength. Low tensile strength and
can be increased by addition of a chain extender diol (BDO), a triol (TMP) or by
increasing NCO/OH (isocyanate/hydroxyl)equivalent ratio [16-18]. This strength
should not be increased at the cost of elongation percentage which can result from
increasing the crosslinking density by TMP by increasing the NCO/OH equivalent
ratio.

96
PU elastomers are made of soft and rigid segments. Soft segments consist of non-
crystalline flexible polymer chains as in this work these bare polybutadienes. Hard or
rigid segments are made with residues of diisocyanate as in this wok these are
urethane groups and chain extender (BDO). These segments are shown in Figure 4.7.
The chemical structures of the specific chemicals that were used in this work to tune
mechanical properties have been shown in Figure 4.8.
Figure 4. 7: Structure of a PU network [15]
Figure 4. 8: Chemical structures
Tensile strength of polyurethanes formed is increased by raising number of urethane
bonds by adding 1,4-butanediol, BDO (chain extender) which is an aliphatic diol.
There are higher number of hydrogen bonds in polymer chains therefore, interchain
forces were increased. A cured HTPB has IPDI is an aliphatic isocyanate with a lower
reactivity of PU formation. The increase of attraction between the hard segments
higher NCO: OH, ratio gives higher stress property and lower strain property. BDO
and TMP (diol and triol) were used as chain extender and crosslinker to get desired
mechanical properties. The BDO was used in ratio of one mole per mole of HTPB
combined with IPDI and applying a curing ratio NCO/OH of 0.81. These ingredients

97
together with slow curing characteristics of IPDI gave desired mechanical strength
and very good pot life for easy processing and filling more moulds. The achieved
mean experimental results are given in Table 4.1.
Table 4. 1: Experimental data
Sample UTS
(N/mm2)
Elongatio
n %
Thermal
decompos
ition
point (°C)
Burning
rate
(mm/s)
Density
(g/cm3)
Batch-1 1.01 34
376.59
1.15 1.473
Batch-2 1.0 37 1.00 1.480
Batch-3 0.99 38 1.14 1.481
4.3.3 Burning rate
Burn rate is the single most vital characteristic of a propellant that governs the
performance of any solid rocket motor. This is normally governed by AP particle size
and content, metal fuel and burning rate catalyst [19]. The mean burning rate of 1.10
mm/s was obtained by testing multiple samples as given in Table 4.1. The burning rate
was affected by the particle size but due to the lower AP content in composition the
burning rate was lower than the desired value. This was controlled by adding Fe2O3 as
burning rate promotor. Ferric oxide, is widely used catalyst in production of
AP/HTPB CSPs because of its ability to reproduce burning rates, low cost and
commercial availability [20]. Fe2O3 affects the decomposition temperature of AP by
lowering the high decomposition temperature of AP. This results in achieving higher
burning rates for AP based CSPs.
Al powder also played a contributing factor in this formulation as it was incorporated
only to add heat (thermal feedback) to the burning surface (flame front), aiding the
ignition process and combustion front to remain stable throughout the burning process
but it does not increase the burning rate.
4.3.4 Thermal properties
Thermal investigation of BB CSP samples was performed by DSC to evaluate phase
transition temperature and decomposition temperature as well as for kinetic
parameters as shown in Figure 4.9. At heating rate of 10 °C/min, BB grain showed an

98
endothermic peak at 250.75°C due to phase transition in AP based compositions as it
is the transition of AP crystals structure from orthorhombic to cubic form [21]. Then
the complete decomposition temperature peak is observed at 376.59°C for CSP BB
grain and its clear indication of complete decomposition point. The DSC curves
obtained at different heating rates (10, 15, 20, 25 and 30°C/min) have been plotted
which show different exothermic peaks (maximum decomposition temperatures). It
was observed that the endothermic as well as high temperature decomposition peak
shifts to higher temperatures with rise in heating rates as given in Table 4.2.
Figure 4. 9: DSC curves of CSP at 10, 15, 20, 25 and 30°C /min.
4.3.5 Thermal and Kinetic Evaluation
The linear relation between decomposition temperature and heating rates is used to
study the kinetic parameters of CSP. This decomposition is a multistep process. The
mechanism of this reaction changes gradually with change in temperature therefore,
activation energy also changes. We calculated energy of activation (Ea), rate constant
(k) and frequency factor (A) by using data obtained from DSC results. Kissinger
method was applied for these calculations [22].
Ea=R d ln[β/T2p]/[d(1/Tp)]
β is rate of heating in °C /min, Tp is peak temperature (K) and R represents the ideal
gas constant. The energy of activation Ea (kJ/mol) is obtained from slope of the

99
kinetic plot of ln[b/T2p] against 1/Tp. When we have value of activation energy, the
frequency factor can be calculated by using following equation.
A=β E eEa/RT/ (R T2p)
k is the specific rate constant and it can be calculated for decomposition temperature
by using Arrhenius equation;
k=A e-Ea/RT
The calculated kinetic parameters are given in Table 4.1. As discussed earlier there
are two prominent peaks in each curve. An endothermic (solid state phase
transformation of the AP) and an exothermic peak. With the rise in heating rate there
is a variation in the endothermic peak as well as exothermic peak as it shifted to
higher temperature values. At heating rate of 10°C/min the decomposition
temperature is at 376.59°C and at 30°C/min it reaches at 382.2°C as shown in Table
4.2. This effect is because of the thermal lag phenomena which comes into play as the
sample is exposed to higher heating rate for the same time limit and this has been
reported by many researchers [23-26]. The decomposition characteristics and related
kinetics of CSP are basically governed by its ingredients mainly AP and polymeric
binder HTPB in this case. The HTPB provides a matrix to bind the solid ingredients in
one uniform body and it is also acting as a fuel participating in the combustion
process.
Kissinger graph for CSP for BB is presented in Figure 4.10. The value of Ea of this
propellant formulation has been calculated by using Kissinger method is 204 kJ/mol.
This value of activation energy BB CSP is in fair agreement to the reported date
published in literature. This also established the fact that the develop composition is fit
for application in BB ammunition.

100
Figure 4. 10: Kissinger graph for CSP BB grain
Table 4. 2: Thermal and kinetic results
Sample
Heating
rate
°C/min
Endothermic
peak (°C)
Exothermic
peak (°C)
Ea
kJ/mol
Mean
Heat of
reaction
(cal/g)
CSP BB
grain
10 250.75 376.59
206.02
1070
15 251.03 378.76
20 252.41 380.20
25 254.50 381.87
30 258.26 382.68
4.4 Production of BB Grains for 155 mm Artillery Projectile
A complete process has been developed at Pakistan Ordnance Factories for curing of
complete inhibited BB grains. The grains are checked for any deformities cracks and
voids property for quality. A very special production equipment has been designed
and built by us for pilot scale production of BB grains for 155 mm artillery projectiles.
Quality control of the CSP and the BB grains is maintained by testing of following
properties: -

101
a. Mechanical properties.
b. Burning rate at ambient conditions without rotation
c. Physical inspection of propellant and inhibitor for its proper bonding
d. Weight and proper dimensions according to the geometry.
4.5 Conclusion
BB grain was produced with a blend bimodal AP mixed with polymer, additives and
curing agent in a horizontal planetary kneading machine. Propellant mixed,
homogenized, cast and cured as per the standard reported procedure. Grains were cast
in moulds having inhibitor as lining in moulds. Grains were cured and extracted in
correct dimensions fully inhibited with our developed process. Special production
method was designed and pilot scale production of CSP BB grains for 155 mm gun
ammunition was accomplished. Quality control of the BB grains was ensured by
testing of mechanical, burn rate at ambient pressure and thermal and kinetic properties
with the testing of accuracy in weight and dimension. The desired properties were
achieved successfully and maintained in production of all batches.
102
References
[1]. Youssef EM, Radwan MA, Mostafa HE, Hadhoud MK. Low Signature Advanced
Base Bleed Grains. IJSER. 2015;6(12):6.
[2]. Sahu J, Nietubicz CJ, Steger JL. Navier-Stokes computations of projectile base
flow with and without mass injection. Aiaa J. 1985;23(9):1348-55.
[3]. Viswanath P, Patil S. Effectiveness of passive devices for axisymmetric base drag
reduction at Mach 2. J Spacecraft Rockets. 1990;27(3):234-7.
[4]. Wood C. Visualization of an incompressible wake with base bleed. Journal of
Fluid Mechanics. 1967;29(2):259-72.
[5]. Murthy S, Osborn J. Base combustion effects on base pressure, aerodynamics of
base combustion. Progress in Astronautics and Aeronautics. 1976:307-38.
[6]. Li WF, Yu YG, Ye R, Yang HW. Three-Dimensional Simulation of Base Bleed
Unit with AP/HTPB Propellant in Fast Cook-off Conditions. J Energ Mater.
2017;35(3):265-75. doi:10.1080/07370652.2016.1177138.
[7]. ZHANG L-k, YU Y-g, LU X, LI Z-f. Calculation and analysis on the combustion
characteristics of a base bleed unit in the gun bore. Acta Armamentarii. 2011;5.
[8]. Gross ML, Hedman TD, Son SF, Jackson TL, Beckstead MW. Coupling micro
and meso-scale combustion models of AP/HTPB propellants. Combustion and
Flame. 2013;160(5):982-92.
[9]. Xue XC, Yu YG. An improvement of the base bleed unit on base drag reduction
and heat energy addition as well as mass addition. Appl Therm Eng. 2016;109:238-
50. doi:10.1016/j.applthermaleng.2016.08.072.
[10]. Beckstead MW, Puduppakkam K, Thakre P, Yang V. Modeling of combustion
and ignition of solid-propellant ingredients. Prog Energ Combust. 2007;33(6):497-
551.
[11]. Kloehn W, Rassinfosse A. Base Bleed Solid Propellants Containing
Thermoplastic Elastomers as Binders: FRAUNHOFER-INST FUER TREIB-UND
EXPLOSIVSTOFFE PFINZTAL-BERGHAUSEN (GERMANY FR)1982.
[12]. Davenas A. Solid rocket propulsion technology. Newnes; 2012.
[13]. Daniel MA. Polyurethane binder systems for polymer bonded explosives:
Defence Science and Technology Organisation Edinburgh (Australia)
Weapons …2006.
103
[14]. Kreitz KR. Catalytic nanoparticle additives in the combustion of AP/HTPB
composite solid propellant: Texas A & M University; 2012.
[15]. Prisacariu C. Polyurethane elastomers: from morphology to mechanical aspects.
Springer Science & Business Media; 2011.
[16]. Manjari R, Somasundaran U, Joseph V, Sriram T. Structure‐property
relationship of HTPB‐based propellants. II. Formulation tailoring for better
mechanical properties. J Appl Polym Sci. 1993;48(2):279-89.
[17]. Hocaoğlu Ö, Özbelge T, Pekel F, Özkar S. Fine‐tuning the mechanical properties
of hydroxyl‐terminated polybutadiene/ammonium perchlorate‐based composite
solid propellants by varying the NCO/OH and triol/diol ratios. J Appl Polym Sci.
2002;84(11):2072-9.
[18]. Ramesh S, Rajalingam P, Radhakrishnan G. Chain‐extended polyurethanes—
Synthesis and characterization. Polym Int. 1991;25(4):253-6.
[19]. Lu KT, Yang TM, Li JS, Yeh TF. Study on the Burning Characteristics of
Ap/Al/Htpb Composite Solid Propellant Containing Nano-Sized Ferric Oxide
Powder. Combust Sci Technol. 2012;184(12):2100-16.
doi:10.1080/00102202.2012.703271.
[20]. Ma Z, Li F, Bai H. Effect of Fe2O3 in Fe2O3/AP composite particles on thermal
decomposition of AP and on burning rate of the composite propellant. Propellants,
Explosives, Pyrotechnics: An International Journal Dealing with Scientific and
Technological Aspects of Energetic Materials. 2006;31(6):447-51.
[21]. Sovizi MR, Fakhrpour G, Madram AR. Comparison of thermal degradation
behavior of epoxy/ammonium perchlorate composite propellants. J Therm Anal
Calorim. 2017;129(1):401-10. doi:10.1007/s10973-017-6177-8.
[22]. Rocco JAFF, Lima JES, Frutuoso AG, Iha K, Ionashiro M, Matos JdR et al.
Thermal degradation of a composite solid propellant examined by DSC. J Therm
Anal Calorim. 2004;75(2):551-7.
[23]. Malik AQ. Thermal decomposition and kinetic evaluation of composite
propellant material catalyzed with nano magnesium oxide. NUST Journal of
Engineering Sciences. 2015;7(1):5-14.
[24]. Chaturvedi S, Dave PN, Patel NN. Thermal decomposition of AP/HTPB
propellants in presence of Zn nanoalloys. Appl Nanosci. 2015;5(1):93-8.
doi:10.1007/s13204-014-0296-3.

104
[25]. Rocco JAFF, Lima JES, Frutuoso AG, Iha K, Ionashiro M, Matos JR et al. TG
studies of a composite solid rocket propellant based on HTPB-binder. J Therm
Anal Calorim. 2004;77(3):803-13. doi:Doi 10.1023/B:Jtan.0000041659.97749.Fe.
[26]. Paula PSTA, Mothé MG, Mothé CG. KINETIC STUDY OF THERMAL
DECOMPOSITION OF BASE BLEED PROPELLANTS FOLLOWING
FRIEDMAN AND OZAWA-FLYNN-WALL METHODS. International Journal of
Research and Reviews in Applied Sciences. 2015;25(1):21.

105
Chapter 5 : Igniter for AP/HTPB CSP
BB Grain
5.1 Summary of the Present Research Work
Pyrotechnics are used for several military and civilian systems all around the globe
[1]. These formulations are made of very homogenous mixtures of various metal fuels
and oxidizers [2]. AP, PP, and potassium nitrate are very important oxidizers being
used in such compositions that are less sensitive to static charge, impact and
considerably high temperature conditions [3-5]. These mixtures having high energy
density utilize metal fuels with very high enthalpies of combustion which is why
commonly used zirconium [6-8], aluminum [9], and magnesium [10-12] qualify as
reliable reducers with a higher energy content.
As already described the BB unit is part of an ERBB artillery projectile that enhances
the range [13, 14].The ERBB round experiences very high acceleration, chamber
pressure and high spin rate as part of the internal ballistic phase and then a very
sudden pressure drop at terminal ballistic phase on muzzle exit. This pressure drop on
muzzle exit can quench the BB grain. To manage the reignition of BB grain during
this phase a highly unfailing igniter is mandatory. This igniter must ignite itself in gun
chamber and should be strong enough to withstand gun chamber pressure, high set
back force (18000 g) and high rate of projectile rotation (200-300 rps) [15-18]. Igniter
must reignite BB grain and must not interfere with performance of projectile.
Magnesium-Teflon-Viton commonly known as MTV mixtures are reported as igniters
for CSP rocket motors and for ignition of AP/HTPB CSP based BB grains [19-23, 11].
MTV mixtures have the inherent problem of undergoing accelerated aging caused by
the reaction of magnesium with moisture at higher temperatures leading to weakening
of mechanical and energetic properties [24-27]. On the other hand, Zr powder is a
powerful reducing agent that if combined with a suitable oxidizer produces an
excellent high energy pyrotechnic mixture. Zr/ KClO4 is widely used as main
composition for pyrotechnically triggered devices due to reliable ignition property,
good energy content and higher burning rate. It releases hot jet of gasses on
combustion and that produces an effective ignition force [28]. Zr/ KClO4 mixtures

106
combined with binder have been widely used as initiators and have been investigated
[29, 30]. 1 A/1 W no-fire EEDs (electro explosive devices) use this pyrotechnic
composition [5]. Zr-KClO4 (ZPP) based igniter composition with NC lacquer as
binder for AP/HTPB based BB grain igniter has not been reported.
Therefore, the main objective of this part of work was to study ZPP compositions for
research and development of a reliable igniter for BB unit. It was mandatory for the
igniter to produce a very hot flame to guarantee reliable ignition of BB grain till it
achieved stable burning. Igniter must be able to perform both at static and field firings
after conditioning at ambient and extreme operational temperature conditions (+21 °C,
+50 °C and -40 °C). The developed composition is also required to endure the high set
back force, high rate of rotation and extreme pressure produced by gun propellant in
dynamic firing of AP/HTPB based CSP BB grain for 155 mm artillery ammunition.
5.2 Experimental
5.2.1 Material for Igniter
Zr powder, potassium perchlorate and NC lacquer were provided by Pakistan
Ordnance Factories. All chemicals were of analytical grade with purity of 98-99%.
Fuel and oxidizer used were in the form of fine powders.
5.2.2 Development of Igniter Formulation
Fuel and oxidizer powders were oven dried for 4 hours at 60 °C before using in
development of igniter compositions. Initially the igniter formulations were made in
mortar and pestle. Dried fuel and oxidizer were mixed first followed by addition of
NC lacquer (binder) in increments of equal amounts under mixing to attain desired
homogeneity in all mixtures. The completely mixed homogenous composition is press
filled in special straw pipes to make solid strands for burning rate analysis. Samples
were also mixed until granular form was obtained for CV tests and Bomb calorimeter.
Binder gives processability and good binding of solid ingredient for these
compositions. The mixed igniter compositions were later vacuum dried at 50 °C for
24 hours.
This development work was done in two phases. Formulations, K-1 to K-5 were made
by changing Zr/KClO4 ratio without any binder content in phase-I, and in phase-II, K-
6 to K-10 were prepared having 6 % additional binder content having same F/O ratios

107
as of first five compositions, given in Table 5.1. All formulations were characterized
for P-t curve, dP/dt, Pm, calorific value and burning rate.
Phase-II was aimed at preparing final igniter composition. A 0.4 litre horizontal
mixing machine was employed and formulation was mixed until composition was
found suitable for press filling in steel igniter canisters. Igniter composition was
investigated for burning rate, P-t profile and dP/dt after temperature conditioning at
normal and desired extreme levels. Igniter cups fixed in igniter bodies were test fired
for BB units on static role and in live field firing with ERBB projectiles for evaluation
of BB grain ignition till grain reaches stable burning.
Table 5. 1: Igniter formulations 1st phase
Composition Zr % KClO4% Binder %
K-1 30 70 Without binder
K-2 40 60 Without binder
K-3 50 50 Without binder
K-4 60 40 Without binder
K-5 70 30 6 wt. %-Additional
K-6 30 70 6 wt. %-Additional
K-7 40 60 6 wt. %-Additional
K-8 50 50 6 wt. %-Additional
K-9 60 40 6 wt. %-Additional
K-10 30 70 6 wt. %-Additional
5.2.3 Characterization Techniques
5.2.3.1 Bomb Calorimeter
An oxygen bomb calorimeter Parr 6200 Isoperibol Calorimeter with oxygen bomb
1104 was used for the measurement of the calorific value of all the igniter
compositions. Oxygen bomb 1104 is used for high energy compositions and no
oxygen is required as the compositions have own oxygen in the form of oxidizer. The

108
sample mass was kept to ~0.75 g for each test. Several sample firings were done to
obtain mean values for each sample under analysis.
5.2.3.2 High Pressure CV
CV is used for ballistic evaluation of propellants and pyrotechnics at lab level. It is a
quicker and less expensive safe process for the study and development of propellants
and pyrotechnic materials [31]. As per loading density of CV with a specific volume a
specific sample mass is test fired for valuable ballistic performance evaluation [32,
33]. The CV chamber and closing blocks are as given in Figure 5.1.
1-Data cable; 2-Pressure sensor; 3-Vessel wall; 4-Igniter composition;
5-CV chamber; 6-Black powder bag; 7-Firing block
Figure 5. 1: CV
5.2.3.3 Burning Rate Measurement
Burning rate was measured by fuse wire technique. Two fuse wires were passed
through vertically mounted solid strands (inhibited) at measured length Figure. 5.2.
Each solid strand was made with compositions having binder and was press filled in
straw type pipes of 25 mm length and diameter of 4 mm per strand followed by drying
time. The compositions were initiated with electrical current igniter compositions with
binder were press filled in straw type pipes and dried for 48 hours at 40°C. Burning
time was measured by electronic timer.

109
1-Fuse wire; 2-Igniter composition; 3-Inhibitor
Figure 5. 2: Solid strand for burning rate test
5.3 Results and Discussion
5.3.1 1st Phase of Experiment
Potassium perchlorate is an excellent oxidizer and Zr reaction with it is very
exothermic releasing very hot combustion products. This exothermic combustion
reaction is as given below [34].
2 Zr + KClO4 2 ZrO2 + KCl
Measurements obtained from Parr 6200 Isoperibol bomb calorimeter of the developed
compositions in this phase, showed that calorific value of igniter compositions
exhibited a gradual decreasing trend with rise in Zr content. This is because with the
increase in zirconium wt. % and decrease in wt. % of oxidizer content there is an
access in Zr availability hence an excess of fuel loading. Consequently, the change in
F/O ratio grows higher than the stoichiometric value giving the decrease in value of
heat of explosion/combustion. Pure powdered homogenous mixtures of oxidizer and
fuel obtained in these five compositions and compositions K-6 to K-10 with an
additional 6 % by wt. of NC lacquer were tested and characterized. Maximum
measure value of heat of explosion recorded for composition K-1 (powdered form)
was 6950.09 J/g and value of 6698.87 J/g was recorded for composition K-6 (with 6%
additional binder).
110
All developed compositions were test fired five times to obtain average/mean
recorded values. CV firing was performed to record P-t history with 5.0 g of sample
mass for all samples with and without binder for tests in CV analyses was fired to
record P-t data for compositions with and without binder. P-t data is the basic data
obtained, the P-t profiles with comparative profiles of all investigated formulations are
plotted in Figure. 5.3 and 5.4. P-t data was used to calculate dP/dt and it has been
plotted vs Pas given in Figure. 5.5 and 5.6. the experimental results revealed that the
Pm and dP/dt has decreased with the rise in wt. % of Zirconium in all igniter
compositions. The mean recorded results are presented in Table 5.2.
Figure 5. 3: P-t Profile for composition K-1 to K-5 (comparative)

111
Figure 5. 4: P-t Profile for composition K-6 to K-10 (comparative)
Figure 5. 5: dP/dt vs P for composition K-1 to K-5 (comparative)

112
Figure 5. 6: dP/dt vs P for composition K-6 to K-10 (comparative)
Table 5. 2: CV experimental results
Sample
No.
Mean
Pm
(bar)
Mean
tPm
(ms)
Mean maximum
derivative of
pressure
(dP/dt)m
(bar/ms)
Mean
Cal.
value
(J/g)
Mean
burning
rate
(mm/s)
K-1 404.78 32.50 33.20 6950.09 -
K-2 393.25 25.50 31.95 6711.44 -
K-3 367.59 30.00 30.12 6351.37 -
K-4 355.75 34.50 28.87 6154.60 -
K-5 308.99 42.50 24.92 5890.83 -
K-6 403.14 35.00 32.58 6698.87 3.71
K-7 386.19 29.50 31.95 6372.31 5.51
K-8 379.97 30.00 30.86 6137.85 7.30
K-9 327.39 36.50 26.41 5769.41 8.30
K-10 279.93 53.00 22.27 5250.25 10.30

113
P-t and dP/dt curves exhibit the ballistic performance of the compositions under
examination. With change in F/O ratio the Pm shows a decreasing trend which is
acceptable as with the increase in Zr/fuel wt. % the mean calorific value is also
decreasing. Pm and dP/dt results show that the wt. % of oxidizer gives higher Pm and
rate of pressure change is also high for compositions with low fuel and high oxidizer
wt. %. Oxidizer releases oxygen that reacts with the fuel and consequently for this
reaction to occur some oxidizers require a good amount of energy and some can
release significant amount of energy. KCLO4 has decomposition energy of 37.68 J/g,
positive value proves that it is an exothermic process supporting in energy production
[35, 36]. Fuel reacts with oxygen to form strong chemical bonds, this results in
production of high amount of energy. The values of Pm and dP/dt, for the
compositions without binder are greater as than those obtained from compositions
having additional binder content. The is also exhibited because the compositions
having no binder content are a mixture of fine powders with higher surface area
available for combustion and the ones with binder were in the form of solid granules.
Binder is also contributing factor as it lowers the overall heat of combustion. Several
samples per composition were test fired in solid strand burner at ambient temperature
and pressure to record mean linear burning rates. An optimum F/O ratio gives fast
burning rate. A deviation from the optimum ratio affects the burning rate because of
the decrease in heat of reaction caused by excess of oxidizer or fuel in the
composition. Heat of reaction is reduced as the F/O ratio gets deviated from optimum
F/O ratio and there is excessive amount either ingredient that remains unreacted
offering no input in igniter performance. There is a very visible change in the
appearance of flame in compositions with the rise in wt. % of fuel. As the fuel to
oxidizer ratio approaches the optimum values the flame grows brighter and sharper as
shown in Figure 5.7.
114
Figure 5. 7: Flame with change in fuel content
K-8 formulation gave burning rate of 7.30 mm/s, Pm of 379.97 bars and mean time of
30 ms to Pm, quick ignition and very steady flame. It was finalized as igniter
composition for AP/HTPB CSP BB grain. Igniter composition was reexamined for
reliability of ballistics at ambient and extreme temperature conditioning (-40 °Cand
+50 °C). K-8 was further studied for igniter performance by firing it in igniter body
and later it was used for ignition of CSP BB unit at static and dynamic conditions with
an artillery ERBB round at ambient and extreme temperature conditioning.
5.3.2 2nd Phase of Experiment
5.3.2.1 CV (Temperature Conditioning)
Igniter must withstand extreme thermal stresses once fired in ERBB artillery
ammunition and during hot and cold storage conditions. Igniter composition was
therefore tested in CV after temperature conditioning at +21 °C, +50 °C and -40 °C.
Averaged results are given in Table 5.3. Recorded data has been plotted for P-t curve
after temperature conditioning in Figure 5.8 and 5.9 and for dP/dt vs P, in Figure 5.10
and 5.11.

115
Table 5. 3: Experimental results
Conditioni
ng
temperatu
re
°C
Mean Pm
(bar)
Mean time
to achieve
Pm.
(ms)
Mean
value
dP/dt
(bar/ms)m
Mean
rate of
burning
(mm/s)
+21 379.97 30.00 30.86 7.30
+50 384.04 28.50 30.35 7.70
- 40 375.60 33.50 30.20 7.10
Figure 5. 8: P-t curves after conditioning at +21 °C and -40 °C

116
Figure 5. 9: dP/dt vs P curves after conditioning at +21 °C and -40 °C
Figure 5. 10: P-t curves after conditioning at +21 °C and +52 °C

117
Figure 5. 11: dP/dt vs P curves after conditioning at +21 °C and +52 °C
Performance assessment of igniter composition “K-8 was done in BB unit igniter
assembly which has a steel igniter body and cup as shown in Figure 5.12. Iddon
Leyland hydraulic press was used for filling the igniter cups by applying 30 tons of
pressure for 20 s at ambient temperature. The filled cups were then press fitted in
igniter bodies. Igniter has six holes through which it is initiated from gun propellant
and lets out hot gaseous product to ignite or reignite BB grain. Several igniters were
test fired in static test by electric squibs for consistency and reliability evaluation.
Static testing is shown in Figure 5.13.
1-Igniter Body; 2-Cup; 3-Composition; 4- Igniter holes
Figure 5. 12: Igniter assembly for BB unit

118
1- Shell base; 2-Igniter assembly; 3-Igniter Hot Flame; 4-Igniter Holes after Firing
Figure 5. 13: Static test
The final composition for igniter was repeatedly test fired on static role and it gave
good burning performance without any significant ignition delay. Igniters were test
fired on static level many times to measure the mean mass burning time and linear
burning rate of igniter. Mean mass burning time for igniter was recorded at 6.85 g/s,
mean linear igniter burning rate was recorded at 7.80 mm/s and an average igniter
burning time was recorded at 3 seconds which is in fair agreement with the desired
properties of a good igniter for BB unit. Moreover during repeated tests it was also
observed that after complete burning, igniter holes were found open and free from any
burnt residues blocking these holes as clearly visible in Figure 5.13.
5.3.2.2 BB unit ignition on static and dynamic tests
The examination of BB unit ignition with this latest developed igniter was done at a
static as well as dynamic level. Igniter assembly was fixed in a BB unit as part of an
inert ERBB artillery projectile. The BB unit and its components have been described
in previous chapter. To ignite the BB unit at static level the initiating source used was
an electric. Squib was fixed on igniter composition surface for providing ignition on
static role. After repeated tests it was established that the igniter gives an excellent
performance. Igniter performance for BB unit ignition was also evaluated after
temperature conditioning BB unit at -40°C and +52 °C for 24 hours. The several
ignition results showed that the developed igniter can give very reliable ignition to the
BB unit and it also ensures that the BB unit attains stable burning of BB grain as
shown in Figure 5.14.

119
1-BB housing; 2-Igniter; 3-BB grain; 4-BB unit flame;
5-BB unit; 6- Static test bed
Figure 5. 14: BB unit static test
The BB unit ignition on static test bed by using newly developed igniter provided very
good results. Therefore, based on the confirmatory static test, the igniters were put to
live dynamic firing fitted in the indigenously developed BB unit of 155 mm ERBB
artillery projectiles. The firing of ERBB rounds was done with M198 Howitzer and
the objective was to assess the ignition performance of our developed igniter as a
complete unit in the actual high temperature, pressure, high acceleration and spin rate.
During the trials several artillery rounds were fired after temperature conditioning at
ambient and extreme temperature conditions (-40°C and +52 °C). All ERBB rounds
achieved the expected range enhancement and there was no significant deviation
observed in all trials. The nearly perfect range enhancement is a sound evidence that
the igniter not only brought the BB grain to stable burning but also it did not interfere
in normal projectile flight. The firings were recorded on camera and clear reignition of
fired rounds was observed on leaving the muzzle Figure 5.15. This evidence also
established the successful performance of newly produced igniter.
Hence with the static as well as the field dynamic trials it has been established that
newly developed novel igniter composition “K-8” with Zr/KCLO4 and NC lacquer as
additional binder is a good igniter composition. It was proved that it suitable igniter
for as BB unit equipped with CSP based BB grain as in 155 mm ERBB artillery
projectile.

120
1-BB unit reignition process; 2-Gun muzzle; 3-BB unit reignited
Figure 5. 15: Igniter performance with ERBB projectile
5.4 Conclusion
The objective of this complete work was the study and development of a ZPP based
igniter composition for AP/HTPB CSP BB grain for a BB unit or an ERBB artillery
projectile. With the recorded results, it has now been proved that with the increase in
Zr wt. % and reduction in the oxidizer wt. % the heat of explosion obtained from
bomb calorimeter, Pm and (dP/dt) m recorded in CV tests gave a gradual decreasing
trend. These results are in complete agreements with the earlier developed igniter
compositions for BB unit having different ingredients. Heat of explosion can be
increased by maintaining a higher wt. % of Zr/fuel. However, this resulted in slower
ignition performance, slower rates of burning and consequently, a higher mass
burning time of igniter composition which can negatively affect the projectile
performance. Experimental results proved that composition K-8 is a suitable igniter
composition for AP/HTPB based CSP BB grain. Static test bed tests followed by
dynamic field firings of igniter with BB of ERBB projectile at ambient (+21 °C) as
well as after extreme operational temperature conditioning (-40°C and +52 °C) were
performed successfully. BB units of 155 mm ERBB artillery rounds gave very good
performance in terms of range extension (30%). All experimental and field firing
results proved that the novel igniter composition is recommended for application in
BB units.

121
References
[1]. Ji XB, Liu YG, Li ZF, Yu Q, Gao Y, Zhang HB et al. Thermal behavior of
Al/Zr/KClO4 pyrotechnic compositions at high temperature. Thermochim Acta.
2018;659:55-8. doi:10.1016/j.tca.2017.11.006.
[2]. Pourmortazavi S, Hajimirsadeghi S, Kohsari I, Fathollahi M, Hosseini S. Thermal
decomposition of pyrotechnic mixtures containing either aluminum or magnesium
powder as fuel. Fuel. 2008;87(2):244-51.
[3]. Hosseini SG, Pourmortazavi SM, Hajimirsadeghi SS. Thermal decomposition of
pyrotechnic mixtures containing sucrose with either potassium chlorate or
potassium perchlorate. Combustion and Flame. 2005;141(3):322-6.
[4]. Shimada S. Thermosonimetry and thermomicroscopy of the decomposition of
NaClO4 and KClO4. J Therm Anal. 1993;40(3):1063-8.
[5]. Lee J-S. Thermal properties and firing characteristics of the Zr/KClO4/Viton A
priming compositions. Thermochim Acta. 2002;392:147-52.
[6]. Lee JS, Lin LK, Lin CH, Chen PJ, Huang CW, Chang SS. A Study of Zirconium
Potassium Perchlorate Primer Mixtures. Thermochim Acta. 1990;173:211-8.
doi:Doi 10.1016/0040-6031(90)80606-Y.
[7]. Han DH, Sung HG, Ryu BT. Numerical Simulation for the Combustion of a
Zirconium/Potassium Perchlorate Explosive inside a Closed Vessel. Propell Explos
Pyrot. 2017;42(10):1168-78. doi:10.1002/prep.201700068.
[8]. Berger B, Brammer AJ, Charsley EL. Thermomicroscopy studies on the
zirconium potassium perchlorate nitrocellulose pyrotechnic system. Thermochim
Acta. 1995;269:639-48. doi:Doi 10.1016/0040-6031(95)02671-1.
[9]. Pourmortazavi S, Fathollahi M, Hajimirsadeghi S, Hosseini S. Thermal behavior
of aluminum powder and potassium perchlorate mixtures by DTA and TG.
Thermochim Acta. 2006;443(1):129-31.
[10]. Zhu C-G, Wang H-Z, Min L. Ignition temperature of magnesium powder and
pyrotechnic composition. J Energ Mater. 2014;32(3):219-26.

122
[11]. de Barros L, Pinheiro APM, Camara JD, Iha K. Qualification of
Magnesium/Teflon/Viton Pyrotechnic Composition Used in Rocket Motors
Ignition System. J Aerosp Technol Man. 2016;8(2):130-6.
doi:10.5028/jatm.v8i2.596.
[12]. Zygmunt A, Cieslak K, Golofit T. Magnesium - an Important Component of
High-Energy Compositions. J Elementol. 2014;19(2):617-26.
doi:10.5601/jelem.2013.18.4.450.
[13]. Youssef EM, Radwan MA, Mostafa HE, Hadhoud MK. Low Signature
Advanced Base Bleed Grains. IJSER. 2015;6(12):6.
[14]. McCoy R. Modern Exterior Ballistics, Schiffer Military History. Atglen, PA;
1999.
[15]. Brody F, Snelling L, Steinle M, editors. A High Volume Cost Effective
Manufacturing Process for the Production of Propellant Grains for Base Burning
Artillery Projectiles. 1986 JANNAF Propulsion Meeting, CPIA Publication.
[16]. Murthy S, Osborn J. Base flow phenomena with and without injection-
Experimental results, theories, and bibliography. Aerodynamics of base
combustion(A 76-37230 18-02) New York, American Institute of Aeronautics and
Astronautics, Inc. 1976:7-210.
[17]. Fetherolf B, Chen D-M, Snyder T, Litzinger T. Ignition and combustion
behavior of MTV igniter materials for base bleed applications. Int J Energ Mater
Ch. 1991;1(1-6).
[18]. Koch EC. Metal-fluorocarbon-pyrolants: III. Development and application of
magnesium/teflon/viton (MTV). Propell Explos Pyrot. 2002;27(5):262-6. doi:Doi
10.1002/1521-4087(200211)27:5<262::Aid-Prep262>3.0.Co;2-8.
[19]. Bhingarkar V, Gandhi H, Phawade P, Singh H. Sensitivity and thermal analysis
of MTV igniter compositions. Energetic materials- Modelling of phenomena,
experimental characterization, environmental engineering. 1999:72-1.
[20]. Peretz A, editor. Some theoretical considerations of metal-fluorocarbon
compositions for ramjet fuels. International Symposium on Air Breathing Engines,
8 th, Cincinnati, OH; 1987.
123
[21]. Gocmez A, Yilmaz GA, Pekel F, Ozkar S. Development of MTV compositions
as igniter for HTPB AP based composite propellants. Propell Explos Pyrot.
1999;24(2):65-9.
[22]. Woo JSHaSH, editor. Development of an Ignition Composition For Igniter of
Base Bleed Unit. 18th International Pyrotechnics Seminar; 1992.
[23]. Valenta F, editor. MTV as a pyrotechnic composition for solid propellant
ignition. Proceedings of 13th International Pyrotechnics Seminar; 1988.
[24]. Spasojevic̈ I, Batinic̈‐Haberle I, Baris̈in D. Functional and chemical
characterization of the aging process of an igniter. Propellants, Explosives,
Pyrotechnics. 1993;18(2):89-92.
[25]. C. van Driel JLaJM, editor. Aging of MTV. Proceedings of the 25th
International Annual Conference of ICT; 1995.
[26]. Pourmortazavi SM, Babaee S, Marashianpour Z, Kohsari I. Stabilizing of
magnesium powder by microencapsulation with azidodeoxy cellulose nitrate. Prog
Org Coat. 2015;81:107-15.
[27]. Pourmortazavi SM, Babaee S, Ashtiani FS. Statistical optimization of
microencapsulation process for coating of magnesium particles with Viton
polymer. Appl Surf Sci. 2015;349:817-25.
[28]. Bement LJ, Schimmel ML. A manual for pyrotechnic design, development and
qualification. 1995.
[29]. Berger B, Charsley EL, Warrington SB. Characterization of the Zirconium
Potassium Perchlorate Nitrocellulose Pyrotechnic System by Simultaneous
Thermogravimetry-Differential Thermal-Analysis Mass-Spectrometry. Propell
Explos Pyrot. 1995;20(5):266-72. doi:DOI 10.1002/prep.19950200508.
[30]. Lee J-S, Lin L-K, Huang P-J, Chen S-Y, Ch'en P-J, Huang C-W et al. Thermal
behaviour and firing characteristics of Zr/KClO4 primer mixture containing
different particle sizes of zirconium. Thermochim Acta. 1991;181:329-36.
[31]. Grivell M. The closed vessel test and determination of ballistic properties of gun
propellants: WEAPONS SYSTEMS RESEARCH LAB ADELAIDE
(AUSTRALIA)1982.

124
[32]. Marvin R. Theory of the interior ballistics of guns: by J. Corner. 443 pages,
illustrations, 15× 24 cm. New York, John Wiley & Sons, Inc., 1950. Price, $8.00.
Pergamon; 1951.
[33]. Mehta P, Shetty CP, Pundkar RN, Shekhar H. Effect of Loading Densities in
Closed Vessel Tests on the Burning Rate of a Propelling Charge. Defence Science
Journal. 2015;65(2):126.
[34]. Khan A, Malik AQ, Lodhi ZH. Development and Study of High Energy
Igniter/Booster Pyrotechnic Compositions for Impulse Cartridges. Cent Eur J
Energ Mat. 2017;14(4):933-51. doi:10.22211/cejem/76881.
[35]. Shidlovskiy A. Principles of pyrotechnics. American Fireworks News; 1997.
[36]. Conkling JA, Mocella C. Chemistry of pyrotechnics: basic principles and theory.
CRC press; 2010.

125
Chapter 6 : BB unit and ERBB Artillery
projectile Trials
6.1 Summary of the Present Research Work
Artillery ammunition is being continuously developed and modified for improvement
in range and lethality since past few decades. The research and latest developments
have brought significant improvements in achieving range enhancements with
accuracy. In past few decades the BB technology has been applied to a different kind
of projectiles worldwide. With the improvements in BB systems by application of
CSP and reliable pyrotechnic igniters the range of the order of 30% has been
enhanced. BB technique is now accepted worldwide as the most effective technology
to eliminate or reduce base drag. This gain in range is higher for large caliber and long
rage projectile with a low drag streamlined profile. This is the most effective approach
in the supersonic domain of projectile velocity.
A BB grain is housed in a chamber normally made of high strength steel or a metal
alloy with superior mechanical properties. This BB unit is located or forms the base of
an artillery projectile. CSP grain burns at a controlled rate and mass injection occurs
at the base of the projectile through a hole during flight. The purpose of the hole is
different from the nozzles in rocket systems as in this case there is little to no thrust
produced during the BB effect.
Present study was based on research and development of CSP for BB grain with a
suitable and reliable igniter composition. After trying many compositions and
experimental evaluations a new AP/HTPB based CSP composition for BB grain
development was selected and BB grains of a specific geometry were produced.
Likewise, for very first time Zr/KClO4 composition was developed for BB unit and
tested for ignition effect and reliability to operate in very harsh temperature and
pressure conditions of gun chamber.
Theoretical studies and calculations can be done to find solutions to the BB
effect and its effect on range. As the process is very complex and challenging
therefore only dynamic firings and field trials with artillery gun can prove the
reliability and performance of BB system. A complete BB unit was assembled with
155mm ERBB artillery projectile for confirmatory performance tests on static test

126
beds followed by the most important part, field trials with M198 HOW by firing live
high explosive (HE) ERBB shells. Field trials were conducted to examine the BB unit
ignition, consistency and performance in terms of range enhancement for the complete
projectile with desired accuracy.
6.2 Experimental
6.2.1 Ammunition Assembling
6.2.1.1 BB unit
The propellant grain used in this work is composed of two monolithic halves/segments
separated by small spacers Figure 6.1. The BB unit consists of a BB grain placed
inside a combustion chamber (unit housing) having a discharge hole made in the form
of a cupola ring which can hold grain in place, an igniter assembly which is part of BB
unit fixed in the base of shell, a spacer disk and high temperature rubber sealing ring.
1-BB housing; 2-Spacer disk; 3-Sealing ring; 4-Igniter; 5-BB grain complete (two
halves)
Figure 6. 1: Complete BB unit
6.2.1.2 155 mm ERBB Projectile
The 155 mm ERBB projectile is a long-range artillery projectile HE filled in it for
maximum destruction at target by blast and fragmentation effect. This round is very
defective against infantry and semi hard targets. It can be fired from M198 HOW with
different gun propellant charges as per the desired range against semi hard targets. The
BB unit was assembled on the projectile on an assembling plant. The components of
complete shell and its assembling setup is shown in Figure 6.2. The BB unit was fixed

127
in the base of projectile by hydraulic assembling system. The ERBB shell was over all
a one-piece projectile having a BB system at its bottom. The summary of the technical
properties of the 155 ERBB projectile are as give in Table 6.1.
1-Hydraulic BB unit assembly setup; 2-BB unit; 3-ERBB assembled projectiles
Figure 6. 2: Assembling 155 mm ERBB rounds
Table 6. 1: Technical specifications of 155 mm ERBB shell
Serial No. Technical characteristic Data
1 Empty shell wt. (kg) 29
2 HE is filling wt. (kg) 8
3 Filled shell wt. (kg) 37
4 Fuze wt. (kg) 0.90
5 BB grain wt. (kg) 1.4
6 BB unit wt. (kg) 4.432
7 ERBB shell wt. (kg) 43.33
8 Length of shell (mm) 884
9 Muzzle velocity at charge-7 (m/s) 580
10 Muzzle velocity at charge-8 (m/s) 700
11 Max. range with charge-7 (m) 19000
12 Max. range with charge-8 (m) 24000

128
6.2.2 Equipment for trials
6.2.2.1 Static Test Bed
The test bed specially designed for installing a BB unit on a dummy 155 mm shell and
equipped with electronic initiating system has been used for static firings of BB unit
Figure 6.3.
Figure 6. 3: Static test bed
6.2.2.2 M198 HOW
M198 HOW, a towed 155 mm medium artillery gun has been used for technical trials
of ERBB projectiles. It can fire non-fixed ammunition including variety of projectiles
and propellant charges. Range of 18,000 m is achieved with standard M107 projectile
which can be increased up to 30,000 when ERBB projectiles are used and fired with
propellant charge-9. The gun is operated by 9 crew members and can fire 4
rounds/min at maximum rate of fire.
6.3 Results and Discussion
The trials of BB unit began with tests on static test bed at ballistic range Pakistan
Ordnance Factories. In the next level, final tests were done on M198 HOW gun at
artillery proof range of 40 km length.
6.3.1 Static Tests
These tests were performed to determine the initiation of BB grain, combustion
behavior, flame, burning time and mass burning rate. The BB unit was installed on a
dummy 155 mm shell to produce an actual display of the BB unit burning effect. The

129
unit was fitted with complete BB grain and igniter assembly. The BB grain igniter was
initiated electronically which initiated BB grain Figure 6.4.
Figure 6. 4: Igniter ignition with squib
All security precautions were taken care of and complete operation was controlled
from a secure control room and recorded. The static firings were performed multiple
times for each batch of BB propellant for confirmatory tests. To assess the BB grain
burning behavior in different temperature zones the BB units were test fired after
temperature conditioning at 20 °C, -40 °C and +52 °C for 24 hours, Figure 6.5.
Figure 6. 5: BB unit conditioned at -40°C
During several BB unit firings, it was observed that the ignition of BB igniter and
simultaneous ignition of BB unit was instant, and every firing produced similar results
as shown in Figure 6.6. It was established that the developed igniter and of BB grain
had requisite properties to ignite on muzzle exit and produce base ejection of hot

130
gases. The complete BB unit firings were performed since the reproducibility of BB
unit ignition and stable burning of BB grain is of paramount importance to counter the
base drag and produced desired results in shape of range enhancement of the order of
30%. The averaged results are given Table 6.2.
Figure 6. 6: Ignition to stable burning of BB unit
Table 6. 2: Static test results
Temperature
Conditioning
(°C)
Burning rate
(mm/s)
Burning time
(s)
+21°C 1.08 32
+52°C 1.15 30
-40°C 1.03 34
The static burning rate at +21°C is 31s and static burning rate is 1.1 mm/s which is in
fair agreement with the reported data. The burning time increased to 33 sec after
conditioning at -40°C which shows that the burning rate reduced as it’s known that the
initial temperature is an important factor that influences propellant burning rate. The
burning rate reduced by 4% at -40°C and after conditioning at +52°C the burning rate
increased by 7%.
6.3.2 Field Trials
Aeroballistics range firing trials are mainly done to study the projectile in actual flight
from gun to the target. This is the final testing method to study the free flying artillery
shell with a BB system. As the projectile is fired from a gun on the range, the initial

131
phase of the projectile flight as well as the initiation of BB unit can be observed and
recorded clearly by employing high speed video recording camera. These gun trials
provide the ultimate method of testing the performance ERBB projectiles.
In this part of our work, the newly developed CSP BB grain and igniter assembled
into a BB unit of a 155 mm ERBB projectile was put to real test for evaluating its
performance in flight. The main parameters that were examined and evaluated in
initial dynamic field trials were the ignition of BB unit on muzzle exit and its
performance in flight, its reliability and consistency and projectile range enhancement.
The firing was performed with M198 HOW over artillery proof range of about 40 km
in length. These trials were performed with Charge-7(M4A2) and Charge-8
(M119A2) in the initial phase of development work, Figure 6.7.
1-Gun propellant (Charge-8); 2-155 mm ERBB shell ready form loading; 3-M198
loading
Figure 6. 7: 155 mm ERBB projectile fire with M198 HOW
The ignition process right from the muzzle exit and range achieved were recorded by
observers at gun point and observation posts along the range, Figure 6.6. Doppler
radars were used to record muzzle velocity and trajectory of flight was also recorded
as part of very important factors to assess projectile performance. The trial results of
projectiles fired with charge-7 and charge-8 are given in Table 6.3.

132
Figure 6. 8: BB unit ignition
Table 6. 3: 155 mm ERBB trial results with charge-7
Round
No. Conditioning Charge Deflection Elevation
Muzzle
velocity
(m/s)
Chamber
pressure
(Kg/cm2)
Achieved
range
(m)
1
21°C
7 1622 757 575.16 1580 18400
2 7 1622 757 576.31 1593 18425
3 7 1622 757 575.35 1582 18410
4
52°C
7 1622 757 574.10 1570 18460
5 7 1622 757 584.65 1600 18604
6 7 1622 757 580.02 1590 18650
7
-40°C
7 1622 757 570.35 1572 18210
8 7 1622 757 574.20 1580 18305
9 7 1622 757 567.49 1564 18125
In this first phase the gun propellant used was chrager-7. First two rounds were
conventional M107 shells fired as warmers followed by firing of nine ERBB rounds
after different temperature conditioning as given in Table 6.2. The firing results
recorded in the very first field trials demonstrated the success of BB unit and the

133
average range achieved on charge-7 at given elevation is about 18500 m with an
average muzzle velocity of 575 m/s. This enhancement in range is about 25% -30% in
comparison with the inert projectile depending on the elevation and muzzle velocity.
Thus, this proved that he developed BB unit decreases the base drag. With the
confirmation of BB performance at charge-7, second stage of trials were formed with
charge-8. The results obtained are given in Table 6.4.
Table 6. 4: 155 mm ERBB trial results with charge-8
Round
No.
Temperature
Conditioning Charge Deflection Elevation
Muzzle
velocity
(m/s)
Chamber
pressure
(Kg/cm2)
Achieved
range
(m)
1
21°C
8 1662 804 703.09 2507 23500
2 8 1662 804 688.73 2465 23550
3 8 1662 804 690.15 2472 23380
4
52°C
8 1662 804 709.15 2505 23600
5 8 1662 804 725.95 2552 23690
6 8 1662 804 715.86 2514 23562
7
-40°C
8 1662 804 700.10 2490 22990
8 8 1662 804 698.90 2476 22960
9 8 1662 804 729.78 2574 23300
The firing was conducted using gun propellant charge-8 and with an average mv of
700 m/s. The range obtained is above 23000 m which is again a very encouraging
result as the enhancement of 25-30% has been archived. The trials were performed in
day light, still the images recorded clearly provided evidence of BB unit ignition right
after the projectile leaving the muzzle. There were also images of BB unit reignition.
The functioning of igniter and BB grain at extreme pressure and acceleration
conditions was confirmed.
From the outset, it must be known that the BB unit is a system that can only reduce or
eliminate the projectile base drag, and it does not apply any thrust during the flight.
Therefore, the dispersion is not a serious issue other than the one caused by
malfunctions in BB unit performance resulting in variations in base drag reduction.

134
This type of malfunction can increase or decrease the dispersion in range only. The
deflection dispersion is not affected due to BB unit performance variations. A full,
developed BB unit gives very reproduceable results in terms of base drag reduction by
BB effect. The performance is achieved as such that there is no increase in range
dispersion keeping it in the allowed limits for ammunition acceptance.
6.4 Conclusion
The BB unit is a very simple form a CSP motor and it’s apparently a very simple
system having no electronic controls or moving parts. It is nevertheless obvious that
the BB process is a very complex one and there are several conditions that are to be
controlled in order to achieve good reproducible results under all environmental
conditions. Experimental tests for development of parts of complete BB unit are of
utmost importance. In this chapter we reported two most crucial testing methods for
performance evaluation of BB units. The test firing of complete BB units under actual
operation environment with artillery piece has been presented. Achieved results
shown in this report have confirmed the successful development of BB unit. Range
enhancement as well as the evidence of quick and stable BB unit ignitions were
recorded. Performance of newly developed BB grain composition and related igniter
composition has been evaluated under very high pressure, temperature, rate of rotation
(200-300 rotations per sec) and acceleration.
The upshot of these trials is that range extension to the tune of about 30% was
achieved by employing a novel CSP composition with a matching igniter developed
during the reported work in this study.

135
Chapter 7 : Conclusion and Future
Recommendations
7.1 Conclusion
Range extension is an essential and perpetual requirement for gun ammunition while
gun systems are very expensive to replace. Therefore, the modifications and
improvements in the existing ammunition is done to get the desired range
enhancements. There are many methods to extend the projectile range. BB unit is one
of the devices used to decrease base drag (due to partial vacuum at projectile base-
50%) to enhance the range in consequence. The present work was an effort to develop
a novel AP/HTPB based CSP BB grain by a simplified method together with the
development of zirconium and potassium perchlorate Zr/KClO4 based corresponding
igniter for ignition of BB grain inside gun and muzzle exit.
In order to accomplish the successful production of BB system, development of new
CSP compositions together with igniter compositions having the appropriate ballistic
and mechanical properties was conducted. In the present research work, efforts have
been made to study various CSP compositions at lab scale for evaluation of ballistic
parameters and high-pressure CV technique was employed for the first time to tune
the ballistic properties of BB grain. The newly developed CSP and igniter
compositions were studied for burning rate, pressure-time data, rate of change of
pressure and heat of explosion and were found in fair agreement with existing data.
The selected composition for BB grain was also characterized through different
analytical techniques including Scanning Electron Microscopy (SEM), Differential
Scanning Calorimeter (DSC) and Bomb Calorimeter to study its morphological and
thermal cum kinetic parameters.
The lab scale developed composition was then produced on pilot scale employing a
horizontal twin sigma blade planetary kneading machine (50 ltr capacity). To produce
BB grains of a specific geometry moulds were designed having inhibitors housed
inside mould cavity. This enabled easy casting of CSP, curing and easy extraction of
fully inhibited BB grain avoiding the machining and inhibitor application process.
136
Selected igniter composition was filled in igniter cups by hydraulic press. All the
safety precautions required during manufacture, filling and formulation of explosives
were ensured to avoid any untoward incident. All batches produced for BB grain were
evaluated and desired parameters of burning rate, density and mechanical properties
were obtained. Functional test of BB grain was done on static test bench and igniters
were evaluated several times on igniter testing setup for ignition, flame study and
burning time. The complete BB unit was test fired on static test bed. On confirmation
of BB unit ignition and burning performance, these units were fixed with 155 mm
artillery projectiles (ERBB). Modern 155 mm gun, M198 HOW, was used for
dynamic trials of the complete ERBB projectiles for performance evaluation and
consistency. Range enhancement to the tune of 30% in all trials was achieved which
stamped the performance and success of BB grain composition and igniter, developed
during the ibid studies. During the experimental optimization of CSP, focus was on
following:
a. Obtain a BB grain with suitable mechanical properties (tensile strength of 1
N/mm2 and elongation of 30%) to ensure structural strength during gun trials.
b. Achieve required burning rate (1.0 mm/s).
c. The BB propellant density of about 1.5 g/cm3 was achieved.
d. Reduce mixing time and tooling requirements including fixing of inhibitors
causing production delays.
e. Accomplish pilot scale production of BB units incorporating the BB grain and
igniter with best properties giving good performance in BB gas generators.
In a nutshell, the present research vis-à-vis the development of the novel CSP
composition with matching igniter composition for BB unit has provided a new
insight in the range extension of existing guns. The successful test firing of the pilot
scale lots has great potential for plant scale production besides providing useful data
in the academic domain in the form of comprehensive work.
7.2 Future Recommendations
The ERBB shell and complete BB units are of utmost importance for range
enhancement of artillery projectiles. In this work some of the more important test
methods and "experimental procedures now in use have been presented. Based on this
formulation and successful production of inhibited BB grains for pilot lot,
manufacturing can be done in a large-scale horizontal kneading machine easily to
137
produce CSP BB grains on large scale at a low cost as the net outcome of this work.
Following work is recommended for future developments in this project.
a. The ERBB projectile be fired with Charge M203 (muzzle velocity 826 m/s)
with M198 gun for range assessment.
b. ERBB projectile should be redesigned and equipped with rocket assistance for
the development of ERBB-RA projectile (Extended Range Base Bleed –
Rocket Assistance).


















