
Design For Manufacturing - Design For Productivity · DESIGN FOR MANUFACTURING for Productivity ......
4
DESIGN FOR MANUFACTURING for Productivity • ............... ons Reducing the numb er of a product's components and its manufacturing steps star ts in the design phase. R USS GAGER Technic al Editor Designing for productivity is a pro- cess which combines both design and manufacturin g disciplines. A sere, ...' may be a quick and easy solution to hold two assemblies together for a designer, but for the manufacturing dep ar tment, driving t hat screw for hundreds of thousands of pa rts in- stead of making the assembly snap-fit can cost far more than the design time saved. Simplifying an assembly by reduc- ing the number of parts can also pro- vide astronomical savings for a com- pany mass producing products. Many times, even the costs of additional design time, ret ooling, specialty fas- teners . and new materials do not out- weigh the savings generated by the more efficient design. Whether manual or aut omatic as- semblv is used is many t imes less important than that analysis to simplify the assembly was done. Some companies have simplified an assem- blv, done a cost analvsis on automat- ing it, and decided to"s tay with manu - al assembly. But those cost savings frum simplification of the assembly remain, and sometimes are even larg- er because there is no additional capi- tal expense from the automated equi pment to payoff. The basic princi ples of Design for Productivity were outlined by Geof- frey Boothroyd and Pete r Dewhurst of the University of Rhode Island (for- merly of the University of Massachu- sett s). Boothroyd and Dewhurst have developed a software syste m for IBM PC, XT, AT and compatible personal comp uters which encapsulates their Design for Assembly Handbook. A -I5-minute ins tr uctional videotape is also available. The handbook and software det ail a svstern which uses numbers to evalu- ate whether a product is being assem- bled most efficiently . The seven soft- ware programs ope rate by entering the names of a product's part s on the scree n and answer ing basic questions about each part. As each question is answered, a worksheet is automatically created on the computer scree n. Complete analy- ses for the basic assembly syste ms are printed out after the questions are answered. Boothrovd and Dewhurst are also work ing on a Design for Elect ronic Assembly handbook to analyze t he most efficient methods of assemb ling components on a circuit board. Anoth- er way of speeding the design f or assembly analysis is also being inves- tigated. This met hod would include the software in systems so that ultimately t he manufactu r ing cost of a product 01' assembly could be dete rmined by pressing a button with a minimum of input s. DFA an aly sis u sed extensively Many companies are using design for assembly analysis regularly. Hitachi has been teaching a meth od f or years. X ero x and IBM teach its employees the entire Boothroyd/Dewhurs t sys- tem . IBM offers a two-dav seminar un Design for Assembly methodology at regular intervals at its IBM Corpo- rate Quality Institute. "\Ve st ress the idea that successful assembly automation hinge s upon purposeful design for automatic as- sernblv." says Morr is Krakinowski, a senior"engineer at IBM. A major project at IBM involved design f or assembly evaluation of 1,300 drawings that make up 50 sub- assemblies. A funct ional prototype was developed and then analyzed for manufactur ability, U \Ve run the design analysis soft- ware on an IBM PC, which requires no programmi ng skills," s ays Kra kinows ki. " But if users are not ca ref ully introduced to the system, the results can he somewhat mislead- ing. "The terminology is simple, but the meaning of the te rms are rigorously defined. For example, the meaning of a te nn such as 'part is easy to handle' may appear self-evident, but it has a very specific meanin g in t he context of the analysis syst em. That is why we use the two-day workshop to intro- duce users to the subject and give them enough of a working knowledge of the system." Gen era l Electr ic has been conduct- ing Design for Assembly workshops throughout the company. They have resulted in reduction of parts require- ment s by an average of20percent and cut assembly labor by an av erage of percent. Handling and inventory costs have also bee n redu ced due to the improved de signs. The sessions are led bv two DFA from GE, The" first day explains DFA evaluation and breaks the group of 20 att endees from design engineering, manufacturing and quality pers onnel into small teams which each analyze two practice as- semblies. On the second dav, the small tea ms analyze their own products, Then on the third dav , the tea ms brainstorm ideas to improve each product's as- semblv, At Black & Decker , the Boothroyd De whurst design fur assembly tech- nique has been used ext ensively. One product which has used it is a specially designed, high-strength flashlight for firefight ers called the Sun Lance.
Transcript of Design For Manufacturing - Design For Productivity · DESIGN FOR MANUFACTURING for Productivity ......

DESIGN FOR MANUFACTURING
for Productivity•...............ons
Reducing the number of aproduct's components andits manufacturing stepsstar ts in the designphase.
RUSS GAGERTechnical Editor
Design ing for product ivity is a process which combines both design andmanufacturing disciplines. A sere,...'may be a quick and easy solut ion tohold two assemblies togethe r for adesigner , but for the manufact ur ingdepart ment , dr iving that screw forhundreds of t housands of parts instead of mak ing the asse mbly snap-fitcan cost far more than the design timesaved.
Simplifying an assembly by reducing t he number of parts can also provide ast ronomical savings for a company mass producing prod ucts . Manytimes , even th e costs of additionaldesign t ime, ret ooling, specialty fasteners. and new materials do not outweigh the savings generate d by themore efficient design.
Whet her manual or automatic assemblv is used is many t imes lessimportant t han t hat th~ analysis tosimplify the assembly was done. Somecompanies have simplified an assemblv, done a cost analvsis on automating it, and decided to"stay with manu al assembly. But t hose cost sa vingsfrum simplificat ion of t he assemblyremain, and sometimes are even larger because there is no addi tional capital expense from t he automatedequi pment to payoff.
The basic princi ples of Design forProductivity were outl ined by Geoffrey Boothroyd and Pete r Dewhurstof the University of Rhode Island (for-
merl y of t he University of Massachusetts). Booth royd and Dewhurst havedeveloped a soft ware system for IBMPC, XT, AT and compatible personalcomputers which encapsulates t heirDesign for Assembly Handbook. A-I5-minute instruct ional videotape isalso available.
The handbook and software detail asvstern which uses numbers to eva luate whether a product is being assembled most efficiently . The seven software prog rams operate by ente r ingt he names of a product 's parts on t hescree n and answering basic quest ionsabout each part.
As each quest ion is answered , aworksheet is automatically created ont he computer scree n. Complete analyses for t he basic assembly systems arepri nted out after t he quest ions areanswe red .
Boot hrovd and Dewhu rst are alsowork ing on a Design for Elect ronicAssembly handbook to analyze t hemost efficient meth ods of assemb lingcomponents on a circuit board. Anoth er way of speeding t he desig n forassembly ana lysis is also being invest igated. This met hod would includethe soft ware in CAD/CA~I systems sothat ult imately t he manufactu r ingcost of a product 01' assembly could bedeterm ined by pressing a button witha minimum of input s.
DFA analysi s used extensivelyMany companies are using design forassembly analysis regular ly. Hitachihas been teaching a method for years.Xero x and IBM teach its employeesthe entire Boot hroyd/Dewhurst system .
IBM offers a two-dav se minar unDesig n for Assembly methodology atregular intervals at its IBM Corporate Quality Insti tute.
"\Ve st ress the idea t hat success fulassembly automation hinges uponpurposeful design for automati c assernblv." says Morris Krakinowski, asenior"enginee r at IBM.
A major project at IBM involveddesign for asse mbly evaluat ion of1,300 drawings t hat make up 50 subassemblies. A funct ional prototypewas deve loped and then analyzed formanufacturability,
U\Ve run the desig n analysis software on an IBM PC, which requiresno programmi ng s k ills, " saysKra kinows ki. "But if users are notcarefully introduced to t he system,the result s can he somewhat misleading.
"The te rminology is simple , but themeaning of t he te rms are r igorouslydefined . For example, the mean ing ofa te nn such as 'par t is easy to handle'may appea r self-evide nt , but it has avery specific meanin g in t he context ofth e analysis system. That is why weuse th e t wo-day workshop to introduce users to t he subject and givethem enough of a working knowledgeof t he system."
General Electric has been conducting Design for Assembly workshopsthroughout t he company. They haveresulted in reduct ion of part s requirements by an average of20 percent andcut asse mbly labor by an average of ~Opercent. Handling and inventory costshave also bee n redu ced due to theimproved designs.
The 2~-da\' sessions are led bv twoDFA consult~nts from GE , The" firstday explains DFA evaluat ion andbreaks t he group of 20 attendees fromdesign engineer ing, manufacturingand quality personnel into small teamswhich each analyze two practice assemblies.
On the second da v, th e small teamsanalyze their own produ cts, Then onthe third dav, t he teams brainstormideas to improve each product' s assemblv,
At Black & Decker, the BoothroydDewhurst design fur assembly technique has been used ext ensively. Oneproduct which has used it is a speciallydesign ed , high-st rength flashlight forfirefighters called t he Sun Lance.

Designing automated manu facturing for the Type 91 relayat Hamilton Standard Controls in Logansport , Ind . resu ltedin a Iw bstantiul reduction of direct labor. h i the photo at theupper right is sluJlcn robotic assembly ofthe magnetic subassembly and term ina! block subassembly. hi the photo at
bottom right is robotic assembly of the niocab!e contact» andactua tor to the terminal block w~sembly . Shown in the largephoto at left is final assembly rireting (~f the term inal blocka lUl magnetic subassembly. Behind the feeder bouls , term iIInls (I re solde red.
Sequential stacking motions are usedfor this n"hirl/xH)1 mClium cleonamotor assembly (the enclosllre of whichis sluncn being inserted on the line). Theassembly cOl/si."lts of the electronic controle. f onr screws, a mounting bracket ,the seal ami then the motor
The number of parts on the flashlight were reduced from 30 to 10 andt he number of manufacturing processes dropped from 16 to five. Asse mbly t ime was reduced by 60 percent. Among t he techniques usedbesides design for assembly tec hniques were eliminating adhesivebonding and solder ing.
Hamilton Standard Cont rols, a unitof United Technologies, has also designed many of its products for prod ucti vit y usi ng t he Boot hr oydDewhu rs t app roach. Besides t heirelectronic cont rols, the company hasalso used desig n for product ivity int he manu facture of two relays.
Direct labor on t he Type 91 relay
was substantially red uced by designing it for automation. There was nonet reduction in parts or assemblyopera t ions, but some of t he metal fabrication processes were changed sothey were more consistent. The use offeeder bowls, pick and place machines , and automated tes ting resulted in t he labor redu ction. Within

Xerox, IBM, GE, Whirlpool and Black & Deckerhave used design for productivity extensively.
four months, the line was running at70 to 80 perce nt of its rated out put.
The T~'I'" 1:14 re lay was designedusing the knowledge the company hadgained by redesigning th e TYI'" 91product ion line. The covel' and base ofthe 1:14 relay snaps toge ther insteadof using screws, and fly w indingequipment , which is new to the company , will be used to wind wire on therela v's bobbin.
The st andar d wind ing met hodwhich had been in use involved putting the re lay's bobbin on an arbor androtat ing it at high speed. But since the
184 re lay has terminals which are longrelative to most re lay bobbins, t herewas the possibility that t he cent rifugal force of rotating the bobbin wouldthrow the terminals out of place. Butwith the fly winding equipm ent , t hismishap won't be poss ible because thebobbin will be stationa rv and the flverwill rotate the wire around it. •
The company also has a proprietaryway of maintaining the critical dimension bet ween the magn et core and thepivot point of the armature , A patentis being applied for it.
Designing vacuum cleanersWh en desig ning its new vacuumcleaner line , Whirlpool used seve raldesig n for productivity met hods includin g th e Boothroyd Dew hurstmeth od. One meth od used was classifying parts by their material propert ies and de si gni ng t he m to bemulti functional.
An ex ample of this is the wraparound bumpe r on the canister vacuum
cleaner. It serves not only as a bumper , but as a seal for the dust bagcove r.
The motor mount, which is made ofan injection moldable thermoplast icrubber , also se rves as a vibrationaldampe ning mount and as a se al toseparate the two vacuum chambers ofthe machine.
Another produ ctivi ty meth od wasto class ify part s by production toolingprocesses by incorporating more features into one mold. The number ofparts and molds were reduced in several locations of the canister vacuumcleaner.
A new sw ive l caste r design reducedt he number of parts from 20 to foul'.The base of the caniste r includes th esupport for the real' wheels and isretained by snap catche s. The fronthandle on the base also se rves as abumper support, and the base includes the cord reel support.
The net benefit of these sophist icated too ling ideas was that the molds
Difficult to assemble Preferred
Thi s slot would be hard to detect
The parts in the 100rer IV/(' were redesigned fur ,'iy m met r y .'iO the poes lblenumber (~" o,.ielltat iol1s was kept loU'.
Sett-tix turina (~" IXl ,.ts iritl. notches orgu ide pillS mn ('(Ise assembly .
This part could be orient ed in any direction.
These parts can be oriented only one way .
Hole to accept notched partHole to acceptswaged part
~~~~v~"D'tsbaped hole/
Chamfer to help orient s lot
External teatures C(l1I be added 10 orient !HII'fN.
If par t» C(J n't be des igned s yUlllletrica lly , their as ym met ry should be inc reased IW
they CUl l be orien ted ollly one way .
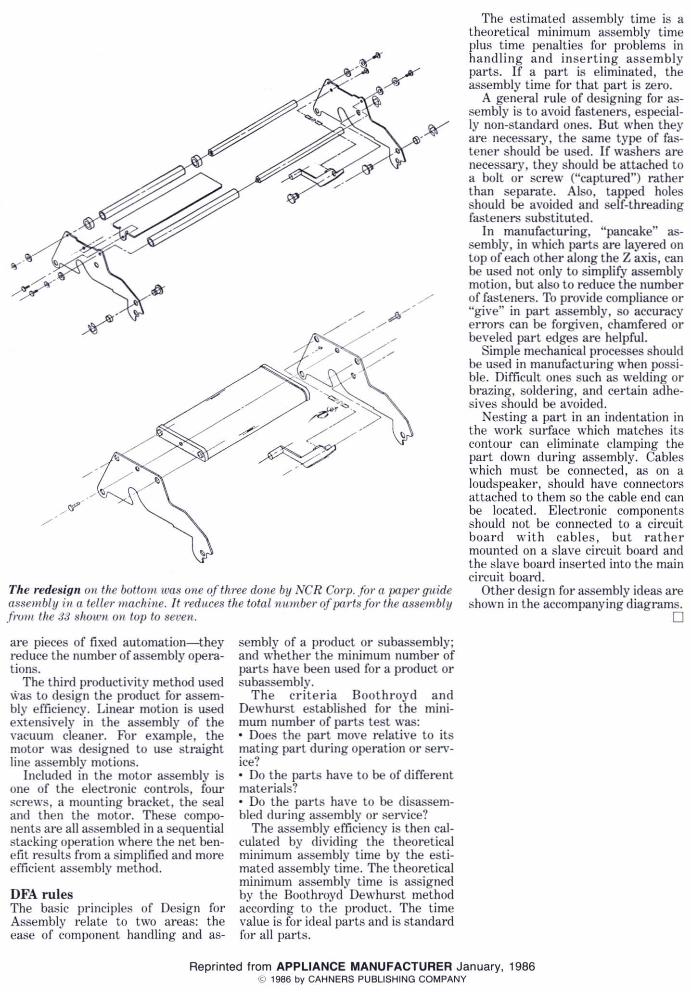
The redesign un the bottom /('(lSone of three done by ,NCR Corp. for (l paper guideassembly in a teller machine. It "educes the total tlumber OflXlr txfor the (lssemblyfrom the ./.J shown on top to sereno
The est imated asse mbly time is atheoretical minimum assembly timeplus t ime penalti es for problems inha ndling and inserti ng as semblyparts. If a part is eliminated , theasse mbly t ime for that par t is zero.
A genera l rule of designing for assembly is to avoid faste ners, especially non-standard ones. But when theyare necessary , the same type of faste ner should be used. If washers arenecessary, they should be attached toa bolt or screw ("captured") ratherthan se parate , Also, tapped holesshould be avoided and self-threadingfasteners subst ituted.
In manufacturing, "pancake" assembly, in which parts are layered ontop of each other along the Z axis, canbe used not only to simplify assemblymotion, but also to reduce the numberof fasteners. To provide compliance or"give" in part assembly, so accuracyer rors can be forgiven, chamfered orbeveled part edges are helpful.
Simple mechanical processes shouldbe used in manufacturing when possible. Difficult ones such as welding orbrazing , soldering, and certain adhesives should be avoided.
Nesting a part in an indentation inthe work surface which matches itscontour can eliminate clamping thepart down during assembly. Cableswhich must be connected, as on aloudspeaker, should have connectorsattached to them so the cable end canbe located. Electronic componentsshould not be connecte d to a circuitboard wit h ca bles, but rathe rmounted on a slave circuit board andthe slave board inserted into the maincircuit board.
Other design for assembly ideas areshown in the accompanying diagrams.
oare pieces of fixed automation-theyredu ce the number of assembly operations.
The third productivi ty method usedwas to design the product for assembly efficiency. Lineal' motion is usedextensively in the asse mbly of thevacuum cleaner. For example, themotor was designed to use st raightline assembly motions.
Included in the motor asse mbly isone of the electronic controls, foul'screws , a mounting bracket, the sealand then the motor. These components are all a.ssembled in a sequentialstacking operat ion where the net benefit results from a simplified and moreefficient assembly method .
DFA rulesThe basic pr inciples of Design forAssembly relate to two areas : theease of component handling and as-
sernbly of a product or subassembly;and whether the minimum numbe r ofparts have been used for a product orsubassemblv.
Th e criteria Boothroyd andDewhurs t established for the minimum number of parts test was:• Does the part move relative to itsmating part during operation or service?• Do the parts have to be of differentmaterials?• Do the parts have to be disassembled during asse mbly or service?
The assembly efficiency is then calculated by dividing the theoreticalminimum assembly time by the estimated assembly time . The theoreticalminimum assembly time is assignedby the Boothroyd Dewhurst met hodaccording to the product. The timevalue is for ideal parts and is standardfor all parts.
Reprinted from APPLIANCE MANUFACTURER January. 1986© 1986 by CAHNERS PUBLISHING COMPANY


















