Derek Berry - IACMI/Wind Technology Area
31
IACMI / Wind Technology Area Derek Berry IACMI Wind TA Director Sandia Blade Workshop August 31, 2016
-
Upload
sandia-national-laboratories-energy-climate-renewables -
Category
Technology
-
view
69 -
download
1
Transcript of Derek Berry - IACMI/Wind Technology Area

IACMI / Wind Technology Area
Derek BerryIACMI Wind TA Director
Sandia Blade WorkshopAugust 31, 2016

2
Presentation Overview
• NNMI / IACMI• Wind Technology Area
• Manufacturing facility• Project topics
• Thermoplastic project• Engaging with IACMI• Wrap-up

3
Additive Manufacturing 3D Printing
Youngstown, OH - 2012
National Network for Manufacturing Innovation(NNMI)
Digital ManufacturingChicago, IL - 2014
WBG SemiconductorsNCSU - Raleigh, NC - 2014
Lightweight MetalsDetroit, MI - 2014
CompositesKnoxville, TN - 2015
President Obama’s 2013 and 2014 State of the Union Addresses
4
Existing Institutes in the Network
Department of Defense (DOD)
National Institute of Standards and
Technology (NIST)
Department of Energy (DOE)

5
Expected New Institutes in the Network
National Institute of Standards and
Technology (NIST)
Department of Energy (DOE)
Department of Defense (DOD)
1. Robotics in Manufacturing Environments
1. Modular Chemical Process Intensification
2. Reducing Embodied Energy and Decreasing Emissions (REMADE)
1. Open Topic - two awarded by the end of the year

6
January9,2015:PresidentObamaAnnouncesNewCompositeInstitute
“…and today, we’re proud to announce our latest manufacturing hub, and it is right here in Tennessee. Led by the University of Tennessee–Knoxville, the hub will be home to 122 public and private partners who are teaming up to develop materials that are lighter and stronger than steel. ”

7
Shared RD&D facilities will support industry

8
Core Partners are Capable and Strategically Located
>70% of automotive production occurs in IACMI states
Colorado has more blade facilities (factories plus technical centers) than any other state
>60% of manufacturers of compressed gas–fueled vehicles with in half-day drive from IACMI focus areas
>70% of US auto R&D in Michigan alone

9
• Carbon fibers
• Lab-scale intermediates and composites prototyping
• Recycling
• Nondestructive evaluation (NDE)
• Materials characterization
Materials and Process Technology Area Snapshot
Wide area flaw detection
Carbon Fiber Technology Facility
Polymer AM Cell
Robotic preformer
Nonwovens Research
Lab
ORNL: US leading neutron characterization and
computing power
-Thermo-plastic-glass-carbon
recycling -Factory floor NDE-Full-scale molding
with LCCF -Pultruded spar caps
-Product lifecycle modeling-Process modeling
for lab-scale validation
-Largest open access
solution spinning lab in US
-Closed loop recycling
-Factory floor NDE -Full-scale preforming-Molding
processes with LCCF
-Factory floor NDE -Full-scale
preforming and winding processes
with LCCF

10
IACMI is a Goal-Focused Institute
Five Year Technical Goals• 25% lower carbon fiber–reinforced polymer
(CFRP) cost• 50% reduction in CFRP embodied energy • 80% composite recyclability into useful
products
Impact Goals• Enhanced energy productivity• Reduced life cycle energy consumption• Increased domestic production capacity• Job growth and economic development

11
An Integrated Approach to meet our Goals and Metrics

12
13
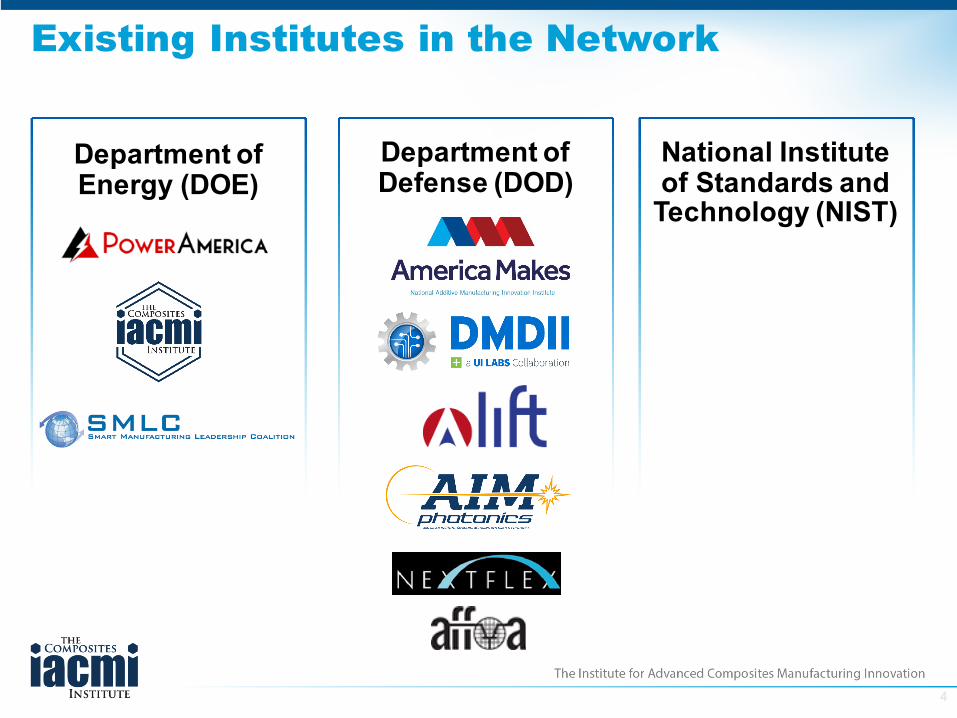
IACMI has 140 Members and GrowingNational Labs
2%
SMEs45%
Industry Large32%
Academic12%
Industry Assoc.4%
Economic Development1% States
4%

14
Members• The members are public and private and represent 32 states.
• IACMI- The Composites Institute has partnered with ACMA, the premiere composites industry association and Composites One for workforce training capabilities.
State PartnerGeographic ExtensionsMembersInterested Parties

15
Successful integration means IACMI becomes the Industry’s Institute

16
$70M - DOE
$189M - Other
122 - Member Consortium
6 States
Strong Leadership
5 Focus AreasProduction
Capacity
Jobs
- 75%CFRP Embodied Energy Savings
- 50%CFRPProduction Cost
GHG Avoidance
- 25%
- 50%
- 50%- 75%
95%FRP Recycled and/or Reused
80%
Federal investment will catalyze a composites ecosystem in the heart of US manufacturing

17
IACMI Wind Technology Area (Wind TA)• NRELleadstheWindTA– buildingona30yearhistoryof
collaborationwitheverymajorwindturbineOEMandUSblademanufacturer
• Teamofindustryanduniversitypartners,including:JohnsManville,TPIComposites,Vestas,SiemensWind,GEWind,ColoradoStateUniversity,ColoradoSchoolofMines,UniversityofColoradoBoulderandIowaStateUniversity
• Windturbinecompositesmanufacturinginnovationprojectsinsuchareasas:
• Thermoplasticresinsystems• Pultrudedsparcaps(FRP/CF)• Manufacturingautomation• Additivemanufacturing– toolingandcomponents• Segmentedbladedesignandmanufacturing• Recyclingofwindturbinebladesandcomponents• In-processnon-destructive evaluation(NDE) IACMIWindTechnologyAreaObjectives:
• ProvidecomprehensiveexpertiseandcapabilitiestoenableachievementofDOEandIACMIgoalsandmetrics
• DrivedownCOEforwindpower• CoordinatewithDOEEEREWWPTOto
leverageinvestments

18
Materials & Intermediates
Low Cost CF
Resins, Fillers, & Adhesives
Fiber to Fabric Conversion
Material Testing & Data Sharing
Advanced Continuous Fiber
Recycling and Material Reuse
Standardization & Qualification
Reference Parts
Decision Tool Database
High Confidence Predicted Properties
Part Qualification Standards
Modeling & Simulation
Techno-Economic
Models
Manufacturing Process
Simulation
Standardized Data Transfer
Crash Performance Predication
User Friendly Model
CGS
Fiber & Fiber Architecture
Resin Development;
Thermoplastics
Standards for non-conventional composite tanks
Fiber Deposition & Layup
Testing and Validation of Performance
Vehicles
NDE for Process Control
Pre/Post Mold Processes & Automation
Rapid Preforms
Low-Cost Short-Lead Tooling
Simulation: Design through Manufacture &
Life Cycle
Wind
In-field SHM/NDE
In-factory Joints
Rapid Low Cost Tooling
Scale CF and Hybrid CF
Demonstration
Tailored Forms
ATP/AFP
Wind TA Roadmap Alignment

19
• Composites Manufacturing and Education Technology Facility
• Manufacturing space will focus on composite manufacturing innovation
• 55’ x 200’ – 11,000 sq. ft.
• Adjacent to blade test facility
• Full-scale blade component manufacturing
Facilities: Wind TA CoMET Facility

20
FOR 60m BLADES
IACMI Wind TA CoMET Facility

21
IACMI Wind TA CoMET Facility Wind Tooling
In Kind Cost Share Donation of wind turbine component tooling• DowAksa, GE and others

22
IACMI Wind in Composites Demonstration• NREL/NWTC hosted the IACMI ‘Composites in Wind’
Demonstration at the newly renovated CoMET facility on June 14 and 15, 2016
• Over 150 attendees from industry, academia and government participated in interactive composite manufacturing demonstrations
• The event successfully opened the new NREL manufacturing space that will focus on composite manufacturing innovation and workforce development
• Attendees enjoyed a tour of the NWTC field and structural testing facilities

23
IACMI Wind TA CoMET Facility Capabilities• Rapid prototyping of new blade materials and production methods
• Full scale blade component tooling and fixtures (root, spar cap, tip, shear web)
• Infusion (VARTM), pultrusion, pre-preg, RTM, hand lay-up (small parts)
• Polyester, vinyl-Esther, epoxy, thermoplastic / fiberglass, carbon fiber
• Comprehensive composite production equipment (mixers, vacuum, dispensers)• Molding, assembly, bonding, finishing
• Segmented 3D printed tooling (13m SWiFTblades)
• Large area rapid NDE
• Modeling and manufacturing Simulation
• Panels, material test coupons and components
• Structural testing: coupons, component, joints
• Workforce development / training

24
Project 4.2: Thermoplastic Resin Systems• This project develops new thermoplastic process technology and materials for wind
turbine blade manufacturing. This project addresses the challenges of using thermoplastics in blades, such as: cost (through techno-economic modeling), processing temperature(through process modeling & thermal NDE), and material properties (through panel production & testing). The ultimate project outcome is a structurally verified thermoplastic blade component, which will demonstrate commercial feasibility of integrating thermoplastics in wind turbine blade production
• Length of Project:– BP1: July 1, 2015, through January, 31, 2016– BP2: February 1, 2016, through January 31, 2017– BP3: February 1, 2017, through January 31, 2018
• Partners: NREL, ORNL, Johns Manville, Colorado School of Mines, TPI Composites, Arkema, Purdue University, Vanderbilt University
• Expected TRL level progression:– TRL start: 3– TRL finish: 7
TRL 3-4 (BP1)
Glass sizingResin process modeling
TRL 5-6 (BP2)
Panel productionCoupon testingTechno-economic modeling
TRL 7 (BP3)
Full-scale blade root componentComponent testing

25
Thermoplastic Project Team

26
Work Underway: BP1 Work Completed• Constructed backbone of techno-economic
model
• Defined baseline structural properties for wind blade spar caps
• Evaluated thermoplastic matrix choices:§ Caprolactam-based nylon-6§ Acrylic (Arkema Elium)
• Evaluated manufacturing methods:§ Infusion, pultrusion, pre-preg and RTM
• Detailed potential tooling challenges for thermoplastic resin processing
• Manufactured four thermoplastic panels§ Panel 1,2: Nylon-6 using RTM§ Panel 3,4: Arkema Elium using infusion
Nylon-6 Panel Fabrication at Johns Manville

27
• Definition of baseline tooling specifications
• Master plug
• Standard production tooling• Design• Laminate• Heating system• Vacuum system• Mold framework• Bonding operation equipment• Staging
• Mold qualification
• Design tolerances
• Mold maintenance
Work Underway: BP1 Work Completed

28
Work Underway: BP2 Work CompletedID
Number BP2 Milestones
4.2.3.3
Commission laboratory scale VARTM facility at a university partner. The university partner will collaborate with industry partners to ensure the laboratory scale is representative of full-scale production. The subsequent work at this laboratory will expand our knowledge and experience in thermoplastic matrix processing. The deliverable of this commissioning will be an infused composite panel using VARTM equipment at the laboratory. The panel will be constructed with uni-directional stitched fabric made of Johns Manville StarRov® RXN 886 roving, with an a real weight of 650 g/m2, and Nylon-6 resin. The panel will have minimum geometric specifications of 500 mm x 500 mm x 2 mm. This panel will provide coupon samples to be tested for structural properties - such as static and fatigue tensile strength, tensile modulus, compression strength and compression modulus - in order to inform the thermoplastic database for this project.
4.2.3.5 Develop a comprehensive test panel (coupon level) test plan for all thermoplastic panels fabricated during BP2.
29
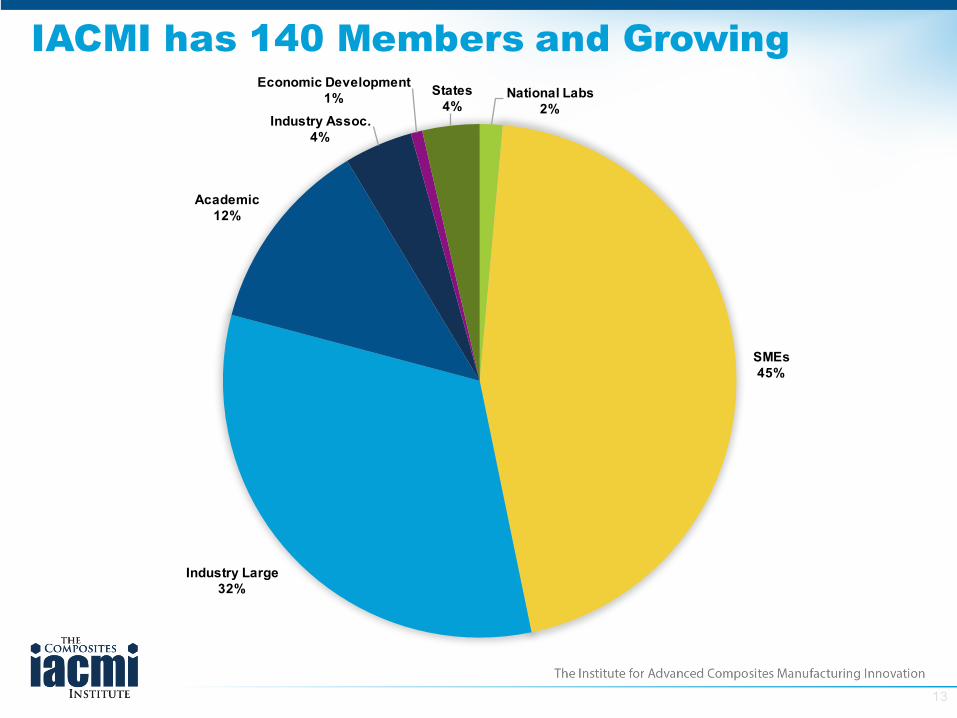
Engaging with IACMI: Project Types
Project Type Project Budget
Cost Share Duration Other
Requirements Intent
Enterprise >$600K
Minimum 1:1 with
50% being cash
Up to 5 years
• A small number of value-chain members can jointly submit
• Must involve team collaboration & potential large economic and commercial impact
Bigger projects with multiple partners that significantly contributes to achieving IACMI goals.
TechnicalCollaborations
$20K—$600K
Minimum1:1 (large entities:
50% being cash)
Up to 2 years
• Phase 1 is <6months and $150 K total costs
• Optional Phase 2 is <18 months and $450 K total costs
Smaller investigatory efforts that can be started up quickly.

30
Project Proposal and Review Process
§ Evaluation criteria is in RFPs
§ Responsive to roadmap needs
§ Evaluators include Directors, TAB, BOD, and/or DOE

31
USDepartment of Energy
PartnerStates
CorePartners
Charter, premium,
and resource members
Consortium members
Supporters
ThankYou
Thank You & Questions