
DEPARTEMENT SCIENCE DES MATERIAUX ECOLE...
147
Présenté par : MBOTIRAVO Jean Eric Rapporteur : RANAIVONIARIVO Velomanantsoa Gabriely Promotion 2012 Mémoire de fin d’Etudes en vue d’obtention du Diplôme d’Ingénieur Matériaux UNIVERSITE D’ANTANANARIVO ECOLE SUPERIEURE POLYTECHNIQUE DEPARTEMENT SCIENCE DES MATERIAUX ET METALLURGIE OPTION : SCIENCE ET INGENIERIE DES MATERIAUX Polytechnique, Premier Partenaire, des professionnels
Transcript of DEPARTEMENT SCIENCE DES MATERIAUX ECOLE...

Présenté par : MBOTIRAVO Jean Eric
Rapporteur : RANAIVONIARIVO Velomanantsoa Gabriely
Promotion 2012
Mémoire de fin d’Etudes en vue d’obtention du
Diplôme d’Ingénieur Matériaux
UNIVERSITE D’ANTANANARIVO
ECOLE SUPERIEURE POLYTECHNIQUE
DEPARTEMENT SCIENCE DES MATERIAUX
ET METALLURGIE
OPTION : SCIENCE ET INGENIERIE DES
MATERIAUX
Polytechnique,
Premier Partenaire,
des professionnels

Promotion 2012
Mémoire de fin d’Etudes en vue d’obtention du
Diplôme d’Ingénieur Matériaux
Soutenu par :
MBOTIRAVO Jean Eric
Le : 10 Septembre 2014
Membres de Jury :
Président : ANDRIANARY Philippe, Professeur Titulaire, Directeur de
l’Ecole Supérieure Polytechnique d’Antananarivo.
Examinateurs :
Docteur RANDRIANARIVELO Frédéric, Chef de Département
Docteur RANARIVELO Michel
Monsieur RAZAFINJATOVO Charles
Rapporteur : RANAIVONIARIVO Velomanantsoa Gabriely, Professeur
Titulaire
UNIVERSITE D’ANTANANARIVO
ECOLE SUPERIEURE POLYTECHNIQUE
DEPARTEMENT SCIENCE DES MATERIAUX
ET METALLURGIE
OPTION : SCIENCE ET INGENIERIE DES
MATERIAUX
Polytechnique,
Premier Partenaire,
des professionnels


REMERCIEMENTS
Ce présent mémoire n’aurait pu avoir lieu sans la grâce de Dieu, ainsi que la
contribution de plusieurs personnes, alors :
Je tiens tout d’abord à remercier DIEU TOUT PUISSANT qui m’a donné la force, le
courage et la santé pour me permettre d’accomplir ce travail.
J'exprime aussi toute mes profondes reconnaissances au :
Professeur Titulaire ANDRIANARY Philippe, Directeur de l’Ecole Supérieur
Polytechnique d’Antananarivo, pour l’honneur qu’il a fait en acceptant de présider cette
soutenance de mémoire.
Professeur Titulaire RANAIVONIARIVO Velomanantsoa Gabriely, Directeur de ce
mémoire, qui n’a pas ménagé son temps et ses efforts pour m’aider à mettre à terme ce
travail malgré ses diverses fonctions.
Les honorables membres de Jury de ce mémoire :
Docteur RANDRIANARIVELO Fréderic, Maître de conférences, Chef du
département SMM.
Docteur RANARIVELO Michel, Maître de conférences, enseignant
chercheur au sein du Département SMM de l’ESPA ;
Monsieur RAZAFINJATOVO Charles, Enseignant chercheur au sein du
Département SMM de l’ESPA ;
Je tiens à adresser mes sincères remerciements au Laboratoire centrale Tananarive
(LCT) de COLAS Anosibe pour m’avoir accueilli pour permettre d’effectuer mon projet
d’Etude. Et je remercie également l’ensemble du personnel de ce laboratoire pour leur accueil
et pour la disponibilité dont ils ont fait preuve à mon égard.
Egalement, un grand merci à l’équipe enseignante de l’Ecole Supérieure Polytechnique
d’Antananarivo pour la qualité de l’enseignement qui nous a été dispensé, ainsi qu’à tous mes
amis sur qui je pourrai toujours compter et notamment pour leurs soutiens et leurs bonnes
humeurs dans les bons et les mauvais moments.
Enfin, je remercie tout particulièrement mes parents, mon frère et mes sœurs, qui étaient
à mes côtés tout au long de ce travail. C’est grâce à leur amour, leur soutien et leur courage que
j’en suis là aujourd’hui. Je leur dédie ce manuscrit en gage de ma reconnaissance.

i
SOMMAIRE
LISTE DES ABREVIATIONS
LISTE DES TABLEAUX
LISTE DES FIGURES
LISTE DES PHOTOS
LISTE DES ANNEXES
INTRODUCTION
PARTIE I: ETUDES BIBLIOGRAPHIQUES
CHAPITRE 01 : GENERALITES SUR LE BETON LISSE ET SES
CONSTITUANTS
CHAPITRE 02 : LES FACTEURS D’ETUDE DU BETON LISSE
CHAPITRE 03 : COMPOSITION ET DOSAGE DU BETON LISSE
CHAPITRE 04: PROCEDES DE MISE EN ŒUVRE DU BETON LISSE
PARTIE II : ETUDES EXPERIMENTALES
CHAPITRE 05 :DESCRIPTION ET CARACTERISATION DES MATERIAUX
CHAPITRE 06: LES ESSAIS DE FABRICATION DU BETON LISSE
CHAPITRE 07 : AVANTAGES ET ETUDES ECONOMIQUES
CONCLUSION GENERALE
BIBLIOGRAPHIE et WEBOGRAPHIE
ANNEXES
TABLES DES MATIERES
RESUME

ii
LISTE DES ABREVIATIONS ET SIGNES
A : Affaissement
AFNOR : Association Française des normalisations
Ar : Ariary
AS : Autocontrôle surveillé
BA : Béton Armé
BAEL :
BP : Béton Pompable
BHP : Béton Haute Performance
BO : Béton Ordinaire
C : Ciment
CA : Ciment Alumineux fondu
CC : Condition courante
CM : Ciment à maçonner
CNP : Ciment Prompt Naturel
D : diamètre maximal des grains
E : Eau
eg : volume d’eau de gâchage
ES : Equivalent de Sable
ESV : Equivalent de Sable à Vue
E/C : rapport Eau sur Sable
FCE : Classe vraie du ciment
F : Ferme
Febelcem : Fédération de l’industrie cimentière belge
Fl : Fluide
G : gravier
G/S : rapport Gravillon sur Sable
H: Humidité
MA : Module d’alumine
MC : Module de chaux
Mf : Module de finesse
MS : Module de silice
NB : Noté bien

iii
S: Sable
Sp : Super plastifiant
v : volume des vides
γ: Compacité
∆Th : densité théorique
C2S: Bélite
C3S : Alite
C3A: Célite
C4F: Alumino Ferrite
KN: Kilo Newton
m3: Mètre cube
MPa : Méga Pascal
γd : masse volumique apparente
γs : masse spécifique
Rc : Résistance à la compression
Rt : Résistance à la traction
Va : Volume d’air
VF : Volume de fines
Vc : Volume de ciment
Vg : Volume du gravier
VE : Volume d’eau
P : Plastique
PET : Polyéthylène téréphtalate
TP : Très Plastique
TD : Thermodurcissable
TP : Thermoplastique
TV: Transition vitreuse

iv
LISTE DES TABLEAUX
Tableau 1: les principaux constituants du clinker :…………..…………………….……… 6
Tableau 2: La teneur moyenne en chaque constituant :......................................................... 7
Tableau 3: Série de tamis normalisée AFNOR : ................................................................. 12
Tableau 4: Critères essentiels des résines TD et TP ........................................................... 17
Tableau 5: Avantages et inconvénients Polyesters insaturés .............................................. 18
Tableau 6: Avantages et inconvénients Epoxydes .............................................................. 19
Tableau 7: Avantages et inconvénients Polyuréthannes et polyurées ................................. 19
Tableau 8: caractéristiques des résines TD.......................................................................... 20
Tableau 9: caractéristiques des résines TP .......................................................................... 21
Tableau 10: caractéristiques des résines TD et TP et métaux ............................................ 21
Tableau 11: Classe de consistance selon l'affaissement au cône d'Abrams: ....................... 23
Tableau 12: classe de consistance selon l'étalement sur la table à secousse: ...................... 24
Tableau 13: Les dosages minimaux des ciments indiqués par le BAEL91 : ....................... 26
Tableau 14: Influence de la granularité sur les caractéristiques du béton : ........................ 27
Tableau 15: Influence de l'humidité sur la résistance du béton : ......................................... 29
Tableau 16: Désignation des bétons : .................................................................................. 29
Tableau 17: Classe d'environnement selon le fascicule P 18-011 : ..................................... 36
Tableau 18: Valeurs approximative du coefficient granulaire G: ....................................... 41
Tableau 19: correction du dosage en eau selon le diamètre maximal D du mélange
granulaire : ................................................................................................................... 42
Tableau 20: Les valeurs de K: ............................................................................................. 43
Tableau 21: Coefficient de compacité Γ :............................................................................ 45
Tableau 22: Tolérances respectés selon la norme EN 206-1 .............................................. 48
Tableau 23: Analyse granulométrie du sable 0/5 ................................................................ 57
Tableau 24: Analyse granulométrie du gravier 5/10: .......................................................... 58
Tableau 25: Analyse granulométrie du gravier 10/20: ........................................................ 59
Tableau 26: Résultats de la masse volumique absolue des granulats lors de deux essais
effectués. ...................................................................................................................... 61
Tableau 27: Les masses volumiques apparentes des granulats ........................................... 61
Tableau 28 : Les valeurs des refus cumulé en (%) ............................................................. 62
Tableau 29 : Résultats de l’équivalent de sable ................................................................... 65
Tableau 30 : Résultats du coefficient los Angeles ............................................................... 67

v
Tableau 31 : Résultats Coefficient d’applatissement en % ................................................. 68
Tableau 32: Les caractéristiques obtenues sur les granulats : ............................................. 68
Tableau 33: Les constituants de l'eau de JIRAMA : ........................................................... 69
Tableau 34: La composition chimique du ciment CEMI 42.5N : ....................................... 70
Tableau 35: Les valeurs requises du ciment CEMI 42,5N : ................................................ 71
Tableau 36: La composition minéralogique du ciment CEM I 42,5N : .............................. 71
Tableau 37 : Masse spécifique du ciment ............................................................................ 74
Tableau 38: Récapitulatifs des caractéristiques physiques du ciment CEM I 42,5N : ........ 77
Tableau 39: Les caractéristiques physiques de la dolomie D 40 : ....................................... 78
Tableau 40: Composition chimique de la dolomie D 40 : ................................................... 78
Tableau 41: Données techniques du CHRYSO® Plast R Omega124: ................................ 81
Tableau 42: Les caractéristiques thermiques du polyéthylène téréphtalate ........................ 83
Tableau 43: Les valeurs du coefficient granulaire G :......................................................... 87
Tableau 44: Correction du dosage en eau en fonction du diamètre maximal: .................... 89
Tableau 45: résumés des données de base ........................................................................... 89
Tableau 46: La valeur du terme correcteur K: ..................................................................... 90
Tableau 47: Courbes granulaires de référence : .................................................................. 90
Tableau 48: Le coefficient de compacité consistance ......................................................... 92
Tableau 49: Composition pour 1m3 de béton ...................................................................... 93
Tableau 50: Caractéristique rhéologique: ............................................................................ 97
Tableau 51: Les résultats de la résistance à la compression: .............................................. 99
Tableau 52: Les résultats de la résistance en traction par flexion : .................................. 100
Tableau 53 : Récapitulation des résultats sur masse de chaque constituant la couche d’usure
par saupoudrage : ....................................................................................................... 104
Tableau 54 : Récapitulation des résultats sur masse de chaque constituant la couche d’usure
par coulis : ................................................................................................................. 107
Tableau 55 : Récapitulation de l’ensemble des résultats couche d’usure par saupoudrage
................................................................................................................................... 109
Tableau 56 : Récapitulation de l’ensemble des résultats couche d’usure par coulis ........ 109
Tableau 57: Prix d’un mètre cube de dallage en béton lissé ............................................. 112
Tableau 58: Prix d’un mètre cube de dallage avec carrelage ............................................ 112

vi
LISTE DES FIGURES
Figure 1 : différentes couches du béton lissé ......................................................................... 3
Figure 2: résumé du procédé de fabrication de ciments ........................................................ 5
Figure 3: Les différentes réactions pendant la fabrication de ciments .................................. 5
Figure 4 : Les différentes familles des résines .................................................................... 16
Figure 5 : Mesure de l'affaissement par le cône d'Abrams .................................................. 24
Figure 6 : Principe de flow test ............................................................................................ 25
Figure 7: La résistance du béton frais .................................................................................. 28
Figure 8: Abaque de Dreux ................................................................................................. 41
Figure 9: Exemple de courbe de référence .......................................................................... 44
Figure 10: Exemple de ligne de partage .............................................................................. 44
Figure 11: courbe granulométrique du sable 0/5 ................................................................ 57
Figure 12: courbe granulométrique du gravier 5/10 ............................................................ 58
Figure 13: courbe granulométrique du gravier 10/20 ......................................................... 59
Figure 14: courbes granulométriques des granulats de chaque type ................................... 60
Figure 15: abaque de Dreux proposé pour la détermination du dosage en ciment .............. 88
Figure 16: courbes granulométriques du composition d’un mélange ternaire .................... 91

vii
LISTE DES PHOTOS
Photo 1: Analyse granulométrique ...................................................................................... 55
Photo 2: mesure de l’équivalent de sable ............................................................................ 65
Photo 3: mesure du coefficient los Angeles ........................................................................ 67
Photo 4 : mesure de la masse spécifique du ciment ........................................................... 74
Photo 5: cône d’abrams ....................................................................................................... 94
Photo 6: Détermination de la consistance ........................................................................... 95
Photo 7: mesure direct de l’étalement ................................................................................. 95
Photo 8: serrage du béton .................................................................................................... 96
Photo 9: cure du béton ......................................................................................................... 97
Photo 10: mesure de la résistance à la compression ............................................................ 98
Photo 11: mesure de la résistance à la traction par flexion ............................................... 100

viii
LISTE DES ANNEXES
Annexe 1: Fiche technique du ciment CEM I 42,5N utilisé ................................................... I
Annexe 2 : Fiche technique de la dolomie D4O .................................................................. III
Annexe 3 : Fiche de données de sécurité de l’adjuvant CHRYSO® Plast R Omega124 .... V
Annexe 4 : Résumé des caractéristiques physiques d’un polyéthylène téréphtaalate ......... IX

1
INTRODUCTION
Ces dernières années, avec les nouvelles habitations contemporaines et l’engouement
pour la rénovation des logements, une multiplication de réalisations en béton décoratif est
apparue dans les habitations. Les technologies et les détails d’exécution de ce béton, rappelant
les sols industriels exécutés sur d’immenses surfaces, diffèrent néanmoins de ces derniers par
les exigences de finitions esthétiques et des sollicitations mécaniques tout à fait différentes.
L’homme ne cesse de rechercher tout ce qui peut rendre sa vie plus agréable. Ainsi le
plaisir, le confort et la sécurité sont des qualités très recommandés dans cette ère de
mondialisation, pour l’amélioration de l’habitation, le lieu de travail et tout ce qui entoure sa
vie quotidienne. Car de tout temps, les artisanats ont adapté et modifié les principes appris pour
obtenir des nouvelles textures. Et c’est toute la richesse du métier stucateur, ou l’artisanat
devient un art.
A cet effet, l’évolution des connaissances du matériau, l’exigence nouvelle en matière
de propriété ont incité les chercheurs et les utilisateurs à introduire dans les formulations de
nouveaux produits afin d’obtenir des propriétés singuliers. Ainsi, actuellement, assiste-t-on à
une explosion de la gamme des bétons décoratifs pour répondre aux demandes des utilisateurs.
En s’appropriant les connaissances de ces nouveaux matériaux, on propose des ouvrages
innovants. Il s’agit réellement d’une révolution dans la mesure où le matériau est conçu en
fonction d’un nombre de critères de plus en plus important.
Ces diverses raisons nous ont conduits, à consacrer nos études à ce présent mémoire
intitulé : « Contribution à l’étude du béton lissé ».
L’étude présente pour nous un grand intérêt, non seulement pédagogique car elle nous
permet de renforcer les formations scientifiques et techniques acquises et de développer l’esprit
de recherche mais aussi technologique car sa réalisation apparemment simple nécessite en fait
la mise en œuvre du matériau et de matières premières assez difficile à maîtriser.
Ce travail se subdivise en deux parties :
La première, axée sur l’étude bibliographique, présente l’environnement théorique du
sujet.

2
La seconde partie est consacrée à l’étude expérimentale qui concerne la description et
la caractérisation des matériaux, puis les essais de fabrication du béton lissé et se termine par
les avantages et études économiques.

PARTIE I:
ETUDE
BIBLIOGRAPHIQUE

Etude bibliographique | Chapitre 01
3
Chapitre 01 : GENERALITES SUR LES BETONS LISSES
ET SES CONSTITUANTS
Dans la construction, il est devenu courant de distinguer les matériaux selon leurs
domaines d’emploi et leurs caractéristiques principales.
I.1. HISTORIQUE [1]
Le béton est né du besoin d’avoir un matériau de construction bon marché, malléable au
moment de le mettre en place et résistant ensuite. Ce terme BETON a été introduit en 1737 par un
ingénieur français BELIDOR. Un matériau similaire était connu des Egyptiens et des Romains,
mais l’essor réel du béton tel qu’on le connaît aujourd’hui est dû à l’anglais Joseph Aspadin qui
en 1824 fait breveter le ciment Portland.
I.2. DEFINITIONS [2]
Le béton lissé est un sol coulé d'une épaisseur minimale 10 cm, armé d'un treillis, selon
les cas. Il s’obtient par passage d’une lisseuse manuelle ou mécanique (hélicoptère) jusqu’à
l’obtention d’une surface lisse à la surface du béton frais commençant sa prise.
Le béton faisant l’objet ou non d’un traitement superficiel par saupoudrage ou coulis.
I.3. LES DIFFERENTS CONSTITUANTS DU BETON LISSE [3]
Le béton lissé comporte deux couches différentes :
Une couche de béton comme support et qui est composée de ciment, des granulats, de
l’eau, d’adjuvant et des additifs;
Une couche d’usure qui est composée de ciment, d’agrégats ou ajouts minéraux, de résine
et de superplastifiants. Ce sont tous ces éléments qui vont donner au béton lissé toutes ces
propriétés d’auto nivellement et résistance à l’usure et à l’abrasion.
Figure 1 : différentes couches du béton lissé
Béton support
Couche d’usure

Etude bibliographique | Chapitre 01
4
I.3.1. LES CIMENTS
Les ciments sont des poudres fines obtenues par la cuisson à haute température et le
broyage d’un mélange minéral (calcaire + argile en général).
Ces poudres, constituées de sels minéraux anhydres instables (en particulier silicates et aluminates
de chaux) par réaction avec l’eau, ils se transforment en des composés hydratés stables et très peu
soluble, d’où le nom de « liants hydrauliques ».
I.3.1.1. Procédé de fabrication
Extraction et concassage
Les matières premières sont extraites de carrières généralement à ciel ouvert. Les blocs obtenus
sont réduits, dans des concasseurs situés généralement sur les lieux mêmes de l’extraction, en
éléments d’une dimension maximale de 50 mm.
Préparation des matières premières - Le cru
Les grains de calcaire et d’argile sont intimement mélangés par broyage ou délayage, dans des
proportions définies, en un mélange très fin, le « cru ».
Ce mélange cru est préparé sous forme de poudre. La préhomogénéisation permet d’atteindre un
dosage parfait des deux constituants essentiels du ciment par superposition de multiples couches.
A la sortie du hall de préhomogénéisation, le mélange est très finement broyé dans des
broyeurs sécheurs, qui éliminent l’humidité résiduelle et permettent d’obtenir une poudre qui
présente la finesse requise ; cette poudre, le « cru », est une nouvelle fois homogénéisée par
fluidisation pour obtenir un produit parfaitement homogène, de caractéristiques chimiques
uniformes, apte à être cuit.
Cuisson du cru
Les installations de cuisson comportent deux parties :
Un échangeur de chaleur comportant une série de quatre à cinq cyclones dans lesquels la
poudre déversée à la partie supérieure progresse jusqu’à l’entrée du four. Elle se réchauffe
au contact des gaz chauds sortant de ce four.
Une décarbonatation (réaction chimique) a lieu. La poudre est ainsi portée à une
température d’environ 800 °C à 1 000 °C.
Un four horizontal rotatif cylindrique en tôle d’acier (avec revêtement réfractaire intérieur),
légèrement incliné et tournant de 1 à 3 tours/minute.
La matière pénètre à l’amont du four où s’achève la décarbonatation, et progresse jusqu’à
la zone de clinkérisation (environ 1 450 °C). Le temps de séjour est de l’ordre de 1heure.

Etude bibliographique | Chapitre 01
5
Figure 2: résumé du procédé de fabrication de ciments [1]
Figure 3: Les différentes réactions pendant la fabrication de ciments [8]

Etude bibliographique | Chapitre 01
6
Refroidissement
Cette opération a pour but d’abaisser la température du clinker qui est de l’ordre de 1200 à
1450°C à la sortie du four à environ 50/250°C suivant les types de refroidisseurs. Cette opération
a également une incidence sur la qualité du ciment, un refroidissement trop lent pouvant amener
la libération de chaux libre et la transformation du C3S en C2S qui entraîne une baisse des
résistances.
Broyage du clinker
A la fin de la cuisson, la matière brusquement refroidie se présente sous forme de granules
qui constituent le clinker. Celui-ci finement broyé avec du gypse (< 5 %) pour régulariser la prise
donne le ciment Portland. Les autres catégories de ciment sont obtenues en ajoutant d’autres
constituants tels que laitier granulé de haut fourneau, matériaux pouzzolaniques, cendres volantes,
schistes calcinés, calcaire, fumées de silice. . . .
I.3.1.2. Les constituants des ciments.
Les ciments sont constitués par les éléments suivants:
Clinker
C’est un produit obtenu par clinkérisation (cuisson jusqu’à fusion partielle) du mélange de
calcaire, d’argile et d’autres constituants contenant de SiO2, Al2O3, Fe2O3, comme la bauxite. Il
entre dans la composition de tous les ciments. Cette cuisson donne principalement des silicates et
des aluminates de calcium.
Les principaux constituants du clinker sont résumés dans le tableau suivant :
Tableau 1: les principaux constituants du clinker :
Noms Notation du cimentier Notation chimique
Alite C3S 3CaO, SiO2
Bélite C2S 2CaO, SiO2
Célite C3A 3CaO, Al2O3
Aluminoferrite C4AF 4CaO, Al2O3, Fe2O3
Ferrobicalcique C2F 2CaO, Fe2O3
Chaux libre non combinée C libre CaO libre

Etude bibliographique | Chapitre 01
7
Tableau 2: La teneur moyenne en chaque constituant :
Eléments principaux CaO SiO2 Al2O3 Fe2O3 MgO Na2O+K2O
Teneur (%) 62-67 19-25 2-9 1-5 0-1 0-1,5
Le clinker après broyage, en présence d’un peu de sulfate de chaux, donne le ciment Portland
pur.
Laitier
C’est un résidu minéral de la préparation de la fonte dans les hauts-fourneaux à partir du
minerai et du coke métallurgique. Il sort du trou de coulée à 1 750°C ; figé par refroidissement
brusque, il donne un produit granulé qui est ajouté au clinker en proportion variable pour être
broyé finement avec lui. Il contient de la chaux (45 à 50%) de la silice (25 à 30%) de l’alumine
(15% à 20%) et 10% environ de magnésie, d’autres oxydes.
Cendres volantes
Ce sont des produits pulvérulents de grande finesse résultant de la combustion, en centrale
thermique, de combustibles minéraux solides (houille, lignite…) ; elles rentrent dans la
composition de certains ciments en proportion variable (10 à 20%) ; on les ajoute au moment du
broyage du clinker.
Pouzzolanes
Ce sont des produits naturels d’origine volcanique composés essentiellement de silice
alumine et oxyde ferrique ; ils sont employés en cimenterie pour leurs propriétés
« pouzzolaniques » c'est-à-dire une aptitude à fixer la chaux à la température ambiante et à former
des composés ayant des propriétés hydrauliques. On obtient artificiellement des pouzzolanes à
partir d’argile cuite par exemple. Les cendres de centrales thermiques (cendres volantes)
constituent également des matériaux à caractères pouzzolaniques.
I.3.1.3. Prise et durcissement des ciments
Hydratation
En présence d’eau, les sels minéraux amorphes, anhydres et instables s’hydratent ; il se produit
alors une cristallisation qui aboutit à un nouveau système de constituants hydratés stables ; la
formation de cristaux en aiguilles plus ou moins enchevêtrées produit la « prise ».
Voici l’équation d’hydratation de C3S et C2S:
2 (3CaO.SiO2) + 7 H2O --->3 CaO.2SiO2.4H2O + 3 Ca(OH)2
2 (2CaO.SiO2) + 5 H2O---> 3 CaO.2SiO2.4H2O + Ca(OH)2

Etude bibliographique | Chapitre 01
8
Prise
Le début de prise correspond au moment où l’on constate une augmentation relativement
brusque de la viscosité de la pâte avec échauffement ; on le détermine à l’aide de « l’aiguille de
Vicat ».
La fin de prise correspond au moment où la pâte est devenue un bloc rigide ; elle ne peut se
définir avec précision.
Le temps de début de prise varie avec le type du ciment, mais pour la plupart des ciments courants,
le début de prise à 20°C se situe entre 2 et 5 heures.
Durcissement
Après la prise, le phénomène d’hydratation se poursuit ; c’est la période de durcissement. Elle
est beaucoup plus longue ; pour les ciments à durcissements rapide on obtient après quelques jours
la presque totalité de la résistance, mais pour d’autres ciments le durcissement se poursuit pendant
des mois.
Fausse prise
Dans la composition des ciments rentre en général un peu de gypse. Si les clinkers sont trop
chauds ou s’échauffent trop au cours du broyage, il se forme alors du plâtre dont la prise très rapide
donne l’impression d’un début de prise du ciment, c’est « la fausse prise ».
Dans ce cas, il ne faut pas ajouter d’eau mais augmenter la durée de malaxage.
I.3.1.4. Les différents types des ciments [3] :
Les ciments Portland NF EN 197-1(ciments courants)
Le ciment Portland : CEM I : il contient au moins 95 % de clinker et au plus 5 % de
constituants secondaires.
Le ciment Portland composé : CEM II/A ou B : il contient au moins 65 % de clinker et au
plus 35 % d’autres constituants : laitier de haut fourneau, fumée de silice (limitée à 10 %),
pouzzolane naturelle, cendres volantes, calcaires, constituants secondaires.
Le ciment de haut fourneau : CEM III : il contient entre 36 et 95 % de laitier et 5 à 64 %
de clinker.
Le ciment au laitier et aux cendres : CEM V/A ou B : il contient de 20 à 64 % de clinker,
de 18 à 50 % de cendres volantes et de 18 à 50 % de laitier.
Les autres ciments
Ciment prompt naturel (CNP) NF P 15314

Etude bibliographique | Chapitre 01
9
Le ciment prompt naturel est un produit, à prise rapide, et à résistances élevées à très court
terme. La résistance du « mortier 1/1 » (une partie de ciment pour une partie de sable en poids) à
1 heure est de 6 MPa.
Le début de prise commence à environ 2 mn, s’achève pratiquement à 4 mn. Le ciment prompt
naturel s’utilise en mortier avec un dosage généralement de deux volumes de ciment pour un
volume de sable, et éventuellement en béton. Dans les cas d’urgence nécessitant une prise
immédiate (aveuglements de voies d’eau), il est possible de l’employer en pâte pure.
Parmi les nombreux emplois, on peut citer :
scellements ;
enduits de façade (en mélange aux chaux naturelles), bétons projetés, moulages ;
colmatage et travaux à la mer ;
Quelques précautions sont à prendre lorsqu’on emploie du ciment prompt naturel : ne pas rebattre
un mortier ou lisser un enduit pour ne pas « casser » la prise ; éviter particulièrement l’excès d’eau.
Ciment alumineux fondu (CA) NF P 15315
Le ciment alumineux fondu est particulièrement adapté aux domaines suivants : travaux
nécessitant l’obtention, dans un délai très court, de résistances mécaniques élevées (poutres et
linteaux pour le bâtiment, sols industriels) ; ouvrages en milieux agricoles, canalisations,
assainissement ; fours, cheminées (bétons réfractaires) ; travaux de réparation ; scellements (en
mélange avec du ciment Portland pour la préparation de mortiers à prise réglable).
Ciment à maçonner (CM) NF P 15307
Ces ciments, dont les résistances sont volontairement limitées par rapport aux ciments
classiques, conviennent bien pour la confection des mortiers utilisés dans les travaux de bâtiment
(maçonnerie, enduits, crépis...). Ils peuvent être également utilisés pour la fabrication ou la
reconstitution de pierres artificielles.
Ces ciments ne conviennent pas pour les bétons à contraintes élevées ou les bétons armés.
Le ciment blanc
La teinte blanche est obtenue grâce à des matières premières très pures (calcaire et kaolin)
débarrassées de toutes traces d’oxyde de fer. Les caractéristiques sont analogues à celles des
ciments Portland gris (norme NF EN 1971).
Grâce à sa blancheur, le ciment blanc permet la mise en valeur des teintes des granulats dans
les bétons apparents.

Etude bibliographique | Chapitre 01
10
I.3.2. LES GRANULATS
I.3.2.1. Généralités [2]
Le béton est composé de granulats, de ciment, d’eau et éventuellement d'adjuvants. Parmi
les quatre constituants, les granulats jouent un rôle important, d’une part car ils forment le squelette
et présentent, dans les cas usuels, environ 80 % du poids total du béton et d’autre part au point de
vue économique, ils permettent de diminuer la quantité de liant qui est le plus cher. En plus, du
point de vue technique, ils augmentent la stabilité dimensionnelle (retrait, fluage) et ils sont plus
résistants que la pâte de ciment.
Le mot « granulat » désigne des matières grenues, soient données et déposées par les cours
d’eau, soient concassées en carrière et qui sont utilisées pour la confection du béton ou du mortier
aussi bien dans le domaine du bâtiment que des travaux publics.
Les granulats sont dits « inertes » s’ils ne réagissent pas chimiquement en présence de la
pâte de ciment.
Ils sont classés en fonction de leur grosseur déterminés par criblages sur tamis de mailles
carrées dont la dimension intérieure est exprimée en mm
La norme XPP18540 précise les appellations de différentes classes granulaires avec leurs
caractéristiques dimensionnelles.
Filler 0/D pour D inférieur à 0,2mm ayant au moins 70% de grains passant au tamis de
0,063
Sablon 0/D : pour D≤1mm avec au moins 70% des grains passant au tamis de 0,63 mm ;
Sable 0/D lorsque « D » est tel que : 1mm < D ≤ 6,3 ;
Graves 0/D lorsque « D » > 6,3;
Gravillons d/D lorsque « d »≥ 1mm et « D » ≤25mm ;
Balaste d/D lorsque « d »≥ 25mm et « D » ≤50mm.
I.3.2.2. Coefficient d’aplatissement A [3]
La forme des granulats est définie par sa longueur L, son épaisseur E, ainsi que sa grosseur G.
Dans la pratique elle est caractérisée par ce que l’on appelle « coefficient d’aplatissement »
qui est déterminé par le rapport G/E>1,58.
A est déterminé par un double tamisage :
D’abord au travers de la série de tamis à maille carrée utilisé pour la détermination de la
granulométrie; et ensuite par un second tamisage des refus retenus sur les différents tamis d’une
Etude bibliographique | Chapitre 01
11
série de grilles à fentes parallèles. Le rapport entre les dimensions de tamis et des grilles étant de
1,58.
I.3.2.3. L’analyse granulométrique [3]
Elle permet de caractériser les granulats en déterminant la grosseur des grains qui les
constituent, et les pourcentages des grains de chaque grosseur.
On appelle :
Tamisât ou passant : la partie des granulats qui est passée à travers le tamis;
Refus : la partie qui est retenue;
Granulat d/D : est réservé au granulat dont les dimensions s’étalent de d pour les petits
éléments à D pour les plus gros éléments.
I.3.2.4. La courbe granulométrique [3]
C’est une courbe qui représente les résultats de l’analyse faite pour les granulats ; elle
comporte en abscisse les ouvertures d des tamis en échelle logarithmique (ou les modules des
tamis, en échelle linéaire) et en ordonné les pourcentages pondéral de tamisât.
I.3.2.5. Les différentes natures des granulats [3]
Les granulats sont classés suivant leur masse volumique.
Les granulats courants : ce sont les granulats qui ont une masse spécifique supérieure à
ρ ≥ 2000Kg/m3, exemple : les roches éruptives ou sédimentaires, les calcaires durs, les
basaltes, les granites, les schistes, etc ….
Granulats lourds : ce sont les granulats dont la masse volumique est
supérieure à 4000Kg/m3, exemples : la grenaille de fonte, la magnétite (oxyde de fer), les
riblons (déchets de ferraille), et ….
Les granulats légers ce sont les granulats qui ont une masse volumique inférieure
à 2000Kg/m3, exemples : la pierre ponce qui est une lave volcanique, la vermiculite qui
provient de la cuisson de silicate et la perlite (traitement d’une lave volcanique).
I.3.2.6. Foisonnement des sables [2]
Le volume occupé par une masse donné de sable sec augmente en même temps que son taux
d’humidité. Ce phénomène est appelé foisonnement du sable.
Il peut avoir une influence importante lorsque le dosage du béton est réalisé, non pas en masse
mais en volume.

Etude bibliographique | Chapitre 01
12
Le coefficient de foisonnement du sable f est alors l’augmentation de volume correspondant
à un taux d’humidité donnée, par rapport au volume occupé par la même quantité du sable mais à
l’état sec, il est exprimé en pourcentage :
f = Vhumide−Vsec
Vsec×100
Ce coefficient est d’autant plus important que le sable est plus fin.
I.3.2.7. Le module de finesse Mf [2]
Le module de finesse Mf du sable est égal à 1/100 de la somme des refus exprimés en
pourcentage sur les différents tamis de la série suivante (série AFNOR) :
Tableau 3: Série de tamis normalisée AFNOR [2]:
d [mm] 0,16 0,315 0,63 1,25 2,5 5 10 Module AFNOR 23 26 29 32 35 38 41
Il sert à évaluer la teneur en fine du sable.
Le sable est bon pour la confection du béton, si Mf comprise entre 2,2 et 2,8 ; au-dessous,
il y a une majoration d’élément fins qui nécessite une augmentation du dosage en eau ; au-dessus,
il y a une manque de fine, qui peut diminuer la maniabilité du béton, ainsi que sa compacité.
I.3.2.8. Les critères de choix [9] [5,6]
Si on veut obtenir un béton ou mortier ayant de bonnes qualités, les granulats doivent
satisfaire à un certain nombre de conditions :
Les caractéristiques chimiques des granulats :
Les granulats doivent provenir de roches inertes, c'est-à-dire sans action sur le ciment et
inaltérables à l’air, à l’eau et au gel. Alors ils doivent être propres (sans couche d’argile ou de
particules très fines adhérentes), ne pas contenir d’impuretés nuisibles (sels, matières organiques
…).
La norme prohibe les matières tel que les charbons les scories, les déchets de bois (feuilles
mortes, les autres débris végétaux, les débris de plastiques, les algues . . ., dont le pourcentage doit
être ≤ 0,1%).
De même les granulats ne doivent pas contenir d’hydrocarbure d’huile végétale ou de matière
organique.
La forme et l’état de surface des grains
La forme des granulats a une incidence sur la maniabilité du béton.

Etude bibliographique | Chapitre 01
13
Les sables et graviers les meilleures, à ce point de vue, sont ceux dont la forme des grains
diffère le moins de la sphère s’ils sont arrondis, ou du cube s’ils sont anguleux.
Les granulats plats, feuilletés ou en forme d’aiguilles doivent être en quantité limitée. Ils rendent
le béton peu maniable. Il y a plus : ils nuisent à sa compacités et, par conséquent, à ses résistances
et à son imperméabilité.
I.3.3. L’EAU DE GACHAGE [10]
I.3.3.1. Rôles
Dans la confection du béton, l’eau joue les rôles suivants:
- mouiller la surface des granulats pour que la pâte de ciment puisse y adhérer ;
- permettre la réalisation de cette pâte;
- favoriser la maniabilité du béton en remplissant plus ou moins les vides entre les
constituants ;
- assurer l’hydratation des constituants anhydres du ciment.
I.3.3.2. Propreté
L’eau doit être propre et ne pas contenir d’impuretés nuisibles (matières organiques, alkalis,
sulfates…). L’eau potable est souhaitée. Les eaux de pluie peuvent convenir. L’eau de mer, est
déconseillée dans la plupart des cas car le chlorure de sodium qu’elle contient accélère le
durcissement.
Avant le gâchage, il est nécessaire de faire des analyses chimiques portant sur les teneurs en
différents constituants lorsque l’eau est vraiment douteuse.
Les analyses portent sur les constituants suivants :
Insoluble <0,2%
Matières dissoutes <0,5%
Carbonates et bicarbonate alcalins <0,1%
Sulfate <0,1%
Phosphate <0,01%
Nitrate <0,05%
Zinc <0,01%
Na+ et K+ <0,1%
L’acidité de l’eau est déterminée par un pH> 4.

Etude bibliographique | Chapitre 01
14
I.3.3.3. Teneur en chlorures
Pour le béton la teneur en chlorure est limitée. En faible proportion, ils peuvent légèrement
modifier la prise et le durcissement du ciment, par contre en forte proportion ils peuvent réagir
avec le ciment et compromettre la durabilité du béton. Alors la norme européenne fixe les valeurs
suivantes :
1% pour les bétons non armés,
0,65% pour les bétons armés,
0,15% pour les bétons précontraints
En effet, pour la possibilité d’utilisation d’une eau pour le gâchage du béton, la teneur en chlorures
doit être:
≤ 0,6 g/l pour les bétons précontraints,
≤ 2g/l pour les bétons armés,
≤ 4,5g/l pour les bétons non armés.
I.3.4. LES ADJUVANTS
Dès les origines de la fabrication du béton de ciment Portland, commencent des recherches
sur l’incorporation de produits susceptibles d’améliorer certaines de ses propriétés. On cherche à
agir sur les temps de prise, les caractéristiques mécaniques et la mise en œuvre.
Les adjuvants sont des produits chimiques qui, incorporés dans les matériaux cimentaires
lors de leur malaxage ou avant leur mise en œuvre à des doses inférieures à 5% du poids de ciment,
provoquent des modifications des propriétés ou du comportement de ceux-ci.
Ils sont classés selon leurs rôles.
Les normes européennes retiennent la classification suivante :
plastifiants réducteurs d’eau.
superplastifiants hautement réducteurs d’eau ou fluidifiants.
rétenteurs d’eau.
entraîneurs d’air.
accélérateurs de prise.
retardateurs de prise.
hydrofuges.
accélérateurs de durcissement.

Etude bibliographique | Chapitre 01
15
Les plastifiants réducteurs d’eau
Ce sont des produits qui viennent se fixer par adsorption à la surface du ciment. Ils
provoquent une défloculation des grains et une lubrification de la pâte. Ce processus permet
soit une amélioration de la maniabilité, sans augmenter le dosage en eau, soit une réduction du
rapport E/C, donc une augmentation des résistances mécaniques, sans modifier la maniabilité.
On peut également jouer partiellement sur les deux paramètres pour augmenter les résistances
mécaniques tout en améliorant la maniabilité.
Il assure une résistance à la compression de 110%, et permet une réduction du dosage en eau
d’au moins 5%.
Les superplastifiants
Ce sont des produits de synthèse, ils sont de même fonctions que les plastifiants mais leur
influences sur les propriétés du béton sont très fortes car ils peuvent réduire le dosage en eau
jusqu’à 12% le minimum et augmenter les résistances mécaniques plus de 140%.
Leurs dosages sont compris entre 0,5 et 3% du poids de ciment.
Les accélérateurs de prise
L’accélérateur de prise a pour fonction principale de diminuer le temps de prise du ciment
dans les bétons. Ils sont à recommander pour les bétonnages par temps froid, les décoffrages
rapides, les scellements les travaux en galerie, les travaux sous l’eau, etc.
Les retardateurs de prise
Introduits dans l’eau de gâchage, ils ont pour fonction principale d’augmenter le temps de
début de prise du ciment dans le béton ou le mortier.
Les retardateurs de prise sont particulièrement recommandés pour les bétonnages par temps
chaud, pour le béton prêt à l’emploi, les bétonnages en grande masse et la technique des coffrages
glissants.
Les rétenteurs d’eau
Ce sont des produits d’addition généralement en poudre qui ont pour fonction principale de
réduire au ressuage des bétons.
Ils sont utilisés pour améliorer la cohésion des bétons fluides dont le sable manque
d’éléments fins ou à faible dosage en ciment.
Les hydrofuges
Les hydrofuges de masse ont pour fonction principale d’assurer une bonne étanchéité au béton.
Accélérateurs de durcissement.
Permettre d’atteindre plus rapidement un pourcentage donné de la résistance du béton.

Etude bibliographique | Chapitre 01
16
Entraineurs d’air :
Ils ont pour fonction d’entraîner la formation dans le béton, de microbulles d’air
uniformément réparties dans la masse.
La résistance au gel du béton durci, ainsi que sa résistance aux sels de déverglaçage et aux eaux
agressives, sont considérablement améliorées.
I.3.5. LES AJOUTS
On utilise parfois comme ajouts des fines minérales.
Ils servent à améliorer certaines caractéristiques du béton, à savoir, la compacité, la
maniabilité, etc ….
On distingue :
La cendre des balles de riz ;
La pouzzolane ;
La dolomie.
….
I.3.6. LES RESINES [14]
I.3.6.1. Définition
Une résine est un polymère qui occupe les trois directions de l’espace.
Le terme résine est souvent employé dans le monde du Béton décoratif. Elle constitue la couche
d’usure ou topping dans le béton lissé.
I.3.6.2. Les différentes familles des résines
Figure 4 : Les différentes familles des résines

Etude bibliographique | Chapitre 01
17
I.3.6.3. Critères essentiels des résines TD et TP
Il est important de bien situer les différences fondamentales de ces deux types de résine.
La structure des TP se présente sous forme de chaînes linéaires, il faut les chauffer pour les
mettre en forme (les chaînes se plient alors), et les refroidir pour les fixer (les chaînes se bloquent).
Cette opération est réversible.
La structure des TD a la forme d'un réseau tridimensionnel qui se ponte (double liaison de
polymérisation) pour durcir en forme de façon définitive, lors d'un échauffement. La
transformation est donc irréversible.
Tableau 4: Critères essentiels des résines TD et TP[14]
Résine Thermoplastiques TP Thermodurcissables TD Etat de base solide prêt à l'emploi liquide visqueux à polymériser
Stockage illimité réduit
Mouillabilité renforts difficile aisée
Moulage chauffage + refroidissement chauffage continu
Cycle court long
Tenue au choc assez bonne limitée
Tenue thermique réduite bonne
Chutes et déchets recyclables perdus ou recyclés en charges
Conditions de travail propreté émanation pour "méthode humide"
I.3.6.4. Définitions et types de résines
-Résine thermodurcissable : polymère transformée en un produit essentiellement infusible et
insoluble après traitement thermique (chaleur, radiation) ou physico- chimique (catalyse,
durcisseur).
-Résine thermoplastique : polymère pouvant être alternativement ramollie par chauffage et
durci par refroidissement dans un intervalle de température spécifique du polymère étudié. Les
résines thermoplastiques présentent l'aptitude à l'état ramolli, de se mouler aisément par
plasticité.
-Résine thermostable : polymère présentant des caractéristiques mécaniques stables sous des
pressions et des températures élevées (>200°C) appliquées de façon continue. Cette propriété est
mesurée en déterminant la température que peut supporter la résine durant 2000h sans perdre
la moitié de ses caractéristiques mécaniques.
-Elastomère thermoplastique : polymère fortement élastique.

Etude bibliographique | Chapitre 01
18
I.3.6.5. Quelques exemples et principales différences entre résines TD et TP
a. Les résines thermodurcissables
Polyesters insaturés : C'est la résine la plus utilisée dans l'application
composite de grande distribution.
Une résine de polyester insaturé contenant un monomère insaturé
(généralement le styrène) est réticulée à température ambiante par addition d’un
catalyseur de type peroxyde organique et d’un accélérateur. Elle passe
successivement de l’état liquide visqueux initial à l’état de gel, puis à l’état de solide
infusible.
La réaction est exothermique et la température de la résine augmente
progressivement depuis le gel jusqu’à un maximum pour redescendre ensuite
lentement à la température ambiante.
Le durcissement sera d’autant plus rapide ou, si l’on préfère, le temps nécessaire
dans le moule sera d’autant plus court que la courbe de température en fonction du
temps se rapprochera davantage de la verticale.
La réaction de durcissement dépend de la réactivité de la résine, de la forme de
l’objet fabriqué (épaisseur, etc.), de la nature et du dosage du système catalytique.
Il existe différents types de résines :
- Orthophtalique : la plus courante ;
- Isophtalique : qui donne une meilleure tenue à l'humidité ;
- Chlorée : apportant une auto extinguibilité ;
- Bisphénol : possédant de bonnes caractéristiques chimiques et thermiques.
Tableau 5: Avantages et inconvénients Polyesters insaturés [14]
Avantages Inconvénients
Bonne accroche sur fibres de verre
Translucidité
Bonne résistance chimique
Mise en œuvre facile
Tenue en température (> 150 °C)
Prix réduit
Inflammabilité (sauf résines chlorées)
Tenue vapeur et eau bouillante
Retrait important (6 à 15 %)
Durée de conservation en pot limitée
Emission de styrène

Etude bibliographique | Chapitre 01
19
- Vinylesters : On peut la considérer comme une variante des polyesters produite
à partir d'acides acryliques. Elles possèdent une bonne résistance à la fatigue et un
excellent comportement à la corrosion, mais demeure combustible.
- Phénoliques : Elles sont issues de la polycondensation du phénol et du formol
se caractérise par une bonne tenue au feu, sans fumée. Elles restent fragiles, sensibles
à l'humidité, difficiles à colorer et à mettre en œuvre.
Epoxydes : Elles résultent de la polyaddition de l'épichlorhydrine sur un polyalcool
et constitue la résine type des composites hautes performances HP. On distingue
deux classes de résines en fonction :
- Du durcissement à chaud ou à froid ;
- De la tenue en température (120-130 °C, ou 180-200 °C).
Tableau 6: Avantages et inconvénients Epoxydes [14]
Avantages Inconvénients
Tenue mécanique, thermique, chimique et
fatigue
Faible retrait (1 à 2 %)
Excellente adhérence sur fibres
Auto-extinguibilité
Mise en œuvre facile, sans solvant
Prix élevé
Sensibilité à l'humidité et aux UV
Vieillissement sous température
Sensibilité aux chocs
Temps de polymérisation
- Polyuréthannes et polyurées : Dans l'application composite, on utilise surtout
des formules élastomériques dont la faible viscosité permet un bon remplissage du
moule. Les constituants sont livrés à l'état de prépolymères liquides :
- Polyols + polyisocyanates = polyuréthannes ;
- Polyéthers + polyamines = polyurées.
Tableau 7: Avantages et inconvénients Polyuréthannes et polyurées [14]
Avantages Inconvénients
Facilité de moulage in situ
Tenue chimique
Vieillissement
Astaticité
Résistance mécanique réduite
Combustibilité
Coloration en masse difficile : foncée

Etude bibliographique | Chapitre 01
20
- Polyimides : Ces résine sont surtout utilisées dans les composites HP, lorsque
l'on cherche une bonne stabilité sous hautes températures (> 250 °C). Elles restent
toutefois très onéreuses et difficiles à mettre en œuvre.
- Bismaldéides : Matrices très peu utilisées. Elles offrent une bonne tenue à la fois
au choc et en température, mais restent difficiles à mettre en œuvre.
Tableau 8: caractéristiques des résines TD[14]
Résines TD
Matrices TD
Mas
se
volu
miq
ue
(kg.m
-3)
Module
d'é
last
icit
é lo
ngit
udin
al (
Mpa)
Module
de
cisa
ille
me
nt
(Mpa)
Coef
fici
ent
de
Pois
son
Contr
ainte
de
ruptu
re
(tra
ctio
n)
MP
a
All
ongem
ent
à ru
ptu
re %
Coef
fici
ent
de
dil
atat
ion
ther
miq
ue
°C-1
? E G ? s r A a Epoxyde 1 200 4 500 1 600 0.4 130 2 11*10-5
Phénolique 1 300 3 000 1 100 0.4 70 2.5 1*10-5
Polyester 1 200 4 000 1 400 0.4 80 2.5 8*10-5
Polycarbonate 1 200 2 400 0.35 60 6*10-5
Vinylester 1 150 3 300 75 4 5*10-5
silicone 1 100 2 200 0.5 35
Uréthanne 1 100 700 à 7 000 30 100
Polyimide 1 400 4 000 à 19 000
1 100 0.35 70 1 8*10-5
b. Les résines thermoplastiques
Les polymères utilisés sont essentiellement des thermoplastiques techniques qui
présentent à l'état vierge de bonnes caractéristiques mécaniques. Un renforcement de fibres
courtes leur confère une tenue thermique et mécanique améliorée et, une bonne stabilité
dimensionnelle.
Ce sont donc essentiellement les suivants, qui possèdent tous une tenue en
température Supérieure à 100 °C et sont (hors POM) auto - extinguibles :
- Polyamide (PA), tenue au choc, bonne résistance à la fatigue et aux hydrocarbures;
- Polytéréphtalate éthylénique et butylénique (PET, PBT), bonne rigidité, bonne ténacité ;
- Polycarbonate (PC), tenue au choc ;
- Polysulfure de phénylène (PPS), résistance à l'hydrolyse;
- Polyoxyméthylène (POM), bonne tenue à la fatigue;
- Polysulforés (PSU et PPS), bonne stabilité chimique et à l'hydrolyse, peu de fluage, tenu au
chaud ;

Etude bibliographique | Chapitre 01
21
- Polypropylène (PP), peu onéreux et assez stable en température, mais combustible.
De plus en plus, on utilise des thermoplastiques thermostables (tenue en température
> 200 °C et bonnes propriétés mécaniques), en particulier les suivants :
- Polyamide – imide (PA) ;
- Polyéther-imide (PEI) ;
- Polyéther-sulfone (PES) ;
- Polyéther-éther-cétone (PEEK).
Tableau 9: caractéristiques des résines TP[14]
Résines TP
Mas
se
volu
miq
ue
(kg.m
-3)
Module
d'é
last
icit
é lo
ngit
udin
al (
Mpa)
Module
de
cisa
ille
me
nt
(Mpa)
Coef
fici
ent
de
Pois
son
Contr
ainte
de
ruptu
re
(tra
ctio
n)
MP
a A
llongem
ent
à ru
ptu
re %
Coef
fici
ent
de
dil
atat
ion
ther
miq
ue
°C-1
? E G ? s r A a
PP 900 1 200 0.4 30 20 à 400 9*10-5
PPS 1 300 4 000 65 100 5*10-5
PA 1 100 2 000 0.35 70 200 8*10-5
PES 1 350 3 000 85 60 6*10-5
PEI 1 150 3 300 105 60 6*10-5 PEEK 1 300 4 000 90 50 5*10-5
III-6-6. Principales caractéristiques mécaniques des résines (réf. CETIM Mallard, Rapport DPE 1991):
Tableau 10: caractéristiques des résines TD et TP et métaux [14]
Résines nom φ (kg/m3) E (MPa) R (MPa) Prix (F/kg)
TD
Polyester 1300 3800 88 15
Vinylester 1200 3500 81 18
Epoxyde 1220 5200 121 40
Silicone 1550 1000 3 200
Polyimide 1217 3450 80 150
Phénolique 1350 3000 70 10
Polyamide 1130 1900 70 25
TP Polycarbon
ate
1100 2300 60 30
Polyester
saturé
1310 2800 55
Métaux Aluminium 2630 69000 358 13
Acier XC10 7850 210000 1000 10
Cuivre 8940 119000 350 11
Magnésium 1660 42000 280 27
Avec :φ (kg/m3) : Masse volumique
E (MPa) : Module d'Young
R (MPa) : Limite élastique en traction

Etude bibliographique | Chapitre 02
22
Chapitre 02 : LES FACTEURS D’ETUDE DES BETONS
LISSES
L’étude de la composition d’un béton consiste à définir le mélange optimal des différents
granulats dont on dispose, ainsi que le dosage en ciment et en eau, afin de réaliser un béton dont
les qualités soient celles recherchées pour la construction de l’ouvrage ou de la partie d’ouvrage
en cause.
II.1 DIMENSION DES GRANULATS [2]
II.1.1. IMPORTANCE DE LA DIMENSION MAXIMALE D
L’utilisation de gros granulats contribue de façon très significative à l’augmentation de la
résistance du béton surtout en compression. Ainsi, elle permet de minimiser la quantité du liant
utilisé dans le mélange, ce qui signifie une diminution du phénomène de retrait.
Pour ces raisons, on a donc intérêt à le choisir aussi grand que possible.
Toutefois, le choix du diamètre maximal reste conditionné par :
L’ouvrabilité demandée ;
Les dimensions de l’ouvrage et l’épaisseur des pièces ;
L’espacement des armatures ;
L’enrobage des armatures.
II.1.2. EFFET DE PAROI [3]
C’est la plus ou moins grande difficulté qu’il y a à bien remplir un moule dans lequel les
surfaces en contact avec le béton (coffrages, armatures, gaines, etc.) sont plus ou moins
importantes par rapport au volume total à remplir de béton.
Pour un moule donné, l’effet de paroi est défini par le rapport D/r tel que :
D est la dimension maximale des granulats.
On a : D = d1 + (d1-d2) (x/y) dont :
d1 : la plus grande passoire sur laquelle on a recueilli le plus gros grain
d2 : la passoire immédiatement inférieure
x : proportion des grains retenus sur d1
y : proportion des grains retenus sur d2
r est le rayon moyen du moule à remplir.
On a : r =V
S avec :

Etude bibliographique | Chapitre 02
23
V : volume à remplir de béton
V = Vm – Va, avec Vm le volume du moule, et Va le volume des armatures.
S : surface totale des armatures et parois du moule.
II.2 OUVRABILITE [1]
« L’ouvrabilité » ou « la maniabilité » est définie comme l’aptitude de mise en œuvre du
béton. Elle est fonction de la finesse du sable et de la teneur en eau.
La majorité des qualités de l’ouvrage comme la compacité, enrobage et adhérence des
armatures, étanchéité,…, dépend d’elle. C’est pourquoi on la considère comme une qualité aussi
importante que la résistance.
L’ouvrabilité peut s’apprécier par diverses façons, par exemple :
Le test de la maniabilité,
La mesure avec le plastimètre à rotation,
La méthode de l’étalement à la table à secousse,
Et la méthode d’affaissement au cône d’Abrams.
Parmi eux, les plus utilisés par les praticiens sont les deux derniers car ils ne nécessitent qu’un
matériel peu couteux, et ils sont faciles à exécuter.
Par ailleurs, ils permettent de caractériser la consistance du béton.
II.2.1. L’AFFAISSEMENT AU CONE D’ABRAMS OU SLUMP-TEST
Faisant l’objet de la norme NF P 18 305, l’essai consiste à remplir de béton un moule en
tôle tronconique (D = 20 cm, d = 10 cm, h = 30 cm), le remplissage s’effectue en trois couches
tassées avec une tige en acier de 16mm de diamètre et dont l’extrémité est arrondie, à raison de 25
coups par couche. On soulève en suite le moule avec précaution et on mesure l’affaissement.
La consistance est classée comme le suivant:
Tableau 11: Classe de consistance selon l'affaissement au cône d'Abrams[2]:
Classe de consistance Affaissement en cm Tolérance en cm
Ferme F 0 à 4 ± 1
Plastique P 5 à 9 ± 2
Très plastique TP 10 à 15 ± 3
Fluide F ≥16 ± 3

Etude bibliographique | Chapitre 02
24
Figure 5 : Mesure de l'affaissement par le cône d'Abrams
II.2.2. ESSAI D’ETALEMENT SUR TABLE OU FLOW TEST
On démoule sur la table un tronc de cône de béton (D = 25 cm, d = 17 cm, h =12.5 cm)
rempli en deux couches et compacté à l’aide d’une tige à raison de 10 coups par couche. Puis on
le soumet à une série de 15 secousses de 15 secondes. On mesure le diamètre d’étalement et on
l’exprime en pourcentage par rapport au diamètre initial.
Pour l’essai d’étalement à la table à secousses, la consistance est classée selon l’étalement de la
pâte qui est indiquée dans le tableau suivant (exprimé en pourcentage) :
Tableau 12: classe de consistance selon l'étalement sur la table à secousse[2]:
Classe de consistance Etalement à la table en %
Très ferme 10 -30
Ferme 30 – 60
Normal 60 – 80
Mou 80 – 100
Très mou à liquide > 100

Etude bibliographique | Chapitre 02
25
Figure 6 : Principe de flow test
II.3 RESISTANCE
La résistance du béton, surtout en compression, est considérée comme sa qualité essentielle.
L’obtention du béton ayant une qualité souhaitée est due à la mise en valeur des divers facteurs
ayant une influence sur sa résistance.
II.3.1. INFLUENCE DE LA QUALITE DU CIMENT [3]
La qualité du ciment, à savoir sa classe vraie de résistance désignée par FCE, influe sur le
dosage en ciment du béton, et ainsi que sur sa résistance. Alors dans l’étude du béton, il faut tenir
compte de cette classe vraie du ciment.
Exemple : Un ciment de la classe 42,5 par exemple présente une résistance comprise entre 42,5 et
62,5 MPa en 28 jours. Le béton fabriqué avec ce ciment présentera donc lui-même une résistance
plus ou moins importante fonction de cette classe vraie du ciment utilisé.
II.3.2. INFLUENCE DU DOSAGE EN CIMENT ET DU DOSAGE EN EAU [2]
II.3.2.1. Rapport C/E
Le dosage en eau et en ciment présentent deux effets totalement opposés sur la résistance
d’un béton. Si l’augmentation du ciment favorise son accroissement, un surplus d’eau entraîne sa
diminution. C’est pourquoi on a considéré le rapport C/E (ou E/C utilisé par certains chercheurs)
comme le facteur global intervenant dans la résistance du béton.
En effet, ce rapport nous permet d’exprimer la valeur de la résistance par une simple fonction
linéaire croissante comme par exemple celle de Bolomey:
R = K(C/E – 0,5)
Le coefficient K est censé contenir beaucoup de paramètres comme la nature et classe
du ciment, qualité des granulats, granulométrie du mélange, module de finesse du sable intensité
du serrage.

Etude bibliographique | Chapitre 02
26
Puisque la résistance du béton est approximativement fonction linéaire de la classe vraie du ciment
FCE, de la qualité et de la dimension maximale des granulats, alors la formule de Bolomey peut
s’écrire :
Rb28 = GFCE (C/E -0,5)
Rb28 : résistance à la compression du béton à 28 jours (valeur moyenne) en MPa ;
FCE : classe vraie du ciment à 28 jours (valeur moyenne) en MPa ;
C : dosage en ciment en Kg/m 3 ;
E : dosage en eau totale sur matériau sec en litre/m3 ;
G : coefficient granulaire (fonction de D et de la qualité des granulats).
II.3.2.2. Dosage minimal en ciment
Les dosages en ciment des ouvrages en béton se font sur des critères de résistance donnés
dans les règles de conception et de calcul de ces ouvrages, ainsi que des critères de durabilité.
Pour assurer l’obtention de la résistance souhaitée, la quantité de ciment utilisée ne doit pas être
inférieure à la quantité minimale prescrite par les normes.
Les dosages minimaux en ciment indiqués dans la norme P 18 011 qui sont fonction du diamètre
maximal des granulats D sont donnés ci-dessous [en Kg/m3 de béton] :
C ≥550
√D5 , dans le cas d’environnement d’agressivité A2, c'est-à-dire moyenne ;
C ≥700
√D5 , dans le cas d’environnement de classes d’agressivité A3 ou A4, c'est-à-dire forte
ou très forte, ainsi que pour les bétons précontraints.
Le tableau suivant montre les dosages minimaux en Kg de ciment par m3 de béton qui sont indiqués
dans le BAEL 91. Ils permettent l’obtention de résistance caractéristique dans le cas courant et ils
sont indiqués en fonction de la classe du ciment et de la dimension maximale des granulats D et
en considérant dans chaque cas les fabrications de béton avec autocontrôle surveillé (AS), ou les
fabrications dans les conditions courantes (CC) c'est-à-dire moins rigoureuses.
Tableau 13: Les dosages minimaux des ciments indiqués par le BAEL91 : [2]
Classes de ciment 32,5 et 32,5 R 42 ,5 et 42,5R
Diamètre en mm AS CC AS CC
16
20
25
30
325 Kg/m3
400 Kg/m3
A justifier
300 Kg/m3
350 Kg/m3
A justifier
non admis
300 Kg/m3
350 Kg/m3
A justifier
325 Kg/m3
375Kg/m3
A justifier

Etude bibliographique | Chapitre 02
27
II.3.3. INFLUENCE DE LA GRANULARITE
La granularité détermine la distribution dimensionnelle des grains d’un mélange
granulaire.
Le rapport G/S correspond au rapport des volumes absolus de gravier et sable et s’ils ont même
masse spécifique, il correspond au rapport des masses.
G
S=
gravier
sable
Pour G/S≤2 (valeurs les plus courantes), l’influence de la granularité sur les qualités
principales du béton est relativement faible, tandis que la résistance augmente plus sensiblement
pour des valeurs plus élevées de G/S surtout pour les bétons fermes ; mais pour de raisons
d’ouvrabilité, il ne convient pas de dépasser G/S = 2 à 2,2
Le tableau suivant montre les principales qualités des bétons en fonction du rapport G/S et
de leur granularité continue ou discontinue.
Tableau 14: Influence de la granularité sur les caractéristiques du béton : [2]
Caractéristiques
Appréciations concernant les bétons A G/S élevé par rapport à ceux à G/S faible A granularité discontinue par rapport à
ceux à granularité continue
Ouvrabilité Moins bonne surtout pour G/S> 2,2 Moins bonne surtout si G/S >2,2
Résistance en compression
Meilleure surtout pour G/S ≥ 2,2 Très légèrement supérieure
Résistance en traction Sans corrélation apparente Très légèrement inférieure
Module d’élasticité Sans corrélation très nette sauf pour le module statique un peu plus élevé en
fonction de G/S
Un peu plus élevé
Vitesse du son Sans corrélation très nette Légèrement supérieure
Indice sclérométrique Un peu supérieur Très légèrement supérieure
Retrait Sans corrélation très nette Moins élevé surtout si G/S > 2,2
Compacité, densité Légèrement plus élevée pour G/S >2,2 un peu plus élevée
II.3.4. IMPORTANCE DE L’ADHERENCE MORTIER-GRAVIER [2]
L’adhérence entre mortier-gravier est aussi considérée comme un facteur très important
qui entre dans la résistance du béton surtout en traction.
Si elle est faible, le risque de rupture augmente même si le gravier a une grande dureté. Ceci est
dû à la facilité du décollement des graviers au mortier.
Alors, pour que l’adhérence entre mortier et gravier soit bonne, il faut éviter les granulats pollués.

Etude bibliographique | Chapitre 02
28
II.3.5. RESISTANCE DU BETON FRAIS [1]
Cette résistance intéresse plus particulièrement les fabricants pour le démoulage immédiat
(avant prise du ciment) d'éléments de grande série. Elle peut atteindre 0,3 à 0,4 MPa tandis que
celle en traction ne dépasse guère 1/100e de ces valeurs, soit 0,004 MPa.
À la suite d'études faites sur ce sujet, il semble que:
le rapport optimal C/E est voisin de 2,5 (soit E/C = 0,4, béton plutôt sec),
le rapport Sable/Gravier optimal est d'environ 0,38 (soit : G/S = 2,6 valeur élevée),
les granulats concassés donnent des résistances plus élevées que les granulats roulés,
la fréquence de la vibration est prépondérante (résistance triplée quand on passe de 3000
à 6000 périodes par minute).
Figure 7: La résistance du béton frais
II.3.6. INFLUENCE DE L’AGE SUR LE DURCISSEMENT DU BETON [2]
L’âge du béton influence sa résistance en compression. La formule ci-dessous qui est
déduite à partir de plusieurs essais montre cette liaison :
σj
σ7= 2,92-
1,77
log j
Cette formule n’est valable que pour j=âge du béton>7jours.
II.3.7. INFLUENCE DE LA TEMPERATURE ET DE L’HUMIDITE [2]
II.3.7.1. Température
La chaleur accélère la prise et le durcissement du béton (cas des bétons étuvés en
préfabrication), tandis que le froid allonge la durée de prise et peut même l’arrêter complètement.
Une formule très empirique permet de tenir compte grossièrement de différences importantes de
températures sur un chantier partant de l’hypothèse de la proportionnalité entre la vitesse de
réaction d’hydratation du ciment et de la température.
J(10 + t) = f (Formule de Nurse-Saul).

Etude bibliographique | Chapitre 02
29
f : facteur de maturité, elle signifie que pour une température t0 à une âgeJ0 en jour donne
habituellement au béton une résistance suffisante, il faudra pour obtenir une résistance analogue
J1 pour une température t1.
On aura donc la maturité égale :
J0 (10+t0) = J1 (10+t1)
J1 = J0(10+t0)
(10+t1) (Température en °C)
Cette formule n’est valable que pour les ciments à durcissement normal type CEM I et
CEMII/A et B pour une température moyenne t comprise entre 5°C et 40°C.
II.3.7.2. Humidité
Le degré d’humidité du milieu de conservation a une influence importante sur la résistance
du béton. Des essais comparatifs montrent par rapport à la résistance de base sans cure, celle
obtenue sur des éprouvettes conservées à 28 jours dans l’eau ou en atmosphère humide. Les
différences sont consignées dans le tableau suivant :
Tableau 15: Influence de l'humidité sur la résistance du béton : [2]
Age (en jours) Humide Sec
28 100 -
90 130 127
180 150 134
365 179 138
730 190 140
De toute façon la dessiccation du béton est toujours défavorable essentiellement dans les
premiers jours et un manque de protection peut provoquer sur l’éprouvette une chute de résistance
de l’ordre de 10% et sur l’ouvrage, indépendamment de la baisse de résistance des risques de
fissuration ; d’où la nécessité de protéger la surface du béton mise en place par une cure du béton.
II.3.8. CLASSIFICATION ET DESIGNATION DES BETONS
La grande diversité de bétons a conduit à définir et préciser des critères de base pour leur
classification et leur désignation.
Les critères fondamentaux sont aux nombres de 5 :
La résistance à la compression à 28 jours exprimée en MPa qui est précédée de la lettre B
Tableau 16: Désignation des bétons :
B16 B20 B25 B30 B35 B40 B50 B60

Etude bibliographique | Chapitre 02
30
Ces valeurs sont normalisées et correspondent aux 8 catégories de résistances
caractéristiques présentées.
La consistance qui représente son ouvrabilité, est caractérisée par l’affaissement au cône
d’Abrahms.
La granularité des granulats utilisés d/D : D étant le diamètre maximal des grains exprimés
en [mm].
Le dosage minimal en ciment en Kg/m3 de béton
La désignation du ciment d’après les indications normalisées par exemple :
CEM I 42,5, CEMII/B 42 ,5
Exemple : B25 P 0/20-300 CEMII/A 32,5.
Cette appellation désigne un béton de classe B25 (résistance caractéristique 25 Mpa) de
consistance plastique, de granularité 0/20 dont le dosage minimal en ciment CEMII/A 32,5 est de
300 Kg.m-3 de béton mise en place.
II.4 RETRAIT [3]
C’est un phénomène de raccourcissement qui accompagne la prise du ciment et le
durcissement du béton. On a les valeurs moyennes (en mm par m) :
En France : ∆l
l= 2. 10−4 à 3. 10−4
Région humide : ∆l
l= 1,5. 10−4 à 2. 10−4
Région très sèches : ∆l
l= 5. 10−4
La conservation du béton sous l’eau pendant le durcissement diminue beaucoup les effets de
retrait, c’est pourquoi il convient de tenir les pièces humides en les arrosant pendant leur
durcissement (cure du béton) ce qui permet de limiter le risque de fissuration du béton sous l’effet
du retrait.
II.5 DILATATION [3]
Le coefficient thermique dépend de la nature et de la grosseur du granulat ainsi que des
qualités propres du béton mais en général, on l’admet, en moyenne de 1.10-5;
Ce coefficient pourrait aller, de 0,6.10-5 à 1,4.10-5 par °C.
II.6 FLUAGE [3]
C’est un phénomène de déformation lente ou différée sous l’effet d’une charge fixe
indéfiniment appliquée.
Cette déformation varie avec la contrainte moyenne permanente imposée au matériau.

Etude bibliographique | Chapitre 02
31
Elle est pratiquement complète au bout de 3 ans, et sa valeur est estimée à :
Δl = 4 à 5 ‰ longueur.
II.7 ELASTICITE [3]
Le module d’élasticité E est défini par le rapport:
E =contrainte unitaire
déformation relative= Rcj
∆l
l
Pour les projets courant, on admet:
Eij = 11 000 Rcj 1/3 (module de déformation longitudinale instantanée du béton) avec Rcj
résistance caractéristique à « j » jours.
Evj = 3 700 Rcj 1/3 (module de déformation différée) avec Rcj = 1,1 Rc28.
Il s’ensuit que : Evj ≈ EIJ
3
Notes : Eij, Evj, Rc28, Rcj sont exprimés en MPa.
II.8 EFFET « POISSON » [3]
En compression, comme en traction, la déformation longitudinale (dans le sens de l’effort)
est accompagnée d’une déformation transversale ; le coefficient de Poisson est le rapport entre ces
deux déformations en valeurs relatives. Il varie de 0,15 à 0,30 ; et il est d’autant plus élevé que le
béton est plus jeune ou moins résistant.
II.9 CORROSION DES BETONS [3]
Les bétons risquent de se dégrader en présence des phénomènes suivants :
II.9.1. LE GONFLEMENT DU AU SULFATE
En présence d’une forte concentration en sulfate, l’aluminate tricalcique et le sulfate de
calcium se combinent pour donner un trisulfate « éttringite » hydraté qui constitue un sel gonflant
par suite de fixation d’un grand nombre de molécules d’eau.
Pour éviter ce gonflement, les ciments contenants d’aluminate tricalcique en faible quantité sont
conseillés comme : CEM I ES ou CEM II/A et B ES ; ainsi que les ciments très chargés en laitier
comme CEM III/B, CEM III/C et CLC.
II.9.2. LA REACTION ALCALIS-GRANULATS
Dans les granulats, certains constituants amorphes et mal cristallisés de la silice (SiO2) sont
sensibles aux alcalis et peuvent en présence d’humidité réagir avec un hydroxyde alcalin provenant
du ciment (NaOH, Ca(OH)2) ; il se forme des silicates alcalins hydratés plus volumineux entraînant
la désagrégation du béton en présence d’humidité, qui se traduit par des fissurations, du faïençage

Etude bibliographique | Chapitre 02
32
à mailles plus ou moins serrées, des gonflements provoquant des déformations éventuelles parfois
très importantes de la structure, des écaillages, des exsudations, des cratères superficiels. Les
granulats sensibles à ce phénomène sont ceux qui contiennent de l’opale (une silice hydratée),
ainsi que ceux qui contiennent de la dolomie ou du mica.
II.9.3. LA CARBONATATION
La carbonatation du béton est due à l’action de l’acide carbonique CO2 (dioxyde de carbone)
qui se trouve dans l’atmosphère (en faible quantité environ 0,5%) sur la chaux libérée par
l’hydratation des constituants anhydres du clinker.
Ca(OH)2 + CO2 → CaCO3 + H2O
Cette carbonatation qui progresse dans le béton à partir des faces en contact avec
l’atmosphère fait baisser le pH, franchement basique puisque de 13 dans un béton non carbonaté,
à des valeurs très inférieures (11,5 à 9), neutralisant ainsi progressivement l’alcalinité du béton et
son rôle « passivant » sur les armatures qui n’étant plus protégées, se corrodent.
II.10 LES PROPIETES DU TOPPING [15]
La couche d’usure tient un rôle très important sur l’aspect du béton lissé.
L’obtention d’un bon aspect du béton lissé est due à la mise en valeur des divers facteurs
ayant une influence sur sa résistance.
Trois caractéristiques conditionnent le choix d’une matrice, ce sont : l’accessibilité ; des
propriétés cibles ; la durabilité.
II.10.1. RESISTANCES MECANIQUES
La connaissance de ces caractéristiques a pour objectif de déterminer : la loi de
comportement mécanique complète des matériaux et certains seuils au-delà desquels le matériau
ne conserve plus ses fonctionnalités ;
II.10.2. INFLUENCE DE LA LUMIERE ET DE LA TEMPERATURE (durabilité)
Cette caractéristique parle des propriétés suivantes : résistance au vieillissement, résistance à
la fatigue, résistance au feu, résistance aux agressions chimiques, résistance au frottement,
résistance à l’usure.

Etude bibliographique | Chapitre 03
33
Chapitre 03 : COMPOSITION ET DOSAGE DES BETONS
LISSES
III.1 CHOIX DES MATERIAUX EN FONCTION DES CONDITIONS CLIMATIQUES
ET L’ENVIRONNEMENT DE L’OUVRAGE
III.1.1. CHOIX DES MATERIAUX EN FONCTION DES CONDITIONS
CLIMATIQUES
III.1.1.1. Bétonnage par temps froid.
Bétonner par temps froid demande des précautions particulières. On appelle temps froid
une période d’un minimum de 3 jours consécutifs où la température descend au-dessous de 5
degrés.
Le problème du gel
La prise et le durcissement du béton sont retardés lorsque la température baisse. Plusieurs cas
sont à envisager :
Le béton n’a pas fait sa prise : le gel n’est pas dangereux, mais il faut revibrer le béton au
dégel pour lui redonner sa compacité initiale. Les performances du béton revibré ne sont
pas modifiées ;
Le béton pendant sa prise : dans ce cas l’action du gel est néfaste. Le béton est inutilisable.
Il faut démolir les ouvrages car le béton devient poreux avec une cohésion amoindrie et
une résistance mécanique nettement affaiblie ;
Le béton après la prise : dans ce cas les conséquences sont moins néfastes à condition qu’au
moment du gel, le béton ait une teneur en eau faible, une résistance supérieure à 5 MPa et
une température à peu près uniforme entre les divers endroits de l’ouvrage. Même après
plusieurs mois le béton peut être attaqué par la succession du gel et du dégel, surtout s’il
n’est pas compact, étanche et homogène.
Choix d’un ciment
Les ciments utilisés pour bétonner par temps froid devront être ceux qui sont à forte chaleur
d’hydratation :
CEM I 42,5R
CEM I 52,5 et 52,5R
CEM II/ A52,5 et 52,5R
Ciment Alumineux CA

Etude bibliographique | Chapitre 03
34
Ciment Prompt naturel CNP
Les ciments CEMIII/B, CEMV/A et CLK-CEMIII/C
Choix des granulats
Les granulats sont choisis dans des qualités non gélives, non poreuses et résistantes. Ils doivent
être propre et ne pas comporter des parties gelées.
Choix des adjuvants
Les adjuvants sont indispensables pour le bétonnage par temps froid. On emploie :
des plastifiants réducteurs d’eau ;
des entraîneurs d’air ;
des accélérateurs de prise et de durcissement.
Choix des résines
Les résines sont choisies dans des qualités non gélives et le moins couteux, plus facile à
mettre en œuvre, à conserver.
III.1.1.2. Bétonnage par temps chaud :
On considère comme temps chaud une température supérieure à 25 degrés.
Effets de la chaleur
La chaleur diminue l’ouvrabilité du béton. Pour conserver l’ouvrabilité, on est obligé d’ajouter
de l’eau au béton. Pour une élévation de température de 10 degrés, on compte en général 10 litres
d’eau supplémentaire par m3 de béton. Le béton perd donc de sa résistance dans des proportions
de 5 à 8%. D’autre part, la chaleur accélère la prise. Une évaporation trop rapide de l’eau à la
surface du béton risque de provoquer des fissurations ainsi qu’une diminution de la résistance
superficielle du béton et une augmentation de la porosité.
Choix d’un ciment
Pour le bétonnage par temps chaud, l’utilisation de ciment à faible chaleur d’hydratation est
souhaitable :
CEM I 42,5
CEM II/A ou B 32 ,5 et 42,5
CEM III /A ou B 32,5 OU 42.5
Les ciments qui ont le sous classes R sont à éviter.
Les ciments à usages tropicale :
CEM II/A et B 42,5 UT
CEM IV/B 22,5 UT

Etude bibliographique | Chapitre 03
35
Choix des granulats
L’utilisation de granulats non poreux propres et entreposés à l’abri des rayons de soleil ;
Choix des adjuvants
L’utilisation des adjuvants suivants est fortement conseillée :
Réducteurs d’eau ;
Fluidifiants ;
Rétenteurs d’eau ;
Retardateurs de prise.
NB : L’utilisation d’une eau propre et fraîche (on peut remplacer une partie de l’eau par de la glace
pilée).
Choix des résines
Les résines sont choisies dans des qualités :
non granulé ;
moins couteux ;
plus facile à mettre en œuvre, à conserver.
III.1.2. CHOIX DES CIMENTS EN FONCTION DE L’ENVIRONNEMENT DE
L’OUVRAGE
L’environnement dans lequel se situe un ouvrage peut être neutre, donc sans action
spécifique, et ne présente aucun risque sur la durabilité du béton, ou au contraire présenter
différents types d’agression nécessitant des précautions quant au choix des matériaux, donc du
ciment, et des protections complémentaires éventuelles.
Cet environnement agressif peut être :
Gazeux :
Auquel cas, l’agressivité dépend de l’humidité relative ambiante, de la pression, de la température,
du renouvellement des gaz dans le milieu…
Liquide :
Auquel cas, la concentration de l’agent agressif, la viscosité de la solution obtenue, la présence de
bactéries, ou de certaines algues sont à prendre en considération.
Solide :
Cas des produits stockés qui agissent par dissolution ou par extraction.

Etude bibliographique | Chapitre 03
36
Suivant leur degré d’agressivité, tant physique que chimique, les environnements sont classés en
différentes catégories, permettant ainsi de prendre les dispositions nécessaires pour assurer la
pérennité des bétons constitutifs des ouvrages.
Le tableau suivant montre la classification de l’environnement selon le fascicule P 18-011 :
Tableau 17: Classe d'environnement selon le fascicule P 18-011[3] :
CLASSE D’AGRESSIVITE
A1 A2 A3 A4
DESCRIPTION Faiblement
agressif
Moyennement
agressif
Fortement
agressif
Très fortement
agressif
Concentrations des agents agressifs dans le milieu en mg /l
CO2 agressif 15-30 30 à 60 60 à 100 > 100
SO42- en solution 250-600 600 à 1500 1500 à 6000 > 6000
NH4+ 10-30 30 à 60 60 à 100 >100
Mg2+ - 300 à 1500 1500 à 3000 >3000
Ions sulfates dans le sol
SO42- dans le sol
sec
0 ,24 à 0,6% 0,6 à 1,2% 1,2 et 2,4% >2,4%
SO42- extrait du
sol par l’eau
1200 à 2300 mg /l 2300 à 3700 mg /l 3700 à 6700 mg /l >6700 mg /l
pH du milieu
pH 6,5 – 5,5 5,5 à 4,5 4,5 à 4 < 4
Pour réaliser un béton compact de bonne qualité, le choix du ciment se fait selon les classes
d’agressivités :
Pour la classe A1 : puisque l’environnement est faiblement agressif, il n’y a aucune précaution à
prendre pour la réalisation de l’ouvrage. Toutefois, le ciment CEM I est recommandé sinon on
utilise un léger surdosage.
Pour la Classe d’agressivité A2 :
Lorsqu’ un béton doit être confectionné dans un environnement comportant l’un des agents
agressifs mentionnés ci-dessus et dans les proportions correspondantes, il est nécessaire de
rechercher « le niveau de protection 2 » :
utiliser un dosage en ciment ≥ 550√D5
avec D diamètre maximal des granulats [mm] ;
limiter le rapport massique : eau/ciment ≤ 0,55 ;
prévoir un enrobage des armatures d’au moins 30 mm pour les bétons armés ;
choisir un ciment adapté au type d’agression :

Etude bibliographique | Chapitre 03
37
En présence d’eau de mer, c'est-à-dire ouvrage totalement immergé, on a recommandé
les ciments suivants : CEMI (PM) ; CEMII/A (PM) (Z ou L) avec deuxième
constituant principal pouzzolane Z ou calcaire L ; ciment alumineux fondu CA, et
CNP.
En présence d’eau à haute teneur en sulfate (SO42-), on a recommandé les ciments
suivants : CEMI (ES) ; CEMII/A (ES) ; CEM V/A et CA.
En milieu acide, les différents ciments à utiliser compte tenu des concentrations
indiqués sont : CEMI à teneur réduite en C3S et C3A ; CEMII/A ou B (à pourcentage
réduit, inférieur à 5%, du C3A du clinker) ; CEM III / A (si la teneur en laitier≥60%),
B ou C ; Ciment alumineux fondu CA ; CNP.
Classe d’agressivité A3 :
Ces concentrations exigent « le niveau de protection 2 » avec en plus les dispositions suivantes :
Utiliser un dosage en ciment C≥ 700√D5
;
eau/ciment ≤ 0,5 ;
enrobage des armatures ≥ 40 mm ;
Utiliser un ciment en fonction de type d’agressivité :
En présence d’eau de mer, les mêmes ciments que pour A2 conviennent.
En présence de sulfate, les mêmes ciments que pour A2 conviennent aussi en signalant
que pour CEM I et pour le CEMII/A, C3A ≤ 5%.
En milieu acide, on a: CEM III/B ou C ; CEMV/A ou B et CA.
Classe d’agressivité A4 :
On exige, le respect des mêmes dispositions que pour la classe A3 mais avec en plus une protection
externe du béton (enduit, peinture, ...).
Les mêmes ciments utilisés pour la classe A3 peuvent convenir mais avec un léger surdosage et
surtout en protégeant le béton comme il est indiqué ci- dessus.
N-B : Pour l’environnement non agressif Ao, la concentration des agents agressifs est inférieure à
A1, il n’y a pas des exigences sur le choix des matériaux.
III.2 EXEMPLE DE METHODE DE COMPOSITION DE BETON : LA METHODE
DREUX-GORISSE [2]
Il y a beaucoup de méthodes pour formuler un béton. Malgré leur différence, leurs objectifs
sont les mêmes, c’est d’obtenir un béton ayant les meilleures caractéristiques possible.
Pour cette raison, certaines méthodes sont semblables c'est-à-dire de même principe.

Etude bibliographique | Chapitre 03
38
III.2.1. LE PROBLEME: METTRE AU POINT UN BETON DE QUALITE
Le béton classique désigne les bétons hydrauliques exclusivement réalisés avec les
matériaux de bases, c’est à dire le gravier, le sable, le ciment et l’eau et dont la résistance à 28
jours est comprise entre 20 et 40Mpa. La conception d’un béton nécessite de doser chacun de ses
constituants dans des proportions qui permettent de garantir :
une résistance à la compression à 28 jours : Rc28 ;
une consistance de la pâte adaptée à la mise en œuvre sur le chantier : l’ouvrabilité quantifiée
par l’affaissement au cône d’Abrams;
un volume de béton en place de 1m3.
Un béton conforme ou de qualité est un béton qui vérifie ces trois critères.
III.2.2. LES GRANULATS: L'OSSATURE ET LA COMPACITE DU BETON
La qualité d’un béton dépend des caractéristiques des granulats. Il n’est donc pas possible
d’utiliser n’importe quel granulat pour faire un béton de qualité. Il faut que les granulats possèdent
des caractéristiques particulières, comme la granularité ou la teneur en fine du sable.
Ainsi, Il faut au préalable vérifier que les granulats possèdent bien ces caractéristiques. Par défaut
et dans la mesure du possible, il faut les améliorer pour leurs donner ces caractéristiques.
Il est également important de connaître les caractéristiques physiques de chaque granulat pour
opérer dessus et doser le béton.
Il faut donc vérifier les critères de qualité des granulats et de déterminer leurs caractéristiques
physiques pour élaborer un béton de qualité :
Le gravier :
Evaluer le diamètre maximal des grains ;
Vérifier la continuité de sa granularité ;
Définir ses masses volumiques apparente et absolue.
Le sable :
Vérifier la continuité de sa granularité ;
Vérifier la finesse du sable en la quantifiant par le module de finesse ;
Améliorer les sables de mauvaise qualité granulaire ;
Vérifier que le sable ne contient pas trop de fines en vérifiant sa propreté ;
Définir ses masses volumiques apparente et absolue ;
Définir les variations de masse volumique apparente produites par le phénomène de
foisonnement.

Etude bibliographique | Chapitre 03
39
Le mélange granulaire :
Une fois ces critères vérifiés, les granulats doivent être mélangés pour obtenir la meilleure
compacité possible, c’est à dire obtenir le mélange qui contient le plus de matière ou le moins de
vide possible.
Rechercher les proportions donnant la meilleure compacité de mélange ;
Vérifier la qualité granulaire des mélanges.
III.2.3. LE CIMENT: LA COLLE
Le ciment étant le liant, la colle, la qualité du béton dépend directement des caractéristiques
du ciment.
Il est donc nécessaire de mesurer les caractéristiques physiques et mécaniques du ciment.
Déterminer sa classe vraie de résistance ;
Déterminer ses masses volumiques ;
Déterminer ses temps de prises.
III.2.4. LE BETON: UN MATERIAU DE CONSTRUCTION
La méthode Dreux-Gorisse permet de prévoir les dosages de chacun des constituants du
béton pour obtenir un béton conforme aux critères définis précédemment. Mais, il s’agit d’un
modèle. Cela signifie que cette méthode approche de façon significative les paramètres influant
sur la résistance, l’ouvrabilité, et le volume. Mais cela reste une approche, une approximation de
la réalité. Les dosages fournis par cette méthode sont significatifs. Ils permettent donc d’approcher
les critères de qualité d’un béton mais s’en décalent toutefois légèrement. Il est donc nécessaire
d’ajuster le dosage par l’expérimentation pour combler les limites de la méthode Dreux- Gorisse
en répondant plus précisément aux critères de qualité du béton. Le dosage est également à ajuster
en fonction de l’humidité des granulats utilisés.
III.2.5. OBJECTIFS DE LA METHODE
Cette méthode vise à déterminer le dosage en matériaux pour élaborer un béton classique.
Elle vise à approcher trois critères de qualité d’un béton :
Obtenir un m3 de béton en place ;
Obtenir une résistance à la compression et à 28 jours, Rc28 ;
Obtenir une ouvrabilité du béton caractérisée par l’affaissement au cône d’Abrams.

Etude bibliographique | Chapitre 03
40
III.2.6. PRINCIPE DE LA METHODE
Pour compenser dans le sens de la sécurité l’approximation de la méthode en termes de
résistance de béton, le dosage est établi pour un béton dont la résistance souhaitée est majorée de
15%.
La méthode est ensuite basée essentiellement en établissant les liens directs qui existent entre
le ciment et l’eau d’une part et le sable et le gravier, d’autre part.
En effet, le ciment réagit avec l’eau pour former la colle. Il existe donc une proportion directe
entre la quantité de ciment et la quantité d’eau. La quantité d’eau dépend de la quantité de
ciment et réciproquement, la quantité de ciment dépend de la quantité d’eau. Cette proportion
est quantifiée par un rapport C/E, qui représente la masse de ciment par rapport à la masse
d’eau.
De même le sable comble les vides entre les graviers pour obtenir une bonne compacité. Il
existe donc un lien direct entre le gravier et le sable. La proportion de sable est liée à la
proportion de gravier et réciproquement. Ces proportions sont exprimées en pourcentage. La
méthode permet de définir la proportion en pourcentage du volume absolu de sable et de
gravier présent dans le mélange granulaire.
III.2.6.1. Dosage en ciment et en eau
Résistance visée
Par sécurité, la résistance visée, représente une majoration de 15% de la résistance désirée. Ainsi
la résistance visée est : Rb = 1,15 Rc28
Dosage en ciment et en eau
Le dosage en eau et ciment dépend de la résistance visée, et de la qualité du ciment et des
granulats. Ainsi expérimentalement, on établit une relation entre l’ensemble de ces paramètres :
Rb = G FCE(C / E - 0,5)
Où : Rb : résistance visée à 28 jours en MPa
G : Coefficient granulaire qui représente la qualité des granulats
FCE : Classe vraie du ciment en MPa
C : Dosage en ciment en Kg/m3
E : Dosage en eau en Kg/m3

Etude bibliographique | Chapitre 03
41
Le coefficient granulaire G dépend de la qualité de granulat et de diamètre maximale de grains.
Tableau 18: Valeurs approximative du coefficient granulaire G:[2]
Qualité des granulats D [mm]
D ≤ 16 20 ≤ D ≤ 40 D ≥ 50
Excellente 0,55 6,60 0,65
Bonne 0,45 0,50 0,55
Passable 0,35 0,40 0,45
Cette relation permet de déterminer le rapport C/E :
C / E = Rb / (G FCE) + 0,5
Il est à observer au travers cette relation que le dosage en ciment est d’autant plus important
que la résistance visée du béton soit forte. Inversement, le dosage en ciment diminue lorsque la
classe de résistance du ciment augmente. Pour une résistance visée, Il y a également moins besoin
de ciment lorsque la qualité ou la dimension des granulats augmentent.
Dosage en ciment
En intégrant l’ouvrabilité désirée, expérimentalement, et à partir du rapport C/E, il est possible de
déterminer le dosage en ciment par l’abaque suivant.
Dosage approximatif en ciment en fonction de C/E et de l'ouvrabilité désirée
Figure 8: Abaque de Dreux [5]

Etude bibliographique | Chapitre 03
42
La détermination du dosage en ciment s’obtient par cet abaque à double entrée. En abscisse,
la valeur de l’affaissement désirée est entrée et en ordonnée le rapport C/E. L’intersection des
deux entrées, indique la sortie : la courbe donnant le dosage en ciment C en kg. Cette intersection
des deux entrées peut se faire directement sur une courbe de dosage en ciment. Dans le cas
contraire la courbe du dosage en ciment est obtenue par interpolation de celles connues.
Dosage en eau
Connaissant le dosage en ciment C et la valeur du rapport C/E, on peut en tirer une valeur
approximative du dosage en eau E.
Il est à observer que plus l’ouvrabilité désirée est importante plus il faut d’eau et plus il faut de
ciment.
De même le dosage en ciment est limité à 400 kg/m3 de béton en place. Au-delà le ciment
et l’eau seraient en trop forte concentration dans le béton. Cela aurait pour effet de produire des
fissures de retrait.
Ainsi, pour des rapports C/E et une ouvrabilité à atteindre qui nécessiteraient plus de 400kg
de ciment, le dosage en ciment est limité à 400kg et l’ouvrabilité désirée est atteinte en ajoutant
un fluidifiant au béton.
Ajustement du dosage en eau
Le dosage en eau déterminé est indiqué pour mouiller tous les grains du mélange granulaire d’un
diamètre représentatif maximal, D=25mm. Pour les autres diamètres, il faut majorer ou minorer
ce dosage selon ce diamètre D.
Tableau 19: correction du dosage en eau selon le diamètre maximal D du mélange
granulaire : [2]
D (mm) 10 12.5 16 20 25 31,5 40 50
Correction en % +9 +6 +4 +2 0 - 2 - 4 -6
III.2.6.2. Dosage en pourcentage (en volume absolu) des granulats
L’étude des mélanges granulaires a montré que quel que soit les dosages en sable et en
gravier, la granularité du mélange obtenu peut être représentée et approchée par deux segments de
droite. Cette courbe simplifiée est une modélisation de la courbe réelle.
Courbe de référence ;
Elle peut être entièrement déterminée à partir de seulement trois points appelés
respectivement, O : origine, A : point de brisure et B : extrémité.

Etude bibliographique | Chapitre 03
43
Le point d’origine O est fixé à 0% de tamisats sur le plus petit tamis, 0.080mm.
Ce point est repéré par ses coordonnées : O [0.080 ; 0] ou (en module de tamis) O [20 ; 0]
De même, l’extrémité B se situe sur le tamis, D du gravier, avec 100% de tamisats.
Ce point est repéré par ses coordonnées : B [D ; 100]. D est défini par la norme EN 206-1 comme
suit :
Passant au tamis D’ = 1.58D ≥ 99 % ;
Passant à D ≥ 85 % et ≤ 99 % ;
Pour le point de brisure A :
Abscisse XA :
XA = D / 2 si D ≤ 20 mm ;
XA se trouve sur le milieu géométrique du segment [5 ; D] (ou [38 ;
mod(D)])
Ordonnée YA :
YA = 50 - √D + K + Ks+ Kp
Où :
D : diamètre maximal en mm ;
K : terme correcteur qui dépend du dosage en ciment, de la forme des granulats et de
l’intensité du serrage.
Tableau 20: Les valeurs de K: [2]
Vibration Faible Normale Puissante
Format des granulats Roulé Concassé Roulé Concassé Roulé Concassé
Dosage en
ciment
En Kg/m3
400+Fl -2 0 -4 -2 -6 -4
400 0 +2 -2 0 -4 -2
350 + 2 +4 0 + 2 - 2 0
300 +4 +6 +2 +4 0 +2
250 +6 +8 +4 +6 +2 +4
200 +8 +10 +6 +8 +4 +6
Ks : terme correcteur (si le module de finesse Mf du sable est différent de 2,5)
Ks = 6 Mf - 15
Kp : terme correcteur (si le béton est pompable)
5 < Ks < 10 ; si le béton est destiné à être pompé.

Etude bibliographique | Chapitre 03
44
Figure 9: Exemple de courbe de référence [2]
Lignes de partage
Une méthode graphique appelée la ligne de partage permet de déterminer les proportions
de gravier et de sable.
La ligne de partage joint le point d'ordonnée 95% de la courbe granulaire du plus petit
granulat au point d'ordonnée 5% de la courbe granulaire du plus gros granulat. Le point
d’intersection entre cette ligne et la courbe théorique du mélange optimum indique les proportions
en pourcentage de volume absolu de sable et de gravier. Ces proportions sont lues sur le
pourcentage de tamisats correspondant à ce point d’intersection. Ce pourcentage indique la
proportion de sable, le complément donne la proportion de gravier : s et g.
Figure 10: Exemple de ligne de partage [2]
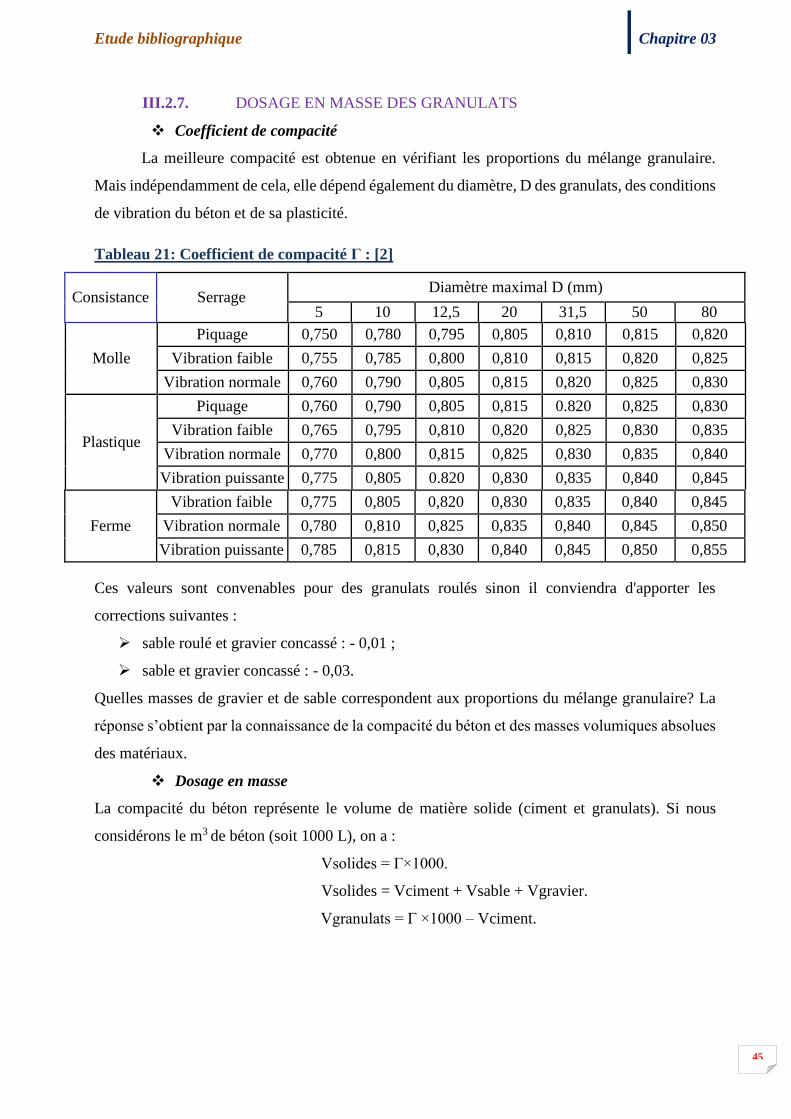
Etude bibliographique | Chapitre 03
45
III.2.7. DOSAGE EN MASSE DES GRANULATS
Coefficient de compacité
La meilleure compacité est obtenue en vérifiant les proportions du mélange granulaire.
Mais indépendamment de cela, elle dépend également du diamètre, D des granulats, des conditions
de vibration du béton et de sa plasticité.
Tableau 21: Coefficient de compacité Γ : [2]
Consistance Serrage Diamètre maximal D (mm)
5 10 12,5 20 31,5 50 80
Molle
Piquage 0,750 0,780 0,795 0,805 0,810 0,815 0,820
Vibration faible 0,755 0,785 0,800 0,810 0,815 0,820 0,825
Vibration normale 0,760 0,790 0,805 0,815 0,820 0,825 0,830
Plastique
Piquage 0,760 0,790 0,805 0,815 0.820 0,825 0,830
Vibration faible 0,765 0,795 0,810 0,820 0,825 0,830 0,835
Vibration normale 0,770 0,800 0,815 0,825 0,830 0,835 0,840
Vibration puissante 0,775 0,805 0.820 0,830 0,835 0,840 0,845
Ferme
Vibration faible 0,775 0,805 0,820 0,830 0,835 0,840 0,845
Vibration normale 0,780 0,810 0,825 0,835 0,840 0,845 0,850
Vibration puissante 0,785 0,815 0,830 0,840 0,845 0,850 0,855
Ces valeurs sont convenables pour des granulats roulés sinon il conviendra d'apporter les
corrections suivantes :
sable roulé et gravier concassé : - 0,01 ;
sable et gravier concassé : - 0,03.
Quelles masses de gravier et de sable correspondent aux proportions du mélange granulaire? La
réponse s’obtient par la connaissance de la compacité du béton et des masses volumiques absolues
des matériaux.
Dosage en masse
La compacité du béton représente le volume de matière solide (ciment et granulats). Si nous
considérons le m3 de béton (soit 1000 L), on a :
Vsolides = Γ×1000.
Vsolides = Vciment + Vsable + Vgravier.
Vgranulats = Γ ×1000 – Vciment.

Etude bibliographique | Chapitre 03
46
Soient, 𝜸C, 𝜸S et 𝜸G respectivement les masses spécifiques du ciment, du sable et du gravier,
on a :
Sable = (Γ 1000 – 𝜸C) ×S ×𝜸S [Kg/m3].
Gravier = (Γ 1000 – 𝜸C) ×G×G [Kg/m3].

Etude bibliographique | Chapitre 04
47
Chapitre 04 : PROCEDES DE MISE EN ŒUVRE DU
BETON LISSE
INTRODUCTION
Pour fabriquer le béton lissé, il faut tout d’abord doser les constituants, en référence à une
formule sélectionnée, puis assurer un mélange aussi homogène que possible et un aspect plus
lisse. La chaîne de fabrication du béton lissé passe par quatre étapes: le stockage, le dosage, le
malaxage et enfin la finition.
IV.1 PROCESSUS DE FABRICATION DU BETON LISSE
La fabrication d’un béton lissé doit être faite en série continue.
IV.2.1. STOCKAGE
Pour la plupart des chantiers, les granulats sont stockés à l’air libre.
Mais souvent dans les centrales à béton et dans les usines de préfabrication, les granulats
sont souvent stockés en silos, ce qui présente l’avantage d’une teneur en eau plus régulière mais qui
n’en exclut pas complètement le contrôle.
Il faut protéger aussi le ciment de l’humidité. Il faut organiser l’entrée et la sortie des sacs
de façon que certains d’entre eux ne risquent pas de trop vieillir.
IV.2.2. DOSAGE
Le dosage est l’ensemble des opérations permettant de remplir les constituants dans le
malaxeur de sorte que ses proportions fixées par les formules nominales soient respectées.
Le dosage se fait en référence à des consignes qui sont déterminées à partir de la formulation
théorique, et par les paramètres d’état des constituants (teneur en eau, absorption d’eau des
granulats…). Dans la pratique, les quantités de matériaux effectivement utilisées dans une gâchée
changent en plus ou en moins, par rapport aux formules théoriques à fabriquer.
Les Tolérances respectés lors de dosage sont définit sur le tableau 22.

Etude bibliographique | Chapitre 04
48
Tableau 22: Tolérances respectés selon la norme EN 206-1
Composants Tolérances Ciment
Eau
Ensembles des granulats
Additions utilisées en quantités 5% de la masse de ciment
3 % de la quantité requise
Adjuvant et additions utilisées en quantités 5 % de la masse de ciment 5 % de la quantité requise
IV.2.3. MALAXAGE
Le malaxage des matériaux se fait en général à l’aide d’appareils mécaniques : malaxeurs et
bétonnières.
Les bétonnières sont des cuves basculantes pour les plus petites ou des cuves à axe «
horizontal » pour les plus grandes. Les cuves sont pourvues de palettes qui assurent le mélangeage
des différents constituants pour les cuves basculantes : 50-200 L, et peut atteindre 1 m3 pour les
bétonnières à axe horizontal.
IV.2 TECHNIQUE DE MISE EN ŒUVRE DU BETON LISSE [16]
Un béton lissé est une succession de couches : la couche de béton ; et la couche d’usure
comportant une fine couche de résine.
IV.3.1. LA COUCHE DE BETON DE SUPPORT
IV.3.1.1. Epaisseur
L’épaisseur courante pour des sols en béton lissé est généralement de 10 cm, mais peut
être diminuée localement à 8 cm. Lorsque des canalisations sont accrochées sur le support, une
épaisseur plus importante doit être envisagée car elles ne peuvent absolument pas se trouver près
de la surface à lisser, d’autant plus que des joints de retrait doivent être sciés sur un tiers de
l’épaisseur.
IV.3.1.2. Principe
C’est une couche de béton suivie d’un traitement de surface. Les précautions à prendre
lors du coulage sont :
maintenir une vitesse de bétonnage aussi constante que possible ;
vibrer béton pour avoir la compacité maximale par diminution des vides d’air ;
Apres six heures de temps, talocher ou surfacer avec un taloche mécanique ou
hélicoptère.

Etude bibliographique | Chapitre 04
49
IV.3.2. LE SAUPOUDRAGE ou COULIS
Le saupoudrage est composé d’un mélange sec d’une part 15 à 20 % de ciment (CEM I
42,5 N) d’autres parts 70 à 80 % de matériau résistant à l’usure ayant une granularité étudiée.
Des pigments peuvent être additionnés au mélange.
IV.3.2.1. But
Cette opération consiste à incorporer une certaine quantité de mélange durant le talochage
de façon à renforcer la couche supérieure du béton et pour assurer la réussite de l’aspect extérieur
du béton. C’est ce qui est communément appelé le surfaçage.
IV.3.2.2. Principe
Ce mélange est saupoudré sur la dalle puis le lissage à l’hélicoptère recommence pour faire
rentrer le quartz dans le béton et lisser la surface. L’eau superflue dans la pâte de mortier
talochée sert d’eau de gâchage pour le mélange saupoudré. Il en résulte une couche
supérieure bien adhérente et à faible rapport E/C ;
NB : Plus le saupoudrage est entamé rapidement, plus le mélange s’intègre facilement dans
le béton.
Le mélange de saupoudrage est incorporé à raison de 4 à 6 kg/ m2 de surface.
Ce travail de lissage dure plusieurs heures en fonction de la surface à traiter et du rendu
souhaité ; afin d’obtenir un aspect homogène.
Cette couche se fait en deux couches successives : la première couche destinée en couche
d’accrochage d’épaisseur 2mm ; suivi d’une deuxième couche d’épaisseur 5mm.
IV.3.3. FINITION DE TEINTE
La teinte générale du béton est apportée par les constituants du béton. Le ciment, gris ou
blanc, les éléments les plus fins du sable, les ajouts,… donnent au béton sa teinte finale. Les
différentes expressions colorées du béton relèvent de deux procédés distincts : coloration dans la
masse et coloration en surface.
Des pigments d’origine minérale stables aux U.V. peuvent être ajoutés à la couche de
finition ou colorer toute la masse du béton. Les pigments doivent résister au caractère alcalin du
ciment.

Etude bibliographique | Chapitre 04
50
En fonction de leur granulométrie, les pigments de teinte identique ont des pouvoirs
colorants différents. Il convient d’en tenir compte pour leur dosage qui doit être effectué avec
précision.
On considère qu’en cas d’emploi de pigment à haut pouvoir colorant, des dosages de 3 à
5 % par rapport au poids du ciment donnent des teintes satisfaisantes.
La couleur du ciment joue également un rôle non négligeable sur la teinte finale de la dalle
en béton.
IV.3.4. SURFAÇAGE ou POLISSAGE
Cette opération s’effectue lorsque le béton est accessible c’est-à- dire quatre à six heures après le
saupoudrage.
IV.3.4.1. But
Avoir une surface lisse et brillante.
IV.3.4.2. Matériels utilisés
Taloche mécanique ou hélicoptère;
Disque abrasive: de grain de 80, 120, 180 selon la finition voulue;
Truelle.
IV.3.4.3. Principe
Il suffit de plusieurs passages de taloche; des machines différentes sont utilisées ou les pales
des hélices sont changées en fonction des finitions désirées. Un lissage manuel doit être effectué
le long des murs, dans les coins et à tous les endroits non accessibles par les plus petits modèles
d’hélicoptère afin d’obtenir un aspect uniforme jusqu’aux bords.
IV.3.5. SCIAGE DES JOINTS
IV.3.5.1. But
Les joints de retrait séparent, garnissent, masquent un interstice entre deux éléments de
nature différente ou identique.
IV.3.5.2. Principe
Le séchage et le retrait évoluant sensiblement plus rapidement dans la partie supérieure
du revêtement, il convient de provoquer un affaiblissement de la dalle dans cette zone en sciant

Etude bibliographique | Chapitre 04
51
des joints de retrait, ce qui permet de localiser les fissures probables à l’endroit des amorces
pratiquées.
Même en prenant toutes ces précautions, l’apparition de quelques fissures erratiques non
contrôlées ne peut être totalement exclue.
Le sciage est la méthode la plus usuelle pour créer ce type de joint. La profondeur
minimale du joint est égale au tiers de l’épaisseur du dallage. En cas de joints décoratifs, ceux-
ci peuvent être moins profonds.
La largeur des joints à l’exécution varie de 3 à 5 mm.
L’idéal est de diviser les grandes surfaces en des champs de forme carrée ou en panneaux
dont le rapport longueur/largeur ne dépasse pas 1,5.
Les joints sont généralement réalisés tous les 4 mètres par sciage mécanique.
Pour des raisons esthétiques, des entre-distances plus réduites (par exemple 1,20 m ou 90
cm…voire plus petites) peuvent être envisagées.
IV.3.6. LA COUCHE DE FINITION EN RESINE
C’est la dernière couche qui constitue un béton lissé c’est-à-dire la couche qui reçoit
directement les différentes sollicitations. Cette couche est faite avec de la résine. Elle est mise en
œuvre six à quelques heures après le surfaçage.
Les couches de finition appelées « topping » sont généralement des mélanges préfabriqués
en usine. Les résines sont constituées d’une pellicule millimétrique appliquée par couches
idéalement quatre, dans une multitude de couleurs.
Les produits à base de résines présentent des avantages comme l’étanchéité ou le coulage
en couches minces qui peut être intéressant en rénovation ou si l’épaisseur disponible est trop faible
pour pouvoir couler un sol en béton.
Ces résines peuvent être coulées sur de nombreux supports : béton, carrelages, bois,…mais
il faut savoir que si les supports travaillent (dilatation et retrait), les résines se fissurent. En outre,
il faudra s’assurer que le support soit bien plat car si les résines sont auto-lissantes (c’est-à-dire
qu’elles comblent les trous), elles sont badigeonnées à raison de 10 à 12 m2/L pour la première
couche et 6 à 8 m2/L pour la deuxième couche.

Etude bibliographique | Chapitre 04
52
En général, ces résines sont appliquées sur des sols où des critères bien spécifiques sont
requis comme, l’ultra-propreté au niveau de l’hygiène (alimentaire par exemple) ou la résistance
chimique à des produits bien spécifiques.
Ces résines doivent être appliquées sur des surfaces polies et propre pour permettre
l’accrochage du produit à une surface ouverte et perméable; sur des revêtements lissés à
l’hélicoptère, la surface est complètement fermée et l’accrochage durable n’est possible qu’en
rendant au préalable le support lisse.
Pour conclure, dans les petits espaces comme les salles d’eau, les engins de lissage n’auront
pas le recul nécessaire et la mise en œuvre devra se terminer à la main, ce qui se traduira
instantanément dans le prix. Ce type de sols convient peu à des locaux exigus, difficiles d’accès, à
des pièces cloisonnées ou à des sols de formes variées et complexes. Un sol en béton lissé s’avère
plus économique pour l’entièreté du rez-de-chaussée d’une maison ou pour un living large ou
spacieux.

PARTIE II:
ETUDE
EXPERIMENTALE

Etude expérimentale |Chapitre 05
53
Chapitre 05 : CARACTERISATION DES
MATERIAUX
INTRODUCTION
Les négligences sur certaines caractéristiques des matériaux utilisés comme la
granulométrie, la pureté de l’eau de gâchage, la classe vraie de résistance du ciment peuvent
aboutir à des effets non souhaités sur la qualité voulue du béton support dans le béton lissé.
Ainsi, dans l’étude du béton lissé, on détermine les dosages de chaque composant
après avoir déterminé leurs caractéristiques.
Alors, les différents essais de laboratoire, qui ont pour but de caractériser chimiquement et
physiquement les composants qui entrent dans la confection du béton lissé sont
indispensables.
V.1. LES GRANULATS
V.2.1. PROVENANCE ET NATURE
V.2.1.1. Graviers
Nous utilisons des graviers locaux qui proviennent de la carrière du PK13 Iavoloha.
Ce sont des granites, qui se présentent sous forme de gros blocs, qui sont concassés sur place
pour les transformer en matériaux de constructions (moellons, caillasses, graviers,…).
Ils sont inertes et non gélifs.
V.2.1.2. Les sables
Nous utilisons des sables siliceux provenant de la carrière d’Iavoloha. Ils ont la forme
anguleuse des granulats concassés et sont aussi inertes.
V.2.2. ANALYSE GRANULOMETRIQUE
V.2.2.1. Équipement nécessaire
On utilise :
Une tamiseuse électrique ;
Des tamis à mailles carrés dont la dimension nominale sera donnée par la grandeur de
l’ouverture carrée ;
Des cuves pour récupérer les tamisats et un couvercle pour couvrir le tamis ;
Une balance.
Calcul du module des tamis ou des passoires :

Etude expérimentale |Chapitre 05
54
Pour un tamis : 31 + 10logd.
Pour une passoire : 30 + 10logd.
V.2.2.2. Les processus:
Prendre une prise M (en kg) supérieure ou égale à 0.2D où D est le diamètre
maximal (en mm);
On recueille l’échantillon dans une tare ;
Prendre le poids de la prise d’essai ;
Etuver la prise à 105°C ;
Déterminer la teneur en eau de l’échantillon ;
Laisser se refroidir en l’étalant au sol ;
Peser l’ensemble sec ;
Puis on procède au tamisage.
Il y a deux manières pour le faire.
Utilisation de la tamiseuse électrique :
On utilise une série de tamis emboités les uns sur les autres dont la progression des
ouvertures est croissante du bas vers le haut. En dessous, on dispose d’un fond
étanche qui permet de récupérer les fillers, et au-dessus un couvercle qui empêche
toute perte de matériaux pendant le tamisage et surtout pour éviter la dispersion des
poussières ;
On verse le granulat sur le tamis supérieur, et on met le couvercle ;
On fait fonctionner la tamiseuse ;
Le tamisage sera arrêté lorsque les refus ne varient plus et ils sont cumulés dans des
cuves différentes avant de procéder au pesage.

Etude expérimentale |Chapitre 05
55
Photo 1: Analyse granulométrique
Les refus de chaque tamis sont classés dans des cuves différentes.
Après le tamisage, les pourcentages pondéraux des tamisâts sont déterminés par le
« principe de refus cumulés » :
Soit mi la masse des refus d’un tamis et Mi la masse des refus cumulés dans un tamis, on a :
Mi=∑ 𝐦𝐢𝐢𝐧
Refus%= 𝐦𝐚𝐬𝐬𝐞 𝐝𝐞 𝐫𝐞𝐟𝐮𝐬 𝐜𝐮𝐦𝐮𝐥é𝐬
𝐌𝐚𝐬𝐬𝐞 𝐝𝐞 𝐥′é𝐜𝐡𝐚𝐧𝐭𝐢𝐥𝐥𝐨𝐧=
𝐌𝐢
𝐌é𝐜𝐡
Tamisa%= 100 – Refus%
i : indice qui montre l’ouverture des tamis utilisés.

Etude expérimentale |Chapitre 05
56
Remarque
Habituellement dans la pratique, on utilise le processus ci-dessus ; mais dans notre
cas, nous voulons avoir des granulats de mêmes granulométries et surtout mêmes
caractéristiques pour pouvoir faire l’étude de composition du béton lissé.
Alors notre principe est le suivant :
Nous prenons des grandes familles des granulats (sable 0/5, gravier5/10, gravier
10/20) c'est-à-dire chacune a une quantité assez grande, puis nous classons les grains de
chaque famille selon leurs tailles, et après, nous formons une petite famille de granulat
continu.
Les précautions à prendre pour les tamisages :
Pour assurer la bonne répartition des granulats sur les différents tamis, il faut que la
première ne soit pas saturée et que la durée de l’essai soit acceptée ;
Il faut éviter la perte des matériaux pendant le tamisage (elle ne doit pas dépasser 2%
des matériaux à tamiser) ;
Pour que la courbe granulométrique soit bien précise, on utilise tous les tamis pour
l’analyse granulométrique pour tous les granulats.
V.2.3. LES COURBES GRANULOMETRIQUES
On a déjà indiqué dans la partie bibliographique que la courbe représente les résultats
de l’analyse granulométrique. Elle porte, en abscisse, les ouvertures des tamis d, sur une
échelle logarithmique, ou les modules sur une échelle linéaire, et en ordonnée, les
pourcentages de tamisats cumulés, sur une échelle linéaire.
Voici les courbes correspondantes à nos granulats :

Etude expérimentale |Chapitre 05
57
Résultats :
Tableau 23: Analyse granulométrie du sable 0/5
Ouverture des
tamis Module
Tamisat cumulé
en (%)
(mm)
6,3 39 100,0
5 38 98,0
4 37 93,0
3,15 36 86,0
2,5 35 79,0
1,25 32 63,0
0,63 29 48,0
0,315 26 34,0
0,16 23 23,0
0,08 20 12,0
Figure 11: courbe granulométrique du sable 0/5
0
10
20
30
40
50
60
70
80
90
100
20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Tam
isat
cu
mu
lé [
%]
Module AFNOR
Sable 0/5

Etude expérimentale |Chapitre 05
58
Tableau 24: Analyse granulométrie du gravier 5/10:
Ouverture des
tamis Module
Tamisat cumulé en
(%)
(mm)
12,5 42 100,0
10 41 95,0
8 40 61,0
6,3 39 26,0
5 38 6,0
4 37 1,1
3,15 36 1,0
2,5 35 1,0
Figure 12: courbe granulométrique du gravier 5/10
0
10
20
30
40
50
60
70
80
90
100
34 35 36 37 38 39 40 41 42 43
Tam
isat
cu
mu
lé [
%]
Module AFNOR
Gravier 5/10

Etude expérimentale |Chapitre 05
59
Tableau 25: Analyse granulométrie du gravier 10/20:
Ouverture des
tamis Module
Tamisat cumulé
en (%)
(mm)
25 45 100,0
20 44 99,0
16 43 87,0
12,5 42 52,0
10 41 14,0
8 40 4,0
6,3 39 2,0
5 38 1,0
Figure 13: courbe granulométrique du gravier 10/20
0
10
20
30
40
50
60
70
80
90
100
37 38 39 40 41 42 43 44 45 46
Tam
isat
cu
mu
lé [
%]
Module AFNOR
Gravier 10/20

Etude expérimentale |Chapitre 05
60
Figure 14: courbes granulométriques des granulats de chaque type
V.2.4. MESURE DE LA MASSE VOLUMIQUE ABSOLUE OU MASSE
SPECIFIQUE DES GRANULATS
L’essai a pour but de déterminer la masse volumique absolue d’un granulat (sable ou
gravier).
Conduite de l’essai :
On prend l’échantillon (sable ou gravier) puis on le pèse et soit m sa
masse ;
On prépare une éprouvette graduée et on y ajoute un volume d’eau V1
connu ;
On verse l’échantillon dans l’éprouvette contenant l’eau.
Soit V2 le volume de l’eau + échantillon, la masse volumique absolue est :
𝛄 =𝐦
𝐕𝟐 − 𝐕𝟏
Résultats
Les résultats de deux essais renouvelés sont exposés sur le tableau 25 suivant
05
101520253035404550556065707580859095
100
20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46
Tam
isat
cu
mu
lée
(%
)
Module AFNOR
granulat de chaque type
S
G5/10
G10/20

Etude expérimentale |Chapitre 05
61
Tableau 26: Résultats de la masse volumique absolue des granulats lors de deux essais
effectués.
Sable 0/5 Gravier 5/10 Gravier 10/20
Poids de l’échantillon (g) Essai 1 Essai2 Essai1 Essai2 Essai1 Essai2
300 300 300 300 300 300
Volume du moule (mL) 500 500 500 500 500 500
variation de volume (mL) 380,58 380,96 386,49 364,48 385,72 384,40
volume de granulat (mL) 119,42 119,04 113,51 115,52 114,28 115,60
Masse volumique
absolue (g/mL) 2,512 2,520 2,643 2,597 2,625 2,595
Moyenne (g/mL) 2,516 2,620 2,610
V.2.5. MESURE DE LA MASSE VOLUMIQUE APPARENTE
On utilise un moule de fond étanche ayant un volume V0 connu et une
masse m0 ;
On verse l’échantillon dans le moule jusqu’à ce qu’il déborde et puis on
arase la surface supérieure avec la main pour qu’elle devienne bien plane ;
On pèse le moule avec l’échantillon et soit m1 cette masse, la masse
volumique apparente est :
𝛒 =𝐦𝟏 − 𝐦𝟎
𝐕𝟎
Tableau 27: Les masses volumiques apparentes des granulats
Sable 0/5 Gravier 5/10 Gravier 10/20
Poids de l’échantillon
[kg]
Essai 1 Essai2 Essai1 Essai2 Essai1 Essai2
1,417 1,583 11,000 10,120 11,0005 9,640
Volume du moule [L] 1 1 8 8 8 8
Masse volumique
apparente [kg/L] 1,417 1,583 1,375 1,265 1,375 1,205
Moyenne [kg/L] 1.500 1,320 1,290
V.2.6. EVALUATION DE L’HUMIDITE DES GRANULATS
On prend un échantillon de granulats, puis on le pèse et soit mh sa masse ;
Ensuite, on le dispose dans une étuve pour enlever son humidité ;
Après quelques heures, on le pèse à nouveau et soit ms sa nouvelle masse, le
taux de l’humidité est :

Etude expérimentale |Chapitre 05
62
𝐇% =𝐦𝐡−𝐦𝐬
𝐦𝐡 × 100
Dans notre étude, avant leur manipulation, les granulats sont déjà séchés en plein air,
alors les taux de l’humidité sont négligeables.
V.2.7. LE MODULE DE FINESSE DES SABLES :
Le module de finesse du sable est égal à 1/100 de la somme des refus exprimés en
pourcent sur les différents tamis de la série suivante :
0,16 - 0,315 – 0,63- 1,25 - 2,5 – 5 -10.
Tableau 28 : Les valeurs des refus cumulé en (%)
Ouverture des
tamis Module
Refus cumulé en
(%)
(mm)
6,3 39 0,0
5 38 2,0
4 37 7,0
3,15 36 14,0
2,5 35 21,0
1,25 32 37,0
0,63 29 52,0
0,315 26 66,0
0,16 23 77,0
0,08 20 88,0
Le sable a une module de finesse Mfsable = 2,55
On peut dire par ce module de finesse que le sable que nous utilisons est un peu plus
grossier. Il permet de donner des bétons résistants.
V.2.8. EQUIVALENT DE SABLE
V.2.8.1. But de l’essai :
L’essai a pour but d’évaluer la propreté des sables utilisés à la composition de béton.
Il consiste à séparer les particules fines argileuses et les éléments plus grossiers. Pour
l’évaluation, on déterminera le coefficient d’équivalent de sable noté E.S permettant de
quantifier la propreté du sable.

Etude expérimentale |Chapitre 05
63
V.2.8.2. Principe :
On effectue l’essai sur la fraction 0/5 mm des matériaux à étudier. Pour éviter de
perdre les éléments fins, on fait le tamisage par voie humide. On lave l’échantillon selon un
processus normalisé et on laisse reposer le tout.
Au bout de 20 mn, on mesure :
h1 = hauteur de sable propre + éléments fins [en mm]
h2 = hauteur de sable propre seulement [en mm]
L’équivalent de sable est obtenu par la formule :
ES =h2/h1
Selon la façon de mesurer h2 (visuellement ou à l’aide d’un piston), on détermine
ESV (équivalent de sable visuel) ou ES (équivalent de sable au piston).
Produits utilisés :
On doit utiliser une solution lavante qui permet de séparer les éléments fins argileux
et on provoque la floculation.
La solution lavante est obtenue en diluant une dose de 125 cm3 de solution concentrée
dans 5l d’eau déminéralisée, conservée pendant deux à quatre semaines. La composition
de la solution concentrée est :
111g de chlorure de calcium anhydre ;
480g de glycérine à 99% de glycérol de qualité pharmaceutique ;
12 à 13 g de solution aqueuse à 40% en volume de formaldéhyde de qualité
pharmaceutique. La solution concentrée est stockée en dose de 125 cm3 dans des
flacons en polyéthylène.
V.2.8.3. Équipement utilisé :
Selon la norme NF P 18 – 598, les matériels utilisés sont :
Eprouvette en plexiglas avec deux traits repères, et leurs bouchons ;
Entonnoir servant à introduire du sable ;
Bonbonne de 5l pour la solution lavante avec son bouchon et un tube souple
de 1,5 m ;

Etude expérimentale |Chapitre 05
64
Tube laveur métallique plongeant ;
Machine agitatrice ;
Règle métallique servant à mesurer la hauteur de sable et floculat ;
Piston taré à masse coulissante de 1kg pour la mesure d’E.S.
V.2.8.4. Conduite de l’essai :
On prépare l’échantillon (sable tamisé au tamis de 5mm) et les matériels, puis on
effectue les opérations suivantes :
On place la solution lavante dans une bonbonne de 5l située à 1m au-dessus du
fond des éprouvettes, le dispositif phonique est amorcé et il est relié au tube
laveur ;
Pour avoir un résultat bien représentatif, on dispose de deux éprouvettes propres
pour chaque type de sable étudié et on prendra la moyenne des deux résultats
obtenus ;
On remplit les éprouvettes avec la solution lavante jusqu’au premier trait ;
On verse la quantité de sable voulue, prendre toute précaution pour éliminer les
bulles d’air on laisse reposer pendant 10mn ;
On bouche les éprouvettes et on les agite de manière automatique à l’aide de la
machine agitatrice : le mouvement est rectiligne horizontale, d’amplitude 20cm,
et 90 allers et retours en 30s ;
On lave et on remplit l’éprouvette avec le tube laveur. Pour cela, on enlève le
bouchon au-dessus de l’éprouvette et on fait descendre le tube laveur en le faisant
tourner entrer les doigts : on lave ainsi les parois intérieurs de l’éprouvette. On
lave le sable en faisant descendre et remonter lentement le tube laveur dans la
masse du sable pour faire remonter les particules fines dans la solution
supérieure ;
On ferme le robinet et on sort le tube laveur lorsque le niveau du liquide atteint
le trait supérieur ;
On laisse reposer pendant 20mn en évitant toute vibration ;
On mesure à vue les hauteurs h1 et h2 et on obtient l’équivalent de sable à vue
E.S.V tel que : ESV = h’2/h1.
La mesure de h’2 n’est pas toujours précise et E.S.V qui en résulte est donc entaché
d’incertitude. C’est pourquoi on doit mesurer h2 à l’aide d’un piston taré pour avoir un

Etude expérimentale |Chapitre 05
65
résultat plus précis de l’équivalent de sable. Pour cela, on doit suivre le mode opératoire
suivant :
On descend lentement le piston taré dans le liquide à travers le floculat, le
manchon prend appui sur le bord supérieur de l’éprouvette, et l’immobiliser au
contact du sable ;
On mesure h2.
Photo 2: mesure de l’équivalent de sable
NB : les mesures de h1, h2 et h’2 peuvent être faite avec la précision du millimètre.
V.2.8.5. Résultats :
Tableau 29 : Résultats de l’équivalent de sable
Equivalent de sable Essai 1 Essai 2
Hauteur total h1 12cm 11,6cm
Hauteur
sédiment
à vue h’2 8,56 cm 8,52 cm
Au piston h2 8,16 cm 8,12 cm
Equivalent de
sable
ESV 0.71 0.73
ES 0.68 0.70
ES moyen 69%
ESV moyen 72%
Au vue de ces résultats, on peut dire que le sable n’est pas bien propre mais convient quand
même à la confection de béton.
V.2.9. COEFFICIENT LOS ANGELES
L'essai Los Angeles permet de mesurer les résistances combinées aux chocs et à la
détérioration progressive par frottement réciproques des éléments de gravillon. Ce mode
opératoire s'applique aux gravillons utilisés pour la constitution des chaussées et bétons
hydrauliques.

Etude expérimentale |Chapitre 05
66
but
L’essai consiste à mesurer la quantité d'éléments inférieurs à 1,6 mm produite en
soumettant le matériau aux chocs de boulets et aux frottements réciproques de la machine
Los Angeles.
La granularité du matériau soumis à l’essai est choisie parmi six granularités-types, de
la classe granulaire 4/6,3 mm – 6,3/10 mm – 10/14 mm – 10/25 mm – 16/31,5 mm et 25/50
mm se rapprochant au mieux de la granularité du matériau tel qu’il sera mis en œuvre. Le
poids de la charge des boulets varie en fonction du type de granularité comme l’indique
l’annexe 3.
Notre gravillon 5/10 est de type de classe granulaire 6,3 /10 mm et le gravier 10/20 de
type 10/25. Si M est le matériau soumis à l’essai ; m, le poids des éléments inférieurs à 1,6
mm produits au cours de l’essai ; et m’, la masse des éléments supérieur à 1,6 mm ; la
résistance combinée à la fragmentation par chocs et à l’usure par frottements réciproques
s’exprime par la quantité :
M
mM
M
mCLA
'100100
Spécifications :
- CLA < 15 : Très bon à bon ;
- 15 CLA 30 : Bon à moyen ;
- 30 CLA 45 : Moyen à faible ;
- CLA > 45 Médiocre et non recommandé.
matériel utilise
Machine Los Angeles du LCT COLAS ;
Boules ;
Tamis d’ouverture de 1,6 mm ;
Balance électronique de précision.
description de l’essai
Effectuer l’essai sur le gravillon, ayant une granularité conforme à l’une des six
classes granulaires type ;
Dans notre cas on prend les classes granulaires 6,3 /10 mm et 10/25 ;
Laver et sécher à l’étuve à 105°C le gravillon et peser une masse de 5000g ;

Etude expérimentale |Chapitre 05
67
Mettre en place l’échantillon de gravillon dans la machine ainsi que la charge des
boules relatives à la classe granulaire choisie;
Replacer le couvercle et serrer les boulons de fixation;
Mise en route de l’essai en faisant effectuer à la machine 500 rotations à une vitesse
régulière comprise entre 30 et 35 tr/mn;
Enlever le gravillon après l’essai et le recueillir dans un bac placé sous l’appareil, en
ayant soin d’amener l’ouverture juste au-dessus de ce bac, afin d’éviter les pertes ;
Tamiser le matériau contenu dans le bac sur le tamis de 1,6 mm;
Laver le refus à 1,6 mm dans un bac, bien remuer à l’aide d’une truelle. Puis verser
dans le bac perforé, égoutter et sécher à l’étuve jusqu’à poids constant;
Peser ce refus une fois séché. On note m’ cette masse. Exprimer le coefficient de Los
Angeles à partir de la relation ci-dessus.
Photo 3: mesure du coefficient los Angeles
Tableau 30 : Résultats du coefficient los Angeles
Classe
granulaire
Masse prise
d’essai (g)
Masse après l’essai Coefficient de Los
Angeles CLA
Spécification
1,6 mm m’ 1,6mm m
S Gravillon 6,3/10 5000 3396,1 1603,9 30 moyen
Gravillon 10/25 5000 3487,4 1512,6 30 moyen
V.2.10. COEFFICIENT D’APPLATISSEMENT
Matériels
Balance de précision ;
Grille à fente ;

Etude expérimentale |Chapitre 05
68
Série de tamis conforme à NF EN933-2 dont les dimensions d’ouverture sont les
suivants : 80mm-63mm-50mm-40mm-31,5mm-25mm-20mm-16mm-12,5mm-
10mm-8mm-6,3mm-5mm-4mm.
Mode opératoire
Tamiser les échantillons sur les tamis spécifiés ;
Peser chaque classe granulaire, soit d1/D2, puis la verser sur la grille a fente
correspondante et agiter ce tamis au-dessus d’un bac ;
Peser le passant, soit m1 ;
Faire cette opération en commençant par les classes granulaires de dimensions
plus élevées.
Expression des résultats
Calculer la somme de masse des granulats élémentaires di/Di, soit M1 ;
Calculer la somme de masse des grains di/Di passant à travers une grille a fente
correspondante, soit M2 ;
Calculer le coefficient d’aplatissement arrondi au nombre entier le plus proche.
𝐴 =𝐌𝟏
𝐌𝟐 ×100
Tableau 31 : Résultats Coefficient d’applatissement en %
essai Gravier 5/10 Gravier 10/20
Coefficient d’applatissement en % 22,00 15,90
V.2.11. RECAPITULATION DES CARACTERISTIQUES DES GRANULATS :
D’après les différents essais, on a trouvé les résultats suivant :
Tableau 32: Les caractéristiques obtenues sur les granulats :
ESSAIS Sable 0/5 Gravier
5/10
Gravier
10/20
Masse volumique apparente ρ en kg/l 1,500 1,320 1,290
Masse volumique absolue γ en kg/l 2,516 2,620 2,610
Humidité en % 1,6 0,3 0,5
Mf 2,55 - -
Equivalent de sable en % 69,00 - -
Coefficient d’applatissement en % - 22,00 15,90
Los angeles en % - 30,00 30,00

Etude expérimentale |Chapitre 05
69
V.2. L’EAU DE GACHAGE
Comme on a indiqué précédemment que la qualité du béton peut être affectée par
l’excès de certains éléments chimiques contenus dans ses composants.
Alors, lors de notre expérimentation, nous utilisons l’eau de la JIRAMA qui est potable et
qui est convenable pour la confection des bétons.
Voici les caractéristiques de l’eau de la JIRAMA que nous avons utilisée :
Tableau 33: Les constituants de l'eau de JIRAMA :
CONSTITUANTS Valeur
Insoluble [%] 0
Matière dissoutes [%] 0,0034 à 0,005
Carbonate et bicarbonates alcalins [%] 0,0028
Sulfate en SO3 [%] 0
Sulfate en S [%] 0
Sucre [%] 0
Phosphate [%] 0
Nitrate [%] 0
Zinc [%] 0
pH 7,2 à 8,5
Acide humique Aucune coloration brunâtre
Chlorure [mg.L-3] 3,55 à 8,5
Ions-soufre [%] 0
V.3.1. CARACTERISTIQUES PHYSIQUES ET TOLERANCES :
Les eaux employées pour le gâchage des bétons ne doivent pas contenir de matières
en suspension au-delà des proportions suivantes :
• 2 grammes par litre pour béton ou mortier type A et B
• 5 grammes par litre pour béton ou mortier type C
V.3.2. CARACTERISTIQUES CHIMIQUES ET TOLERANCES :
Les eaux employées pour le gâchage des bétons ne doivent pas contenir de sels
dissous au-delà des proportions suivantes :
• 15 grammes par litre pour béton ou mortier type A et B.
• 30grammes par litre pour béton ou mortier type C.

Etude expérimentale |Chapitre 05
70
Les bétons ou mortiers de types A sont de haute qualité et de forte résistance, ceux de
type B sont des mortiers à grande imperméabilité, tandis que le type C représente ceux dits
courants.
D’après ses caractéristiques physiques et chimiques, et en tenant compte des tolérances
imposées par les normes, l’eau de la JIRAMA convient bien pour le gâchage des bétons de
type A, B et C (donc tous les types de béton).
V.3. LE CIMENT
Nous avons utilisé un ciment du type CEM I 42,5 N, c’est un produit local
commercialisé en sac de 50 kg, sous le nom commercial MANDA.
V.4.1. CARACTERISTIQUES CHIMIQUES ET MINERALOGIQUES
V.4.1.1. Composition chimique élémentaire et valeurs requises
La composition chimique du ciment CEMI 42.5N est donnée dans le tableau suivant :
Tableau 34: La composition chimique du ciment CEMI 42.5N :
composition SiO2 Al2O3 Fe2O3 CaOT CaOL MgO PF
Teneur en % 21,02 4,66 2,92 63,40 0,99 2,09 2,00
A partir de ce tableau, on peut déduire les valeurs requises du ciment : MC ; MS ; MA
Ces valeurs sont liées directement à la composition minéralogique du ciment, ainsi que ses
caractéristiques mécanique et sa classe de résistance.
L’expression de chaque grandeur est la suivante :
MA =Al2O3
Fe2O3
MC = 100CaOComb
CaOsat
MS =SiO2
Fe2 + Fe2O3
𝐌𝐀 = 𝟏, 𝟓𝟗𝟓 ≥ 𝟎, 𝟔𝟑𝟖:
Nous avons un mélange normal
CaOsat= 2,80 SiO2 + 1,65 Al2O3 + 0,35 Fe2O3 (mélange normal).
CaOsat= 67,567
D’après le calcul, les valeurs requises de ce ciment sont résumées dans le tableau ci-dessous :

Etude expérimentale |Chapitre 05
71
Tableau 35: Les valeurs requises du ciment CEMI 42,5N :
Valeurs requises valeurs
MA 1,595
MC 92,367
MS 2,773
L’indice de l’hydraulicité i est :
i =SiO2 + Al2O3 + Fe2O3
CaO + MgO
On a trouvé i égale à 0,38.
V.4.1.2. Composition minéralogique –formule de bogue.
Pour la détermination de la composition minéralogique de ce ciment, nous utilisons
la formule de Boque qui nous permet d’obtenir la composition minéralogique potentielle.
On a MC = 92,367 et MA = 1,595, alors le clinker est composé du système :
C3S = 4,07 CaOcomb – 7,61 SiO2 – 6,72 Al2O3 – 1,43 Fe2O3
C3S = 4,07 × 62,41 – 7,61 × 21,02 – 6,72 × 4,66 – 1,43 × 2,92 = 58,56
C2S = 2,87 SiO2 – 0,75 C3S
C2S = 2,87 × 21,02 – 0,75 × 58,56 = 16,41
C3A = 2,65 Al2O3 × 1,69 Fe2O3
C3A = 2,65 × 4,66 - 1,69 × 2,92 = 7,41
C4AF = 3,04 Fe2O3
C4AF = 3,04 × 2,92 = 8,88
On a déterminé expérimentalement la valeur de CaOL et on a trouvé : 0,99
Donc voici la composition minéralogique du ciment CEM I 42,5N :
Tableau 36: La composition minéralogique du ciment CEM I 42,5N :
Constituants minéralogiques Teneur en [%]
C3S 58,56
C2S 16,41
C3A 7,41
C4AF 8,88
CaOL 0,99

Etude expérimentale |Chapitre 05
72
V.4.2. CARACTERISTIQUES PHYSIQUES.
V.4.2.1. Couleur Il est de couleur grise, coloration due aux cendres des combustibles solides.
La finesse de mouture ou la surface spécifique de BLAINE notée SSB est définie par
la surface totale développée par tous les grains contenus dans un 1g de ciment.
V.4.2.2. Masse volumique apparente
Elle représente la masse de la poudre par unité de volume apparente c’est à dire les
vides entre les éléments sont inclus.
On a le même principe et but que pour la détermination de la masse volumique
apparente des granulats mais au lieu d’utiliser les mains, on utilise un autre matériel pour
verser le ciment dans la moule.
Matériel utilisé :
- Une moule de volume V connue ;
- Un entonnoir porté par un trépied, muni d’une passoire et d’un opercule mobile ;
- Un spatule ;
- Une règle ;
- Une balance.
Conduite de l’essai :
- Peser la moule et noter sa masse M1 [g] ;
- Placer l’entonnoir au-dessus du centre de la mesure, fermer l’opercule ;
- Verser une petite quantité (d’environs 200g) de ciment sur la passoire et le faire
descendre à l’aide d’une spatule ;
- Ouvrir l’opercule. Le ciment tombe dans la mesure ;
- Refermer l’opercule ;
- Recommencer avec de nouvelle quantité de ciment, jusqu’ à ce que se produise le
débordement tout autour ;
- Araser à la règle ;
- Peser le tout et noter sa masse M2 [g]
Expression des résultats :
On a : Le volume de la moule est V [cm3] La masse de la moule est M1 [g]
La masse de l’ensemble moule + échantillon est M2 [g]

Etude expérimentale |Chapitre 05
73
La masse volumique apparente du ciment est :
La masse volumique est de l’ordre de 1 kg/L.
V.4.2.3. La masse spécifique
Elle représente la masse d’un corps par unité de volume de matière pleine sans aucun
vide entre les grains.
But
L’essai a pour but de déterminer la masse d’une unité de volume absolue d’un
matériau (c’est à dire, on ne tient pas compte du volume de vide) afin de pouvoir traduire les
pourcentages de chaque granulat par rapport à la totalité d’élément sec composant le béton,
en une composition massique.
Principe :
L’essai consiste à déterminer le volume absolu occupé par une certaine masse d’un
matériau étudié.
Matériels utilisés :
- Pycnomètre (ayant un couvercle en bouchon) ;
- Balance ;
- chiffons propres.
Conduite de l’essai :
- Peser le pycnomètre avec sa couvecle, noter son poids P1 [en gramme] ;
- Remplir de solvant et le couvrir sans bulle d’air ;
- Peser le pycnomètre rempli de solvant et noter son poids P2 [en gramme] ;
- Vider le pycnomètre et bien essuie avec les chiffons ;
- Verser l’échantillon dans le pycnomètre;
- Peser le pycnomètre contenant l’échantillon et noter son poids P3 [en gramme] ;
- Remplir de solvant le pycnomètre contenant l’échantillon et le couvrir sans bulle
d’air ;

Etude expérimentale |Chapitre 05
74
- Peser l’ensemble pycnomètre + échantillon +solvant et noter son poids P4 [en
gramme].
γs= 𝑬𝟓
𝑽
Photo 4 : mesure de la masse spécifique du ciment
Expression des résultats :
Tableau 37 : Masse spécifique du ciment
Référence pycnomètre 2 3
Poids du pycnomètre : P1 [g] 388.5 384.5
Poids du pycnomètre + solvant: P2 [g] 890 892
Volume pycnomètre : V1 = P2 - P1 [cm3] 501.5 507.5
Poids pycnomètre + échantillon : P3 [g] 1007.5 986.5
Poids pycnomètre + échantillon + solvant : P4 [g] 1268.5 1243
volume de solvant : V2 = P4 – P3 261 256.5
Volume échantillon : V = V1 - V2 [cm3] 240.5 251
Poids échantillon : E5 = P3 – P1 [g] 735,93 788,14
Masse spécifique : γs [g/cm3] 3,060 3,140
Résultat
Elle est de 3,1kg/L.
V.4.2.4. Début de prise (NF EN 196-3)
But
L’essai a pour but de déterminer au bout de combien de temps après le gâchage, la
prise commencera ; temps avant lequel la mise en œuvre du béton doit être terminée.

Etude expérimentale |Chapitre 05
75
Principe :
L’essai consiste à déterminer le temps au bout duquel la pénétration de l’aiguille de
l’appareil de Vicat dans une éprouvette de mortier normal posée dans l’eau de 20°C est de
2,5mm du fond de l’éprouvette.
Matériels utilisés :
- le malaxeur normalisé ;
- le moule tronconique ;
- l’appareil de Vicat muni de l’aiguille
Conduite de l’essai :
Fabriquer le mortier normal :
Les matériaux utilisés sont :
- 450g de ciment ;
- 1350g de sable normalisé ;
- 225g de l’eau ;
Processus de fabrication :
- Introduire le ciment et l’eau dans le récipient du malaxeur ;
- Mettre le malaxeur en marche avec une vitesse lente ;
- Au bout de 30s, verser le sable dans le récipient, le malaxeur reste toujours en
marche (vitesse lente) ;
- Après une minute de vitesse lente, changer la vitesse de marche du malaxeur en une
vitesse rapide durant deux minutes ;
- Arrêter le mouvement du malaxeur, démonter le batteur, nettoyer les parois du
récipient et le batteur. Remonter le récipient et le batteur ;
- Remettre le malaxeur en marche avec une vitesse rapide durant deux minutes.
Remplir le moule tronconique de ce mortier, araser
En attendant que la prise soit sur le point de commencer, placer l’éprouvette ainsi constituée
dans de l’eau à 20°C ; on ne l’en sortira que pendant les courts instants nécessaires aux
essais.
Préparer l’appareil de Vicat :
- l’aiguille de Vicat en place ;
- le zéro de la graduation en place ;

Etude expérimentale |Chapitre 05
76
- la masse mobile est égale à 1000g (la masse supplémentaire étant 700g).
Quand le moment supposer pour le début de prise approche, porter l’éprouvette sur
le plateau de l’appareil de Vicat, Immobiliser l’aiguille au contact du mortier ;
Lâcher l’aiguille sans vitesse initiale ;
Si l’arrêt se produit à 2,5 mm, ou plu du fond, la prise est commencée, l’essai est
terminé ;
Si par contre, l’arrêt se produit entre 0 et 2mm, la prise n’est pas encore commencé,
on reportera aussitôt l’éprouvette dans l’eau et on recommencera les essais toutes les
10minutes jusqu’au début de prise.
Remarque :
Il faut que le premier de ces essais conduise à constater que la prise n’est pas
commencée.
Expression des résultats :
Pour avoir un résultat plus ou moins fiable, il est intéressant de porter les différentes
mesures effectuées sur un graphique donnant l’évolution de la pénétration de l’aiguille en
fonction du temps de l’essai. On prend comme temps de prise l’horizontale l’ordonnée
2,5mm.
Dans le cas où l’opérateur doit s’absenter au moment du début de prise, et quand il
rentre, la hauteur obtenue est largement supérieure à 2,5mm (appelons M1 le point obtenu
par la hauteur mesuré et le temps de mesure à ce moment), on doit effectuer deux autres
essais supplémentaires et on obtiendra deux nouveaux points M2 et M3. On trace une
droite (une courbe) passant au mieux par ces trois points coupera l’horizontale d’ordonnée
2,5mm en un point dont l’abscisse pourra être retenue comme valeur du temps de prise.
Résultat
Expérimentalement le temps de prise de ce ciment est de159mn ou 2h39mn.
Les résultats obtenus sont donnés dans le tableau ci-dessous :

Etude expérimentale |Chapitre 05
77
Tableau 38: Récapitulatifs des caractéristiques physiques du ciment CEM I 42,5N :
Couleur Vert gris
Masse volumique apparente [kg/m3] 1000
Masse volumique absolue [kg/m3] 3 100
SSB [cm2/g] 4289
Début de prise à 20°C (mn) 159
V.4.3. CARACTERISTIQUES MECANIQUES
Tous les matériaux de constructions (exemples : ciments, béton, plâtre, …) sont
caractérisés par leurs résistances mécaniques, plus particulièrement leur résistance à la
compression (pour le béton et le ciment).
Pour le ciment, le principe de l’évaluation de cette résistance est le suivant :
On confectionne un mortier normal ; pour cette confection, la seule variable est la nature
du ciment car les caractéristiques, les quantités des autres composants (eaux et sables), et
les conditions de fabrication du mortier sont bien normalisées et fixées.
La classe de résistance d’un ciment est définie par la valeur minimale garantie de la
résistance à la compression simple de ce mortier à l’âge de 28 jours valeur en MPa.
Ce principe est conformé à la norme NF EN 196-1. Il existe trois classes de résistance :
32,5, 42,5 et 52,5.
Pour la composition d’un béton il faut connaître la classe vraie du ciment FCE.
D’après l’expérience que nous avons effectuée, nous avons trouvés 51,78 MPa pour le
ciment CEM I 42,5N.
Une fiche technique du ciment CEM I 42,5N utilisé est donnée en annexe 1.
V.4. DOLOMIE
La dolomie est un minéral naturel, qui est un carbonate double de calcium et de
magnésium. Elle peut contenir d’autres minéraux naturels en quantités mineure.
Elle est représentée par la formule chimique suivante : CaMg(CO3)2.
La dolomie est classée géologiquement parmi les roches détriques et les roches
d’origine hydrothermale (précipitation des eaux marines). Théoriquement une roche ne doit
être dénommée dolomie (en sens strict) que si sa teneur en dolomite CaMg(CO3)2 dépasse
90%.

Etude expérimentale |Chapitre 05
78
Pendant notre expérimentation, nous avons utilisés le produit de la société
PROCHIMAD qui provient de la carrière d’Ihenikenina. C’est la « Dolomie D 40 » c'est-à-
dire de diamètre D≤ 40 µm.
Ce produit est commercialisé en sac de 50 kg.
V.5.1. CARACTERISTIQUES PHYSIQUES.
Les données suivantes ont été prises à la société PROCHIMAD.
V.5.1.1. Masse volumique absolue 𝜸 de la dolomie
La masse volumique absolue de la dolomie D 40 est donnée par sa fiche technique, cette
valeur est de 2 700 kg/m3.
V.5.1.2. Détermination de la masse volumique apparente
Même principe que les granulats, on a trouvé: ρ = 1088 kg/m3.
V.5.1.3. Autres caractéristiques de la dolomie
Voici d’autres caractéristiques physiques de la dolomie D 40 de la société PROCHIMAD.
Tableau 39: Les caractéristiques physiques de la dolomie D 40 :
Aspect : Poudre fine
Couleur : Blanche
Densité : 2,7
Refus au tamis 350 : 0,1 % (30/40 microns)
granulométrie 40, 20, 10 microns, fine
V.5.2. CARACTERISTIQUES CHIMIQUES DE LA DOLOMIE.
La composition chimique de la dolomie est donnée dans le tableau ci-dessous :
Tableau 40: Composition chimique de la dolomie D 40 :
Humidité : 0,1%
SiO2 : 15,6%
Fe2O2 : 0,2%
TiO2 : Traces
Al2O2 : 1,6%
MgO : 22,6%
CaO : 30,8%
pH : 9-9,2
Perte au feu : 28% dont CO2 : 20%

Etude expérimentale |Chapitre 05
79
Une fiche technique de la dolomie D4O est donnée en annexe 2.
V.5. ADJUVANT
Le CHRYSO® Plast R Omega124 est un plastifiant réducteur d'eau de
dernière génération. Le CHRYSO® Plast R Omega124 permet également de garder dans le
temps de l’ouvrabilité du béton frais sans retarder la prise.
Cet adjuvant a pour fonction principale, soit d’améliorer l’ouvrabilité du béton, soit
d’améliorer les résistances mécaniques.
V.6.1. CARACTERES GENERAUX
Grâce aux propriétés physico-chimiques du CHRYSO® Plast R Omega124, il permet
de jouer sur les propriétés du béton à l’état frais et à l’état durci:
V.6.1.1. Action sur le béton frais:
L’adjuvant CHRYSO® Plast R Omega124 permet :
d'augmenter considérablement la maniabilité même en réduisant l'eau de gâchage,
de disperser le ciment dans la masse,
d'améliorer l'adhérence béton-armatures,
de s'opposer à la ségrégation,
d'améliorer la thixotropie (capacité de certaines substances sédimentaire de se
transformer en liquide dans lesquelles les particules viennent en suspension
comme les sables mouvants),
d'étaler éventuellement la prise.
V.6.1.2. Action sur béton durci :
L’adjuvant CHRYSO® Plast R Omega124 permet :
d'augmenter les résistances mécaniques ;
d'accroître la compacité ;
d'augmenter l'imperméabilité ;
de diminuer le retrait et le fluage.
V.6.1.3. Domaines d’application
Le CHRYSO® Plast R Omega124 est utilisé dans les domaines suivants :
les bétons très plastiques à fluide ;
les bétons préfabriqués étuvés ;

Etude expérimentale |Chapitre 05
80
tous les types de ciment sauf blanc ;
pour la confection de pièces élancées, fortement ferraillées et dans le cas de bétons
pompés.
V.6.2. AUTRES PROPRIETES ET INDICATION
V.6.2.1. Augmentation du délai de mise en œuvre
A dosage élevé, le CHRYSO® Plast R Omega124 augmente le temps de prise du béton.
La température jouant un rôle important, il est bon de procéder à des essais. A titre indicatif:
à 20°C, on obtient un retard de prise de 3 à 4 heures environ avec un dosage de
0,6 %.
à 5°C, le même dosage provoque un retard de prise de l'ordre de 8 h.
Cette combinaison conduit à :
l'amélioration des résistances aux cycles gel-dégel,
la possibilité de coulage en continu (béton extrudé, béton routier),
l'amélioration des résistances de tous bétons situés dans les zones de marnage
V.6.2.2. Coloris
L’adjuvant se présente comme une solution de couleur marron foncé.
V.6.2.3. Conditionnement
L’adjuvant CHRYSO® Plast R Omega124 est livré en :
Bidons de 5L;
Fûts de 250 kg ;
Conteneur de 1200 kg.
V.6.2.4. Stockage
Le CHRYSO® Plast R Omega124 gèle à - 5°C environ.
V.6.2.5. Conservation
Dans son emballage d'origine intact, le produit se conserve jusqu’a12 mois et stocké à l’abri
du gel.

Etude expérimentale |Chapitre 05
81
V.6.2.6. Données techniques
Tableau 41: Données techniques du CHRYSO® Plast R Omega124:
V.6.2.7. Consommation / dosage
Le dosage précis du CHRYSO® Plast R Omega124 est fonction des conditions de
chantier et de l'effet recherché.
V.6.2.8. Plage d'utilisation recommandée
0,3 à 1,5% du poids de ciment. Soit 0.3 à 3.0 kg pour 100 kg de ciment.
V.6.2.9. Mise en œuvre
Introduire le CHRYSO® Plast R Omega124 dans une partie de l'eau de gâchage.
V.6.2.10. Précautions d’emploi
Manipulation non dangereuse.
En cas de contact avec la peau, un simple lavage suffit.
NB : Le CHRYSO® Plast R Omega124 est compatible avec tous les ciments et en particulier
le ciment fondu.
Une fiche de données de sécurité de l’adjuvant CHRYSO® Plast R Omega124 est donnée
en annexe 3.
V.6. LE RESINE POLYETHYLENE TEREPHTALATE
Le PET est un des polymères les plus simples et les moins chers.
Le PET est un polymère thermoplastique, translucide, chimiquement inerte, facile à
manier et résistant au froid.
Densité (20oC): 1,07 ± 0,02
Couleur Marron foncé
Nature Liquide
pH : 5,3 ± 1,5
Extrait sec : 21,8± 1,0 %
Teneur en ion Cl- < 0,1 %
Teneur en Na2O éq. ≤ 2,5 %

Etude expérimentale |Chapitre 05
82
V.7.1. CARACTERISTIQUES PHYSIQUES
V.7.1.1. Masse volumique absolue
Le polyéthylène téréphtalate a une masse volumique plus légère que l’eau, elle varie
de:
ρ = 0.91- 0.96g/cm3.
V.7.1.2. Résistances mécaniques
Sa transition vitreuse TV est de 120°C et sa température de fusion de 110°C. Le
polyéthylène téréphtalate à une température de changement d’état supérieur à 100°C, ce qui
va permettre d’adapter les récipients dès qu’on les chauffe.
Sa résistance mécanique fléchit nettement des 75 à 90°C. Contrairement au
polypropylène téréphtalate, la température d’utilisation ne peut excéder le point d’ébullition
de l’eau. Le problème est qu’à température ambiante, le réactif est un gaz. On augmente
donc la pression pour que l’éthylène soit sous forme liquide. On l’utilise à une température
de 300°C et à une pression de 150 à 300 Mpa.
Dans notre polymère, on a un taux de cristallinité de 40 % c’est - à - dire que
seulement 40 % de la masse va former des zones cristallines et 60% des zones amorphes.
Un tableau résumé des caractéristiques physiques d’un polyéthylène téréphtalate est
donnée en annexe 4.
V.7.1.3. Ductilité et flexibilité
Le PET présente une bien plus grande ductilité que tous les matériaux métalliques
ou les autres plastiques utilisés pour le topping. Celle-ci lui permet d'absorber sans
dommages les impacts, les vibrations et les contraintes causées par le mouvement
du sol. Sa souplesse lui confère un très bon comportement lors des phases de gel
et de dégel.
V.7.1.4. Résistance aux coups de bélier
Les qualités intrinsèques du polyéthylène téréphtalate en font sans doute le meilleur
matériau vis à vis des coups de bélier.
La faible rigidité du matériau permet au PET d'amortir l'amplitude et la durée du
coup de bélier. Ainsi, l'utilisation du PET, en lieu et place des matériaux traditionnels
permet de réduire jusqu'à 4 fois l’application des coups de bélier. Cela permet de ne

Etude expérimentale |Chapitre 05
83
pas avoir à surdimensionner l’épaisseur du polyéthylène téréphtalate dans la couche de
finition.
V.7.1.5. Fissuration
Le PET est un excellent matériau qui a une très haute résistance à la propagation
lente des fissures. Elle peut atteindre plus de 100 ans à 20°C.
V.7.1.6. Abrasion
La surface parafinique du polyéthylène téréphtalate lui assure un faible coefficient
de friction, permettant dans certain limite, un frottement à sec avec les autres matériaux
tels que les métaux,….
Les polyéthylènes téréphtalate ont ainsi une excellente résistance à l'abrasion.
V.7.2. CARACTERISTIQUES DIELECTRIQUES.
Le PET a une propriété diélectrique de 2,3(1KHz, 23°C)
V.7.3. CARACTERISTIQUES THERMIQUES ET CLIMATIQUES.
V.7.3.1. Dilatation
Sous l'effet d'une variation de température, le tube en polyéthylène téréphtalate
aura tendance à se dilater ou se rétracter. La variation de température entraînera en
plus ou en moins une variation de longueur.
V.7.3.2. Tenue à l’UV
Une exposition aux UV trop longue peut entraîner une décoloration et une
diminution sensibles des qualités intrinsèques du matériau.
Le polyéthylène téréphtalate comporte du noir de carbone qui lui permet
d'augmenter de manière considérable cette tenue aux UV. Ainsi, le PET a une
remarquable stabilité au vieillissement à la lumière. La présence d’antioxydant dans le
PET assure une résistance spécifique à l’action de l’UV.
Tableau 42: Les caractéristiques thermiques du polyéthylène téréphtalate
Aspect : liquide visqueuse
Solubilité δ 16,2 MPa
Point d’éclair 341°C
Température Transition vitreuse 110°C
Température de fusion 85 à 140°C
Température d’auto-inflammation 330-410°C

Etude expérimentale |Chapitre 05
84
V.7.4. CARACTERISTIQUES CHIMIQUE.
V.7.4.1. Résistance chimique
Les PET ont une bonne tenue chimique pour les cas les plus courants. Ils
résistent aux sels, aux acides et aux alcalis en solutions aqueuses diluées. De
nombreux solvants peuvent être acceptés jusqu’à 50°C.
La résistance chimique du polyéthylène téréphtalate dépend des paramètres suivants :
- le milieu ;
- la concentration;
- la température;
- la charge.
Le polyéthylène téréphtalate possède l’une des m e i l l eu r es t enu es
ch imi qu es d e l ’ en sem bl e d es matières synthétiques. Il présente l’avantage
d’avoir une bonne tenue au H2S et résiste généralement très bien, dans des gammes
importantes de concentration et de température, aux acides, aux eaux usées
(ménagères ou chimiques). Il résiste à des fluides ayant des valeurs de pH pouvant
aller de 1,15 à 14.
V.7.4.2. Corrosion
Le polyéthylène téréphtalate présente l’avantage d’être totalement inerte
chimiquement pour les plages de températures conventionnelles. Ainsi, son
utilisation garantit une pérennité maximale à la conduite et à son dimensionnement.
En effet, il ne se corrode pas, ne se pique pas et ne rouille pas. Son épaisseur ne
peut être modifiée ni par une corrosion électrique, ni par une corrosion chimique
(Insensibilité totale).
Cette insensibilité à l’environnement évite d’onéreuses études de sol, tout en
garantissant que les changements de propriétés environnementaux n’auront
aucune incidence sur la tenue du topping.
V.7.5. AUTRES PROPRIETES ET INDICATION
V.7.5.1.Couleur
Le polyéthylène téréphtalate se présente comme une solution incolore.

Etude expérimentale |Chapitre 05
85
V.7.5.2.Conditionnement
Le polyéthylène téréphtalate est livré en :
Bidons de 5L;
Fûts de 250 kg ;
Conteneur de 1200 kg.
V.7.6. LES CATALYSEURS ET ACCELERATEURS POUR LA RESINE PET
Les catalyseurs sont très nombreux et classés par divers critères comme la classe
chimique, la méthode de préparation, la teneur en peroxyde, la présentation, etc.
L’emploi de catalyseur n’est pas obligatoire pour la résine promotorisée. Pour les autres
résines, l’emploi du catalyseur dans la résine varie de 1 à 4 % en masse. En fait, le dosage
de catalyseur peut être ambigu parce que dans la plupart des ouvrages, on ne précise pas s’il
s’agit d’un dosage massique ou volumique. On peut expliquer cela par le fait que la masse
volumique de ce dernier est de l’ordre de 1,1g/cm3. Ce qui indique, en approximation, que
pour un catalyseur, 1g équivalent à 1mL.
Le taux en accélérateur se limite à 3 % en masse dans la résine.

Etude expérimentale |Chapitre 06
86
Chapitre 06 : LES ESSAIS DE FABRICATION DU
BETON LISSE
Après avoir déterminé les caractéristiques des matières premières, nous essayerons
de fixer les différents paramètres pour l’obtention du béton lissé.
L’objet de ce chapitre est la fabrication de béton de base et de la couche d’usure à partir de
ces matériaux.
VI.1. DETERMINATIONS DES DOSAGES EN MASSES DES DIFFERENTS
COMPOSANTS POUR 1m3 DE BETON
VI.1.1. PAR LA METHODE DREUX-GORISSE
VI.1.1.1. Définition des données de bases
La nature de l’ouvrage: béton coulé en masse indéfinie
La résistance à la compression souhaitée : Rc28 = 25MPa.
La consistance désirée plastique : A= 7cm
Le type de serrage utilisé : vibration normale
La classe d’exposition de l’ouvrage : non agressive
VI.1.1.2. Définition des matières premières utilisées
CIMENT :
Type : CEM I 42,5N
La classe vraie FCE = 51,778 MPa
Le poids spécifique : 𝛄ciment = 3,1kg/l
GRANULATS :
La qualité : passable ;
La forme : sable concassé et gravier concassé ;
Le poids spécifique : 𝛄s (0/5= 2,516 kg/l; 𝛄g (5/10)= 2,62kg/l ; 𝛄g (10/20)= 2,62kg/l
Le module de finesse du sable: 2,55;
La granulométrie.
VI.1.1.3. Détermination du diamètre maximal
D= d1 + (d1 – d2). (x/y) (1)
D= 20 + (20 – 16) x (1/12)
D=20,33mm~ 20mm

Etude expérimentale |Chapitre 06
87
d1 : ouverture du plus gros tamis sur lequel on a les premiers refus ;
d2 : le tamis immédiatement inférieur à d1 ;
x : le pourcentage de refus sur d1 ;
y : le pourcentage des grains retenus entre d1et d2.
D, d1 et d2 sont exprimés en mm.
VI.1.1.4. Calcul de la résistance visée
Soit Rc28 la résistance souhaitée à 28 jours, pour la formulation de Dreux, elle
sera majorée de 15% :
Rc = 1,15×Rc28 (2)
Fixons la résistance Rc28 à 25MPa pour le béton support.
Rc = 1, 15×Rc28
Rc = 1, 15×25
Rc = 28,75MPa
VI.1.1.5. Détermination du coefficient granulaire G
Le tableau suivant indique les valeurs de ce coefficient pour différents cas :
Tableau 43: Les valeurs du coefficient granulaire G :
Qualité des granulats Diamètre maximal (mm)
D < 12,5 20 ≤ D ≤ 31,5 D ≥ 50
Passable 0,35 0,40 0,45
Bonne 0,45 0,50 0,55
Excellente 0,55 0,60 0,65
Donc, nous avons G= 0,40
VI.1.1.6. Calcul du rapport C/E, à partir de la formule suivante :
Rc = G FCE(C / E - 0, 5) (3-a)
C/E = ((Rc/ G FCE) + 0, 5) (3-b)
C/E = ((28, 75/ 0,40x51, 778) + 0, 5)
C/E = 1, 8

Etude expérimentale |Chapitre 06
88
VI.1.1.7. Déduction du dosage en ciment
Pour faciliter la détermination du dosage en ciment et pour éviter les petites erreurs
pendant l’interpolation, nous proposons l’abaque suivant que nous avons établi sur la base
de l’abaque de Dreux. Cet abaque est d’une utilisation plus facile et donne des résultats
directs sans besoin de faire d’éventuelles interpolations.
Figure 15: abaque de Dreux proposé pour la détermination du dosage en ciment
A = 7 cm et 𝐶 𝐸 ⁄ = 1,8
D’âpres la lecture de l’abaque, nous avons les résultats suivants :
C1 = 362kg/m3
VI.1.1.8. Dosage en eau
C1 = 362kg/m3 et 𝐶1𝐸1 ⁄ = 1,8 (4)
E1 = 201L

Etude expérimentale |Chapitre 06
89
VI.1.1.9. Correction du dosage en eau, puis en ciment si nécessaire.
Tableau 44: Correction du dosage en eau en fonction du diamètre maximal:
D (mm) 10 12.5 16 20 25 31,5 40 50
Correction en % +9 +6 +4 +2 0 - 2 - 4 -6
Tableau 45: résumés des données de base
FORMULATION DE DREUX
Résistance visée à 28 jours en MPa
Rc = 25 ×1,15 = 28,75
le coefficient granulaire
G = 0,40
dosage en ciment et en eau
C/E = 1,8
on a : C1= 362 donc E1= 201
correction en fonction du diamètre maximal
D=20mm une correction de +2%
récapitulations
C= 369 [kg/m3]
E= 205L/ m3
VI.1.2. DOSAGES EN GRANULATS
VI.1.2.1. Détermination de la courbe de référence
L’origine: l’abscisse de l’origine correspond au module 20 (d=0,08mm) et l’ordonné
est de 0%.
Le sommet de la courbe B : l’abscisse est le module correspondant au diamètre
maximal D et l’ordonné est de 100%.
Le point de brisure A :

Etude expérimentale |Chapitre 06
90
Abscisse :
D = 20 mm, l’abscisse correspond au module du XA =D/2, XA = 41
Ordonné :
YA = 50 - √D + K +Ks
K est un terme correcteur dont la valeur est donné dans le tableau suivant :
Tableau 46: La valeur du terme correcteur K:
Vibration Faible Normale Puissante
Format des
granulats Roulé Concassé Roulé Concassé Roulé Concassé
Dosage en
ciment
En Kg/m3
400+Fl -2 0 -4 -2 -6 -4
400 0 +2 -2 0 -4 -2
350 + 2 +4 0 + 2 - 2 0
300 +4 +6 +2 +4 0 +2
250 +6 +8 +4 +6 +2 +4
200 +8 +10 +6 +8 +4 +6
On a Ks : terme correcteur car notre module de finesse Mf du sable est 2,6 ≠ 2,5
Ks = 6 Mf - 15 ;
Ks = 6 x 2, 6 – 15 = 0,6 ;
Ks =0,6
Kp : terme correcteur (si le béton est pompable), Kc= K+ Kp
5 < Kp < 10 ; si le béton est destiné à être pompé.
Dans notre cas, comme le diamètre maximal des granulats est Dmax = 20mm et K = +1 ;
le Ks =0,6
Le point de brisure a pour coordonnées XA=41 et YA=47,13%
Tableau 47: Courbes granulaires de référence :
DREUX
Abscisse Ordonnée en %
Point d’origine O 20 0
Point de brisure A 41,00 47,13
Le sommet de la courbe B 44,00 100

Etude expérimentale |Chapitre 06
91
Figure 16: courbes granulométriques du composition d’un mélange ternaire
VI.1.2.2. Proportions de gravier et de sable par la méthode graphique
La ligne de partage joint le point d'ordonnée 95% de la courbe granulaire du plus petit
granulat au point d'ordonnée 5% de la courbe granulaire du plus gros granulat. Le point
d’intersection entre cette ligne et la courbe théorique du mélange optimum indique les
proportions en pourcentage de volume absolu de sable et de gravier. Ces proportions sont lues
sur le pourcentage de tamisats correspondant à ce point d’intersection. Ce pourcentage indique
la proportion de sable s, le complément à 100 donne la proportion des graviers : g (5/10) et g
(10/20).
On a s = 39,8 %
g1 = 46,2 – 39,8 = 6,4 %
g2 = 100 – 46,2 = 53,8 %
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45
Tam
isat
cu
mu
lé [
%]
Module AFNOR
Détermination des dosages en granulats
CR
S
G5/10
G10/20

Etude expérimentale |Chapitre 06
92
VI.1.2.3. Calculer le volume des solides
Vsolides = Γ ×1000 (5)
Γ : le coefficient de compacité
Tableau 48: Le coefficient de compacité consistance
Serrage Diamètre maximal D (mm)
5 10 12,5 20 31,5 50 80
Molle
Piquage 0,750 0,780 0,795 0,805 0,810 0,815 0,820
Vibration faible 0,755 0,785 0,800 0,810 0,815 0,820 0,825
Vibration normale 0,760 0,790 0,805 0,815 0,820 0,825 0,830
Plastique
Piquage 0,760 0,790 0,805 0,815 0.820 0,825 0,830
Vibration faible 0,765 0,795 0,810 0,820 0,825 0,830 0,835
Vibration normale 0,770 0,800 0,815 0,825 0,830 0,835 0,840
Vibration puissante 0,775 0,805 0.820 0,830 0,835 0,840 0,845
Ferme
Vibration faible 0,775 0,805 0,820 0,830 0,835 0,840 0,845
Vibration normale 0,780 0,810 0,825 0,835 0,840 0,845 0,850
Vibration puissante 0,785 0,815 0,830 0,840 0,845 0,850 0,855
Ces valeurs sont convenables pour des granulats roulés sinon il conviendra d'apporter les
corrections suivantes :
Sable de carrière et gravier concassé : - 0,03.
Γ = 0,825 – 0,03 = 0,795
VI.1.2.4. Déterminer les volumes des granulats
Vgranulats = Γ×1000 – Vciment (6)
Calculons d’abord Vciment
Soit C le dosage en Kg/m3 et 𝛄ciment la masse volumique absolue du ciment en Kg/dm3.
Alors : Vciment= C / 𝛄ciment (7)
Vciment = 362 / 3,1 = 116,78 L
Vciment=116,78L
D’où Vgranulats = 0,795× 1000 – 116,78 = 678,22 L
Vgranulats =678,22L
Vsable = Vgranulats × s (8-a)
Vsable = 678,22× 0,398 = 269,93 L

Etude expérimentale |Chapitre 06
93
Vsable =269,93 L
Vg (5/10) = Vgranulats × g (8-b)
Vg( 5/10) = 678,22× 0,064 = 43,41 L
Vg (10/20) = 678,22× 0,538 = 364,88 L
VI.1.2.5. En déduire les dosages en masse
Msables = Vsable ×𝜸s (0/5) (9-a) Msables = 269,93 ×2,516
Msables= 679,14 Kg/m3
Mgravier = Vgravier× 𝜸gravier (9-b)
Mg (5/10) = 43,41×2,62 = 113,73 kg/m3
Mg (10/20) = 364,88×2,62 = 952,34 kg/m3
VI.1.2.6. Calcul du rapport G/S
G/S=1,57
Le superplastifiant est dosé à 1,5 % du poids du ciment d’où SP = 369× 0,015 = 5,54 kg
VI.1.2.7. Récapituler l’ensemble des résultats dans un tableau
Résultats obtenus :
Tableau 49: Composition pour 1m3 de béton
Les dosages en masse de chaque constituant en kg/m3 Autres paramètres
CEMI
42,5
Super-
plastifiant
Eau
Sable
0/5
Gravier
5/10
Gravier
10/20
∆o
(kg/m3)
C/E G/S
369 5,53 205 679,14 113,73 952,34 2324,74 1,8 1,57
VI.2. CARACTERISATION DU BETON SUPPORT A L’ETAT FRAIS
Le malaxage permet au mélange de devenir homogène.
Il se déroule comme suit : en premier temps, on introduit une partie des gros granulats
et de l’eau avec le ciment, on malaxe l’ensemble jusqu’à ce que les constituants se mélangent
bien ; et on introduit ensuite le sable avec le reste de gravier et de l’eau. On continue le
malaxage jusqu’à ce que le mélange devienne homogène.

Etude expérimentale |Chapitre 06
94
VI.2.1. DETERMINATION DES CONSISTANCES AU CôNE D’ABRAMS.
Après le malaxage, on procède directement à la détermination de la consistance du
béton.
Equipements nécessaires :
Un moule en tôle tronconique, sans fond, de hauteur 30 cm, ayant un diamètre 20 cm
pour la base et 10 cm pour sa partie supérieure (D=20 cm, d=10 cm, h=30cm) ;
Une plaque d’appui bien plane;
Une tige de piquage ;
Un portique de mesure ;
Un entonnoir pour verser la pâte.
Photo 5: cône d’abrams
Le principe est déjà indiqué dans la partie bibliographique, mais pour mieux comprendre
nous allons le répéter ci-dessous :
On dispose le cône sur la plaque d’appui bien plane, et puis, on le remplie de béton, le
remplissage se déroule comme suit:
Il est effectué en trois couches dont chacune soit piquée en 25 coups avec la tige de
piquage ; lorsque le cône est bien rempli, on le soulève avec beaucoup de précaution ;
Enfin, on mesure l’affaissement du mélange par le portique de mesure.

Etude expérimentale |Chapitre 06
95
Photo 6: Détermination de la consistance
VI.2.2. MESURE DE L’ETALEMENT
Après la mesure de l’affaissement, on mesure directement l’étalement au cône.
Photo 7: mesure direct de l’étalement
VI.2.3. LA MISE EN PLACE ET LE SERRAGE DU BETON
La mise en place du béton doit toujours être effectuée avant la prise du ciment pour
éviter tout risque de difficulté.
Les différentes étapes de cette phase sont:
Moulage
Equipement nécessaire :
Moule cylindrique ayant un diamètre 16 cm, et une hauteur de 32 cm.
Un entonnoir pour verser la pâte dans le moule.
Il consiste à enfoncer le mélange dans le moule, pour qu’on obtienne un béton bien
compact, le moulage doit être accompagné par un piquage ou vibration ou autre moyen de
serrage.

Etude expérimentale |Chapitre 06
96
Dans notre cas, nous utilisons la vibration.
La vibration
Matériel nécessaire :
un vibrateur
La vibration annule le frottement interne des grains et favorise leur imbrication ; les bulles
d’air, remontant à la surface, sont expulsées. Le béton vibré devient fluide se serre bien dans
le moule. Il reprend sa consistance lorsque la vibration cesse, mais il est plus serré et l’air est
évacué.
Photo 8: serrage du béton
Principe :
On dispose le moule sur le vibrateur puis on fait fonctionner ce dernier et on laisse
vibrer pendant 30 secondes au maximum. On règle son amplitude selon le besoin.
VI.2.4. DEMOULAGE
Après la vibration, on laisse reposer le mélange dans un endroit qui ne pose aucun
problème sur la prise de ciment et le durcissement du béton.
Après la prise le béton commence à durcir, au bout de 48 heures, on passe au démoulage qui
consiste à enlever le béton du moule.
VI.2.5. CURE DU BETON
Après le démoulage, le béton sera conservé dans un milieu humide. Dans notre cas, on
les met dans un bassin rempli d’eau propre.

Etude expérimentale |Chapitre 06
97
Cette conservation lui permet de bien durcir, de diminuer son retrait et d’avoir une bonne
résistance.
Photo 9: cure du béton
VI.2.6. RESULTATS
Tableau 50: Caractéristique rhéologique:
Essai résultats unités
Affaissement 6,8 cm
Interprétation
En observant les résultats des différents essais effectués sur le béton frais nous
pouvons en déduire que le béton support est de classe S2 de consistance plastique.
L’affaissement obtenu (6,8 cm) montre que l’on a bien la consistance désirée (7 cm). L’essai
de stabilité au tamis permet de déduire que notre béton support témoin possède une stabilité
satisfaisante. Car le taux de ségrégation inférieur à 15 %.
Bref, notre béton témoin présente d’excellentes propriétés rhéologiques à l’état frais.
VI.3. CARACTERISATION DU BETON SUPPORT A L’ETAT DURCI :
Après la mise en œuvre dans leur moule, les éprouvettes cylindriques et prismatiques sont
conservées dans une chambre humide pendant 24 heures. Une fois démoulées, elles subissent
une rectification et sont conservées sous l’eau.
Avant chaque essai, les éprouvettes sont pesées pour déterminer la masse volumique
apparente afin de vérifier l’homogénéité du béton.
Une série de mesures mécaniques ont été faites pour chaque béton :
Essais de compression pour la résistance à la compression au 7ème et au28ème jours ;
Essai de flexion pour la résistance à la traction par flexion au 7ème et au 28ème jours ;

Etude expérimentale |Chapitre 06
98
La variation dimensionnelle et pondérale (retrait et perte en masse) jusqu’à 28 jours.
Les éprouvettes destinées à l’écrasement pour la détermination des propriétés mécaniques
sont conservées dans un milieu humide et à température de 20° C.
VI.3.1. ESSAIS DE COMPRESSION SUR EPROUVETTES CYLINDRIQUE :
Principe :
L’essai a été réalisé selon la norme NF P 18-406, sur des éprouvettes cylindriques :
diamètre 16cm et hauteur 32 cm (élancement 2). Après un centrage parfait, la mise en charge a
été effectuée avec une vitesse de montée de charge constante. Au moment de la rupture, on
ouvre lentement la vanne de chargement et on lit alors la charge de rupture. En divisant la charge
de rupture sur la section de l’éprouvette, on obtient la contrainte en compression « RC » de cette
éprouvette.
RC = Pr (N)/ S (mm2)
Avec Pr : la charge de rupture en Newton ;
S : la section de l’éprouvette où S = 201006 mm2
Matériel utilisé :
Photo 10: mesure de la résistance à la compression
On évalue la résistance à la compression du béton support au 3ème, au 7ème et au 28ème
jour.

Etude expérimentale |Chapitre 06
99
Résultats :
Tableau 51: Les résultats de la résistance à la compression:
MOYENNE DES RESULTATS OBTENUS
Résistances en compression simple
Age essai 3jours 7jours 28jours
Nombre d’essai
1 1 2 1 2 3
Masse en Kg
Avant conservation
Apres conservation
14,960
14,836
14,960 15,089 15,047 15,126 15,168
14,836 14,994 15,027 15,110 15,165
Densité en t/m3
Avant conservation
Apres conservation
2,33
2,31
2,33 2,35 2,34 2,35 2,36
2,31 2,33 2,34 2,35 2,36
Résistance en MPa
14,7
17,8 18,5 29,1 29,8 30,4
Moyenne en MPa
14,7
18,1 29,8
Interprétation
Le tableau ci-dessus donne les résultats obtenus des éprouvettes de chaque gâchée sur les
résistances à la compression. Compte tenu de la résistance obtenue à 28 jours, on peut
considérer que l’objectif est atteint (on dépasse même la résistance visée).
VI.3.2. ESSAI DE TRACTION PAR FLEXION :
La résistance à la traction par flexion a été déterminée à l’aide d’une machine de flexion
3 points de 150 KN, sur des éprouvettes prismatique 7x7x28 cm conformément à la norme NF
P18-407. (NA 428). Les éprouvettes ont été disposées dans la machine d’essai. Après un
centrage parfait, la mise en charge a été effectuée avec une vitesse de montée de charge
constante. Au moment de rupture, on ouvre lentement la vanne de chargement. L’aiguille du
manomètre intégrée dans la machine indique la charge de rupture.

Etude expérimentale |Chapitre 06
100
La résistance à la traction par flexion est calculée ;
Rt= 1.8 Pr / a2
Avec 𝐏𝐫 : la charge de rupture et
a : le côté de la section carrée de l’éprouvette
Matériel utilisé :
Photo 11: mesure de la résistance à la traction par flexion
Résultats
Tableau 52: Les résultats de la résistance en traction par flexion :
MOYENNE DES RESULTATS OBTENUS
Résistances en traction par flexion
Age essai 7jours 28jours
Moyenne en MPa
3,25 5,18
Interprétation
Le tableau ci-dessus donne les résultats obtenus des éprouvettes de chaque gâchée sur les
essais à la traction par flexion. Compte tenu de la résistance obtenue à 28 jours, on peut
considérer que le béton support présente une bonne résistance à la traction.

Etude expérimentale |Chapitre 06
101
VI.4. DETERMINATIONS DES QUANTITES DES DIFFERENTS COMPOSANTS
CONTENUS DANS LA COUCHE D’USURE POUR 1 m3 DE BETON
La couche d’usure est un mélange de granulats, de ciment et d’additifs (adjuvant,
colorant et microfibre). Nous allons étudier la couche d’usure en deux cas :
Couche d’usure incorporée sur béton frais ;
Couche d’usure rapportée sur béton durci.
Il convient parfaitement pour accomplir de grande surface. La couche d’usure
s’applique avec une épaisseur minimum de 4 à7 mm.
VI.4.1. MASSE DES DIFFERENTS COMPOSANTS CONTENUS DANS LA
COUCHE D’USURE INCORPOREE
Couche d’usure incorporée est une technique monolithique c’est-à-dire, on applique
sur le béton frais des granulats durcisseurs en quantité variable.
VI.4.1.1. Différentes types de couche d’usure incorporée
Couche d’usure incorporée est appliquée sur le béton frais suivant deux techniques :
Par saupoudrage manuel ou mécanique : c’est une action d’épandage à sec sur béton frais
après le début de prise.
Par coulis de mortier frais : le béton est dressé au niveau fini, moins l’épaisseur du coulis.
Ce niveau est fonction de la nature des granulats.
VI.4.1.2. Types de granulats utilisés
Pour mettre en œuvre la couche d’usure incorporée, on peut citer comme granulats :
Les granulats minéraux tels que le quartz, le granit, le silex, etc….. ;
Les mélanges de granulats abrasifs naturels ou synthétiques tels que le corindon, le
carbure de silicium ou l’émeri ;
Les granulats métalliques comme acier doux, fer doux, fonte spécialement traite pour
obtenir une bonne affinité avec l’eau et ciment. Il se présente en paillettes ou granulats.
VI.4.1.3. Matériaux utilisés
Dans notre couche d’usure incorporée, nous avons comme matériaux :
Ciment : CEM I 42,5 N ;
Granulat : dolomie D40 ;
Adjuvant : le superplastifiant le CHRYSO® Plast R Omega124.

Etude expérimentale |Chapitre 06
102
VI.4.1.4. Définition des données de bases
Il convient parfaitement pour accomplir de grande surface. La couche d’usure
incorporée s’applique sur une surface de 10 m2 du béton support:
Épaisseur minimum : 4 à7 mm ;
Dosage en ciment : 450kg/m3 ;
Dosage en adjuvant : CHRYSO® Plast R Omega124, le superplastifiant est
dosé à 5% en masse du ciment pour la couche d’usure;
Quantités de granulats :
Saupoudrage sur le béton frais est : 4 à 6 kg/m2.;
coulis sur béton frais est : 12 kg/m2.
VI.4.1.5. Définition des matières premières
CIMENT :
Type : CEM I 42,5 N
La classe vraie FCE = 51,778 MPa
Le poids spécifique : 𝛄ciment = 3,1kg/L
GRANULATS : dolomie D40
L’aspect : poudre fine ;
Le masse volumique : 𝛄dolomie = 2,7 kg/L;
Le couleur : blanche;
La granulométrie : 40, 20, 10 microns, fine
VI.4.1.6. Détermination de la masse de chaque matériau sur 1m3 du béton
support
Cas d’une couche d’usure par saupoudrage :
Prenons l’épaisseur du béton support : 10cm et l’épaisseur de la couche d’usure : 5mm, la
quantité de granulat : 5kg/m2.
Calcul du volume de la couche d’usure :
Posons : V : le volume de la couche d’usure par saupoudrage ;
Sb : la surface du béton support ;
e : l’épaisseur de la couche d’usure.

Etude expérimentale |Chapitre 06
103
V = Sb × e (10-a)
V = 10 × 0,005 = 0,05 m3
V= 0,05 m3 ou 50 L
Calcul du volume de chaque constituant dans 1 m3 de mélange:
Posons : Vc : volume du ciment dans 1m3 du mélange sec ;
Vag : volume d’agrégat dans 1m3 du mélange sec ;
Q : le dosage en ciment ;
Vc = 0, 2 × 1000 (11-a)
Vc =145,16L
Vag = 1000 - Vc (12-a)
Vag = 1000 – 200 = 800 L
Vag = 800 L
Calcul du volume de chaque constituant dans la couche d’usure :
Posons : Vciment : volume du ciment dans la couche d’usure ;
Vagregat : volume d’agrégat dans la couche d’usure ;
Vciment = Vc × V
1000 (13-a)
Vciment = 200 × 50
1000 = 10 L
Vciment = 10 L ou 0,01 m3
Vagregat = Vag × V
1000
Vagregat= 800 × 50
1000 = 40 L
Vagregat = 40 L ou 0,04 m3
Calcul du poids du ciment :
Posons : Pc : le poids du ciment ;
Pc = 𝛄ciment × Vciment (14-a)
Pc = 3,1 × 10 = 31 kg

Etude expérimentale |Chapitre 06
104
Pc = 31 kg
Calcul de la masse de granulat :
Posons : Md : la masse de la dolomie dans le saupoudrage;
q : le dosage en dolomie ;
Md = 𝛄dolomie× Vagregat (15-a)
Md = 2, 7 × 40 = 108 kg
Md = 108 kg
Quantité d’adjuvant :
Posons : madj : la quantité d’adjuvant
madj = Pc × 5% (16-a)
madj = 31 × 0,05
madj =1,55 kg
Tableau 53 : Récapitulation des résultats sur masse de chaque constituant la couche
d’usure par saupoudrage :
masse de chaque constituant en kg
CEM I 42,5N Dolomie D40 superplastifiant
31 108 1,55
Cas d’une couche d’usure par coulis :
Nous allons prendre comme type de mélange un coulis de ciment et de résines
thermoplastiques.
Comme matériaux :
Le ciment : CEM I 42,5 N ;
La résine : polyéthylène ;
Fine : Dolomie D40
Prenons l’épaisseur du béton support : 10cm et l’épaisseur de la couche d’usure : 1 cm, la
quantité de granulat : 12kg/m2.
Surface du béton support : Sb = 10 m2.

Etude expérimentale |Chapitre 06
105
Calcul du volume de la couche d’usure :
Posons : V : le volume de la couche d’usure par coulis;
Sb : la surface du béton support ;
e : l’épaisseur de la couche d’usure.
V = Sb × e (10-b)
V = 10 × 0,01 = 0, 1 m3
V= 0, 1 m3
Calcul du volume de chaque constituant dans 1 m3 de mélange:
Posons : Vc : volume du ciment dans 1m3 du mélange sec ;
Vfine: volume du fine dans 1m3 du mélange sec ;
Q : le dosage en ciment ;
Vc = 0, 2 × 1000 (11-b)
Vc =145,16 L
Vfine = 1000 - Vc (12-b)
Vfine = 1000 – 200 = 800 L
Vfine = 800 L
Calcul du volume de chaque constituant dans la couche d’usure (10 m2) :
Posons : Vciment : volume du ciment dans la couche d’usure ;
Vfine: volume du fine dans la couche d’usure ;
Vciment = Vc × V
1000 (13-b)
Vciment = 200 × 100
1000 = 20 L
Vciment = 20 L ou 0,02 m3
Vfine = Vag × V
1000
Vfine= 800 × 100
1000 = 80 L
Vfine = 80 L ou 0,08 m3

Etude expérimentale |Chapitre 06
106
Calcul du poids du ciment :
Posons : Pc : le poids du ciment ;
Pc = 𝛄ciment × Vciment (14-b)
Pc = 3,1 × 20 = 62 kg
Pc = 62 kg
Calcul de la masse de granulat :
Posons : Md : la masse de la dolomie dans le saupoudrage;
q : le dosage en dolomie ;
Md = 𝛄dolomie× Vfine (15-b)
Md = 2, 7 × 80 = 216 kg
Md = 216 kg
Quantité d’adjuvant :
Posons : madj : la quantité d’adjuvant
madj = Pc × 5% (16 -b)
madj = 62 × 0,05
madj = 3,1 kg
Quantité de polyéthylène :
Notre coulis est un mortier qui contient environ 50 partie de fines pour 5parties de résine.
Posons : mr : la quantité de polyéthylène
mr = Md ×5
50 (17-b)
mr = 216×5
50 = 21,6 kg
mr = 21,6 kg

Etude expérimentale |Chapitre 06
107
Tableau 54 : Récapitulation des résultats sur masse de chaque constituant la couche
d’usure par coulis :
masse de chaque constituant en kg
CEM I 42,5N Dolomie D40 superplastifiant Polyéthylène
62 216 3,1 21,6
VI.4.2. LA COUCHE D’USURE RAPPORTEE SUR BETON DURCI
Sur notre dallage en béton durci, on pose un système de revêtement qui peut être
solidaire ou desolidaire.
VI.4.2.1. Différentes types de couche d’usure rapportée
Sur le béton durci, on peut appliquer plusieurs types de revêtements rapportés :
Les sols coulés synthétiques ;
Les chapes monolithiques à base de ciment ;
Les chapes monolithiques décoratives ;
L’asphalte ;
Les sols à base de bitume.
VI.4.2.2. Types de granulats utilisés
Pour mettre en œuvre la couche d’usure rapportée, on peut citer comme granulats :
Les granulats minéraux tels que le quartz, le granit, le silex, etc….. ;
Les mélanges de granulats abrasifs naturels ou synthétiques tels que le corindon, le
carbure de silicium ou l’émeri ;
Les granulats métalliques comme acier doux, fer doux, fonte spécialement traite pour
obtenir une bonne affinité avec l’eau et ciment. Il se présente en paillettes ou granulats.
VI.4.2.3. Matériaux utilisés
Dans notre couche d’usure incorporée, nous avons comme matériaux :
Ciment : CEM I 42,5 N ;
Granulat : dolomie D40 ;
Adjuvant : le superplastifiant le CHRYSO® Plast R Omega124.

Etude expérimentale |Chapitre 06
108
VI.4.3. MASSE DU POLYETHYLENE TEREPHTALATE DANS LA FINITION
Apres l’application de la couche d’usure, il faudra la talocher puis la lisser à la truelle
mécanique jusqu’à l’obtention d’une surface ferme d’aspect plus ou moins lisse.
Apres lissage, il est important de badigeonner une couche de résine pure pour assurer
un bon aspect satisfaisant et réduire la poussière sur la surface. La résine assure la résistance
à l’abrasion et la résistance au poinçonnement.
VI.4.3.1. Matériaux utilisés
Dans notre couche de finition, les produits de cure que nous utilisons sont :
La résine polyéthylène téréphtalate;
Le durcisseur
VI.4.3.2. Détermination de la quantité de chaque matériau
Le polyéthylène téréphtalate est badigeonné sur notre couche d’usure :
superficie de 10m2 ;
épaisseur de 1 à 2 mm ;
Dosage : 1kg/m2
Masse volumique : 0,91 - 0,96g/cm3
Calcul du volume de la couche de finition :
Vf = 10 × 0,001ou 0,002 = 0,01 - 0,02 m3 ou 10000 – 20000 cm3
Le polyéthylène téréphtalate a une masse volumique qui varie de: ρ = 0.91- 0.96g/cm3.
m = Vf × ρ (18-c)
m = 10000 x 0,96 = 10416,67 g ou 10,42 kg
m = 10416,67 g ou 10,42 kg de polyéthylène
Le durcisseur est dosé à 1 à 4 % en masse du polyéthylène téréphtalate.
Durcisseur = 10,42 × 0,03 = 0,3126 kg
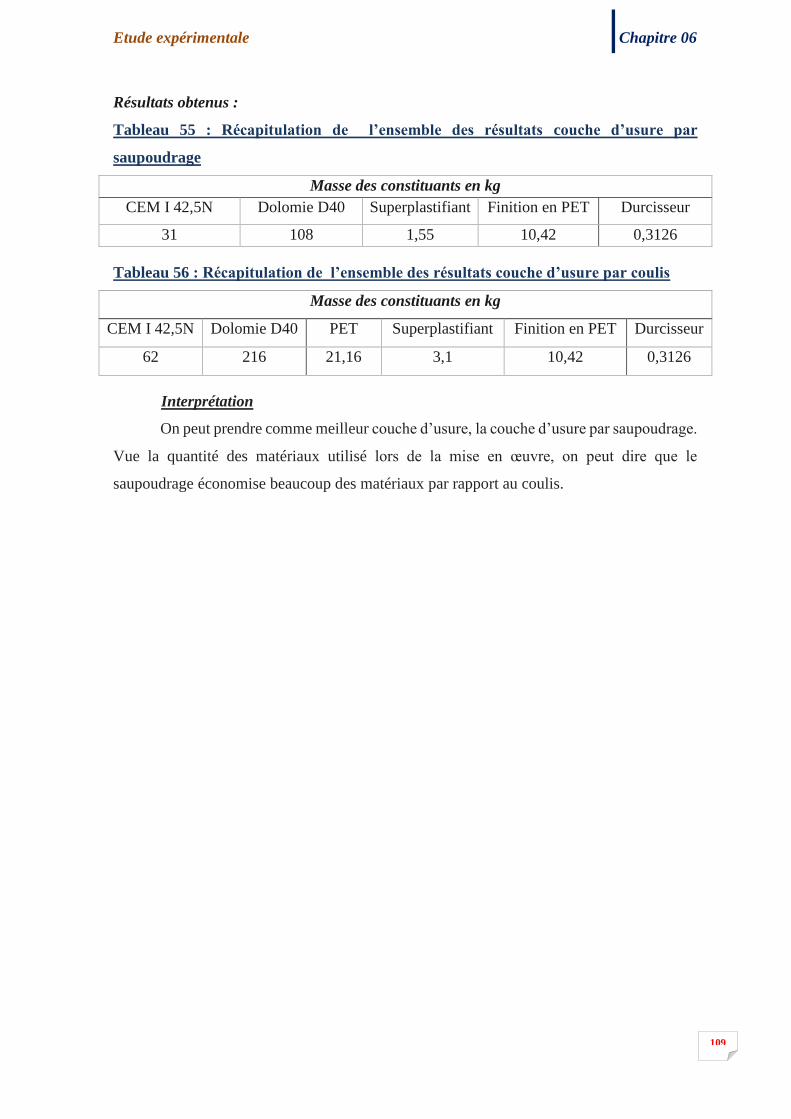
Etude expérimentale |Chapitre 06
109
Résultats obtenus :
Tableau 55 : Récapitulation de l’ensemble des résultats couche d’usure par
saupoudrage
Masse des constituants en kg
CEM I 42,5N Dolomie D40 Superplastifiant Finition en PET Durcisseur
31 108 1,55 10,42 0,3126
Tableau 56 : Récapitulation de l’ensemble des résultats couche d’usure par coulis
Masse des constituants en kg
CEM I 42,5N Dolomie D40 PET Superplastifiant Finition en PET Durcisseur
62 216 21,16 3,1 10,42 0,3126
Interprétation
On peut prendre comme meilleur couche d’usure, la couche d’usure par saupoudrage.
Vue la quantité des matériaux utilisé lors de la mise en œuvre, on peut dire que le
saupoudrage économise beaucoup des matériaux par rapport au coulis.

Etude expérimentale |Chapitre 07
110
Chapitre 07 : AVANTAGES ET ETUDES
ECONOMIQUES
INTRODUCTION
Pour mettre en valeur notre recherche, Il est temps de donner les avantages et les
applications des bétons lissé.
VII.1. LES AVANTAGES DU BETON LISSE
Ces bétons présentent beaucoup d'avantages sur :
VII.2.1. L’OUVRABILITE
. Voici les atouts du béton lissé :
Il permet de répondre à certain besoin spécifique : délai de mise en œuvre, délai de
mise en service, recherche d’esthétique ;
Il permet de minimiser le cout de maintenance ;
Il permet de s’adapter aux besoins évolutifs des industries.
VII.2.2. LA QUALITE D'APPARENCE
On peut obtenir facilement avec les bétons lissé des effets architectoniques aussi
fabuleux et attirants. On peut avoir :
un béton d’aspect plus lisse par rapport au béton ordinaire ;
un béton qui a des arêtes parfaitement définies;
un béton qui reflète la lumière afin d’illuminer l’espace;
un béton qui n’a pas besoin de savons chimiques ou des produits de polissage, de
l’eau suffit ;
un béton facile à entretenir;
un béton moins glissant qu’un béton poli traditionnel même quand le béton est
mouillé ;
un béton qui donne de l’esthétique dans les habitats ;
un béton d’absence de défauts d'aspect, notamment dus à la ségrégation.

Etude expérimentale |Chapitre 07
111
VII.2.3. LA QUALITE PHYSIQUE ET CHIMIQUE
Les qualités physiques et chimiques de bétons lissés sont très importantes :
Le béton lissé résiste bien à l’usure, aux graisses et aux détergents, aux agents
chimiques ;
Ils sont plus imperméables et ont une bonne structure avec une durée de vie
élevée ;
Le béton lissé présente une résistance exceptionnelle à l’abrasion car sa
performance en terme d’abrasion (usure et poinçonnement) est équivalente à
celle du granit;
Ces bétons sont des bétons de très faible retrait. Donc le risque de fissure du
béton est très faible ;
Ils offrent une très bonne résistance mécanique (flexion et compression) et une
meilleure tenue aux chocs par rapport aux autres bétons décoratifs ;
La probabilité de la corrosion de ce béton est faible ;
Sur le plan de l’entretien, il est aussi extrêmement pratique, hygiénique et peu
exigeant.
VII.2. LES APPLICATIONS PRIVILEGIEES
Parmi les applications usuelles, on peut citer :
les sols industriels ;
La réalisation de dallages dans les lots d’habitats ;
Salle d’opération, hôpital;
Hall ;
Chambre froide
Entrepôt, atelier ;
Laboratoire ;
Boutiques
Etc….
Ces bétons lissés se sont révélés aussi particulièrement intéressant, techniquement et
économiquement, pour :
la réhabilitation de sols avec carrelage ;
la mise en œuvre des sols décoratifs;
la mise en œuvre des baignoires et des sols de cuisines.

Etude expérimentale |Chapitre 07
112
VII.3. ETUDE ESTIMATIF DU PRIX DE REVIENT
Il est important d’avoir une idée sur le prix de revient de notre béton lissé. Compte tenu
du fait que notre étude a abordé un élément nouveau à Madagascar, nous essayerons d’évaluer
le coût du mètre carré d’un dallage en béton lissé et le comparer au coût du mètre carré d’un
dallage avec carrelage.
On adopte comme couche d’usure, celle obtenue par saupoudrage.
Tableau 57: Prix d’un mètre carré de dallage en béton lissé
Désignation Unité Quantité Prix unitaire [Ar] Sous total [Ar]
Ciment CEM I 42.5 N kg 36,9 500,00 18 450,00
Sable 0/5 m3 0,0267 15 000,00 400,50
Gravillon 5/10 m3 0,0043 30 000,00 129,00
Gravillon 10/20 m3 0,036 35 000,00 1 260,00
Superplastifiant kg 5.53 7 500,00 38 550,00
Désignation Unité Quantité Prix unitaire [Ar] Sous total [Ar]
Finition en PET+durcisseur Kg 1,042 12396,00 12 916,63
Ciment CEM I 42,5 N Kg 3,1 500,00 1 550,00
Dolomie Kg 10,8 600,00 6 480,00
Superplastifiant Kg 0,155 7 500,00 1 162,50
Le cout du mètre carré d’un dallage avec carrelage
Tableau 58: Prix d’un mètre carré de dallage avec carrelage
Désignation Unité Quantité Prix unitaire [Ar] Sous total [Ar]
Ciment CEMI 42.5N kg 40 500,00 20 000,00
Superplastifiant kg 0,6 7 500,00 4 500,00
Gravillon 5/20 m3 0.08 30 000,00 2 400,00
Sable 0/5 m3 0.04 15 000,00 600,00
carreaux m2 1 60 000,00 60 000,00
Interprétation
Le coût des matières premières pour confectionner 1 m2 de sol en Béton lissé est plus faible
par rapport au sol en dallage avec carrelage.

Etude expérimentale |Chapitre 07
113
Le nombre d’ouvrier nécessaire pour sa mise en place peut être réduit et le temps de
fabrication est raccourci ;
Ces remarques nous prouvent que le coût du béton lissé est abordable.
Pour conclure, chaque sol est un cas unique. Les prix peuvent varier du simple au
double en fonction du chantier, des finitions, des teintes,… Il ne faut pas oublier qu’un sol en
béton lissé inclut la chape, alors qu’un carrelage, un parquet ou une résine ne l’inclut pas, ce
qui est traduit automatiquement dans les prix des différents devis.

114
CONCLUSION GENERALE
Les travaux de bétonnage entrent en grande partie dans l’ensemble du bâtiment. C’est
pour cela que les fournisseurs et les exécutants, autrement dit, les centrales à béton et les
entrepreneurs, doivent connaître la technologie du béton pour pouvoir fournir un produit
idoine avec des matières premières de qualité, et mis en œuvre dans les règles de l’art.
En fait, un sol en béton lissé doit être considéré comme un concept global dans lequel
le dimensionnement, les détails, le choix des matériaux et les méthodes d’application sont
compatibles.
Non seulement, les bétons lissés traitent des questions d’esthétique et de décoration,
mais leur application joue un grand rôle pour supporter des charges et garder les qualités le
plus longtemps possible.
Les bétons sont donc des éléments indispensables à la construction, et en particulier les
bétons lissés sont des matériaux à valoriser pour leurs qualités.
Ce travail se rapporte à la contribution à l’étude du béton lissé dans le but d’utiliser les
différentes variétés de matières premières existant à Madagascar, et de concevoir un nouveau
matériau pour répondre à toutes les attentes des consommateurs, en ce qui concerne le
traitement des dallages des bâtiments industriels et d’habitations.
Toutefois, des études approfondies sont encore à entreprendre pour améliorer les
performances de ce béton lissé. De plus, nous sommes un peu limités dans notre recherche par
le manque de matériels.
Nous pensons, par ce travail, avoir jeté les premiers jalons pour l’utilisation et la
maitrise de ce matériau encore méconnu des entreprises du bâtiment à Madagascar.

BIBLIOGRAPHIE
[3] : RANAIVONIARIVO Velomanantsoa Gabriely « Bétons et mortiers » cours 4eme année
2011,Département Science des matériaux et métallurgie de l’Ecole Supérieure
Polytechnique d’Antananarivo;
[4] : G. DREUX et J.FESTA
Le nouveau guide du béton
Edition Eyrolles
320 pages
[5] : R. LACHON
Manuel de laboratoire, Tome I
Edition Dunod.
150 pages
[6] : R. LACHON
Manuel de laboratoire, Tome II
Edition Dunod.
150 pages
[7] : J. FAURY
Le béton,
Edition Dunod.
200 pages
[8] : A. JOISEL
Composition de béton hydraulique
Edition S.T.A.R
250 pages
[9] : LIVRES : BETON ARME ciments et bétons / béton
armé/armatures/coffrage/poteaux/poutres/linteaux/appuis/chaînages/planchers/et
dalles/balcons/escaliers

[10] : R. LACHON, R.DUPAIN
Granulats, sols, ciments et bétons
Edition Castéilla
300 pages
[11] : R.LANCHON 14497 T1 cours de laboratoire
[12] : RABENJARISOA Andriamihaja Tiana, Formulation de béton selon les méthodes de
FAURY et DREUX GORISSE, Mémoire d’ Ingéniorat, BTP, ESPA soutenu le 29 Décembre
2003, 79 pages
[13] : R. VALLETTE
Manuel de composition de béton,
Edition Eyrolles
250 pages
[14] : ANDRIAMPARANY Flavien Razafiarison,
Informatisation de la formulation du béton inspirée de la méthode de FAURY, Mémoire
DEA, Science des matériaux, ESPA, soutenu le 26 octobre 2006
88 pages
[15] : Nadia BAHLOULI,
Cours Matériaux composites,
DESS Mécaniques avancée et Stratégie industrielle,
7-9pages
WEBOGRAPHIE
[1] : http// : www.google /cours en ligne/matériaux de construction ; Fiches techniques :
CIMbéton, construire avec les produits préfabriqués en béton : école française du
béton, CERIB, Fédération de l’industrie du béton (11/07/13).
[2] : www.betonsdecoratifs.com(11/07/13)
[16] : http// :www.febelcem.be (24/09/13)
[17] : http// : Polyéthylène - Wikipédia.htm(04/02/14)
www.francebeton.com(07/03/14)

I
Annexe 1: Fiche technique du
ciment CEM I 42,5N utilisé

II

III
Annexe 2 : Fiche technique de la
dolomie D4O

IV

V
Annexe 3 : Fiche de données de
sécurité de l’adjuvant CHRYSO®
Plast R Omega124

VI

VII

VIII

IX
Annexe 4 : Résumé des
caractéristiques physiques d’un
polyéthylène téréphtalate [6]

X
PROPRIETES UNITE VALEURS
Nombre de viscosité
Poids moléculaire moyen
cm3/g
x 105
320
1.5
Indice de fusion
MFI 190/5
MFI 230/2.16
MFI 230/5
Domaine de fusion
Densité à 23°C
g/10 min g/10 min
g/10 min
°C
g/cm3
0.33-0.95
0.35-0.70
0.25-0.45
125-131
0.951-0.955 Limite élastique Limite
d’allongement Charge à
la rupture
Allongement à la rupture
Mpa
Mpa
%
22-26
30-38
>600
3.5% de contrainte de flexion
Module de cisaillement Module
d’élasticité
N/mm2
N/mm2
N/mm2
17-22
500-600
850-1050
Dureté à la bille H30
Dureté Shore D
N/mm
-
40
61-67

XI
Résistance au choc
(selon Charpy)
Résistance au choc sur
barreau entaillé
(selon Charpy)
kJ/m2
kJ/m2
15-21
sans rupture
Température de ramollissement
Vicat
VST/A/50
VST/B/50
Stabilité dimensionnelle à
chaud
Coefficient de dilatation linéaire
Conductibilité thermique /20°C
Tenue au feu
°C
°C
°C
°C
k-1
W/m.k
-
-
-
123-127
67-77
42
73
1.6-2.10-4
0.40-0.45
B2
B2
V2
Résistance transversale
Résistance superficielle
Constante diélectrique (50Hz)
Facteur de perte diélectrique
(50Hz)
Résistance au claquage
Ωcm
Ω
-
-
kV/mm
>1016
>1013
2.3-2.6
1.10-1-6.10-4
>20

Table des matières
REMERCIEMENT
SOMMAIRE……….……………………………………………...…………………………………………………………………….…....….i
LISTE DES BREVIATIONS…………………………………………………………………………………………………………………...ii
LISTE DES TABLEAUX……………………………………………………................................................................….…iv
LISTE DES FIGURES………………………………………………………..………………………………………………………………...vi
LISTE DES PHOTOS………………………………………………………..………………………………………………………………..vii
LISTE DES ANNEXES……………………………………………………..……..............................................................viii
INTRODUCTION………………………………………………………………………………………………………………………………….1
Chapitre 01 : GENERALITES SUR LES BETONS LISSES ET SES CONSTITUANTS ........................... 3
I.1. HISTORIQUE ................................................................................................................... 3
I.2. DEFINITIONS .................................................................................................................. 3
I.3. LES DIFFERENTS CONSTITUANTS DU BETON LISSE ........................................................... 3
I.3.1. LES CIMENTS ................................................................................................................................. 4
I.3.2. LES GRANULATS ......................................................................................................................... 10
I.3.3. L’EAU DE GACHAGE .................................................................................................................. 13
I.3.4. LES ADJUVANTS .......................................................................................................................... 14
I.3.5. LES AJOUTS ................................................................................................................................. 16
I.3.6. LES RESINES ................................................................................................................................. 16
Chapitre 02 : LES FACTEURS D’ETUDE DES BETONS LISSES .................................................... 22
II.1 DIMENSION DES GRANULATS ...................................................................................... 22
II.1.1. IMPORTANCE DE LA DIMENSION MAXIMALE D ................................................................. 22
II.1.2. EFFET DE PAROI ......................................................................................................................... 22
II.2 OUVRABILITE .............................................................................................................. 23
II.2.1. L’AFFAISSEMENT AU CONE D’ABRAMS OU SLUMP-TEST ................................................. 23
II.2.2. ESSAI D’ETALEMENT SUR TABLE OU FLOW TEST ................................................................ 24
II.3 RESISTANCE ................................................................................................................. 25
II.3.1. INFLUENCE DE LA QUALITE DU CIMENT ............................................................................... 25

II.3.2. INFLUENCE DU DOSAGE EN CIMENT ET DU DOSAGE EN EAU…………………………………. 25
II.3.3. INFLUENCE DE LA GRANULARITE ........................................................................................... 27
II.3.4. IMPORTANCE DE L’ADHERENCE MORTIER-GRAVIER ……………………………………………….27
II.3.5. RESISTANCE DU BETON FRAIS ................................................................................................ 28
II.3.6. INFLUENCE DE L’AGE SUR LE DURCISSEMENT DU BETON ................................................. 28
II.3.7. INFLUENCE DE LA TEMPERATURE ET DE L’HUMIDITE ........................................................ 28
II.3.8. CLASSIFICATION ET DESIGNATION DES BETONS ................................................................. 29
II.4 RETRAIT ....................................................................................................................... 30
II.5 DILATATION ................................................................................................................. 30
II.6 FLUAGE ........................................................................................................................ 30
II.7 ELASTICITE ................................................................................................................... 31
II.8 EFFET « POISSON » ....................................................................................................... 31
II.9 CORROSION DES BETONS ............................................................................................. 31
II.9.1. LE GONFLEMENT DU AU SULFATE ......................................................................................... 31
II.9.2. LA REACTION ALCALIS-GRANULATS ...................................................................................... 31
II.9.3. LA CARBONATATION ................................................................................................................ 32
II.10 LES PROPRIETES DU TOPPING ....................................................................................... 32
II.10.1. RESISTANCE MECANIQUES ................................................................................................... 32
II.10.2. INFLUENCE DE LA LUMIERE ET DE LA TEMPERATURE (durabilité) ................................ 32
Chapitre 03 : COMPOSITION ET DOSAGE DES BETONS LISSES................................................ 33
III.1 CHOIX DES MATERIAUX EN FONCTION DES CONDITIONS CLIMATIQUES ET
L’ENVIRONNEMENT DE L’OUVRAGE ........................................................................................ 33
III.1.1. CHOIX DES MATERIAUX EN FONCTION DES CONDITIONS CLIMATIQUES ..................... 33
III.1.2. CHOIX DES CIMENTS EN FONCTION DE L’ENVIRONNEMENT DE L’OUVRAGE .............. 35
III.2 EXEMPLE DE METHODE DE COMPOSITION DE BETON : LA METHODE DREUX-GORISSE .. 37
III.2.1. LE PROBLEME: METTRE AU POINT UN BETON DE QUALITE ............................................ 38
III.2.2. LES GRANULATS: L'OSSATURE ET LA COMPACITE DU BETON ......................................... 38
III.2.3. LE CIMENT: LA COLLE .............................................................................................................. 39
III.2.4. LE BETON: UN MATERIAU DE CONSTRUCTION .................................................................. 39
III.2.5. OBJECTIFS DE LA METHODE ................................................................................................... 39
III.2.6. PRINCIPE DE LA METHODE..................................................................................................... 40
III.2.7. DOSAGE EN MASSE DES GRANULATS .................................................................................. 45

Chapitre 04 : PROCEDES DE MISE EN ŒUVRE DU BETON LISSE ............................................. 47
INTRODUCTION ...................................................................................................................... 47
IV.1 PROCESSUS DE FABRICATION DU BETON LISSE .............................................................. 47
IV.2.1. STOCKAGE ................................................................................................................................. 47
IV.2.2. DOSAGE ..................................................................................................................................... 47
IV.2.3. MALAXAGE ............................................................................................................................... 48
IV.2 TECHNIQUE DE MISE EN ŒUVRE DU BETON LISSE ....................................................... 48
IV.3.1. LA COUCHE DE BETON DE BASE ............................................................................................ 48
IV.3.2. LE SAUPOUDRAGE ou COUCHE D’USURE .......................................................................... 49
IV.3.3. FINITION DE TEINTE ................................................................................................................ 49
IV.3.4. SURFAÇAGE ou POLISSAGE.................................................................................................... 50
IV.3.5. SCIAGE DES JOINTS ................................................................................................................. 50
IV.3.6. LA COUCHE DE FINITION EN RESINE ................................................................................ 51
Chapitre 05 : CARACTERISATION DES MATERIAUX ................................................................. 53
INTRODUCTION ...................................................................................................................... 53
V.1. LES GRANULATS ........................................................................................................... 53
V.2.1. PROVENANCE ET NATURE....................................................................................................... 53
V.2.2. ANALYSE GRANULOMETRIQUE ............................................................................................. 53
V.2.3. LES COURBES GRANULOMETRIQUES .................................................................................... 56
V.2.4. MESURE DE LA MASSE VOLUMIQUE ABSOLUE OU MASSE SPECIFIQUE DES
GRANULATS……………………………………………………………………………………………………………….60
V.2.5. MESURE DE LA MASSE VOLUMIQUE APPARENTE .............................................................. 61
V.2.6. EVALUATION DE L’HUMIDITE DES GRANULATS.................................................................. 61
V.2.7. LE MODULE DE FINESSE DES SABLES : .................................................................................. 62
V.2.8. EQUIVALENT DE SABLE ............................................................................................................ 62
V.2.9. COEFFICIENT LOS ANGELES ..................................................................................................... 65
V.2.10. COEFFICIENT D’APPLATISSEMENT ....................................................................................... 67
V.2.11. RECAPITULATION DES CARACTERISTIQUES DES GRANULATS : ..................................... 68
V.2. L’EAU DE GACHAGE ...................................................................................................... 69
V.3.1. CARACTERISTIQUES PHYSIQUES ET TOLERANCES : ............................................................ 69
V.3.2. CARACTERISTIQUES CHIMIQUES ET TOLERANCES : ........................................................... 69
V.3. LE CIMENT ................................................................................................................... 70

V.4.1. CARACTERISTIQUES CHIMIQUES ET MINERALOGIQUES ................................................... 70
V.4.2. CARACTERISTIQUES PHYSIQUES. ........................................................................................... 72
V.4.3. CARACTERISTIQUES MECANIQUES........................................................................................ 77
V.4. DOLOMIE ..................................................................................................................... 77
V.5.1. CARACTERISTIQUES PHYSIQUES. ........................................................................................... 78
V.5.2. CARACTERISTIQUES CHIMIQUES DE LA DOLOMIE. ............................................................ 78
V.5. ADJUVANT ................................................................................................................... 79
V.6.1. CARACTERES GENERAUX ......................................................................................................... 79
V.6.2. AUTRES PROPRIETES ET INDICATION ................................................................................... 80
V.6. LE RESINE POLYETHYLENE TEREPHTALATE ..................................................................... 81
V.7.1. CARACTERISTIQUES PHYSIQUES ............................................................................................ 82
V.7.2. CARACTERISTIQUES DIELECTRIQUES. ................................................................................... 83
V.7.3. CARACTERISTIQUES THERMIQUES ET CLIMATIQUES. ...................................................... 83
V.7.4. CARACTERISTIQUES CHIMIQUE. ............................................................................................ 84
Chapitre 06 : LES ESSAIS DE FABRICATION DU BETON LISSE ................................................. 86
VI.1. DETERMINATIONS DES DOSAGES EN MASSES DES DIFFERENTS COMPOSANTS POUR 1m3 DE
BETON .................................................................................................................................... 86
VI.1.1. PAR LA METHODE DREUX-GORISSE ..................................................................................... 86
VI.1.2. DOSAGES EN GRANULATS ..................................................................................................... 89
VI.2. CARACTERISATION DU BETON SUPPORT A L’ETAT FRAIS ............................................... 93
VI.2.1. DETERMINATION DES CONSISTANCES AU CONE D’ABRAMS. ........................................ 94
VI.2.2. MESURE DE L’ETALEMENT ..................................................................................................... 95
VI.2.3. LA MISE EN PLACE ET LE SERRAGE DU BETON ................................................................... 95
VI.2.4. DEMOULAGE ............................................................................................................................ 96
VI.2.5. CURE DU BETON ...................................................................................................................... 96
VI.2.6. RESULTATS ................................................................................................................................ 97
VI.3. CARACTERISATION DU BETON SUPPORT A L’ETAT DURCI : ............................................ 97
VI.3.1. ESSAIS DE COMPRESSION SUR EPROUVETTES CYLINDRIQUE : ....................................... 98
VI.3.2. ESSAI DE TRACTION PAR FLEXION : ..................................................................................... 99
VI.4. DETERMINATIONS DES QUANTITES DES DIFFERENTS COMPOSANTS CONTENUS DANS LA
COUCHE D’USURE POUR 1 m3 DE BETON ................................................................................ 101

VI.4.1. MASSE DES DIFFERENTS COMPOSANTS CONTENUS DANS LA COUCHE D’USURE
INCORPOREE ............................................................................................................................... 101
VI.4.2. MASSE DES DIFFERENTS COMPOSANTS CONTENUS DANS LA COUCHE D’USURE
RAPPORTEE SUR BETON DURCI............................................................................................... 107
VI.4.3. MASSE DU POLYETHYLENE DANS LA FINITION ................................................................ 108
Chapitre 07 : AVANTAGES ET ETUDES ECONOMIQUES ....................................................................... 110
INTRODUCTION ..................................................................................................................... 110
VII.1. LES AVANTAGES DU BETON LISSE ................................................................................ 110
VII.2.1. L’OUVRABILITE...................................................................................................................... 110
VII.2.2. LA QUALITE D'APPARENCE ................................................................................. …………110
VII.2.3. LA QUALITE PHYSIQUE ET CHIMIQUE ............................................................................... 111
VII.2. LES APPLICATIONS PRIVILEGIEES .................................................................................. 111
VII.3. ETUDE ESTIMATIF ........................................................................................................ 112
CONCLUSION GENERALE ..................................................................................................................... 114
BIBLIOGRAPHIE ET WEBOGRAPHIE
ANNEXES 5: Une fiche technique du ciment CEM I 42,5N utilisé……………………………………………………………I
ANNEXE 6 : Une fiche technique de la dolomie D4O………………………………………………………………………….III
ANNEXE7:Une fiche de données de sécurité de l’adjuvant CHRYSO® Plast R Omega124…………………...V
ANNEXE8:résumé des caractéristiques physiques d’un polyéthylène téréphtalate…….………………..…..IX
Table des matières
RESUME

Auteur: MBOTIRAVO Jean Eric
Titre: “CONTRIBUTION A L’ETUDE DUBETON LISSE”
Nombre des pages : 114 Nombre des tableaux : 58 Nombre des figures : 15 Nombre des photos : 11 Nombre d’Annexes : 04
RESUME
Dans l’étude du béton lissé, la connaissance des caractéristiques de ses différents éléments
constitutifs à l’aide des différents essais de laboratoire, revêt une importance toute particulière au
respect des normes.
L’association de ces connaissances avec des méthodes de formulation adéquate, que nous
proposons dans notre travail met en valeur l’intensité et le type de serrage, la facilite de mise en œuvre
à l’état frais, la compacité et une bonne résistance à l’état durci et un bon aspect du béton lissé. En nous
basant sur les résultats obtenus, nous avons mis en exergue les particularités et les recommandations
techniques spécifiques ainsi que les soins à prodiguer au béton lissé.
Un béton lissé n’est pas recommandé pour des applications extérieures. En effet, l’obtention d’une
surface lisse confère un caractère glissant qui peut être dangereux en cas de rosée, de pluie ou de gel.
Notre étude a montré qu’un sol en béton lissé est moins cher que l’utilisation du carrelage du même
sol.
Mots clés : béton, résine, esthétique, confort, lisse, brillance, formulation, ouvrabilité,
compacité, résistance.
ABSTRACT
In the study of concrete, the knowledge of the characteristics of its various components using
different laboratory tests, takes on particular importance to the respect of the norm.
Combining this knowledge with adequate methods of formulation, we propose in our work
emphasizes the intensity and the type of tightening, gives a high-performance concrete, easy to
implement at the fresh, very compact state and having a good resistance at the hardened stateand, a good
aspect. By basing on the results obtained, we will propose to highlight the particularities and specific as
well as the care to smooth concrete technical recommendations.
A polished concrete is not recommended for outdoor applications. Indeed, a smooth surface gives
a slipperiness that can be hazardous in case of dew, rain or frost.
Our study showed that a smoothed concrete ground is less expensive than the use of the
tiling of the same ground.
Keywords: concrete, resin, esthetic, comfort, smooth, shin, formulation, workability,
compactness and resistance.
Directeur de Mémoire: Professeur Titulaire RANAIVONIARIVO Velomanantsoa
Gabriely
Coordonnées de l’auteur : tel : 0341274305 /0331400663 E-mail: [email protected]


















