
Data Rates Gate Works 4
21
GATE / HOIST AND ALLIED WORKS Tota l : 492 hours Deploy welding transformer for 492 hours. Fuel / Energy charges @ 25 % hrs for stitch welding & @ 75 % hrs for run welding. ( 123 x 0.25 + 369 x 0.75 ) : 308 hours 4. Surf ace clea ning and pain ting : Painting area for liner :37.5 sqm 1 coat of zinc rich epoxy primer 40 micron dry film each coat. Quantity of primer paint for 37.5 sqm @ 9 sqm / ltr / coat : 4 ltr 4 coats of coal tar epoxy paint 100 micron dry film each coat. Quantity of coal tar epoxy paint for 37.5 sqm @ 6 sqm / ltr / coat : 25 ltr As surface c leaning by sand blast ing is haz ardous, it is propose d to ado pt chemica l treatme nt to remove grease, rust, scaling etc., and to form phasphate coating to prevent further rusting before applying primer painting. Quantity of rust cleaner / inhibitor for 37.5 sqm @ 8 sqm / ltr : 5 ltr 5. Require ment of oth er mac hinery : For handling during fabrication and erection 8 t mobile crane for 4 hours and stationery derric crane for 16 hours considered. For grinding and finishing weld joints in liner plates 12 hours use of grinding machine considered. 6. Req ui rement of wor k force : Work component Foreman Helper / Painter Cl-II Cutting sections 95 hours 6 12 12 24 Fabricating by stitch welding 123 hours 8 15 --- 30 Run welding 369 hours 5 --- 46 46 Cleaning surface 37.4 sqm @15 sqm/day --- --- --- 2 Painting ( 5x37.4 ) sqm @ 15 sqm / day --- --- --- 14 Finishing / Cleaning 1 1 --- 1 Total : 20 28 58 117 Note : a. It is assumed that all stitch we lding will be done by fabr icator. Hence, no se parate provisio n is considered for welder for stitch welding. b. Workforce for painting 1 coat primer and 4 coats finishing paint consists of 12 Painters Cl-II at 15 sqm / day and 2 helpers to assist painters. 7. Exc ise duty on supply : Excise duty is applicable on supply of fabricated parts. The cost of materials is inclusive of all taxes/ duties. Therefore, for purpose of rate analysis 75 percent of total cost excluding the cost of materials ( assuming 25 % erection cost ) is considered for assessing excise duty. 8. Use rate of mater ial s : Cost of welding set @ Rs: 4500.00 / Each Rs: 4500.00 Life of welding set : 1000 hours Use rate of welding set per hour ( cost / life ) Rs: 4.50 Cost of gas cutting set @ Rs: 1500.00 / Each Rs: 1500.00 Life of gas cutting set :600 hours Use rate of gas cutting set per hr ( cost / life ) Rs: 2.50 RATE ANALYSIS UNIT : 37.400sqm A. MATERIALS: Sl No Unit Amount in Rs. 1 Structural steel plates / flats kg 7463.00 40.00 298520.00 2 Oxygen gas cum 168.00 48.00 8064.00 Fabricator / Erector / Welder Marker / Gas cutter / Quantity Rate in Rs. Perticulars 60
-
Upload
vpmohammed -
Category
Documents
-
view
227 -
download
0
Transcript of Data Rates Gate Works 4

8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 1/21
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 2/21
GATE / HOIST AND ALLIED WORKS
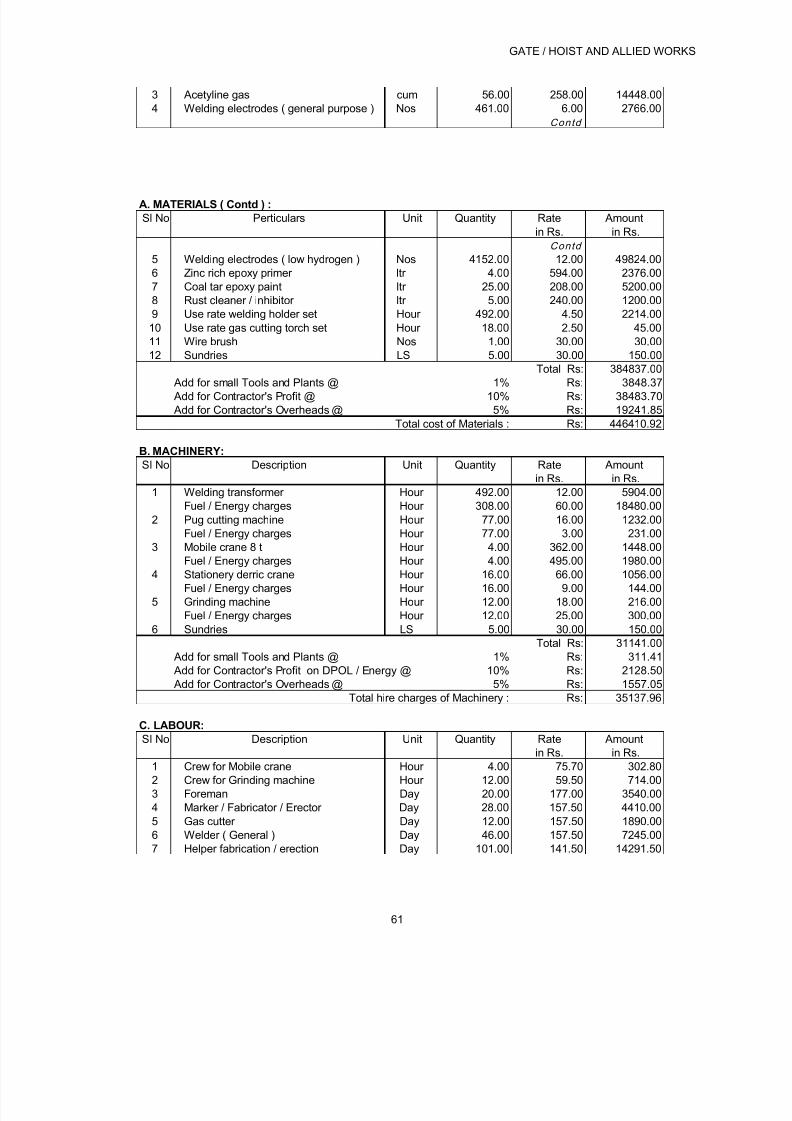
3 Acetyline gas cum 56.00 258.00 14448.00
4 Welding electrodes ( general purpose ) Nos 461.00 6.00 2766.00
Contd
A. MATERIALS ( Contd ) :
Sl No Unit Amount
in Rs.
Contd
5 Welding electrodes ( low hydrogen ) Nos 4152.00 12.00 49824.00
6 Zinc rich epoxy primer ltr 4.00 594.00 2376.00
7 Coal tar epoxy paint ltr 25.00 208.00 5200.00
8 Rust cleaner / inhibitor ltr 5.00 240.00 1200.00
9 Use rate welding holder set Hour 492.00 4.50 2214.00
10 Use rate gas cutting torch set Hour 18.00 2.50 45.00
11 Wire brush Nos 1.00 30.00 30.00
12 Sundries LS 5.00 30.00 150.00
Total Rs: 384837.00 Add for small Tools and Plants @ 1% Rs: 3848.37
Add for Contractor's Profit @ 10% Rs: 38483.70
Add for Contractor's Overheads @ 5% Rs: 19241.85
Total cost of Materials : Rs: 446410.92
B. MACHINERY:
Sl No Unit Amount
in Rs.
1 Welding transformer Hour 492.00 12.00 5904.00
Fuel / Energy charges Hour 308.00 60.00 18480.00
2 Pug cutting machine Hour 77.00 16.00 1232.00
Fuel / Energy charges Hour 77.00 3.00 231.00
3 Mobile crane 8 t Hour 4.00 362.00 1448.00
Fuel / Energy charges Hour 4.00 495.00 1980.00
4 Stationery derric crane Hour 16.00 66.00 1056.00
Fuel / Energy charges Hour 16.00 9.00 144.00
5 Grinding machine Hour 12.00 18.00 216.00
Fuel / Energy charges Hour 12.00 25.00 300.00
6 Sundries LS 5.00 30.00 150.00
Total Rs: 31141.00
Add for small Tools and Plants @ 1% Rs: 311.41
Add for Contractor's Profit on DPOL / Energy @ 10% Rs: 2128.50
Add for Contractor's Overheads @ 5% Rs: 1557.05
Total hire charges of Machinery : Rs: 35137.96
C. LABOUR:
Sl No Unit Amountin Rs.
1 Crew for Mobile crane Hour 4.00 75.70 302.80
2 Crew for Grinding machine Hour 12.00 59.50 714.00
3 Foreman Day 20.00 177.00 3540.00
4 Marker / Fabricator / Erector Day 28.00 157.50 4410.00
5 Gas cutter Day 12.00 157.50 1890.00
6 Welder ( General ) Day 46.00 157.50 7245.00
7 Helper fabrication / erection Day 101.00 141.50 14291.50
Description Quantity
in Rs.
in Rs.
in Rs.
Perticulars Quantity Rate
Quantity
Rate
RateDescription
61
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 3/21
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 4/21
GATE / HOIST AND ALLIED WORKS
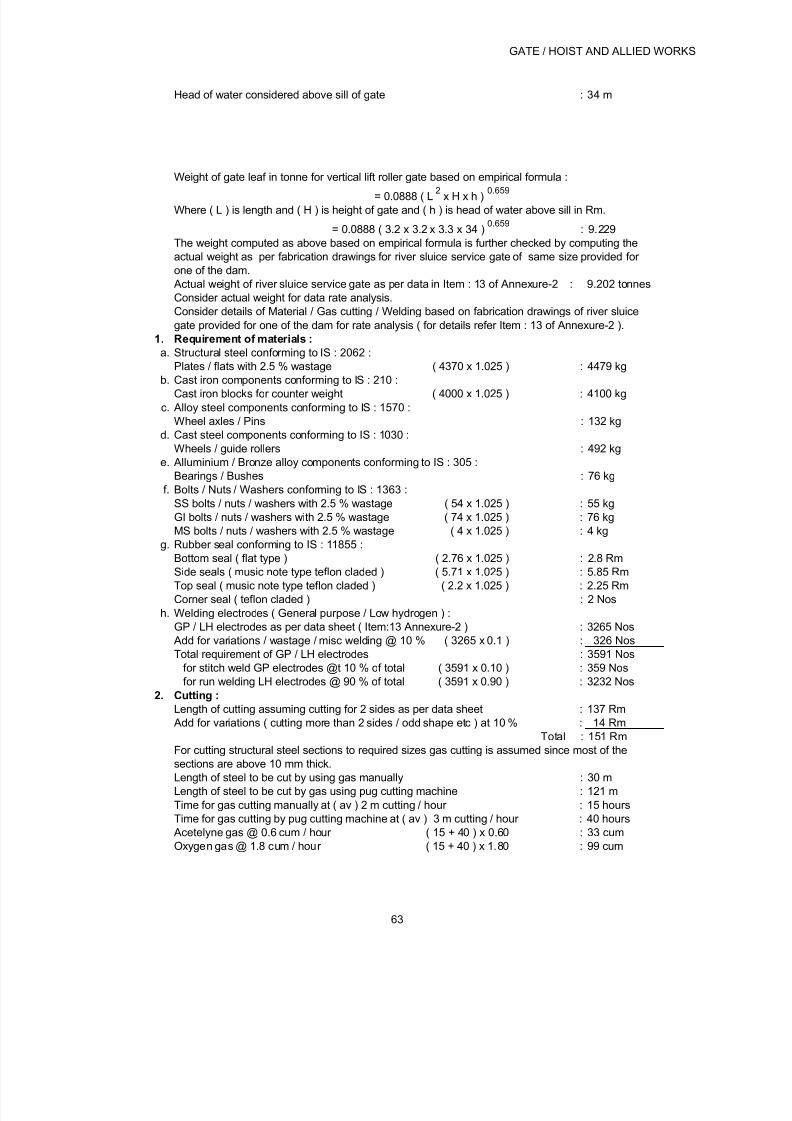
Head of water considered above sill of gate : 34 m
Weight of gate leaf in tonne for vertical lift roller gate based on empirical formula :
= 0.0888 ( L 2
x H x h )0.659
Where ( L ) is length and ( H ) is height of gate and ( h ) is head of water above sill in Rm.
= 0.0888 ( 3.2 x 3.2 x 3.3 x 34 )0.659
: 9.229
The weight computed as above based on empirical formula is further checked by computing the
actual weight as per fabrication drawings for river sluice service gate of same size provided for
one of the dam.
Actual weight of river sluice service gate as per data in Item : 13 of Annexure-2 : 9.202 tonnes
Consider actual weight for data rate analysis.
Consider details of Material / Gas cutting / Welding based on fabrication drawings of river sluice
gate provided for one of the dam for rate analysis ( for details refer Item : 13 of Annexure-2 ).
1. Requirement of materials :
a. Structural steel conforming to IS : 2062 :
Plates / flats with 2.5 % wastage ( 4370 x 1.025 ) : 4479 kgb. Cast iron components conforming to IS : 210 :
Cast iron blocks for counter weight ( 4000 x 1.025 ) : 4100 kg
c. Alloy steel components conforming to IS : 1570 :
Wheel axles / Pins : 132 kg
d. Cast steel components conforming to IS : 1030 :
Wheels / guide rollers : 492 kg
e. Alluminium / Bronze alloy components conforming to IS : 305 :
Bearings / Bushes : 76 kg
f. Bolts / Nuts / Washers conforming to IS : 1363 :
SS bolts / nuts / washers with 2.5 % wastage ( 54 x 1.025 ) : 55 kg
GI bolts / nuts / washers with 2.5 % wastage ( 74 x 1.025 ) : 76 kg
MS bolts / nuts / washers with 2.5 % wastage ( 4 x 1.025 ) : 4 kg
g. Rubber seal conforming to IS : 11855 :
Bottom seal ( flat type ) ( 2.76 x 1.025 ) : 2.8 RmSide seals ( music note type teflon claded ) ( 5.71 x 1.025 ) : 5.85 Rm
Top seal ( music note type teflon claded ) ( 2.2 x 1.025 ) : 2.25 Rm
Corner seal ( teflon claded ) : 2 Nos
h. Welding electrodes ( General purpose / Low hydrogen ) :
GP / LH electrodes as per data sheet ( Item:13 Annexure-2 ) : 3265 Nos
Add for variations / wastage / misc welding @ 10 % ( 3265 x 0.1 ) : 326 Nos
Total requirement of GP / LH electrodes : 3591 Nos
for stitch weld GP electrodes @t 10 % of total ( 3591 x 0.10 ) : 359 Nos
for run welding LH electrodes @ 90 % of total ( 3591 x 0.90 ) : 3232 Nos
2. Cutting :
Length of cutting assuming cutting for 2 sides as per data sheet : 137 Rm
Add for variations ( cutting more than 2 sides / odd shape etc ) at 10 % : 14 Rm
Total : 151 RmFor cutting structural steel sections to required sizes gas cutting is assumed since most of the
sections are above 10 mm thick.
Length of steel to be cut by using gas manually : 30 m
Length of steel to be cut by gas using pug cutting machine : 121 m
Time for gas cutting manually at ( av ) 2 m cutting / hour : 15 hours
Time for gas cutting by pug cutting machine at ( av ) 3 m cutting / hour : 40 hours
Acetelyne gas @ 0.6 cum / hour ( 15 + 40 ) x 0.60 : 33 cum
Oxygen gas @ 1.8 cum / hour ( 15 + 40 ) x 1.80 : 99 cum
63

8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 5/21
GATE / HOIST AND ALLIED WORKS
Use of gas cutting torch with 50 min / hr working ( 15 x 60 / 50 ) : 18 hours
Use of pug cutting machine with 50 min / hr working ( 40 x 60 / 50 ) : 48 hours
3. Welding :
Length of welding as per data sheet : 281 Rm
For stich welding @ 2 hrs usage / shift & @ 15 electrodes / hr
( 359 / 15 ) x 8 / 2 : 96 hours
For run welding @ 6 hrs usage / shift & @ 15 electrodes / hr
( 3232 / 15 ) x 8 / 6 : 287 hours
Total : 383 hours
Deploy welding transformer for 383 hours.
Fuel / Energy charges @ 25 % hrs for stitch welding & @ 75 % hrs for run welding.
( 96 x 0.25 + 287 x 0.75 ) : 239 hours
4. Surface cleaning and painting :
Painting area for river sluice gate at 10 sqm / tonne ( 9.202 x 10 ) : 92 sqm
1 coat of zinc rich epoxy primer 40 micron dry film each coat.Quantity of primer paint for 92 sqm @ 9 sqm / ltr / coat : 10 ltr
3 coats of coal tar epoxy paint 100 micron dry film each coat.
Quantity of coal tar epoxy paint for 92 sqm @ 6 sqm / ltr / coat : 46 ltr
As surface cleaning by sand blasting is hazardous, it is proposed to adopt chemical treatment
to remove grease, rust, scaling etc., and to form phasphate coating to prevent further rusting
before applying primer painting.
Quantity of rust cleaner / inhibitor for 92 sqm @ 8 sqm / ltr : 12 ltr
5. Requirement of other machinery :
For lowering gate leaf from hoist chamber use of tower crane for 1 hour considered.
For handling and erection 8 t mobile crane for 4 hours and stationery derric crane for 10 hours
considered.
For drilling holes in skin plate, counter weight blocks, horizontal girders and seal clamps use of
drilling machine for 8 hours considered.
For grinding and finishing weld joints in skin plate and other locations 8 hours use of grinding
machine considered.
6. Requirement of work force :
Work component Foreman Helper /
Painter Cl-II
Cutting sections 66 hours 4 8 8 16
Drilling holes for seal fixing 1 2 --- 2
Fabricating by stitch welding 96 hours 6 12 --- 24
Run welding 287 hours 3 --- 36 36
Fixing counter weight blocks --- 2 --- 4
Seal fixing 1 1 --- 2
Cleaning surface 92 sqm @ 15 sqm/day --- --- --- 6
Painting ( 4 x 92 ) sqm @ 15 sqm / day --- --- --- 30Guide roller fixing / Cleaning / Lowering 1 2 --- 2
Total : 16 27 44 122
Note : a. It is assumed that all stitch welding will be done by fabricator. Hence, no separate provision
considered for welder for stitch welding.
b. Workforce for painting 1 coat primer and 3 coats finishing paint consists of 25 Painters Cl-II
at 15 sqm / day and 5 helpers to assist painters.
7. Excise duty on supply :
Excise duty is applicable on supply of fabricated parts. The cost of materials is inclusive of all
Erector /
Marker /
Welder
Gas cutter /
Fabricator /
64

8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 6/21
GATE / HOIST AND ALLIED WORKS
taxes/ duties. Therefore, for purpose of rate analysis 75 percent of total cost excluding the cost
of materials ( assuming 25 % erection cost ) is considered for assessing excise duty.
8. Use rate of materials :
Cost of welding set @ Rs: 4500.00 / Each Rs: 4500.00
Life of welding set : 1000 hours
Use rate of welding set per hour ( cost / life ) Rs: 4.50
Cost of gas cutting set @ Rs: 1500.00 / Each Rs: 1500.00
Life of gas cutting set : 600 hours
Use rate of gas cutting set per hr ( cost / life ) Rs: 2.50
RATE ANALYSIS UNIT : 9.202 tonne
A. MATERIALS:
Sl No Unit Amount
in Rs.
1 Structural steel
Plates / flats kg 4479.00 40.00 179160.002 Cast iron components
CI blocks for counter wt kg 4100.00 32.00 131200.00
3 Alloy steel components
Wheel axles / Pins kg 132.00 215.00 28380.00
4 Cast steel components
Wheels / Guide rollers kg 492.00 125.00 61500.00
5 Alluminium / Bronze alloy components
Bearings / Bushes kg 76.00 635.00 48260.00
6 Bolt / Nut / Washer
SS bolts / nuts / washers kg 55.00 150.00 8250.00
GI bolts / nuts / washers kg 76.00 95.00 7220.00
MS bolts / nuts / washers kg 4.00 55.00 220.00
7 Rubber seals
Bottom seal ( flat uncladed ) Rm 2.80 147.00 411.60
Side seals ( bulb teflon claded ) Rm 5.85 675.00 3948.75
Top seal ( bulb teflon claded ) Rm 2.25 675.00 1518.75
Corner seals ( bulb teflon claded ) Nos 2.00 740.00 1480.00
8 Oxygen gas cum 99.00 48.00 4752.00
9 Acetyline gas cum 33.00 258.00 8514.00
10 Welding electrodes ( general purpose ) Nos 359.00 6.00 2154.00
11 Welding electrodes ( low hydrogen ) Nos 3232.00 12.00 38784.00
12 Zinc rich epoxy primer ltr 10.00 594.00 5940.00
13 Coal tar epoxy paint ltr 46.00 208.00 9568.00
14 Rust cleaner / inhibitor ltr 12.00 240.00 2880.00
15 Use rate welding holder set Hour 383.00 4.50 1723.50
16 Use rate gas cutting torch set Hour 18.00 2.50 45.00
17 Wire brush Nos 1.00 30.00 30.0018 Sundries LS 5.00 30.00 150.00
Total Rs: 546089.60
Add for small Tools and Plants @ 1% Rs: 5460.90
Add for Contractor's Profit @ 10% Rs: 54608.96
Add for Contractor's Overheads @ 5% Rs: 27304.48
Total cost of Materials : Rs: 633463.94
QuantityPerticulars
in Rs.
Rate
65

8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 7/21
GATE / HOIST AND ALLIED WORKS
B. MACHINERY:
Sl No Unit Amount
in Rs.
1 Welding transformer Hour 383.00 12.00 4596.00
Fuel / Energy charges Hour 239.00 60.00 14340.00
2 Pug cutting machine Hour 48.00 16.00 768.00
Fuel / Energy charges Hour 48.00 3.00 144.00
3 Tower crane Hour 1.00 994.00 994.00
Fuel / Energy charges Hour 1.00 130.00 130.00
4 Mobile crane 8 t Hour 4.00 362.00 1448.00
Fuel / Energy charges Hour 4.00 495.00 1980.00
5 Stationery derric crane Hour 10.00 66.00 660.00
Fuel / Energy charges Hour 10.00 9.00 90.00
6 Grinding machine Hour 8.00 18.00 144.00
Fuel / Energy charges Hour 8.00 25.00 200.00
7 Drilling machines Hour 12.00 18.00 216.00
Fuel / Energy charges Hour 12.00 25.00 300.008 Sundries LS 5.00 30.00 150.00
Total Rs: 26160.00
Add for small Tools and Plants @ 1% Rs: 261.60
Add for Contractor's Profit on DPOL / Energy @ 10% Rs: 1733.40
Add for Contractor's Overheads @ 5% Rs: 1308.00
Total hire charges of Machinery : Rs: 29463.00
C. LABOUR:
Sl No Unit Amount
in Rs.
1 Crew for Mobile crane Hour 4.00 75.70 302.80
2 Crew for Tower crane Hour 1.00 62.00 62.00
3 Crew for Drilling machine Hour 12.00 59.50 714.00
4 Crew for Grinding machine Hour 8.00 59.50 476.00
5 Foreman Day 16.00 177.00 2832.00
6 Marker / Fabricator / Erector Day 27.00 157.50 4252.50
7 Gas cutter Day 8.00 157.50 1260.00
8 Welder ( General ) Day 32.00 157.50 5040.00
9 Welder ( X - ray grade ) Day 4.00 173.25 693.00
10 Helper fabrication / erection Day 86.00 141.50 12169.00
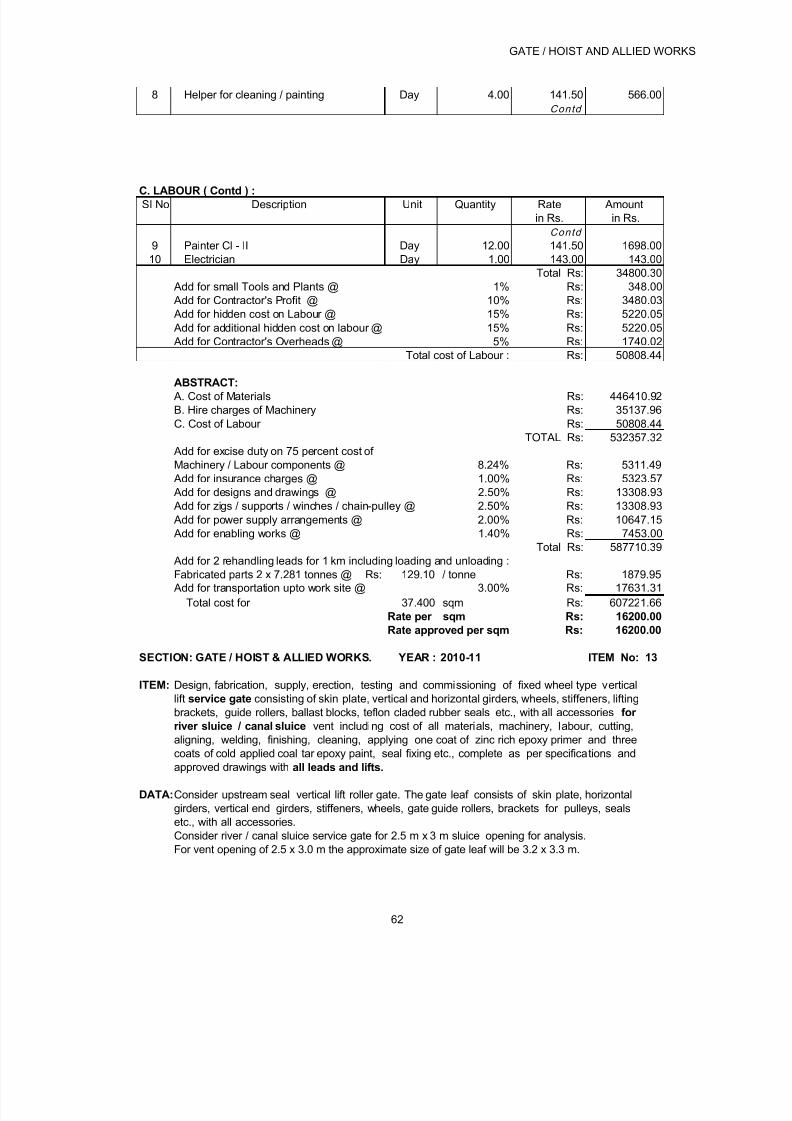
11 Helper for cleaning / painting Day 11.00 141.50 1556.50
12 Painter Cl - II Day 25.00 141.50 3537.50
13 Electrician Day 2.00 143.00 286.00
Total Rs: 33181.30
Add for small Tools and Plants @ 1% Rs: 331.81
Add for Contractor's Profit @ 10% Rs: 3318.13
Add for hidden cost on Labour @ 15% Rs: 4977.20 Add for additional hidden cost on labour @ 15% Rs: 4977.20
Add for Contractor's Overheads @ 5% Rs: 1659.07
Total cost of Labour : Rs: 48444.70
Description
Description Quantity
in Rs.
Quantity
in Rs.
Rate
Rate
66
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 8/21
GATE / HOIST AND ALLIED WORKS
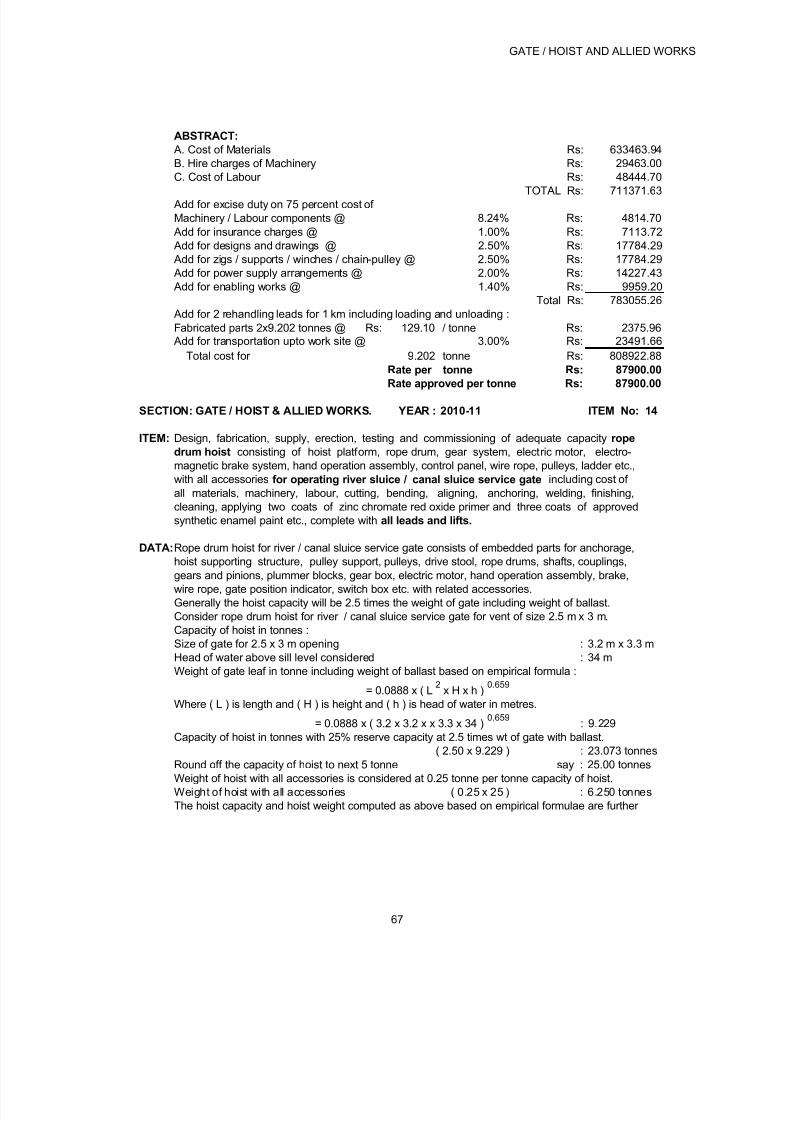
ABSTRACT:
A. Cost of Materials Rs: 633463.94
B. Hire charges of Machinery Rs: 29463.00
C. Cost of Labour Rs: 48444.70
TOTAL Rs: 711371.63
Add for excise duty on 75 percent cost of
Machinery / Labour components @ 8.24% Rs: 4814.70
Add for insurance charges @ 1.00% Rs: 7113.72
Add for designs and drawings @ 2.50% Rs: 17784.29
Add for zigs / supports / winches / chain-pulley @ 2.50% Rs: 17784.29
Add for power supply arrangements @ 2.00% Rs: 14227.43
Add for enabling works @ 1.40% Rs: 9959.20
Total Rs: 783055.26
Add for 2 rehandling leads for 1 km including loading and unloading :
Fabricated parts 2x9.202 tonnes @ Rs: 129.10 / tonne Rs: 2375.96
Add for transportation upto work site @ 3.00% Rs: 23491.66
Total cost for 9.202 tonne Rs: 808922.88
Rate per tonne Rs: 87900.00Rate approved per tonne Rs: 87900.00
SECTION: GATE / HOIST & ALLIED WORKS. YEAR : 2010-11 ITEM No: 14
ITEM: Design, fabrication, supply, erection, testing and commissioning of adequate capacity rope
drum hoist consisting of hoist platform, rope drum, gear system, electric motor, electro-
magnetic brake system, hand operation assembly, control panel, wire rope, pulleys, ladder etc.,
with all accessories for operating river sluice / canal sluice service gate including cost of
all materials, machinery, labour, cutting, bending, aligning, anchoring, welding, finishing,
cleaning, applying two coats of zinc chromate red oxide primer and three coats of approved
synthetic enamel paint etc., complete with all leads and lifts.
DATA:Rope drum hoist for river / canal sluice service gate consists of embedded parts for anchorage,
hoist supporting structure, pulley support, pulleys, drive stool, rope drums, shafts, couplings,
gears and pinions, plummer blocks, gear box, electric motor, hand operation assembly, brake,
wire rope, gate position indicator, switch box etc. with related accessories.
Generally the hoist capacity will be 2.5 times the weight of gate including weight of ballast.
Consider rope drum hoist for river / canal sluice service gate for vent of size 2.5 m x 3 m.
Capacity of hoist in tonnes :
Size of gate for 2.5 x 3 m opening : 3.2 m x 3.3 m
Head of water above sill level considered : 34 m
Weight of gate leaf in tonne including weight of ballast based on empirical formula :
= 0.0888 x ( L 2
x H x h )0.659
Where ( L ) is length and ( H ) is height and ( h ) is head of water in metres.
= 0.0888 x ( 3.2 x 3.2 x x 3.3 x 34 )0.659
: 9.229
Capacity of hoist in tonnes with 25% reserve capacity at 2.5 times wt of gate with ballast.( 2.50 x 9.229 ) : 23.073 tonnes
Round off the capacity of hoist to next 5 tonne say : 25.00 tonnes
Weight of hoist with all accessories is considered at 0.25 tonne per tonne capacity of hoist.
Weight of hoist with all accessories ( 0.25 x 25 ) : 6.250 tonnes
The hoist capacity and hoist weight computed as above based on empirical formulae are further
67
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 9/21
GATE / HOIST AND ALLIED WORKS
checked by varifying / computing the actual capacity and weight as per fabrication drawings for
sluice gate rope drum hoist of same capacity provided for one of the dam.
Actual capacity of hoist as per data sheet : 25.00 tonnes
Actual weight of rope drum hoist as per data in Item :14 of Annexure-2 : 6.243 tonnes
Consider actual weight for data rate analysis.
Consider details of Material / Gas cutting / Welding based on fabrication drawings of 25 tonne
capacity rope drum hoist provided for river sluice service gate for one of the dam work for rate
analysis ( for details refer Item : 14 of Annexure- 2 ).
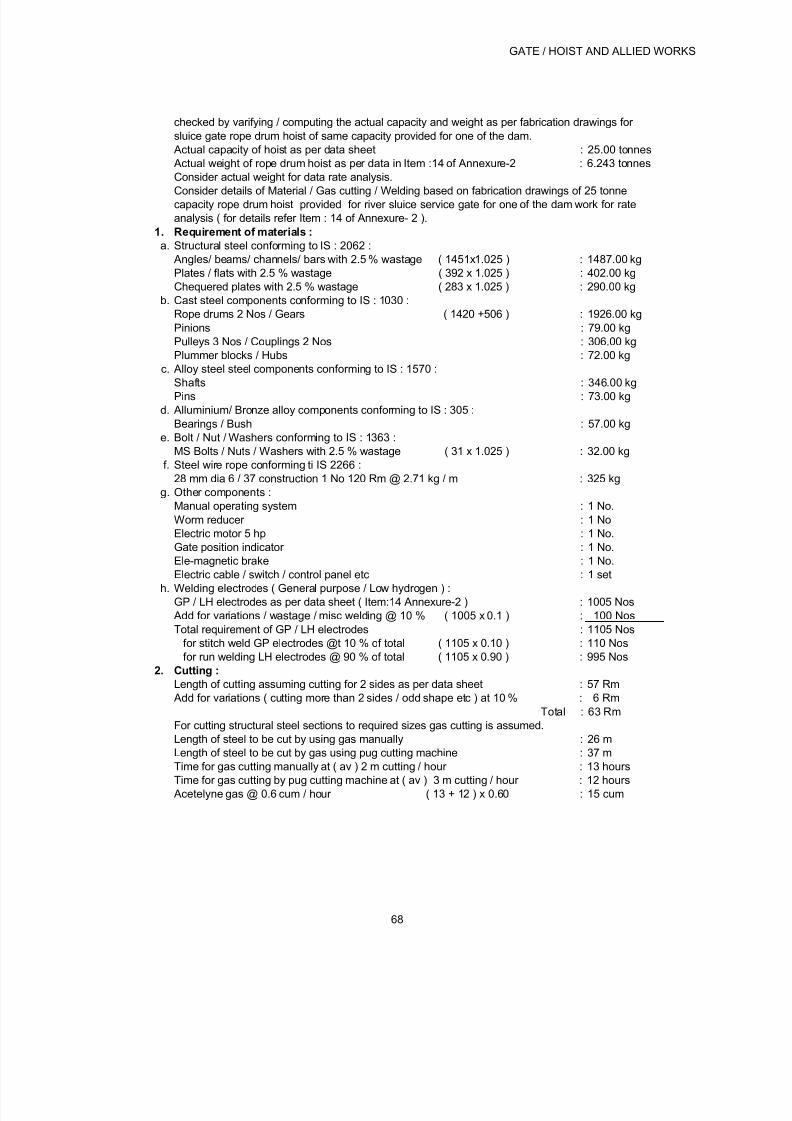
1. Requirement of materials :
a. Structural steel conforming to IS : 2062 :
Angles/ beams/ channels/ bars with 2.5 % wastage ( 1451x1.025 ) : 1487.00 kg
Plates / flats with 2.5 % wastage ( 392 x 1.025 ) : 402.00 kg
Chequered plates with 2.5 % wastage ( 283 x 1.025 ) : 290.00 kg
b. Cast steel components conforming to IS : 1030 :
Rope drums 2 Nos / Gears ( 1420 +506 ) : 1926.00 kg
Pinions : 79.00 kg
Pulleys 3 Nos / Couplings 2 Nos : 306.00 kg
Plummer blocks / Hubs : 72.00 kg
c. Alloy steel steel components conforming to IS : 1570 :Shafts : 346.00 kg
Pins : 73.00 kg
d. Alluminium/ Bronze alloy components conforming to IS : 305 :
Bearings / Bush : 57.00 kg
e. Bolt / Nut / Washers conforming to IS : 1363 :
MS Bolts / Nuts / Washers with 2.5 % wastage ( 31 x 1.025 ) : 32.00 kg
f. Steel wire rope conforming ti IS 2266 :
28 mm dia 6 / 37 construction 1 No 120 Rm @ 2.71 kg / m : 325 kg
g. Other components :
Manual operating system : 1 No.
Worm reducer : 1 No
Electric motor 5 hp : 1 No.
Gate position indicator : 1 No.
Ele-magnetic brake : 1 No.
Electric cable / switch / control panel etc : 1 set
h. Welding electrodes ( General purpose / Low hydrogen ) :
GP / LH electrodes as per data sheet ( Item:14 Annexure-2 ) : 1005 Nos
Add for variations / wastage / misc welding @ 10 % ( 1005 x 0.1 ) : 100 Nos
Total requirement of GP / LH electrodes : 1105 Nos
for stitch weld GP electrodes @t 10 % of total ( 1105 x 0.10 ) : 110 Nos
for run welding LH electrodes @ 90 % of total ( 1105 x 0.90 ) : 995 Nos
2. Cutting :
Length of cutting assuming cutting for 2 sides as per data sheet : 57 Rm
Add for variations ( cutting more than 2 sides / odd shape etc ) at 10 % : 6 Rm
Total : 63 Rm
For cutting structural steel sections to required sizes gas cutting is assumed.
Length of steel to be cut by using gas manually : 26 mLength of steel to be cut by gas using pug cutting machine : 37 m
Time for gas cutting manually at ( av ) 2 m cutting / hour : 13 hours
Time for gas cutting by pug cutting machine at ( av ) 3 m cutting / hour : 12 hours
Acetelyne gas @ 0.6 cum / hour ( 13 + 12 ) x 0.60 : 15 cum
68
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 10/21
GATE / HOIST AND ALLIED WORKS
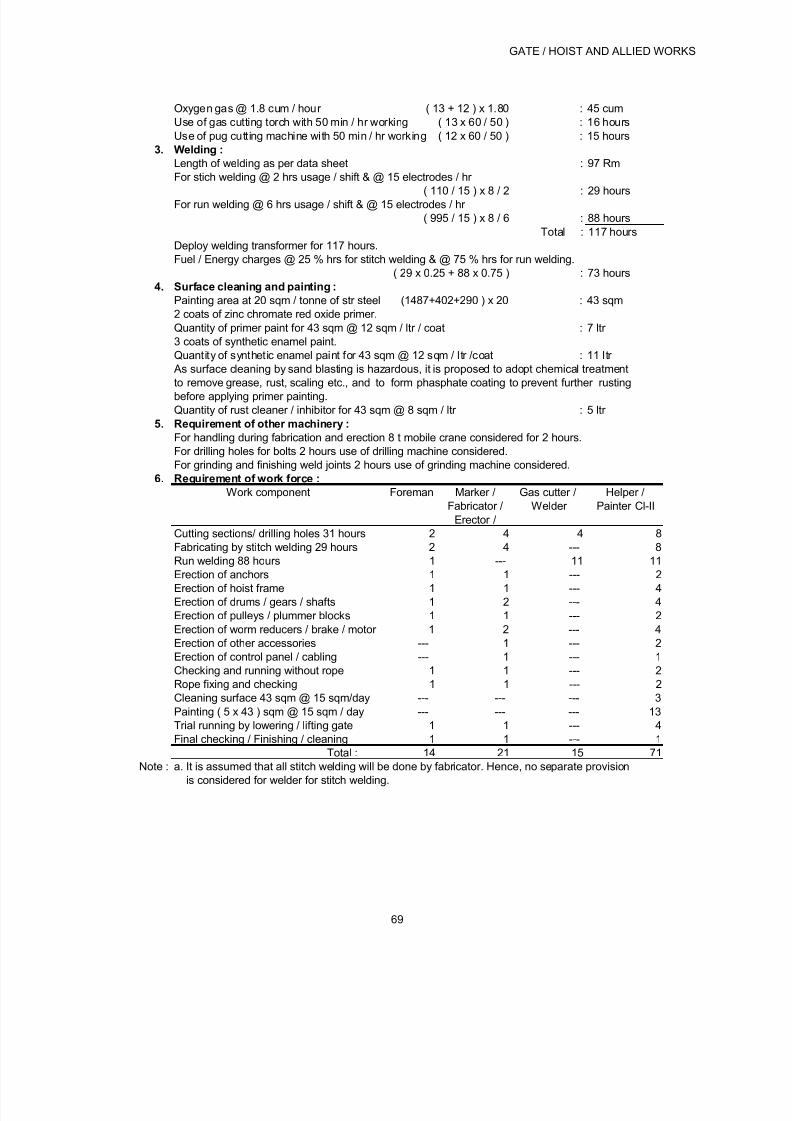
Oxygen gas @ 1.8 cum / hour ( 13 + 12 ) x 1.80 : 45 cum
Use of gas cutting torch with 50 min / hr working ( 13 x 60 / 50 ) : 16 hours
Use of pug cutting machine with 50 min / hr working ( 12 x 60 / 50 ) : 15 hours
3. Welding :
Length of welding as per data sheet : 97 Rm
For stich welding @ 2 hrs usage / shift & @ 15 electrodes / hr
( 110 / 15 ) x 8 / 2 : 29 hours
For run welding @ 6 hrs usage / shift & @ 15 electrodes / hr
( 995 / 15 ) x 8 / 6 : 88 hours
Total : 117 hours
Deploy welding transformer for 117 hours.
Fuel / Energy charges @ 25 % hrs for stitch welding & @ 75 % hrs for run welding.
( 29 x 0.25 + 88 x 0.75 ) : 73 hours
4. Surface cleaning and painting :
Painting area at 20 sqm / tonne of str steel (1487+402+290 ) x 20 : 43 sqm
2 coats of zinc chromate red oxide primer.
Quantity of primer paint for 43 sqm @ 12 sqm / ltr / coat : 7 ltr
3 coats of synthetic enamel paint.
Quantity of synthetic enamel paint for 43 sqm @ 12 sqm / ltr /coat : 11 ltr
As surface cleaning by sand blasting is hazardous, it is proposed to adopt chemical treatmentto remove grease, rust, scaling etc., and to form phasphate coating to prevent further rusting
before applying primer painting.
Quantity of rust cleaner / inhibitor for 43 sqm @ 8 sqm / ltr : 5 ltr
5. Requirement of other machinery :
For handling during fabrication and erection 8 t mobile crane considered for 2 hours.
For drilling holes for bolts 2 hours use of drilling machine considered.
For grinding and finishing weld joints 2 hours use of grinding machine considered.
6. Requirement of work force :
Work component Foreman Helper /
Painter Cl-II
Cutting sections/ drilling holes 31 hours 2 4 4 8
Fabricating by stitch welding 29 hours 2 4 --- 8
Run welding 88 hours 1 --- 11 11
Erection of anchors 1 1 --- 2
Erection of hoist frame 1 1 --- 4
Erection of drums / gears / shafts 1 2 --- 4
Erection of pulleys / plummer blocks 1 1 --- 2
Erection of worm reducers / brake / motor 1 2 --- 4
Erection of other accessories --- 1 --- 2
Erection of control panel / cabling --- 1 --- 1
Checking and running without rope 1 1 --- 2
Rope fixing and checking 1 1 --- 2
Cleaning surface 43 sqm @ 15 sqm/day --- --- --- 3
Painting ( 5 x 43 ) sqm @ 15 sqm / day --- --- --- 13
Trial running by lowering / lifting gate 1 1 --- 4
Final checking / Finishing / cleaning 1 1 --- 1 Total : 14 21 15 71
Note : a. It is assumed that all stitch welding will be done by fabricator. Hence, no separate provision
is considered for welder for stitch welding.
Erector /
Marker /
Fabricator / Welder
Gas cutter /
69
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 11/21
GATE / HOIST AND ALLIED WORKS
b. Workforce for painting 2 coats primer and 3 coats finishing paint consists of 11 Painters Cl-II
at 15 sqm / day and 2 helpers to assist painters.
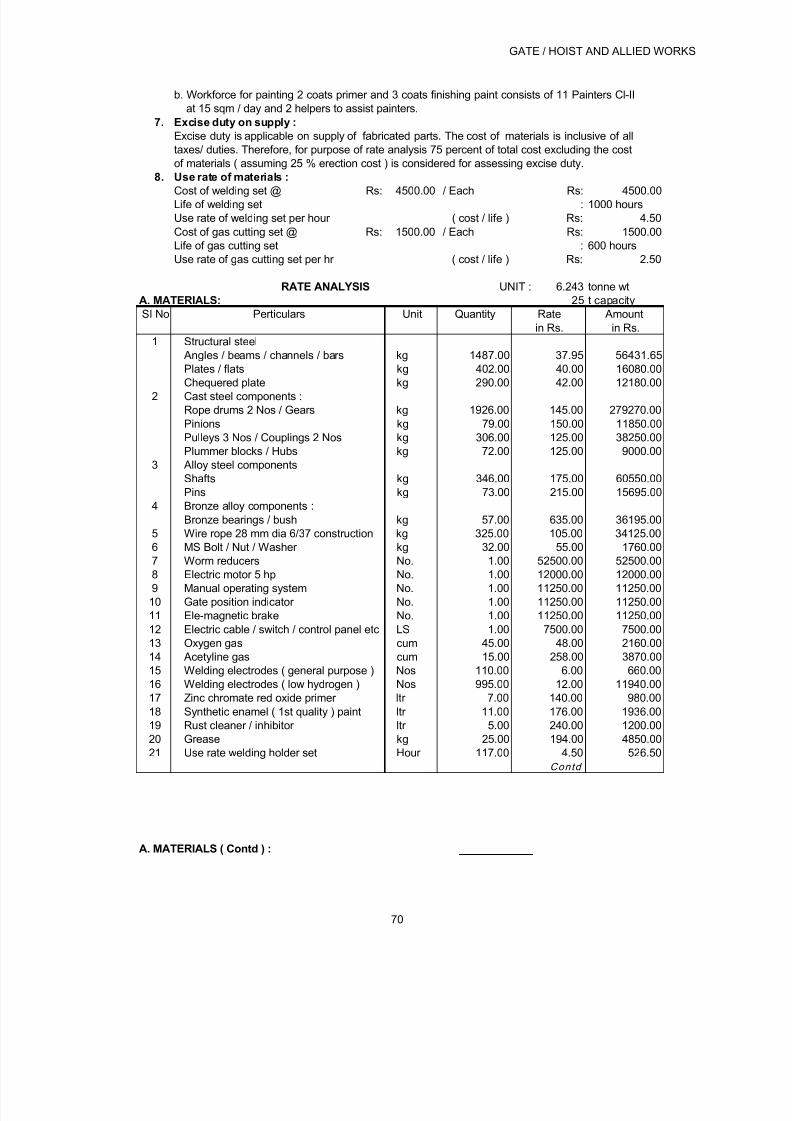
7. Excise duty on supply :
Excise duty is applicable on supply of fabricated parts. The cost of materials is inclusive of all
taxes/ duties. Therefore, for purpose of rate analysis 75 percent of total cost excluding the cost
of materials ( assuming 25 % erection cost ) is considered for assessing excise duty.
8. Use rate of materials :
Cost of welding set @ Rs: 4500.00 / Each Rs: 4500.00
Life of welding set : 1000 hours
Use rate of welding set per hour ( cost / life ) Rs: 4.50
Cost of gas cutting set @ Rs: 1500.00 / Each Rs: 1500.00
Life of gas cutting set : 600 hours
Use rate of gas cutting set per hr ( cost / life ) Rs: 2.50
RATE ANALYSIS UNIT : 6.243 tonne wt
A. MATERIALS: 25 t capacity
Sl No Unit Amount
in Rs.
1 Structural steel
Angles / beams / channels / bars kg 1487.00 37.95 56431.65
Plates / flats kg 402.00 40.00 16080.00Chequered plate kg 290.00 42.00 12180.00
2 Cast steel components :
Rope drums 2 Nos / Gears kg 1926.00 145.00 279270.00
Pinions kg 79.00 150.00 11850.00
Pulleys 3 Nos / Couplings 2 Nos kg 306.00 125.00 38250.00
Plummer blocks / Hubs kg 72.00 125.00 9000.00
3 Alloy steel components
Shafts kg 346.00 175.00 60550.00
Pins kg 73.00 215.00 15695.00
4 Bronze alloy components :
Bronze bearings / bush kg 57.00 635.00 36195.00
5 Wire rope 28 mm dia 6/37 construction kg 325.00 105.00 34125.00
6 MS Bolt / Nut / Washer kg 32.00 55.00 1760.00
7 Worm reducers No. 1.00 52500.00 52500.00
8 Electric motor 5 hp No. 1.00 12000.00 12000.00
9 Manual operating system No. 1.00 11250.00 11250.00
10 Gate position indicator No. 1.00 11250.00 11250.00
11 Ele-magnetic brake No. 1.00 11250.00 11250.00
12 Electric cable / switch / control panel etc LS 1.00 7500.00 7500.00
13 Oxygen gas cum 45.00 48.00 2160.00
14 Acetyline gas cum 15.00 258.00 3870.00
15 Welding electrodes ( general purpose ) Nos 110.00 6.00 660.00
16 Welding electrodes ( low hydrogen ) Nos 995.00 12.00 11940.00
17 Zinc chromate red oxide primer ltr 7.00 140.00 980.00
18 Synthetic enamel ( 1st quality ) paint ltr 11.00 176.00 1936.00
19 Rust cleaner / inhibitor ltr 5.00 240.00 1200.00
20 Grease kg 25.00 194.00 4850.0021 Use rate welding holder set Hour 117.00 4.50 526.50
Contd
A. MATERIALS ( Contd ) :
QuantityPerticulars Rate
in Rs.
70

8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 12/21
GATE / HOIST AND ALLIED WORKS
Sl No Unit Amount
in Rs.
Contd
22 Use rate gas cutting torch set Hour 16.00 2.50 40.00
23 Wire brush Nos 1.00 30.00 30.00
24 Sundries LS 5.00 30.00 150.00
Total Rs: 705479.15
Add for small Tools and Plants @ 1% Rs: 7054.79
Add for Contractor's Profit @ 10% Rs: 70547.92
Add for Contractor's Overheads @ 5% Rs: 35273.96
Total cost of Materials : Rs: 818355.81
B. MACHINERY:
Sl No Unit Amount
in Rs.
1 Welding transformer Hour 117.00 12.00 1404.00
Fuel / Energy charges Hour 73.00 60.00 4380.00
2 Pug cutting machine Hour 15.00 16.00 240.00
Fuel / Energy charges Hour 15.00 3.00 45.00
3 Mobile crane 8 t Hour 2.00 362.00 724.00
Fuel / Energy charges Hour 2.00 495.00 990.004 Grinding machine Hour 2.00 18.00 36.00
Fuel / Energy charges Hour 2.00 25.00 50.00
5 Drilling machines Hour 2.00 18.00 36.00
Fuel / Energy charges Hour 2.00 25.00 50.00
6 Sundries LS 5.00 30.00 150.00
Total Rs: 8105.00
Add for small Tools and Plants @ 1% Rs: 81.05
Add for Contractor's Profit on DPOL / Energy @ 10% Rs: 566.50
Add for Contractor's Overheads @ 5% Rs: 405.25
Total hire charges of Machinery : Rs: 9157.80
C. LABOUR:
Sl No Unit Amount
in Rs.
1 Crew for Mobile crane 8 t Hour 2.00 75.70 151.40
2 Crew for Drilling machine Hour 2.00 59.50 119.00
3 Crew for Grinding machine Hour 2.00 59.50 119.00
4 Foreman Day 14.00 177.00 2478.00
5 Marker / Fabricator / Erector Day 21.00 157.50 3307.50
6 Gas cutter Day 4.00 157.50 630.00
7 Welder ( General ) Day 11.00 157.50 1732.50
8 Helper fabrication / erection Day 55.00 141.50 7782.50
9 Helper for cleaning / painting Day 5.00 141.50 707.50
10 Painter Cl - II Day 11.00 141.50 1556.50
11 Electrician Day 2.00 143.00 286.00
Total Rs: 18869.90
Add for small Tools and Plants @ 1% Rs: 188.70Contd
C. LABOUR ( Contd ) :
Sl No Unit Amount
Description
Description Quantity
Quantity
Perticulars
Description
Rate
RateQuantity
RateQuantity
in Rs.
Rate
in Rs.
in Rs.
71
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 13/21
GATE / HOIST AND ALLIED WORKS
in Rs.
Contd
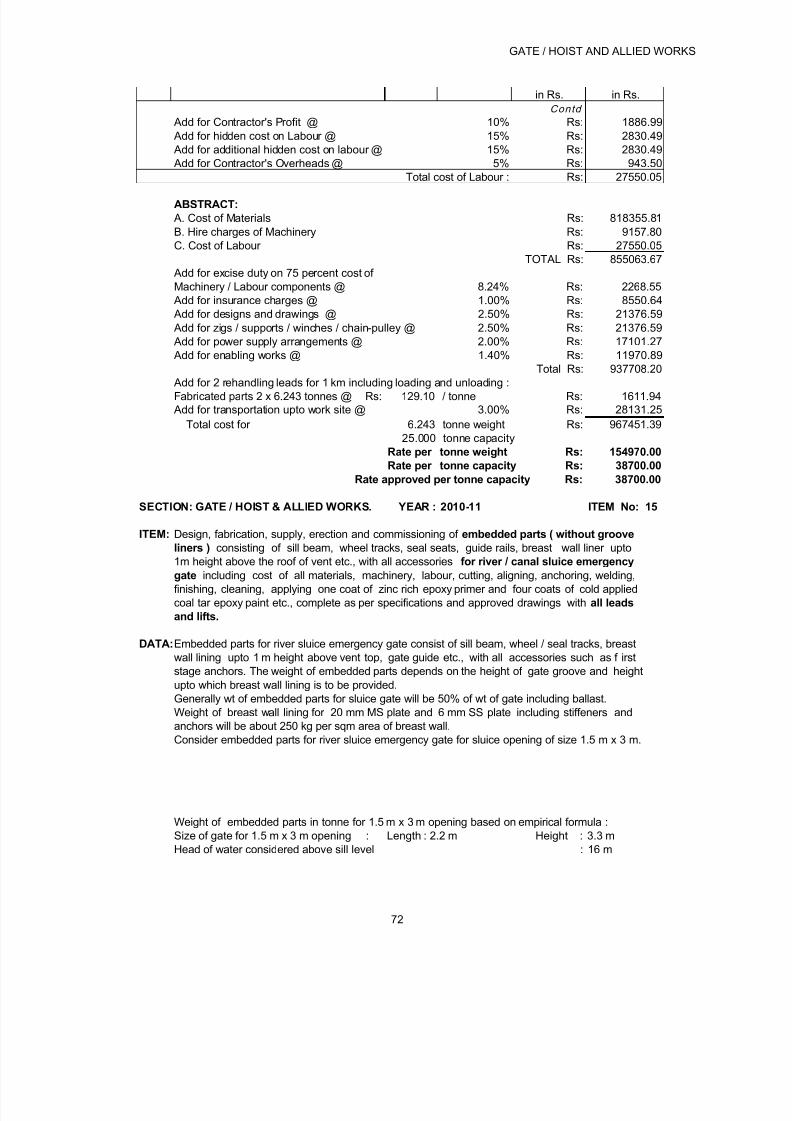
Add for Contractor's Profit @ 10% Rs: 1886.99
Add for hidden cost on Labour @ 15% Rs: 2830.49
Add for additional hidden cost on labour @ 15% Rs: 2830.49
Add for Contractor's Overheads @ 5% Rs: 943.50
Total cost of Labour : Rs: 27550.05
ABSTRACT:
A. Cost of Materials Rs: 818355.81
B. Hire charges of Machinery Rs: 9157.80
C. Cost of Labour Rs: 27550.05
TOTAL Rs: 855063.67
Add for excise duty on 75 percent cost of
Machinery / Labour components @ 8.24% Rs: 2268.55
Add for insurance charges @ 1.00% Rs: 8550.64
Add for designs and drawings @ 2.50% Rs: 21376.59
Add for zigs / supports / winches / chain-pulley @ 2.50% Rs: 21376.59
Add for power supply arrangements @ 2.00% Rs: 17101.27
Add for enabling works @ 1.40% Rs: 11970.89
Total Rs: 937708.20 Add for 2 rehandling leads for 1 km including loading and unloading :
Fabricated parts 2 x 6.243 tonnes @ Rs: 129.10 / tonne Rs: 1611.94
Add for transportation upto work site @ 3.00% Rs: 28131.25
Total cost for 6.243 tonne weight Rs: 967451.39
25.000 tonne capacity
Rate per tonne weight Rs: 154970.00
Rate per tonne capacity Rs: 38700.00
Rate approved per tonne capacity Rs: 38700.00
SECTION: GATE / HOIST & ALLIED WORKS. YEAR : 2010-11 ITEM No: 15
ITEM: Design, fabrication, supply, erection and commissioning of embedded parts ( without groove
liners ) consisting of sill beam, wheel tracks, seal seats, guide rails, breast wall liner upto
1m height above the roof of vent etc., with all accessories for river / canal sluice emergency
gate including cost of all materials, machinery, labour, cutting, aligning, anchoring, welding,
finishing, cleaning, applying one coat of zinc rich epoxy primer and four coats of cold applied
coal tar epoxy paint etc., complete as per specifications and approved drawings with all leads
and lifts.
DATA:Embedded parts for river sluice emergency gate consist of sill beam, wheel / seal tracks, breast
wall lining upto 1 m height above vent top, gate guide etc., with all accessories such as f irst
stage anchors. The weight of embedded parts depends on the height of gate groove and height
upto which breast wall lining is to be provided.
Generally wt of embedded parts for sluice gate will be 50% of wt of gate including ballast.
Weight of breast wall lining for 20 mm MS plate and 6 mm SS plate including stiffeners and
anchors will be about 250 kg per sqm area of breast wall.
Consider embedded parts for river sluice emergency gate for sluice opening of size 1.5 m x 3 m.
Weight of embedded parts in tonne for 1.5 m x 3 m opening based on empirical formula :
Size of gate for 1.5 m x 3 m opening : Length : 2.2 m Height : 3.3 m
Head of water considered above sill level : 16 m
in Rs.
72
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 14/21
GATE / HOIST AND ALLIED WORKS
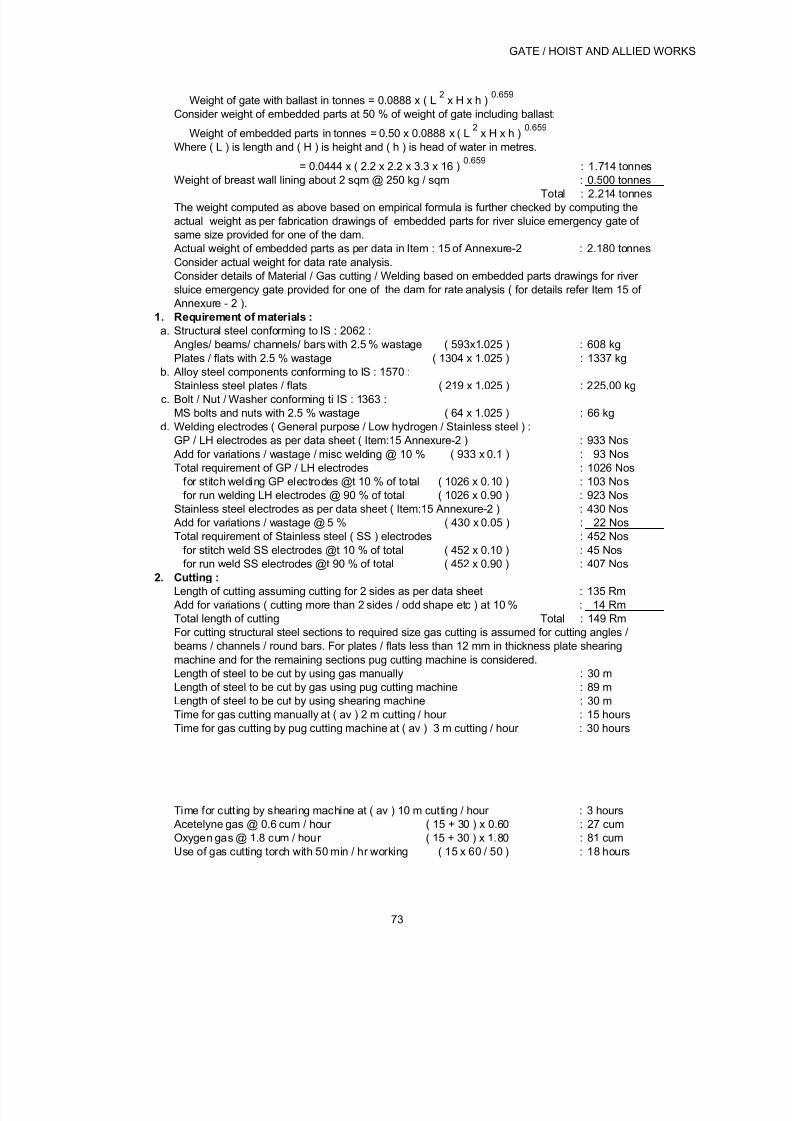
Weight of gate with ballast in tonnes = 0.0888 x ( L 2
x H x h )0.659
Consider weight of embedded parts at 50 % of weight of gate including ballast:
Weight of embedded parts in tonnes = 0.50 x 0.0888 x ( L 2
x H x h )0.659
Where ( L ) is length and ( H ) is height and ( h ) is head of water in metres.
= 0.0444 x ( 2.2 x 2.2 x 3.3 x 16 )0.659
: 1.714 tonnes
Weight of breast wall lining about 2 sqm @ 250 kg / sqm : 0.500 tonnesTotal : 2.214 tonnes
The weight computed as above based on empirical formula is further checked by computing the
actual weight as per fabrication drawings of embedded parts for river sluice emergency gate of
same size provided for one of the dam.
Actual weight of embedded parts as per data in Item : 15 of Annexure-2 : 2.180 tonnes
Consider actual weight for data rate analysis.
Consider details of Material / Gas cutting / Welding based on embedded parts drawings for river
sluice emergency gate provided for one of the dam for rate analysis ( for details refer Item 15 of
Annexure - 2 ).
1. Requirement of materials :
a. Structural steel conforming to IS : 2062 :
Angles/ beams/ channels/ bars with 2.5 % wastage ( 593x1.025 ) : 608 kg
Plates / flats with 2.5 % wastage ( 1304 x 1.025 ) : 1337 kg
b. Alloy steel components conforming to IS : 1570 :Stainless steel plates / flats ( 219 x 1.025 ) : 225.00 kg
c. Bolt / Nut / Washer conforming ti IS : 1363 :
MS bolts and nuts with 2.5 % wastage ( 64 x 1.025 ) : 66 kg
d. Welding electrodes ( General purpose / Low hydrogen / Stainless steel ) :
GP / LH electrodes as per data sheet ( Item:15 Annexure-2 ) : 933 Nos
Add for variations / wastage / misc welding @ 10 % ( 933 x 0.1 ) : 93 Nos
Total requirement of GP / LH electrodes : 1026 Nos
for stitch welding GP electrodes @t 10 % of total ( 1026 x 0.10 ) : 103 Nos
for run welding LH electrodes @ 90 % of total ( 1026 x 0.90 ) : 923 Nos
Stainless steel electrodes as per data sheet ( Item:15 Annexure-2 ) : 430 Nos
Add for variations / wastage @ 5 % ( 430 x 0.05 ) : 22 Nos
Total requirement of Stainless steel ( SS ) electrodes : 452 Nos
for stitch weld SS electrodes @t 10 % of total ( 452 x 0.10 ) : 45 Nos
for run weld SS electrodes @t 90 % of total ( 452 x 0.90 ) : 407 Nos
2. Cutting :
Length of cutting assuming cutting for 2 sides as per data sheet : 135 Rm
Add for variations ( cutting more than 2 sides / odd shape etc ) at 10 % : 14 Rm
Total length of cutting Total : 149 Rm
For cutting structural steel sections to required size gas cutting is assumed for cutting angles /
beams / channels / round bars. For plates / flats less than 12 mm in thickness plate shearing
machine and for the remaining sections pug cutting machine is considered.
Length of steel to be cut by using gas manually : 30 m
Length of steel to be cut by gas using pug cutting machine : 89 m
Length of steel to be cut by using shearing machine : 30 m
Time for gas cutting manually at ( av ) 2 m cutting / hour : 15 hours
Time for gas cutting by pug cutting machine at ( av ) 3 m cutting / hour : 30 hours
Time for cutting by shearing machine at ( av ) 10 m cutting / hour : 3 hours
Acetelyne gas @ 0.6 cum / hour ( 15 + 30 ) x 0.60 : 27 cum
Oxygen gas @ 1.8 cum / hour ( 15 + 30 ) x 1.80 : 81 cum
Use of gas cutting torch with 50 min / hr working ( 15 x 60 / 50 ) : 18 hours
73

8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 15/21
GATE / HOIST AND ALLIED WORKS
Use of pug cutting machine with 50 min / hr working ( 30 x 60 / 50 ) : 36 hours
Use of shearing machine with 50 min / hr working ( 3 x 60 / 50 ) : 4 hours
3. Welding :
Length of welding as per data sheet : 143 m
For stich welding @ 2 hrs usage / shift & @ 15 electrodes / hr
( 103 + 45 ) x 8 / 15 / 2 : 40 hours
For run welding @ 6 hrs usage / shift & @ 15 electrodes / hr
( 923 + 407 ) x 8 / 15 / 6 : 118 hours
Total : 158 hours
Deploy welding transformer for 158 hours.
Fuel / Energy charges @ 25 % hrs for stitch welding & @ 75 % hrs for run welding.
( 40 x 0.25 + 118 x 0.75 ) : 99 hours
4. Planing SS plates for wheel / seal tracks :
For surface finishing of SS plates for wheel / seal tracks planing machine is considered.
Length of SS plate for surface finishing by planing machine : 26 Rm
Length of planing at a time for 4 m stroke planing machine : 3 Rm
Time for planing 3 m length section with 50 min / hour working : 8 hours
Time for planing 26 m SS plates ( 26 x 8 / 3 ) : 72 hours
5. Surface cleaning and painting :
Painting area for embedded parts at 12 sqm / tonne ( 2.18 x 12 ) : 26 sqm
1 coat of zinc rich epoxy primer 40 micron dry film each coat.Quantity of primer paint for 26 sqm @ 9 sqm / ltr / coat : 3 ltr
4 coats of coal tar epoxy paint 100 micron dry film each coat.
Quantity of coal tar epoxy paint for 26 sqm @ 6 sqm / ltr / coat : 18 ltr
As surface cleaning by sand blasting is hazardous, it is proposed to adopt chemical treatment
to remove grease, rust, scaling etc., and to form phasphate coating to prevent further rusting
before applying primer painting.
Quantity of rust cleaner / inhibitor for 43 sqm @ 8 sqm / ltr : 4 ltr
6. Requirement of other machinery :
For drilling holes for anchor bolts use of drilling machine for 10 hours considered.
For grinding weld joints and edges requiring finishing use of grinding machine for 8 hours
considered.
For handling of parts during fabrication and erection use of mobile crane for 2 hours and
stationery derric crane for 4 hours considered.
7. Requirement of work force :
Work component Foreman Helper /
Painter Cl-II
Cutting sections 58 hours 4 7 7 14
Drilling holes for anchors / supports 1 1 --- 1
Fbricating by stitch welding 40 hours 2 5 --- 10
Run welding 118 hours 2 --- 14 14
Erection of first stage anchors 2 4 --- 8
Erection of Sill beam / Tracks / Guide 2 4 --- 8
Erection of Breast wall liners 1 2 --- 4
Contd
Requirement of work force ( Contd ) :
Work component Foreman Helper /
Painter Cl-II
Cleaning surface 26 sqm @ 15 sqm/day --- --- --- 2
Marker /
Erector /
Gas cutter /
Fabricator / Welder
Marker / Gas cutter /
Fabricator /
Erector /
Welder
74
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 16/21
GATE / HOIST AND ALLIED WORKS
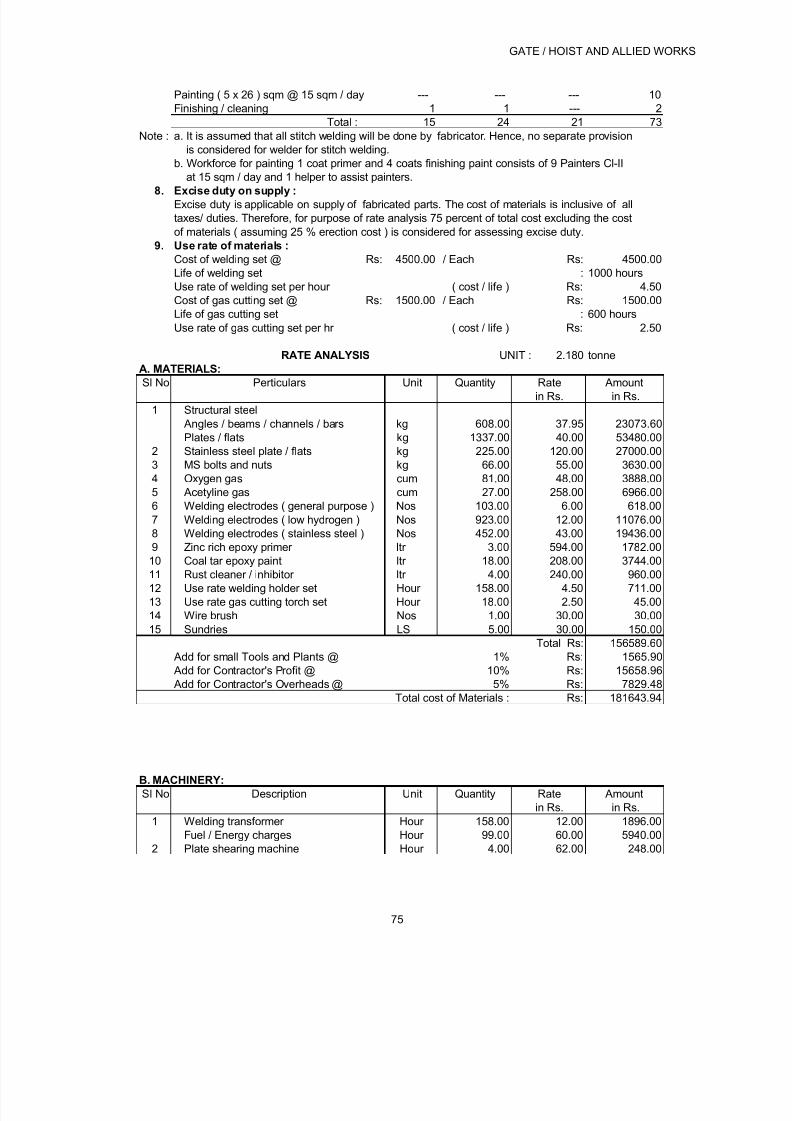
Painting ( 5 x 26 ) sqm @ 15 sqm / day --- --- --- 10
Finishing / cleaning 1 1 --- 2
Total : 15 24 21 73
Note : a. It is assumed that all stitch welding will be done by fabricator. Hence, no separate provision
is considered for welder for stitch welding.
b. Workforce for painting 1 coat primer and 4 coats finishing paint consists of 9 Painters Cl-II
at 15 sqm / day and 1 helper to assist painters.
8. Excise duty on supply :
Excise duty is applicable on supply of fabricated parts. The cost of materials is inclusive of all
taxes/ duties. Therefore, for purpose of rate analysis 75 percent of total cost excluding the cost
of materials ( assuming 25 % erection cost ) is considered for assessing excise duty.
9. Use rate of materials :
Cost of welding set @ Rs: 4500.00 / Each Rs: 4500.00
Life of welding set : 1000 hours
Use rate of welding set per hour ( cost / life ) Rs: 4.50
Cost of gas cutting set @ Rs: 1500.00 / Each Rs: 1500.00
Life of gas cutting set : 600 hours
Use rate of gas cutting set per hr ( cost / life ) Rs: 2.50
RATE ANALYSIS UNIT : 2.180 tonne
A. MATERIALS: Sl No Unit Amount
in Rs.
1 Structural steel
Angles / beams / channels / bars kg 608.00 37.95 23073.60
Plates / flats kg 1337.00 40.00 53480.00
2 Stainless steel plate / flats kg 225.00 120.00 27000.00
3 MS bolts and nuts kg 66.00 55.00 3630.00
4 Oxygen gas cum 81.00 48.00 3888.00
5 Acetyline gas cum 27.00 258.00 6966.00
6 Welding electrodes ( general purpose ) Nos 103.00 6.00 618.00
7 Welding electrodes ( low hydrogen ) Nos 923.00 12.00 11076.00
8 Welding electrodes ( stainless steel ) Nos 452.00 43.00 19436.00
9 Zinc rich epoxy primer ltr 3.00 594.00 1782.00
10 Coal tar epoxy paint ltr 18.00 208.00 3744.00
11 Rust cleaner / inhibitor ltr 4.00 240.00 960.00
12 Use rate welding holder set Hour 158.00 4.50 711.00
13 Use rate gas cutting torch set Hour 18.00 2.50 45.00
14 Wire brush Nos 1.00 30.00 30.00
15 Sundries LS 5.00 30.00 150.00
Total Rs: 156589.60
Add for small Tools and Plants @ 1% Rs: 1565.90
Add for Contractor's Profit @ 10% Rs: 15658.96
Add for Contractor's Overheads @ 5% Rs: 7829.48
Total cost of Materials : Rs: 181643.94
B. MACHINERY:
Sl No Unit Amount
in Rs.
1 Welding transformer Hour 158.00 12.00 1896.00
Fuel / Energy charges Hour 99.00 60.00 5940.00
2 Plate shearing machine Hour 4.00 62.00 248.00
Description Rate
in Rs.
RatePerticulars
in Rs.
Quantity
Quantity
75
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 17/21
GATE / HOIST AND ALLIED WORKS
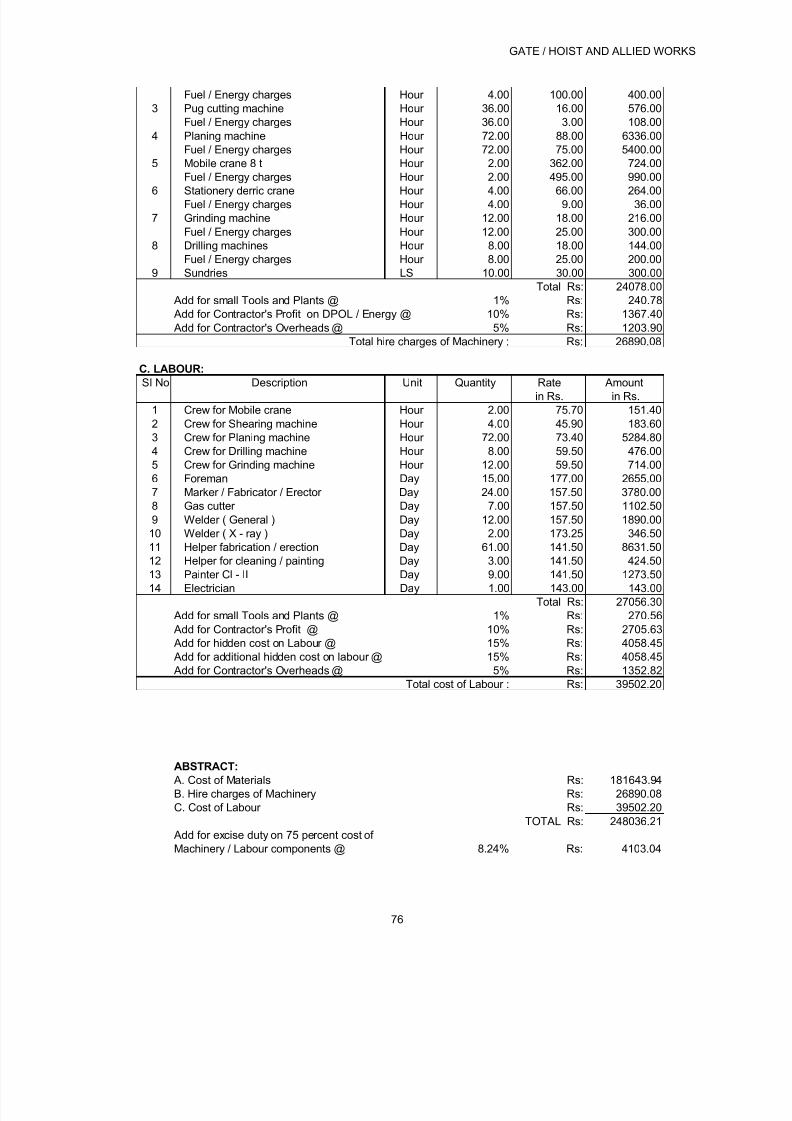
Fuel / Energy charges Hour 4.00 100.00 400.00
3 Pug cutting machine Hour 36.00 16.00 576.00
Fuel / Energy charges Hour 36.00 3.00 108.00
4 Planing machine Hour 72.00 88.00 6336.00
Fuel / Energy charges Hour 72.00 75.00 5400.00
5 Mobile crane 8 t Hour 2.00 362.00 724.00
Fuel / Energy charges Hour 2.00 495.00 990.00
6 Stationery derric crane Hour 4.00 66.00 264.00
Fuel / Energy charges Hour 4.00 9.00 36.00
7 Grinding machine Hour 12.00 18.00 216.00
Fuel / Energy charges Hour 12.00 25.00 300.00
8 Drilling machines Hour 8.00 18.00 144.00
Fuel / Energy charges Hour 8.00 25.00 200.00
9 Sundries LS 10.00 30.00 300.00
Total Rs: 24078.00
Add for small Tools and Plants @ 1% Rs: 240.78
Add for Contractor's Profit on DPOL / Energy @ 10% Rs: 1367.40
Add for Contractor's Overheads @ 5% Rs: 1203.90
Total hire charges of Machinery : Rs: 26890.08
C. LABOUR: Sl No Unit Amount
in Rs.
1 Crew for Mobile crane Hour 2.00 75.70 151.40
2 Crew for Shearing machine Hour 4.00 45.90 183.60
3 Crew for Planing machine Hour 72.00 73.40 5284.80
4 Crew for Drilling machine Hour 8.00 59.50 476.00
5 Crew for Grinding machine Hour 12.00 59.50 714.00
6 Foreman Day 15.00 177.00 2655.00
7 Marker / Fabricator / Erector Day 24.00 157.50 3780.00
8 Gas cutter Day 7.00 157.50 1102.50
9 Welder ( General ) Day 12.00 157.50 1890.00
10 Welder ( X - ray ) Day 2.00 173.25 346.50
11 Helper fabrication / erection Day 61.00 141.50 8631.50
12 Helper for cleaning / painting Day 3.00 141.50 424.50
13 Painter Cl - II Day 9.00 141.50 1273.50
14 Electrician Day 1.00 143.00 143.00
Total Rs: 27056.30
Add for small Tools and Plants @ 1% Rs: 270.56
Add for Contractor's Profit @ 10% Rs: 2705.63
Add for hidden cost on Labour @ 15% Rs: 4058.45
Add for additional hidden cost on labour @ 15% Rs: 4058.45
Add for Contractor's Overheads @ 5% Rs: 1352.82
Total cost of Labour : Rs: 39502.20
ABSTRACT:
A. Cost of Materials Rs: 181643.94
B. Hire charges of Machinery Rs: 26890.08
C. Cost of Labour Rs: 39502.20
TOTAL Rs: 248036.21
Add for excise duty on 75 percent cost of
Machinery / Labour components @ 8.24% Rs: 4103.04
Quantity Rate
in Rs.
Description
76

8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 18/21
GATE / HOIST AND ALLIED WORKS
Add for insurance charges @ 1.00% Rs: 2480.36
Add for designs and drawings @ 2.50% Rs: 6200.91
Add for zigs / supports / winches / chain-pulley @ 2.50% Rs: 6200.91
Add for power supply arrangements @ 2.00% Rs: 4960.72
Add for enabling works @ 1.40% Rs: 3472.51
Total Rs: 275454.66
Add for 2 rehandling leads for 1 km including loading and unloading :
Fabricated parts 2 x 2.180 tonnes @ Rs: 129.10 / tonne Rs: 562.88
Add for transportation upto work site @ 3.00% Rs: 8263.64
Total cost for 2.180 tonne Rs: 284281.18
Rate per tonne Rs: 130400.00
Rate approved per tonne Rs: 130400.00
SECTION: GATE / HOIST & ALLIED WORKS. YEAR : 2010-11 ITEM No: 16
ITEM: Design, fabrication, supply, erection and commissioning of embedded parts ( with groove
liner ) consisting of sill beam, wheel tracks, seal seats, guide rails, breast wall liner ( upto
1 m above the roof of vent ), groove liner upto breast wall level etc., with all accessories for
river / canal sluice emergency gate including cost of all materials, machinery, labour,
aligning, anchoring, welding, finishing, cleaning, applying one coat of zinc rich epoxy primer
and four coats of cold applied coal tar epoxy paint etc., complete as per specifications andapproved drawings with all leads and lifts.
DATA:Embedded parts for river sluice emergency gate consist of sill beam, wheel /seal tracks, groove
lining upto breast wall level, breast wall lining upto 1 m above top of vent, gate guide etc., with
all accessories such as first stage anchors. The weight of embedded parts depends on the
height of gate groove and height upto which breast wall lining is to be provided.
Weight of embedded parts for emergency gate will be about 65 to 70 % of gate wt with ballast.
Weight of breast wall lining for 20 mm MS plate and 6 mm SS plate including stiffeners and
anchors will be about 250 kg per sqm area of breast wall.
Weight of groove liner for 20 mm MS plate including stiffeners and anchors will be about
200 kg / sqm area of groove liner.
Consider embedded parts for river sluice emergency gate for sluice opening of size 2.5 m x 3 m.
Size of gate for 2.5 m x 3 m opening : Length : 3.2 m Height : 3.3 m
Head of water considered above sill level : 34 m
Weight of embedded parts in tonne including weight of ballast based on empirical formula :
= 0.0888 x ( L 2
x H x h )0.659
Consider weight of embedded parts at 67.5 % og weight of gate including ballast:
= 0.675 x 0.0888 x ( L 2
x H x h )0.659
Where ( L ) is length and ( H ) is height and ( h ) is head of water in metres.
= 0.0600 x ( 3.2 x 3.2 x 3.3 x 34 )0.659
: 6.236 tonnes
Weight of breast wall lining about 3.5 sqm @ 250 kg / sqm : 0.875 tonnes
Weight of groove liner about 10 sqm @ 200 kg / sqm : 2.000 tonnes
Total : 9.111 tonnes
The weight computed as above based on empirical formula is further checked by computing the
actual weight as per fabrication drawings of embedded parts and groove liner for river sluice
emergency gate of same size provided for one of the dam.
Actual weight of embedded parts as per data in Item :16 of Annexure-2 : 9.088 tonnes
Consider actual weight for data rate analysis.
77
8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 19/21
GATE / HOIST AND ALLIED WORKS
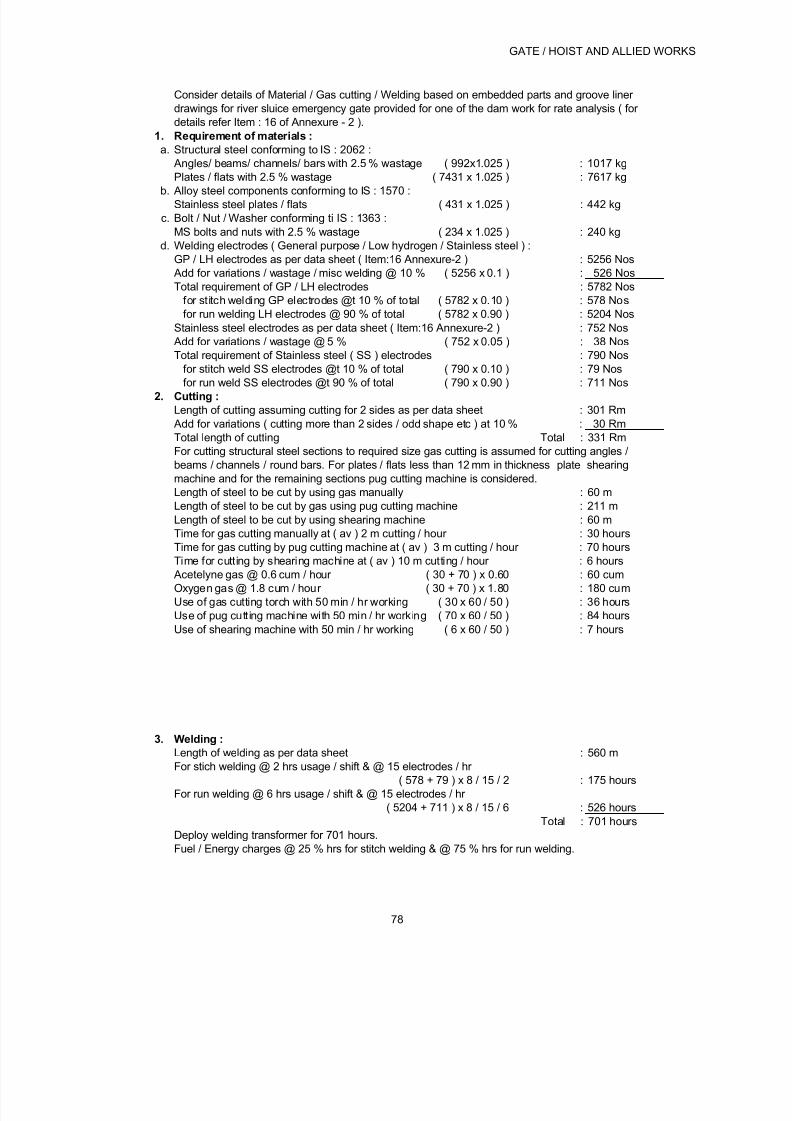
Consider details of Material / Gas cutting / Welding based on embedded parts and groove liner
drawings for river sluice emergency gate provided for one of the dam work for rate analysis ( for
details refer Item : 16 of Annexure - 2 ).
1. Requirement of materials :
a. Structural steel conforming to IS : 2062 :
Angles/ beams/ channels/ bars with 2.5 % wastage ( 992x1.025 ) : 1017 kg
Plates / flats with 2.5 % wastage ( 7431 x 1.025 ) : 7617 kg
b. Alloy steel components conforming to IS : 1570 :
Stainless steel plates / flats ( 431 x 1.025 ) : 442 kg
c. Bolt / Nut / Washer conforming ti IS : 1363 :
MS bolts and nuts with 2.5 % wastage ( 234 x 1.025 ) : 240 kg
d. Welding electrodes ( General purpose / Low hydrogen / Stainless steel ) :
GP / LH electrodes as per data sheet ( Item:16 Annexure-2 ) : 5256 Nos
Add for variations / wastage / misc welding @ 10 % ( 5256 x 0.1 ) : 526 Nos
Total requirement of GP / LH electrodes : 5782 Nos
for stitch welding GP electrodes @t 10 % of total ( 5782 x 0.10 ) : 578 Nos
for run welding LH electrodes @ 90 % of total ( 5782 x 0.90 ) : 5204 Nos
Stainless steel electrodes as per data sheet ( Item:16 Annexure-2 ) : 752 Nos
Add for variations / wastage @ 5 % ( 752 x 0.05 ) : 38 Nos
Total requirement of Stainless steel ( SS ) electrodes : 790 Nos
for stitch weld SS electrodes @t 10 % of total ( 790 x 0.10 ) : 79 Nos for run weld SS electrodes @t 90 % of total ( 790 x 0.90 ) : 711 Nos
2. Cutting :
Length of cutting assuming cutting for 2 sides as per data sheet : 301 Rm
Add for variations ( cutting more than 2 sides / odd shape etc ) at 10 % : 30 Rm
Total length of cutting Total : 331 Rm
For cutting structural steel sections to required size gas cutting is assumed for cutting angles /
beams / channels / round bars. For plates / flats less than 12 mm in thickness plate shearing
machine and for the remaining sections pug cutting machine is considered.
Length of steel to be cut by using gas manually : 60 m
Length of steel to be cut by gas using pug cutting machine : 211 m
Length of steel to be cut by using shearing machine : 60 m
Time for gas cutting manually at ( av ) 2 m cutting / hour : 30 hours
Time for gas cutting by pug cutting machine at ( av ) 3 m cutting / hour : 70 hours
Time for cutting by shearing machine at ( av ) 10 m cutting / hour : 6 hours
Acetelyne gas @ 0.6 cum / hour ( 30 + 70 ) x 0.60 : 60 cum
Oxygen gas @ 1.8 cum / hour ( 30 + 70 ) x 1.80 : 180 cum
Use of gas cutting torch with 50 min / hr working ( 30 x 60 / 50 ) : 36 hours
Use of pug cutting machine with 50 min / hr working ( 70 x 60 / 50 ) : 84 hours
Use of shearing machine with 50 min / hr working ( 6 x 60 / 50 ) : 7 hours
3. Welding :Length of welding as per data sheet : 560 m
For stich welding @ 2 hrs usage / shift & @ 15 electrodes / hr
( 578 + 79 ) x 8 / 15 / 2 : 175 hours
For run welding @ 6 hrs usage / shift & @ 15 electrodes / hr
( 5204 + 711 ) x 8 / 15 / 6 : 526 hours
Total : 701 hours
Deploy welding transformer for 701 hours.
Fuel / Energy charges @ 25 % hrs for stitch welding & @ 75 % hrs for run welding.
78

8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 20/21
GATE / HOIST AND ALLIED WORKS
( 175 x 0.25 + 526 x 0.75 ) : 438 hours
4. Planing SS plates for wheel / seal tracks :
For surface finishing of SS plates for wheel / seal tracks planing machine is considered.
Length of SS plate for surface finishing by planing machine : 26 Rm
Length of planing at a time for 4 m stroke planing machine : 3 Rm
Time for planing 3 m length section with 50 min / hour working : 8 hours
Time for planing 26 m SS plates ( 26 x 8 / 3 ) : 69 hours
5. Surface cleaning and painting :
Painting area for embedded parts at 10 sqm / tonne ( 9.088 x 10 ) : 91 sqm
1 coat of zinc rich epoxy primer 40 micron dry film each coat.
Quantity of primer paint for 91 sqm @ 9 sqm / ltr / coat : 10 ltr
4 coats of coal tar epoxy paint 100 micron dry film each coat.
Quantity of coal tar epoxy paint for 91 sqm @ 6 sqm / ltr / coat : 61 ltr
As surface cleaning by sand blasting is hazardous, it is proposed to adopt chemical treatment
to remove grease, rust, scaling etc., and to form phasphate coating to prevent further rusting
before applying primer painting.
Quantity of rust cleaner / inhibitor for 91 sqm @ 8 sqm / ltr : 12 ltr
6. Requirement of other machinery :
For drilling holes for anchor bolts use of drilling machine for 50 hours considered.
For grinding weld joints and edges requiring finishing use of grinding machine for 25 hours
considered.For handling of parts during fabrication and erection 8 t mobile crane for 4 hours and stationery
derric crane for 40 hours considered.
7. Requirement of work force :
Work component Foreman Helper /
Painter Cl-II
Cutting sections 127 hours 8 16 16 32
Drilling holes for anchors / supports 3 6 --- 6
Fbricating by stitch welding 175 hours 12 22 --- 44
Run welding 526 hours 7 --- 66 66
Erection of first stage anchors 5 10 --- 10
Erection of Sill beam / Tracks / Guide 2 4 --- 8
Erection of Breast wall liner 1 2 --- 4
Erection of groove liners 3 6 --- 12
Cleaning surface 91 sqm @ 15 sqm/day --- --- --- 6
Painting ( 5 x 91 ) sqm @ 15 sqm / day --- --- --- 36
Finishing / cleaning 1 2 --- 4
Total : 42 68 82 228
Note : a. It is assumed that all stitch welding will be done by fabricator. Hence, no separate provision
is considered for welder for stitch welding.
b. Workforce for painting 1 coat primer and 4 coats finishing paint consists of 30 Painters Cl-II
at 15 sqm / day and 6 helpers to assist painters. 8. Excise duty on supply :
Excise duty is applicable on supply of fabricated parts. The cost of materials is inclusive of all
taxes/ duties. Therefore, for purpose of rate analysis 75 percent of total cost excluding the cost
of materials ( assuming 25 % erection cost ) is considered for assessing excise duty.
9. Use rate of materials :
Cost of welding set @ Rs: 4500.00 / Each Rs: 4500.00
Life of welding set : 1000 hours
Use rate of welding set per hour ( cost / life ) Rs: 4.50
Erector /
Fabricator /
Marker / Gas cutter /
Welder
79

8/13/2019 Data Rates Gate Works 4
http://slidepdf.com/reader/full/data-rates-gate-works-4 21/21
GATE / HOIST AND ALLIED WORKS
Cost of gas cutting set @ Rs: 1500.00 / Each Rs: 1500.00
Life of gas cutting set : 600 hours
Use rate of gas cutting set per hr ( cost / life ) Rs: 2.50
RATE ANALYSIS UNIT : 9.088 tonne
A. MATERIALS:
Sl No Unit Amount
in Rs.
1 Structural steel
Angles / beams / channels / bars kg 1017.00 37.95 38595.15
Plates / flats kg 7617.00 40.00 304680.00
2 Stainless steel plate / flats kg 442.00 120.00 53040.00
3 MS bolts and nuts kg 240.00 55.00 13200.00
4 Oxygen gas cum 180.00 48.00 8640.00
5 Acetyline gas cum 60.00 258.00 15480.00
6 Welding electrodes ( general purpose ) Nos 578.00 6.00 3468.00
7 Welding electrodes ( low hydrogen ) Nos 5204.00 12.00 62448.00
8 Welding electrodes ( stainless steel ) Nos 790.00 43.00 33970.00
9 Zinc rich epoxy primer ltr 10.00 594.00 5940.00
10 Coal tar epoxy paint ltr 61.00 208.00 12688.00
11 Rust cleaner / inhibitor ltr 12.00 240.00 2880.0012 Use rate welding holder set Hour 701.00 4.50 3154.50
13 Use rate gas cutting torch set Hour 36.00 2.50 90.00
14 Wire brush Nos 2.00 30.00 60.00
15 Sundries LS 25.00 30.00 750.00
Total Rs: 559083.65
Add for small Tools and Plants @ 1% Rs: 5590.84
Add for Contractor's Profit @ 10% Rs: 55908.37
Add for Contractor's Overheads @ 5% Rs: 27954.18
Total cost of Materials : Rs: 648537.03
B. MACHINERY:
Sl No Unit Amount
in Rs.
1 Welding transformer Hour 701.00 12.00 8412.00
Fuel / Energy charges Hour 438.00 60.00 26280.00
2 Plate shearing machine Hour 7.00 62.00 434.00
Fuel / Energy charges Hour 7.00 100.00 700.00
Contd
B. MACHINERY ( Contd ) :
Sl No Unit Amount
in Rs.Contd
3 Pug cutting machine Hour 84.00 16.00 1344.00
Fuel / Energy charges Hour 84.00 3.00 252.00
4 Planing machine Hour 69.00 88.00 6072.00
Fuel / Energy charges Hour 69.00 75.00 5175.00
5 Mobile crane 8 t Hour 4.00 362.00 1448.00
Fuel / Energy charges Hour 4.00 495.00 1980.00
6 Stationery derric crane Hour 40.00 66.00 2640.00
Description
Perticulars
in Rs.
Quantity Rate
in Rs.
Quantity Rate
Description Quantity Rate
in Rs.


















