
DANEWS NEW PREHEATING FURNACE FOR HARDENING / SOAKING soaking furnace (SF) as of October 15, 2013. 2...
2
72 n November 2011, Vallourec Tubos do Brasil placed an order with Danieli Centro Combustion in consortium with the Brazilian company Interfor, to supply, install and commission a pre- heating furnace for austenitizing (PHF), and a soaking furnace for tempering (SF) for their plant at Barreiro (MG). Moreover, an existing hardening furnace (HF) and tempering furnace (TF) will be modified, adapting both to the new operating conditions. The new facilities will deliver a noticeable improvement to the austenitizing and tempering processes and a marked increase in production for the seamless tube heat-treatment line. Pre-heating and soaking furnaces are of walking-beam type and include all auxiliary equipment. These are rated for capacities up to 63.8 tph; a piece rate of 60 pipes/hour for 244.5 mm OD x 13.5 mm WT pipe sizes. A point of particular interest is the electrically driven lifting and travelling mechanism installed in both furnaces. Also, a set of wheels, levers and tie rods have been fitted to support the lifting and travelling frame. Each wheel group is connected through a tie rod to an eccentric wheel. Both the lifting and travelling movement are achieved by an electro-mechanical group consisting of eccentric wheels connected to gear reducers through shafts and a driving group (motors and gear boxes.) The proposed configuration for the PHF profile and combustion system will ensure safe and trouble-free pipe processing in all operating conditions, maximizing energy savings and allowing easy access to the main equipment for operation and maintenance purposes. In this design, waste gas recovered from the existing hardening furnace is blown at high speed into the furnace discharging and lateral walls. An ejector fan guarantees complete evacuation of the waste gas which, after passing through a new recuperator, is conveyed to a new stack. A set of burners guarantees correct and uniform pipe heating, even at high production rates when heat recovered from waste gas is insufficient for this task. To maximize pipe temperature homogeneity in the proposed SF furnace, indirect heating by means of re-circulating air pre- heated in external chambers installed on the furnace roof has been chosen. The concept of this furnace is to re-circulate a large volume of air/fumes inside the furnace chamber at uniform temperatures in order to equalize and maintain pipe temperature for the entire soaking time. The heating chambers are located on the furnace roof and provided with burners and re-circulation fans to heat and deliver the air/fumes mix into the furnace through distribution boxes. With the aim of increasing the flow speed and improving heat transfer, the base of the distribution boxes are provided NEW PREHEATING FURNACE FOR HARDENING / SOAKING at Vallourec Belo Horizonte, Brazil 1 Installation progress at soaking furnace (SF) as of October 15, 2013. 2 Pre-heating furnace (PHF). 3 PHF: Internal view of pipe discharging area during installation. Technical data for OCTG pipes processed Outer diameter 114.3 - 370 mm Wall thickness 5.0 -38 mm Length 6.0 - 14.3 m Pipe temperatures at furnace exit PHF furnace 350 - 450 °C Hardening 850 - 1,050 °C Tempering 500 - 750 °C SF furnace 500 - 800 °C 1
Transcript of DANEWS NEW PREHEATING FURNACE FOR HARDENING / SOAKING soaking furnace (SF) as of October 15, 2013. 2...
72
DANEWS
HEATING SYSTEMS
n November 2011,Vallourec Tubos do Brasilplaced an order with Danieli
Centro Combustion inconsortium with the Braziliancompany Interfor, to supply,install and commission a pre-heating furnace foraustenitizing (PHF), and asoaking furnace for tempering(SF) for their plant at Barreiro(MG). Moreover, an existinghardening furnace (HF) andtempering furnace (TF) will bemodi�ed, adapting both to thenew operating conditions.The new facilities will deliver anoticeable improvement to theaustenitizing and temperingprocesses and a markedincrease in production for theseamless tube heat-treatmentline.
Pre-heating and soakingfurnaces are of walking-beamtype and include all auxiliaryequipment. These are rated forcapacities up to 63.8 tph; apiece rate of 60 pipes/hour for244.5 mm OD x 13.5 mm WTpipe sizes.
A point of particular interest isthe electrically driven liftingand travelling mechanisminstalled in both furnaces.Also, a set of wheels, leversand tie rods have been �tted tosupport the lifting andtravelling frame.Each wheel group is connectedthrough a tie rod to aneccentric wheel.Both the lifting and travellingmovement are achieved by anelectro-mechanical group
consisting of eccentric wheelsconnected to gear reducersthrough shafts and a drivinggroup (motors and gear boxes.)
The proposed con�guration forthe PHF pro�le andcombustion system will ensuresafe and trouble-free pipeprocessing in all operatingconditions, maximizing energysavings and allowing easyaccess to the main equipmentfor operation and maintenancepurposes.In this design, waste gasrecovered from the existinghardening furnace is blown athigh speed into the furnacedischarging and lateral walls.An ejector fan guaranteescomplete evacuation of thewaste gas which, after passingthrough a new recuperator, isconveyed to a new stack. A setof burners guarantees correctand uniform pipe heating, evenat high production rates when
heat recovered from waste gasis insuf�cient for this task.
To maximize pipe temperaturehomogeneity in the proposedSF furnace, indirect heating bymeans of re-circulating air pre-heated in external chambersinstalled on the furnace roofhas been chosen.The concept of this furnace isto re-circulate a large volumeof air/fumes inside the furnacechamber at uniformtemperatures in order toequalize and maintain pipetemperature for the entiresoaking time. The heatingchambers are located on thefurnace roof and provided withburners and re-circulation fansto heat and deliver theair/fumes mix into the furnacethrough distribution boxes.With the aim of increasing the�ow speed and improving heattransfer, the base of thedistribution boxes are provided
NEW PREHEATING FURNACEFOR HARDENING / SOAKING at Vallourec Belo Horizonte, Brazil
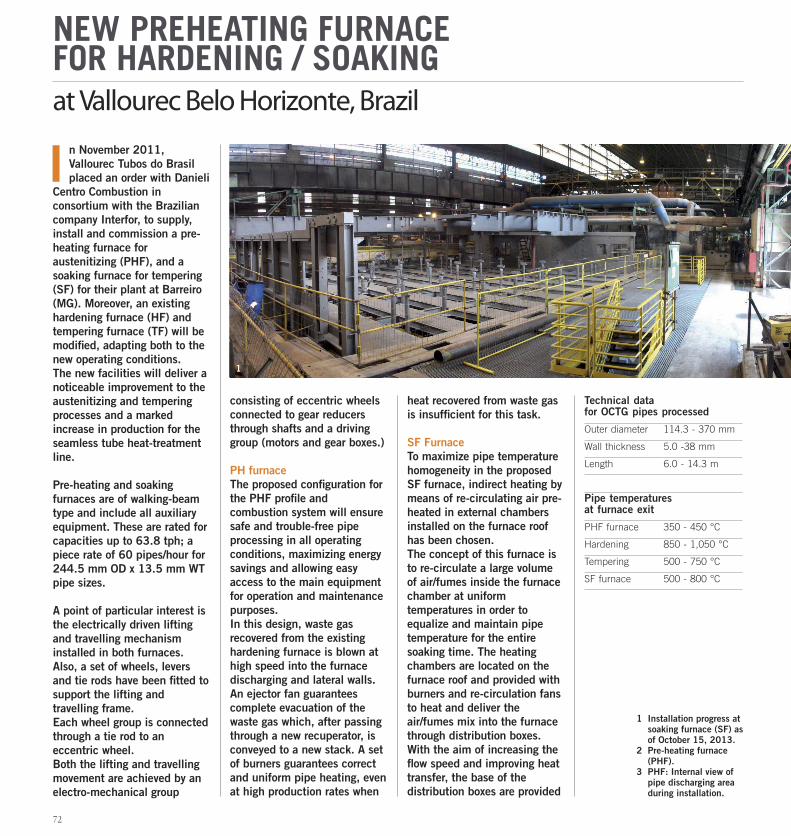
1 Installation progress atsoaking furnace (SF) asof October 15, 2013.
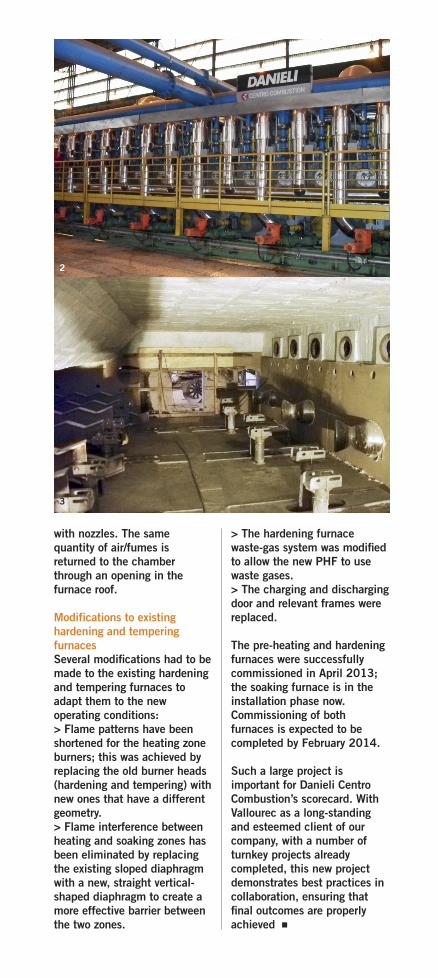
2 Pre-heating furnace(PHF).
3 PHF: Internal view ofpipe discharging areaduring installation.
Technical datafor OCTG pipes processed
Outer diameter 114.3 - 370 mm
Wall thickness 5.0 -38 mm
Length 6.0 - 14.3 m
Pipe temperaturesat furnace exit
PHF furnace 350 - 450 °C
Hardening 850 - 1,050 °C
Tempering 500 - 750 °C
SF furnace 500 - 800 °C
1
with nozzles. The samequantity of air/fumes isreturned to the chamberthrough an opening in thefurnace roof.
Several modi�cations had to bemade to the existing hardeningand tempering furnaces toadapt them to the newoperating conditions:> Flame patterns have beenshortened for the heating zoneburners; this was achieved byreplacing the old burner heads(hardening and tempering) withnew ones that have a differentgeometry.> Flame interference betweenheating and soaking zones hasbeen eliminated by replacingthe existing sloped diaphragmwith a new, straight vertical-shaped diaphragm to create amore effective barrier betweenthe two zones.
> The hardening furnacewaste-gas system was modi�edto allow the new PHF to usewaste gases.> The charging and dischargingdoor and relevant frames werereplaced.
The pre-heating and hardeningfurnaces were successfullycommissioned in April 2013;the soaking furnace is in theinstallation phase now.Commissioning of bothfurnaces is expected to becompleted by February 2014.
Such a large project isimportant for Danieli CentroCombustion’s scorecard. WithVallourec as a long-standingand esteemed client of ourcompany, with a number ofturnkey projects alreadycompleted, this new projectdemonstrates best practices incollaboration, ensuring that�nal outcomes are properlyachieved
3
2


















