Curing, Defects and Mechanical Performance of Fiber-Reinforced ...
UNIVERSIDAD POLIT ´ ECNICA DE MADRID ESCUELA T ´ ECNICA SUPERIOR DE INGENIEROS DE CAMINOS, CANALES Y PUERTOS Curing, Defects and Mechanical Performance of Fiber-Reinforced Composites TESIS DOCTORAL SILVIA HERN ´ ANDEZ RUEDA Ingeniera de Materiales Licenciada en F´ ısica 2013
Transcript of Curing, Defects and Mechanical Performance of Fiber-Reinforced ...

UNIVERSIDAD POLITECNICA DE MADRID
ESCUELA TECNICA SUPERIOR DE
INGENIEROS DE CAMINOS, CANALES Y PUERTOS
Curing, Defects and MechanicalPerformance of Fiber-Reinforced Composites
TESIS DOCTORAL
SILVIA HERNANDEZ RUEDA
Ingeniera de Materiales
Licenciada en Fısica
2013


Departamento de Ciencia de Materiales
Escuela Tecnica Superior de Ingenieros deCaminos, Canales y Puertos
Universidad Politecnica de Madrid
Curing, Defects and MechanicalPerformance of Fiber-Reinforced Composites
TESIS DOCTORAL
Silvia Hernandez RuedaIngeniera de Materiales
Licenciada en Fısica
Directores de Tesis
Carlos Daniel Gonzalez MartınezDr. Ingeniero de Caminos, Canales y Puertos
Javier LlorcaDr. Ingeniero de Caminos, Canales y Puertos
2013


A mi familia


Agradecimientos
En primer lugar, deseo expresar mi sincero agradecimiento a mis directores de tesis,
Carlos Gonzalez y Javier Llorca, por su dedicacion y ayuda durante la realizacion de este
trabajo, por compartir su experiencia y por todo el conocimiento transmitido.
Este agradecimiento se hace extensivo a mis companeros del Instituto IMDEA Materi-
ales por su ayuda y animos en numerosas ocasiones y por los buenos momentos compartidos
durante estos anos. En especial, a Vane, Katia y Natha por su apoyo, amistad y sobre
todo por su carino.
Tambien quiero expresar mi agradecimiento a Jon Molina y Federico Sket del Instituto
IMDEA Materiales por su ayuda durante el proyecto DEFCOM (6o Programa Marco) y
su dedicacion, tiempo y ayuda con el tomografo. Agradecimiento que hago extensivo a la
Technical University of Vienna (Austria) y FHOO Forschungs and Entwicklungs (Austria)
por su colaboracion, disposicion y ayuda en el ambito del proyecto DEFCOM. En especial
a Marta Rodriguez Hortala y Dietmar Salaberger por su interes, ayuda y ganas para sacar
adelante el proyecto.
Agradezco al Departamento de Ciencia de Materiales la colaraboracion y facilidades
recibidas durante la realizacion de la tesis.
Me gustarıa agradecer especialmente a mi familia su apoyo, paciencia y compresion
durante esta etapa.


Resumen
Tradicionalmente, la fabricacion de materiales compuestos de altas prestaciones se lleva
a cabo en autoclave mediante la consolidacion de preimpregnados a traves de la aplicacion
simultanea de altas presiones y temperatura. Las elevadas presiones empleadas en au-
toclave reducen la porosidad de los componentes garantizando unas buenas propiedades
mecanicas. Sin embargo, este sistema de fabricacion conlleva tiempos de produccion largos
y grandes inversiones en equipamiento lo que restringe su aplicacion a otros sectores ale-
jados del sector aeronautico. Este hecho ha generado una creciente demanda de sistemas
de fabricacion alternativos al autoclave. Aunque estos sistemas son capaces de reducir los
tiempos de produccion y el gasto energetico, por lo general, dan lugar a materiales con
menores prestaciones mecanicas debido a que se reduce la compactacion del material al
aplicar presiones mas bajas y, por tanto, la fraccion volumetrica de fibras, y disminuye el
control de la porosidad durante el proceso.
Los modelos numericos existentes permiten conocer los fundamentos de los mecanis-
mos de crecimiento de poros durante la fabricacion de materiales compuestos de matriz
polimerica mediante autoclave. Dichos modelos analizan el comportamiento de pequenos
poros esfericos embebidos en una resina viscosa. Su validez no ha sido probada, sin em-
bargo, para la morfolologıa tıpica observada en materiales compuestos fabricados fuera de
autoclave, consistente en poros cilındricos y alargados embebidos en resina y rodeados de
fibras continuas. Por otro lado, aunque existe una clara evidencia experimental del efecto
pernicioso de la porosidad en las prestaciones mecanicas de los materiales compuestos, no
existe informacion detallada sobre la influencia de las condiciones de procesado en la forma,
fraccion volumetrica y distribucion espacial de los poros en los materiales compuestos. Las
tecnicas de analisis convencionales para la caracterizacion microestructural de los mate-
riales compuestos proporcionan informacion en dos dimensiones (2D) (microscopıa optica
y electronica, radiografıa de rayos X, ultrasonidos, emision acustica) y solo algunas son
adecuadas para el analisis de la porosidad.
En esta tesis, se ha analizado el efecto de ciclo de curado en el desarrollo de los poros
durante la consolidacion de preimpregnados Hexply AS4/8552 a bajas presiones mediante
moldeo por compresion, en paneles unidireccionales y multiaxiales utilizando tres ciclos de

curado diferentes. Dichos ciclos fueron cuidadosamente disenados de acuerdo a la carac-
terizacion termica y reologica de los preimpregnados. La fraccion vloumetrica de poros,
su forma y distribucion espacial se analizaron en detalle mediante tomografıa de rayos X.
Esta tecnica no destructiva ha demostrado su capacidad para nalizar la microestructura de
materiales compuestos. Se observo, que la porosidad depende en gran medida de la evolu-
cion de la viscosidad dinamica a lo largo del ciclo y que la mayorıa de la porosidad inicial
procedıa del aire atrapado durante el apilamiento de las laminas de preimpregnado. En
el caso de los laminados multiaxiales, la porosidad tambien se vio afectada por la secuen-
cia de apilamiento. En general, los poros tenıan forma cilındrica y se estaban orientados
en la direccion de las fibras. Ademas, la proyeccion de la poblacion de poros a lo largo
de la direccion de la fibra revelo la existencia de una estructura celular de un diametro
aproximado de 1 mm. Las paredes de las celdas correspondıan con regiones con mayor
densidad de fibra mientras que los poros se concentraban en el interior de las celdas. Esta
distribucion de la porosidad es el resultado de una consolidacion no homogenea. Toda esta
informacion es crıtica a la hora de optimizar las condiciones de procesado y proporcionar
datos de partida para desarrollar herramientas de simulacion de los procesos de fabricacion
de materiales compuestos fuera de autoclave.
Adicionalmente, se determinaron ciertas propiedades mecanicas dependientes de la ma-
triz termoestable con objeto de establecer la relacion entre condiciones de procesado y las
prestaciones mecanicas. En el caso de los laminados unidireccionales, la resistencia inter-
laminar depende de la porosidad para fracciones volumetricas de poros superiores 1%. Las
mismas tendencias se observaron en el caso de GIIc mientras GIc no se vio afectada por la
porosidad. En el caso de los laminados multiaxiales se evaluo la influencia de la porosidad
en la resistencia a compresion, la resistencia a impacto a baja velocidad y la resistencia
a copresion despues de impacto. La resistencia a compresion se redujo con el contenido
en poros, pero este no influyo significativamente en la resistencia a compresion despues de
impacto ya que quedo enmascarada por otros factores como la secuencia de apilamiento o
la magnitud del dano generado tras el impacto.
Finalmente, el efecto de las condiciones de fabricacion en el proceso de compactacion
mediante moldeo por compresion en laminados unidireccionales fue simulado mediante el
metodo de los elementos finitos en una primera aproximacion para simular la fabricacion
de materiales compuestos fuera de autoclave. Los parametros del modelo se obtuvieron

mediante experimentos termicos y reologicos del preimpregnado Hexply AS4/8552. Los
resultados obtenidos en la prediccion de la reduccion de espesor durante el proceso de
consolidacion concordaron razonablemente con los resultados experimentales.


Abstract
Manufacturing of high performance polymer-matrix composites is normally carried out
by means of autoclave using prepreg tapes stacked and consolidated under the simultane-
ous application of pressure and temperature. High autoclave pressures reduce the porosity
in the laminate and ensure excellent mechanical properties. However, this manufactur-
ing route is expensive in terms of capital investment and processing time, hindering its
application in many industrial sectors. This fact has driven the demand of alternative out-
of-autoclave processing routes. These techniques claim to produce composite parts faster
and at lower cost but the mechanical performance is also reduced due to the lower fiber
content and to the higher porosity.
Corrient numerical models are able to simulate the mechanisms of void growth in
polymer-matrix composites processed in autoclave. However these models are restricted to
small spherical voids surrounded by a viscous resin. Their validity is not proved for long
cylindrical voids in a viscous matrix surrounded by aligned fibers, the standard morphology
observed in out-of-autoclave composites. In addition, there is an experimental evidence of
the detrimental effect of voids on the mechanical performance of composites but, there
is detailed information regarding the influence of curing conditions on the actual volume
fraction, shape and spatial distribution of voids within the laminate. The standard tech-
niques of microstructural characterization of composites (optical or electron microscopy,
X-ray radiography, ultrasonics) provide information in two dimensions and are not always
suitable to determine the porosity or void population. Moreover, they can not provide 3D
information.
The effect of curing cycle on the development of voids during consolidation of AS4/8552
prepregs at low pressure by compression molding was studied in unidirectional and multi-
axial panels. They were manufactured using three different curing cycles carefully designed
following the rheological and thermal analysis of the raw prepregs. The void volume frac-
tion, shape and spatial distribution were analyzed in detail by means of X-ray computed
microtomography, which has demonstrated its potential for analyzing the microstructural
features of composites. It was demonstrated that the final void volume fraction depended
on the evolution of the dynamic viscosity throughout the cycle. Most of the initial voids

were the result of air entrapment and wrinkles created during lay-up. Differences in the
final void volume fraction depended on the processing conditions for unidirectional and
multiaxial panels. Voids were rod-like shaped and were oriented parallel to the fibers and
concentrated in channels along the fiber orientation. X-ray computer tomography analy-
sis of voids along the fiber direction showed a cellular structure with an approximate cell
diameter of ≈ 1 mm. The cell walls were fiber-rich regions and porosity was localized at
the center of the cells. This porosity distribution within the laminate was the result of in-
homogeneous consolidation. This information is critical to optimize processing parameters
and to provide inputs for virtual testing and virtual processing tools.
In addition, the matrix-controlled mechanical properties of the panels were measured
in order to establish the relationship between processing conditions and mechanical per-
formance. The interlaminar shear strength (ILSS) and the interlaminar toughness (GIc
and GIIc) were selected to evaluate the effect of porosity on the mechanical performance
of unidirectional panels. The ILSS was strongly affected by the porosity when the void
contents was higher than 1%. The same trends were observed in the case of GIIc while GIc
was insensitive to the void volume fraction. Additionally, the mechanical performance of
multiaxial panels in compression, low velocity impact and compression after impact (CAI)
was measured to address the effect of processing conditions. The compressive strength
decreased with porosity and ply-clustering. However, the porosity did not influence the
impact resistance and the coompression after impact strength because the effect of porosity
was masked by other factors as the damage due to impact or the laminate lay-up.
Finally, the effect of the processing conditions on the compaction behavior of unidi-
rectional AS4/8552 panels manufactured by compression moulding was simulated using
the finite element method, as a first approximation to more complex and accurate models
for out-of autoclave curing and consolidation of composite laminates. The model param-
eters were obtained from rheological and thermo-mechanical experiments carried out in
raw prepreg samples. The predictions of the thickness change during consolidation were in
reasonable agreement with the experimental results.

Contents
List of Figures V
List of Tables XIII
1 Introduction 1
1.1 Fiber-reinforced Polymer Composites . . . . . . . . . . . . . . . . . . . . . 1
1.2 Manufacturing Defects in Composite Laminates . . . . . . . . . . . . . . . 2
1.3 Effect of Defects on Mechanical Performance . . . . . . . . . . . . . . . . . 4
1.4 Objectives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2 Consolidation and Curing of Thermoset Fiber-Reinforced Composites 11
2.1 Experimental Evidences . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.2.1 Resin Cure Kinetics . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
2.2.2 Resin Viscosity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
2.2.3 Fiber Bed Permeability and Elasticity . . . . . . . . . . . . . . . . 20
2.3 Flow-compaction modeling . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3 Materials and Cure Cycle Definition 35
3.1 AS4/8552 prepreg system . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
3.2 Cure Cycles Definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
I

Contents
3.2.1 Rheology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
3.2.2 Isothermal Viscosity Profiles . . . . . . . . . . . . . . . . . . . . . . 37
3.2.3 Dynamic Viscosity Profiles . . . . . . . . . . . . . . . . . . . . . . . 42
3.2.4 Definition of Cure Cycles . . . . . . . . . . . . . . . . . . . . . . . . 44
3.2.5 Thermal Characterization . . . . . . . . . . . . . . . . . . . . . . . 48
3.3 Manufacturing of Composite Laminates . . . . . . . . . . . . . . . . . . . . 53
3.3.1 Thermogravimetric Measurements . . . . . . . . . . . . . . . . . . . 54
4 Simulation of the Compaction Process 57
4.1 Bidimensional Finite Element Model . . . . . . . . . . . . . . . . . . . . . 57
4.1.1 Fiber bed constitutive equation . . . . . . . . . . . . . . . . . . . . 60
4.1.2 Fiber Bed Permeability . . . . . . . . . . . . . . . . . . . . . . . . . 63
4.1.3 Effect of the Temperature Cycle on the Compaction . . . . . . . . . 69
5 X-ray Computed Tomography Characterization of Defects 77
5.1 Non-Destructive Evaluation Techniques . . . . . . . . . . . . . . . . . . . . 77
5.2 X-ray Computed Tomography Fundamentals . . . . . . . . . . . . . . . . . 79
5.3 Characterization of Void Population . . . . . . . . . . . . . . . . . . . . . . 82
5.3.1 Unidirectional Laminates . . . . . . . . . . . . . . . . . . . . . . . . 83
5.3.2 Multiaxial Laminates . . . . . . . . . . . . . . . . . . . . . . . . . . 93
6 Mechanical Behavior 109
6.1 Unidirectional Laminates . . . . . . . . . . . . . . . . . . . . . . . . . . . . 110
6.1.1 Interlaminar Shear Strength (ILSS) . . . . . . . . . . . . . . . . . . 110
6.1.2 Mode I and II Interlaminar Toughness . . . . . . . . . . . . . . . . 118
6.2 Multiaxial Laminates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
6.2.1 Plain Compression . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
II

Contents
6.2.2 Low Velocity Impact . . . . . . . . . . . . . . . . . . . . . . . . . . 130
6.2.3 Compression After Impact (CAI) . . . . . . . . . . . . . . . . . . . 139
7 Conclusions and Future Work 143
7.1 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143
7.2 Future Work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 145
Appendices 146
A Mathematica Input for Unidimensional Compaction 149
B Abaqus Input for Unidimensional Compaction 155
Bibliography 161
III

IV

List of Figures
1.1 Interlaminar shear strength as a function of void content for carbon fab-
ric/epoxy laminates Costa et al. (2001). . . . . . . . . . . . . . . . . . . . . 5
1.2 Interlaminar shear strength as a function of void content for carbon fab-
ric/bismaleimide laminates Costa et al. (2001). . . . . . . . . . . . . . . . . 6
1.3 Influence of the void content on the (a) longitudinal and (b) transverse
tensile strength for [0]16 unidirectional carbon/epoxy composites T2H 132
300 EH (A) (Hexcel) and R922 12K (Ciba) (B) Olivier et al. (1995). . . . . 7
1.4 Effect of vacuum pressure on void volume fraction and fatigue life at σmax =
0.8 Chambers et al. (2006). . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.1 Possible resin flow patterns, Dusi et al. (1987): a) Normal to the laminate,
b) Parallel to the plies, c) Mixed flow. . . . . . . . . . . . . . . . . . . . . . 12
2.2 Compaction processes. a) resin flow normal to the laminate. b) Resin flow
parallel to the plies. c) Mixed resin flow normal and parallel to the plies. . 13
2.3 Thickness of individual plies of AS4/3501-6 laminates after autoclave curing.
nc stands for the final number of compacted plies Cambell et al. (1985). . . 14
2.4 Representative curing time-temperature-transformation diagram of a ther-
moset polymer, Berglund & J.M. Kenny (1991). . . . . . . . . . . . . . . . 16
2.5 Evolution of viscosity as a function of α and temperature . . . . . . . . . . 19
2.6 Pressure carried by the fibers as a function of the fiber volume fraction,
Gutowski et al. (1986). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
V

LIST OF FIGURES
2.7 Normalized effective stress σ′/[A0/(16π3
β2
E)] (Equation 2.19) vs. fiber volume
fraction for different maximum fiber volume fraction, Va, Gutowski et al.
(1986). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2.8 Load-displacement curve for the load-hold test method for AS4/3501-6 com-
posite prepreg, Hubert & Poursartip (2001). . . . . . . . . . . . . . . . . . 26
2.9 Schematic showing the geometry and the deforming coordinate system of a
control volume. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
2.10 Boundary conditions and material properties inputs for run R1 . . . . . . . 30
2.11 Simulation results for (a) resin pressure evolution and (b) fiber effective
stress as a function of consolidation time. . . . . . . . . . . . . . . . . . . . 32
2.12 Evolution of compaction displacement as a function of time. . . . . . . . . 33
3.1 Gel point of the AS4/8552 prepreg under isothermal conditions at (a) 110C,
(b) 120C, (c) 140C, (d) 160C, (e) 170C and (f) 180C. . . . . . . . . . 40
3.2 Storage (G′) and loss moduli (G′′) of AS4/8552 prepreg at 120C. . . . . . 41
3.3 Minimum complex viscosity, η∗min, and gel time, tgel, under isothermal con-
ditions for the AS4/8552 prepreg. . . . . . . . . . . . . . . . . . . . . . . . 41
3.4 Isothermal viscosity profiles of AS4/8552 prepreg. . . . . . . . . . . . . . . 42
3.5 Dynamic complex viscosity profiles of the AS4/8552 prepregs at different
heating rates. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
3.6 Viscosity measurements of 8552 epoxy resin and of S2/8552 prepregs Boswell
(2000). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
3.7 Temperature profile of the cure cycles used to process AS4/8552 composite
prepregs and the corresponding evolution of the complex viscosity, η∗, during
the (a) cycle C-1, (b) cycle C-2 and (c) cycle C-3. . . . . . . . . . . . . . . 46
3.8 Gel point of the AS4/8552 prepreg subjected to different cure cycles (a)
cycle C-1, (b) cycle C-2 and (c) cycle C-3. . . . . . . . . . . . . . . . . . . 48
3.9 MDSC Q200 (TA Instruments). . . . . . . . . . . . . . . . . . . . . . . . . 49
VI

LIST OF FIGURES
3.10 Heat flow of the AS4/8552 prepreg as a function of temperature and heating
rate (5, 8 and 10C/min). . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.11 Residual reaction heat of AS4/8552 prepreg after curing cycles C-1, C-2, C-3. 50
3.12 Glass transition temperature of AS4/8552 prepreg after curing cycles C-1,
C-2, C-3 at onset. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
3.13 Evolution of the degree of cure of the AS4/8552 prepreg. Predictions from
Williams and Hubert model for curing cycles C-1, C-2, C-3 and experimental
results of curing cycle C-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
3.14 Staking and packing process of unidirectional laminates. . . . . . . . . . . 54
3.15 Mass loss of AS4/8552 unidirectional laminates a function of temperature. 55
3.16 Mass loss of AS4/8552 multiaxial clustered laminates as a function of tem-
perature (a) dispersed laminate [45o/0o/-45o/90o]3s and (b) clustered lami-
nate [45o
3/0o
3/-45o
3/90o
3 ]s. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
4.1 Resin bleeding during compression molding of a unidirectional panel. Fibers
run horizontally and resin bleeding only occurred along the borders perpen-
dicular to the fibers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
4.2 Sketch and representative section of the panel for the finite element model. 59
4.3 a) Testing rig used for the compaction tests, b) Evolution of the laminate
temperature. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
4.4 Estimated compaction curve for the AS4/8552 prepreg. . . . . . . . . . . . 63
4.5 Linear fit according to Equation 4.6 of the logarithmic viscosity vs. 1/T at
8C/min and 10C/min. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
4.6 Non-linear fit according to Equation 2.12 of the viscosity vs. degree of cure
α at 130 and 160C. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
4.7 Evolution of the complex viscosity with cure time: a) 120C, b) 140C, c)
160C and d) 180C. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
4.8 Viscosity profiles for curing cycle (a) C-1, (b) C-2 and (c) C-3. . . . . . . . 71
VII

LIST OF FIGURES
4.9 Numerical simulation of compaction strain as a function of the curing time
for curing cycles C-1, C-2 and C-3 . . . . . . . . . . . . . . . . . . . . . . . 71
4.10 Numerical predictions of the evolution of the hydraulic conductivity as a
function of the curing time for curing cycles (a) C-1, (b) C-2 and (c) C-3,
element 501 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
4.11 Evolution of the (a) pore pressure (Pr) and (b) effective stress (σ′) along
width of the laminate for curing cycle C-2 . . . . . . . . . . . . . . . . . . 75
5.1 Schematic of a X-ray tomography system. . . . . . . . . . . . . . . . . . . 80
5.2 Principle of tomography and illustration of the Fourier slice theorem. . . . 81
5.3 Nanotom 160NF tomograph. . . . . . . . . . . . . . . . . . . . . . . . . . . 82
5.4 X-ray microtomography cross-section of the raw prepreg perpendicular to
the fiber tows. Matrix appears as light gray regions, fibers tows as dark
gray regions and pores are black. . . . . . . . . . . . . . . . . . . . . . . . 83
5.5 (a) OM montage of a cross-section of the composite panel manufactured with
cure cycle C-1. (b) XCT slice of the same cross-section with 4 µm/voxel
resolution. (c) Idem as (b) with 11 µm/voxel resolution. (d) Average of all
the slices along the fiber direction with 4 µm/voxel resolution. (e) Idem as
(d) with 11 µm/voxel resolution. Regions with a large volume fraction of
interply voids are marked with an ellipse. . . . . . . . . . . . . . . . . . . . 84
5.6 (a) X-ray microtomography of void spatial distribution in the uniaxial com-
posite panels manufactured according to the curing cycles C-1, C-2 and C-3.
(b) Typical rod-like void together with its equivalent cylinder. . . . . . . . 86
5.7 Definition of the elongation factor and flatness ratio of individual voids. . . 87
5.8 Elongation factor of individual voids for the different cure cycles. . . . . . . 88
5.9 Dynamic evolution of the complex viscosity, η∗, of unidirectional AS4/8552
composite prepreg at the processing window region. . . . . . . . . . . . . . 89
5.10 Distribution of porosity across the width (Y axis) of the AS4/8552 unidirec-
tional laminates. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
VIII

LIST OF FIGURES
5.11 Averaging gray values of X-ray absorption of the composite panel along the
fiber axis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
5.12 Average X-ray absorption of composite panel along the fiber (Z axis). Black
zones stand for low density sections (pores), while white zones represent
high density sections (fibers). Gray zones stand for matrix-rich regions. . . 92
5.13 Void distribution through the thickness of the laminate (X axis). . . . . . . 93
5.14 X-ray microtomography of void spatial distribution in the quasi-isotropic
[453/03/-453/903]s composite panel manufactured following the curing cycle
C-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
5.15 Void density (expressed as the number of voids per mm3) as a function
of the orientation of the major axis of the equivalent ellipsoid for the (a)
[45/0/-45/90]3s dispersed quasi-isotropic laminates and (b) [453/03/-453/903]s
clustered quasi-isotropic laminates processed with different cure cycles. . . 96
5.16 Distribution of porosity along the width (Y axis) for AS4/8552 multiaxial
panels (a) dispersed ([45/0/-45/90]3s), (b) clustered ([453/03/-453/903]s). . 97
5.17 (a) Distribution of porosity along the width (Y axis) in a single cluster
of three plies with fibers parallel to Z direction in the [453/03/-453/903]s
laminate manufactured according curing cycle C-3. (b) Average X-ray ab-
sorption of composite panel along the fiber (Z axis) of a single cluster of
plies. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
5.18 Void distribution through the thickness of the multiaxial panels (a) dispersed
([45/0/-45/90]3s), (b) clustered ([453/03/-453/903]s). . . . . . . . . . . . . . 100
5.19 Dimensions of (a) major axis, (b) medium axis and (c) minor axis of indi-
vidual voids for dispersed panels [45/0/-45/90]3s manufactured with curing
cycles C-1, C-2 and C-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
5.20 Dimensions of (a) major axis, (b) medium axis and (c) minor axis of individ-
ual voids for clustered panels [453/03/-453/903]s manufactured with curing
cycles C-1, C-2 and C-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
5.21 Flatness ratio as a function of the void volume for different laminate ply
clustering stacking sequences cured using cycle C-3. . . . . . . . . . . . . . 105
IX

LIST OF FIGURES
5.22 Elongation factor as a function of the void volume for different laminate ply
clustering stacking sequences cured using cycle C-3. . . . . . . . . . . . . . 105
5.23 (a) Major axis, (b) medium axis and (c) minor axis dimensions of individ-
ual voids for panels manufactured with curing cycle C-3 and different lam-
inate lay-ups: multiaxial dispersed ([45/0/-45/90]3s), multiaxial clustered
([453/03/-453/903]s) and unidirectional ([0]10). . . . . . . . . . . . . . . . . 107
6.1 Three point bending fixture. . . . . . . . . . . . . . . . . . . . . . . . . . . 110
6.2 ILSS load-displacement curves. . . . . . . . . . . . . . . . . . . . . . . . . 111
6.3 Interlaminar shear strength of the unidirectional AS4/8552 composite lam-
inates as a function of void content. . . . . . . . . . . . . . . . . . . . . . . 112
6.4 Scanning electron micrograph of the fracture surface of a coupon tested to
measure the ILSS; showing serrated feet for the laimate cured using cycle C-3.113
6.5 Scanning electron micrographs of the fracture surfaces of coupons tested to
measure the ILSS. (a) Cure cycle C-2. (b) Cure cycle C-3. . . . . . . . . . 114
6.6 Cusp formation mechanism Greenhald (2009) . . . . . . . . . . . . . . . . 115
6.7 (a) Load-indentation depth curves corresponding to pyramidal indentation
tests of the resin processed with cure cycles C-2 and C-3, displaying identical
behavior. (b) Array of indentations in one of the resin pockets is shown in
the 30× 30 µm SPM image. . . . . . . . . . . . . . . . . . . . . . . . . . . 116
6.8 (a) Load-fiber displacement curves corresponding to fiber push-in tests in
laminates processed with cure cycles C-2 and C-3. The arrow indicates the
critical load for interfacial debonding, which was the same in both cases. (b)
SPM image showing one fiber debonded from the matrix after the push-in
test. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117
6.9 X-ray tomograms of the cross-section of coupons tested to measure the ILSS
for cure cycles C-1, C-2, C-3. . . . . . . . . . . . . . . . . . . . . . . . . . . 118
6.10 (a) Sketch of the DCB specimens to measure GIc. (b) Typical load-cross
head displacement curve. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119
X

LIST OF FIGURES
6.11 Load-cross head displacement curves for GIc for cure cycle (a) C-1, (b) C-2
and (c) C-3 of the unidirectional AS4/8552 laminates. . . . . . . . . . . . . 121
6.12 Mode I interlaminar fracture toughness, GIc, of the unidirectional [0]10
AS4/8552 laminates as a function of void content. . . . . . . . . . . . . . . 121
6.13 (a) Sketch of the specimens to measure GIIc. (b) Typical load-cross head
displacement curve. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
6.14 Load-cross head displacement curves of the GIIc test of AS4/8552 laminates
(a) cycle C-1, (b) cycle C-2 and (c) cycle C-3. . . . . . . . . . . . . . . . . 124
6.15 Interlaminar fracture toughness GIIc of the unidirectional AS4/8552 lami-
nates as a function of void content. . . . . . . . . . . . . . . . . . . . . . . 124
6.16 Scanning electron micrograph of the fracture surface of coupons tested to
measure GIIc of unidirectional panels cured following cycle C-3. . . . . . . 125
6.17 Compression IITRI fixture. . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
6.18 Compressive strength of the multiaxial AS4/8552 laminates as a function of
void content. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
6.19 (Fracture mechanisms in compression of multiaxial laminates manufactured
using curing cycle C-2. a) dispersed stacking sequence [45/0/-45/90]3s (b)
clustered stacking sequence [453/03/-453/903]s. . . . . . . . . . . . . . . . . 130
6.20 Drop weight apparatus. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
6.21 Load vs. time curves of multiaxial AS4/8552 laminates subjected to low
velocity impact (a) cure cycle C-1, (b) cure cycle C-2 and (c) cure cycle C-3. 133
6.22 Load vs. time curves of multiaxial [45/0/-45/90]3s AS4/8552 laminates sub-
jected to low velocity impact for curing cycles C-1, C-2 and C-3. . . . . . . 133
6.23 Load vs. time curves of multiaxial [453/03/-453/903]s AS4/8552 laminates
subjected to low velocity impact for curing cycles C-1, C-2 and C-3. . . . . 134
6.24 Results of the C-scan inspections of multiaxial AS4/8552 laminates sub-
jected to low-velocity impact: (a) [453/03/-453/903]s, (b) [45/0/-45/90]3s. . 135
XI

LIST OF FIGURES
6.25 Damage mechanisms of multiaxial laminates subjected to low velocity im-
pact. 3D view of the impacted area (a) stacking sequence [453/03/-453/903]s
and (b) stacking sequence [45/0/-45/90]3s. . . . . . . . . . . . . . . . . . . 137
6.26 Damage mechanisms of multiaxial laminates subjected to low velocity im-
pact. Cross-section under the impact (a) stacking sequence [453/03/-453/903]s
and (b) stacking sequence [45/0/-45/90]3s. . . . . . . . . . . . . . . . . . . 138
6.27 Conical distribution of delaminations within the laminate after low-velocity
impact (a) stacking sequence [453/03/-453/903]s and (b) stacking sequence
[45/0/-45/90]3s. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139
6.28 Compression after impact fixture. . . . . . . . . . . . . . . . . . . . . . . . 140
6.29 Compressive strength after impact of multiaxial AS4/8552 laminates with
different stacking sequence. . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
XII

List of Tables
1.1 Interlaminar delamination toughness for void free and voided laminates with
a volume fraction of voids of 5% Asp & Brandt (1997). . . . . . . . . . . . 8
3.1 Gel time of the AS4/8552 prepregs after consolidation following cure cycles
C-1, C-2 and C-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
3.2 Residual heat of reaction, ∆Hres, degree of cure, α, and onset glass transition
temperature, Tg, of unidirectional AS4/8552 composite panels manufactured
with different curing cycles. . . . . . . . . . . . . . . . . . . . . . . . . . . 51
3.3 Constants of the Williams and Hubert kinetic model. . . . . . . . . . . . . 52
3.4 Lay up of the manufactured panels. . . . . . . . . . . . . . . . . . . . . . . 54
4.1 Final compaction and bleeding strains. . . . . . . . . . . . . . . . . . . . . 62
4.2 Paramenters A and B for Kenny’s model. . . . . . . . . . . . . . . . . . . . 65
4.3 Compaction strains of unidirectional [0]10 laminates subjected o different
curing cycles at 2 bars of pressure. . . . . . . . . . . . . . . . . . . . . . . 69
4.4 Simulation and experimental results of the vertical strain at the end of the
curing cycle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
4.5 Predicted and experimental mass loss for curing cycles C-1, C-2, C-3 . . . 72
5.1 Volume fraction of voids, Vf , void flatness ratio, f , and average distance
between sections with high porosity along the panel width (Y axis), ∆d, as
a function of the cure cycle for AS4/8552 unidirectional laminates. . . . . . 88
XIII

LIST OF TABLES
5.2 Volume fraction of voids, Vf , as a function of the cure cycle and ply-clustering
for AS4/8552 composite panels manufactured with different curing cycles. . 95
6.1 Interlaminar shear strength of [0]10 laminates. The average values and stan-
dard deviation were obtained from 5 tests for each condition. . . . . . . . . 111
6.2 Resin hardness, H, and critical load for fiber-matrix interfacial debonding,
Pc, as determined from nanoindentation tests. . . . . . . . . . . . . . . . . 116
6.3 Compressive modulus (Ec) and compressive strength (σc) of multiaxial lam-
inates processed using different curing cycles. . . . . . . . . . . . . . . . . . 128
6.4 Elastic and dissipated energies during low velocity impact of multiaxial
AS4/8552 panels. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134
6.5 Projected delamination areas of multiaxial AS4/8552 panels with different
lay-up after low velocity impact. . . . . . . . . . . . . . . . . . . . . . . . . 136
6.6 Compression after impact strength of multiaxial AS4/8552 laminates with
different stacking sequence. . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
XIV

Chapter 1
Introduction
1.1 Fiber-reinforced Polymer Composites
Fiber-reinforced polymer-matrix composites (FRPs) are nowadays extensively used in
structural elements due to their high specific stiffness and strength. FRPs are constituted
by high performance fibers (carbon, glass, aramid, etc.) embedded in a thermoset matrix
and they are normally provided in the form of prepregs semifinishied products. Prepreg
sheets consist of a fabric impregnated with resin maintained in a pre-gelled state. Laminates
are formed by stacking (manually or automatically) individual prepreg sheets that are
consolidated by the simultaneous application of pressure and temperature. The external
applied pressure impedes the growth of voids during curing and even leads to the collapse
of air bubbles, giving rise to materials with very low porosity and excellent mechanical
properties, as required by aerospace and sports industries. Traditionally, the consolidation
process is carried out in autoclave which is an expensive manufacturing route in terms
of capital investment and processing time, limiting the expansion of composite materials
to other industrial sectors. These limitations act as driving forces to look for alternative
out-of-autoclave processing routes (OOA), including, among others, the use of prepregs in
1

1.2 Manufacturing Defects in Composite Laminates
a standard resin transfer molding process (SQRTM), replacing pressurized gas by a fluid
with a high thermal inertia to reduce the curing time (QUICKSTEP) Griffiths & Noble
(2004), or the development of special low temperature cure prepregs that can be cured in
standard ovens. These techniques are able to produce composite parts faster but it should
be noted that they do not often obtained the mechanical properties achieved by autoclave
processing due to the lower fiber content and to the presence of voids.
1.2 Manufacturing Defects in Composite Laminates
Defects are introduced in the composite laminates in all manufacturing processes, al-
though the size and frequency of each type depends upon the processing cycle. Typical
defects found in thermoset composite parts as a result of the manufacturing conditions are:
• Porosity (voids) due to volatile resin components or to trapped air bubbles.
• Foreign bodies (for example backing paper of the prepreg sheets).
• Incorrect fibre volume fraction due to excess or insufficient resin. Slight local varia-
tions of volume fraction are always present but large differences from specifications
may be caused by inappropriate processing conditions.
• Bonding defects. Components may be bonded together (e.g. panels and stringers)
during manufacturing and defects in the bondline occur due to incorrect cure condi-
tions for the adhesive or contamination of the surfaces to be bonded.
• Fibre misalignment and fiber waviness. Waviness is detrimental for the mechanical
performance of the material (particularly in compression).
• Ply misalignment caused b errors during lay-up of the laminate plies. Ply misalign-
ment alters the overall stiffness and strength of the laminate and may cause warping
during cure.
• Incompletely cured matrix due to incorrect curing cycle or faulty material.
• Ply cracking. Thermally-induced cracks occur with certain ply lay-ups due to the
differences in the thermal expansion coefficient of the plies.
2

1.2 Manufacturing Defects in Composite Laminates
• Delaminations are planar defects usually at ply boundaries. They are not typical dur-
ing manufacturing but may be produced by contamination during lay-up, machining
or impact damage (e.g. tool drops).
• Fiber defects are one of the ultimate limiting factors in determining strength of
composites, and sometimes faulty fibers can be identified as the sites from which
damage was initiated.
The most important manufacturing defect in composite laminates is porosity. Many
of the other defects occur more rarely and always lead to porosity formation. Resin flow
governed by pressure gradients in the laminate play a critical role in void formation and
migration. Understanding the flow-compaction mechanisms during manufacturing is the
key to control the porosity of composite parts.
The control of thermoset prepregs manufacturing require the understanding of the resin
rheological properties during curing as well as of the cure kinetics. The final quality of the
laminate will depend on the competion of resin flow and cure reactions. Low viscosity of
the resin is required to impregnate adequately the fiber preform and this is favored by an
adequate temperature cycle design. Increasing temperature accelerates the cure reactions
and hinders the void migration mechanisms. Rheological analysis has been used to study
the cure process of epoxy resins Berglund & J.M. Kenny (1991), Wang et al. (1997) and
epoxy prepregs Simon & Gillham (1993) and is essential for the optimization of composite
processing.
The mechanics of prepreg compaction in autoclave was pioneered by Springer and co-
workers Loos & Springer (1983), Tang et al. (1987) starting from the consolidation theory
developed for soil mechanics Terzaghi (1943). These authors described the resin flow
through the composite following Darcy’s flow theory in a porous medium, and determined
the laminate compaction sequence. The external pressure was first supported by the resin
and pressure was transferred to the fiber bed as bleeding progressed through the laminate
surfaces. This process continued until the composite reached the maximum compaction of
the reinforcement and all the resin excess was expelled.
Air bubbles are always present in the raw prepreg due to deficient fiber impregnation
during prepreg manufacturing. In addition, voids are also introduced during the prepa-
ration of the laminate kit. The stability of voids as a function of the temperature and
3

1.3 Effect of Defects on Mechanical Performance
pressure has been extensively studied by Kardos et al. Kardos et al. (1986), who consid-
ered the effects of the resin viscosity and of the resin-void surface tension. They developed
a model for void growth which was successfully applied to predict the evolution of voids
in thermoset composites Ledru et al. (2010), Grunenfelder & Nutt (2010). Although these
models provide the essentials of the mechanics of void growth in polymers, they are re-
stricted to small spherical voids embebed in a viscous resin. Their validity is not proved
for long cylindrical voids, the standard morphology observed unidirectional fiber reinforced
composites. In addition, although there are many references in the scientific literature re-
garding the detrimental effect of voids on the mechanical performance of composites Bowles
& Frimpong (1992), Costa et al. (2001), Wisnom et al. (1996), there is still a lack of infor-
mation regarding the influence of curing conditions on the actual volume fraction, shape
and spatial distribution of voids within the laminate.
1.3 Effect of Defects on Mechanical Performance
The effect of voids on the mechanical properties of composites has been the object
of many investigations. The results show that fiber-dominated mechanical properties are
not significantly influenced by voids Olivier et al. (1995), Bureau & Denault (2004), while
matrix-dominated properties are strongly dependent on their presence. Reduction in in-
terlaminar shear strength Olivier et al. (1995), Wisnom et al. (1996), Costa et al. (2001),
compressive strength Suarez et al. (1996), Cinquin et al. (2007) tensile transverse strength
Olivier et al. (1995), Varna et al. (1995), bending Olivier et al. (1995), Hagstrand et al.
(2005), fatigue Bureau & Denault (2004), Almeida & Nogueira Neto (1994), Chambers
et al. (2006) and fracture toughness Asp & Brandt (1997), Rizov (2006) have been re-
ported in the literature.
The effect of void content on interlaminar shear strength (ILSS) was investigated by
Wisnom et al. (1996) using glass/epoxy and carbon/epoxy UD laminates and by Costa
et al. (2001) using carbon/epoxy and carbon/bismaleimide woven laminates. Both studies
reported a reduction between 8% and 33% depending on the void content ranging from
1.1 to 5.6%, Fig. 1.1 and 1.2. The reduction in the interlaminar shear strength with the
void content was justified in both cases on the basis that crack nucleation starts from
the voids, according to Scanning Electron Microscopy (SEM) observations on the broken
4

1.3 Effect of Defects on Mechanical Performance
samples. SEM observations showed that the void location was strongly dependent on the
specific matrix system. In the case of epoxy resin, the voids were preferentially located at
the crossing point of the woven fibre tows, while they were typically found at interface of
woven fibre tows in the carbon/bismaleimide laminates.
1 2 3 4 5 65 0
5 5
6 0
6 5
7 0
7 5
8 0
ILSS (
MPa)
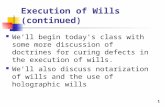
V o i d s c o n t e n t ( % )Figure 1.1: Interlaminar shear strength as a function of void content for carbon fab-
ric/epoxy laminates Costa et al. (2001).
Olivier et al. (1995) analyzed the effect of curing cycle pressure on the porosity of
carbon/epoxy UD laminates and reported a similar reduction in the ILSS with void contents
in the range 0.3 and 10%. The effect of voids on the longitudinal and transverse tensile
properties were also investigated by these authors. They noticed that the longitudinal
modulus as well as the longitudinal tensile strength (fiber-dominated properties) were not
affected by the porosity, Fig. 1.3. However, the transverse properties (which are matrix-
controlled) were found to be extremely sensitive to the presence of defects with a reduction
of 10% and 30%, respectively, for a void contents of 0.3 and 10% respectively, Fig. 1.3. The
shape and size of the voids was characterized by means of optical microscopy and image
analysis for different curing cycles. Void shape was assessed from three different sections of
the same void obtained from at least three parallel cut planes spaced ≈ 10 µm apart. For a
given void content, the specimens with the largest voids showed a reduction in the bending
5

1.3 Effect of Defects on Mechanical Performance
1 . 0 1 . 5 2 . 0 2 . 5 3 . 0 3 . 55 5
6 0
6 5
7 0
7 5
8 0ILS
S (MP
a)
V o i d s c o n t e n t ( % )Figure 1.2: Interlaminar shear strength as a function of void content for carbon fab-
ric/bismaleimide laminates Costa et al. (2001).
modulus three times larger (15%) than those with small defects (5%). The influence of
void content on the bending properties was also investigated by Hagstrand et al. (2005)
for UD glass fibre reinforced polypropylene composites. As in case of Olivier et al. (1995),
they found a reduction in both flexural modulus and bending strength of 20% and 28%,
respectively, for a void content of 14%.
Suarez et al. (1996) investigated the effect of void content on the compressive strength
of UD carbon/epoxy laminates. They found a roughly linear correlation between void
content and compressive strength, with a reduction of about 40% for a volume fraction
of 4% of voids. Lower influence of porosity was found by Cinquin et al. (2007) for quasi
isotropic carbon/epoxy laminates with a the reduction in the compressive strength of 14%
for a void content of 11%.
Asp & Brandt (1997) investigated the effects of pores and voids on the interlaminar
delamination toughness of carbon/epoxy laminates, by means of static Mode I, Mode II
and mixed mode fracture tests, Table 1.1. The results were inconclusive due to the large
scatter.
6

1.3 Effect of Defects on Mechanical Performance
0 2 4 6 8 1 0 1 2
7 0
8 0
9 0
1 0 0 C o m p o s i t e A C o m p o s i t e B
( b )
Transv
erse te
nsile s
trengt
h (%)
V o i d c o n t e n t ( % )
0 2 4 6 8 1 0 1 28 5
9 0
9 5
1 0 0Lo
ngitu
dinal
tensile
stren
gth (%
)
V o i d c o n t e n t ( % )
C o m p o s i t e A C o m p o s i t e B
( a )
Figure 1.3: Influence of the void content on the (a) longitudinal and (b) transverse
tensile strength for [0]16 unidirectional carbon/epoxy composites T2H 132 300 EH (A)
(Hexcel) and R922 12K (Ciba) (B) Olivier et al. (1995).
7

1.3 Effect of Defects on Mechanical Performance
GC (J/m2) GC (J/m2)
Test method Void free laminate Voided laminate
Mode I 229.0± 17.8 239.8± 9.7
Mode II 883.1± 117.5 811.3± 57
Mixed Mode 478.8± 43.7 454.5± 70.3
Table 1.1: Interlaminar delamination toughness for void free and voided laminates with
a volume fraction of voids of 5% Asp & Brandt (1997).
Olivier et al. (1995) found that Mode I fracture toughness depend very much on the
void volume fraction. They reported a reduction of 22% in GIC for a void content of 5%.
Fatigue properties were in general more affected by the void content than static prop-
erties. Almeida & Nogueira Neto (1994) carried out four-point bending tests on [0/90]12
carbon/epoxy laminates and found that the static strength was not influenced by a void
content of 3% but had a detrimental effect on fatigue strength. Cyclic bending results Bu-
reau & Denault (2004) for continuous glass fibre/polypropylene woven composites showed
that different void contents led to a shift of the S-N curves without changing their slope,
indicating a reduction of fatigue life with increasing void content. The damage evolution
under bending fatigue was also investigated by Chambers et al. (2006) for UD carbon fibre
composites. They noticed that the fatigue life changed from 2000 to 106 cycles by varying
the void content from 1.6% to 3.1%, Fig. 1.4. The authors concluded that the voids played
a fundamental role in the fatigue life when they were located in the inter-ply region where
delamination occurred.
Rizov (2006) investigated the influence of voids on the Mode I fatigue behavior of glass
fiber reinforced polypropylene plates manufactured by injection molding. An increase in the
void content resulted in higher crack propagation rates. A limited influence was, however,
reported for void volume fractions below 1%, whereas higher void contents (up to 7%)
induced significant reductions in the fatigue crack propagation threshold and fatigue crack
growth resistance.
8

1.4 Objectives
Figure 1.4: Effect of vacuum pressure on void volume fraction and fatigue life at σmax =
0.8 Chambers et al. (2006).
1.4 Objectives
Traditionally, the manufacturing of high performance polymer-matrix composites is
carried out by means of autoclave systems using prepreg tapes stacked and consolidated
under the simultaneous application of pressure and temperature. High autoclave pres-
sures prevent the growth of bubbles and promote the collapse of air entrapments in the
laminate, controlling the final porosity and ensuring the high performance of the compo-
nents. However this manufacturing method is expensive in terms of capital investment and
processing time and hence is not cost-effective for other industries. This fact has driven
an increasing demand of alternative out-of-autoclave processing routes (OOA). However,
these techniques usually are not able to produce composite parts with equivalent mechan-
ical properties in comparison with components manufactured using autoclave due to the
lower fiber volume fraction and higher porosity contents. A deeper understanding of the
effect of the processing conditions (pressure and temperature) on prepreg consolidation
would allow to improve the quality of the components manufactured by means of out-of-
autoclave processing routes. According to this, the main goal of this thesis was to assess
the effect of the curing cycle on the development of voids during consolidation of prepreg at
low pressure. The proper design of the temperature curing cycle, based on the rheological
9

1.4 Objectives
and thermal characterization of the prepregs, led to the manufacture of unidirectional and
multiaxial panels with controlled void content. The void volume fraction, shape and spatial
distribution were also analyzed in detail by means of X-ray computed microtomography
and the results were discussed in the light of the processing conditions. This information
is critical to optimize processing parameters and to provide inputs for virtual testing and
virtual processing tools. In addition, the matrix-controlled mechanical properties of the
panels were measured in order to establish the effect of the voids on the mechanical perfor-
mance of the laminates. Finally, the effect of the processing conditions on the compaction
behavior of unidirectional AS4/8552 panels manufactured by compression molding was
simulated using the finite element, as a first approximation to more complex and accurate
models for out-of-autoclave curing and consolidation of composite laminates.
10

Chapter 2Consolidation and Curing of
Thermoset Fiber-Reinforced
Composites
2.1 Experimental Evidences
Processing of thermoset composites takes place by the simultaneous exposition of the
material to heat and pressure for a given period of time. The resulting cure cycle is
therefore a combination of temperature and pressure profiles. The temperature leads to
the initiation of the crosslinking chemical reactions. It also reduces the viscosity of the
resin favoring the impregnation of the fibers while the excess of resin and vapor bubbles
are squeezed out from the material. Pressure and temperature are the driving forces to
bleed the laminate, consolidate individual plies and reduce the void content.
During consolidation of prepreg materials, resin flow can be dominant in the direction
perpendicular to the laminate (Fig. 2.1.a), parallel to the laminate (Fig. 2.1.b) or in both
directions (Fig. 2.1.c). Depending on the width to thickness ratio, the first case is repre-
11

2.1 Experimental Evidences
Figure 2.1: Possible resin flow patterns, Dusi et al. (1987): a) Normal to the laminate,
b) Parallel to the plies, c) Mixed flow.
sentative of the compaction process under hydrostatic pressure which occurs in autoclave
consolidation while the second type of flow is representative of the behavior under hot press
conditions.
The typical compaction mechanisms in porous media are percolation and shear flow.
The resin flows through the pores between the fibers when percolation flow is dominant and
the resin excess is squeezed-out allowing the compaction of the material which attains the
maximum fiber volume fraction. The percolation mechanism is typically used to describe
resin flow within the laminates in thermoset matrix composites. Under shear flow, fiber and
matrix experience a homogeneous solid-like deformation and the material behavior under
compaction is similar to that of a soft solid. Shear flow is usually observed in thermoplastic
matrix composites in which the high viscosity of polymer prevents percolation flow.
The compaction and the arrangement of individual plies during consolidation are con-
trolled by the prevailing flow patterns associated to each manufacturing route (Fig. 2.2).
Under through-thickness flow, compaction occurs sequentially and the thickness of each in-
dividual ply decreases gradually from the top of the tool surface to the bottom, (Fig. 2.2).
The resin is squeezed out from the gap between the first and second ply and then it is
again squeezed-out from the second gap due to the movement of the two first layers. This
process is repeated up to the final compaction of the laminate. However, in case of resin
flow parallel to the laminate, the thickness reduction of all plies is simultaneous. Com-
paction came out as a result of both mechanisms in the case of mixed flow (parallel and
perpendicular to the plies).
The mechanics of autoclave prepreg compaction was pioneered by Springer and co-
workers, Springer (1982), starting from the consolidation theory developed for soil mechan-
12

2.1 Experimental Evidences
Figure 2.2: Compaction processes. a) resin flow normal to the laminate. b) Resin flow
parallel to the plies. c) Mixed resin flow normal and parallel to the plies.
ics. Their experiments verified the wavelike nature of the compaction process described
above by analyzing the relative motion of a suspension of a rod network in a viscous liq-
uid. Subsequently, Cambell et al. (1985) found an analogous mechanism of compaction
in thick graphite-epoxy laminates. In this case, the thickness of each layer was measured
using photomicrographs of laminates cured at different pressures in autoclave. The results
are shown in Fig. 2.3. As expected, the compacted layers were located at the top of the
laminate (bag surface) and the number of fully compacted plies increased with the applied
13

2.2 Governing Equations
pressure. Resin flow occurs only through regions with pressure gradients and ends when
they are relieved during the process.
Figure 2.3: Thickness of individual plies of AS4/3501-6 laminates after autoclave curing.
nc stands for the final number of compacted plies Cambell et al. (1985).
2.2 Governing Equations
The optimum curing conditions for a given composite system can be determined once
the fundamental physical and chemical mechanisms involved are well understood. Obvi-
ously, the optimum cure cycle can be established empirically by means of expensive trial
and error experimental campaigns, but the whole approach can be more efficient by means
of mathematical models representing the underlying physics of the compaction phenom-
ena. A suitable model for simulating the curing process should be supported by a set of
submodels based on the governing equations describing the physico-chemical phenomena
occurring during processing (i.e. cure kinetics, resin flow, ply compaction, heat transfer,
residual stresses, etc.). Such kind of approaches could considerably reduce the number of
experimental trials to reach an optimum cure cycle. The following sections are devoted
14

2.2 Governing Equations
to summarize the governing equations controlling the compaction phenomena in standard
thermoset prepreg manufacturing.
2.2.1 Resin Cure Kinetics
Cure of thermoset resins occurs via the incorporation of curing agents that trigger the
curing reactions -by addition or condensation chemical mechanisms- leading to a three
dimensional cross-linked network of polymeric chains. During the process, the resin expe-
riences a number of changes which depend on time and temperature: gelation, vitrification
and cure. These phenomena are usually represented in time-temperature-transformation
diagrams (Fig. 2.4). Regions in the diagram represent different physical states of a given
thermoset polymer: liquid, gel-gummy, gel-glassy and vitreous-ungelled. The gel point is
defined as the instant at which the three-dimensional network reaches an infinite molecular
weight due to an irreversible process. The initial stages of the resin curing will be more
likely dominated by purely viscous effects but the resin will behave increasingly as a vis-
coelastic solid as the crosslinking reactions progress, and particularly near to the gel point.
Above the gel point, the polymer behaves as a solid and the resin no longer needs the
mold or the die to maintain its final shape so the part can be demolded. After gelification,
vitrification may occur when the curing process takes place under non-isothermal condi-
tions if the glass transition temperature, Tg, rises the cure temperature leading to a drastic
reduction of the cure rate due to the restriction of mobility between neighbor polymeric
chains. The reduction in the cure rate at vitrification is believed to be caused by a shift
in the rate-controlling mechanism from kinetics (dependent on temperature and reactants
concentration) to diffusion as a result of the reduction in the resin free-volume and the
molecular mobility that accompanies this transition, Montserrat (1992) and Berglund &
J.M. Kenny (1991).
Three critical temperatures are highlighted on the temperature axis: Tg0, the glass
transition temperature for completely uncured resin, gelTg, the temperature at which vit-
rification and gelation occurs simultaneously, and Tg∞, is the glass transition temperature
of the fully-cured material.
In order to understand in more detail the cure reactive process, it is necessary to exam-
ine the reaction kinetics for a given temperature-time profile. The curing kinetics can be
15

2.2 Governing Equations
Figure 2.4: Representative curing time-temperature-transformation diagram of a ther-
moset polymer, Berglund & J.M. Kenny (1991).
analyzed from a double perspective: the microscopic models based on mechanistic kinetic
approaches and the macroscopic phenomenological models, Van Overbeke et al. (2001).
The former analyze the kinetic mechanisms associated with each of the reactions involved
in the process resulting in very complex models coupled with sophisticated experimental
techniques for measuring the concentration of all chemical species. The latter phenomeno-
logical methods analyze the overall process from a single reaction which is selected to
represents the global curing process. Such models are semi-empirical and do not provide
a clear description of the individual chemical reactions involved in the process but they
do not require very sophisticated experimental techniques for parameter identification and
can provide very accurate results.
The phenomenological models are developed from the concept of the reaction rate in-
ferred from the heat generated during the crosslinking reaction. For instance, let us assume
two reactive groups A and B present in a given resin system whose initial concentrations,
C0A and C0
B, are known. The reaction rate of components A and B depends on the curing
temperature and concentration of the reactants (kinetic control): the higher the concen-
16

2.2 Governing Equations
tration of A and B, the higher the reaction probability between them. The reaction rate,
vreac, is defined as the time derivative of the variation of concentration of the reagent,
vreac =dα
dt(2.1)
where α is the degree of cure defined as,
α =C0A − CAC0A
(2.2)
where CA is the concentration of the component A at time t and C0A the initial concen-
tration. The value of α ranges from 0 at the initial stage to 1 when the material is fully
cured.
The general kinetic equation expressing the variation of the cure rate with temperature
T and concentration of the reactants is expressed mathematically by Van Overbeke et al.
(2001).
dα
dt= κ(T )f(α) (2.3)
where f(α) is a function which depends on the current reactant concentration and κ(T ) is
a thermally-activated rate constant defined by an Arrhenius-type equation as,
κ(T ) = A exp
(−EaRT
)(2.4)
where A is a proportionality constant, Ea the activation energy, and R the ideal gas
constant. Substituting Equation 2.4 into Equation 2.3 yields the time derivative of the
degree of cure as,
dα
dt= A exp
(−EaRT
)f(α) (2.5)
Several expressions for f(α) have been proposed in the past to fit experimental results,
Keenan (1987), Mijovic et al. (1984), Moroni et al. (1986) and Dusi et al. (1987). Most
epoxy-amine systems show an autocathalytic behavior during the cure and, the term f(α)
can be expressed in such cases as Yang et al. (1999),
17

2.2 Governing Equations
f(α) = αm(1− α)n (2.6)
where m and n are the orders of cure reaction. Notice that f(0) = 0 and f(tfullcure) = 1.
Substituting Equation 2.7 into Equation 2.3 and rearranging terms yields the typical
expression of the autocatalytic model for the dynamic curing process without diffusion,
also known as Borchardt and Daniels equation, Borchardt & Daniels (1956),
dα
dt= A exp
(−EaRT
)αm(1− α)n (2.7)
This expression is strictly valid up to the point where the reaction becomes kinetically
controlled. While this is usually true for early stages of the cure process, other factors
may come into play as reactants are consumed and a macromolecular polymer network is
formed. Borchardt and Daniels approach was modified by Johnston and Hubert (1995),
Hubert et al. (1995), to take into account reduction in the curing rate at the last stages of
cure as a result of the change in mechanism from kinetics to diffusion when Tg reaches the
cure temperature. Mathematically, the cure rate can be expressed as follows,
dα
dt=
A exp [−Ea/RT ]αm(1− α)n
1 + exp [C(α− (αC0 + αCTT ))](2.8)
where m, n, A, C, αC0 and αCT stand for model constants to be determined experimentally.
The diffusion mechanisms are included by adding the term [1/[1+exp [C(α− (αC0 + αCTT ))]]]
to Equation 2.8.
2.2.2 Resin Viscosity
For a Newtonian fluid, the applied shear stress necessary to deform a fluid, τ , is pro-
portional to the shear velocity gradient, γ, according to
τ = ηγ (2.9)
where η is the viscosity of the resin and γ stands for the velocity gradient perpendicular to
the fluid motion. It is given by ∆v/h, where ∆v is the velocity difference (relative velocity)
and h is the distance between adjacent layers.
18

2.2 Governing Equations
Matrix resin flow during prepreg compaction is induced by the pressure gradient neces-
sary to remove the excess of resin from the laminate, promote adequate bonding between
plies, and collapse most of voids within the laminate. The rheological behavior of ther-
moset resins is governed by two main physical mechanisms. On the one hand, the viscosity
decreases with temperature as a result of the higher mobility of the polymer chains. On
the other hand, cross-linking reactions, which are thermally activated, lead to an increase
of viscosity. The resin viscosity can be modeled also by empirical equations assuming that
the temperature, T , and degree of cure, α(t), are known at any time during the curing
process.
Several approaches can be found in the literature assuming uncoupled effects of tem-
perature and degree of cure (i.e. Lee et al. (1982), Dusi et al. (1987), Ciriscioli et al. (1992)
and Kenny (1992)). Such approaches are based on a general constitutive equation in which
both phenomena are described separately as, Flory (1953) (Fig. 2.5).
η(T, α) = Φ(T )χ(α) (2.10)
where η is the resin viscosity and Φ(T ) and χ(α) functions of the temperature and the
degree of cure, respectively. This expression leads to a minimum of viscosity over the time
that can be used to define the processing window of the material.
Figure 2.5: Evolution of viscosity as a function of α and temperature
Stolin et al. (1979) and lately Lee et al. (1982), Dusi et al. (1987) and Ciriscioli et al.
(1992) proposed uncoupled models based on the following equation,
19

2.2 Governing Equations
η(T, α) = η0 exp
(−URT
)+ κα (2.11)
where U is the activation energy associated with viscous flow and κ a constant accounting
for the effect of the chemical reaction on the resin viscosity. It was also assumed that U
is independent of α and therefore it only leads to a constant shift in the viscosity under
isothermal conditions.
Alternative models were developed by Kenny (1992), Kim & Kim (1994) in an attempt
to predict the rheological behavior of the resin more accurately for cure degrees close to
the gelification point by incorporating the parameter αg, which is related with the degree
of cure at gel point as,
η(T, α) = Aη exp
(−EηRT
)[αg
(αg − α)
](a+bα)
(2.12)
where Aη, Eη, a, b and αg are model parameters. Equation 2.12 is also an Arrhenius-type
relation in which temperature and degree of cure are uncoupled.
2.2.3 Fiber Bed Permeability and Elasticity
The consolidation of thermoset FRPs is a complex process involving coupled mecha-
nisms such as the resin rheology and cure behavior. Other mechanisms controlling the
compaction phenomena are related with the fiber bed architecture, namely permeability
and elasticity.
• Fiber bed permeability
Permeability characterizes the permeation of a fluid through a porous medium. As
discussed previously, the resin has to be squeezed-out during the composite consolidation
to achieve the maximum fiber volume fraction, to remove voids and to favor fiber impreg-
nation. The resin flow through the channels of the fiber preform can be easily described
by Darcy’s law by means of the permeability parameter which establishes the relationship
between the flow rate and the pressure gradient necessary to drive the flow. This law
was originally developed for the flow of Newtonian fluids through porous media made up
of granular particles. Gebart (1992) validated Darcy’s law for low flow rate processes as
20

2.2 Governing Equations
the one ocuring during composite compaction. The generalized form of Darcy’s law is
expressed as,
~u = −K
ηgradP (2.13)
where u is the volume averaged flow velocity, η the viscosity of the fluid, gradP the pressure
gradient, and K the permeability tensor of the fiber preform. The three-dimensional form
of Darcy’s law can be expressed in matrix form as,
ux
uy
uz
= −1
η
Kxx Kxy Kxz
Kyx Kyy Kyz
Kzx Kzy Kzz
∂P∂x∂P∂y
∂P∂z
(2.14)
where ux, uy, uz are the resin velocity components and Kij the permeability tensor compo-
nents. Kij = 0 for i 6= j when the orthotropic axes of the fabric are used as the reference
frame.
The motion of the resin through the fiber preform is usually modeled as the flow through
a porous medium constituted by the fiber network. As a result, the resin mobility decreases
as the fiber volume fraction increases during compaction. Other factors, such as the fiber
architecture and sizing of the fibers, can also affect the permeability of the fiber bed.
Hence, the permeability factors of the fiber bed should be determined experimentally from
the relation between the pressure drop and the flow rate through the fiber network or
estimated by means of empirical models.
Many empirical models based on the physics of lubrication flow or flow through capillar-
ity tubes have been developed to describe this relationship. The Carman-Kozeny equation
(Equation 2.15), developed by adopting the capillary models from the soils mechanics lit-
erature, is one of the most widely accepted for calculating the permeability of fiber beds.
It considers the porous medium as a system of parallel capillaries with diameters estimated
in terms of the hydraulic radius of the system,
KK =r2f
4kK
(1− Vf )3
Vf(2.15)
21

2.2 Governing Equations
where rf is the fiber radius, Vf is the fiber volume fraction, KK the permeability in the
flow direction and kK the Kozeny constant which has to be determined experimentally.
However, several shortcomings of this model should be indicated. The resin flow and
therefore the value of Kozeny constant, kK , will depend on fluid type, fiber packing and
porosity. Experiments carried out by Lam & Kardos (1989) indicated that the permeability
was dependent on the permeating liquid due to deviations from Newtonian fluid behavior
and on fiber arrangements due to deviations from the assumed regular patterns. Moreover,
the experimental values of kK determined for high porosities cannot be used to describe
low porosity scenarios. In conclusion, Equation 2.15 fails to predict the permeability over
the total porosity range of the fiber beds, Skartsis et al. (1992), Gebart (1992) and Astrom
et al. (1992). Gutowski and coworkers, Gutowski et al. (1987b), found that Equation 2.15
could give a good fit to the axial permeability of unidirectional reinforcements, while there
were certain discrepancies for the transverse permeability as the model was not able to
capture the absence of flow when the fibers touch each other blocking any transverse flow.
Despite all the above limitations, the Carman-Kozeny equation seems to be valid for
slow Newtonian flow through porous media over moderated porosity ranges. For these
situations, the proportionality between flow rate and pressure drop is retained and Darcy’s
law is valid Carman (1956), Durst et al. (1987), Gebart (1992), Dullien (1979).
Alternative constitutive equations were developed to overcome these shortcomings Gebart
(1992), Bruschke & Advani (1993) and Gutowski et al. (1987b) but there is no universal
able to predict accurately the permeability of fiber beds within the whole porosity range.
The particular feature of each composite manufacturing process should be taken into ac-
count when dealing with physically-based simulations.
• Fiber bed elasticity
For technologically relevant materials, the fiber volume fraction is within the range
50-70% and therefore inter-fiber spacing becomes very small, of the order of microns or
smaller, leading to multiple fiber-to-fiber contacts when consolidation forces are applied
during processing. The external pressure is initially supported by the resin and, as bleed-
ing progresses, pressure is transferred to the fiber bed. This process continues until the
composite reaches the maximum compaction of the fibers for the applied external pressure
22

2.2 Governing Equations
and no more resin can be squeezed-out. The load carried by the fibers becomes appreciable
for fiber volume fractions in the range 60 to 70%, Gutowski et al. (1986) (Fig. 2.6).
Figure 2.6: Pressure carried by the fibers as a function of the fiber volume fraction,
Gutowski et al. (1986).
The effective stress theory, originally developed to study soil consolidation, Terzaghi
(1943) and Biot (1941), was applied by Gutowski et al. (1987a,b) and Dave et al. (1987)
to study the compaction of fiber beds. The partition of the stress tensor between fibers
and resin can be expressed as,
σij = σ′ij − Prδij (2.16)
where σij is the total Cauchy stress tensor, σ′ij stands for the effective stress carried by the
fiber bed, Pr is the resin pressure and δij the Kronecker delta (δij = 1 for i = j and δij = 0
for i 6= j).
The fiber bed effective stress tensor can be related to the strain tensor through the
following elastic constitutive equation,
εij = Sijσ′ij (2.17)
23

2.2 Governing Equations
where Sij is the fiber bed effective compliance matrix. This elastic compliance can be
expressed for an orthotropic elastic solid as,
ε11
ε22
ε33
γ12
γ13
γ23
=
1E1
−ν21E2
−ν31E3
0 0 0−ν12E1
1E2
−ν32E3
0 0 0−ν13E1
−ν23E2
1E3
0 0 0
0 0 0 1G12
0 0
0 0 0 0 1G13
0
0 0 0 0 0 1G23
σ′11
σ′22
σ′33
τ ′12
τ ′13
τ ′23
(2.18)
where Ei and νij stand for the Young’s moduli and the Poisson’s ratios, respectively. The
subindex 1 corresponds to the fiber direction. Other constitutive laws assume that the
shear response of the material is independent of the normal strains and controlled by the
viscosity of the resin Dillon & Gutowski (1992).
These linear elastic models do not account for the stiffening phenomena observed during
compaction. Gutowski et al. (1987b,a) and Dave et al. (1987) proposed an analytical
relationship between the transverse effective stress carried by the fiber bed, σ′, and the fiber
volume fraction (depending on the deformation), as an attempt to develop an equation for
composite compaction processes, Equation 2.19,
σ′ =A0V0
Vf
1−√
VfV0
16π3
β2
E
√VaVf
(√VaVf− 1
)3 (2.19)
where Ef is the flexural modulus of the fiber, β the average waviness ratio of the fiber (which
is defined as the length of the wavy portion of the tow to the total fiber tow length), V0
the initial fiber volume fraction, Vf the current fiber volume fraction, Va the maximum
fiber volume fraction achievable and A0 the initial cross-sectional area perpendicular to
the applied load.
The parameters of the Gutowsky equation should be fitted from compaction tests car-
ried out at different fiber volume fractions. The fiber bed compaction curve (i.e. the
variation of effective stress vs. strain through the thickness direction) is a critical material
property and it is very difficult to measure for prepreg systems. The principal difficulty
24

2.2 Governing Equations
Figure 2.7: Normalized effective stress σ′/[A0/(16π3
β2
E )] (Equation 2.19) vs. fiber volume
fraction for different maximum fiber volume fraction, Va, Gutowski et al. (1986).
is to isolate the response of the fiber bed from the whole mechanical response of the
prepreg. Typically, the fiber bed behavior is measured by compaction tests carried out on
dry preforms Kim et al. (1991) or by impregnating the fiber preform with silicone oil after
dissolving the polymer matrix to minimize the viscous effects caused by the fluid flowing
out from the sample, Gutowski et al. (1986). Hubert & Poursartip (2001) measured the
compaction curve directly in a prepreg using the load-hold method in which the fiber bed
compaction curve is obtained directly from the total load-displacement curve. The load-
hold method is based on transversely compressing a prepreg laminate to different strain
levels. The strain is kept in each step constant until the load is fully relaxed. Assuming
that the composite material behaves as a simple viscoelastic system, the final relaxed load
should correspond with the elastic response of the fiber bed after the resin pressure is re-
leased. By loading the specimen to different strains, the complete fiber bed compaction
curve can be extracted (Fig. 2.8). The method was found very accurate when resin flow
25

2.3 Flow-compaction modeling
dominates the compaction process but less precise for other deformation mechanisms such
as compaction of entrapped air bubbles.
Figure 2.8: Load-displacement curve for the load-hold test method for AS4/3501-6
composite prepreg, Hubert & Poursartip (2001).
2.3 Flow-compaction modeling
This section devoted to summarize the different approaches in the literature to solve the
compaction phenomena of FRPs by means of the combination of the governing equations
described above.
Work in flow-compaction modeling was pioneered by Loss and Springer who devel-
oped the sequential compaction model, based on their experimental observations, Loos &
Springer (1983). The model predicts the laminate mass loss and the thickness variation
during the cure cycle assuming pressure gradients in both vertical (through thickness) and
horizontal (parallel to the fibers) directions, but computing the flow separately in each
direction. The vertical flow in the laminate is described in terms of Darcy’s law while
the flow along the fibers and parallel to the tool plate was characterized as a viscous flow
26

2.3 Flow-compaction modeling
between two close parallel plates. The model assumed that the resin alone supported the
applied pressure. Loos et al. (1985) determined the resin flow from laminates with different
ply thicknesses, dimensions and ply stacking sequences using this model and found good
agreement with the experimental data. The experiments indicated that the ply stacking
sequence did not affect significantly the total resin mass loss in flat laminates.
An effective stress formulation was developed simultaneously by Gutowski et al. (1987a,b)
and Dave et al. (1987). They assumed that the resin squeezed (percolate) through the
fibers, leading to visco-elastic load sharing between resin and fiber bed. Smith & Poursar-
tip (1993) demonstrated that the sequential model was a particular case of the effective
stress formulation. They concluded that the effective stress model describes more accu-
rately the entire laminate compaction process.
In this thesis, the effective stress model will be applied to investigate the compaction
behavior of unidirectional flat laminates manufactured by compression molding to assess
the effect of curing cycle during consolidation. The composite material was idealized as
a void-free fiber bed fully saturated with a thermoset resin. During the compaction, the
composite part is compressed through the thickness (z direction), and the local displace-
ment can be described using a new variable ξ = w+z, Gutowski & Dillon (1997), in a local
deformation coordinate system, where w is the local displacement in the consolidation di-
rection and z is the position of the control composite volume V extracted from the original
composite panel (Fig. 2.9). This procedure allows to convert a moving boundary problem
to a fixed domain problem. The fiber continuity allows to relate the new coordinate with
the current volume fraction of fiber, Vf , since the volumetric deformations of the composite
are due to the flow of the resin out of the laminate,
∂ξ
∂z=V0
Vf(2.20)
The mass continuity for the resin can be established using the mass balance principle,
Suresh et al. (2002). Considering the flow of a fluid with density ρ = ρ(x, y, z, t) within a
region with velocity u, the mass of the fluid within any arbitrary fixed control volume ν at
any time is calculated as M =∫νρdV . The rate of increase of M is calculated as,
dM
dt=
∫ν
∂ρ
∂tdV (2.21)
27

2.3 Flow-compaction modeling
Figure 2.9: Schematic showing the geometry and the deforming coordinate system of
a control volume.
The rate at the which fluid mass enters in the control volume ν through its boundary
surface S is the flux integral, q, which can be expressed according to the Gauss’ divergence
theorem as
q =
∫S
ρ~n · ~u dA =
∫ν
div(ρ~u) dV (2.22)
where ~n is the normal unit vector outward to S.
The rate of mass increase within ν is equal to the rate at which mass enters in the
control volume through its boundary surface S, minus the rate at which mass is lost. The
rate of mass loss due to bleeding can be expressed as
dMloss
dt=
∫ν
s dV (2.23)
where s is the sinking rate which is assumed uniform and constant in time.
Therefore the balance of mass can be written,
dM
dt= −
∫ν
div(ρ~u) dV −∫ν
s dV (2.24)
28

2.3 Flow-compaction modeling
rearranging Equation 2.24, it leads to,
∫ν
[∂ρ
∂t+ div(ρ~u) + s
]dV = 0 (2.25)
since the shape of the considered control volume is arbitrary, Equation 2.25 leads to,
∂ρ
∂t+ div(ρ~u) = −s (2.26)
which takes the following form in a Cartesian coordinate system,
∂ρ
∂t+
∂
∂x(ρux) +
∂
∂y(ρuy) +
∂
∂z(ρuz) = −s (2.27)
where ux, uy, uz are the scalar components of the velocity vector ~u.
The density of the fluid is replaced by ρb, which is the ratio between resin mass and
the control volume to take into account the presence of the fibers,
ρb = (1− Vf )ρr (2.28)
where ρr is the resin density. Replacing Equation 2.28 and Equation 6.8 into Equation 2.27
yields the final continuity equation,
∂
∂x
(uxV0
Vf
)+
∂
∂y
(uyV0
Vf
)+∂uz∂z
+∂
∂t
[(1− Vf )
V0
Vf
]= 0 (2.29)
At this point, the flow velocities can be replaced in terms of pressure gradients in the
continuity equation using the Darcy’s law leading to Equation 2.30,
Kxx
Vf
∂2Pr∂x2
+Kyy
Vf
∂2Pr∂y2
+1
V 20
∂
∂z
(VfKzz
∂Pr∂z
)= η
∂
∂t
(1− VfVf
)(2.30)
The equilibrium equation resulting of the force balance between the applied pressure
during consolidation (P Tij ) and the stress carried by the fibers (effective stress, σ′ij) and by
the resin (Pr) on the prepreg can be expressed as,
P Tij = σ′ij − Prδij (2.31)
29

2.3 Flow-compaction modeling
The load borne by the fibers (fiber bed effective stress tensor, σ′ij), can be related to
the strain tensor through,
εij = Sijσ′ij (2.32)
To illustrate the compaction process, an unidimensional example is solved for the typ-
ical material properties found for thermoset prepregs. This unidimensional problem is
representative of the autoclave consolidation for prepregs when resin flow occurs along the
through-thickness direction from the tool to the bag surface.
Figure 2.10: Boundary conditions and material properties inputs for run R1
When resin bleeding is constrained through-thickness (ux = uy = 0), Equation 2.30 can
be simplified to,
∂
∂z
(VfV0
Kzz
η
∂Pr∂z
)+V0
V 2f
∂Vf∂t
= 0 (2.33)
and Equation 2.33 can be rewritten using the void ratio e =1−VfVf
as variable for simplicity,
yielding to,
30

2.3 Flow-compaction modeling
1
V0
∂
∂z
(Kzz
η(1 + e)
∂Pr∂z
)=∂e
∂t(2.34)
where V0 = 1/(1 + e0) are the initial fiber volume fraction and void ratio. Finally, taking
into account that the applied autoclave pressure PT is constant, and the chain derivative
rule ∂Pr
∂z= −∂σzz
∂e∂e∂z
, Equation 2.34 can be expressed as,
(1 + e0)2 ∂
∂z
(Kzz
η(1 + e)
∂σzz∂e
∂e
∂z
)=∂e
∂t(2.35)
where ∂σzz∂e
represents the fiber bed equation in terms of the void ratio. For uniaxial strain
along the thickness direction and a linear elastic material with Young Modulus E, the
relation between fiber bed stress and void ratio can be expressed as σzz = E(1− (1 + e))V0
and ∂σzz∂e
= −V0E.
The boundary problem represented by this equation can be solved for autoclave condi-
tions assuming impermeable and permeable flow at tool (z = 0) and bag (z = H) surfaces.
Initially, the fiber volume fraction is set to V0 corresponding to a stress free state on the
fiber preform.
Equation 2.35 has to be solved numerically by means of the Runge-Kutta method
for arbitrary values of the material constants and consolidation process: typical autoclave
pressure, PT = 7 bar, initial fiber volume fraction, V0 = 0.574, permeability factor, Kzz = 5·10−13m2, resin viscosity η = 1000 Pa s and fiber bed elasticity, E = 7 MPa. The integration
was performed along the laminate thickness, H = 5 mm, during the consolidation time.
The Mathematica input used to solve the equation is presented in Appendix A.
Different resin pressure distributions through the thickness are plotted in Fig. 2.11.a as
a function of consolidation time. Initially, the resin pressure corresponded to the autoclave
pressure but, as soon as consolidation started, the applied pressure was transfered to the
fiber bed relieving the pressure from the resin. The pressure relief wave propagates through
the thickness from the bag surface to the tool surface until the consolidation process ends
when all the resin pressure is transfered to the fiber bed, Fig. 2.11.b.
31

2.3 Flow-compaction modeling
0 . 0 2 . 0 x 1 0 - 1 4 . 0 x 1 0 - 1 6 . 0 x 1 0 - 1 8 . 0 x 1 0 - 10 . 0 0 0
0 . 0 0 1
0 . 0 0 2
0 . 0 0 3
0 . 0 0 4
0 . 0 0 5 t = 0 s
t = 4 0 5 6 st = 2 4 5 6 s
t = 6 5 6 s
M a t h e m a t i c a A b a q u s
Thick
ness p
osition
(m)
E f f e c t i v e s t r e s s ( M P a )
t = 5 0 s
( b )
0 . 0 2 . 0 x 1 0 5 4 . 0 x 1 0 5 6 . 0 x 1 0 5 8 . 0 x 1 0 50 . 0 0 0
0 . 0 0 1
0 . 0 0 2
0 . 0 0 3
0 . 0 0 4
0 . 0 0 5
0 . 0 0 6t = 0 s
t = 4 0 5 6 s
t = 2 4 5 6 s
t = 6 5 6 s
M a t h e m a t i c a A b a q u s
Thick
ness p
osition
(m)
P o r e p r e s s u r e ( P a )
t = 5 0 s
( a )
Figure 2.11: Simulation results for (a) resin pressure evolution and (b) fiber effective
stress as a function of consolidation time.
32

2.3 Flow-compaction modeling
Additionally, the same equation was solved by means of the porous fluid flow module
of the Abaqus Standard finite element program. Again, the input used in the example is
presented in Appendix B. The agreement between both integration methods is fairly good
although the ability of Abaqus Standard to incorporate different material properties and
boundary conditions, etc., is preferred.
Finally, the compaction displacement is presented in Fig. 2.12 as a function of time.
Initially, the displacement is zero as the external pressure is supported by the incompressible
resin, and grows monotonically until total consolidation is attained.
The final thickness, Hf can be computed by assuming logarithmic compressive strains
and the linear elastic behavior of the fiber bed elasticity when total consolidation is reached,
ε = − ln
(Hf
H0
)⇒ Hf = H0 exp
[−PTE
](2.36)
Figure 2.12: Evolution of compaction displacement as a function of time.
33

34

Chapter 3Materials and Cure Cycle Definition
The effect of processing conditions on the void population was studied in carbon/epoxy
prepregs consolidated by compression molding. In addition, the relationship between the
curing cycle and the mechanical performance was established. To this end, three different
curing cycles were carefully designed following the rheological and thermal analysis of the
raw prepregs. The chapter presents the characteristics of the materials, the manufacturing
route and the processing parameters.
3.1 AS4/8552 prepreg system
Unidirectional carbon/epoxy AS4/8552 prepreg sheets were purchased from Hexcel
composites. The 8552 epoxy resin is a blend of a high functionality epoxy resin TGMDA
(Tetraglycidyl methylenedianiline), a lower functionality epoxy resin TGpAP (Triglycidyl
p-aminofenol) and 4,4’-diaminodiphenylsulfone (DDS) and 3,3’-diaminodiphenylsulfone amines
as curing agents. The epoxy system has been modified by the supplier with the incorpora-
tion of thermoplastic particles in order to enhance the fracture toughness and the impact
35

3.2 Cure Cycles Definition
performance Hexcel (2010b). The AS4 carbon fiber was manufactured from polyacryloni-
trile (PAN), Hexcel (2010a). Carbon reinforcement in the prepregs was unidirectional. The
nominal prepreg areal weight was 194 g/m2.
3.2 Cure Cycles Definition
3.2.1 Rheology
The evolution of the resin viscosity during curing is an essential parameter to design
the curing cycle and provides the experimental data required to calibrate the empirical
viscosity models.
The rheological behavior of the prepreg was measured under oscillatory mode using a
parallel plate rheometer (AR200EX, TA Instruments) with disposable plates. A prepreg
raw sample of 25 mm in diameter was placed between the plates of the rheometer and
subjected to an oscillatory shear strain of constant amplitude and frequency under a given
temperature history. The dynamic viscoelastic response of the composite prepreg is given
by the storage and the loss moduli, G′ and G′′, respectively, which change with time as
a result of cross-linking reactions. The complex modulus G∗ = |G′ + iG′′| stands for the
resistance of the material to be deformed while tan δ = G′′/G′ expresses the ratio between
the storage and loss moduli. The evolution of the complex viscosity η∗ (modulus of real
and imaginary parts) can be determined as,
η∗ =|G′ + iG′′|
ω(3.1)
where ω is the frequency of the imposed oscillatory strain. δ is a frequency-dependent
function which represents the angle between the viscous stress and the shear stress.
Two set of experiments were performed under isothermal and dynamic conditions to
characterize the rheology of the prepreg.
36

3.2 Cure Cycles Definition
3.2.2 Isothermal Viscosity Profiles
Isothermal viscosity profiles were generated at frequencies of 10, 5.5 and 1 Hz with an
oscillatory shear strain amplitude (γ) of 0.05% at dwell temperatures of 110, 120, 140,
160, 170 and 180C. Two experiments were performed for each temperature using prepreg
raw samples of 25 mm in diameter and four plies were placed between the plates of the
rheometer. Storage and loss moduli were determined from the shear stress-time curves,
G′ =τ
γcos δ (3.2)
G′′ =τ
γsin δ (3.3)
where τ is the shear stress. The corresponding complex viscosity modulus was calculated
according to Equation 3.1.
The gel point was assumed to be reached when tan δ = G′′/G′ was independent of
applied frequency, according to the criterion developed by Winter and Chambom Winter
& Chambon (1986), Fig. 3.1. This criterion provides the gel time avoiding the G′ and G′′
”intersection” criterion, commonly used for neat resins. The presence of the fibers in the
prepreg increases the friction between the parallel plates of the rhometer geometry and the
higher storage component of the shear modulus makes impossible to establish the gel point
through the ”intersection” criterion because G′ and G′′ curves never cross each other (i.e.
Fig. 3.2).
The influence of temperature on the minimum complex viscosity, η∗min, and on the
gelation time under isothermal conditions is plotted in Fig. 3.3. The initial viscosity of the
polymeric resin decreases with increasing temperature because the higher the reaction rate
for a given system, the shorter the time required to reach the gel point.
37

3.2 Cure Cycles Definition
0 5 0 1 0 0 1 5 0 2 0 0 2 5 0 3 0 00 . 0
0 . 1
0 . 2
0 . 3
0 . 4
0 . 5
0 . 6
t g e l = 1 7 1 m i n
1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
( b )
0 5 0 1 0 0 1 5 0 2 0 0 2 5 0 3 0 00 . 0
0 . 1
0 . 2
0 . 3
0 . 4
0 . 5
0 . 6( a ) 1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
t g e l = 2 2 6 m i n
38

3.2 Cure Cycles Definition
0 1 0 2 0 3 0 4 0 5 00 . 0
0 . 1
0 . 2
0 . 3
0 . 4
0 . 5( d )
t g e l = 2 4 m i n
1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
0 2 5 5 0 7 5 1 0 0 1 2 5 1 5 00 . 0
0 . 1
0 . 2
0 . 3
0 . 4
0 . 5
0 . 6
0 . 7
0 . 8( c )
t g e l = 7 5 m i n
1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
39

3.2 Cure Cycles Definition
0 5 1 0 1 5 2 0 2 5 3 00 . 0
0 . 1
0 . 2
0 . 3
0 . 4
0 . 5( e )
t g e l = 1 8 m i n
1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
0 5 1 0 1 5 2 00 . 0
0 . 1
0 . 2
0 . 3
0 . 4
0 . 5
0 . 6
t g e l = 1 2 m i n
1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
( f )
Figure 3.1: Gel point of the AS4/8552 prepreg under isothermal conditions at (a)
110C, (b) 120C, (c) 140C, (d) 160C, (e) 170C and (f) 180C.
40

3.2 Cure Cycles Definition
0 5 0 1 0 0 1 5 0 2 0 0 2 5 0 3 0 01 0 4
1 0 5
1 0 6
1 0 7
G ’Sto
rage m
odulu
s, G’
(MPa
)
C u r e t i m e ( m i n u t e s )1 0 4
1 0 5
1 0 6
1 0 7
G ’ ’
Loss
modu
lus, G
’’ (MPa
)
Figure 3.2: Storage (G′) and loss moduli (G′′) of AS4/8552 prepreg at 120C.
1 0 0 1 2 0 1 4 0 1 6 0 1 8 01 0 3
1 0 4
1 0 5
Minim
um co
mplex
visco
sity, η
∗ min (P
a s)
M i n i m u m C o m p l e x v i s c o s i t y
0
1 0 0
2 0 0
3 0 0Ge
l time (
minu
tes)
G e l T i m e
Figure 3.3: Minimum complex viscosity, η∗min, and gel time, tgel, under isothermal
conditions for the AS4/8552 prepreg.
41

3.2 Cure Cycles Definition
Fig. 3.4 shows the evolution of the complex viscosity under isothermal conditions. The
plateau of constant viscosity was shorter at higher temperatures leading to shorter gel
times and lower minimum viscosities. From the viewpoint of composite processing, low cure
temperatures (≈ 110−120C) favor long processing windows -the low viscosity region before
gelification- but the elevated value of the minimum viscosity hinders fiber impregnation.
Moreover, it also makes difficult to squeeze out of the panel the air bubbles within the
prepreg as well as the air entrapped between prepreg plies. High cure temperatures (≈ 160−180C) lead to lower minimum viscosities in the resin but the gelation time is dramatically
reduced. Therefore, the curing cycle should be designed in such a way that a minimum
viscosity is attained during the time necessary to allow the voids to migrate and bleed out
or dissolve before gelation.
0 5 0 1 0 01 0 3
1 0 4
1 0 5
1 0 6
1 0 7
Co
mplex
visco
sity, η
∗ (Pa s
)
C u r e t i m e ( m i n u t e s )Figure 3.4: Isothermal viscosity profiles of AS4/8552 prepreg.
3.2.3 Dynamic Viscosity Profiles
Dynamic viscosity profiles were generated at 1 Hz of frequency and a shear strain
amplitude of 0.05% at constant heating rate of 5, 8 and 10C/min, Fig. 3.5. The complex
viscosity decreased slightly at the begining due to the higher mobility between polymer
42

3.2 Cure Cycles Definition
chains induced by temperature. Before reaching the minimum viscosity, the slope changed
slightly as a result of the linear growth of the polymer chains and the beginning of the
crosslinking reactions. After the minimum, the viscosity increased sharply because of the
gelification of the resin. Higher heating rates shifted the minimum viscosity towards higher
temperatures, decreasing the absolute value of the minimum viscosity and leading to longer
gel times. As a result, manufacturing routes with higher heating rates lead to wider process
windows and lower minimum viscosities.
5 0 1 0 0 1 5 0 2 0 0 2 5 01 0 4
1 0 5
1 0 6
Comp
lex vis
cosity
, η∗ (P
a s)
Figure 3.5: Dynamic complex viscosity profiles of the AS4/8552 prepregs at different
heating rates.
The viscosity profile of the neat 8552 epoxy resin was compared with the equivalent
prepreg viscosity profile in order to evaluate the effect of the fiber reinforcement on the
rheological properties, Fig. 3.6 Boswell (2000). The viscosity profile of the neat resin and
of the prepreg presented similar trends but the fiber reinforcement induced a dry friction
which increased the storage component of the shear modulus G∗. This effect was taken
into account in the modeling of flow in the compaction models applying a correction factor.
43

3.2 Cure Cycles Definition
0 1 0 0 2 0 0 3 0 0 4 0 0 5 0 01 0 2
1 0 3
1 0 4
1 0 5
1 0 6
1 0 7
1 0 8
1 0 9
1 0 1 0
1 0 1 1
η∗
C u r e t i m e ( m i n u t e s )
2 5
5 0
7 5
1 0 0
1 2 5
1 5 0
1 7 5
2 0 0
Figure 3.6: Viscosity measurements of 8552 epoxy resin and of S2/8552 prepregs Boswell
(2000).
3.2.4 Definition of Cure Cycles
Based on the previous considerations, three curing cycles were designed to manufacture
the composite panels, Fig. 3.7. The pressure was held constant and equal to 2 bars. The
temperature profile was different in each cycle in order to ascertain its influence on the void
volume fraction, shape and spatial distribution. The simplest cycle, C-1, consisted on a
heating ramp at a constant rate up to 180C, Fig. 3.7.a. Cycle C-2 (Fig. 3.7.b), was similar
to C-1 but the heating ramp was interrupted at 130C and the prepreg was held at this
temperature for 10 min. This modification was intended to maintain the material longer
in the low viscosity regime, so void transport and resin infiltration were easier. Finally,
cycle C-3 (Fig. 3.7.c) presented a ramp until 180C. This initial flash temperature peak was
intended to reduce the minimum viscosity and facilitate the impregnation of fibers and the
transport of the voids. The temperature was immediately reduced after the peak to 130C,
held at this temperature for 10 min and finally increased up to 180C. All the heating and
44

3.2 Cure Cycles Definition
cooling ramps were carried out at 8C/min - 10C/min based on preliminary rheological
experiments. The evolution of the complex viscosity during each cycle is plotted together
with the temperature profile in Fig. 3.7. These curves show that final gelation did not
take place in any cycle before the maximum temperature of 180C was attained for the
second time. This guarantees enough time for resin flow and void evacuation leading to
panels with low porosity (<3%). The gelation time corresponding to each cure cycle was
computed using the Winter and Chambom criterion, Fig. 3.8, and the corresponding gel
times are shown in Table 3.1. The final hold at 180C ensured that the parts were fully
cured and presented adequate mechanical properties.
Cycle Gel time (min)
C-1 17
C-2 28
C-3 36
Table 3.1: Gel time of the AS4/8552 prepregs after consolidation following cure cycles
C-1, C-2 and C-3.
0 1 0 2 0 3 0 4 0 5 01 0 4
1 0 5
1 0 6
1 0 7
η
( a )
0
5 0
1 0 0
1 5 0
2 0 0
45

3.2 Cure Cycles Definition
0 1 0 2 0 3 0 4 0 5 01 0 4
1 0 5
1 0 6
1 0 7
5 0
1 0 0
1 5 0
2 0 0
η
η
( c )
0 1 0 2 0 3 0 4 0 5 01 0 4
1 0 5
1 0 6
1 0 7
η
0
5 0
1 0 0
1 5 0
2 0 0
( b )
Figure 3.7: Temperature profile of the cure cycles used to process AS4/8552 composite
prepregs and the corresponding evolution of the complex viscosity, η∗, during the (a)
cycle C-1, (b) cycle C-2 and (c) cycle C-3.
46

3.2 Cure Cycles Definition
0 5 1 0 1 5 2 0 2 5 3 0 3 50 . 0
0 . 2
0 . 4
0 . 6
0 . 8
1 . 0
1 . 2
1 . 4
t g e l = 2 8 m i n
1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
C y c l e C - 2( b )
0 5 1 0 1 5 2 0 2 50 . 0
0 . 2
0 . 4
0 . 6
0 . 8
1 . 0
1 . 2
t g e l = 1 7 m i n
1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
C y c l e C - 1( a )
0 5 1 0 1 5 2 0 2 50 . 0
0 . 2
0 . 4
0 . 6
0 . 8
1 . 0
1 . 2
t g e l = 1 7 m i n
1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
C y c l e C - 1( a )
47

3.2 Cure Cycles Definition
0 5 1 0 1 5 2 0 2 5 3 00 . 0
0 . 2
0 . 4
0 . 6
0 . 8
1 . 0
1 . 2( c )
t g e l = 3 6 m i n
1 0 H z 5 . 5 H z 1 H z
tan δ=
G’/G’’
C u r e t i m e ( m i n u t e s )
C y c l e C - 3
Figure 3.8: Gel point of the AS4/8552 prepreg subjected to different cure cycles (a)
cycle C-1, (b) cycle C-2 and (c) cycle C-3.
3.2.5 Thermal Characterization
Differential scanning calorimetry (DSC) was used to determine the degree of curing,
α, and the glass transition temperature, Tg, for each cure cycle. DSC was also used to
generate the experimental data necessary to fit the kinetic model.
The calorimetric experiments were carried out using a modulated differential scanning
calorimeter (MDSC Q200, TA Instruments). Raw prepreg samples (10 mg) were placed
onto the Al pan of the DSC apparatus and subjected to the corresponding temperature
cycle. Variations in the enthalpy or heat capacity of the reactive sample led to temperature
gradients with respect to the reference sample and therefore to a heat flow. The gradient
is recorded and the corresponding heat released by the sample is determined.
The heat released during the exothermic curing process of a thermoset resin is pro-
portional to the degree of cure of the resin, α. It can be computed by means of DSC
48

3.2 Cure Cycles Definition
Figure 3.9: MDSC Q200 (TA Instruments).
by measuring the heat flow exchanged between the reactive sample of prepreg and the
reference sample (reaction enthalpy) according to,
α =∆Htot −∆HR
∆Htot
(3.4)
where ∆Htot stand for the total heat of reaction (maximum heat achievable for the prepeg
system) and ∆HR is the residual heat measured after curing.
The total reaction heat ∆Htot was obtained by averaging the total enthalpy measured
from room temperature up to 300C at 5, 8 and 10C/min, Fig. 3.10, yielding ∆Hdin =
∆Htot = 176.20± 0.48 J/g.
The residual reaction heat, ∆HR, Fig. 3.11, and the glass transition temperature, Tg,
Fig. 3.12, were measured by means of modulated DSC tests at 5C/min with ±2C ampli-
tude of temperature modulation and 100 seconds of period after the sample was subjected
to the corresponding cure cycle. The glass transition occurs by the breaking of secondary
bonds which increases the mobility of the polymeric chains and hence the heat capacity of
the sample. Variations in the heat capacity of the sample lead to changes in the heat flow
which can be detected by DSC.
49

3.2 Cure Cycles Definition
0 5 0 1 0 0 1 5 0 2 0 0 2 5 0 3 0 0- 8
- 6
- 4
- 2
0
2
4
6Dy
nami
c Hea
t Flow
, ∆H din
(w/g)
Figure 3.10: Heat flow of the AS4/8552 prepreg as a function of temperature and
heating rate (5, 8 and 10C/min).
3 0 3 5 4 0 4 5 5 0 5 5
- 0 . 4
- 0 . 3
- 0 . 2 C y c l e C - 1 C y c l e C - 2 C y c l e C - 3
Resid
ual H
eat fl
ow, ∆
H R (w/g)
T i m e ( m i n )Figure 3.11: Residual reaction heat of AS4/8552 prepreg after curing cycles C-1, C-2,
C-3.
50

3.2 Cure Cycles Definition
Figure 3.12: Glass transition temperature of AS4/8552 prepreg after curing cycles C-1,
C-2, C-3 at onset.
The residual reaction heat, ∆HR, the final degree of cure, α, and the glass transition
temperature, Tg for each curing cycle are summarized in Table 3.2.
Cycle ∆Hres (J/g) α Tg (C)
C-1 19.1 0.891 207.6
C-2 18.4 0.895 210.4
C-3 18.3 0.896 210.6
Table 3.2: Residual heat of reaction, ∆Hres, degree of cure, α, and onset glass tran-
sition temperature, Tg, of unidirectional AS4/8552 composite panels manufactured with
different curing cycles.
Tg and α were very similar for all cycles and equivalent to other data reported in the
literature Hubert & Poursartip (2001); Sun (1993). They indicate that a high cross-linking
degree was reached in the thermoset resin during curing, leading to similar mechanical
properties of the resin in all the cycles.
The evolution of α as function of cure time α(t) was determined experimentally for cycle
C-1 by measuring the reaction heat released during curing ∆Ht according to Equation 3.5,
51

3.2 Cure Cycles Definition
α(t) =∆Ht(∆Htot −∆HR)
∆Htot∆Ht=ttotal
(3.5)
where ∆Ht=ttotal is the reaction heat released at the end of the curing (t = ttotal). Due to the
complexity of the curing cycles C-2 and C-3, which result in a combination of temperature
ramps and holds, α(t) could not be obtained accurately by DSC experiments. In such cases,
isothermal-dynamic transitions are not adequately detected with DSC by the limitations
of the technique itself. The evolution degree of cure with the cure time (cure rate) was
studied with the aid of the kinetic model developed by Johnston and Hubert Hubert et al.
(1995) described previously. The kinetics parameters of this model (Equation 2.8) were
obtained by means of the non-linear regression based on weighted least-squares fitting of
the curve α(t) determined experimentally for cycle C-1 and are summarized in Table 3.3.
This method allowed to estimate the evolution of degree of cure for a given cure cycle.
The predictions of the Johnston and Hubert model are depicted in Fig. 3.13. It is shown
that the modifications introduced in cycles C-2 and C-3 with respect to cycle C-1 hindered
the curing of the resin, leading to a lower viscosities in the initial stages of the cycle.
Kinetic constants
Ea = 63242 J/mol
A = 40000 s−1
m = 0.30
n = 1.196
Cr = 25.08
αC0 = 0.051
αCT = 0.001766 K−1
Table 3.3: Constants of the Williams and Hubert kinetic model.
52

3.3 Manufacturing of Composite Laminates
0 1 0 0 0 2 0 0 0 3 0 0 0 4 0 0 0 5 0 0 0 6 0 0 0 7 0 0 00 . 0
0 . 2
0 . 4
0 . 6
0 . 8
1 . 0
Degre
e of C
ure, α
(t)
T i m e ( s )
W & H m o d e l C y c l e C - 1 W & H m o d e l C y c l e C - 2 W & H m o d e l C y c l e C - 3 E x p e r i m e n t a l C y c l e C - 1
Figure 3.13: Evolution of the degree of cure of the AS4/8552 prepreg. Predictions
from Williams and Hubert model for curing cycles C-1, C-2, C-3 and experimental results
of curing cycle C-1.
3.3 Manufacturing of Composite Laminates
Square unidirectional and multiaxial panels were manufactured by compression molding
from AS4/8552 prepregs (Fontijne Grotnes LabPro400). The prepreg plies were stacked
according to the sequence indicated in Table 3.4 and placed between polytetrafluoroethy-
lene sheets for adequate release after the consolidation, Fig. 3.14. No previous vacuum
debulking of the laminate prepreg kit was performed and a constant pressure of 2 bars
was applied immediately after placing the kit between the press plates. Three curing cy-
cles were applied based on the thermo-rheological studies performed for the raw AS4/8552
prepregs.
Panel examination after processing revealed resin bleeding on all faces for multiaxial
laminates while bleeding was limited to the faces perpendicular to the fiber direction in
the unidirectional panels. This indicates that the resin flow was anisotropic and mainly
occurred along the fiber direction due to the higher prepreg permeability in this direction.
53

3.3 Manufacturing of Composite Laminates
Figure 3.14: Staking and packing process of unidirectional laminates.
Panel class Staking sequence Dimensions (mm3) Cured ply thickness (mm)
Unidirectional [0o]5s 200× 200× 2 0.2
Multiaxial[45o/0o/-45o/90o]3s 320× 320× 4.6 0.19
[45o
3/0o
3/-45o
3/90o
3 ]s 320× 320× 4.6 0.19
Table 3.4: Lay up of the manufactured panels.
As far as multiaxial panels is concerned, resin bleeding was the result of the resin flow
following different fiber orientation (0, +45, 90, -45).
3.3.1 Thermogravimetric Measurements
The volume fraction of carbon fiber was measured using thermogravimetric experiments
performed in a vertical thermobalance (model Q50, TA Instruments). The samples were
heated from room temperature up to 1000C at 10C/min in N2 atmosphere up to 500C
and in laboratory air at higher temperature and the mass loss associated with thermal
degradation of the epoxy resin was measured. The nominal fiber volume fraction of the
composite panels was determined according to the ASTM-D3171 (2011) standard from the
densities of carbon (1.79 g/cm3) and epoxy resin (1.3 g/cm3) without considering the initial
void volume fraction.
The fiber volume fraction, Vf , obtained with this methodology was ≈ 59% for unidi-
rectional panels, Fig. 3.15, and ≈ 60% to multiaxial panels, Fig. 3.16.
54

3.3 Manufacturing of Composite Laminates
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0 1 2 0 00
2 5
5 0
7 5
1 0 0
C o m b u s t i o n o f c a r b o n f i b e r
C y c l e C - 1 C y c l e C - 2 C y c l e C - 3
Mass
loss (
%)
T h e r m a l a n d o x i d a t i v e d e g r a d a t i o n o f R e s i n
Figure 3.15: Mass loss of AS4/8552 unidirectional laminates a function of temperature.
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0 1 2 0 00
2 5
5 0
7 5
1 0 0( a )
C y c l e C - 1 C y c l e C - 2 C y c l e C - 3
Mass
loss (
%)
T h e r m a l a n d o x i d a t i v e d e g r a d a t i o n o f r e s i n
C o m b u s t i o n o f c a r b o n f i b e r
55

3.3 Manufacturing of Composite Laminates
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0 1 2 0 00
2 5
5 0
7 5
1 0 0
C y c l e C - 1 C y c l e C - 2 C y c l e C - 3
Mass
loss (
%)
T h e r m a l a n d o x i d a t i v e d e g r a d a t i o n o f r e s i n
C o m b u s t i o n o f c a r b o n f i b e r
( b )
Figure 3.16: Mass loss of AS4/8552 multiaxial clustered laminates as a function
of temperature (a) dispersed laminate [45o/0o/-45o/90o]3s and (b) clustered laminate
[45o3/0
o3/-45
o3/90
o3 ]s.
The first loss in mass, shown in Fig. 3.15 and Fig. 3.16, occurred in an inert atmosphere
and was due to the thermal degradation of the polymeric resin. After air was introduced,
there was a second mass loss of resin at 500C by oxidation. Finally, carbon fibers com-
busted when the temperature attained was ≥ 600C. The initial Vf0 of the AS4/8552
prepreg was also measured by thermogravimetric analysis of the raw prepreg. The average
initial fiber volume fraction was 57%.
56

Chapter 4Simulation of the Compaction
Process
This chapter is focused in the development of a model to analyze the compaction process
of AS4/8552 unidirectional composite laminates manufactured by compression molding.
The model accounts for the different physical phenomena involved in the process. The
resin flow through the fiber preform was modeled using the Darcy’s flow in a porous media
while the compaction process was controlled by the non-linear response of the fiber bed.
The combination of resin flow, the load transfer from the resin to the fibers, and the
deformation of the fiber bed gave rise to a set of partial differential equations that can
be solved by the finite element method. This model was used to analyze the compaction
process of unidirectional AS4/8552 prepregs subjected to different cure cycles.
4.1 Bidimensional Finite Element Model
The analysis of resin flow can be simplified for certain manufacturing processes of com-
posites, such as compression molding. Transverse flow in the through-thickness direction
57

4.1 Bidimensional Finite Element Model
is rather small as the in-plane dimensions of the laminate are typically two or three orders
of magnitude larger than the thickness. The experimental evidence provided in this the-
sis by the compression molding of unidirectional panels revealed extensive resin bleeding
along the fiber direction while the transverse flow was negligible in comparison, Fig. 4.1.
This result is in agreement with the large differences in the permeability factors of a uni-
directional fiber preform between both directions. As a result, three dimensional panels
can be simplified into two dimensional geometries from the viewpoint of flow analysis,
which are representative of the primary directions of resin flow. This simplification reduces
significantly the computational power required and the complexity of the analysis.
Figure 4.1: Resin bleeding during compression molding of a unidirectional panel. Fibers
run horizontally and resin bleeding only occurred along the borders perpendicular to the
fibers .
These observations led to the analysis of the compaction process of the unidirectional
panel by means of the finite element analysis of a plane strain representative section of the
laminate along the fiber direction, Fig. 4.2. Due to the symmetries of the problem, only
one half of the section was analyzed (L/2 being L the total length of the square panel). The
panel thickness was H and the fibers were oriented along the z-axis. The general governing
equations of flow and deformation were reported in chapter 2, and they are basically a
combination of the Terzaghi, Darcy and continuity equations for a porous elastic media.
For the sake of clarity, they are presented here for the case of resin flow in the z-x plane.
The following non-linear partial derivative equation was obtained,
58

4.1 Bidimensional Finite Element Model
Figure 4.2: Sketch and representative section of the panel for the finite element model.
Kzz
Vf
∂2Pr∂z2
+1
V 20
∂
∂y
(VfKxx
∂Pr∂x
)= η∗
∂
∂t
(1− VfVf
)(4.1)
where σ′f +Pr = PT stands for the Terzaghi equation relating the stress carried by the fiber
bed, σ′f , and the resin pressure, Pr, to the total applied external pressure PT , η∗ is the resin
viscosity and Kzz and Kxx the permeability factors along the z and x directions. It should
be noted that the fiber bed elasticity and the permeability factors are highly dependent
on the applied deformation as the fiber-to-fiber contacts increase during the compaction
process. Additionally, the viscosity evolves with time as a consequence of the changes in
temperature during the cure cycle. This partial derivative equation is, therefore, highly
non-linear and was solved in the time and spatial domains by means of the implicit finite
element method using the commercial software Abaqus Standard Abaqus (2012).
Prescribed symmetry displacement conditions, uz = 0, were imposed at the center of
the panel (z = L/2) while stress free conditions were set at the opposite end (z = 0) which
corresponds to the free edge of the laminate. Top and down surfaces (x = 0, x = H) were
treated as non deformable and frictionless surfaces. To this end, the vertical displacement
of the lower tool surface (x = 0) was set to ux = 0, while the vertical displacement of the
upper surface (x = H) was given by ux = δ and depended on the total pressure applied to
the laminate. The geometry was discretized with 4-node bilinear displacement and pore
pressure quadrilateral elements (CPE4P in Abaqus). These elements, formulated under
plane strain conditions in the z-x plane, contain independent degrees of freedom for the
59

4.1 Bidimensional Finite Element Model
pore fluid pressure and are traditionally used to analyze consolidation in problems governed
by Darcy’s flow in Terzaghi’s porous solids. Eight elements were used in the discretiza-
tion through the thickness of the laminate to capture the pressure gradient between the
tool surfaces. A total of 5000 elements was used to ensure a good discretization of the
bidimensional problem.
The following sections are devoted to describe the constitutive behavior of the material
in terms of the fiber bed elasticity and of the permeability.
4.1.1 Fiber bed constitutive equation
During the compaction process, the applied deformation increases the volume fraction
of reinforcement in the laminate. Therefore, fibers become progressively into contact and
the fiber-to-fiber interactions led to a non-linear mechanism of load transfer. Many at-
tempts have been carried out in the past to derive simple, analytical constitutive equations
for the fiber bed such as, for instance, the fiber in a box model developed by Gutowski
Gutowski et al. (1986). Other authors were able to measure the compaction curve on the
AS4/8552 prepreg system by means of the load-hold method Hubert & Poursartip (2001).
In both cases, the fiber bed constitutive equation, σ′f (Vf ), only represents the response of
an unidirectional composite material subjected to deformation perpendicular to the fibers
and, therefore, only provides a part of a more complex behavior including the presence and
flow of the resin. This behavior can be represented adequately by means of an orthotropic
elastic material in the z − x plane according to the following assumptions:
• The elastic modulus of the unidirectional composite material in the fiber direction, Ez,
is independent of the compaction process and depends only on the fiber longitudinal
elastic modulus. The contribution of the fluid resin can be neglected.
• The transverse elastic modulus of the unidirectional composite material, Ex, is con-
trolled by the fiber bed constitutive equation. This behavior can be modeled in
Abaqus assuming that the elastic modulus depends on the fiber volume fraction, and
therefore, on the compaction strain or thickness reduction.
• The in-plane Poisson is ratio, νzx, was assumed to be zero so no coupling between
the longitudinal and transverse behavior is taken into account.
60

4.1 Bidimensional Finite Element Model
• The in-plane shear response of the material is controlled by the shear modulus Gzx
which was set arbitrarily to one half of the transverse modulus assuming an isotropic
behavior.
The fiber bed compaction curve of the AS4/8552 prepreg was estimated by means of
a simple set of compaction tests carried out at different temperatures. Unidirectional [0]10
square specimens of 77.5 × 77.5 mm2 were cut, packed together with a Teflon/glass fiber
cloth and consolidated under constant load in an Instron 3384 electromechanical testing
machine. The load was maintained constant during the consolidation process with an av-
erage compaction pressure of 2 bars which was applied to the laminate kit by means of
two steel compression plates, Fig. 4.3.a. The testing rig was introduced in an Instron en-
vironmental chamber and the temperature was measured with standard K thermocouples
in contact with the laminate. The specimens were first placed between the compression
plates followed by an immediate preload at 2 bars during 45 minutes to remove air en-
trapped between adjacent layers of the laminate (debulking operations). Afterwards, a
constant temperature ramp of 10C/minute was applied until the desired temperature
(120, 140, 160 or 180C) was attained. This temperature was maintained during 2.5 h. It
should be mentioned that the evolution of the temperature in the composite laminate was
different from the thermal cycle imposed to the environmental chamber as a consequence of
the large thermal inertia of the whole fixture, Fig. 4.3.b. The initial slope was the same in
all cases corresponding to the maximum rate allowed by the thermal controller but deviate
rapidly from linearity until the fully stationary regime was attained.
The vertical strain, εx, was obtained from the initial and final laminate thickness and is
summarized in Table 4.1 for the four temperatures. The compaction of the laminates was
similar, around 20%, and independent of the temperature. The total compaction time was
large enough in all the cases to attain the maximum compaction (or the maximum volume
fraction) corresponding to an applied external pressure of 2 bars.
In addition, the resin bleeding strain was estimated by measuring the mass loss after
the compaction of the laminate. The bleeding strain was computed as
εbleeding =Mf −M0
ρrW0L0H0 (4.2)
61

4.1 Bidimensional Finite Element Model
Figure 4.3: a) Testing rig used for the compaction tests, b) Evolution of the laminate
temperature.
Temperature Cycle εx εbleeding
I-120C 0.193± 0.017 0.0839± 0.0072
I-140C 0.197± 0.007 0.0906± 0.0061
I-160C 0.191± 0.019 0.0914± 0.0097
I-180C 0.194± 0.017 0.0954± 0.0056
Table 4.1: Final compaction and bleeding strains.
where W0, L0 and H0 are, respectively, the initial width, length and thickness of the lam-
inate (assuming that the weight loss by bleeding is fully compensated by the thickness
change). Resin bleeding was obtained by measuring the initial mass of the laminate M0
and the final mass Mf , which was obtained after carefully trimming the excess of resin
of the edges of the plate. The results are also summarized in Table 4.1 and compared
with the total final strain. It should be noted that these values are very different, and
the bleeding strains accounted for less than 50% of the total strain. The percolation flow
mechanism leading to resin bleeding is not the only mechanism responsible for the final
thickness and the discrepancies could be attributed to debulking operations. The effect of
debulking during the preparation of the laminate kit and the method of removal the excess
of air entrapped between adjacent layers during lamination could play an important role
62

4.1 Bidimensional Finite Element Model
in the compaction process and influences systematically the compaction curve. This fact
limited the accuracy of the modelization of compaction as debulking and air entrapped be-
tween adjacent layers are highly dependent on the operator experience. For these reasons,
an initial strain offset, εx,debulk, due to debulking was introduced to obtain an adequate
prediction of the final thickness. The final compaction curve used for the simulations of
consolidation for the curing cycles C-1, C-2 and C-3 is plotted in Fig. 4.4 where the initial
strain offset due to debulking has been included. The values of εx,T (the maximum strain
corresponding to the applied load of 2 bar), and εx,debulk were fitted using the data from
compaction experiments I-120, I-140, I-160, I-180.
0 . 0 0 . 1 0 . 20 . 0
0 . 1
0 . 2
0 . 3
εx , d e b u l k εx T
r e s i n f l o w
Stres
s (MP
a)
S t r a i n ( % )
E x p e r i m e n t a l d a t a G u t o w s k i ’ s M o d e l
d e b u l k i n g p h a s en o f l o w
P T
Figure 4.4: Estimated compaction curve for the AS4/8552 prepreg.
4.1.2 Fiber Bed Permeability
Resin was squeezed out from the laminate during the compaction process until the
maximum volume fraction of reinforcement was attained. Resin flow in porous media is
traditionally modeled by means of Darcy’s equation that relates the fluid velocity to the
pressure gradient through the permeability factors and the fluid viscosity, equation 1.13.
63

4.1 Bidimensional Finite Element Model
The intrinsic permeability or hydraulic conductivity tensor of an orthotropic preform, K,
can be expressed as
K =γ
η∗
[Kzz 0
0 Kxx
](4.3)
where z is the fiber direction and x the direction perpendicular to the fibers, and γ and
η∗ the specific weight and the dynamic viscosity of the resin, respectively. Kzz and Kxx
stand for the permeability coefficients of a orthotropic porous media measured in units of
square length. The hydraulic conductivity K was obtained from Equation 4.3 taking into
account that Kzz was the permeability in the flow direction (z-direction) and is a function
of the fiber volume fraction and of the viscosity. Kxx was ≈ 0 by assuming no flow in the
direction perpendicular to the fibers (x direction).
The dependence of the permeability Kzz with the fiber volume fraction was introduced
by means of the Carman-Kozeny equation 2.15 according to
Kzz =r2f
4k
(1− V 3f )
Vf(4.4)
where rf is the fiber radius (≈ 3− 4 µm for AS4 carbon fibers) and k the Carman-Kozeny
constant. This constant mainly determines the time necessary to achieve the maximum
compaction and was set to k = 0.006 so that the total compaction strain εx,T result obtained
by means of the finite element simulation was equal to the compaction experiments I-120,
I-140, I-160, I-180 for the same total curing time.
The viscosity is the other parameter necessary to obtain the hydraulic conductivity.
The viscosity of the resin is strongly dependent on the temperature during the prepreg
consolidation and the viscosity profiles of the AS4/8552 prepreg material were obtained
from the dynamic rheological experiments carried out in section 3.2.4. The viscosity
of the resin was fit to the analytical model developed by Kenny (1992), Equation 2.12.
This model includes the dependency of the viscosity on the temperature and the cure
degree. The Jonhson and Huber autocatalytic model (presented in equation 2.8, and used
in section 3.2.5) was used to determine the degree of cure.
The rheological characterization described in section 3.2.2 and section 3.2.3 provided
the experimental data required to determine the constants for the viscosity model of the
64

4.1 Bidimensional Finite Element Model
AS4/8552 prepreg. The identification of the parameters of the model was performed se-
quentially. Firstly, Equation 2.12 was rewritten in logarithmic form as follows:
ln η∗(T, α) = lnAµ +EµRT
+ (A+Bα) ln
(αg
αg − α
)(4.5)
This expression can be simplified for the case of a negligible degree of cure (α ≈ 0) as
ln η∗(T, 0) = lnAµ +EµRT
(4.6)
and the linear fit by the least squares method of the logarithm viscosity vs. the inverse of
the temperature, Equation 4.6, provided the initial viscosity Aµ and the activation energy
Eµ, Fig. 4.5. The average values obtained from dynamic runs carried out at 8 and 10C/min
were Aµ = 3894 Pa s and Eµ = 7214 J/mol.
The remaining parameters controlling the effect of the degree of cure in the viscosity.
The parameters A and B were obtained by means of the weighted-square non-linear re-
gression method from isothermal runs at 130 and 160C, Fig. 4.6 and the corresponding
average values are presented in Table 4.2. The degree of cure associated with the gel point,
αg, was set to 0.8 according to the viscosity tests and the corresponding curve of degree of
cure vs. cure time (section 3.2.5).
Temperature A B
130C 1.09 2.00
160C 1.13 1.85
Table 4.2: Paramenters A and B for Kenny’s model.
For comparison purposes, the results of the model are plotted together with the exper-
imental viscosity measurements carried out at 120, 140, 160 and 180C in Fig. 4.7. The
results were in good agreement and demonstrate the ability of Kenny’s model Kenny (1992)
to capture the influence of temperature and degree of cure in the viscosity of the AS4/8552
prepreg.
65

4.1 Bidimensional Finite Element Model
0 . 0 0 2 4 0 . 0 0 2 6 0 . 0 0 2 8 0 . 0 0 3 01 0 . 0
1 0 . 2
1 0 . 4
1 0 . 6
1 0 . 8
1 1 . 0
1 1 . 2
Ln co
mplex
visco
sity
1 / T ( K - 1 )Figure 4.5: Linear fit according to Equation 4.6 of the logarithmic viscosity vs. 1/T at
8C/min and 10C/min.
0 . 0 0 . 2 0 . 4 0 . 6 0 . 8
4 . 0 x 1 0 5
8 . 0 x 1 0 5
1 . 2 x 1 0 6
1 . 6 x 1 0 6
2 . 0 x 1 0 6
Comp
lex vis
cosity
, η∗ (P
a s)
D e g r e e o f c u r e , α
Figure 4.6: Non-linear fit according to Equation 2.12 of the viscosity vs. degree of cure
α at 130 and 160C.
66

4.1 Bidimensional Finite Element Model
0 2 0 0 0 4 0 0 0 6 0 0 0 8 0 0 0 1 0 0 0 0
1 0 5
1 0 6
K e n n y ’ s m o d e l I - 1 4 0 E x p e r i m e n t a l I - 1 4 0
Comp
lex vis
cosity
, η∗ (P
a s)
C u r e t i m e ( s )
0 2 0 0 0 4 0 0 0 6 0 0 0 8 0 0 0
1 0 5
K e n n y ’ s m o d e l I - 1 2 0 E x p e r i m e n t a l I - 1 2 0
Comp
lex vis
cosity
, η∗ (P
a s)
C u r e t i m e ( s )
( a )
( b )
67

4.1 Bidimensional Finite Element Model
0 2 0 0 0 4 0 0 0 6 0 0 0 8 0 0 0
1 0 5
1 0 6
C u r e t i m e ( s )
K e n n y ’ s m o d e l I - 1 6 0 E x p e r i m e n t a l I - 1 6 0
Comp
lex vis
cosity
, η∗ (P
a s)
( c )
0 2 0 0 0 4 0 0 0 6 0 0 0
1 0 5
1 0 6
C u r e t i m e ( s )
Comp
lex vis
cosity
, η∗ (P
a s) K e n n y ’ s m o d e l I - 1 8 0
E x p e r i m e n t a l I - 1 8 0
( d )
Figure 4.7: Evolution of the complex viscosity with cure time: a) 120C, b) 140C, c)
160C and d) 180C.
68

4.1 Bidimensional Finite Element Model
4.1.3 Effect of the Temperature Cycle on the Compaction
The consolidation process of unidirectional flat laminates was simulated using the finite
element approximation for the flow-compaction model for the curing cycles C-1, C-2 and
C-3 in order to asses the effect of the processing conditions on the compaction of unidi-
rectional flat AS4/8552 panels manufactured by compression molding. Consolidation was
only considered in the vertical direction and the applied pressure was held constant at 2
bar. The non-linearity of the fiber bed permeability was considered using the compaction
curve described in Fig. 4.4. The viscosity profiles were computed using Kenny’s model.
The experimental and Kenny’s model viscosity profiles during compaction for curing cycles
C-1, C-2 and C-3 are shown in Fig. 4.8. The agreement between the model predictions and
the experiments was excellent.
For comparison, unidirectional [0]10 square specimens with dimensions 200× 200 mm2
were packed in teflon/glass fiber fabric and consolidated at 2 bar by means of hot pressing.
They were preloaded during 45 minutes at 2 bar before between the compression plates at
room temperature and were consolidated using curing cycles, C-1, C-2 and C-3. The total
vertical strain εx was determined by measuring the dimensions of the samples before and
after the test. The strain caused by the resin bleeding out of the panel was obtained from
the mass loss of resin (εbleeding). The measured displacements are summarized in Table 4.3.
Curing Cycle εx εbleeding
C-1 0.089±0.042 0.0242±0.0071
C-2 0.116±0.028 0.0304±0.0069
C-3 0.123±0.032 0.0249±0.0069
Table 4.3: Compaction strains of unidirectional [0]10 laminates subjected o different
curing cycles at 2 bars of pressure.
The variation of the vertical strain as a function of the curing time for the tree curing
cycles is plotted in Fig. 4.9. As expected, the consolidation strain εx was a function of the
processing conditions. The total thickness reduction was mainly due to percolation flow
and debulking. The experimental results were in ”good” agreement with the numerical
simulations and both are shown in Table 4.5.
69

4.1 Bidimensional Finite Element Model
1 0 5
1 0 6
K e n n y ’ s m o d e l E x p e r i m e n t a l
Comp
lex vis
cosity
, η∗ (P
a s)
C - 1( a )
0 5 0 0 1 0 0 0 1 5 0 0 2 0 0 0 2 5 0 0 3 0 0 0C u r e t i m e ( s )
0 5 0 0 1 0 0 0 1 5 0 0 2 0 0 0 2 5 0 0 3 0 0 0
1 0 5
1 0 6
Comp
lex vis
cosity
, η∗ (P
a s)
C u r e t i m e ( s )
C - 2 K e n n y ’ s m o d e l E x p e r i m e n t a l
( b )
70

4.1 Bidimensional Finite Element Model
1 0 5
1 0 6
K e n n y ’ s m o d e l E x p e r i m e n t a l
C - 3
0 5 0 0 1 0 0 0 1 5 0 0 2 0 0 0 2 5 0 0 3 0 0 0
( c )Co
mplex
visco
sity, η
∗ (Pa s
)
C u r e t i m e ( s )Figure 4.8: Viscosity profiles for curing cycle (a) C-1, (b) C-2 and (c) C-3.
0 1 0 0 0 2 0 0 0 3 0 0 0 4 0 0 0 5 0 0 0- 0 . 1 6
- 0 . 1 2
- 0 . 0 8
- 0 . 0 4
0 . 0 0 C y c l e C - 1 C y c l e C - 2 C y c l e C - 3
Strain
, ε x
t i m e ( s )
r e s i n f l o w
d e b u l k i n g p h a s en o f l o w
Figure 4.9: Numerical simulation of compaction strain as a function of the curing time
for curing cycles C-1, C-2 and C-3
71

4.1 Bidimensional Finite Element Model
Cure cycles Experimental Simulation
C-1 0.089 0.119
C-2 0.116 0.139
C-3 0.123 0.135
Table 4.4: Simulation and experimental results of the vertical strain at the end of the
curing cycle
During the compaction process, the resin was squeezed out the laminate with a velocity
u(x, t). The rate of mass change (dMr/dt) in the composite can be computed as function
of the resin velocity distribution through the thickness in the edge at z = 0 (permeable
edge) using the law of conservation of mass Springer (1982),
dMr
dt= −ρr
∫ −H/2H/2
u(x, t)dx (4.7)
where H is the thickness of the laminate and ρr the density of the resin. The total mass
loss can be obtained by integrating Equation 4.7,
Mr = −ρr∫ t
0
∫ −H/2H/2
u(x, t)dxdt (4.8)
and the resin mass loss for the 200× 200 mm2 predicted by the model was compared with
the experimental results in Table 4.5.
Cure cycles Experimental (g) Simulation (g)
C-1 1.8 1.38
C-2 2.2 1.65
C-3 2.1 1.62
Table 4.5: Predicted and experimental mass loss for curing cycles C-1, C-2, C-3
The predicted mass loss differed by about 25% from the experimental results, a 5%
higher than the differences in the vertical strain. These differences could be attributed to
the experimental error to meaure the experimental mass loss, which was determined by
removing the resin from the edges of the laminate.
72

4.1 Bidimensional Finite Element Model
Figure 4.10 show the evolution of the hydraulic conductivity γKη∗
for each cure cycle. The
hydraulic conductivity increased up to a maximum which coincides with the gel point of the
resin. Afterwards, the hydraulic conductivity decreased as the degree of curing increased
until the resin flow stopped. The time when the resin is able to flow in the composite is a
good estimation of the processing window.
The evolution of the effective stress (stress supported by the fiber bed) along the width
of the laminate and the pore pressure (pressure supported by the resin) are plotted for
curing cycle C-2 in Figure 4.11 (plots of curing cycles C-1 and C-3 are very similar and not
included for the sake of brevity). The load transferred to the fiber bed was maximum at
the permeable edge (z = 0) and decreased towards the central region. The pore pressure
(Pr) in this region was zero so all the load was transfered almost instantaneously to the
fabric perform. From this point, the pressure is gradually transferred to the fibers as the
resin was squeezed out of the laminate so the fiber bed was less compressed. Pr increased
from z = 0 due to the presence of the resin which supported part of the applied load.
0 1 0 0 0 2 0 0 0 3 0 0 0 4 0 0 0 5 0 0 0 6 0 0 00 . 0
2 . 0 x 1 0 - 7
4 . 0 x 1 0 - 7
6 . 0 x 1 0 - 7
8 . 0 x 1 0 - 7
1 . 0 x 1 0 - 6
1 . 2 x 1 0 - 6
H y d r a u l i c c o n d u c t i v i t y
T i m e ( s )
( a )C y c l e C - 1
2 5
5 0
7 5
1 0 0
1 2 5
1 5 0
1 7 5
2 0 0
T e m p e r a t u r e
0 . 0
0 . 2
0 . 4
0 . 6
0 . 8
1 . 0
D e g r e e o f c u r e
α
73

4.1 Bidimensional Finite Element Model
0 1 0 0 0 2 0 0 0 3 0 0 0 4 0 0 0 5 0 0 0 6 0 0 00 . 0
2 . 0 x 1 0 - 7
4 . 0 x 1 0 - 7
6 . 0 x 1 0 - 7
8 . 0 x 1 0 - 7
1 . 0 x 1 0 - 6
1 . 2 x 1 0 - 6
1 . 4 x 1 0 - 6
H y d r a u l i c c o n d u c t i v i t y
T i m e ( s )
( c )C y c l e C - 3
2 5
5 0
7 5
1 0 0
1 2 5
1 5 0
1 7 5
2 0 0
T e m p e r a t u r e
0 . 0
0 . 2
0 . 4
0 . 6
0 . 8
1 . 0
D e g r e e o f c u r e
α
0 1 0 0 0 2 0 0 0 3 0 0 0 4 0 0 0 5 0 0 0 6 0 0 00 . 0
2 . 0 x 1 0 - 7
4 . 0 x 1 0 - 7
6 . 0 x 1 0 - 7
8 . 0 x 1 0 - 7
1 . 0 x 1 0 - 6
1 . 2 x 1 0 - 6
1 . 4 x 1 0 - 6
H y d r a u l i c c o n d u c t i v i t y
T i m e ( s )
( b )C y c l e C - 2
2 5
5 0
7 5
1 0 0
1 2 5
1 5 0
1 7 5
2 0 0
T e m p e r a t u r e
0 . 0
0 . 2
0 . 4
0 . 6
0 . 8
1 . 0
D e g r e e o f c u r e
α
Figure 4.10: Numerical predictions of the evolution of the hydraulic conductivity as a
function of the curing time for curing cycles (a) C-1, (b) C-2 and (c) C-3, element 501
74

4.1 Bidimensional Finite Element Model
Figure 4.11: Evolution of the (a) pore pressure (Pr) and (b) effective stress (σ′) along
width of the laminate for curing cycle C-2
75

76

Chapter 5X-ray Computed Tomography
Characterization of Defects
X-ray computed tomography (XTC) was used to characterize the void population of the
unidirectional and quasi-isotropic composite panels manufactured by means of compression
molding. Different panels were studied corresponding to the three curing cycles defined in
Chapter 3. XCT enables the straightforward determination of the volume fraction, shape
and spatial distribution of voids within the panels. The chapter begins with a review of
the main non-destructive evaluation techniques used for composite materials, followed by
a brief description of the fundamentals of XTC. The results of the void population analysis
are presented at the end of the chapter.
5.1 Non-Destructive Evaluation Techniques
The microstructural characterization of composite materials is necessary to understand
the main physical phenomena that occur during manufacturing or service of the material.
Conventionally, composite materials characterization is performed in 2D, which is often
77

5.1 Non-Destructive Evaluation Techniques
linked to image analysis to provide quantitative information of the microstructural features.
Sometimes, 3D information can be obtained by expansion of 2D measurements DeHoff &
Rhines (1953) but:
• The number of objects per surface area cannot be related to the 3D number of objects
per unit volume because 2D section objects might appear separated whereas they are
connected in 3D.
• The size distribution of the phases with complex shape cannot be obtained from a
2D section.
• The connectivity of the phases cannot be obtained from 2D measurements.
Furthermore, sample preparation for 2D observations may lead to experimental arte-
facts. For instance, observation of pores is not always accurate since polishing might create
artificial voids by extracting hard phases (such as carbon fibers) from the material or elim-
inating voids in a soft material by refilling them.
The traditional 2D techniques for composite inspection are optical or electron mi-
croscopy (SEM), X-ray radiography, ultrasonics, etc. and not all of them are useful for the
analysis of the porosity or void population. Since voids produce strong scattererings of the
elastic waves, ultrasonic attenuation has been commonly used to determine the porosity.
Mechanical tests were correlated with ultrasonic attenuation to predict the stiffness and
residual strength of porous composites Stone & Clarke (1975), Rubin & Jerina (1993),
Hsu & Nair (1987). Jeong & Hsu (1995) measured the ultrasonic attenuation in carbon
fiber-reinforced composites and found that the attenuation slope (slope of attenuation co-
efficient vs. frecuency curve) correlated with the void content. They also observed that
both attenuation and attenuation slope were particularly sensitive to the pore morphol-
ogy. Moreover, the use of ultrasonic backscatter and Lamb wave modes to characterize
anomalies in composites has received considerable interest in recent years. Cohen & Crane
(1982) applied the polar backscatter technique to examine fiber misalignment, cracks and
porosity. The leaky Lamb waves were used as a nondestructive tool for detecting different
discontinuities in composites, including porosity P.McIntire (1991) and transverse cracks
Dayal & Kinra (1991). Finally, Jeong (1997) established a correlation between ultrasonic
attenuation slope and interlaminar shear strength as well as void content for carbon/epoxy
78

5.2 X-ray Computed Tomography Fundamentals
unidirectional and quasi-isotropic composites and carbon/polyimide woven laminates for a
void content up to 11%.
In comparison with all these thecniques, X-ray computed microtomography (XCT)
is one of the most versatile 3D nondestructive evaluation techniques. It provides three-
dimensional visualization mapping of the X-ray absorption coefficient within the object
yielding the possibility of a three-dimensional characterization. The basis of X-ray tomog-
raphy is X-ray radiography: an X-ray beam is sent through a sample and the transmitted
beam is recorded on a detector. The resulting image contains the superimposed informa-
tion (projection) of a volume onto a plane and 3D information can be obtained from a
large number of radiographs while rotating the sample between 0 and 360. X-ray tomog-
raphy has many applications in material science i.e: cell size distributions in PVC foams
Elmoutaouakkil et al. (2003) or metal foams Olurin et al. (2002), characterization of cel-
lular materials Maire et al. (2007), analysis of damage in fiber reinforced composites Sket
et al. (2012), P.J. Schilling et al. (2005), Fidan et al. (2012), Moffat et al. (2008), Centea
& Hubert (2011) and Enfedaque et al. (2010).
In this thesis, the volume fraction, shape and spatial distribution of voids were analyzed
in detail by means of X-ray computed microtomography, which has been demonstrated to
be a very powerful technique for analyzing the microstructural features of composites.
5.2 X-ray Computed Tomography Fundamentals
XCT is a non-destructive imaging method in which the 3D reconstruction of an object
can be obtained from X-ray images collected at many different angles. Figure 5.1 shows
the principle of operation of X-ray tomography. X-rays are generated by the acceleration
of electrons from a filament towards a target material, normally made of a heavy element,
such as tungsten or molybdenum. The electrons extracted from the filament (cathode)
are focused and centered by electromagnets and travel inside the vacuum tube towards
the anode at the end. The collision of the electrons from the filament against the target
generate X-rays by photoelectric and Compton effects and als, but less importantcohernt
scattering. The sample is positioned in between the X-ray source and the detector. The X-
rays traveling through the sample are attenuated depending on the absorption coefficient
of the material and the energy of the incident X-ray beam reaching the detector which
79

5.2 X-ray Computed Tomography Fundamentals
records a radiography. During a tomographic scan a set of radiographies is recorded at
different angle positions.
Figure 5.1: Schematic of a X-ray tomography system.
The sample can be modeled as a two or three-dimensional distribution of the X-ray
attenuation coefficient, µ(x, y), which is a property that characterizes the ability of the
material to absorb X-ray from the beam source. The radiation intensity, I, transmitted
through a layer of material, Figure 5.2, is related to the incident intensity, I0 according to
Lambert-Beer’s law, Equation 5.1. This equation relates the total attenuation p(t) (ratio
of transmitted to incident intensity of radiation) through the X-ray absorption coefficient
of the material, µ(x, y).
p(t) = lnI
I0
= exp
[∫Γ
µ(x, y)ds
](5.1)
where the line integral represents the total attenuation suffered by the X-ray beam traveling
along a straight path s(x, y) through the cross-section of the object and t is the distance
from each ray of parallel beam to the center of rotation, Figure 5.2. The procedure for
the reconstruction of a sample volume from the radiographies collected at different angles
θ of rotation is summarized briefly, and explained on a parallel beam configuration for
simplicity. During radiography collection, sample rotates around the z-axis (perpendicular
80

5.2 X-ray Computed Tomography Fundamentals
to the paper). The cross-section of the sample is described by the function f(x, y). The
X-ray beam is assumed to be formed by parallel rays. When each ray passes through the
sample, part of the radiation is absorbed and the attenuated intensity, p(t, θ), is collected
in the detector. The attenuation will depend on the absorption coefficient of the material
crossed and on the length of the path, s, through the sample.
Figure 5.2: Principle of tomography and illustration of the Fourier slice theorem.
Once the different projections are recorded for a set of rotation angles, the next step is to
obtain the tomographic reconstruction of the original object. The object is reconstructed
by means of the projection-slice theorem Herman (1980), Kak & Slaney (1987). This
theorem establishes that the reconstruction of the object f(x, y) is possible from the X-ray
attenuation projections acquired at infinite rotation angles, p(t, θ). This function p(t, θ) is
also known as the Radon transform. The projection-slice theorem states that it is possible
reconstruct the cross-section of the object by f(x, y) finding the inverse Radon function of
p(ω, θ) (Fourier inverse transform). By stacking up a series of cross-sections a volume of
the object is obtained. Unfortunately, the inverse Radon transform is extremely unstable
with respect to noisy data. In practice, a stabilized and discretized version of the inverse
Radon transform (known as the Filtered Back Projection algorithm) Herman (1980), Kak
& Slaney (1987) is used. The idea of the back projection is to assign to each point of
the object the average intensity of all the projections that pass through that point. The
81

5.3 Characterization of Void Population
back projected image is, however, a blurred version of the original object. To overcome
this effect, the reconstructed object is filtered using a high pass filter. Finally, the object
is reconstructed by means of specific interpolation techniques. All the samples studied
in this work were reconstructed using the algorithm based on the filtered back-projection
procedure.
5.3 Characterization of Void Population
The distribution of voids in the raw prepregs and in the consolidated laminates was
studied by means of XCT using a Nanotom 160NF tomograph (Phoenix, Inc.), Figure 5.3.
The tomograms were collected at 50 kV and 350 µA using a Molybdenum target. Typical
acquisition time for each tomogram was around 5 h.
Figure 5.3: Nanotom 160NF tomograph.
The analysis of the reconstructed volumes was targeted to characterize the geometrical
features and spatial distribution of the voids. Voids were extracted by identifying the voxels
of the tomograms belonging either to a void or to the bulk composite material based on
their grey level. The threshold used for void segmentation was based on the local variance
method from Sauvola applied to each slice, adapting the threshold according to the mean
82

5.3 Characterization of Void Population
and standard deviation of the peak of the histogram (more details can be found in Yan
et al. (2005)). Only voids larger than 2× 2× 2 connected voxels were considered. Smaller
voids can be artifacts from noise and were neglected in this work. The binary images were
used to compute the quantitative values of the volume fraction, spatial distribution and
geometry of voids using Matlab routines.
5.3.1 Unidirectional Laminates
The resolution of most measurements was set to 11 µm/voxel but a few analyses were
carried out with a resolution of 4 µm/voxel. Prismatic samples of 20 × 20 × 2 mm3
in thickness were extracted from the central part of the laminates for the tomographic
inspections.
A X-ray microtomography section perpendicular to the fiber tows of the raw prepreg
(not cured) is shown in Figure 5.4. The fiber content in the prepreg was lower than that of
the final laminate and the average distance between fiber tows was 804±120 µm. Porosity
in the prepreg was limited and it was mainly concentrated within the tows, although
isolated rounded pores in the matrix were also found.
Figure 5.4: X-ray microtomography cross-section of the raw prepreg perpendicular to
the fiber tows. Matrix appears as light gray regions, fibers tows as dark gray regions and
pores are black.
So far, experimental studies on processing-associated porosity in polymer-matrix com-
posites were carried out from optical or scanning microscopy analysis of cross-sections. In
order to understand the results that will be presented later, results provided by optical
microscopy (OM) and X-ray computed tomography (XCT) were compared. For instance,
Figure 5.5.a shows a montage of 10 optical micrograph of a cross-section perpendicular to
the fibers of a panel manufactured with cure cycle C-1.
83

5.3 Characterization of Void Population
Figure 5.5: (a) OM montage of a cross-section of the composite panel manufactured
with cure cycle C-1. (b) XCT slice of the same cross-section with 4 µm/voxel resolution.
(c) Idem as (b) with 11 µm/voxel resolution. (d) Average of all the slices along the
fiber direction with 4 µm/voxel resolution. (e) Idem as (d) with 11 µm/voxel resolution.
Regions with a large volume fraction of interply voids are marked with an ellipse.
Three well-defined regions can be distinguished in the OM picture: fiber-rich regions
(light gray), resin-rich regions (in gray, normally located around the fiber tows and showing
an undulated behavior along the laminate) and porosity (dark gray) which was sometimes
filled with resin during polishing, hindering pore evaluation. The same cross-sectional
84

5.3 Characterization of Void Population
area was also visualized by XCT with a resolution of 4 µm/voxel in Fig. 5.5.b and 11
µm/voxel in Fig. 5.5.c. The void area fractions determined from these micrographs were
1.9% (OM), 2.1% (CT, 4 µm) and 2.0% (CT, 11 µm). The differences between OM and
XCT arose probably from the pores filled with resin during polishing operations while the
void area fraction determined by XCT with 11 µm/voxel resolution was slightly lower than
that measured with 4 µm/voxel because the smallest pores were not detected at lower
resolution. Nevertheless, their overall contribution to the total area fraction was of the
same order of the error associated to the experimental measurement.
XCT allows the straightforward determination of the area fraction of pores along the
fiber direction, a very time-consuming task with OM. For instance, the analysis of 1500
slices along the fiber direction showed that the porosity varied between 2.0% and 4.1%,
along the fiber direction in laminate C-1 the average being 2.9%. The drawback of XCT
slices is that it is not possible to distinguish between the resin matrix and the carbon fibers
due to the similarities in the X-ray absorption coefficient of both materials. However, this
limitation was overcome in the present case because the microstructure remains relatively
constant along the fiber direction. Thus, it was possible to enhance the microstructural
features (i.e. emphasize the differences between matrix-rich and fiber-rich regions) by
averaging the gray levels along the fiber direction over all the slices. The results are
shown in Fig. 5.5.d and Fig. 5.5.e for the XCT obtained with 4 µm/voxel and 11 µm/voxel
resolution, respectively. Resin bands were clearly visible under these conditions and, in
addition, it was possible to observe the regions where the pores were concentrated (marked
by the ellipsoids). These observations seem to indicate that most of the porosity came
from air entrapment between laminas during the lay-up. Light gray areas surrounding the
resin bands correspond to high fiber density regions. This effect was observed in the XCT
with both 4 µm/voxel and 11 µm/voxel resolution.
XCT images with 11 µm/voxel resolution were used to obtain information about the
void shape and spatial distribution within the panels, as shown in Fig. 5.6.a, in which
carbon fibers and resin were set to semi-transparency to reveal the voids.
85

5.3 Characterization of Void Population
Figure 5.6: (a) X-ray microtomography of void spatial distribution in the uniaxial
composite panels manufactured according to the curing cycles C-1, C-2 and C-3. (b)
Typical rod-like void together with its equivalent cylinder.
5.3.1.1 Geometry
Voids were elongated in shape with the major axis parallel to the fiber axis (Z axis).
Each individual void was fitted to an equivalent cylinder of elliptical section whose volume,
centroid and moments of inertia were equal to those of the void. Fig. 5.6.b shows the
voxel reconstruction of a typical void, where the rod-like shape is clearly visible, and the
corresponding equivalent cylinder is also shown for comparison.
Voids were closely aligned with the fiber direction and the maximum misalignment was
below ≈ 1.5(angle between the fiber direction and the principal axis of the equivalent
cylinder). Information about the void shape was obtained from the statistical analysis
of the dimensions of the equivalent cylinders. The cross-section of voids perpendicular
to the fiber direction (Z axis) was characterized by the flatness ratio, f , Fig. 5.7, which
stands for the ratio between the semiaxes of the ellipsoidal section, as shown in Table 5.1.
86

5.3 Characterization of Void Population
The flatness ratio was approximately f ≈ 1.5, regardless of the cure cycle, and this result
points to the dominant effect of the applied external pressure on the transversal shape of
the voids. More interesting is the analysis of the elongation factor, Fig. 5.7, defined as the
ratio between the major axis and the average transversal axis (average of the minor X-axis
and medium Y-axis), which is plotted in Fig. 5.8 as a function of the void volume.
Figure 5.7: Definition of the elongation factor and flatness ratio of individual voids.
The results for all the cure cycles are consistent and the larger the void, the longer the
elongation. This is indicative of two different void origins. The smaller ones, with more
rounded shape, could come from internal voids within the prepreg, either present before
the consolidation (gas bubbles from resin mixing operations, broken fibers) or generated
by diffusion of water during the cure cycle. Long, elongated voids were the result of air
entrapment and wrinkles created during lay-up and presented larger volume. Interestingly,
the evolution of the elongation with the void volume is grouped into two sets. Laminates
manufactured following cure cycles C-1 and C-2 present higher elongations (by a factor of
2) than those processed with cycle C-3.
87

5.3 Characterization of Void Population
0 . 0 8 . 0 x 1 0 5 1 . 6 x 1 0 6 2 . 4 x 1 0 6 3 . 2 x 1 0 6 4 . 0 x 1 0 6
5
1 0
1 5
2 0
2 5
3 0
3 5
4 0 C y c l e C 1 C y c l e C 2 C y c l e C 3
Elong
ation
facto
r
V o i d v o l u m e ( µm 3 )Figure 5.8: Elongation factor of individual voids for the different cure cycles.
Cycle Vf (%) f ∆d (µm)
C-1 2.9 1.45 973± 286
C-2 0.4 1.49 1075± 374
C-3 1.1 1.52 1276± 330
Table 5.1: Volume fraction of voids, Vf , void flatness ratio, f , and average distance
between sections with high porosity along the panel width (Y axis), ∆d, as a function of
the cure cycle for AS4/8552 unidirectional laminates.
Panel examination after processing revealed resin bleeding on the faces perpendicular
to the fiber direction but not on the faces parallel to the fibers. This fact indicates that
resin flow was anisotropic and mainly occurred along the fiber direction, in agreement with
the higher permeability factor in this direction. The dominant resin flow along the fibers
led to the formation of a channel-type structure (also reported in previous studies Loos &
Springer (1983), Tang et al. (1987) and facilitated the transport and coalescence of voids
along the fibers. In addition, the cross-section of the elongated voids was reduced as a
result of the compaction pressure and many of them eventually collapsed, leading to panels
with very low porosity.
88

5.3 Characterization of Void Population
5.3.1.2 Void Volume Fraction
The volume fraction of voids, Vf , was obtained directly from the tomograms by numer-
ical integration of the individual volume of all the voids, and it is reported in Table 5.1.
The composite panels manufactured following curing cycle C-1 contained the highest vol-
ume fraction of pores (2.9%), while curing cycle C-2 led to the minimum residual porosity
(0.4%). For discussion purposes, the dynamic viscosity profiles in the low viscosity region
previously presented in Fig. 3.7 are now replotted together in Fig. 5.9. The low viscosity
region corresponds to the processing window where consolidation takes place and this in-
formation is very reliable to establish the connection between the processing conditions and
void volume fraction and spatial distribution. Low viscosity values (in the range 3−5×105
Pa s) were attained 10 min after the beginning of cure and were maintained for another 10
min in all cycles.
0 5 0 0 1 0 0 0 1 5 0 0 2 0 0 0 2 5 0 01 0 4
1 0 5
1 0 6
Comp
lex vis
cosity
, η* (P
a s)
T i m e ( s )
C y c l e C 1 C y c l e C 2 C y c l e C 3
Figure 5.9: Dynamic evolution of the complex viscosity, η∗, of unidirectional AS4/8552
composite prepreg at the processing window region.
The viscosity increased sharply afterwards for the cycle C-1, and the processing window
of this cycle was the shortest one. The time available for migration and/or diffusion of the
air bubbles was limited and this led to the panel with the highest volume fraction of voids.
89

5.3 Characterization of Void Population
On the contrary, the lowest porosity was attained with the cure cycle C-2. The low viscosity
region(< 5.0×105 Pa s) was maintained during 30 min up to the final gelation, facilitating
the migration/diffusion of air bubbles and reducing porosity significantly. The viscosity
profile in the processing window of cycle C-3 was initially similar to C-1 but the processing
window was longer, leading to an intermediate porosity level between cycle C-1 and C-2.
This result shows that small variations in the processing conditions may lead to noticeable
changes in the final void population.
5.3.1.3 Void Spatial Distribution
X-ray tomograms, Fig. 5.6.a, showed that the voids tended to be grouped in channels
parallel to the fibers. In order to quantitatively evaluate this effect, the volume fraction
of voids was integrated along the fiber (Z axis) and the laminate thickness (X axis) to
obtain the distribution of porosity across the width of the laminate (Y axis). The results
are plotted in Fig. 5.10, which shows that the voids were not distributed homogeneously
across the width of the laminate but were periodically concentrated in sections along the
laminate width. The porosity of these sections was much higher than the average and,
for instance, the panel manufactured with cycle C-1 (with an average porosity of 2.9%)
presented zones with maximum porosities of up to 9% while other sections were almost
free of voids (< 1%). The average distance between the high porosity regions, ∆d, (shown
in Table 5.1) was determined from the average distance between the peaks in void volume
fraction distribution along Y direction, Fig. 5.10. It was around 1 mm in all samples, which
is of the same order as the average distance between fiber tows in the raw prepreg, Fig. 5.4.
More detailed information about the actual location of the high porosity regions can
be found in Fig. 5.12, which shows the X-ray absorption of the composite panel along the
fiber axis. This image was obtained by averaging the gray values of parallel slices along the
Z axis and takes advantage of the concentration of voids in channels parallel to the fibers
and of the differences in density (and, thus, in X-ray absorption coefficient) between voids,
resin and fibers, Fig. 5.11. Black zones stand for low density sections which contain very
high porosity. White zones represent high fiber density sections while gray zones are either
low fiber density or resin-rich regions. Porosity was mainly concentrated within resin-rich
tubular cells, which were separated by a skeleton of fiber-rich zones.
90

5.3 Characterization of Void Population
0 2 4 6 8 1 0 1 2 1 4 1 6 1 80
2
4
6
8
1 0 C y c l e C 1 C y c l e C 2 C y c l e C 3
Void
Volum
e frac
tion (
%)
L a m i n a t e w i d t h , Y ( m m )
Figure 5.10: Distribution of porosity across the width (Y axis) of the AS4/8552 unidi-
rectional laminates.
Figure 5.11: Averaging gray values of X-ray absorption of the composite panel along
the fiber axis.
This peculiar distribution of the porosity within the laminate is the result of a process
of inhomogeneous consolidation. Upon the application of pressure, most of the load is
transferred through a continuous skeleton of fiber-rich regions. The higher pressure in
these regions leads to the migration of resin as well as voids into the cells formed by the
91

5.3 Characterization of Void Population
skeleton. The pressure in these regions is lower, facilitating the nucleation and/or growth
of voids. In addition, resin flow along the fibers facilitated the coalescence of voids, so the
elongation factor of individual voids increased with its volume, Fig. 5.8. The fact that the
average distance between the high-porosity regions, ∆d, is similar to the average distance
between fiber tows in the raw prepreg supports this mechanism of consolidation.
Figure 5.12: Average X-ray absorption of composite panel along the fiber (Z axis).
Black zones stand for low density sections (pores), while white zones represent high
density sections (fibers). Gray zones stand for matrix-rich regions.
These observations are very relevant from the viewpoint of understanding and simulat-
ing void formation during consolidation, because most of the models for void nucleation
and growth during cure of thermoset-based composites assumed that voids develop within a
homogeneous medium, Grunenfelder & Nutt (2010), Kardos et al. (1986), Loos & Springer
(1983). Nevertheless, Fig. 5.12 clearly demonstrates that inhomogeneities resulting from
the formation of preferential percolation paths for load transfer during consolidation may
alter significantly the pressure distribution within the laminate and modify the volume
fraction, size and spatial location of the voids.
Finally, the porosity distribution through the thickness of the laminate (X axis) was
also obtained from the tomograms and is plotted in Fig. 5.13. The porosity was maximum
in the middle and minimum (and close to zero) near to the upper and lower surfaces. These
facts, together with the bell shape of the porosity distribution, are indicative that the voids
located near the surfaces migrated easily under the application of pressure.
92

5.3 Characterization of Void Population
0 2 5 0 5 0 0 7 5 0 1 0 0 0 1 2 5 0 1 5 0 0 1 7 5 00
1
2
3
4
5
6
7 C y c l e C 1 C y c l e C 2 C y c l e C 3
Void
volum
e frac
tion (
%)
L a m i n a t e t h i c k n e s s , X ( µm )
Figure 5.13: Void distribution through the thickness of the laminate (X axis).
5.3.2 Multiaxial Laminates
Quasi-isotropic laminates with dispersed ([45/0/-45/90]3s) and clustered ([453/03/-453/903]s)
stacking sequences were consolidated to study the effect of the lay-up in the void popula-
tion (Table 3.4). Prismatic samples of 20×20×4.6 mm3 were extracted from the laminates
for the tomographic inspections. The resolution of the tomograms was set to 9 µm/voxel
in this case.
The void distribution and orientation within the panels is shown in Fig. 5.14, in which
carbon fibers and resin were set to semi-transparency to reveal the voids which were elon-
gated and oriented along the fiber direction 0, +45, 90, -45 in each ply.
93

5.3 Characterization of Void Population
Figure 5.14: X-ray microtomography of void spatial distribution in the quasi-isotropic
[453/03/-453/903]s composite panel manufactured following the curing cycle C-3.
In order to obtain quantitative information about the void orientation, shape and spatial
distribution, a binarized volume from the original volume was used to fit each individual
void to an equivalent cylinder of elliptical section whose volume, centroid and moments of
inertia were equal to those of the void as in the case of the unidirectional panels.
5.3.2.1 Void Volume Fraction
The volume fraction of voids, Vf , was obtained directly from the tomograms by nu-
merical integration of the individual volume of all the voids within the panels. The void
volume fraction of each quasi-isotropic laminate cured following the cycles C-1, C-2 and
C-3 is shown in Table 5.2, together with data obtained for uniaxial laminates [0]10. The re-
lationship between the processing window and the porosity is evident from these data. The
minimum porosity was attained with cycle C-2, while cycle C-1 led to the highest porosity
because there was not enough time for the evacuate the voids from the laminate and they
did not collapse in the absence of the high hydrostatic pressure provided by the autoclave.
Cycle C-3 also led to low porosities but the volume fraction of voids was consistently higher
than that obtained with cycle C-2.
94

5.3 Characterization of Void Population
Cycle Vf [45/0/-45/90]3s (%) Vf [453/03/-453/903]s(%) [0]10 (%)
C1 1.78 1.30 2.9
C2 0.12 0.24 0.4
C3 0.60 0.26 1.1
Table 5.2: Volume fraction of voids, Vf , as a function of the cure cycle and ply-clustering
for AS4/8552 composite panels manufactured with different curing cycles.
5.3.2.2 Void Orientation and Spatial Distribution
Regardless of stacking sequence, voids were elongated and the major axis oriented in
each ply parallel to the fibers (0, +45, 90, -45) as shown in Fig. 5.15 which presents
the void density (number of voids per mm3) as a function of the orientation of the major
axis of the equivalent ellipsoid for the dispersed and clustered lay-ups. Void orientation
was independent of the cure cycle and of the lay-up.
0 4 5 9 0 1 3 5 1 8 00 . 00 . 10 . 20 . 30 . 40 . 50 . 60 . 70 . 80 . 91 . 0
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 sC y c l e C 1C y c l e C 2C y c l e C 3
Numb
er of
voids
per m
m3
( a )
95

5.3 Characterization of Void Population
C y c l e C 1C y c l e C 2C y c l e C 3
0 4 5 9 0 1 3 5 1 8 00 . 0
0 . 3
0 . 6
0 . 9
1 . 2
1 . 5Nu
mber
of vo
ids pe
r mm3
[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
( b )
Figure 5.15: Void density (expressed as the number of voids per mm3) as a function
of the orientation of the major axis of the equivalent ellipsoid for the (a) [45/0/-45/90]3s
dispersed quasi-isotropic laminates and (b) [453/03/-453/903]s clustered quasi-isotropic
laminates processed with different cure cycles.
The volume fraction of voids was integrated along the laminate fiber direction (Z axis)
and the laminate thickness (X axis) to obtain the distribution of porosity along the width
of the laminate (Y axis) for the dispersed and clustered laminates, as is shown in Fig. 5.16.a
and Fig. 5.16.b , respectively. The inhomogeneity of the void distribution along the width
was very limited in the multiaxial panels, contrary to the behavior found in the unidi-
rectional laminates, and this is in agreement with the homogeneous in-plane flow in the
multiaxial panels. However, the same inhomogeneities appeared at the ply level in the mul-
tiaxial panels. Fig. 5.17.a shows the distribution of porosity along the width (Y axis) in a
single cluster of plies with fibers oriented along the Z axis in the [453/03/-453/903]s panel
manufactured with cycle C-3. These results show that the porosity was inhomogeneously
distributed along the width of each ply, following an approximately periodic pattern with
peaks of high porosity (in the range 3 to 10%) separated by valleys with zero porosity.
96

5.3 Characterization of Void Population
0 2 4 6 8 1 0 1 2 1 4 1 60
1
2
3
4Vo
id Vo
lume f
ractio
n (%)
L a m i n a t e w i d t h , Y ( m m )
( a )C y c l e C 1C y c l e C 2C y c l e C 3
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s
0 2 4 6 8 1 0 1 2 1 4 1 60
1
2
3
4
Void
Volum
e frac
tion (
%)
L a m i n a t e w i d t h , Y ( m m )
( b )C y c l e C 1C y c l e C 2C y c l e C 3
[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
Figure 5.16: Distribution of porosity along the width (Y axis) for AS4/8552 multiaxial
panels (a) dispersed ([45/0/-45/90]3s), (b) clustered ([453/03/-453/903]s).
97

5.3 Characterization of Void Population
More information can be obtain from Fig. 5.17.b, which shows the X-ray absorption of
the same cluster of plies along the fiber axis. This image was obtained by averaging the gray
values of parallel tomograms along the Z axis and takes advantage of the concentration
of voids in channels parallel to the fibers and of the differences in density (and, thus,
in X-ray absorption) between voids, resin and fibers. Black zones stand for low density
sections which contain very high porosity. White zones represent high fiber density sections
while gray zones are either low fiber density or resin-rich regions. Porosity was mainly
concentrated within resin-rich tubular cells, and this spatial distribution was also found in
unidirectional laminates Hernandez et al. (2011) as a result of a process of inhomogeneous
consolidation during cure. Upon the application of pressure, most of the load is transferred
through a continuous skeleton of fiber-rich regions. The higher pressure in these regions
leads to the migration of resin as well as voids into the cells formed by the skeleton. The
pressure in these regions is lower, facilitating the nucleation and/or growth of voids. Thus
resin flow in each ply was anisotropic and mainly occurred along the fiber direction, in
agreement with the higher permeability factor in this direction. The dominant resin flow
along the fibers led to the formation of a channel-type structure also reported in previous
studies (Loos & Springer (1983), Tang et al. (1987)) and facilitated the transport and
coalescence of voids along the fibers.
The spatial distribution of the voids through the laminate thickness (X axis) is shown
in Fig. 5.18.a and Fig. 5.18.b for the [45/0/-45/90]3s and [453/03/-453/903]s laminates,
respectively. The porosity was zero close to the laminate surfaces in all cases because
voids in these areas could easily migrate outside of the panel. Porosity increased with
the distance to the surfaces and two different distributions were found depending on the
laminate sequence. In the case of the dispersed laminate (Fig. 5.18.a), the porosity was -on
average- constant through the thickness while it reached a maximum value at approximately
1 mm from the surfaces1 in the clustered laminates and then decreased rapidly to a plateau
in the central region (Fig. 5.18.b). Overall, the porosity profile was similar in dispersed
and clustered laminates but it differed from the one measured in unidirectional [0]10 panels
Hernandez et al. (2011), which is shown in Fig. 5.13. The porosity increased from the
surfaces towards the interior of the panel in this case and the void volume fraction in
the center of the panel for unidirectional laminates was much higher than that found in
multiaxial panels subjected to the same cure cycle.
98

5.3 Characterization of Void Population
Figure 5.17: (a) Distribution of porosity along the width (Y axis) in a single cluster
of three plies with fibers parallel to Z direction in the [453/03/-453/903]s laminate man-
ufactured according curing cycle C-3. (b) Average X-ray absorption of composite panel
along the fiber (Z axis) of a single cluster of plies.
These results seems to indicate that interplies between lamina with different fiber orien-
tation also acted as pathways for void migration during consolidation. Thus, the porosity
of multiaxial laminates was lower than that of unidirectional panels for identical cure condi-
tions (Table 5.2). Panel examination after processing revealed resin bleeding on all faces in
the multidirectional laminates while only on the faces perpendicular to the fiber direction
in the unidirectional panels.
99

5.3 Characterization of Void Population
0 5 0 0 1 0 0 0 1 5 0 0 2 0 0 0 2 5 0 0 3 0 0 0 3 5 0 00
1
2
3
Void
volum
e frac
tion (
%)
L a m i n a t e t h i c k n e s s , X ( µm )
( a )C y c l e C 1C y c l e C 2C y c l e C 3
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s
0 5 0 0 1 0 0 0 1 5 0 0 2 0 0 0 2 5 0 0 3 0 0 0 3 5 0 00
1
2
3
Void
volum
e frac
tion (
%)
L a m i n a t e t h i c k n e s s , X ( µm )
( b )[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
C y c l e C 1C y c l e C 2C y c l e C 3
Figure 5.18: Void distribution through the thickness of the multiaxial panels (a) dis-
persed ([45/0/-45/90]3s), (b) clustered ([453/03/-453/903]s).
100

5.3 Characterization of Void Population
5.3.2.3 Geometry
Information about the void shape was obtained from the statistical analysis of the
dimensions of the equivalent cylinders. The average length of the major, medium and
minor axes of the equivalent ellipsoid are plotted as a function of the void volume in
Fig. 5.19 and Fig. 5.20 for dispersed and clustered laminates, respectively. These data
show that the void length increased rapidly with the void volume, indicating that the voids
grew along the fiber direction in each ply. Although the cure cycle influenced the void
volume fraction, Table 5.2, it did not change the morphology of the voids and the length of
the axes of the equivalent ellipsoid were independent of the cure cycle. The comparison of
Fig. 5.19 and Fig. 5.20 also indicated that the void morphology depended on the laminate
lay-up.
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 6
2 0 0
4 0 0
6 0 0
8 0 0C y c l e C 1C y c l e C 2C y c l e C 3
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s
Avera
ge m
ajor a
xis (µ
m)
V o i d v o l u m e ( µm 3 )
( a )
101

5.3 Characterization of Void Population
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 65
1 0
1 5
2 0
2 5
3 0
Avera
ge m
inor a
xis (µ
m)
V o i d v o l u m e ( µm 3 )
( c )C y c l e C 1C y c l e C 2C y c l e C 3
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 6
1 0
2 0
3 0
4 0
5 0
6 0
7 0
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s
C y c l e C 1C y c l e C 2C y c l e C 3
Avera
ge me
dium a
xis (µ
m)
V o i d v o l u m e ( µm 3 )
( b )
Figure 5.19: Dimensions of (a) major axis, (b) medium axis and (c) minor axis of
individual voids for dispersed panels [45/0/-45/90]3s manufactured with curing cycles
C-1, C-2 and C-3.
102

5.3 Characterization of Void Population
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 6
2 0 0
4 0 0
6 0 0
8 0 0
1 0 0 0C y c l e C 1C y c l e C 2C y c l e C 3
Avera
ge m
ajor a
xis (µ
m)
V o i d v o l u m e ( µm 3 )
( a )[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 6
1 0
2 0
3 0
4 0
5 0
6 0( b )
Avera
ge m
edium
axis (
µm)
V o i d v o l u m e ( µm 3 )
C y c l e C 1C y c l e C 2C y c l e C 3
[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
103

5.3 Characterization of Void Population
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 6
1 0
2 0
3 0C y c l e C 1C y c l e C 2C y c l e C 3
( c )Av
erage
mino
r axis
(µm)
V o i d v o l u m e ( µm 3 )
[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
Figure 5.20: Dimensions of (a) major axis, (b) medium axis and (c) minor axis of
individual voids for clustered panels [453/03/-453/903]s manufactured with curing cycles
C-1, C-2 and C-3.
This is more evident in Fig. 5.21, Fig. 5.22 and Fig. 5.23 which show the evolution of
the average elongation factor, e = 2b1/(b2 + b3), of the flatness ratio, f = b2/b3, and axes
of the equivalent cylinders, as function of the void volume for the clustered, dispersed and
unidirectional laminates cured following cycle C-3. Similar results were also found for cure
cycles C-1 and C-2. It is worth noting that the elongation factor increased with the degree
of clustering and this indicates that void migration along the fiber direction was favored by
thicker plies, leading to more elongated pores. The flatness ratio, depicted in Fig. 5.21, was
equivalent in the unidirectional and clustered laminates and slightly higher in the dispersed
laminate. These differences were not significant and indicate that the shape of the pore
section was mainly controlled by the consolidation pressure.
104

5.3 Characterization of Void Population
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 6
1
2
3
4
5[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s[ 0 ] 1 0
Avera
ge fla
tness
ratio
V o i d v o l u m e ( µm 3 )Figure 5.21: Flatness ratio as a function of the void volume for different laminate ply
clustering stacking sequences cured using cycle C-3.
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 6
1 0
2 0
3 0
4 0
5 0[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s[ 0 ] 1 0
Avera
ge el
onga
tion f
actor
V o i d v o l u m e ( µm 3 )Figure 5.22: Elongation factor as a function of the void volume for different laminate
ply clustering stacking sequences cured using cycle C-3.
105

5.3 Characterization of Void Population
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 6
1 0
2 0
3 0
4 0
5 0
6 0
7 0[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s[ 0 ] 1 0
Avera
ge m
edium
axis (
µm)
V o i d v o l u m e ( µm 3 )
( b )
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 6
1 0 02 0 03 0 04 0 05 0 06 0 07 0 08 0 0
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s[ 0 ] 1 0
Avera
ge m
ajor a
xis (µ
m)
V o i d v o l u m e ( µm ) 3
( a )
106

5.3 Characterization of Void Population
0 . 0 5 . 0 x 1 0 5 1 . 0 x 1 0 6 1 . 5 x 1 0 6 2 . 0 x 1 0 65
1 0
1 5
2 0
2 5
3 0[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s[ 0 ] 1 0
V o i d v o l u m e ( µm 3 )
Avera
ge m
inor a
xis (µ
m)
( c )
Figure 5.23: (a) Major axis, (b) medium axis and (c) minor axis dimensions of individ-
ual voids for panels manufactured with curing cycle C-3 and different laminate lay-ups:
multiaxial dispersed ([45/0/-45/90]3s), multiaxial clustered ([453/03/-453/903]s) and uni-
directional ([0]10).
107

108

Chapter 6
Mechanical Behavior
It has been well established in previous studies that porosity leads to a marked reduction
in the composite mechanical properties, particularly in those dominated by the matrix such
as the interlaminar shear strength and the transverse tensile strength Bowles & Frimpong
(1992), Davies et al. (2007). In this work, several of the main matrix-controlled mechan-
ical properties were measured in order to establish the relationship between processing
conditions and mechanical performance. The interlaminar shear strength (ILSS) and the
interlaminar toughness (GIc and GIIc) were selected to evaluate the effect of porosity on
the mechanical performance of the unidirectional panels. Additionally, plain compression,
low velocity impact and compression after impact (CAI) tests were performed on multiaxial
panels to address the effect of processing conditions on these properties.
109

6.1 Unidirectional Laminates
6.1 Unidirectional Laminates
6.1.1 Interlaminar Shear Strength (ILSS)
The interlaminar shear strength test was measured according to the ASTM D2344
standard ASTM-D2344 (2000). Prismatic [0]10 specimens of 20 × 10 × 2 mm3 (length ×width × thickness) were machined from the center of the composite panels and tested under
three point bending with 10 mm of loading span. Five tests were performed under stroke
control at a crosshead speed of 1 mm/min using an electromechanical universal testing
machine (Instron 3384), Fig. 6.1.
Figure 6.1: Three point bending fixture.
The load was continuously measured during the test with a 30 kN load cell. The applied
load and the cross-head displacement was recorded and the maximum load, Pmax, attained
during the test was used to compute the interlaminar shear strength (ILSS) according to,
τILSS =3Pmax
4bh(6.1)
where b and h stand, respectively, for the width and depth of the beam cross section. This
expression correspond to the maximum shear stress obtained in rectangular cross sections
subjected to three point bending. The ILSS results are summarized in Table 6.1 and
representative load-displacement curves corresponding to each curing cycle are plotted in
Fig. 6.2.
110

6.1 Unidirectional Laminates
Cycle ILSS (MPa) Vf (%)
C-1 95.05± 3.9 2.9
C-2 101.40± 4.6 0.4
C-3 108.37± 4.9 1.1
Table 6.1: Interlaminar shear strength of [0]10 laminates. The average values and
standard deviation were obtained from 5 tests for each condition.
0 . 0 0 . 2 0 . 4 0 . 6 0 . 80
5 0 0
1 0 0 0
1 5 0 0
2 0 0 0
2 5 0 0
3 0 0 0
Load
(N)
C r o s s - h e a d d i s p l a c e m e n t ( m m )
C y c l e C 1 C y c l e C 2 C y c l e C 3
Figure 6.2: ILSS load-displacement curves.
The ILSS of the unidirectional laminates manufactured according to the cure cycles
C-1, C-2 and C-3 is plotted as a function of the void content in Fig. 6.3. As expected,
the ILSS decreased with the porosity and the laminates with the highest porosity (C-1)
showed the lowest ILSS, while those with the minimum volume fraction of voids (C-2 and
C-3) presented the highest ILSS. The effect of porosity on the interlaminar strength of the
laminate could be rationalized in terms of net-section models which assumed cylindrical
voids arranged in a regular square pattern. The reduction in the ILSS due to reduction in
the composite net section is given by,
τILSS(Vf ) = τILSS(0%)
(1−
(4Vfπ
)1/2)
(6.2)
111

6.1 Unidirectional Laminates
where τILSS(0%) is the theoretical ILSS for the void-free laminate, Wisnom et al. (1996).
This expression was fitted by the least squares method to the experimental results, leading
to an ILSS for the void free laminate of 116 MPa, and it is plotted in Fig. 6.3, together
with the experimental data. Although the general trends were well captured by the net
section analysis, the model overestimated the ILSS of the composite C-2 that presented the
lowest void volume fraction (0.4%). These discrepancies may be due to the fact that the
ILSS could be insensitive to the void volume fraction below certain void thershold (≈ 1%),
Costa et al. (2001). As it was shown in Table 3.2, the degree of cure, α, attained with the
different cure cycles was very similar and it was therefore expected that the shear strength
of the epoxy matrix, which is one of the key factors controlling ILSS, should be similar for
all cure cycles. This extreme was confirmed by nanoindentation experiments carried out
to measure the hardness of the epoxy in the laminates subjected to curing cycles C-2 and
C-3, as it will be shown later.
Figure 6.3: Interlaminar shear strength of the unidirectional AS4/8552 composite lam-
inates as a function of void content.
The fracture surfaces of the ILSS coupons corresponding to laminates C-2 and C-3
were examined in the scanning electron microscope (EVO MA15, Zeiss) to ascertain any
112

6.1 Unidirectional Laminates
possible differences in the fracture mechanisms. Representative fractography surfaces are
shown in Fig. 6.4 and Fig. 6.5 where the typical cusp structures were observed (Fig. 6.6),
indicative of fracture by shear along the fiber direction Greenhald (2009). Cusps are formed
as successive, parallel microcracks initiated by shear in the epoxy matrix at an angle of
45 with the fiber direction, (Fig. 6.6). The microcracks propagate at this angle until they
are stopped at the fiber-matrix interface. At this point cusps are formed as the inclined
microcracks coalesce with the main crack running along the fiber direction direction. The
fracture micromechanisms were essentially equivalent in both laminates but the height and
size of the cusps were larger in laminate C-3 indicative of a tougher matrix, a stronger
interface or a change in the coalescence mechanism due to the different shape of the voids
as indicated by the elongation factor (Fig. 6.5). This latter effect could be operative as
the elongation factor was larger for laminate C-2. When the fiber-matrix bond quality is
good, very small microcracks occurring in the area of contact between the cusp and the
fiber called serrated feet are observed, Fig. 6.4. Such structures were only found in the
fractography of the laminate C-3.
Figure 6.4: Scanning electron micrograph of the fracture surface of a coupon tested to
measure the ILSS; showing serrated feet for the laimate cured using cycle C-3.
113

6.1 Unidirectional Laminates
Figure 6.5: Scanning electron micrographs of the fracture surfaces of coupons tested to
measure the ILSS. (a) Cure cycle C-2. (b) Cure cycle C-3.
114

6.1 Unidirectional Laminates
Figure 6.6: Cusp formation mechanism Greenhald (2009)
In order to understand better the differences in ILSS and fracture morphology between
laminates C-2 and C-3, a thorough micromechanical characterization of the resin and the
matrix/fiber interface was performed by means of instrumented nanoindentation (Hysitron
TI950). Nanoindentation tests with a pyramidal tip were carried out in appropriate areas of
the laminate cross-sections where resin pockets were formed to study the matrix behavior.
At least 10 indentations were performed in each sample with a maximum load of 0.7 mN.
The hardness was quantified using the Oliver and Pharr (OP) method, Oliver & Pharr
(1992) and the results are summarized in Table 6.2. Irrespectively of the appropriateness
of the OP method to calculate the hardness in polymers, the hardness of the resin after
both curing cycles was the same, as expected from their identical degree of curing and
glass transition temperature. This is also shown in Fig. 6.7.a in which two representative
load-displacement curves were plotted (one for each laminate). The insert in Fig. 6.7.b
corresponds to a scanning probe microscopy (SPM) image showing a resin pocket and the
array of indentations performed. Only those indentations in the resin that were sufficiently
far away from the surrounding fibers (further than 10 times the indentation depth, as a
rule of thumb) were used to calculate the hardness in order to avoid any constraint effects
induced by the fibers.
115

6.1 Unidirectional Laminates
Cycle H (MPa) Pc
C-2 410± 30 24± 2
C-3 420± 20 24± 1
Table 6.2: Resin hardness, H, and critical load for fiber-matrix interfacial debonding,
Pc, as determined from nanoindentation tests.
Figure 6.7: (a) Load-indentation depth curves corresponding to pyramidal indentation
tests of the resin processed with cure cycles C-2 and C-3, displaying identical behavior.
(b) Array of indentations in one of the resin pockets is shown in the 30 × 30 µm SPM
image.
In the case of the interface strength, the differences were analyzed by means of push-in
tests as it has been suggested that the cure cycle could modify this parameter, Davies
et al. (2007). Push-in tests were carried out by using a flat punch (with a diameter of 3.5
µm) to push individual fibers on the cross-section of a bulk specimen Kalinka et al. (1997),
Molina Aldargeguia et al. (2011). The tests the advantage that they can be performed
i-situ on the current laminates without complex sample preparation.
116

6.1 Unidirectional Laminates
Figure 6.8: (a) Load-fiber displacement curves corresponding to fiber push-in tests in
laminates processed with cure cycles C-2 and C-3. The arrow indicates the critical load
for interfacial debonding, which was the same in both cases. (b) SPM image showing one
fiber debonded from the matrix after the push-in test.
The initial load-fiber displacement response is linear, Fig. 6.8.a, corresponding to the
elastic deformation of the fiber and the matrix, and it was shown that the departure from
linearity at the critical load Pc coincides with the onset of interfacial debonding, Molina Al-
dargeguia et al. (2011), Rodriguez et al. (2012). The actual value of the interface strength
can be determined from, Pc, from the elastic properties of matrix and fibers as well as
the constraining effect of the surrounding fibers. In the case of isotropic glass fibers, good
results have been obtained through the application of the shear-lag model while more
sophisticated computational analysis are required for anisotropic materials, Molina Al-
dargeguia et al. (2011), Rodriguez et al. (2012). In the particular case of the laminates
considered here, the interfacial strength can be considered approximately proportional to
the critical loads, which were identical and are marked with an arrow in the load-fiber dis-
placement curves plotted in Fig. 6.8.a. Up to 10 push-in tests were performed in each case
and the average critical loads, reported in Table 6.2, indicate that the interfacial strength
of laminates C-2 and C-3 was equivalent. Thus, neither the resin nor the interface strength
117

6.1 Unidirectional Laminates
can explain the slight differences in ILSS observed between the laminates manufactured
following cure cycles C-2 and C-3, which were very likely due to the changes in the void
morphology.
In order to elucidate this point, X-ray computed tomography of the broken samples was
performed to ascertain the fracture mechanisms. X-ray tomographies of the cross-sections
are shown in Fig. 6.9. They show that the proximity of large, elongated voids favors the
growth of the cracks leading to lower values of ILSS. The coupons manufactured using
the curing cycle C-1 show multiple interconnected cracks and this fracture mechanism is
favored by the high level of porosity. In principle, the larger and more elongated voids
found in panels manufactured using cycle C-2 contributed to the crack propagation more
than the shorter voids corresponding to cycle C-3 and this fact could be explain the lower
ILSS of the panels cured using cycle C-2 as compared to C-3 panels.
Figure 6.9: X-ray tomograms of the cross-section of coupons tested to measure the
ILSS for cure cycles C-1, C-2, C-3.
6.1.2 Mode I and II Interlaminar Toughness
Interlaminar fracture toughness tests in mode I and II were performed according to
ASTM D5528 standard, ASTM-D5528 (2007).
118

6.1 Unidirectional Laminates
Double cantilever prismatic specimens [0]10 of 250 × 25 × 3 mm3 (length × width
× thickness) were machined from the unidirectional composite panels to determine GIc,
Fig. 6.10.a. A 0.003 mm Teflon film (PTFE) was inserted at the mid plane to act as crack
starter. Five DCB specimens were loaded continuously until a crack of approximately 100
mm in length was propagated. Tests were performed under stroke control at a crosshead
speed of 10 mm/min using an electromechanical universal testing machine (Instron 3384).
The load was continuously measured during the test with a 30 kN load cell (Instron).
The mode I interlaminar fracture toughness, GIc, was calculated from the propagated
crack length and the energy dissipated, which was determined from the load-cross head
displacement plot according to,
GIc =A
aw(6.3)
where a and w stand, respectively, for the propagated crack length and the width of the
specimen, and A is the energy neccesary to propagate the crack (integration of the area
under the load-displacement curve according to Fig. 6.10.b).
Figure 6.10: (a) Sketch of the DCB specimens to measure GIc. (b) Typical load-cross
head displacement curve.
The corresponding curves obtained from GIc test are plotted in Fig. 6.11 (only one
representative curve of each cure cycle was plotted for the sake of brevity). No significant
119

6.1 Unidirectional Laminates
differences were observed within the experimental scatter among the different laminates
Fig. 6.12, and it can be concluded that porosity did not influence this property.
0 2 4 6 8 1 0
1 4 0
1 6 0
1 8 0
2 0 0
2 2 0
2 4 0
2 6 0( b ) C y c l e C - 2
Load
(N)
D i s p l a c e m e n t ( m m )
a 0
a 1
a 2
a 3a 4
0 2 4 6 8 1 0
1 4 0
1 6 0
1 8 0
2 0 0
2 2 0
2 4 0
2 6 0( a ) C y c l e C - 1
a 4
a 3
a 2
a 1
Load
(N)
D i s p l a c e m e n t ( m m )
a 0
120

6.1 Unidirectional Laminates
0 2 4 6 8 1 08 0
1 0 0
1 2 0
1 4 0
1 6 0
1 8 0
2 0 0( c )Lo
ad (N
)
D i s p l a c e m e n t ( m m )
C y c l e C - 3
a 0
a 1
a 2
a 3a 4
Figure 6.11: Load-cross head displacement curves for GIc for cure cycle (a) C-1, (b)
C-2 and (c) C-3 of the unidirectional AS4/8552 laminates.
0 1 2 3 40 . 0
0 . 1
0 . 2
0 . 3
0 . 4
0 . 5
0 . 6
C 1C 3
InterL
amina
r frac
ture e
nergy
, GIc (k
J/m2 )
V o i d v o l u m e f r a c t i o n ( % )
C 2
Figure 6.12: Mode I interlaminar fracture toughness, GIc, of the unidirectional [0]10
AS4/8552 laminates as a function of void content.
121

6.1 Unidirectional Laminates
The interlaminar fracture toughness in mode II, GIIc was obtained according to EN6034
standard EN-6034 (1995). The test specimens were cut from the GIc specimens tested
previously. In this case, prismatic specimens [0]10 of 110 × 25 × 3 mm3 (length × width
× thickness) were used (Fig. 6.13). Five specimens were tested under three point bending
with 100 mm of loading span. The tests were performed under stroke control at a crosshead
speed of 1 mm/min. Fig. 6.14 show representative load-displacement curves of GIIc test
for the material cured with different cycles.
Figure 6.13: (a) Sketch of the specimens to measure GIIc. (b) Typical load-cross head
displacement curve.
The interlaminar fracture toughness GIIc was computed according to,
GIIc =9Pa2δ
2w(1/4L3 + 3a3)(6.4)
where δ is the crosshead displacement at the delamination onset, P is the load at this point,
a the initial crack length, w the specimen width and L the specimen effective length.
122

6.1 Unidirectional Laminates
0 1 2 3 40
1 0 0
2 0 0
3 0 0
4 0 0
5 0 0
6 0 0( b )
Flexu
re loa
d, P (
N)
D i s p l a c e m e n t , δ ( m m )
C y c l e C - 2
0 1 2 3 40
1 0 0
2 0 0
3 0 0
4 0 0
5 0 0
6 0 0Fle
xure
load,
P (N)
D i s p l a c e m e n t , δ ( m m )
C y c l e C - 1( a )
123

6.1 Unidirectional Laminates
0 1 2 3 40
1 0 0
2 0 0
3 0 0
4 0 0
5 0 0
6 0 0Fle
xure
load,
P (N)
D i s p l a c e m e n t , δ ( m m )
C y c l e C - 3( c )
Figure 6.14: Load-cross head displacement curves of the GIIc test of AS4/8552 lami-
nates (a) cycle C-1, (b) cycle C-2 and (c) cycle C-3.
0 1 2 3 40 . 6
0 . 7
0 . 8
0 . 9
1 . 0
C 1C 3
C 2
InterL
amina
r frac
ture e
nergy
, GIIc
(kJ/m
2 )
V o i d v o l u m e f r a c t i o n ( % )Figure 6.15: Interlaminar fracture toughness GIIc of the unidirectional AS4/8552 lam-
inates as a function of void content.
124

6.2 Multiaxial Laminates
The corresponding values of GIIc are plotted in Fig. 6.15. The same trends observed in
the interlaminar shear tests are reproduced here: the laminate with the highest porosity
level C-1 showed the lowest GIIc while toughness of C-2 and C-3 cycles were equivalent
within the experimental scatter. The fracture surfaces of the tested coupons were ex-
amined by scanning electron microscopy (EVO MA15, Zeiss) to ascertain the dominant
fracture mechanisms. As expected, the fractographic images of these tests revealed failure
mechanisms similar to those observed in the ILSS specimens.
Figure 6.16: Scanning electron micrograph of the fracture surface of coupons tested to
measure GIIc of unidirectional panels cured following cycle C-3.
6.2 Multiaxial Laminates
6.2.1 Plain Compression
Plain compression tests of the multiaxial composite panels were carried out according
to ASTM D3410 ASTM-D3410 (2003). Two stacking sequences were used in the analysis
of the multiaxial panels in order to address the effect of lay-up configuration on laminate
mechanical properties. The first stack configuration results of the homogeneous distribution
125

6.2 Multiaxial Laminates
of plies with different orientation through the thickness [45/0/-45/90]3s. The second one
corresponds to a clustered distribution in which three layers with the same fiber orientation
are placed together. Prismatic [453/03/-453/903]s and [45/0/-45/90]3s coupons of 145 × 20
× 4.6 mm3 were tested, corresponding to clustered and dispersed configurations. Specimens
were protected with glass fiber tabs to prevent premature failure in the grip area. The load
was applied to the specimen during the test through shear loading by means of wedge grips,
Fig. 6.17. A gage length of 10 mm was used to prevent compressive buckling. The tests
were performed at a crosshead speed of 1.5 mm/min using an electromechanical universal
testing machine (Instron 3384). The load was monitored during the test with a 150 kN
load cell and the longitudinal strain along the loading axis was measured with two standard
resistive strain gages (350Ω) attached to both lateral surfaces of the specimen.
Figure 6.17: Compression IITRI fixture.
The compressive strength (σc) was determined according to,
σc =PmaxA
(6.5)
126

6.2 Multiaxial Laminates
where Pmax and A correspond, respectively, to the maximum load and the area of the cross
section of specimen.
The strain was computed by averaging the readings of both strain gages while the per-
centage of bending, indicative of the non-homogeneous stress distribution in the specimen
was given by,
Bending =ε1 − ε2ε1 + ε2
× 100 (6.6)
where ε1 and ε2 stand, respectively, for the gage readings. Bending should be below 10%
in valid tests. The compressive modulus was obtained from the slope of the stress-strain
curve between 1000 and 3000 µε The corresponding values of compressive modulus and
strength are sumarized in Table 6.3 for the two laminate configurations and subjected to
different cure cycles. The influence of the porosity on the compressive strength is depicted
in Fig. 6.18.
0 . 0 0 . 4 0 . 8 1 . 2 1 . 6 2 . 04 0 0
4 5 0
5 0 0
5 5 0
6 0 0
6 5 0
C 1
C 3C 2
C 1
C 3
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
Comp
ressiv
e stre
ngth
(MPa
)
V o i d v o l u m e f r a c t i o n ( % )
C 2
Figure 6.18: Compressive strength of the multiaxial AS4/8552 laminates as a function
of void content.
The compressive modulus and strength decreased with the porosity independently of the
laminate stacking sequence. However, the influence of the porosity on the elastic modulus
127

6.2 Multiaxial Laminates
[45/0/-45/90]3s [453/03/-453/903]s
Cycle Vf (%) σc (MPa) Ec (GPa) Vf (%) σc (MPa) Ec (GPa)
C-1 1.78 478± 32 46.0± 0.4 1.30 477± 27 45.7± 0.4
C-2 0.12 556± 38 47.4± 0.7 0.24 509± 29 46.0± 0.7
C-3 0.60 589± 15 47.9± 0.6 0.26 519± 20 46.5± 0.8
Table 6.3: Compressive modulus (Ec) and compressive strength (σc) of multiaxial lam-
inates processed using different curing cycles.
was very small, as it could be expected from the low porosity levels in the laminates.
Similarly, the modulus of the laminates with a dispersed lay-up was marginally higher but
neither factor was relevant. This was not the case in the compressive strength, in which
both factors did influence the mechanical performance. The compressive strength of the
laminates processed following cycle C-1 (with a porosity in the range 1.3-1.8%) was smaller
(by ≈ 50 MPa in the clustered lay-up and by 100-150 MPa in the dispersed laminate) than
that of the plates processed following cycles C-2 and C-3, whose porosity was below 0.6%.
These results point out the importance of designing an optimum cure cycle as limited
porosity levels (below 2%) led to a noticeable reduction in the compressive strength and
this effect will be amplified for higher void volume fractions. This behavior is identical to
the one found for ILSS and GIIc in the unidirectional panels which were mainly controlled
by the shear behavior of the porous matrix material. These results could be qualitatively
explained in terms of the compressive strength model of Budiansky, Budiansky (1993).
Assuming that the compressive response of the angle ply laminate is controlled by the load
carried by the 0 layers of the laminate, and neglecting the effect of the off-axis plies at
±45 and 90, the laminate strength is given by,
σmaxc = βXc (6.7)
where β is a proportionality constant which depends on the laminate stacking sequence
and Xc is the compressive strength of the 0 layers. Budiansky’s model assumed that the
ply compressive strength was controlled by a fiber kinking mechanisms occurring at the
microscale according to,
128

6.2 Multiaxial Laminates
Xc =G12
1 + Φγy
(6.8)
where G12 is the in-plane shear modulus, Φ the fiber misalignment angle and γy the in-plane
shear yield strength of the composite which is highly dependent on the plastic behavior of
the porous matrix. Therefore, the higher the strength of the matrix due to the absence of
voids, the lower the effects of local fiber kinking and the higher the compressive strength.
The results in Fig. 6.18 also show that dispersed laminates presented higher compressive
strength than clustered ones for equivalent values of the void volume fraction. Fracture
occurred catastrophically in both materials and optical micrographs of the broken speci-
mens showed that it was accompanied by delamination between plies with different fiber
orientation (Fig. 6.19). Thus, delamination was concentrated in a few planes in the clus-
tered laminates (Fig. 6.19.b). The effect of ply clustering on the compressive strength
of quasi-isotropic laminates was studied by Lee & Soutis (2007). Laminates with dis-
persed ([45/90/-45/0]ns) or clustered ([45n/90n/-45n/0n]) lay up and different thickness
(n = 2, 4, 8) were tested in compression and no differences in the compressive strength were
found in the case of n = 2 and 4. In the case of the thicker laminates (n = 8), clustered
laminates were significantly weaker but this behavior was attributed to pre-existing matrix
cracking damage induced during machining in the thick plies. Our results do show an
effect of ply-clustering for equivalent void content and it should be noted that this latter
variable was not controlled in Lee & Soutis (2007). The differences in the compressive
strength between clustered and dispersed laminates can be rationalized in terms of the
critical stress necessary to trigger microbuckling in the 0 plies. Assuming that the fiber
orientation was independent of the ply thickness, this stress depends on the confinement
provided by the contiguous plies with different fiber orientation and drops rapidly once
interply delimitation occurs. It is well known that interply delamination occurs at lower
stresses in clustered laminates because they are prone to matrix cracking and there is more
elastic energy stored in the ply to promote delamination Lee & Soutis (2007). Thus, early
interply delamination is expected in clustered materials and will trigger catastrophic failure
at lower stresses.
129

6.2 Multiaxial Laminates
Figure 6.19: (Fracture mechanisms in compression of multiaxial laminates manufac-
tured using curing cycle C-2. a) dispersed stacking sequence [45/0/-45/90]3s (b) clustered
stacking sequence [453/03/-453/903]s.
6.2.2 Low Velocity Impact
The damage resistance of the multiaxial composite panels was obtained by means of
a drop-weight impact test according to ASTM D7136 ASTM-D7136 (2005). Rectangular
specimens of 150 × 100 × 4.6 mm3 were machined from the two sets of quasi-isotropic
AS4/8552 composite panels manufactured according to the two stacking sequences: dis-
perse [45/0/-45/90]3s and clustered [453/03/-453/903]s. Tests were carried out using an
Instron Dynatup 8250 drop weight testing machine, Fig. 6.20. The specimens were simply
supported by the fixture and hold at the corners with a clamping tweezers, leading to a
free impact area of 125 × 75 mm2. Guiding pins were placed to position the specimen
centered. This configuration minimizes the fixture interferences with the impactor. The
impacts were performed by releasing the impactor with a selected mass from a chosen
height, which dropped freely. The impact mass was set to 4.98 Kg and the drop height
to 64 cm to achieve an impact energy of 30.8 J. A hemispherical-shaped steel tup of 12.7
mm diameter was used as impactor. The tup was instrumented with an accelerometer to
measure the impact load and the tup displacement and velocity.
130

6.2 Multiaxial Laminates
Load vs. time curves of the impacted specimens are shown in Fig. 6.21, Fig. 6.22 and
Fig. 6.23. All the curves showed similar trends. The first part of the curves correspond
to the elastic regime of the impact process and is common for all laminates. Damage
began with the propagation of delaminations leading to a sudden load drop (indicated by
arrows). The only notable difference between dispersed and clustered laminates was the
presence of large ocillcilations in the dispersed ones. The porosity level did not have any
noticeable effect on the impact behavior of the panels probably because the small differences
in porosity was masked by the effect of other macroscopic defects as delaminations due to
the high impact energy.
Figure 6.20: Drop weight apparatus.
131

6.2 Multiaxial Laminates
0 2 4 6 80
3
6
9 [ 4 5 / 0 / - 4 5 / 9 0 ] 3 s [ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
F c l u s td
Load
(kN)
T i m e ( m s )
F d i s pd
( a )C y c l e C - 1
0 2 4 6 80
3
6
9( b )
Load
(kN)
T i m e ( m s )
C y c l e C - 2 [ 4 5 / 0 / - 4 5 / 9 0 ] 3 s [ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
F d i s pd
F c l u s td
132

6.2 Multiaxial Laminates
0 2 4 6 80
3
6
9
Load
(kN)
T i m e ( m s )
C y c l e C - 3 [ 4 5 / 0 / - 4 5 / 9 0 ] 3 s [ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
( c )
F d i s pd
F c l u s td
Figure 6.21: Load vs. time curves of multiaxial AS4/8552 laminates subjected to low
velocity impact (a) cure cycle C-1, (b) cure cycle C-2 and (c) cure cycle C-3.
0 2 4 6 80
3
6
9
Load
(kN)
T i m e ( m s )
C y c l e C 1 C y c l e C 2 C y c l e C 3
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s
Figure 6.22: Load vs. time curves of multiaxial [45/0/-45/90]3s AS4/8552 laminates
subjected to low velocity impact for curing cycles C-1, C-2 and C-3.
133

6.2 Multiaxial Laminates
0 2 4 6 80
3
6
9Lo
ad (k
N)
T i m e ( m s )
[ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s C y c l e C 1 C y c l e C 2 C y c l e C 3
Figure 6.23: Load vs. time curves of multiaxial [453/03/-453/903]s AS4/8552 laminates
subjected to low velocity impact for curing cycles C-1, C-2 and C-3.
The elastic and dissipated energies during the impact are summarized in Table 6.4.
The absorbed energy was very similar in all cases regardless of the cure cycle (and, thus,
of porosity) and of the lay-up configuration.
[45/0/-45/90]3s [453/03/-453/903]s
Cycle Elastic (J) Dissipated (J) Elastic (J) Dissipated (J)
C1 9.55± 0.87 20.90± 0.15 8.7± 3.2 22.0± 3.8
C2 10.59± 0.67 19.54± 0.31 8.4± 3.0 22.3± 2.6
C3 11.20± 1.30 18.83± 0.72 8.8± 2.7 21.5± 2.0
Table 6.4: Elastic and dissipated energies during low velocity impact of multiaxial
AS4/8552 panels.
The impact led to permanent indentation, matrix cracking, fiber breakage and delami-
nations around the impact area. These damage mechanisms dissipate the majority of the
impact energy (dissipated energy). The remaining impact energy is absorbed and recovered
by elastic deformation of the panel.
134

6.2 Multiaxial Laminates
The impacted panels were inspected by C-scan and X-ray computed tomography. Fig. 6.24
shows the results of the ultrasonic C-scan inspections of the impacted laminates. Again
Ply-clustering reduced the number of interfaces available for delamination leading to large
projected delamination areas, Table 6.5.
Figure 6.24: Results of the C-scan inspections of multiaxial AS4/8552 laminates sub-
jected to low-velocity impact: (a) [453/03/-453/903]s, (b) [45/0/-45/90]3s.
135

6.2 Multiaxial Laminates
Cycle [453/03/-453/903]s [45/0/-45/90]3s
cm2 cm2
C-1 52.88 28.56
C-2 50.06 27.45
C-3 54.58 27.06
Table 6.5: Projected delamination areas of multiaxial AS4/8552 panels with different
lay-up after low velocity impact.
It is neccesary to point out that the delamination areas were probably affected by the
boundary conditions. The ASTM-D7136 (2005) standard establishes that the delamination
diameter should be lower than half of the specimen width in order to eliminate boundary
effects in the delamination progress. In our case, this condition was not fulfilled and the
effect of boundaries and clamping system should be taken into account. Nevertheless, the
differences in the delaminated area between dispersed and clustered lay-ups are clearly
observable.
The proper interpretation of the through-thickness location of the delaminations de-
pends on the inspections performed, since delaminations close to the impact surface could
mask the existence of deeper delaminations when using ultrasound techniques. To this end,
more detailed inspections based on X-ray tomography were carried out to obtain more in-
formation about the damage mechanisms in clustered and dispersed multiaxial laminates,
Fig. 6.25 and Fig. 6.26. The tomograms of the cross-section below the impactor show that
the main damage mechanisms were interply delamination as well as intraply failure. De-
laminations occurred between plies with different orientation. They were evenly distributed
through the thickness and had similar length in the dispersed laminates (Fig. 6.26.b), while
fewer though much longer delaminations were found in the clustered material (Fig. 6.26.a)
and the residual crack openings were wider. Moreover, intraply damage in the form of
crushing below the impact was higher in the clustered material. These observations are in
agreement with the curves in Fig. 6.21. The critical load for delamination was smaller in
the clustered material but delaminations were localized in a limited number of interplies
and grew longer, leading to a high delaminated area. As a result, the stiffness of the clus-
tered material decreased rapidly after the development of interply decohesion leading to a
reduction in the peak load and to a longer time response.
136

6.2 Multiaxial Laminates
Figure
6.25:
Dam
age
mec
hanis
ms
of
mu
ltia
xia
lla
min
ates
sub
ject
edto
low
velo
city
imp
act.
3Dvie
wof
the
imp
acte
d
are
a(a
)st
ack
ing
sequ
ence
[45 3/0
3/-
453/9
0 3] s
and
(b)
stac
kin
gse
quen
ce[4
5/0/
-45/
90] 3s.
137

6.2 Multiaxial Laminates
Figure
6.26:
Dam
age
mech
anism
sof
mu
ltiaxial
lamin
atessu
bjected
tolow
velocity
imp
act.C
ross-sectionund
erth
e
impact
(a)
stack
ing
sequen
ce[45
3 /03 /
-45
3 /903 ]s
and
(b)
stackin
gseq
uen
ce[45/
0/-45/90]3
s .
138

6.2 Multiaxial Laminates
The distribution of the through-thickness delaminations of the impacted laminates are
shown in Fig. 6.27. The largest delaminations appeared at the opposing surface of the
impact forming the typical conical structure.
The non-destructive inspections performed by means of C-scan ultrasounds and X-ray
computed tomography did not revealed any significant differences in the size and the shape
of the delamination areas due to the curing cycle. This was probably a consequence of the
smaller differences in the porosity which were masked by longer defects induced by impact.
Figure 6.27: Conical distribution of delaminations within the laminate after low-
velocity impact (a) stacking sequence [453/03/-453/903]s and (b) stacking sequence
[45/0/-45/90]3s.
6.2.3 Compression After Impact (CAI)
The residual compressive strength after impact of the laminates was measured accord-
ing to ASTM D7137 ASTM-D7137 (2005). To this end, the impacted specimens were
139

6.2 Multiaxial Laminates
subjected to in-plane compression to evaluate the residual compressive strength after im-
pact. Tests were carried out using an electromechanical universal testing machine (Instron
3384), Fig. 6.28. The fixture incorporates adjustable side plates to accommodate the thick-
ness variations and to prevent specimen buckling. The specimen was simply supported at
the four edges, and the compression load was applied directly to the top fixture plate
by a platen installed in the cross-head of the testing machine. The load was continuously
measured during the test with a 150 kN load cell. The instrumentation of the specimens in-
cluded four back-to-back strain gages (350 Ω HBM) to detect evidence of specimen bending
during the test. They were located at 25 mm from each edge, Fig. 6.28.
Figure 6.28: Compression after impact fixture.
The test starts with a pre-load of 450 N to ensure that all surfaces are in contact
and to align the plates. The test is performed at a compression rate of 1 mm/min until
approximately 10% of the estimated ultimate compressive load. The recorded strain gage
data is reviewed at this point to evaluate specimen bending. The bending percent at
maximum load should be less than 10% for a valid test and can be determined from,
PB =εSG1 − εSG3
εSG1 + εSG3
(6.9)
140

6.2 Multiaxial Laminates
where εSG1 and εSG3 are the strains from the gages on opposite faces, respectively. After
the preload, the load is reduced to 150 N and then the system is balanced. If the bending
is low enough, the specimen is compressed until failure.
Table 6.6 summarizes the results of the compression after impact tests. Curing cycle
(and porosity) did not influence the mechanical behavior while ply clustering had an im-
portant influence. The average compressive strength after impact obtained from 5 tests
(together with the corresponding standard deviations) is plotted in Fig. 6.29 for all the
laminates. All specimens failed catastrophically at the maximum load. These results show
that damage induced during impact overcame the effect of porosity on the compressive
strength and that the residual strength of clustered laminates was consistently lower than
that of plates with a dispersed lay-up. These data are in agreement with the damage
patterns presented in Fig. 6.26.a and Fig. 6.26.b, which showed longer and wider delam-
inations in the clustered laminate. They should facilitate micro buckling of the 0 plies
under compression.
0
5 0
1 0 0
1 5 0
2 0 0
2 5 0
[ 4 5 / 0 / - 4 5 / 9 0 ] 3 s [ 4 5 3 / 0 3 / - 4 5 3 / 9 0 3 ] s
Comp
ressiv
e stre
ngth
after
impa
ct (M
Pa)
C 2 C 3C 1
C 2 C 3 C 1
0 2 4 6 8 1 0V o i d s v o l u m e f r a c t i o n ( % )
Figure 6.29: Compressive strength after impact of multiaxial AS4/8552 laminates with
different stacking sequence.
141

6.2 Multiaxial Laminates
Cycle [45/0/-45/90]3s [453/03/-453/903]s
MPa MPa
C-1 173.4± 4.4 147± 20
C-2 176.90± 0.37 138± 20
C-3 180± 12 140± 10
Table 6.6: Compression after impact strength of multiaxial AS4/8552 laminates with
different stacking sequence.
In conclusion, the effect of porosity in the low velocity impact and in the after impact
strength was negligible. The detrimental effect of porosity was only observed in the plain
compression strength while in case of low velocity impact and CAI was masked by the
damage mechanisms induced by the impact. Ply clustering decreased the compressive
strength after impact and the in-plane compressive strength of the multiaxial laminates.
142

Chapter 7Conclusions and Future Work
7.1 Conclusions
The main goal of this thesis was to assess the effect of the temperature curing cycle on
the development of voids during consolidation by compression molding of prepregs and the
effect of voids on the mechanical properties of laminates. The main conclusions obtained
are the following:
• It has been demonstrated that it is possible manufacture composite panels with low
porosity and good mechanical properties by means of compression molding under low
pressure (2 bars). This was achieved by a careful design of the temperature cycle
leading to wide processing windows in which the resin has low viscosity.
• Multiaxial laminates presented lower porosities than the unidirectional ones. This
result was attributed to the presence of two main path ways for void migration:
along the fibers in each ply and along the interpies between laminas with different
fiber orientation.
143

7.1 Conclusions
• A compaction model was developed to analyze the consolidation process in AS4/8552
unidirectional composite laminates manufactured by compression molding. The model
included the effect of the stress transfer between resin and the fiber bed and the
macroscopic flow of the resin through the fiber preform including the changes in
viscosity induced by temperature and curing. The model parameters were obtained
from the rheological and thermo-mechanical experiments carried out in raw prepreg
samples. The predictions of the thickness change were in reasonable agreement with
the experimental results.
• Rod-like voids were observed and the elongation factor (length/average diameter)
increased with void size. Most of the voids were the result of air entrapment and
wrinkles created during lay-up. They were oriented parallel to the fibers and concen-
trated in channels along the fiber orientation. XTC analysis along the fiber direction
in unidirectional panels showed the presence of a cellular-like structure with an ap-
proximate cell diameter of ≈ 1 mm. The cell walls were fiber-rich regions and porosity
was localized at the center of the cells. This porosity distribution within the lami-
nate was the result of inhomogeneous consolidation. Upon the application of pressure,
most of the load was predominantly transferred through the continuous skeleton of
these fiber-rich regions. The higher pressure in these regions led to the migration of
resin as well as of voids into the resin cells. In addition, the pressure within the cells
was lower, facilitating the nucleation and/or growth of voids. Resin flow along the
fibers facilitated the coalescence of voids in this direction, so the elongation factor of
individual voids increased with its volume.
• The consolidation in multiaxial panels was the result of the combination of the resin
flow along each fiber orientation 0, +45, 90, -45 leading to a multidirectional
network of flow channels.
• The interlaminar shear strength (ILSS) of unidirectional laminates was strongly af-
fected by the porosity. The results followed the predictions of simple net-section
analysis, which assumed cylindrical voids arranged in a regular square pattern. It
was found that large and elongated voids favored the growth of the cracks leading to
the reduction of ILSS. The same trends were observed in the case of GIIc while GIc
was insensitive to the void volume fraction.
144

7.2 Future Work
• The compressive strength of the laminates decreased as the void volume fraction
increased. Dispersed laminates presented higher compressive strength than clustered
ones for equivalent levels of porosity. This result was attributed to the early onset
of delamination upon loading in the laminate with thicker plies. Similarly, lower
peak loads and delamination thresholds as well as more extended delaminations were
found in clustered laminates subjected to low-velocity impact. In addition, they
showed lower compression after impact strength. Porosity did not influence either the
low-velocity impact behavior or the compression after impact as defects introduced
during impact overcame the influence of porosity on the failure mechanisms.
7.2 Future Work
• Laminates were manufactured under constant pressure of 2 bar to reduce the number
of variables. Experiments with pressures in the range 1 to 7 bar (from vacuum bagging
to autoclave conditions) will provide complementary information of the effect of the
applied pressure on the volume fraction, shape and spatial distribution of voids.
• Extension of the experiments to other fabric architectures will provide information
about the effect of the type of fabric on the preferential flow paths of the resin in the
laminate.
• Differences in the flow behavior were observed between unidirectional and multiaxial
laminates. The extension of the compaction compaction model to multiaxial lami-
nates using a three-dimensional configuration will lead to a better understanding of
the compaction and flow process of multiaxial laminates.
• Design a comprehensive method to improve the fiber bed compaction curve depending
on the fiber architecture, fluid type, etc. will enhance the mechanical predictions of
the flow compaction model
• Flow-compaction model only takes into account the distributed porosity. Inclusion
of large voids in the compaction model, using micro-scale models, could provide very
interesting information about the behavior of individual voids during consolidation.
The analysis of an elongated void embebed in the material will lead to a better
understanding of the evolution of void shape and size during the consolidation process.
145

146

Appendices
147


Appendix AMathematica Input for
Unidimensional Compaction
INTEGRACIONCOMPACTACIONUNIDIMENSIONAL;INTEGRACIONCOMPACTACIONUNIDIMENSIONAL;INTEGRACIONCOMPACTACIONUNIDIMENSIONAL;
"Fraccion Volumetrica Inicial";"Fraccion Volumetrica Inicial";"Fraccion Volumetrica Inicial";
Vo = 0.574;Vo = 0.574;Vo = 0.574;
"Viscosidad (Pa.s)";"Viscosidad (Pa.s)";"Viscosidad (Pa.s)";
m = 1000;m = 1000;m = 1000;
"Presion Total Aplicada (Pa)";"Presion Total Aplicada (Pa)";"Presion Total Aplicada (Pa)";
pT = 0.7 ∗ 10∧6;pT = 0.7 ∗ 10∧6;pT = 0.7 ∗ 10∧6;
"Espesor Total (m)";"Espesor Total (m)";"Espesor Total (m)";
h = 0.01;h = 0.01;h = 0.01;
"Modulo Elastico (Pa)";"Modulo Elastico (Pa)";"Modulo Elastico (Pa)";
El = 7.0 ∗ 10∧6;El = 7.0 ∗ 10∧6;El = 7.0 ∗ 10∧6;
"Coeficiente de Poisson";"Coeficiente de Poisson";"Coeficiente de Poisson";
ν = 0.33;ν = 0.33;ν = 0.33;
szz = −El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + e[z, t])Vo− 1);szz = −El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + e[z, t])Vo− 1);szz = −El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + e[z, t])Vo− 1);
149

dszz = −El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ Vo;dszz = −El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ Vo;dszz = −El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ Vo;
"Permeabilidad Karman-Kozeny(m∧2)";"Permeabilidad Karman-Kozeny(m∧2)";"Permeabilidad Karman-Kozeny(m∧2)";
Az = 10∧ − 12;Az = 10∧ − 12;Az = 10∧ − 12;
Kzz = Az(1 + e[z, t])2(
1− 11+e[z,t]
)3
;Kzz = Az(1 + e[z, t])2(
1− 11+e[z,t]
)3
;Kzz = Az(1 + e[z, t])2(
1− 11+e[z,t]
)3
;
"Permeabilidad Constante(m∧2)";"Permeabilidad Constante(m∧2)";"Permeabilidad Constante(m∧2)";
Kzz = 6.45 ∗ 10∧ − 13;Kzz = 6.45 ∗ 10∧ − 13;Kzz = 6.45 ∗ 10∧ − 13;
eo = (1− Vo)/Vo;eo = (1− Vo)/Vo;eo = (1− Vo)/Vo;
"Variables del problema";"Variables del problema";"Variables del problema";
T = 1;T = 1;T = 1;
Vf=.;Vf=.;Vf=.;
t=.;t=.;t=.;
z=.;z=.;z=.;
NullNullNull
"Busqueda de Compactacion Final esup";"Busqueda de Compactacion Final esup";"Busqueda de Compactacion Final esup";
solution = FindRoot[szz == pT, e[z, t], 0.8eo];solution = FindRoot[szz == pT, e[z, t], 0.8eo];solution = FindRoot[szz == pT, e[z, t], 0.8eo];esup = solution[[1, 2]];esup = solution[[1, 2]];esup = solution[[1, 2]];
"Integracion Ecuacion Diferencial en e(z,t) (la exponencial se utiliza para"Integracion Ecuacion Diferencial en e(z,t) (la exponencial se utiliza para"Integracion Ecuacion Diferencial en e(z,t) (la exponencial se utiliza para
aplicar el salto de la aplicacion de la presion exterior)";aplicar el salto de la aplicacion de la presion exterior)";aplicar el salto de la aplicacion de la presion exterior)";
solution2 =solution2 =solution2 =
NDSolve[(1 + eo)∧2 ∗D[−Kzz/(m ∗ (1 + e[z, t])) ∗ dszz ∗D[e[z, t], z], z]==D[e[z, t], t],NDSolve[(1 + eo)∧2 ∗D[−Kzz/(m ∗ (1 + e[z, t])) ∗ dszz ∗D[e[z, t], z], z]==D[e[z, t], t],NDSolve[(1 + eo)∧2 ∗D[−Kzz/(m ∗ (1 + e[z, t])) ∗ dszz ∗D[e[z, t], z], z]==D[e[z, t], t],
e[z, 0] == eo, e[0, t] == esup + (eo− esup) ∗ Exp[−100t], e[h, t] == esup + (eo− esup) ∗ Exp[−100t],e[z, 0] == eo, e[0, t] == esup + (eo− esup) ∗ Exp[−100t], e[h, t] == esup + (eo− esup) ∗ Exp[−100t],e[z, 0] == eo, e[0, t] == esup + (eo− esup) ∗ Exp[−100t], e[h, t] == esup + (eo− esup) ∗ Exp[−100t],e[z, t], z, 0, h, t, 0, 6000T]e[z, t], z, 0, h, t, 0, 6000T]e[z, t], z, 0, h, t, 0, 6000T]
"Plot e(z,t)";"Plot e(z,t)";"Plot e(z,t)";
Plot3D[solution2[[1, 1, 2]], z, 0, h, t, 0, 6000T,PlotRange→ eo, esup,Plot3D[solution2[[1, 1, 2]], z, 0, h, t, 0, 6000T,PlotRange→ eo, esup,Plot3D[solution2[[1, 1, 2]], z, 0, h, t, 0, 6000T,PlotRange→ eo, esup,PlotPoints→ 50]PlotPoints→ 50]PlotPoints→ 50]
150

−SurfaceGraphics−
"Plot Vf(z,t)";"Plot Vf(z,t)";"Plot Vf(z,t)";
Plot3D[1/(1 + solution2[[1, 1, 2]]), z, 0, h, t, 6000T, 0,PlotPoints→ 50,Plot3D[1/(1 + solution2[[1, 1, 2]]), z, 0, h, t, 6000T, 0,PlotPoints→ 50,Plot3D[1/(1 + solution2[[1, 1, 2]]), z, 0, h, t, 6000T, 0,PlotPoints→ 50,
PlotRange→ Vo, 1/(1 + esup)]PlotRange→ Vo, 1/(1 + esup)]PlotRange→ Vo, 1/(1 + esup)]
151

−SurfaceGraphics−
"Plot Presion de Resina";"Plot Presion de Resina";"Plot Presion de Resina";
Plot3D[−El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + solution2[[1, 1, 2]])Vo− 1), z, 0, h,Plot3D[−El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + solution2[[1, 1, 2]])Vo− 1), z, 0, h,Plot3D[−El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + solution2[[1, 1, 2]])Vo− 1), z, 0, h,t, 6000T, 0,PlotPoints→ 50,PlotRange→ 0, pT]t, 6000T, 0,PlotPoints→ 50,PlotRange→ 0, pT]t, 6000T, 0,PlotPoints→ 50,PlotRange→ 0, pT]
152

−SurfaceGraphics−
PlotPresiondefibras;PlotPresiondefibras;PlotPresiondefibras;
Plot3D[pT + El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + solution2[[1, 1, 2]])Vo− 1),Plot3D[pT + El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + solution2[[1, 1, 2]])Vo− 1),Plot3D[pT + El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + solution2[[1, 1, 2]])Vo− 1),
z, 0, h, t, 6000T, 0,PlotPoints→ 50,PlotRange→ 0, 2pT]z, 0, h, t, 6000T, 0,PlotPoints→ 50,PlotRange→ 0, 2pT]z, 0, h, t, 6000T, 0,PlotPoints→ 50,PlotRange→ 0, 2pT]
153

−SurfaceGraphics−
t = 1;t = 1;t = 1;
pressureIntegrate = pT + El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + solution2[[1, 1, 2]])Vo− 1);pressureIntegrate = pT + El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + solution2[[1, 1, 2]])Vo− 1);pressureIntegrate = pT + El ∗ ((1− ν)/(1− ν − 2 ∗ ν∧2)) ∗ ((1 + solution2[[1, 1, 2]])Vo− 1);
Plot[pressureIntegrate, z, 0, h/2,PlotRange→ 0, pT]Plot[pressureIntegrate, z, 0, h/2,PlotRange→ 0, pT]Plot[pressureIntegrate, z, 0, h/2,PlotRange→ 0, pT]
−Graphics−
table = Table[−z + h/2, pressureIntegrate, z, 0, h/2, 0.0001]table = Table[−z + h/2, pressureIntegrate, z, 0, h/2, 0.0001]table = Table[−z + h/2, pressureIntegrate, z, 0, h/2, 0.0001]
SetDirectory["C:\Temp\Silvia"];SetDirectory["C:\Temp\Silvia"];SetDirectory["C:\Temp\Silvia"];
OpenWrite["datos"];OpenWrite["datos"];OpenWrite["datos"];
Export["datos", table, "CSV"]Export["datos", table, "CSV"]Export["datos", table, "CSV"]
Close["datos"]Close["datos"]Close["datos"]
154

Appendix BAbaqus Input for Unidimensional
Compaction
*Heading
*Preprint, echo = NO, model = NO, history = NO, contact = NO
**
** PARTS
**
*Part, name = Part− 1
*Node
1, 0., 0.
2, 0.000500000024, 0.
3, 0., 0.000500000024
4, 0.000500000024, 0.000500000024
5, 0., 0.00100000005
6, 0.000500000024, 0.00100000005
7, 0., 0.00150000001
8, 0.000500000024, 0.00150000001
9, 0., 0.00200000009
10, 0.000500000024, 0.00200000009
11, 0., 0.00249999994
155

12, 0.000500000024, 0.00249999994
13, 0., 0.00300000003
14, 0.000500000024, 0.00300000003
15, 0., 0.00350000011
16, 0.000500000024, 0.00350000011
17, 0., 0.00400000019
18, 0.000500000024, 0.00400000019
19, 0., 0.00449999981
20, 0.000500000024, 0.00449999981
21, 0., 0.00499999989
22, 0.000500000024, 0.00499999989
*Element, type = CPE4P
1, 1, 2, 4, 3
2, 3, 4, 6, 5
3, 5, 6, 8, 7
4, 7, 8, 10, 9
5, 9, 10, 12, 11
6, 11, 12, 14, 13
7, 13, 14, 16, 15
8, 15, 16, 18, 17
9, 17, 18, 20, 19
10, 19, 20, 22, 21
*Nset, nset = PickedSet2, internal, generate
1, 22, 1
*Elset, elset = PickedSet2, internal, generate
1, 10, 1
** Section: Section-1
*Solid Section, elset = PickedSet2, material = Material − 1
1.,
*End Part
**
**
** ASSEMBLY
156

**
*Assembly, name = Assembly
**
*Instance, name = Part− 1− 1, part = Part− 1
*End Instance
**
*Nset, nset = PickedSet4, internal, instance = Part− 1− 1, generate
1, 22, 1
*Elset, elset = PickedSet4, internal, instance = Part− 1− 1, generate
1, 10, 1
*Nset, nset = PickedSet5, internal, instance = Part− 1− 1
1, 2
*Elset, elset = PickedSet5, internal, instance = Part− 1− 1
1,
*Nset, nset = PickedSet7, internal, instance = Part− 1− 1
21, 22
*Elset, elset = PickedSet7, internal, instance = Part− 1− 1
10,
*Elset, elset = PickedSurf6S3, internal, instance = Part− 1− 1
10,
*Surface, type = ELEMENT , name = PickedSurf6, internal
PickedSurf6S3, S3
*Nset, nset = pickedSet7PP , internal, instance = Part− 1− 1
21, 22
*End Assembly
**
** MATERIALS
**
*Material, name = Material − 1
*Elastic
7e+06, 0.33
*Permeability, specific = 11760
6.64188e-13,4.32507e-01
157

8.91092e-13,4.82507e-01
1.15873e-12,5.32507e-01
1.46881e-12,5.82507e-01
1.82284e-12,6.32507e-01
2.22215e-12,6.82507e-01
2.66789e-12,7.32507e-01
3.16112e-12,7.82507e-01
3.70276e-12,8.32507e-01
4.29364e-12,8.82507e-01
4.93450e-12,9.32507e-01
5.62600e-12,9.82507e-01
5.88000e-12,1.00000e+00
**
** BOUNDARY CONDITIONS
**
** Name: BC-1 Type: Symmetry/Antisymmetry/Encastre
*Boundary
PickedSet4, XSYMM
** Name: BC-2 Type: Symmetry/Antisymmetry/Encastre
*Boundary
PickedSet5, YSYMM
*Initial Conditions, type=ratio
PickedSet4,1.0
** —————————————————————-
**
** STEP: Step-1
**
*Step, name = Step− 1, unsymm = Y ES
*Soils, consolidation, end = PERIOD, utol = 2e+ 06
1e-06, 1.0e-6
**
** LOADS
**
158

** Name: Load-1 Type: Pressure
*Dsload
PickedSurf6, P, 700000.
**
** OUTPUT REQUESTS
**
*Restart, write, frequency = 0
**
** FIELD OUTPUT: F-Output-1
**
*Output, field, variable = PRESELECT
**
** HISTORY OUTPUT: H-Output-1
**
*Output, history, variable = PRESELECT
*End Step
** —————————————————————-
**
** STEP: Step-2
**
*Step, name = Step− 2, unsymm = Y ES, nlgeom = yes, inc = 1000
*Soils, consolidation, end = PERIOD, utol = 7.0e5
0.001, 6000., 1e-05, 10.,
**
** BOUNDARY CONDITIONS
**
** Name: BC-3 Type: Pore pressure
*Boundary
PickedSet7PP , 8, 8
**
** OUTPUT REQUESTS
**
*Restart, write, frequency = 0
159

**
** FIELD OUTPUT: F-Output-1
**
*Output, field, variable = PRESELECT
**
** HISTORY OUTPUT: H-Output-1
**
*Output, history, variable = PRESELECT
*End Step
160

Bibliography
Abaqus (2012). Users’ Manual . ABAQUS Inc.
Almeida S. & Nogueira Neto Z. (1994). Effect of void content on the strength of
composite laminates. Composite Structures , 28, 139–148.
Asp L. & Brandt F. (1997). Effects of pores and voids on the interlaminar delamination
toughness of a carbon/epoxy composite. Proceedings of ICCM 11, 11th international
conference on composite materials (Australia).
ASTM-D2344 (2000). Standard Test Method for Short-Beam Strength of Polymer Matrix
Composite Materials and Their Laminates . American Society for Testing and Materials
(ASTM).
ASTM-D3171 (2011). Standard Test Methods for Constituent Content of Composite Ma-
terials . American Society for Testing and Materials (ASTM).
ASTM-D3410 (2003). Standard Test Method for Compressive Properties of Polymer Ma-
trix Composite Materials with Unsupported Gage Section by Shear Loading . American
Society for Testing and Materials (ASTM).
ASTM-D5528 (2007). Standard Test Method for Mode I Interlaminar Fracture Toughness
of Unidirectional Fiber-Reinforced Polymer Matrix Composites . American Society for
Testing and Materials (ASTM).
ASTM-D7136 (2005). Standard Test Method for Measuring the Damage Resistance of a
Fiber-Reinforced Polymer Matrix Composite to a Drop-Weight Impact Event1 . American
Society for Testing and Materials (ASTM).
161

BIBLIOGRAPHY
ASTM-D7137 (2005). Standard Test Method for Compressive Residual Strength Properies
of Damaged Polymer Matrix Composite Plates . American Society for Testing and Mate-
rials (ASTM).
Astrom B., Pipes R. & Advani S. (1992). On flow through aligned fiber beds and its
application to composites processing. Journal of Composite Materials, 26, 1351–1373.
Berglund L. & J.M. Kenny J. (1991). Processing science for high performance ther-
moset composites. SAMPE Journal , 27, 27–37.
Biot M. (1941). General theory of three-dimensional consolidation. Journal of Applied
Physics, 12, 155–164.
Borchardt H. & Daniels F. (1956). The application of differential analysis to the
study of reaction kinetics. Journal of American Chemical Society , 79, 1–66.
Boswell R. (2000). Degree of cure, heat or recation, and viscosity of 8552 and 977-3 MH
epoxy resin. Naval Air Warfare Center Aircraft Division, Patuxent River, Maryland.
Bowles K.J. & Frimpong S. (1992). Void effects on the interlaminar shear strength of
unidirectional graphite-fiber-reinforced composites. Journal of Composite Materials, 26,
1487–1509.
Bruschke M. & Advani S. (1993). Flow of generalized newtonian fluids across a periodic
array of cylinders. Journal of Rheology , 37, 479–498.
Budiansky N., B.and Fleck (1993). Compressive failure of fiber composites. Journal
of the Mechanics and Physics of Solids, 41, 183–211.
Bureau M.N. & Denault J. (2004). Fatigue resistance of continuous glass
fiber/polypropylene composites: Temperature dependence. Polymer Composites , 25,
622–629.
Cambell F.C., Mallow A., Amuedo K.C. & Blase G.A. (1985). Computer-Aided
Curing of Composites . McDonnell Douglas Corporation.
Carman P. (1956). Flow of gases through porous media. Academic Press.
162

BIBLIOGRAPHY
Centea T. & Hubert P. (2011). Measuring the impregnation of an out-of-autoclave
prepreg by micro-ct. Composites Science and Technology , 71, 593–599.
Chambers A., Earl J., Squires C. & Suhot M. (2006). The effect of voids on the
flexural fatigue performance of unidirectional carbon fibre composites developed for wind
turbine applications. International Journal of Fatigue, 28, 1389–1398.
Cinquin J., Triquenaux V. & Rousne Y. (2007). Porosity influence on organic com-
posite material mechanical properties . Proceedings of ICCM 16, 16th international con-
ference on composite materials (Japan).
Ciriscioli P., Qiuling W. & Springer G. (1992). Autoclave curing; comparisons of
model and test results. Journal of Composite Materials, 26, 90–102.
Cohen B. & Crane R. (1982). Acoustic-backscattering imaging of subcritical flaws in
composites. Materials Evaluation, 40, 970–975.
Costa M., Almeida S. & Cerqueira M. (2001). The influence of porosity on the
interlaminar shear strength of carbon/epoxy and carbon/bismaleimide fabric laminates.
Composites Science and Technology , 61, 2101–2108.
Dave R., Kardos J. & Dudukovic M. (1987). A model for resin flow during composite
processing: Part-1 general mathematical development. Polymer Composites , 8, 29–38.
Davies L., Day R., Bond D., Nesbitt A., Ellis J. & Gardon E. (2007). Effect
of cure cycle heat transfer rates on the physical and mechanical propertes of an epoxy
matrix composite. Composites Science and Technology , 67, 1892–9.
Dayal V. & Kinra V. (1991). Leaky lamb waves in an anisotropic plate. ii:nondestructive
evaluation of matrix cracks in fiber-reinforced composites. Journal of the Acousticla So-
ciety of America, 89, 1590–1598.
DeHoff R. & Rhines F. (1953). Microscopie Quantitative. Eds Masson.
Dillon G. & Gutowski T. (1992). The elastic deformation of lubricated carbon fiber
bundles: Comparison of theory and experiments. Journal of Composite Materials , 26,
2330–2347.
163

BIBLIOGRAPHY
Dullien F. (1979). Porous media fluid transport and pore structure. Academic Press.
Durst F., Haas R. & Interthal W. (1987). The nature of flows through porous media.
Journal of Non-Newtonian Fluid Mechanics , 22, 169–189.
Dusi M.R., Lee W.I., Ciriscioli P.R. & Springer G.S. (1987). Cure kinetics and
viscosity of fiberite 976 resin. Journal of Composite Materials, 21, 243–261.
Elmoutaouakkil A., Fuchs G., Bergounhon P., Perez Cano R. & Peyrin
F. (2003). Three-dimensional quantitative analysis of polymer foams from synchrotron
radiation x-ray microtomography. Journal of Applied Physics , 36, A37–A43.
EN-6034 (1995). Aerospace Series Carbon Fibre Reinforced Plastics Test Mehtod Deter-
mination of Interlaminar Fracture Toughness Energy Mode II . American Society for
Testing and Materials (ASTM).
Enfedaque A., Molina-Aldareguerıa J., Galvez F., Gonzalez C. & LLorca
J. (2010). Effect of glass fiber hybridization on the behavior under impact of woven
carbon fiber/epoxy laminates. Journal of Composite Materials, 44, 3005–3068.
Fidan S., Sanmazcelik T. & Avcu E. (2012). Internal damage investigation of the
impacted glass/glass+aramid fiber reinforced composites by micro-computerized tomog-
raphy. NDTE International , 51, 1–7.
Flory P. (1953). Principles of Polymer Chemistry . Cornell University Press.
Gebart B. (1992). Permeability of unidirectional reinforcements for rtm. Journal of Com-
posite Materials, 26, 1100–1133.
Greenhald E. (2009). Failure analysis and fractography of polymer composites. Wood-
head Publishing Limited.
Griffiths B. & Noble N. (2004). Process and tooling for low cost, rapid curing of
composites structures. SAMPE Journal , 40, 41–6.
Grunenfelder L. & Nutt S. (2010). Void formation in composite prepregs. effect of
dissolved moisture. Composites Science and Technology , 70, 2304–2309.
Gutowski T. & Dillon G. (1997). Advanced Composites Manufacturing . Wiley.
164

BIBLIOGRAPHY
Gutowski T., Morigaki T. & Zhong C. (1987a). The consolidation of laminate com-
posites. Journal of Composite Materials, 21, 172–188.
Gutowski T., Morigaki T. & Zhong C. (1987b). Consolidation experiments for lam-
inate composites. Journal of Composite Materials, 21, 650–669.
Gutowski T.G., Wineman S.J. & Cai Z. (1986). Applications of the Resin Flow/Fiber
Deformation Model . Materials Science for the Future: 31st International SAMPE Sym-
posium and Exhibition; Los Angeles, California; USA;.
Hagstrand P., Bonjour F. & Manson J. (2005). The influence of void content on
the structural flexural performance of unidirectional glass fibre reinforced polypropylene
composites. Composites Part A: Applied Science and Manufacturing , 36, 705–714.
Herman G. (1980). Reconstruction from projections: The fundamentals of computerized
tomography.. Academic.
Hernandez S., Sket F., Molina-Aldareguıa J., Gonzalez C. & LLorca J.
(2011). Effect of curing cycle on void distribution and interlaminar shear strength in
polymer-matrix composites. Composites Science and Technology , 71, 1331–1341.
Hexcel (2010a). Extow AS4 carbon fiber product data. <http://www.hexcel.com>.
Hexcel (2010b). Hexply 8552 epoxy matrix product data. <http://www.hexcel.com>.
Hsu D. & Nair S. (1987). Evaluation of porosity in graphite-epxy composite by frequency
dependence of ultrasonic attenuation. Review of Progress in Auantitative Nondestructive
Evaluation, 6, 1185–1193.
Hubert P. & Poursartip A. (2001). Aspects of the compaction of composite angle
laminates: An experimental investigation. Journal of Composite Materials, 35, 2–26.
Hubert P., Johnston A., Vaziri R. & Poursartip A. (1995). Two-Dimensional
Finite Element Processing Model for Fibre Reinforced Plastic Composite Components .
International Conference on Composite Materials, Whistler, B.C., Canada.
Jeong H. (1997). Effects of voids on the mechanical strength and ultrasonic attenuation
of laminated composites. Journal of Composite Materials, 31, 276–292.
165

BIBLIOGRAPHY
Jeong H. & Hsu D. (1995). Experimental analysis of porosity-induced ultrasonic atten-
uation and velocity change in carbon composites. Ultrasonics, 33, 195–203.
Kak A. & Slaney M. (1987). Principles of computerized tomographic imaging . IEEE
Press.
Kalinka G., Leistner A. & A. H. (1997). Characterisation of the fibre matrix interface
in reinforced polymers by the push-in technique. Composites Science and Technology ,
57, 845–51.
Kardos J., Dudukovic M. & Dave R. (1986). Void growth and resin transport during
processing of thermosetting matrix composites. Epoxy Resins and Composites IV , 80,
101–123.
Keenan M.R. (1987). Autocatalytic cure kinetics from dsc measurements; zero initial
cure rate. Journal of Applied Polymer Science, 33, 1725–1734.
Kenny J. (1992). Integration of Precess Models with Control and Optimization of Polymer
Composites Fabrication. Proceedings of the Third Conference on Computer Aided Design
in Composites Materials Technology.
Kim D. & Kim S. (1994). Rubber modified epoxy resin i: Cure kinetics and chemorheology.
Polymer Engineering and Science, 34, 625–631.
Kim Y., McCarthy S. & Fanucci J. (1991). Compressibility and relaxation of fiber
reinforcements during composite processing. Polymer Composites , 12, 13–19.
Lam R. & Kardos J. (1989). The Permeability and Compressibility of Aligned and Cross-
Plied Fiber Beds During Processing of Composites . ANTEC 89.
Ledru Y., Bernhart G., Piquet R., Schmidt F. & Michel L. (2010). Coupled
visco-mechanical and diffusion void growth modelling during composite curing. Compos-
ites Science and Technology , 70, 2139.
Lee J. & Soutis C. (2007). A study of the compressive strength of thick carbon fibre-
epoxy laminates. Composites Science an Technology , 67, 2015–2026.
Lee W., Loos A. & Springer G. (1982). Heat of reaction, degree of cure, and viscosity
of hercules 3501-6 resin. Journal of Composite Materials, 16, 510–520.
166

BIBLIOGRAPHY
Loos A. & Springer G. (1983). Curing of epoxy matrix composites. Journal of Com-
posite Materials, 17, 135–169.
Loos A., Freeman J. & William T. (1985). Resin flow during autoclave cure of grafite-
epoxi composites . ASTM Special Technical Publication.
Maire E., Colombo P., Adrien J., Babout L. & Biasetto L. (2007). Characteriza-
tion of the morphology of cellular ceramics by 3d image processing of x-ray tomography.
Journal of the European Ceramic Society , 27, 1973–1981.
Mijovic J., Kim J. & Slaby J. (1984). Cure kinetics of epoxy formulations of the type
used in advanced composites. Journal of Applied Polymer Science, 29, 1449–1462.
Moffat A., Wright P., Buffiare J., Sinclair I. & Spearing S. (2008). Mi-
cromechanisms of damage in 0A splits in a [90/0]s composite material using synchrotron
radiation computed tomography. Scripta Materialia, 59, 1043–1046.
Molina Aldargeguia J., Rodriguez M., Gonzalez C. & LLorca J. (2011). An
experimental and numericla study of the influence fo local effects o the application of
the fibre push in test. Philosophical Magazine, 91, 7–9.
Montserrat S. (1992). Vitrification and further structural relaxation in the isothermal
curing of an epoxy resin. Journal of Applied Polymer Science, 44, 545–554.
Moroni A., Mijovic J., Pearce E. & Foun C. (1986). Cure kinetics of epoxy resins
and aromatic diamines. Journal of Applied Polymer Science, 32, 3761–3773.
Oliver W. & Pharr G. (1992). A new improved technique for determining hardness
and elastic modulus using load and sensing indentation experiments. Journal of Material
Research, 7, 1564–82.
Olivier P., Cottu J. & Ferret B. (1995). Effects of cure cycle pressure and voids on
some mechanical properties of carbon/epoxy laminates. Composites , 26, 509–515.
Olurin O., Arnold M., Korner C. & Singer R. (2002). The investigation of mor-
phometric parameters of aluminium foams using micro-computed tomography. Materials
Science and Engineering: A, 328, 334–343.
167

BIBLIOGRAPHY
P.J. Schilling P., Karedla B., A.K. Tatiparthi A., Verges M. & Herring-
ton P. (2005). X-ray computed microtomography of internal damage in fiber reinforced
polymer matrix composites. Composites Science and Technology , 65, 2071–2078.
P.McIntire (1991). Nondestructive testing Handbook . The American Society for Nonde-
structive Testing.
Rizov V. (2006). Voids and their effects on the fatigue fracture behavior of long glass
fibre reinforced injection molded polypropylene. Proceedings of ECCM12, 12th European
conference on composite materials (France).
Rodriguez M., Molina Aldargeguia J., Gonzalez C. & LLorca J. (2012). A
methodology to measure the interface shear strength by means of the fiber push-in test.
Composites Science an Technology , 72, 1924–1932.
Rubin A. & Jerina K. (1993). Evaluation of porosity in composite aircraft structures.
Composites Engineering , 3, 601–618.
Simon S. & Gillham J. (1993). Cure kinetics of a thermosetting liquid dicyanate ester
monomer/high-tg polycyanurate material. Journal of Applied Polymer Science, 47, 461–
485.
Skartsis L., Khomami B. & Kardos J. (1992). Resin flow through fiber beds during
composite manufacturing processes. part ii: Numerical and experimental studies of new-
tonian flow through ideal and actual fiber beds. Polymer Engineering and Science, 32,
231–239.
Sket F., Seltzer R., Molina-Aldareguıa J.M., Gonzalez C. & LLorca J.
(2012). Determination of damage micromechanisms and fracture resistance of glass
fiber/epoxy cross-ply laminate by means of x-ray computed microtomography. Com-
posites Science and Technology , 72, 350–359.
Smith G. & Poursartip A. (1993). A comparison of two resin flow models for laminate
processing. Journal of Composite Materials, 27, 1695–1711.
Springer G.S. (1982). Resin flow during the cure of fiber reinforced composites. Journal
of Composite Materials , 16, 400–410.
168

BIBLIOGRAPHY
Stolin A., Merzhanov A. & Malkin A. (1979). Non-isothermal phenomena in poly-
mer engineering and science: A review. part ii: Non-isothermal phenomena in polymer
deformation. Polymer Engineering and Science, 19, 1074–1080.
Stone D. & Clarke B. (1975). Ultrasonic attenuation as a measure of void content in
carbon-fibre reinforced plastics. Non-Destructive Testing , 8, 137–145.
Suarez J.C., Molleda F. & Guemes A. (1996). Void content in carbon Fibre/Epoxy
resin composites and its effects on compressive properties . Defense Technical Information
Center OAI-PMH Repository (United States).
Sun L.F. (1993). Thermal rheological analysis of cure process of epoxy prepreg . PhD The-
sis, Louisiana State University, Baton Rouge, LA.
Suresh G., Advani E. & Murat S. (2002). Advanced composites manufacturing . Marcel
Dekker, Inc.
Tang J.M., Lee W.I. & Springer G.S. (1987). Effects of cure pressure on resin flow,
voids, and mechanical properties. Journal of Composite Materials, 21, 421–440.
Terzaghi K. (1943). Theoretical Soil Mechanics . John Wiley and Sons.
Van Overbeke E., Devaux J., Legras R., Carter J., McGrail P. & Carlier
V. (2001). Raman spectroscopy and dsc determination of conversion in dds-cured epoxy
resin: Application to epoxy-copolyethersulfone blends. Applied Spectroscopy , 55, 540–
551.
Varna J., Joffe R., Berglund L. & Lundstromm T. (1995). Effect of voids on
failure mechanisms in rtm laminates. Composites Science and Technology , 53, 241–249.
Wang Q., He T., Xia P., Chen T. & Huang B. (1997). Cure processing modeling and
cure cycle simulation of epoxy-terminated poly(phenylene ether ketone). ii. chemorheo-
logical modeling. Journal of Applied Polymer Science, 66, 799–808.
Winter H.H. & Chambon F. (1986). Analysis of linear viscoelasticity of a crosslinking
polymer at the gel point. Journal Rheology , 30, 367.
169

BIBLIOGRAPHY
Wisnom M.R., Reynolds T. & Gwilliam N. (1996). Reduction in interlaminar shear
strength by discrete and distributed voids. Composites Science and Technology , 56, 93–
101.
Yan F., Zhang H. & C.R. Kube C. (2005). A multistage adaptive thresholding method.
Pattern Recognition Letters, 26, 1183–1191.
Yang L.F., Yao K.D. & Koh W. (1999). Kinetics analysis of the curing reaction of fast
cure epoxy prepregs. Journal of Applied Polymer Science, 73, 1501–1508.
170