Continuous Synthesis and in Situ Monitoring of Biodiesel Production in Different Microfluidic...
13
Continuous Synthesis and in Situ Monitoring of Biodiesel Production in Different Microfluidic Devices Edgar L. Martínez Arias,* ,† Patricia Fazzio Martins, †,‡ Andre ́ L. Jardini Munhoz, † Luis Gutierrez-Rivera, § and Rubens Maciel Filho † † Laboratory of Optimization, Design, and Advanced Control (LOPCA), School of Chemical Engineering, University of Campinas (UNICAMP), Avenida Albert Einstein, 500, 13083-852, Campinas, Sã o Paulo, Brazil ‡ Department of Earth and Exact Sciences, Federal University of Sã o Paulo (UNIFESP), Rua Prof. Artur Riedel, 275, 09972-270, Diadema, Sã o Paulo, Brazil § National Institute for Nanotechnology, National Research Council Canada, 11421 Saskatchewan Drive NW, Edmonton, Alberta, Canada ABSTRACT: Currently, there is great interest in developing new processes for continuous biodiesel synthesis in order to overcome problems imposed by biphasic reaction and thermodynamic equilibrium, as well as to reduce production costs related to the conventional batch reaction processes. The use of microreactors can significantly improve the mixing between reactants and phases, enhancing the transfer rates, and, consequently, increasing biodiesel yields. Therefore, in this work, microreactors with different internal geometries have been fabricated and used for continuous production of biodiesel from castor oil and ethanol. The influences of the microchannel geometry (Tesla-, omega-, and T-shaped) on the performance of the biodiesel synthesis were experimentally studied. Higher biodiesel yields were reached using the Tesla- and omega-shaped microchannels than during the T-shaped microchannels due to better mixture mechanism efficiency. Using a catalyst loading of 1.0 wt % NaOH and a reaction temperature of 50 °C, ethyl ester conversions of 96.7, 95.3, and 93.5% were achieved using Tesla-, omega-, and T- shaped microreactors, respectively. In addition, transesterification reaction in situ monitoring by near-infrared spectroscopy using a fiber-optic probe was evaluated, showing that more studies must be performed in order to allow its use in online monitoring of continuous processes. 1. INTRODUCTION Concerns about petroleum supplies due to increasing demand and decreasing reserves, added to environmental pollution, high energy prices, and energy and environmental security are stimulating the research for environmentally friendly and renewable biofuels as an alternative to petroleum-derived energy sources. Biodiesel, a mixture of fatty acid alkyl esters derived from animal fats or vegetable oils, is rapidly moving toward becoming one of the main fossil fuel substitutes. The most common way to produce biodiesel is through the transesterification reaction, which refers to a chemical reaction between a vegetable oil (constituted mainly by triacylglycerols) and an alcohol over a homogeneous catalyst to yield fatty acid alkyl esters (biodiesel) and glycerol (Figure 1). Triacylglycerols, also known as triglycerides, consist of three long chains of fatty acids esterified to the same glycerol backbone. When triacylglycerol reacts with alcohol, three fatty acid chains are released from the glycerol skeleton and combine with three alcohol molecules to yield fatty acid alkyl esters as shown in Figure 1. Glycerol is formed as a byproduct of the reaction, and can be used for different applications. 1-3 Several aspects, including the type of catalyst, type of alcohol, alcohol/vegetable oil molar ratio, temperature, water content, and free fatty acid content, influence the course of trans- esterification. Methanol and ethanol are the most commonly used alcohols because of their low cost. 4 The use of ethanol for ethyl ester production is of considerable interest because it allows biodiesel production from entirely renewable sources, especially for those countries in which ethanol is produced from sugarcane, sugar beets, and corn. In addition, biodiesel can also be prepared by noncatalyzed reaction 5-7 and by using lipase as catalysts, 8-12 but to date, transesterification reactions are conventionally produced through base catalysts and acid catalysts depending on the vegetable oil acid content. 13-16 Although the majority of commercial biodiesel production be made in stirred tank reactors, Qiu et al. 17 have identified some challenges related to this process: (i) the reaction rate can be limited by mass transfer between the oils and alcohol because they are immiscible; (ii) transesterification reaction is a reversible reaction (Figure 2) and, therefore, there is an upper limit to conversion in the absence of product removal; (iii) most commercial processes run in a batch mode and, thus, do not present the advantages of continuous operation. Aiming to overcome these problems related to the batch reaction process, a relatively long reaction time, a high molar ratio of alcohol to oil, and a high catalyst concentration have been traditionally used. In addition, in order to achieve the final product specifications, regulated by ASTM 6751-11a 18 and EN 14214 19 standards, acid is used to neutralize the alkali catalyst and to remove it. 20 The conventional process used to produce biodiesel under law specifications generates significant amounts Received: February 23, 2012 Revised: July 10, 2012 Accepted: July 23, 2012 Published: July 23, 2012 Article pubs.acs.org/IECR © 2012 American Chemical Society 10755 dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755-10767
Transcript of Continuous Synthesis and in Situ Monitoring of Biodiesel Production in Different Microfluidic...

Continuous Synthesis and in Situ Monitoring of Biodiesel Productionin Different Microfluidic DevicesEdgar L. Martínez Arias,*,† Patricia Fazzio Martins,†,‡ Andre L. Jardini Munhoz,† Luis Gutierrez-Rivera,§
and Rubens Maciel Filho†
†Laboratory of Optimization, Design, and Advanced Control (LOPCA), School of Chemical Engineering, University of Campinas(UNICAMP), Avenida Albert Einstein, 500, 13083-852, Campinas, Sao Paulo, Brazil‡Department of Earth and Exact Sciences, Federal University of Sao Paulo (UNIFESP), Rua Prof. Artur Riedel, 275, 09972-270,Diadema, Sao Paulo, Brazil§National Institute for Nanotechnology, National Research Council Canada, 11421 Saskatchewan Drive NW, Edmonton, Alberta,Canada
ABSTRACT: Currently, there is great interest in developing new processes for continuous biodiesel synthesis in order toovercome problems imposed by biphasic reaction and thermodynamic equilibrium, as well as to reduce production costs relatedto the conventional batch reaction processes. The use of microreactors can significantly improve the mixing between reactantsand phases, enhancing the transfer rates, and, consequently, increasing biodiesel yields. Therefore, in this work, microreactorswith different internal geometries have been fabricated and used for continuous production of biodiesel from castor oil andethanol. The influences of the microchannel geometry (Tesla-, omega-, and T-shaped) on the performance of the biodieselsynthesis were experimentally studied. Higher biodiesel yields were reached using the Tesla- and omega-shaped microchannelsthan during the T-shaped microchannels due to better mixture mechanism efficiency. Using a catalyst loading of 1.0 wt % NaOHand a reaction temperature of 50 °C, ethyl ester conversions of 96.7, 95.3, and 93.5% were achieved using Tesla-, omega-, and T-shaped microreactors, respectively. In addition, transesterification reaction in situ monitoring by near-infrared spectroscopy usinga fiber-optic probe was evaluated, showing that more studies must be performed in order to allow its use in online monitoring ofcontinuous processes.
1. INTRODUCTION
Concerns about petroleum supplies due to increasing demandand decreasing reserves, added to environmental pollution, highenergy prices, and energy and environmental security arestimulating the research for environmentally friendly andrenewable biofuels as an alternative to petroleum-derivedenergy sources. Biodiesel, a mixture of fatty acid alkyl estersderived from animal fats or vegetable oils, is rapidly movingtoward becoming one of the main fossil fuel substitutes. Themost common way to produce biodiesel is through thetransesterification reaction, which refers to a chemical reactionbetween a vegetable oil (constituted mainly by triacylglycerols)and an alcohol over a homogeneous catalyst to yield fatty acidalkyl esters (biodiesel) and glycerol (Figure 1).Triacylglycerols, also known as triglycerides, consist of three
long chains of fatty acids esterified to the same glycerolbackbone. When triacylglycerol reacts with alcohol, three fattyacid chains are released from the glycerol skeleton and combinewith three alcohol molecules to yield fatty acid alkyl esters asshown in Figure 1. Glycerol is formed as a byproduct of thereaction, and can be used for different applications.1−3
Several aspects, including the type of catalyst, type of alcohol,alcohol/vegetable oil molar ratio, temperature, water content,and free fatty acid content, influence the course of trans-esterification. Methanol and ethanol are the most commonlyused alcohols because of their low cost.4 The use of ethanol forethyl ester production is of considerable interest because itallows biodiesel production from entirely renewable sources,
especially for those countries in which ethanol is produced fromsugarcane, sugar beets, and corn. In addition, biodiesel can alsobe prepared by noncatalyzed reaction5−7 and by using lipase ascatalysts,8−12 but to date, transesterification reactions areconventionally produced through base catalysts and acidcatalysts depending on the vegetable oil acid content.13−16
Although the majority of commercial biodiesel production bemade in stirred tank reactors, Qiu et al.17 have identified somechallenges related to this process: (i) the reaction rate can belimited by mass transfer between the oils and alcohol becausethey are immiscible; (ii) transesterification reaction is areversible reaction (Figure 2) and, therefore, there is anupper limit to conversion in the absence of product removal;(iii) most commercial processes run in a batch mode and, thus,do not present the advantages of continuous operation. Aimingto overcome these problems related to the batch reactionprocess, a relatively long reaction time, a high molar ratio ofalcohol to oil, and a high catalyst concentration have beentraditionally used. In addition, in order to achieve the finalproduct specifications, regulated by ASTM 6751-11a18 and EN1421419 standards, acid is used to neutralize the alkali catalystand to remove it.20 The conventional process used to producebiodiesel under law specifications generates significant amounts
Received: February 23, 2012Revised: July 10, 2012Accepted: July 23, 2012Published: July 23, 2012
Article
pubs.acs.org/IECR
© 2012 American Chemical Society 10755 dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−10767

of toxic wastewater that requires a treatment step, increasingthe operating cost and energy consumption required. There-fore, the development of continuous processes that will reduceproduction costs and increase the product uniformity for large-scale production has been investigated.21−24
In recent years, continuous synthesis of biodiesel fuel usingmicroreactor systems has been considered (Table 1). Thesereports show the microreactor technology as a new promisingway for the high-efficiency industrial production of biodiesel;however, none of them have explored the use of differentmicrochannel geometries. Scale-up of this technology toindustrial scale could be easily implemented by numberingup, which consists in extrapolating a process by putting devicesin parallel. The advantage in the implementation of themicroreactor to obtain biodiesel is based on the small volumesof microreaction systems that greatly intensify heat and masstransfer due to a significant decrease in diffusion path lengthbetween reacting molecules and to a large increase of thesurface-area-to-volume ratio.38 In microreaction systems, thetime that a reactant molecule takes to diffuse through theinterface and react with another species is drastically decreased,
Figure 1. Transesterification of triacylglycerols. Ri represents a fatty acid chain.
Figure 2. Steps of transesterification reaction. TG, DG, MG, GL, Ri,and ki represent triacylglycerides, diacylglycerides, monoacylglycerides,glycerol, fatty acid chains, and rate constants, respectively.
Table 1. Continuous Biodiesel Production Using Microreactors
reference reactants catal concna [wt %]channel dimensionsb
[μm]residence time
[min]temp[°C]
conv[%]
Canter25,26 soybean oil + methanol NaOH w = 100 10.0 25 96.0d = nil = ni
Sun and co-workers27 cottonseed oil +methanol
1.0% KOH Ø = 2.5 × 102 5.89 60 99.4l = 3.0 ×107
Guan and co-workers28 sunflower oil + methanol 1.0% KOH Ø = 1.0 × 103 1.87 60 100.0l = 1.6 × 105
Jachuck and co-workers29
canola oil + methanol 1.0% NaOH Ø = 1.5 × 103 3.0 60 99.8l = 1.5 × 107 c
Guan and co-workers30 sunflower oil + methanol 1.0% KOH Ø = 9.6 × 102 1.55 25 92.8l = 3.6 × 105
Guan and co-workers31 sunflower oil + methanol 4.5% KOH Ø = 8.0 × 102 1.67 60 100.0l = 3.0 × 105
Wen and co-workers32 soybean oil + methanol 1.2% KOH w = 3.0 × 102 0.47 56 99.5d = 2.0 × 102
l = 1.1 × 106
Silva and co-workers33 soybean oil + ethanol − Ø = 7.6 × 102 45.0 325 70.0l = 8.0 × 107 c
Sun and co-workers34 cottonseed oil +methanol
1.0% KOH Ø = 6.0 × 102 0.73 70 94.8l = 5.0 × 106
Sun and co-workers35 cottonseed oil +methanol
3.0% H2SO4 Ø = 6.0 × 102 20.0 120 97.5l = 1.4 × 107 c
Trentin and co-workers36
soybean oil + ethanol − Ø = 571 50.0 325 84.0l = 9.7 × 107 c
Kalu and co-workers37 soybean oil + methanol 0.0263 g of NaOH/mL of CH3OH w = 2.0 × 103 3.0 55−65 100.0d = 1.0 × 103
l = 1.5 × 105
aWeight percent based on the vegetable oil weight. bw = width; d = depth; l = length; Ø = diameter; ni = no information. cCalculated value fromreported data.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710756

which is highly improbable to reach even in the most vigorouslyagitated usual batch reactor. Consequently, the residence timeneeded to achieve high conversion is reduced to the order of afew minutes since the diffusion becomes a less significantresistance to the reaction. In addition, decreasing microchannellinear dimensions allows converting a batch reaction into acontinuous flow system and implementing a more precisetemperature control.Furthermore, considerable efforts have also been made in
order to monitor the transesterification reaction and to analyzethe biodiesel quality. Currently, several methods have beendeveloped for analyzing samples obtained by the trans-esterification reaction of vegetable oils,39 including techniquessuch as thin layer chromatography (TLC),40−42 gas chromatog-raphy (GC),43−45 high performance liquid chromatography(HPLC),46,47 gel permeation chromatography (GPC),48−50 andnuclear magnetic resonance (NMR).51−54 However, all of thesetechniques rely on extensive sample preparation, which is time-consuming and expensive, preventing in situ monitoring ofcontinuous processes. An alternative analytical technique whichis noninvasive, is cheap, requires minimal sample preparation,and can yield a response in real time is near-infrared (NIR)spectroscopy.55−60 NIR spectroscopy is based on theabsorption of electromagnetic radiation in the region from12 820 to 4000 cm−1 (from 780 to 2500 nm).61 It generates aspectrum based on the relatively weak and broad overtone andcombination bands of fundamental vibrational transitionsassociated mainly with C−H, N−H, and O−H functionalgroups.62
Analyses of fatty materials by NIR spectroscopy have becomewidespread,63,64 generating results similar to those obtained bytime-consuming analytical techniques such as GC and HPLC.65
The NIR spectroscopy method for determining the biodieselcontent in conventional diesel fuel and lubricating oil wasreported by Knothe54 and Sadeghi-Jorabchi et al.,66 respec-tively. However, limitations have been found due to thedependence of reflectance on the scattering properties of thesample and the existence of overlapping absorption bands,which may confound peaks of interest.64,67 In order toovercome these problems, NIR spectroscopy is associatedwith multivariate data analysis, becoming a powerful tool in theanalysis of a variety of fuels. Multivariate calibration methodsprovide empirical models that relate the multiple spectralintensities from many calibration samples to the known analyticconcentrations or properties of biodiesel samples.58,68−70 Forinstance, Balabin and Safieva59 correlated the near-infraredspectra of biodiesel samples and their feedstock.Multivariable calibration models based on mid-infrared
(MIR) and near-infrared (NIR) spectroscopies have been
developed to determine the biodiesel content in blends withdiesel and to evaluate contamination by raw vegetableoil.54,71−76 Additionally, NIR77,78 and MIR67 spectroscopieshave been employed to monitor batch transesterificationreactions. NIR spectroscopy associated with different multi-variate data analysis techniques has been used to predictimportant biodiesel properties: iodine value,61,79 kinematicviscosity,60,61 density,60,61,80 cold filter plugging point,61,79 theend boiling point (50% v/v),79,80 the end boiling point (85% v/v),80 the end boiling point (90% v/v),79 methanol content,60,81
sulfur content,80 and water content.60,81 Nevertheless, methodsto monitor in situ biodiesel continuous synthesis have not beendeveloped yet.The majority of biodiesel production studies in microreactors
have been limited to simple microtube reactors, and only someresearchers have investigated the effect of zigzag geometry onbiodiesel production.32 However, internal geometries insidethem have a huge impact in mass and heat transfer.82
Therefore, in this work microreactors with different channelgeometries such as omega shape, Tesla shape, and T-shape havebeen developed in order to improve the efficiency of thehomogeneously alkali-catalyzed biodiesel synthesis. The effectof geometric parameters such as the fluid path inside themicroreactor for biodiesel synthesis was experimentallyinvestigated. The effects of catalyst amount, reaction temper-ature, molar ratio of ethanol to oil, and residence time have alsobeen studied. In addition, the potential use of NIR in a portablespectrometer coupled fiber-optic device for in situ monitoringof the transesterification process in microreactors wasevaluated.
2. EXPERIMENTAL SECTION2.1. Chemicals. Castor oil was purchased from Campestre
Industria e Comercio de Oleos Vegetais Ltda (Sao Bernardo doCampo, Brazil). It presented an acid value of 1.3 mg of KOH/gmeasured according to the AOCS Ca 5a-40 method.83 Ethanoland sodium hydroxide were purchased from Merck (Sao Paulo,Brazil). Tetrahydrofuran (THF), HPLC grade (B&J Brand),was used as solvent for transesterification product analysis.Polydimethylsiloxane (PDMS) used to build microreactors waspurchased from Dow Corning (Midland, MI, USA).
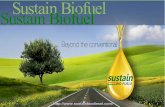
2.2. Fabrication of Microreactors. The microreactorswere made of polydimethylsiloxane (PDMS) by a softlithography process as shown in Figure 3. First, PDMS wasobtained from the mixture of two commercially prepolymersavailable: one of them consists of a long chain polymer knownas Sylgard 184 (base), and the other one consists of a shortchain polymer with an initiator (curing agent). The weight ratioof the base and the curing agent was 10:1. The solid master was
Figure 3. Fabrication of microchannels by soft lithography: (a) spin-coating of a glass wafer with SU-8, UV exposure using a clear field mask, anddevelopment of SU-8 master; (b) pouring PDMS on the mold and peeling off the PDMS part; (c) surface treatment of two PDMS layers withoxygen plasma and bonding.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710757

fabricated using an SU-8 negative photoresist (Figure 3a). ThePDMS mixture was poured onto the replication master anddegassed in a desiccator at 5−6 Pa for 1 h to eliminate airbubbles. The whole set was then cured at relatively lowtemperature (100 °C) for 1 h.Afterward, the PDMS layer was peeled off and the external
access to the microfluidic array was obtained by drilling holes inthe PDMS layer84 (Figure 3b). The sealing process was carriedout by oxidizing the PDMS surface through a radio frequency(rf) oxygen plasma using a PLAB SE80 plasma cleaner (PlasmaTechnology, Wrington, England). The plasma workingparameters were obtained from Jo et al.85 and were 16 Pa ofO2, 70 W rf power, and 20 s exposition. After plasma oxidation,the PDMS layer was brought into contact with another piece of
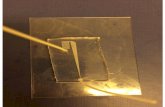
surface-activated PDMS (Figure 3c); they were pressed againsteach other manually and allowed to stand for 2 h. This processforms a watertight and irreversible seal.Figure 4 illustrates different microreactor internal geometries
used in this work and their main dimensions. Depending on thechannel geometry, the microreactors were named “omegashaped”, “Tesla shaped”, and “T-shaped”. The Tesla and omegamicroreactor designs were based on internal geometriesproposed by Hong et al.86 and Yu et al.,87 respectively. Themicrochannels were of quadratic cross section with width andheight of 500 μm and length of 1 m (referred to thelongitudinal direction). The reaction fluid was fed to andremoved from microreactor headers via 1/16 in. tubing andfittings. The microreactor manufacturing was carried out in the
Figure 4. PDMS microreactor internal geometries: (a) omega shaped, (b) Tesla shaped, and (c) T-shaped.
Figure 5. Experimental setup for transesterification reaction in the microreactors.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710758

Microfabrication Laboratory of the Brazilian Synchrotron LightNational Laboratory (LNLS).2.3. Transesterification Reaction. Two ST670 syringe
pumps (Samtronic Infusion Systems, Brazil) were used to injectthe castor oil and ethanol at different flow rates inside themicroreactor. The flow rates used ranged from 0.5 to 22.6 mL/h with a standard deviation of 1% of the set value. Preliminarytests showed that there is a flow rate upper limit to work withthe developed devices. Using feed flow rates higher than 25mL/h caused fluid leaking at microreactor connections andproblems in dosing the liquids due to pressure increase. Themicroreactors were placed into the HPLC furnace to ensure theaccuracy of the reaction temperature. The experiments werecarried out at temperatures of 30, 50, and 70 °C with accuracycontrol of 0.1 °C. The outlet of the microreactor was connectedto a collector flask placed in an ice−water vessel in order tofinish the transesterification reaction quickly. The experimentalsetup is shown in Figure 5. Catalyst amounts of 0.5, 1.0, and 1.5wt % referred to the oil mass were prepared. The molar ratiosof ethanol to castor oil were adjusted to 9:1, 12:1, and 17:1 bychanging the flow rates. The molecular weight of the castor oil(926 g/mol) was estimated based on its fatty acid compositionaccording to the AOCS Ce 1f-96 method.88,89 Samples (0.1mL) were withdrawn during the experiments, immediatelydiluted in 10 mL of tetrahydrofuran (HPLC grade), and cooled.Samples prepared this way were ready for chemical analysis.Runs performed in triplicate using a temperature of 50 °C, an
ethanol/oil molar ratio of 9:1, a catalyst amount of 1 wt %, andfeed flow rates of 1 mL/h of castor oil and 0.5 m/h of ethanolwere considered to calculate the standard deviation (σ =1.04%). It was assumed that all runs presented the samestandard deviation.2.4. Quantitative Analysis. Size-exclusion chromatogra-
phy (SEC) was used for the triacylglycerol, diacylglycerol,monoacylglycerol, ethyl ester, and glycerol analysis, accordingto the Shoenfelder method.48,50 The system consisted of aVISCOTECK GPC/SEC TDA max chromatograph with atriple detector array with refractive index (RI), viscometer, andlight scattering detectors. Data collection and analysis wereperformed with GPC software. The mobile phase wastetrahydrofuran (THF), HPLC grade (JT Baker, USA), at aflow rate of 0.8 mL/min. Three GPC/SEC Phenogel analyticalcolumns connected in series were used (Phenomenex,Torrance, CA), of 300 mm × 7.8 mm, packed with sphericalstyrene−divinylbenzene copolymer beads with an averageparticle size of 5 μm. First, a column with a pore size of 100Å, corresponding to a molecular weight (MW) range of 100−6000, was placed. Then, two columns with a pore size of 50 Å,corresponding to a MW range of 50−3000, were connected.The sample injection volume was 20 μL, and all analyses werecarried out at 40 °C. Reference standard substances (1,2,4-butanetriol, diolein, glycerol, monoolein, tricaprin, triolein,tripalmitin, trilinolein, ethyl palmitate, ethyl stearate, ethyloleate, ethyl ricinoleate, and glycerol) were used to identifytheir retention times. Identification of GPC/SEC peaks wasperformed comparing their retention times with the ones of theabove-mentioned standards.2.5. In Situ Monitoring Reaction. Samples were prepared
in a beaker by mixing ethyl esters of castor oil (biodiesel),ethanol, glycerol, and castor oil in different proportions. Aftereach addition of reaction subproduct, the mixture was stirredfor 5 min and the spectrum was recorded. The ethyl estercontent in these blends ranged from 81.25 to 66.67 wt % as
shown in Table 2. Additionally, spectra of the pure oils andethyl esters samples were obtained.
The mixtures were checked first by a conventional near-infrared (NIR) spectrometer. The NIR spectra (900−2100 nm)were obtained with a Perkin-Elmer Spectrum GX spectrometer.Spectra were acquired, in the NIR region, using a quartz flowcell with a 1.0 mm path length positioned directly in front ofthe near-infrared radiation beam. In all cases, the spectra wererecorded at room temperature with a spectral resolution of 8cm−1 and 16 coaveraged scans. After recording a spectrum, thecell was cleaned by successive treatments with ethanol andacetone. The obtained spectra were digitalized and exported forsubsequent analysis.The in situ reaction monitoring process in three micro-
reactors was made by portable near-infrared spectroscopy usinga fiber-optic probe as shown in Figure 6. The NIR spectra wereobtained on an Ocean Optics Spectrum 2000 spectrometerequipped with a Galileo transmission-type fiber-optic probe.The transesterification reactions were conducted at roomtemperature with an ethanol/castor oil molar ratio of 6:1 and1.0 wt % NaOH based on castor oil weight. The reactions wereanalyzed in situ through a fiber-optic probe coupled to thespectrometer positioned directly in front of the microchannelsand the near-infrared radiation beam (Figure 6). Afterrecording a spectrum, the fiber-optic probe was cleaned bysuccessive treatments with ethanol and acetone by immersioninto each stirred solvent for several minutes. The obtainedspectra were digitalized and exported for subsequent analysison a personal computer (Hewlett-Packard, HP).
3. RESULTS AND DISCUSSION3.1. Development of Internal Geometries That Act As
Passive Micromixers. Process intensification (PI) technolo-gies have been developed and applied to drastically improveequipment and process efficiency. According to Gorak andStankiewicz,90 PI follows four main goals: to maximize theeffectiveness of intra- and intermolecular events, to give eachmolecule the same processing experience, to optimize thedriving forces/maximize specific interfacial areas, and tomaximize the synergistic effects of partial processes. In addition,Gerven and Stankiewicz91 defined fundamental approaches ofPI in four domains: spatial, thermodynamic, functional, and
Table 2. Samples Prepared with Different Amounts ofTransesterification Reaction Subproducts
sample componentcomposition(wt %) sample component
composition(wt %)
1 ethyl esters 100.0 6 ethyl esters 77.78ethanol 22.22
2 castor oil 100.0 7 ethyl esters 81.25glycerol 18.75
3 glycerol 100.0 8 ethyl esters 75.00castor oil 12.50ethanol 12.50
4 ethanol 100.0 9 ethyl esters 75.00castor oil 12.50glycerol 12.50
5 ethyl esters 81.25 10 ethyl esters 66.67castor oil 18.75 castor oil 11.11
ethanol 11.11glycerol 11.11
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710759

temporal. This shows the potential of PI technologies as onepromising development path for the process industry andmodern chemical engineering.Among the various engineered components used in PI,
micromixers play an important role. As discussed by Hessel andLowe,92 micromixers have a large potential of application intasks, such as mixing, blending, emulsification, and suspension,as well as their use in reactors. If the mixing process is poor, thereaction process may be slowed down by a local shortage of oneof the reactants, uneven catalyst distribution, thermalnonuniformities, or ignition delays. The mixing efficiency inmicroprocesses is, therefore, very important to improve processperformance, and it will affect various parameters including heatand mass transfer rates, process operating time, costs, andultimately the product quality.93 Several different types ofmixers for microfluidic applications have been proposed.94−96
Mixing at the microscale can be classified into passive mixingand active mixing. In active mixing, external energy is used forthe mixing process. In passive mixing, external energy is notrequired but diffusion and chaotic advection induce mixing.In this work, microreactors with different internal geometries
were developed, taking into account the passive mixingconcept. First, a T-shaped microreactor was used. It has twoinlet channels that merge into a common mixing channel(Figure 4c). In this case, the dominant mixture effect ismolecular diffusion, in which the mixing length is proportionalto the mixing time and the diffusion coefficient. Owing to thesmall size of the channels and the use of a simple microchannel,the absence of internal structures inside the microreactorsmakes the flow predominantly laminar and excludes thepossibility of turbulent mixing.In order to effectively mix at this scale in a reasonable time,
internal structures can be used to increase the interfacial surfacearea between the fluids and to decrease the diffusional path,thereby enhancing molecular diffusion to complete the mixingprocess.38 Thus, omega- and Tesla-shaped microreactors werealso built. In these cases, chaotic flow caused by internalstructures speeded up mixing. An omega-shaped microreactorconsists of a series of omega structures that lead to high
velocities and nonuniform flow velocities, and that generatevortices in the flow. Each omega channel has a curve thathampers the oncoming flow and separates it into two streams,which converge with other flows in adjacent omega channels(Figure 4a). The obstacles imposed by the omega channel forcethe flow to commingle back and forth between the center andthe channel wall. The velocity of flow in the omega channelvaries significantly from point to point and its variance is large,which improves the interfacial mass transfer.87
On the other hand, in the Tesla-shaped micromixer, thefluids are first bilaminated in a T-type configuration and thenpass a so-called Tesla structure which comprises angledsurfaces86 (Figure 4b). By flowing along the latter, splittingand redirection of the flow are achieved, which leads to a kindof collision. While one stream passes the major angled passage,the neighboring stream approaches both this major passage anda smaller secondary passage, set in a Y-type flow configuration.This stream splits into two substreams according to thedifferent pressure losses of both passages. The flow of bothpassages is so oriented in such way that leads to an effectivecollision. Thus, a larger stream with predominantly one fluidcollides with a smaller stream of the pure other liquid. TheTesla structure is repeated many times in a row so that asequential mixing is achieved.
3.2. Effect of Microreactor Geometric Parameters. Tostudy the effect of the microchannel geometry, the ethyl esteryields in the microreactors for a catalyst amount of 1.0 wt %(based on the castor oil weight) and temperature of 50 °C wereinvestigated. The molar ratio of ethanol to castor oil was kept at9:1, and the residence time was varied by adjusting flow rates.All the microchannels used in this work had a 500 μm quadraticcross section, corresponding to a hydraulic diameter of 500 μmand length of 1 m (referred to the longitudinal direction).As depicted in Table 3, the biodiesel synthesis was greatly
dependent on the geometry of the microreactor. For eachexperimental condition, the Tesla-shaped microreactor resultedin higher biodiesel yields than the omega- and T-shapedmicroreactors. After a residence time of 15 min, the yield ofethyl ester for omega- and Tesla-shaped microreactors was
Figure 6. Experimental setup for transesterification reaction in the microreactors.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710760

about 1.2-fold greater than that for the T-shaped microreactor.Therefore, the higher efficiency of reaction for biodieselproduction through the Tesla-shaped microreactor is attributedto the higher intensification of overall volumetric mass transferbetween the reactants.3.3. Effect of Residence Time. Figure 7 shows the effect
of the residence time on the biodiesel synthesis in the
microreactors at an ethanol/oil molar ratio of 9:1, a catalystamount of 1.0 wt % (based on oil weight), and temperature of50 °C. As depicted in Figure 7, the yield of ethyl ester reachedvalues of 75.9, 91.4, and 93.7% for T-, omega-, and Tesla-shaped microreactors, respectively, after a residence time of 15min. It can be observed that, for the first 4 min of reaction, withincreasing residence time the ethyl ester yields also increase.After this time, the ethyl ester yield reaches, practically, aconstant value; however, for the T-shaped microreactor it issignificantly inferior because of the microchannel geometry thatpromotes a lower interfacial contact area. As a consequence,there is a decrease in the mass transfer rates between theimmiscible reactants, even though longer reaction time leads toa smaller average velocity for a fixed-length microchannel.97
Nevertheless, considering an infinite residence time, the
reaction yield in all of the microfluidic devices would reachthe equilibrium value.
3.4. Effect of Catalyst Concentration. Experiments wereconducted using three different NaOH concentrations (0.5, 1.0,and 1.5 wt % based on castor oil weight) for each microreactor.The residence time of 10 min, molar ratio of ethanol to castoroil of 9:1, and temperature of 50 °C were held constant. Figure8 summarizes the experimental results of the effect of catalyst
amount on the performance of the T-, omega-, and Tesla-shaped microreactors. As shown in Figure 8, the use of a highercatalyst concentration resulted in higher ethyl ester yields. Theyield of ethyl ester increased from 50.6 to 79.1%, from 54.3 to96.2%, and from 56.3 to 98.9% with increase of the catalystconcentration from 0.5 to 1.5% for T-, omega-, and Tesla-shaped microreactors, respectively.In addition, Tesla- and omega-shaped microreactors resulted
in higher biodiesel yields than the T-shaped microreactor forthe same catalyst concentration. This can be attributed to thefact that the chaotic flow patterns promoted by Tesla andomega geometries favor the contact between phases and,consequently, increase yields. Since the transesterificationreaction is heterogeneous, the channel geometry influencesthe available interfacial area in which the reaction takes place.During the reaction course, the mixture passes from a biphasicsystem (alcohol and oil) to a biphasic system (ester rich andglycerol rich). The formed glycerol is insoluble in the ester-richand oil phases.31 On the other hand, the catalyst is very solublein the glycerol-rich phase,98 with decreasing catalyst amount inthe reacting medium.
3.5. Effect of Temperature. The effect of temperature onthe biodiesel yield for three different microreactors is presentedin Figure 9. The biodiesel yield increased, with enhancing thereaction temperature from 30 to 70 °C. Ethyl ester yields rosefrom 67.3 to 89.0%, from 73.9 to 92.2% and from 75.9 to 92.6%for T-, omega-, and Tesla-shaped microreactors, respectively.Transesterification is an endothermic reaction in which thetemperature increasing moves the equilibrium compositiontoward ethyl ester synthesis. In addition, the miscibility ofethanol and triacylglycerols is enhanced at high temper-ature,99,100 favoring the contact between different phases.Figure 9 also shows that the conversion increases rapidly when
Table 3. Ethyl Ester Yields for Different Volumetric RatesUsing Ethanol/Oil Molar Ratio of 9:1, Catalyst Amount of1.0 wt % (Based on Oil Weight), and Temperature of 50 °C
volumetric rate(mL/h) ethyl ester conversion (%)
geometrycastoroil ethanol
residencetime(min)
T-shaped
omegashaped
Teslashaped
trans section(μm × μm),500 × 500
15.0 8.1 1 58.9 67.1 69.27.5 4.1 2 69.4 79.3 83.85.0 2.7 3 73.1 87.5 88.83.8 2.1 4 74.7 88.3 91.53.0 1.6 5 71.1 89.7 91.1
hydraulic diam,500 μm
2.1 1.1 7 75.1 88.5 91.71.5 0.8 10 73.4 87.4 92.21.0 0.5 15 75.9 91.4 93.7
Figure 7. Ethyl ester yield of castor oil transesterification carried out inT-, omega-, and Tesla-shaped microreactors at different residencetimes and using an ethanol/oil molar ratio of 9:1, catalyst amount of1.0 wt % (based on oil weight), and temperature of 50 °C.
Figure 8. Influence of NaOH concentration on yield of ethyl esterusing an ethanol/oil molar ratio of 9:1, temperature of 50 °C, andresidence time of 10 min in T-, omega-, and Tesla-shapedmicroreactors.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710761

the reaction temperature increases from 30 to 50 °C; whereasthis increase is not as significant for a temperature nearethanol’s boiling point (76 °C) for omega- and Tesla-shapedmicroreactors, it is for the T-shaped microreactor. Besides thekinetic effect, this is due to the fact that the mass transferresistance decreases at higher temperatures, increasing phasemiscibility.3.6. Effect of Ethanol/Castor Oil Molar Ratio. It is well-
known that, according to the stoichiometry of the trans-esterification reaction, 3 mol of ethanol for each mole of oil isrequired. However, in practice, the ethanol/oil molar ratioshould be higher than the stoichiometric ratio in order to drivethe reaction toward completion and produce more ethyl estersas products. The reaction in the microreactors also exhibitedthe same trend; i.e., with increasing the alcohol amount theequilibrium is moved toward ethyl ester production, as shownin Figure 10. This trend was more obvious when the ethanol tooil molar ratio was raised from 9:1 to 12:1, increasing ethylester yields about 1.1 times. Higher ethyl esters yields of 93.5,95.3, and 96.7% were obtained with a residence time of 10 minat the molar ratio of ethanol to oil of 25:1, catalyst amount of
1.0 wt %, and temperature of 50 °C for T-, omega-, and Tesla-shaped microreactors, respectively. It is the shortest time forthe nearly complete ethyl ester yield at such a mild reactioncondition.Currently, the supercritical transesterification has been
shown as an alternative to the intensified transesterificationreaction of vegetable oils. For the supercritical transesterifica-tion without catalyst, the corresponding time is in the range 5−12 min.101 McNeff et al.102 reported that a biodiesel yield of92.6% was obtained at the residence time of 5.4 s using a metaloxide based catalyst with the temperature of 455 °C in acontinuous fixed bed reactor. However, these new processesresults in more power consumption and technical difficultiesthan the use of microreactors. In the case of microreactortechnology, the improvement of the throughput of biodieselcan be easily implemented by just increasing the number ofthese microreactors and the intensification of overall volumetricmass transfer can be increased by passive mixing application.Therefore, the microscale appears as a promising technology tocreate a compact and mini fuel processing plant in the future.
3.7. NIR Spectra of the Samples. NIR spectra of castoroil, glycerol, and ethanol were compared with those of the ethylesters, as shown in Figure 11. There are no absorption peaks in
the region 9000−11 000 cm−1. However, NIR spectra of castoroil and its corresponding ethyl esters showed significantdifferences. Differences in the NIR spectra of castor oil,glycerol, ethanol, and ethyl esters are shown in detail in theupper right corner of Figure 11 for the region 5000−5500cm−1, which can be assigned to CO and C−O stretchingcombinations.103
While the midrange infrared spectra of triacylglycerols(vegetable oils) and their corresponding ethyl esters aresimilar,71 their NIR spectra reveal the possibility of distinguish-ing them. The ethyl ester (biodiesel) presents an absorbance atwavenumbers between 5000 and 5500 cm−1 (Figure 11). In thisregion ethyl esters display a characteristic peak that is notpresented by castor oil, ethanol, and glycerol.In order to evaluate the NIR spectra for a mixture of ethyl
esters, glycerol, ethanol, and castor oil, which are compoundsfound during the transesterification reaction, blends of ethylesters were prepared with the compositions shown in Table 2.The differences in NIR spectra of the subproduct blend of thetransesterification reaction are shown in Figure 12. It was
Figure 9. Influence of reaction temperature on yield of ethyl esterusing an ethanol/oil molar ratio of 9:1, NaOH concentration of 1.0 wt%, and residence time of 10 min in T-, omega-, and Tesla-shapedmicroreactors.
Figure 10. Influence of ethanol/castor oil molar ratio on yield of ethylester using NaOH concentration of 1.0 wt %, temperature of 50 °C,and residence time of 10 min in T-, omega-, and Tesla-shapedmicroreactors.
Figure 11. NIR spectra from 4800 to 11 000 cm−1 for castor oil,ethanol, glycerol, and ethyl esters.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710762

observed that all blends showed the ethyl ester characteristicabsorbance at 5000−5500 cm−1 as shown in detail in the uppercentral box of Figure 12. Therefore, the absorbance in thisregion could be used to carry out ethyl ester quantificationthrough multivariate calibration.3.8. In Situ Monitoring in Microreactors. To study the
in situ monitoring of the transesterification reaction performedin microreactors, a reaction was conducted at room temper-ature, using 1.0 wt % NaOH and a volumetric ratio(ethanol:castor oil) of 1.5. Ethanol flow rates ranged from 1.5to 11.3 mL/h and castor oil flow rates ranged from 1.0 to 7.5mL/h. NIR spectra were taken at different times, and theresults are presented at Figures 13−15.It was observed that it is possible to monitor the
transesterification reaction in situ through fiber-optic probesin continuous processes. However, the results did not show aconstant baseline of the NIR spectra due to the inherentcharacteristic of a continuous process. The baseline is verysensitive to any disturbance of flow inside the microchannel.
The baseline variation can lead to problems in considering ethylester quantification, once it is carried out considering the areaunder the peak, mainly when the concentration of esters is low.Similar results were found by Knothe,77,78 who used NIRspectroscopy to monitor a batch biodiesel synthesis and todetermine the content of soybean biodiesel in conventionaldiesel fuel in the mass fraction range between 0 and 100%.However, the method was not precise for detecting lowamounts of ester in petrodiesel in the mass fraction range of 0−2%. As observed in Figure 13, for 1 min of reaction it is notpossible to distinguish an ethyl ester peak.In addition, it was observed that using higher volumetric flow
rates produced higher ethyl ester yields. These observations arebased on peak areas under the NIR spectra in the range 5000−5500 cm−1. Higher ethyl ester yields are due to the use ofhigher volumetric flow rates which favor chaotic flow inside themicrochannels, decreasing the mass transfer resistance andcontributing to increased biodiesel production.More studies need to be conducted to improve the baseline
stability. Probably the baseline instability is caused by the smalloptical path traveled by the infrared beam, due to small
Figure 12. NIR spectra from 4800 to 11 000 cm−1 for mixtures of (A)81.3% ethyl ester and 18.7% castor oil; (B) 77.8% ethyl ester and22.2% ethanol; (C) 81.3% ethyl ester and 18.7% glycerol; (D) 75.0%ethyl ester, 12.5% castor oil, and 12.5% ethanol; (E) 75.0% ethyl ester,12.5% castor oil, and 12.5% glycerol; and (F) 66.7% ethyl ester, 11.1%castor oil, 11.1% ethanol, and 11.1% glycerol. Concentrations arebased on mass percentage (% w/w).
Figure 13. NIR spectra from 5000 to 11 000 cm−1 of different in situmonitoring times using volumetric rates of 1.5 and 1.0 mL/h forethanol and castor oil, respectively, catalyst amount of 1.0 wt % basedon castor oil weight, and room temperature.
Figure 14. NIR spectra from 5000 to 11 000 cm−1 of different in situmonitoring times using volumetric rates of 4.5 and 3.0 mL/h forethanol and castor oil, respectively, catalyst amount of 1.0 wt % basedon castor oil weight, and room temperature.
Figure 15. NIR spectra from 5000 to 11 000 cm−1 of different in situmonitoring times using volumetric rates of 11.3 and 7.5 mL/h forethanol and castor oil, respectively, catalyst amount of 1.0 wt % basedon castor oil weight, and room temperature.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710763

microreactor dimensions. One possibility that can be exploredis to measure the concentration of esters out of themicrochannels. This can be done by increasing the diameterof the channel where the infrared beam focuses and,consequently, increasing the optical path of the infraredbeam. To do this, new microreactors have to be built. Despitethe challenges involving the continuous online monitoring ofbiodiesel production, this methodology stills appears to be anattractive analytical technique to monitor the reactions inmicroreactors and to be used in control of portable plantsbecause of its low cost and simplicity and because it is less time-consuming.
4. CONCLUSIONSExperimental investigations on the improvement of thebiodiesel production process using microreactors with differentgeometries were carried out. The influences of processparameters such as geometry, catalyst amount, temperature,ethanol/castor oil molar ratio, and residence time were studied.The biodiesel synthesis was greatly dependent on the
geometry of the microreactor. The Tesla-shaped microreactorresulted in higher biodiesel yields than the omega- and T-shaped microreactors. The high efficiency of reaction forbiodiesel production by the Tesla-shaped microreactor isattributed to the higher intensification of overall volumetricmass transfer between the reactants. It could be seen that theyield of ethyl esters after a residence time of 15 min for omega-and Tesla-shaped microreactors was about 1.2-fold greater thanthat for the T-shaped microreactor considering a catalystamount of 1.0 wt % based on the castor oil weight, atemperature of 50 °C, and a molar ratio of ethanol/castor oil of9:1. The enhanced rate of reaction may be attributed to specificcharacteristics of the intensified module employed in theexperiments. It is important to note that the transesterificationreaction is diffusion controlled. Therefore, it can be concludedthat the reason for obtaining better conversion in the Tesla-and omega-shaped microreactors used in this work is due toconvective mixing. In the T-shaped microreactor, conversion isbased on diffusive and laminar mixing. Additionally, the use ofan intensified process provides good control of the processparameters due to smaller volumes and shorter path lengthswhich contribute to higher transport rates. Thus, microreactorsshowed to be a promising technology for biodiesel synthesis inorder to design a compact and mini fuel processing plant.The yields of ethyl ester reached values of 75.9, 91.4, and
93.7% after residence times of 15 min for T-, omega-, andTesla-shaped microreactors, respectively. It could be seen that,for the first 4 min of reaction, with increasing residence time,the ethyl ester yield also increases. After this time, the ethylester yield reaches a practically constant value; however, for theT-shaped microreactor it was significantly inferior because ofthe microchannel geometry that promotes a lower interfacialcontact area and consequently decreases the mass transfer ratesbetween the immiscible reactants.Castor oil conversion in microreactors increased with the
ethanol/castor oil molar ratio, catalyst amount, and reactiontemperature. The highest yields of ethyl ester in this study were79.1, 96.2, and 98.9%, using a catalyst concentration of 1.5%,residence time of 10 min, molar ratio of ethanol to castor oil of9:1, and temperature of 50 °C, for T-, omega-, and Tesla-shaped microreactors, respectively.The study of the temperature effect on the biodiesel yield
resulted that the biodiesel yield increased with increasing
reaction temperature. Ethyl ester yields of 89.0, 92.2, and 92.6%were reached for T-, omega-, and Tesla-shaped microreactors,respectively. This is due to the mass transfer enhancementcaused by the miscibility improvement of ethanol andtriglyceride at high temperature. When the ethanol/oil molarratio was increased from 9:1 to 12:1 at 50 °C, the ethyl esteryields increased about 1.1 times. The ethyl ester yields of 93.5,95.3 and 96.7% were obtained for T-, omega-, and Tesla-shapedmicroreactors, respectively, with a residence time of 10 min,molar ratio of ethanol to oil of 25:1, catalyst amount of 1.0 wt%, and temperature of 50 °C.Ethyl esters showed a characteristic absorbance at 5000−
5500 cm−1. This characteristic can be use to perform thequantification analysis of the transesterification reaction usingcastor oil and ethanol. Higher ethyl ester yields were observedwith the use of higher volumetric flow rates, which favor chaoticflow, decreasing the mass transfer resistance and contributing toincreased biodiesel production. However, the in situ monitoringof microreactors showed baseline instability and more studiesshould be performed to try to improve the baseline stability inorder to quantify the ester concentration. Possibly baselineinstability is caused by the small optical path traveled by theinfrared beam, due to small microreactor dimensions.Increasing the infrared beam optical path can be made byincreasing the diameter of the channel where the infrared beamfocuses.
■ AUTHOR INFORMATIONCorresponding Author*E-mail: [email protected].
NotesThe authors declare no competing financial interest.
■ ACKNOWLEDGMENTSThe authors gratefully acknowledge the financial supportprovided by The Scientific Research Foundation for the Stateof Sao Paulo (FAPESP) and research support by The BrazilianSynchrotron Light Laboratory (LNLS).
■ REFERENCES(1) Pagliaro, M.; Ciriminna, R.; Kimura, H.; Rossi, M.; Pina, C. D.From Glycerol to Value-Added Products. Angew. Chem., Int. Ed. 2007,46, 4434.(2) Peres, A. P. G.; Silva, N. L.; Wolf Maciel, M. R.; Maciel Filho, R.Syngas Production from Crude Glycerol Using Pyrolysis. J. Chem.Chem. Eng. 2011, 5, 141.(3) Stelmachowski, M. Utilization of Glycerol, A By-product of theTransestrification Process of Vegetable Oils: A Review. Ecol. Chem.Eng. S 2011, 18, 9.(4) Sarma, A. K.; Sarmah, J. K.; Barbora, L.; Kalita, P.; Chatterjee, S.;Mahanta, P.; Goswami, P. Recent Inventions in Biodiesel Productionand ProcessingA Review. Recent Pat. Eng. 2008, 2, 47.(5) Warabi, Y.; Kusdiana, D.; Saka, S. Reactivity of Triglycerides andFatty Acids of Rapeseed Oils in Supercritical Alcohols. Bioresour.Technol. 2004, 91, 283.(6) Demirbas, A. Biodiesel from Vegetable Oils via Trans-esterification in Supercritical Methanol. Energy Convers. Manage.2002, 43, 2349.(7) Kusdiana, D.; Saka, S. Kinetics of Transesterification in RapeseedOil to Biodiesel Fuel as Treated in Supercritical Methanol. Fuel 2001,80, 693.(8) Marchetti, J. M.; Miguel, V. U.; Errazu, A. F. Possible Methodsfor Biodiesel Production. Renewable Sustainable Energy Rev. 2007, 11,1300.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710764

(9) Akoh, C. C.; Chang, S. W.; Lee, G. C.; Shaw, J. F. EnzymaticApproach to Biodiesel Production. J. Agric. Food Chem. 2007, 55, 8995.(10) Sanchez, F.; Vasudevan, P. T. Enzyme Catalyzed Production ofBiodiesel from Olive Oil. Appl. Biochem. Biotechnol. 2006, 135, 1.(11) Al-Zuhair, S.; Jayaraman, K. V.; Krishnan, S.; Chan, Y. H. TheEffect of Fatty Acid Concentration and Water Content on theProduction of Biodiesel by Lipase. Biochem. Eng. J. 2006, 30, 212.(12) Al-Zuhair, S. Production of Biodiesel: Possibilities andChallenges. Biofuels, Bioprod. Biorefin. 2007, 1, 57.(13) Pena, R.; Romero, R.; Martínez, S. L.; Ramos, M. J.; Martínez,A.; Natividad, R. Transesterification of Castor Oil: Effect of Catalystand Co-Solvent. Ind. Eng. Chem. Res. 2009, 48, 1186.(14) Meneghetti, S. M.; Meneghetti, M. R.; Wolf, C. R.; Silva, E. C.;Lima, G. E.; Coimbra, M.; Soletti, J. I.; Carvalho, S. H. V. Ethanolysisof Castor and Cottonseed Oil: A Systematic Study Using ClassicalCatalysts. J. Am. Oil Chem. Soc. 2006, 83, 819.(15) Lotero, E.; Liu, Y.; Lopez, D. E.; Suwannakarn, K.; Bruce, D. A.;Goodwin, J. G. Synthesis of Biodiesel via Acid Catalyst. Ind. Eng. Chem.Res. 2005, 44, 5318.(16) Canakci, M.; Van Gerpen, J. Biodiesel Production from Oils andFats with High Free Fatty Acids. Trans. ASAE 2001, 44, 1429.(17) Qiu, Z.; Zhao, L.; Weatherley, L. Process IntensificationTechnologies in Continuous Biodiesel Production. Chem. Eng. Process.2010, 49, 323.(18) ASTM Standard D6751-11a; American Standards for Testingand Materials (ASTM), West Conshohocken, PA, 2011.(19) European Standard CEN EN 14214; Requirements and TestMethods; 2008.(20) Darnoko, D.; Cheryan, M. Kinetics of Palm Oil Trans-esterification in a Batch Reactor. J. Am. Oil Chem. Soc. 2000, 77, 1263.(21) Stiefel, S.; Dassori, G. Simulation of Biodiesel Productionthrough Transesterification of Vegetable Oils. Ind. Eng. Chem. Res.2009, 48, 1068.(22) Peterson, C. L.; Cook, J. L.; Thompson, J. C.; Taberski, J. S.Continuous Flow Biodiesel Production. Appl. Eng. Agric. 2002, 18, 5.(23) Noureddini, H.; Harkey, D.; Medikonduru, V. A ContinuousProcess for the Conversion of Vegetable Oils into Biodiesel. J. Am. OilChem. Soc. 1998, 75, 1775.(24) Darnoko, D.; Cheryan, M. Continuous Production of PalmMethyl Esters. J. Am. Oil Chem. Soc. 2000, 77, 1269.(25) Canter, N. Scale Up of a More Efficient Biodiesel Process.Tribol. Lubr. Technol. 2004, 60, 16.(26) Canter, N. Making Biodiesel in a Microreactor. Tribol. Lubr.Technol. 2006, 62, 15.(27) Sun, J.; Ju, J.; Ji, L.; Zhang, L.; Xu, N. Synthesis of Biodiesel inCapillary Microreactors. Ind. Eng. Chem. Res. 2008, 47, 1398.(28) Guan, G.; Kusakabe, K.; Sakurai, N.; Moriyama, K. ContinuousProduction of Biodiesel Using a Microtube Reactor. Chem. Eng. Trans.2008, 14, 237.(29) Jachuck, R.; Pherwani, G.; Gorton, S. M. Green Engineering:Continuous Production of Biodiesel Using an Alkaline Catalyst in anIntensified Narrow Channel Reactor. J. Environ. Monit. 2009, 11, 642.(30) Guan, G.; Sakurai, N.; Kusakabe, K. Synthesis of Biodiesel fromSunflower Oil at Room Temperature in the Presence of VariousCosolvents. Chem. Eng. J. 2009, 146, 302.(31) Guan, G.; Kusakabe, K.; Moriyama, K.; Sakurai, N. Trans-esterification of Sunflower Oil with Methanol in a Microtube Reactor.Ind. Eng. Chem. Res. 2009, 48, 1357.(32) Wen, Z.; Yu, X.; Tu, S. T.; Yan, J.; Dahlquist, E. Intensificationof Biodiesel Synthesis Using Zigzag Micro-channel Reactors. Bioresour.Technol. 2009, 100, 3054.(33) Silva, C.; Castilhos, F.; Oliveira, J. V.; Filho, L. C. ContinuousProduction of Soybean Biodiesel with Compressed Ethanol in aMicrotube Reactor. Fuel Process. Technol. 2010, 91, 1274.(34) Sun, P.; Wang, B.; Yao, J.; Zhang, L.; Xu, N. Fast Synthesis ofBiodiesel at High Throughput in Microstructured Reactors. Ind. Eng.Chem. Res. 2010, 49, 1259.
(35) Sun, P.; Sun, J.; Yao, J.; Zhang, L.; Xu, N. ContinuousProduction of Biodiesel from High Acid Value Oils in MicrostructuredReactor by Acid-Catalyzed Reactions. Chem. Eng. J. 2010, 162, 364.(36) Trentin, C. M.; Lima, A. P.; Alkimim, I. P.; Silva, C.; Castilhos,F.; Mazutti, M. A.; Oliveira, J. V. Continuous Catalyst-free Productionof Fatty Acid Ethyl Esters from Soybean Oil in Microtube ReactorUsing Supercritical Carbon Dioxide as Co-solvent. J. Supercrit. Fluids2011, 56, 283.(37) Kalu, E. E.; Chen, K. S.; Gedris, T. Continuous-flow BiodieselProduction Using Slit-channel Reactors. Bioresour. Technol. 2011, 102,4456.(38) Ehrfeld, W.; Hessel, V.; Lowe, H. Microreactors: New Technologyfor Modern Chemistry; Wiley-VCH: Weinheim, Germany, 2000.(39) Monteiro, M. R.; Ambrozin, A. R. P.; Liao, L. M.; Ferreira, A. G.Critical Review on Analytical Methods for Biodiesel Characterization.Talanta 2008, 77, 593.(40) Freedman, B.; Pryde, E. H.; Kwolek, W. F. Thin LayerChromatography/Flame Ionization Analysis of Transesterified Vege-table Oils. J. Am. Oil Chem. Soc. 1984, 61, 1215.(41) Cvengros, J.; Cvengrosova, Z.; Hoka, C. Conversion of AcylGlycerols to Methyl Esters by TLC Methods. Pet. Coal 2002, 44, 67.(42) Pinto, A. C.; Guarieiro, L. L. N.; Rezende, M. J. C.; Ribeiro, N.M.; Torres, E. A.; Lopes, W. A.; Pereira, P. A. P.; Andrade, J. B.Biodiesel: an Overview. J. Braz. Chem. Soc. 2005, 16, 1313.(43) Freedman, B.; Kwolek, W. F.; Pryde, E. H. Quantitation in theAnalysis of Transesterified Soybean Oil by Capillary Gas Chromatog-raphy. J. Am. Oil Chem. Soc. 1986, 63, 1370.(44) Cvengros, J.; Cvengrosova, Z. Quality Control of Rapeseed OilMethyl Esters by Determination of Acyl Conversion. J. Am. Oil Chem.Soc. 1994, 71, 1349.(45) Cvengrosova, Z.; Cvengros, J.; Hronec, M. Determination ofAcyl Conversion in Vegetable Oil Ethyl Esters. Pet. Coal 1998, 40, 97.(46) Trathnigg, B.; Mittelbach, M. Analysis of TriglycerideMethanolysis Mixtures Using Isocratic HPLC with Density Detection.J. Liq. Chromatogr. 1990, 13, 95.(47) Holcapek, M.; Jandera, P.; Fischer, J.; Prokes, B. AnalyticalMonitoring of the Production of Biodiesel by High-PerformanceLiquid Chromatography with Various Detection Methods. J.Chromatogr., A 1999, 858, 13.(48) Schoenfelder, W. Determination of Monoglycerides, Diglycer-ides, Triglycerides and Glycerol in Fats by Means of Gel PermeationChromatography. Eur. J. Lipid Sci. Technol. 2003, 105, 45.(49) Dube, M. A.; Zheng, S.; McLean, D. D.; Morris, K. AComparison of Attenuated Total Reflectance-FTIR Spectroscopy andGPC for Monitoring Biodiesel Production. J. Am. Oil Chem. Soc. 2004,81, 599.(50) Arzamendi, G.; Arguinarena, E.; Campo, I.; Gandia, L. M.Monitoring of Biodiesel Production: Simultaneous Analysis of theTransesterification Products Using Size-Exclusion Chromatography.Chem. Eng. J. 2006, 122, 31.(51) Gelbard, G.; Bres, O.; Vargas, R. M.; Vielfaure, F.; Schuchardt,U. F. 1H Nuclear Magnetic Resonance Determination of the Yield ofthe Transesterification of Rapeseed Oil with Methanol. J. Am. OilChem. Soc. 1995, 72, 1239.(52) Costa Neto, P. R.; Caro, M. S. B.; Mazzuco, L. M.; Nascimento,M. G. Quantification of Soybean Oil Ethanolysis with 1H NMR. J. Am.Oil Chem. Soc. 2004, 81, 1111.(53) Morgenstern, M.; Cline, J.; Meyer, S.; Cataldo, S. Determinationof the Kinetics of Biodiesel Production Using Proton NuclearMagnetic Resonance Spectroscopy (1H NMR). Energy Fuels 2006,20, 1350.(54) Knothe, G. Determining the Blend Level of Mixtures ofBiodiesel with Conventional Diesel Fuel by Fiber-optic Near-infraredSpectroscopy and 1H Nuclear Magnetic Resonance Spectroscopy. JAm. Oil Chem. Soc. 2001, 78, 1025.(55) Meher, L. C.; Vidya Sagar, D.; Naik, S. N. Technical Aspects ofBiodiesel Production by TransesterificationA Review. RenewableSustainable Energy Rev. 2006, 10, 248.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710765

(56) Knothe, G. Analyzing Biodiesel: Standards and Other Methods.J. Am. Oil Chem. Soc. 2006, 83, 823.(57) Chuck, C. J.; Bannister, C. D.; Hawley, J. G.; Davidson, M. G.Spectroscopic Sensor Techniques Applicable to Real-time BiodieselDetermination. Fuel 2010, 89, 457.(58) Kim, S. B.; Temiyasathit, C.; Bensalah, K.; Tuncel, A.; Cadeddu,J.; Kabbani, W.; Mathker, A. V.; Liu, H. An Effective ClassificationProcedure for Diagnosis of Prostate Cancer in Near Infrared Spectra.Expert Syst. Appl. 2010, 37, 3863.(59) Balabin, R. M.; Safieva, R. Z. Biodiesel Classification by BaseStock Type (Vegetable Oil) Using Near Infrared Spectroscopy Data.Anal. Chim. Acta 2011, 689, 190.(60) Balabin, R. M.; Lomakina, E. I.; Safieva, R. Z. Neural Network(ANN) Approach to Biodiesel Analysis: Analysis of Biodiesel Density,Kinematic Viscosity, Methanol and Water Contents Using NearInfrared (NIR) Spectroscopy. Fuel 2011, 90, 2007.(61) Baptista, P.; Felizardo, P.; Menezes, J. C.; Correia, M. J. N.Multivariate Near Infrared Spectroscopy Models for Predicting theIodine Value, CFPP, Kinematic Viscosity at 40 °C and Density at 15°C of Biodiesel. Talanta 2008, 77, 144.(62) Shenk, J. S.; Workman, J. J.; Westerhaus, M. O. Application ofNIR Spectroscopy to Agricultural Products. In Handbook of Near-Infrared Analysis; Burns, D., Ciurczak, E., Eds.; Dekker: New York,1992.(63) Sato, T. Application of Near Infrared Spectroscopy for theAnalysis of Fatty Acid Composition. Lipid Technol. 1997, 9, 46.(64) Osborne, B.; Fearn, T. Near Infrared Spectroscopy in FoodAnalysis; Longman Scientific and Technical: New York, 1986.(65) Galtier, O.; Dupuya, N.; Le Dreau, Y.; Ollivier, D.; Pinatel, C.;Kister, J.; Artaud, J. Geographic Origins and Compositions of VirginOlive Oils Determinated by Chemometric Analysis of NIR Spectra.Anal. Chim. Acta 2007, 595, 136.(66) Sadeghi-Jorabchi, H.; Wood, V. M. E.; Jeffery, F.; BrusterDavies, A.; Loh, N.; Coombs, D. Estimation of Biodiesel in LubricatingOil Using Fourier Transform Infrared Spectroscopy Combined with aMid-Infrared Fiber-Optic Probe. Spectrosc. Eur. 1994, 6, 16.(67) Zagonel, G. F.; Peralta-Zamora, P.; Ramos, L. P. MultivariateMonitoring of Soybean Oil Ethanolysis by FTIR. Talanta 2004, 63,1021.(68) Thomas, E. V.; Haaland, D. M. Comparison of MultivariateCalibration Methods for Quantitative Spectral Analysis. Anal. Chem.1990, 62, 1091.(69) Balabin, R. M.; Safieva, R. Z.; Lomakina, E. I. Comparison ofLinear and Nonlinear Calibration Models Based on Near Infrared(NIR) Spectroscopy Data for Gasoline Properties Prediction. Chemom.Intell. Lab. Syst. 2007, 88, 183.(70) Balabin, R. M.; Safieva, R. Z.; Lomakina, E. I. Wavelet NeuralNetwork (WNN) Approach for Calibration Model Building Based onGasoline Near Infrared (NIR) Spectra. Chemom. Intell. Lab. Syst. 2008,93, 58.(71) Pimentel, M. F.; Ribeiro, G. M. G. S.; da Cruz, R. S.; Stragevitch,L.; Pacheco Filho, J. G. A.; Teixeira, L. S. G. Determination ofBiodiesel Content when Blended with Mineral Diesel Fuel UsingInfrared Spectroscopy and Multivariate Calibration. Microchem. J.2006, 82, 201.(72) Oliveira, J. S.; Montalvao, R.; Daher, L.; Suarez, P.; Rubim, J. C.Determination of Methyl Ester Contents in Biodiesel Blends by FTIR-ATR and FTNIR Spectroscopies. Talanta 2006, 69, 1278.(73) Oliveira, F. C. C; Brandao, C. R. R.; Ramalho, H. F.; Costa, L. A.F.; Suarez, P. A. Z.; Rubim, J. C. Adulteration of Diesel/BiodieselBlends by Vegetable Oil as Determined by Fourier Transform (FT)Near Infrared Spectrometry and FT-Raman Spectroscopy. Anal. Chim.Acta 2007, 587, 194.(74) Soares, I. P.; Rezende, T. F.; Silva, R. C.; Castro, E. V. R.; Fortes,I. C. P. Multivariate Calibration by Variable Selection for Blends ofRaw Soybean Oil/Biodiesel from Different Sources Using FourierTransform Infrared Spectroscopy (FTIR) Spectra Data. Energy Fuels2008, 22, 2079.
(75) Baptista, P.; Felizardo, P.; Menezes, J. C.; Correia, M. J. N.Multivariate Near Infrared Spectroscopy Models for Predicting theMethyl Esters Content in Biodiesel. Anal. Chim. Acta 2008, 607, 153.(76) Batista, P.; Felizardo, P.; Menezes, J. C.; Correia, M. J. N.Monitoring the Quality of Oils for Biodiesel Production UsingMultivariate Near Infrared Spectroscopy Models. J. Near InfraredSpectrosc. 2008, 16, 445.(77) Knothe, G. Rapid Monitoring of Transesterification andAccessing Biodiesel Fuel Quality by Near-Infrared SpectroscopyUsing a Fiber Optic Probe. J. Am. Oil Chem. Soc. 1999, 76, 795.(78) Knothe, G. Monitoring a Progressing TransesterificationReaction by Fiber-Optic Near Infrared Spectroscopy with Correlationto 1H Nuclear Magnetic Resonance Spectroscopy. J. Am. Oil Chem.Soc. 2000, 77, 489.(79) Balabin, R. M.; Safieva, R. Z. Near-Infrared (NIR) Spectroscopyfor Biodiesel Analysis: Fractional Composition, Iodine Value, andCold Filter Plugging Point from One Vibrational Spectrum. EnergyFuels 2011, 25, 2373.(80) Bezerra de Lira, L. F.; Cruz de Vasconcelos, F. V.; Pereira, C. F.;Paim, A. P. S.; Stragevitch, L.; Pimentel, M. F. Prediction of Propertiesof Diesel/Biodiesel Blends by Infrared Spectroscopy and MultivariableCalibration. Fuel 2010, 89, 405.(81) Felizardo, P.; Baptista, P.; Menezes, J. C.; Correia, M. J. N.Multivariate Near Infrared Spectroscopy Models for PredictingMethanol and Water Content in Biodiesel. Anal. Chim. Acta 2007,595, 107.(82) Gunther, A.; Jensen, K. F. Multiphase Microfluidics: From LowCharacteristics to Chemical and Materials Synthesis. Lab Chip 2006, 6,1487.(83) Official Method Ca 5a-40. In Official Methods and RecommendedPractices, 5th ed.; Firestone, D., Ed.; AOCS Press: Champaign, IL,1998.(84) Fredrickson, C. K.; Fan, Z. H. Macro-to-Micro Interfaces forMicrofluidic Devices. Lab Chip 2004, 4, 526.(85) Jo, B. H.; Van Leberghe, L. M.; Motsegood, K. M.; Beebe, D. J.Three-Dimensional Micro-Channel Fabrication in Polydimethylsilox-ane (PDMS) Elastomer. J. Microelectromech. Syst. 2000, 9, 76.(86) Hong, C. C.; Choi, J. W.; Ahn, C. H. A Novel In-Plane PassiveMicrofluidic Mixer with Modified Tesla Structures. Lab Chip 2004, 4,109.(87) Yu, L.; Nassar, R.; Fang, J.; Kuila, D.; Varahramyan, K.Investigation of a Novel Microreactor for Enhancing Mixing andConversion. Chem. Eng. Commun. 2008, 195, 745.(88) Official Method Ce 1f-96. In Official Methods and RecommendedPractices, 5th ed.; Firestone, D., Ed.; AOCS Press: Champaign, IL,2002.(89) Fillieres, R.; Benjelloun-Mlayah, B.; Delmas, M. Ethanolysis ofRapeseed Oil: Quantification of Ethyl Esters, Mono-, Di-, andTriglycerides and Glycerol by High-Performance Size-ExclusionChromatography. J. Am. Oil Chem. Soc. 1995, 72, 427.(90) Gorak, A.; Stankiewicz, A. Intensified Reaction and SeparationSystems. Annu. Rev. Chem. Biomol. Eng. 2011, 2, 19.1.(91) Gerven, T. V.; Stankiewicz, A. Structure, Energy, Synergy,TimeThe Fundamentals of Process Intensification. Ind. Eng. Chem.Res. 2009, 48, 2465.(92) Hessel, V.; Lowe, H. Microchemical Engineering: Components,Plants Concepts, User AcceptancePart 1. Chem. Eng. Technol. 2003,26, 13.(93) Aubin, J.; Fletcher, D. F.; Bertrand, J.; Xuereb, C. Character-ization of the Mixing Quality in Micromixers. Chem. Eng. Technol.2003, 26, 1262.(94) Nguyen, N. T.; Wu, Z. MicromixersA Review. J. Micromech.Microeng. 2005, 15, R1.(95) Hessel, V.; Lowe, H.; Schonfeld, F. MicromixersA Review onPassive and Active Mixing Principles. Chem. Eng. Sci. 2005, 60, 2479.(96) Hardt, S.; Drese, K. S.; Hessel, V.; Schonfeld, F. PassiveMicromixers for Applications in the Microreactor and μTAS Fields.Microfluid. Nanofluid. 2005, 1, 108.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710766

(97) Dummann, G.; Quittmenn, U.; Groschel, L.; Agar, D. W.; Worz,O.; Morgenschweis, K. The Capillary-Microreactor: A New ReactorConcept for the Intensification of Heat and Mass Transfer in Liquid-Liquid Reactions. Catal. Today 2003, 433, 79.(98) Zhou, W.; Boocock, D. Phase Behavior of the Base-catalyzedTransesterification of Soybean Oil. J. Am. Oil Chem. Soc. 2006, 83,1041.(99) Zhou, H.; Lu, H.; Liang, B. Solubility of MulticomponentSystems in the Biodiesel Production by Transesterification of JatrophaCurcas L. Oil with Methanol. J. Chem. Eng. Data 2006, 51, 1130.(100) Cerce, T.; Peter, S.; Weidner, E. Biodiesel-Transesterificationof Biological Oils with Liquids Catalyst: Thermodynamic Properties ofOil-Methanol-Amine Mixtures. Ind. Eng. Chem. Res. 2005, 44, 9535.(101) Demirbas, A. Comparison of Transesterification Methods forProduction of Biodiesel from Vegetable Oils and Fats. Energy Convers.Manage. 2008, 49, 125.(102) McNeff, C. V.; McNeff, L. C.; Yan, B.; Nowlan, D. T.;Rasmussen, M.; Gyberg, A. E.; Krohn, B. J.; Fedie, R. L.; Hoye, T. R. AContinuous Catalytic System for Biodiesel Production. Appl. Catal., A2008, 343, 39.(103) Burns, D. A.; Ciurczak, E. W. Handbook of Near-InfraredAnalysis, 2nd ed.; Marcel Dekker: New York, 2001.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie300486v | Ind. Eng. Chem. Res. 2012, 51, 10755−1076710767