Clisby-Capability Statements -Brochure-version-RV7
8
STATEMENT CAPABILITY “Total Engineered Solutions”
Transcript of Clisby-Capability Statements -Brochure-version-RV7

STAT E M E N TCAPAB IL ITY
“Total Engineered Solutions”

Clisby Engineering Pty Ltd was established
in 1945. We are a broad-based engineering
company headquartered in Adelaide
South Australia and complimented by
branch o�ces located in Dalby
Queensland and Perth Western Australia.
This enables us to e�ectively support our
customers throughout Australia.
Clisby is a member of the Euroair Group
of Companies that was formed by the
expansion of Clisby into Asia in 1990. The
group specialises in design, fabrication,
sales and service of process and rotating
equipment and operates fabrication,
engineering and service facilities in
Australia, Malaysia and Indonesia. We
enjoy long term alliance relationships with
international equipment and service
providers including Shawcor, Dacon
Inspection Technologies and Matrix
Solutions, who are leading global suppliers
of Spoolable Composite Pipe (SCP) products,
In-line Inspection/ Intelligent Pigging
(ILI) technology/ services and environmental
remediation services respectively.
OVERVIEWCO M PA N Y

PRODUCTS& S E RV I C E S
WELLSITE EQUIPMENT
WELLHEAD INFIELD COMPRESSORS
PIPELINING
CSG PRODUCED WATER FILTRATION
ENVIRONMENTAL REMEDIATION SERVICES
FABRICATION SALES AND SERVICE
FUEL STORAGE
POWER GENERATION
Design and fabrication of pressure vessels, separators, pipe spools, skids and condensate tanks
complete with installation and facility testing.
Skid mounted, variable speed & pressure, designed to maximise gas production and "drain"
reservoir formations to 0.8 kPa and boost well pressure entering the gathering network.
Supply, construction, hydrotesting and commissioning of above and below ground hydrocarbon
pipelines using Spoolable Composite Pipe, HDPE or steel.
Wellhead filtration skids to capture coal fines and other produced solids during the dewatering
phase of a CSG well. Mobile, fully contained, self-cleaning unmanned units.
Environmental monitoring and remediation services to the industrial, mining and oil & gas
sectors to ensure regulatory compliance is achieved based on environmental impact studies.
Air and gas compressors, topside infrastructure, control and process instrumentation, explosion
proof, low pressure, high pressure, desiccant dryers, and nitrogen generators.
Above and below ground, double wall self-bunded and single wall, unmanned portable, tank
farms from 1000L to 200,000L compliant to UL and Australian Standards.
Diesel and Biogas, 200 – 1500KVA, open skid, sound attenuation, design, fabrication and
commissioning.

The company is committed to safety and
quality and within the group structure is
certified to ISO 9001 & ISO14001.
All business activities meet or exceed the
relevant Australian Standards and we
o�er products and services in compliance
to numerous international standards
including ASME, API, BS, JIS & UL. In
addition, we are able to manufacture to
any relevant North American Oilfield
standards.
SAFETY& Q UA L I T Y

GAS FLOWLINES
Clisby Engineering have been installing gas
flowlines in harsh remote locations such as
South Australia's Cooper Basin and
Queensland's Surat Basin since 2015. We have
successfully completed the construction and
commissioning of over 60 km of buried high
pressure composite pipeline. Clisby has extensive
experience with the installation of both FlexPipe™
and Fiberspar Spoolable Composite Pipe products.
Our construction services are supported by our
ability to source the FlexPipe™ product via our
strategic partnership with Shawcor and o�er a
turnkey service from pipe manufacture through
the international logistics process on to installation
and commissioning of the pipeline.
Clisby provide Manufacturer's Data Reports for
all pipeline constuction activities which are
compliant to AS 2885.1 and all hydrotesting is
completed considering OEM requirements and
in accordance with AS 2885.5.
PROJECTS& E X P E R I E N C E

OIL FLOWLINES
Clisby Engineering have constructed and
commissioned numerous above ground
oil flowlines in the remote Cooper Basin
and Surat Basin utilising both threaded
and flanged pipe connections.
Clisby designed and manufactured a
hydraulic torque unit for the safe and
e�cient installation of threaded flowlines.
The machine has been developed to not
only ensure uniformity or torque across
all connections in a steel threaded pipeline
but also to enhance on site safety by
greatly reducing manual handling risks
associated with pipe handling and thread
make-up.
Our torque unit is capable of repeatedly
producing torqued connections up to
10,000 ft/lbs in pipe diameters from
2-3/8" through to 7".
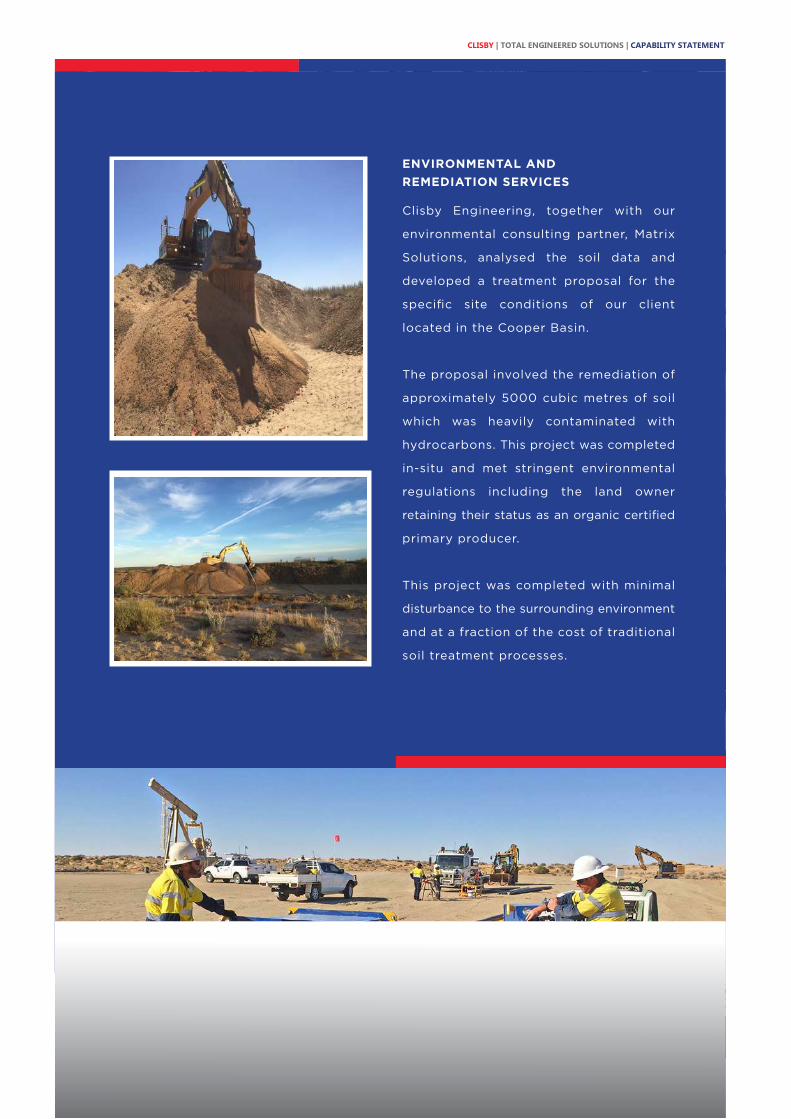
ENVIRONMENTAL ANDREMEDIATION SERVICES
Clisby Engineering, together with our
environmental consulting partner, Matrix
Solutions, analysed the soil data and
developed a treatment proposal for the
specific site conditions of our client
located in the Cooper Basin.
The proposal involved the remediation of
approximately 5000 cubic metres of soil
which was heavily contaminated with
hydrocarbons. This project was completed
in-situ and met stringent environmental
regulations including the land owner
retaining their status as an organic certified
primary producer.
This project was completed with minimal
disturbance to the surrounding environment
and at a fraction of the cost of traditional
soil treatment processes.