Characterization of Aqueous Polymer Dispersions

of 33
-
Upload
mitimas2003 -
Category
Documents
-
view
222 -
download
0
Transcript of Characterization of Aqueous Polymer Dispersions
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
1/33
41
3
Characterization of Aqueous Polymer Dispersions
Harm Wiese
3.1
Introduction
Aqueous polymer dispersions and the polymer films that form from them exhibit a
diverse and complex range of properties. Moreover, these systems possess a marked
heterogeneity at the mesoscopic level and their characterization is therefore a diffi-
cult task. In addition to determining the macroscopic properties of the dispersion
(Sect. 3.2.1), characterization requires investigating the polymer particles themselves
(Sect. 3.2.2), the residual volatile content (Sect. 3.2.3) and the aqueous phase
(Sect. 3.2.4). It is also important to understand the process of film formation
(Sect. 3.3.1) and to be able to describe the macroscopic and microscopic properties of
the film (Sects 3.3.2 and 3.3.3).Given the large number of parameters and the numerous techniques employed to
measure them, this article can only hope to provide a broad overview of this vast sub-
ject area. For more detailed descriptions of the various measurement methods, the
reader is referred to the literature.
Beyond the general physical and chemical characterization of dispersions and
polymer films, a large number of application-specific tests exist. In this chapter,
space does not permit discussion of these tests nor of the wide variety of the formu-
lations used in the different applications. Other areas which have had to be excluded
are the on-line and off-line methods of monitoring emulsion polymerization [1] and
techniques for determining the microbial contamination of polymer dispersions.
Polymer Dispersions and Their Industrial Applications. Edited by Dieter Urban and Koichi TakamuraCopyright 2002 Wiley-VCH Verlag GmbH & Co. KGaA
ISBNs: 3-527-30286-7 (Hardback); 3-527-60058-2 (Electronic)
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
2/33
42 3 Characterization of Aqueous Polymer Dispersions
3.2
Polymer Dispersions
3.2.1
General Characterization of Dispersions
Solids content
In most of the applications the determination of the solids content is the first part of
any routine characterization of emulsion polymers, since it is the polymer and not
the water which is used in the final product.
Typically, the dispersion is dried to constant mass at a temperature of between 100
and 140 C (see, for example, ISO 1625) and the solids content is then expressed as
the percentage ratio of the dry matter to the total mass of the sample.
The dry matter comprises the polymer, emulsifiers and inorganic salts (formed by
the decomposition of the initiators and from neutralization). The volatile part in-
cludes the water and monomers which were not converted during the polymeriza-tion reaction. A comparison of the theoretical solids content (that is assuming com-
plete monomer conversion) to the experimental value therefore provides a means of
assessing how far polymerization has proceeded to completion.
To accelerate the drying process, most modern laboratories make use of alterna-
tive drying techniques such as halogen lamps, microwaves and infrared radiators.
Because of a possible thermal decomposition of the polymer or emulsifiers however
the temperature of the sample must not be allowed to rise much above the tempera-
ture range specified above. Furthermore, the drying rate should not be too high since
this may cause skin formation on the surface of the sample. If the skin bursts mate-
rial can be lost from the sample tray.
Coagulum and grit
In many applications polymer dispersions must only contain a very small fraction of
agglomerates with diameters greater than 1 m. Coarse components may be re-
moved by filtration. Mesh sizes of between 45 and 180 m are typical. The filter
residue is known as the coagulum content or sieve residue.
A determination of sieve residue according to ISO 4576 may involve pre-diluting
the dispersion with water before filtering it through stainless steel filters having the
above mesh size. The residue is rinsed with water, dried and weighed. The amount
of residue is expressed as a fraction of the original dispersion mass. The type of filterand the mesh size should be specified.
Fine agglomerates or large polymer particles which cannot be separated by filtra-
tion but are still visible in the wet or dry polymer film are known as grit. The grit is
undesirable in many applications, particularly in transparent coatings and must be
prevented during the polymerization process. To characterize the fraction of grit
present, the filtered dispersion is cast on to a glass plate using film applicators with
specified gap size (for example 45 or 125 m). When viewed with transmitted light,
grit particles can be detected by their refraction and diffraction effects. Normally, the
assessment is performed on the dry film. The number of grit particles per unit area
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
3/33
3.2 Polymer Dispersions 43
is counted or the grit pattern classified by comparison with standard samples. Possi-
ble sources of error in assessing grit content are wetting defects and occluded gas
bubbles.
pH, density and surface tension
pH is an important factor in both the stabilization and the formulation of polymerdispersions. For example, dispersions that contain carboxylic acids are usually ad-
justed to a pH of between 7 and 9 in order to improve their stability and to increase
viscosity. pH measurements can be performed using a standard combination elec-
trode (see ISO 976). Problems however often arise due to film formation on the glass
membrane.
The densities of most polymer dispersions are close to 1 g cm3 as the corresponding
polymers (with the exception of polyvinyl chloride and poly(vinylidene chloride))
have densities in the range 1.0 to 1.2 g cm3 [2]. Since the densities of the polymer
particles almost match the density of the aqueous phase, sedimentation is usually
only a problem in emulsion polymers if they contain very coarse particles. Densitymeasurements have been used in the past to follow the course of emulsion polymer-
ization reactions, because the density of the monomer is usually lower than that of
the polymer (densitometry [1]). Densities can, for instance, be determined quite sim-
ply with a pycnometer (see ISO 2811). Very high precision density measurements
(5 106 g cm3) are possible with a vibrating-tube densimeter [3]. In this method,the change in the resonant frequency of the tube, which depends on its total mass, is
measured when the dispersion is placed in it. It is essential that the sample is whol-
ly free of gas bubbles.
The surface tension of a polymer dispersion is of major importance in the coating
of substrates. Good wetting of the substrate is achieved with a dispersion of low sur-face tension (Sect. 3.3.2). A general approach to obtain information on the wetting
properties of a dispersion is by measuring its surface tension in air, which is gener-
ally easy to determine experimentally. As a result of the emulsifiers used in emulsion
polymerization, the surface tensions of polymer dispersions generally lie some 20 to
40 units below that for water (73 mN m1).
Surface tension measurements can be made by the Du Nouy ring method (see ISO
1409), the hanging drop method or by using a stalagmometer [4]. In the latter two
techniques, the shape or volume of a drop of the dispersion as it emerges from a cap-
illary is used to compute the surface tension. In the Du Nouy ring method, a thin
ring of platinum wire, suspended in the dispersion parallel to the surface, is with-drawn from the dispersion and the tensile force exerted by the liquid lamella that ex-
tends from the ring to the bulk liquid is measured just before it ruptures. As this
method requires relatively low dispersion viscosities (< 200 mPa s), it is often neces-
sary to dilute the dispersion before measurement.
The ring method enables the static surface tension of the dispersion to be deter-
mined. When polymer dispersions are applied on large-scale coating machines, it is
also important how fast the surface tension of a freshly generated surface is able to
decrease. A device which permits this dynamic surface tension to be measured is the
maximum bubble pressure tensiometer [5]. In this method, gas bubbles are blown
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
4/33
44 3 Characterization of Aqueous Polymer Dispersions
through a capillary into the dispersion. The surface tension can be calculated on the
basis of the pressure changes during bubble formation. By varying the gas speed, the
dynamical processes during the growth of the surface can be accessed. It is worth
noting that the hanging drop and stalagmometer techniques are also dynamic meth-
ods, because the dispersion is continuously emerging from the capillary, albeit much
more slowly than the gas exiting the capillary in the maximum bubble pressure ten-siometer.
Flow behavior
The flow behavior of a polymer dispersion or of its formulation is a central, and often
critical, processing parameter [6]. Paints, for example, must be easy to apply, should
form smooth surfaces, but should not sag when applied to a wall and should not
spatter during brush application. In contrast to conventional liquids, the rheological
properties of dispersions with a solids content above roughly 25 % are complex and
strongly dependent upon the forces applied, developing, in certain cases, a memo-
ry of these forces. This behavior is caused by the particle interactions that becomeapparent when the solids content is high. Apart from solids content, particle size and
particle size distribution play a crucial role. Other factors affecting flow behavior are
the electrostatic charges of the polymer particles, their surface composition and wa-
ter-soluble oligomers in the aqueous phase. In practice, particle charge has only a
relatively minor influence because the ionic strength of the aqueous phase is gener-
ally high enough (due to the presence of ions arising from the decomposition of the
initiator and from neutralization) to restrict to a few nanometers the range over
which the electrostatic forces are effective. Even relatively small amounts of water-
soluble polymers have a pronounced influence on the flow properties of a dispersion
and this fact is used in practice to adjust the viscosity of the dispersion to the desiredlevel (thickeners). In contrast to polymer solutions, molecular weight and polymer
composition do not have a significant effect on the rheology of a polymer dispersion.
A simple crude assessment of flow behavior can be achieved on-site using so-
called flow cups funnel-shaped vessels with specified orifices in their bases. The
measurement variable is the efflux time, that is the time taken for a known volume
of dispersion to exit the cup through the orifice. It is important to be aware of the fact
that a variety of cups are in use and that each type of cup produces a different efflux
time. The most common types are the ISO cups (complying with ISO 2431) and the
Ford cups used in the ASTM D 1200 test procedure.
The efflux time characterizes the low-shear flow behavior of a dispersion flowingunder its own weight. In many industrial applications, however, much greater shear
forces are applied (for example in coating machines) and these forces often have a
strong effect on the rheological properties of the dispersion (non-Newtonian behav-
ior, see below). The effect of shear forces can be investigated by measuring a flow
curve with a rotational viscometer (Fig. 3-1 and ISO 3219). The dispersion is sheared
in a cup by an immersed rotating cylinder (spindle). In the measurement the veloci-
ty gradient (or shear rate) between the outer surface of the cylinder and the inner sur-
face of the stationary cup is varied. The flow curve is the plot of the torque acting on
the cylinder (or the shear stress which can be derived from it) as a function of the
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
5/33
3.2 Polymer Dispersions 45
shear rate D. The (dynamic) viscosity is defined as the quotient of shear stress and
shear rate at every point along the flow curve. As both low viscous aqueous-like and
highly viscous dispersions are used, a measurement range of between one and
several thousand mPa s must be accessible. Because of the technical limitations of
the shear-force transducers, different cylinder/cup sizes are usually required in or-
der to cover both low-viscosity to high-viscosity dispersions. Shear rates of up to
about 1000 s1 can be accessed with conventional rotational viscometers.
The Brookfield type of viscometer, in which one of a number of different spindle
types (RV, LV and so forth) is rotated in the sample dispersion, also enjoys wide-
spread use for viscosity measurements (see ISO 2555 and 1652). The disadvantagesassociated with this type of viscometer are that the shear rate is not well defined and
that the results of measurements made using different spindle types cannot be com-
pared with one another.
Figure 3-2 presents a number of/D and /D curves which summarize the vari-
ous phenomenological descriptions of how dispersion viscosity depends upon shear
rate or time. In many cases, one observes shear thinning (viscosity decreases with in-
creasing shear rate) and thixotropic behavior (viscosity falls with time at a constant
shear rate). For this reason, the flow curve is recorded (as shown in Fig. 3-1) by meas-
uring the shear stress both as a function of increasing shear rate and as a function of
decreasing shear rate. The hysteresis visible in Fig. 3-1 is typical of thixotropic dis-persions.
Figure 3-3 shows a viscosity/shear rate dependence which is often observed for
polymer dispersions. In this log-log plot, an high initial plateau at low shear rates is
followed by a region of shear thinning which leads to a lower plateau at high shear
rates. Increasing the shear rate further induces a strong dilatancy and possibly also
coagulation. The shear thinning is assumed to be caused by the onset of ordering
within the dispersion as the polymer particles align themselves in parallel layers
(Fig. 3-3). The dilatancy is thought to be the result of the temporary formation of ag-
gregates which can only pass by one another with difficulty.
Fig. 3-1 Measuring a flowcurve using a rotational
viscometer.
Flow curveRotational
viscometer
shear
rate
0
shear stress
shear rate D
viscosity = / D
shear
stress
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
6/33
46 3 Characterization of Aqueous Polymer Dispersions
When processing dispersions, a particular viscosity is often desired both at low
and at high shear rates, and these viscosities may be very different. A key objective in
the formulation and production of polymer dispersions is therefore to adjust theshear-rate profile to meet the demands of the particular application. One way in
which this can be achieved is by the addition of polymeric thickeners, which influ-
ence the viscosity at low and at high shear rates differently depending upon their
structure and molecular weight.
Figure 3-4 shows schematically how the viscosity of a polymer dispersion varies as
a function of the volume fraction of the particles. The volume fraction is normal-
ized to unity. In rheology it is more commonly used than the alternative solids
content of the dispersion. A characteristic steep increase in the viscosity is observed
as one approaches a maximum volume fraction m. Semi-empirical expressions
Fig. 3-2 Phenomenologicalclassification of the flow
behavior of polymer disper-
sions (, shear stress; D, shearrate; , viscosity; t, time).
Time dependence
Newtonian dilatant,
shear thickng.
D
D
D
D
D
D
D
t
(constant shear rate)
t
thixotropy
rheopexy
plastic
D
pseudoplastic,
shear thinning
Shear rate dependence
yield stress
Fig. 3-3 Typical dependence
of the viscosity of a polymer disper-sion on the shear rate.
log (viscosity)
log (shear rate)
dilatancy
statistical
distributionshear-induced
ordering
aggregation
shear
thinning
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
7/33
3.2 Polymer Dispersions 47
exist which provide more or less reasonable approximations of the experimental
curves. For the purposes of illustration the DoughertyKrieger equation is repro-
duced here:
(3-1)
where 0 is the viscosity of the aqueous phase.
The theoretical upper limit for the maximum volume fraction m of monodisperse
spheres is 0.74, which is the value associated with hexagonal close packing. Howev-
er, the steep rise in viscosity can occur at smaller volume fractions (often at around
0.55 to 0.6), depending upon the type of packing and the distance over which the
interparticle forces act. If the volume fraction is constant, decreasing particle size
results in a decrease in the distance between the particles and an increase in the
total particle surface area. This is the reason why dispersions containing fine
particles have higher viscosities than those containing coarser ones. Low viscosity athigh volume fractions can be achieved with a bimodal or broad size distribution
where the interstitial spaces between the larger particles are filled with the smaller
ones.
Machine processing exposes dispersions not only to shear but also to tensile
stresses (extensional flow). Because of the lack of commercially available test equip-
ment, studies of the extensional flow of polymer dispersions are still in their infancy.
Little use is also made of viscoelastic techniques where the sample is subjected to
low-amplitude oscillatory shear and the amplitude and phase of the oscillating stress
is measured (usually as a function of the frequency of the oscillation).
Stability
The production, transport and processing of polymer dispersions expose these mate-
rials to significant degree of mechanical and thermal stress, which can lead to coag-
ulation, sedimentation, phase separation or changes in viscosity. These changes are
generally due to instabilities of the polymer particles.
To avoid these problems, polymer dispersions are routinely tested for mechanical
and storage stability and, for certain applications, also subjected to freeze-thaw cycles.
After testing, any changes can be inspected visually or quantified using the methods
available for assessing the coagulum, the viscosity or the particle size distribution.
0
2 5
1=
m
m.
Fig. 3-4 Dependence of viscosity onthe particle volume fraction.
viscosity
volume
fraction
m
shear rate:
low
high
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
8/33
48 3 Characterization of Aqueous Polymer Dispersions
Mechanical stability: The dispersion is subjected to intensive, defined stirring (us-
ing a serrated stirring disk or rotor/stator units) as, for example in ISO 2006 where
the sample is agitated for 10 min at 14 000 rotations min1.
Storage stability: Accelerated testing is achieved by storing the dispersion at
enhanced temperature for a particular time (for example for 15 h at 80 C).
Freeze-thaw stability: This test provides information about the re-dispersibility of adispersion after having been frozen. The test involves subjecting the dispersion to
repeated freeze-thaw cycles (for example 16 h at 20 C followed by 8 h at + 23 C).
See, for example ISO 1147.
Stability with respect to additives: For many formulations, the stability of the disper-
sion with respect to various additives, such as electrolytes, solvents, fillers and pig-
ments, must be tested. The additives are added either directly or, where necessary,
appropriately diluted, with any changes of the dispersion being assessed as described
above. Testing is often conducted on diluted dispersions to permit simple visual in-
spections to be carried out, though the conclusions that can be drawn from these
qualitative assessments are naturally limited.
Foaming behavior
Because of the presence of emulsifiers, polymer dispersions tend to foam. For many
applications (for example spray coating) foaming must be suppressed by the addition
of defoaming agents. The tendency of a dispersion to foam can be assessed by a
number of application oriented methods which can be used for relative measure-
ments [7]. One common method uses a graduated cylinder whose base is sealed by a
porous glass frit through which gas can enter the cylinder. A known quantity of the
dispersion is placed on the frit, the gas flow initiated and the height of the foam with-
in the cylinder is then recorded as a function of time. Good reproducibility requirescareful temperature control and thoroughly clean cylinders and frits. An alternative
approach is to measure the foam height after beating the dispersion within a cylin-
der with a perforated plate for a set time.
3.2.2
Characterization of Polymer Particles
This chapter restricts itself to a presentation of the methods used to characterize the
size and the surface of the polymer particles. Analysis of the polymer itself or the
particle morphology is usually performed on the polymer film or on the dried parti-cles and is therefore treated later in Sect. 3.3.3.
Particle size
Polymer dispersions contain particles with diameters ranging from 10 to about
1500 nm. Typically, the particle size is between 100 and 250 nm. In the majority of
applications, particle size and particle size distribution are highly significant factors
that determine the properties of a polymer dispersion, such as its flow behavior or its
stability (Sect. 3.2.1). Measuring particle size is thus an important element when de-
veloping polymer dispersions and is also used in in-process control. A broad range of
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
9/33
3.2 Polymer Dispersions 49
methods are available for determining particle size [8] of which only light-scattering
and sedimentation techniques as well as modern fractionation methods will be dis-
cussed here. Electron microscopy is dealt with later in Sect. 3.3.3 which discusses the
characterization of particle and film morphology.
Light transmissionA distinctive feature of polymer dispersions is their turbidity. It is caused by light
scattering of the polymer particles due to the difference in the refractive indexes of
the polymer (typically 1.4 to 1.6 [2]) and water (1.33), and provides a simple way of
accessing the mean particle size in the dispersion. The link between the scattering
behavior of a dispersion of spherical particles and their diameter is provided by Mie
theory [9] and is shown in Fig. 3-5 for the relative transmission of white light through
various 0.01 %, w/wdispersions. Transmission increases as particle size falls or with
decreasing relative refractive index (refractive index of the polymer/refractive index
of water). If the relative refractive index is known, Fig. 3-5 can be used to determine
the mean average particle size from the observed relative light transmission. Themeasurement can be performed within a matter of seconds using a simple arrange-
ment of lamp, cell and photocell detector.
For polydisperse dispersions, the measured light transmission is the inverse geo-
metric mean of the relative transmissions LT1, LT2, of the respective mass frac-
tions m1, m2, :
(3-2)
Laser light scattering
Of the many methods based on laser light scattering, dynamic light scattering
(DLS, also called quasielastic light scattering QELS or photon correlation spec-
troscopy PCS) has established itself as the most important technique of measuring
particle size in polymer dispersions [10]. The measurement (Fig. 3-6) involves direct-
ing a laser beam into a highly diluted sample of the dispersion and recording the
scattered light impinging on a photomultiplier at a particular angle.
LT LT LTm m =
1
1 21 2
Fig. 3-5 Relative light transmission LTof 0.01 % polymer dispersions as a
function of particle diameter for differ-ent relative refractive indexes, m.
LT = transmission through water/trans-
mission through dispersion (2.5 cm cu-vette, white light). m= refractive index
of the polymer/refractive index of water.
0 100 200 300 400 500 6000
20
40
60
80
100
LT / %
m =1.15m =1.20
(polystyrene)
m =1.10 (polyacrylate)
diameter / nm
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
10/33
50 3 Characterization of Aqueous Polymer Dispersions
The intensity of the scattered light reaching the detector is determined by the mu-tual interference of the light waves scattered from the individual particles in the dis-
persion. Because laser light is highly coherent, the scattered waves have a fixed phase
relationship to one another which is determined by the geometrical arrangement of
the scattering particles. The Brownian motion of the particles causes a statistical vari-
ation of the phase relationship in time, producing corresponding fluctuations in in-
tensity at the detector (Fig. 3-6). The mean frequency of these fluctuations, which in
DLS is determined by autocorrelation of the scattering intensity, is proportional to
the diffusion coefficient of the particles. A hydrodynamic particle diameter d can
then be calculated from the measured diffusion coefficient, D, using the StokesEin-
stein equation:
(3-3)
where k is Boltzmanns constant, Ttemperature, and the viscosity of the aqueous
phase. If the approximation of hard, non-interacting spheres is assumed, the hydro-
dynamic diameter is equal to the particle diameter.
The measurement, which takes only a few minutes to perform, can be used to de-
termine particle diameters of between 5 nm and 5 m. In order to avoid complica-
tions due to multiple scattering of the laser light and due to particle interactions,
which influence diffusion, the measurements must be carried out on highly dilutesamples (105 to 102 %, w/w).
DLS is used as a routine means of determining particle size in monodisperse poly-
mer dispersions. Typical systems employ a red helium-neon laser (wavelength:
633 nm) and a scattering angle of 90. However, the resolution achievable with such
systems when measuring polydisperse samples is generally quite low. As a rule of
thumb, the particle diameters of two fractions must differ by a factor of 3 or 4 if they
are to be clearly differentiated.
A further fact which complicates the analysis of polydisperse samples is that the
diffusion coefficients are weighted according to the scattering intensity. According to
DkT
d=
3
Fig. 3-6 Dynamic light scattering.Experimental set-up and intensity
fluctuations.
laser sample
analyzer
photo-
multiplier
polarizer
scattering angle
intensity
time
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
11/33
3.2 Polymer Dispersions 51
Mie theory, the scattering intensity of light on particles whose diameter d is approxi-
mately equal to the wavelength of the light is a complex function ofd, , the refrac-
tive indexes of the particles and the scattering angle. This fact considerably compli-
cates the calculation of the exact mass fractions. For this reason, most equipment
manufacturers make use of simple approximate descriptions of the dependence of
scattering intensity on particle size. A more accurate approach is to measure the ab-solute scattering intensities and intensity fluctuations at a number of angles and
then to use Mie theory (assuming that the refractive indexes of the particles are
known) to convert the measured data to a particle size distribution [11].
Compared with DLS, static light scattering, in which the absolute intensity of the
scattered light is analyzed as a function of scattering angle, has become less relevant
as a method of determining polymer particle size. Static measurements are today
mainly used for characterizing dissolved macromolecules (with gyration radii
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
12/33
52 3 Characterization of Aqueous Polymer Dispersions
The measurement of the particle size distribution (PSD) is performed on dilute
samples (typical concentration: 0.05 to 2 %, w/w) in a so-called sedimentation veloci-
ty analysis using the turbidity optics (Fig. 3-7). At the start of the measurement the
dispersion is uniformly distributed throughout the cell and the detector registers an
attenuated laser beam. As soon as the first particle fraction has migrated under the
influence of the centrifugal field out of the optical path, the signal at the detector in-creases. Particle size can then be determined by measuring the time at which the sig-
nal begins to rise. By applying Mie scattering theory (knowledge of particle diameter
and refractive index required) the mass fraction of that particular particle fraction
can be computed from the increase in signal amplitude.
Measurements can be performed with high resolution in the diameter range be-
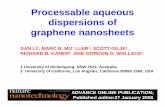
tween 20 and 2000 nm. Figure 3-8 illustrates the result of a sedimentation velocity
analysis on a mixture of ten polystyrene calibration latexes. Measurements on such
broadly distributed samples are usually performed with an exponentially increasing
rotation speed and require centrifuges capable of reaching 60 000 rotations min1
(Eq. 3-4); a measurement typically lasts 1 h. Machines designed to allow simultane-ous determinations with eight sample cells per rotor are described in the litera-
ture [14].
By carrying out the sedimentation velocity analysis not only in H2O but also in
D2O and in a 1:1 H2O:D2O mixture (H2O/D2O analysis), both the PSD and informa-tion on the density (and thus chemical uniformity) of the individual particle fractions
may be obtained.
Apart from the sedimentation velocity analysis, the AUC may also be used to per-
form a so-called density gradient analysis. In a density gradient analysis, a water-sol-
uble substance of high density (CsCl or the iodinated sugar metrizamide) is added to
the sample so that in the liquid phase a radial density gradient is established at equi-
librium in the centrifugal field. The various particle fractions migrate along the gra-
dient to the point having their own density, thus allowing the densities as in the
H2O/D2O analysis to be determined. I this case the schlieren optics (Fig. 3-7),
Fig. 3-8 Particle sizedistribution (differen-
tial and cumulative)
of a mixture of tenpolystyrene calibration
latexes (sedimentationvelocity analysis).
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
13/33
3.2 Polymer Dispersions 53
which detect changes in the refractive index along the radial axis, is used for the
analysis. In contrast to the turbidity optics, a photo of the entire cell is taken once
equilibrium has been established. Normally between 10 and 20 h are needed to
achieve equilibrium.
The advantage of using the schlieren optics is that in addition to the particle frac-
tions also dissolved macromolecules can be studied with respect to chemical compo-sition and molecular weight. Like the polymer particles, the macromolecules migrate
along the density gradient to their isodensity point. However, the small size of the
macromolecules means that the bands are diffusion broadened. If the scaling law
that relates the diffusion coefficient to the molecular weight is known, the latter can
be calculated.
The considerable amount of information obtainable by AUC analyses must be
viewed in the light of the considerable technical expense and effort needed to run
such a machine. At present, only a few laboratories have access to this technology.
Disc centrifuges are a cost-effective alternative (rotation speeds of up to 15 000 rota-
tions min1
).Because of the lower rotation speeds in a disc centrifuge a different analysis tech-
nique has to be employed. The cell is first filled with a spin fluid and then a sample
layer is injected on top of the fluid while the disc is rotating. By this means the parti-
cle fractions migrate past the detection optics layer by layer according to their differ-
ing sedimentation velocities. Unfortunately, it is often difficult to achieve a uniform
injection layer in practice (because of disruptions of the sample flow front). For this
reason, and also because of the low density difference between the polymer particles
and the aqueous phase, disc centrifuge sedimentometry is not widely used for the
characterization of polymer dispersions.
Modern fractionation methods
In recent years a number of new fractionation techniques, such as capillary hydro-
dynamic fractionation (CHDF) [15] and field field-flow fractionation (F-FFF) [16],
have established themselves as reliable alternatives to centrifugation in PSD analy-
sis. Only CHDF will be discussed here. The technique involves injecting a small
amount of the sample into an aqueous eluent containing an emulsifying agent. The
eluent is pumped through a glass capillary tubing (inner diameter 710 m) and in
so doing adopts a laminar flow profile (Fig. 3-9). The larger the particles, the less able
they are to approach the capillary wall during thermal Brownian motion. Large parti-
cles are therefore, on average, flowing in faster stream lines than smaller ones andare transported more rapidly through the capillary. The particle fractions are detect-
ed using a UV-detector. Complications due to specific interactions between the par-
ticles themselves or between the particles and the wall are eliminated by using a par-
ticular type and amount of emulsifier and working at low ionic strength.
When the apparatus has been calibrated with particles of known size, the PSD of a
sample can be determined from its elution curve. As is the case for AUC, calculating
the mass fractions requires application of Mie scattering theory, but this is not im-
plemented in CHDF equipment currently available on the market. The manufactur-
ers content themselves with a relative conversion based on the extinction coefficients
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
14/33
54 3 Characterization of Aqueous Polymer Dispersions
of polystyrene calibration latexes. Typically, CHDF is able to measure particle diam-
eters in the range 10 to 400 nm. By using capillaries with a larger inner diameter, the
range can be extended to include particles about 1 m in diameter, but the resolutionachievable at the lower end of the particle size range is then reduced. A measure-
ment takes about 10 minutes to complete.
Particle surface
The surface characterization of a polymer particle involves investigating the adsorp-
tion of ions and amphiphilic molecules (emulsifiers, oligomers), determining the
number of covalently bonded functional groups and acquiring information on the
structure of the interfacial layer (swollen state or hairy layers). Presently this task
can not be solved satisfactorily. The main methods used are titrimetric analyses on
purified dispersions, soap titration and electrokinetics.
Titrimetric methods
Titrimetric analysis of polymer dispersions is mainly used to quantitatively deter-
mine acidic and basic groups covalently bonded to the particle surface (from initia-
tors or comonomers). Before titration the dispersion has to be cleaned thoroughly,
that is all traces of amphiphilic and ionic components have to be removed. The rec-
ommended purification technique employs a combination of anionic and cationic
ion-exchange resin beads [17]. The beads have to be thoroughly purified themselves
before use.
After purification, the dispersion is titrated potentiometrically to determine thequantity of residual, that is covalently bonded, acid or base groups [17]. When titrat-
ing for acids, the different pKa values enable distinction of sulfuric/sulfonic acid and
carboxylic acid. Fundamental questions that arise in connection with this method
are (1) whether all of the bonded acid groups can be neutralized because of the high
resulting charge density, and (2) to what extent the particle surface reorganizes dur-
ing neutralization. The increasing hydrophilicity might, for instance, cause particle
swelling and a migration of acid groups from the particle interior to the surface.
Fig. 3-9 Capillaryhydrodynamic
fractionation (CHDF):
the principle.
inaccessible regions
(shown for two
different particle sizes)
particle
glass capillary
parabolic
flow field
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
15/33
3.2 Polymer Dispersions 55
Soap titration
Soap titration is employed to determine the emulsifier coverage of the polymer
particles in the dispersion. Emulsifier coverage is defined as the percentage of the
particles total occupiable surface area that is covered by emulsifier. In soap titration
the surface tension of the dispersion is measured, for example using the Du Nuoy
ring method [4], as a function of the emulsifier added (Fig. 3-10). The emulsifiermolecules distribute themselves between the particle surfaces, the aqueous phase
and the dispersion/air interface where the surface tension is measured. As a rule the
equilibrium lies well over in favor of adsorption on the particle surface, so that if the
surfaces are not fully covered, only a few of the added emulsifier molecules are
found at the dispersion/air interface where, as a consequence, relatively high surface
tension values are recorded. As more and more emulsifier is added, gradually de-
creases (Fig. 3-10). When the surface of the particles is completely covered, the ex-
cess emulsifiers must be taken up by the aqueous phase, leading eventually to the
formation of micelles. From this point on the aqueous phase can accommodate large
amounts of emulsifier and remains essentially constant. The sharp change in thegradient of the curve shown in Fig. 3-10 determines the critical micelle concentra-
tion (CMC) of the particular emulsifier in the dispersion under test.
The soap titration is usually carried out at a series of solids contents (for example,
2.5, 5, 7.5 and 10 %, w/w) in order to eliminate the amount of emulsifier required for
micelle formation. Plotting the resulting CMC values against the solids content pro-
duces a straight line whose slope is inversely proportional to the emulsifier coverage
(Maron plot, see [18, 19]). If the size of the particles is known, the effective molec-
ular surface area of the emulsifier occupied on the particle can be calculated. Studies
have shown that the emulsifier molecular surface area is determined not only by the
type of polymer, but also by the way in which comonomers and initiator residues areincorporated into the particle surface.
Fig. 3-10 Soap titra-
tion. Determination ofthe emulsifier coverage
of the polymer parti-
cles.
cmc
model
dispersion
100% coverage of
particle surface
micelle
formation
surfacetension
log(emulsifier conc.)
air
emulsifier
polymer
particle
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
16/33
56 3 Characterization of Aqueous Polymer Dispersions
The soap titration technique is strictly only applicable for dispersions which con-
tain one type of emulsifier. However, many polymer dispersions are stabilized by a
combination of emulsifiers, often both ionic and non-ionic types. One approach in
such cases is to perform the study with the emulsifier mixture, though there is the
problem of exchange processes occurring on the particle surfaces if one of the emul-
sifiers is preferentially adsorbed. The results may also be affected by adsorbed am-phiphilic oligomers generated during the emulsion polymerization.
Electrokinetics
Electrokinetic measurements [20] are used to access the electrophoretic mobility
e of the polymer particles and thereby to get information on their charges. Because
of the relatively small particle size of 100 to 250 nm, the measurement technique
used for polymer dispersions is laser Doppler electrophoresis. Sample preparation
and experimental set-up correspond to those of a dynamic light scattering experi-
ment (Sect. 3.2.2, Fig. 3-6). The only difference is a pair of electrodes immersed in
the sample between which the particles are moved backwards and forwards by an al-ternating voltage.
The electrophoretic mobility, e, is related to the zeta potential, , which is defined
as the electric potential at the surface of shear of the particles and is therefore a
measure of their total charge. Unfortunately, the electrophoretic mobility of disper-
sion particles does not depend solely on the zeta potential, but also in a complex way
on particle size and on the ionic strength and viscosity of the aqueous phase [21]. It is
only at the limits of very high and very low ionic strength that can be directly com-
puted from the measured e values (HelmholtzSmoluchowski or Hckel approxi-
mations).
These complex dependencies and some experimental difficulties (for example,due to electro-osmotic convection) are the reason why electrokinetic measurements
are still of only minor importance in the characterization of polymer dispersions. On
the other hand, the technique provides a simple means by which the adsorption of
amphiphilic components (emulsifiers, protective colloids and so forth) on the parti-
cle surfaces can be followed at least qualitatively.
3.2.3
Residual Volatiles
The increased attention paid to ecological and environmental issues in recent yearshas lead to a growing significance of residual volatile determination in polymer dis-
persions. Depending upon the production process, polymer dispersions may contain
small quantities of residual monomers, monomer impurities, substances formed by
the decomposition of the initiator or from chemical reactions between the various
components in the reaction mixture. The European Union has defined such sub-
stances as volatiles, if they have a boiling point below 250 C.
The determination of the residual volatiles is usually performed by capillary col-
umn gas chromatography [22]. Different sampling techniques are described. In the
headspace technique (see ISO 13741-2) a diluted dispersion sample is mixed with an
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
17/33
3.2 Polymer Dispersions 57
internal standard and a polymerization inhibitor. The sample is then heated in a
sealed vial (for example at 90 C for 1 h) and, after equilibration, a small part of the
headspace vapors is introduced into the chromatography column. In the direct liquid
injection method (see ISO 13741-1) a diluted dispersion sample is mixed with an in-
ternal standard and directly injected on to the hot insert liner (temperature
150200 C) of the chromatograph causing the dispersion to vaporize instantly. Inboth techniques the column (typically coated with a 1 m thick layer of polydi-
methylsiloxane, PDMS) is initially thermostatted at 50 C causing the injected
volatiles to condense at the entrance part of the column. The temperature of the col-
umn is then raised linearly to 250 C and the component substances are fractionated
by the column in the order of their volatility and detected for example by a flame ion-
ization detector (FID). Careful calibration is necessary in order to assign elution time
and signal height to the type and amount of the components. With this technique,
the typical residual volatiles of polymer dispersions can be quantitatively determined
in a range between 10 and approximately 10,000 ppm (measurement duration about
45 minutes).
3.2.4
Aqueous Phase Analysis
In common practice the aqueous phase, or serum, of a polymer dispersion is only in-
vestigated for its pH (Sect. 3.2.1). On the other hand, the aqueous phase contains a
host of substances which play an important role in many applications. These sub-
stances include: (a) emulsifiers, (b) initiator residues, (c) electrolytes from the neu-
tralization process or from initiator decomposition (for example sodium sulfate from
sodium peroxodisulfate), (d) unreacted water-soluble monomers such as acrylic acidor vinyl sulfonic acid, and (e) water-soluble oligomers formed from this kind of
monomers.
To analyze the aqueous phase for any of these substances, it must first be separat-
ed from the polymer particles. Both flocculation and membrane filtration techniques
can be used for this purpose and they are described in more detail below. The detec-
tion of the substances listed above can then be performed with the usual array of an-
alytical methods used for characterizing aqueous media. For the determination of
emulsifiers, electrolytes and water-soluble monomers, ion chromatography (IC) and
high-performance liquid chromatography (HPLC) are particularly suitable. The tech-
niques of choice for characterizing oligomers are gel permeation chromatography(GPC) and capillary electrophoresis (CE). As these analytical techniques are not spe-
cific to colloidal chemistry, they will not be described further here and the reader
should consult the literature for more information.
Serum separation techniques
Flocculation techniques
The dispersion is for instance flocculated by the addition of acids or salts (typically
containing polyvalent ions). Examples of salts of this type are aluminum sulfate or
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
18/33
58 3 Characterization of Aqueous Polymer Dispersions
the combination of K4Fe(CN)6 and ZnSO4 (Carrez precipitation). Subjecting the dis-
persion to freeze-thaw cycles also often proves successful. A further possibility is
centrifugation. If the centrifugal forces are high enough, the dispersion flocculates at
the base of the cell allowing the aqueous phase to be subsequently drawn off. In the
case of well-stabilized dispersions, high-performance centrifuges are required. Two
disadvantages of the flocculation methods should be mentioned. First, the flocculat-ed polymer particles can release considerable amounts of emulsifier into the aque-
ous phase. Secondly, centrifugation may cause components in the aqueous phase to
be flocculated along with the polymer particles.
Membrane filtration techniques
In this case, the polymer particles are separated from the aqueous phase by a
membrane through which the particles cannot permeate. Suitable membranes in-
clude dialysis tubes (molecular weight cut-off: 10 00015000 g mol1) or, for exam-
ple, Nucleopore membranes, which are available with pore diameters from 15 nm to
several micrometers.In dialysis the dispersion is placed in a well-sealed tube and immersed for several
days in water, which should be changed regularly. Before being analyzed, the
dialysate usually has to be concentrated. Changing the water and concentrating the
dialysate can both be carried out easily if the dialysis tube is placed inside a Soxhlet
apparatus.
In the diafiltration method [23], which uses the Nucleopore membranes, the dis-
persion is filtered under pressure through the membrane. Like the dialysis method,
diafiltration can be used not only to separate the aqueous phase, but also to purify a
polymer dispersion, that is to separate all the water-soluble components. When used
for the latter purpose, the dispersion is continuously rinsed with water during the di-afiltration process. Filter cake formation is prevented by adopting a cross-flow filtra-
tion arrangement in which, for example, a stirrer is used to create a convective cur-
rent parallel to the surface of the membrane.
3.3
Polymer Films
In the typical applications such as paints, adhesives, textiles and non-wovens the dis-
persions or their formulations are subjected to a drying process. The properties ofthe dispersion itself are for this reason only of relevance during processing. It is the
properties of the polymer film that are of importance to the end product, and these
properties are essentially determined by the polymer itself. Characterizing the prop-
erties of the polymer films is thus a subject of central relevance to the typical disper-
sion applications.
In the description of methods presented in this chapter, the focus is on pure poly-
mer films. However, these methods are equally applicable to characterizing formu-
lated films such as paints.
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
19/33
3.3 Polymer Films 59
3.3.1
Film Formation
In the drying stage at the end of water evaporation the particles adopt a hexagonal
close-packed geometry. Good subsequent film formation requires a high level of
polymer particle deformability and the rapid interdiffusion of polymer chains be-tween the particles. Emulsion polymers therefore possess a so-called minimum film
formation temperature (MFT), below which no compact film can be formed. The de-
termination of the MFT is discussed below.
Immediately after its formation, the properties of the polymer film are still mainly
determined by the particulate structure of the dispersion. The interstitial regions will
still house the water-soluble components (salts, emulsifiers, oligomers and so forth)
and multiphase particles, for example, will initially give films with micro domains.
The phases formed directly after drying are not in thermodynamic equilibrium with
one another. Changes in these micro domains can occur gradually with time, or more
rapidly if subjected to higher temperatures. An example of such changes is the ten-dency of the water-soluble components to group together or to migrate to the surface
of the film. In multiphase films, the micro domains can merge to form macro domains.
The quality of a polymer film is therefore influenced not only by the properties of
the constituent polymer, but also by the conditions under which the dispersion is
dried. To achieve reproducible results when characterizing polymer films, it is nec-
essary to control such parameters as wet film thickness, drying temperature, air hu-
midity, air convection currents, and drying and storage times. Rapid drying, in par-
ticular, can cause a skin to form on the surface of dispersion, thus hindering the con-
trolled drying of the dispersion below. If low-volatility substances, such as certain
film-forming agents, are present, thorough drying of the film is essential if the meas-urement results are to be meaningful.
To create a film with a defined (dry film) thickness of up to about 200 m, the dis-
persion is usually cast on to the substrate using either a drawdown film applicator or
a roller applicator. Suitable substrates are glass, polyethylene, polyethylene tereph-
thalate or teflon. Films with thicknesses in the millimeter range, such as are used for
mechanical strength testing, can be formed by pouring the dispersion into flexible
polyethylene or silicone rubber trays, which facilitate the removal of the film after
drying.
Minimum film formation temperature (MFFT)The minimum film formation temperature is determined according to ISO 2115 by
spreading the dispersion at defined layer thickness (for example at 200 m wet) on a
plate along which a linear temperature gradient is established (for example from 0 to
40 C). Commercial equipment usually has shallow channels engraved in the plate
which facilitate the spreading of the dispersion. The drying has to be performed in a
controlled atmospheric environment. Once completely dry, the film is visually in-
spected for the presence of cracks and cloudiness. The MFFT is the lowest tempera-
ture at which a homogeneous and crack-free film forms. The MFFT is either dis-
played by built-in temperature sensors or can be determined using a surface temper-
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
20/33
60 3 Characterization of Aqueous Polymer Dispersions
ature probe. The method also enables the so-called white-point temperature to be
determined. This is the temperature below which a cloudy film forms and above
which a clear, transparent film results. The white-point temperature always lies a few
degrees below the MFFT.
As an aqueous dispersion can only dry above 0 C, the MFFT and white-point tem-
perature are only defined above this value. The control of the polymer layer thicknessis crucial for the measurements. Mechanical stress may develop during film forma-
tion (particularly when crosslinking is involved) which leads to crack formation
above a certain layer thickness. A further point which should be considered is that
very short drying times are often used in dispersion processing, for example on coat-
ing machines. In this case, the MFFT may well lie above the value determined
according to ISO 2115. The discrepancy is caused by kinetic limitations in water
evaporation and polymer interdiffusion [24].
The main factors determining the MFFT of an emulsion polymer are the compo-
sition, molecular weight and crosslinking density of the main copolymer [24]. How-
ever, particle size and the water-soluble substances such as auxiliary monomers oremulsifiers also play an important role. The effect of these substances is to retard the
rate at which water leaves the interstitial region. As long as the water is present the
mobility of the polymer chains is increased and interdiffusion thus favored. The
MFFT of a dispersion can therefore be lowered by inclusion of auxiliary monomers.
In the case of multiphase polymer particles, the MFFT is strongly dependent upon
morphology. An example of this type of system are the core-shell particles with
copolymers of differing glass temperature discussed below.
3.3.2
Macroscopic Characterization of Polymer Films
Thermal characterization
Thermal characterization of an emulsion polymer essentially means the measure-
ment of the glass transition temperature Tg, that is the temperature above which the
hard, glass-like polymer film becomes viscous or rubber-like. Polymers whose Tg lies
well above room temperature are designated as hard, those with a Tg much lower
than room temperature as soft. Normally Tg is measured by differential scanning
calorimetry (DSC [25]). In this technique, the difference between the heat absorbed
per unit time by the polymer film to that absorbed by a thermally inert reference ma-
terial is recorded during a linear temperature ramp. The sample and the referenceare placed on a sensor plate of defined thermal resistance R, and the temperature dif-
ference Tbetween the sample and the reference is then recorded over the tempera-ture ramp. Usually, the heat flow difference, which is the negative quotient ofTandR, is plotted as a function of temperature (Fig. 3-11).
Figure 3-11 is a schematic representation of a DSC measurement in which a glass
transition and a melting process are shown. A glass transition is not a second-order
transition between two defined equilibrium states. It therefore occurs over a relative-
ly wide temperature range and depends upon the rate of temperature change. For
this reason a number of different definitions of the glass transition temperature can
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
21/33
3.3 Polymer Films 61
be found in the literature. The Tg shown in Fig. 3-11 is that of the so-called mid-
point definition. The ISO 11357-1 standard specifies a heating and cooling rate of
between 0.5 and 20 K min1 and recommends the repeat heating of the sample (that
is heat/cool/heat). This repeat heating helps to eliminate any influence of the ther-
mal history and the drying process, for example due to the presence of residual wa-
ter. Tg should always be determined during the second heating ramp. The investigat-
ed temperature range, in the case of soft adhesives, should start at 110 C and, in
the case of hard coatings, should extend to 150 C.
Melting processes are uncommon in the emulsion polymers described in this
book. Exceptions are the melting and crystallization phenomena observed with eth-ylene oxide chains when highly ethoxylated emulsifiers or protective colloids are em-
ployed in the polymerization process.
The glass transition temperature of an emulsion polymer is the temperature above
which the polymer chains become mobile and it is therefore directly related to the
minimum film formation temperature MFFT. In contrast to Tg, which is essentially
determined by the main copolymer, the MFFT is influenced by the drying process.
If, for instance, water is able to solubilize part of the copolymer during the coales-
cence of the particles at the end of the drying stage, the MFFT can be lowered signif-
icantly. This phenomenon, which is known as Tg/MFFT splitting, is typical of vinyl
acetate emulsion polymers but also observed for other polymer types when largeamounts of hydrophilic monomers are used in the polymerization process.
Tg/MFFT splitting is important for all applications in which a hard film with a low
MFFT is required.
Tg values of several important homopolymers are listed in reference [2]. The values
were determined on samples of non-crosslinked emulsion polymers. In crosslinked
polymers, Tg is shifted to higher temperatures as a result of the restricted chain mo-
bility. A number of approximations for calculating the Tg of copolymers have been
proposed in the literature [26]. The GordonTaylor equation usually produces reli-
able results:
Fig. 3-11 DSC. Investigationof glass transitions and melting
processes in polymer films
(, heating rate; Tg, glasstransition temperature;
Cp, heat capacity difference
of the polymer in the tempera-ture regions below and above
Tg; Tonset and Tpeak, differentdefinitions of the melting
point; Hs, enthalpy ofmelting).
melting process
glass transition
heat flow
difference
temperature
increasing
endothermicity
Tg
Cp
Hs
Tonset
Tpeak
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
22/33
62 3 Characterization of Aqueous Polymer Dispersions
(3-5)
Here m1 and m2 are the mass fractions of the monomers 1 and 2 and is defined
as (2)/(1), with the difference in the coefficient of expansion of the molten
and glass states of the respective homopolymer. If is not known, the Fox equationcan be used to provide a simple estimate:
(3-6)
For statistical copolymers, the width of the glass transition corresponds approxi-
mately to that of the homopolymers. The transition broadens with increasing
inhomogeneity of the monomer distribution within and between the polymer
chains.
Beyond enabling the glass transition temperature to be measured, differential
scanning calorimetry also provides a simple means of investigating polymer com-patibility and phase separation in polymer films. If a film contains two phases, this
shows up as two glass transition regions in the DSC scan. The relative fraction of the
phases can be determined by the ratio of the measured heat capacities. If, on the oth-
er hand, the constituent polymers are wholly compatible, only one glass transition is
recorded and this lies between those of the individual components. In a similar way,
the compatibility of the polymer to low molecular weight substances such as plasti-
cizers can be examined.
Mechanical characterization
The mechanical characterization of a polymer film is performed on a free film. Thisrequires drying of the dispersion on a substrate of low surface energy (such as Teflon
or silicone rubber) from which it can be lifted without applying strong mechanical
forces. Great care is required when preparing such free films as defects or deforma-
tions caused by mechanical stress have a detrimental effect on the reproducibility of
the measurements. Mechanical characterization is typically performed by recording
the stress-strain curve up until film rupture takes place (large deformations) or by
dynamic mechanical analysis within the elastic limit (small deformations).
Stress-strain measurements
A stress-strain measurement on a free polymer film is performed as a uniaxial ten-sile test. The film (typical geometry: 250 m thick, 30 mm long and 510 mm wide)
is loaded into a tensile testing machine and the stress (force per unit area) recorded
as a function of tensile strain (elongation over original length) at a constant drawing
speed (typically 10100 mm min1) until the test sample ruptures [27]. Figure 3-12
shows a typical form of a stress-strain diagram measured for a polymer film. At
small levels of deformation, the stress-strain curve is linear and the film behaves
elastically. The gradient of the curve in this region is called the elastic modulus (or
Youngs modulus) of the material under test. Other parameters available from this
test are the tensile strength and the elongation at break. The integral under the curve
1 11
2
2T
m
T
m
Tg g g= +
( ) ( )
TT m T m
m mgg g=
+
+
( ) ( )11
22
1 2
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
23/33
3.3 Polymer Films 63
to failure represents the energy per unit volume required to rupture the sample
(work of fracture or toughness).
The stress-strain behavior shown in Fig. 3-12 is typical of the elastomeric response
of a polymer film. Curves of this type are found in crosslinked films above the glasstransition and in non-crosslinked films in the so-called entanglement region (see
dynamic mechanical analysis below). Hard, highly crosslinked films below their
glass transition temperature are characterized by their relatively small elongation at
break and their high tensile strength. These materials show essentially elastic be-
havior up until rupture. On the other hand, non-crosslinked films (in the vicinity of
Tg) are elastic at small elongations and start to deform plastically above a critical val-
ue. This phenomenon is known as necking. In this case, the tensile stress passes
through a maximum after which it remains relatively constant over a certain defor-
mation range (before rising again shortly before rupture).
Stress-strain measurements are also a useful tool for studying film formation inpolymer films. Such an investigation, in which the process of polymer chain inter-
diffusion in n-butyl methacrylate films was followed by monitoring the films work of
fracture, has been reported elsewhere [28].
Dynamic mechanical analysis
In dynamic mechanical analysis (DMA [27]) of a polymer film, a sample with the
same dimensions as in the tensile stress-strain analysis described above is slightly
pre-tensioned and then subjected to a low-amplitude and low-frequency sinusoidal
deformation (typically 0.1 % and 1 Hz respectively). As the measurement is per-
formed below the materials elastic limit, the stress follows the strain in a sinusoidalmanner. The amplitude ratio and the phase difference between the stress and strain
oscillations enables the dynamic elastic modulus E* to be calculated:
E* = E + iE (3-7)
where E is the so-called storage modulus, Ethe loss modulus and i = (1
). E is a
measure of the (recoverable) energy stored in the film during deformation and Eisthe (irrecoverable) energy that is dissipated in the film as heat.
In conventional DMA, the storage and loss moduli are recorded as a function of
the oscillation frequency. Of more widespread application are DMA measurements
Fig. 3-12 Typical stress-straincurve for a polymer film.
work of fractureelongation
at break
tensile strengthstress
strain
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
24/33
64 3 Characterization of Aqueous Polymer Dispersions
in which E and Eare measured at a constant frequency over a temperature range.As a result of the time-temperature superposition principle, the temperature scan
provides the same information as the frequency scan. Figure 3-13 shows a typical
DMA measurement (temperature scan) on a non-crosslinked polymer film.
The storage and loss moduli can be seen to vary over several orders of magnitude
across the temperature range. A high storage modulus is measured in the glassy
state. It decreases rapidly in the glass transition region as the film softens. The loss
modulus passes through a maximum at the beginning of the glass transition region.
This maximum can be used as an alternative definition of the glass transition tem-
perature of the sample (compare with Sect. 3.3.2).
After passing through the glass transition region, the moduli decrease more weak-ly with temperature as a result of polymer chain entanglement and crosslinking
within the film. In the case of non-crosslinked polymers, a further increase in tem-
perature causes the film to undergo plastic flow.
For non-crosslinked polymers, the entanglement region is only observed above a
critical molecular weight (typically between 2000 and 10 000 g mol1). This molecu-
lar weight corresponds to the polymer chain length above which physical chain en-
tanglement (temporary crosslinking) can occur (entanglement molecular weight).
For crosslinked polymer films, the storage and loss moduli measured above the
glass transition region remain relatively constant or exhibit a slightly positive tem-
perature dependence (crosslinking plateau). Eassumes significantly lower valuesthan E. According to the theory of rubber-elasticity, the storage and loss moduli inthis region have the following values:
E = 3RT/Mc; E= 0 (3-8)
where is the film density, R the gas constant, Tthe temperature and Mc the averagemolecular weight between two crosslinking sites. Equation (3-8) shows that in this
ideal case the storage modulus of a crosslinked film increases linearly with tempera-
ture and provides a direct means of accessing the crosslinking density of the poly-
mer (= /Mc).
Fig. 3-13 Dynamic mechanicalanalysis. Storage (E) and loss(E) moduli as a function oftemperature for a polymer filmof poly(2-ethylhexyl methacry-
late).
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
25/33
3.3 Polymer Films 65
When analyzing multiphase samples, it may be possible to detect several glass
transitions in a DMA measurement as was the case in the thermal characterization
of multiphase polymer films described above. DMA is also able to provide informa-
tion on the effects of plasticizers, resins and fillers on the polymer film.
In the case of soft films which tend to flow it is easier to measure the dynamic
shear modulus G* = G + iGthan the elastic modulus E*.The advantage is that the film is placed between two plates rather than being
clamped at its ends. G* is measured by exerting a small sinusoidal torsional dis-
placement of one of the plates. The information content of the shear moduli curves
corresponds to that of the elastic moduli ones.
Optical characterization
The transparency, gloss and color of a film are important in many applications. The
complete optical characterization of a polymer film would require measuring the op-
tical response of the film as a function of wavelength, angles of incidence and detec-
tion (relative to the surface normal), film thickness and type of substrate. Despite thefact that a multitude of optical techniques are available for such measurements (UV-
visible spectroscopy, ellipsometry, laser scattering and so forth), in most applications
simple techniques using white light are employed [29].
Film opacity is usually measured by the transmission of white light through a free
film. The back-scattering power is determined using an integrating sphere photome-
ter, that is diffuse illumination and detection of the scattered light at 0 to the film
surface normal. Measurements of film gloss are performed by recording the intensi-
ty of light reflected at a specified angle to the normal (usually 20, 60 or 85). In color-
measuring instruments, wavelength-dependent measurements are conducted at
known angles of incidence and detection and the results then converted to color val-ues. It is important to realize that when investigating films that are not wholly
opaque to the wavelength concerned, the results will be influenced by film thickness
and by the choice of substrate (color, transparency and so forth). For this reason, op-
tical measurements on polymer films are often performed using black foils as sub-
strate (for example pigment blackened PVC).
Behavior with respect to liquids
In a multitude of applications, polymer films get in contact with water or organic
solvents. These liquids can wet, swell, permeate or even dissolve the film. To charac-
terize these processes (with the exception of wetting) simple gravimetric methodsare normally used.
Wetting
If a series of liquids with increasing surface tension L are brought into contact
with a polymer film, complete wetting will occur below a critical surface tension Cand partial wetting (that is droplet formation) will be observed above this value (see
Fig. 3-14). The critical surface tension C is a characteristic of the polymer film and a
measure of its surface energy. Films with a high C are easy to wet, those with a low
C value can only be wetted with difficulty.
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
26/33
66 3 Characterization of Aqueous Polymer Dispersions
Wetting is quantified by measuring the contact angle, which is the angle subtend-
ed by the drop at the point of contact to the film. A contact angle of 0 reflects com-
plete wetting. In contrast, a value of 180 represents complete non-wetting (see
Fig. 3-14). The contact angle is measured either by image analysis (sessile drop
method) or by using a Wilhelmy balance [4, 30].
In the Wilhelmy balance method, the polymer film is suspended vertically from
the balance and then lowered slowly until it is in contact with the liquid. If the sur-face tension at the liquid-air interface is known, the contact angle can be calculated
from the difference in sample weight when in and out of contact with the liquid.
The Wilhelmy method can also be used to investigate dynamic wetting processes
by recording the formation of the liquid lamella in time or by immersing and with-
drawing the polymer film into and from the liquid at constant rate. Time-dependent
measurements are also useful for examining cases in which liquid is taken up after
the polymer film has been wetted or, conversely, in which the liquid dissolves film
components such as emulsifiers.
In addition to their use in determining the critical surface energy C, contact angle
measurements can also provide information on the polarity of the film surface. Inthis case the measurements are conducted with a series of liquids of different polar-
ity (for example isopropanol-water mixtures). For evaluating the data a number
of procedures have been published (see for example the Good-Girifalco-Fowkes
method [30, 31]).
Swelling, dissolution and permeation
The usual means of characterizing swelling and dissolution processes involves
storing weighed films in the solvent of interest (for example water or tetrahydrofu-
ran). After a defined period of immersion (for example 24 h), the film is removed
Fig. 3-14 Determination ofthe critical surface energy Cof polymer films using the
Zisman method (is thecontact angle).
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
27/33
3.3 Polymer Films 67
from the liquid, liquid adhering to the surface of the film is removed and the sample
is weighed in its wet and dry state.
The percentage increase of the wet film relative to its initial weight prior to im-
mersion is known as the solvent or water uptake. The weight loss of the dried film
compared to the initial sample weight specifies the extraction loss and is due to the
partial dissolution (leaching) of film components in the liquid. Soluble and insolublefilm parts are frequently referred to as the sol and gel fractions. Measurements con-
ducted for different storage periods provide information on the kinetics of the sorp-
tion and dissolution processes. The speed with which the wet film dries may also be
of significance for certain applications. Further parameters of interest are the vol-
ume changes that accompany the swelling and the subsequent drying.
Interparticle crosslinking (that is crosslinking after film formation) reduces the
swelling and dissolution of the polymer film strongly. Quantifying the solvent up-
take and extraction loss is therefore a simple means for characterizing this type of
crosslinking. In a crosslinked film, the mean molecular weight Mc between two
crosslinking sites can be calculated from by the degree of swelling in a particular sol-vent using the Flory-Huggins equation [32]:
(3-9)
where Qis the swelling ratio by volume, is the polymer density, VS the molar vol-
ume of the solvent and the Flory-Huggins interaction parameter for the polymer-
solvent pair (see also Eq. 3-8).
Sorption and dissolution measurements on polymer films in various solvents are
also the basis for determining the solubility parameters of a polymer [33], which are
a measure of its solvent compatibility. In many applications, what is sought is thegreatest possible compatibility or incompatibility between a polymer film and a par-
ticular solvent. In the case of a crosslinked polymer film, the greater the swelling the
better the compatibility. In the case of a non-crosslinked polymer film, the greatest
level of compatibility is achieved at the maximum solution viscosity.
Many of the methods used for the characterization of the emulsion polymer
macromolecules (see Sect. 3.3.3) require the polymer film to be dissolved in a sol-
vent. Full dissolution is hindered if a gel fraction is present. The gel fraction is the re-
sult not only of covalent crosslinking between polymer chains, but also of the physi-
cal entanglement of the chains in these high-molecular-weight emulsion polymers.
The gel fraction is often higher in polymer films which have been subjected to longerdrying times as the chain segments then have the opportunity for greater interdiffu-
sion.
Swelling particularly due to the uptake of water often creates opacity within the
film (whitening) which is undesirable in many applications. This phenomenon is
caused by refractive index inhomogeneities created in the film when water pene-
trates the interstitial regions between the particles. Characterization of film whiten-
ing can be done with conventional techniques as discussed above.
The permeation of a polymer film by a liquid can be investigated by filling the liq-
uid into a container whose base is made of the polymer film under test. The loss of
MV Q Q
cS=
( / )
.
/5 3 2
0 5
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
28/33
68 3 Characterization of Aqueous Polymer Dispersions
liquid is then recorded gravimetrically as a function of time. Such measurements are
only reproducible if pore-free films can be produced. Films can be tested for the ab-
sence of pores by examining their gas tightness.
Gas permeation
The permeability of polymer films to vapors can be measured gravimetrically in anal-ogy to liquid permeability (above), with the difference that the film now acts as the lid
rather than the base of a container partially filled with the liquid forming the vapor.
If, rather than being filled with a liquid, the container is filled with a material which
acts as a strong absorber for a particular gas (for example sodium dihydrogen phos-
phate for water vapor or sodium hydroxide for carbon dioxide), gas permeation into
the container can also be monitored. As an alternative to these gravimetric methods,
conventional gas analytical techniques may be used to examine permeability, for in-
stance by monitoring the pressure drop across the film or by the specific determina-
tion of a gas component that permeates the film. As in the liquid permeation studies,
the film samples examined must be free of pores.
3.3.3
Microscopic Characterization of Polymers
Macromolecules
Most of the methods used for the microscopic characterization of emulsion poly-
mers in terms of their macromolecular composition, molecular weight and
crosslinking require the removal of water. For this reason the investigations are per-
formed on the dry polymer film or on freeze-dried samples. The methods employedare the standard techniques of polymer characterization [3436].
Some of the measurements are performed on solutions of the polymer in organic
solvents such as tetrahydrofuran or dimethylformamide. Because of their high mo-
lecular weight and their partial crosslinking, complete dissolution of an emulsion
polymer is often difficult (see Sect. 3.3.2), and the information that can be provided
by these methods is in such cases rather limited.
Chemical composition
The chemical composition of an emulsion polymer sample can for instance be de-
termined by Fourier transform infrared (FTIR) spectroscopy [37]. The measurementis performed on a polymer film. Quantitative analysis involves comparison of the
spectra obtained with those of standard calibration substances.
An alternative or complementary method is pyrolysis gas chromatography. In this
technique the polymer is rapidly heated causing depolymerization or decomposition
and the products are separated and detected gas chromatographically [34].
Polymer composition can also be determined by 1H and 13C NMR [38] on dilute
samples of the polymer in an organic solvent. NMR analysis also enables end group
analysis and to a limited extent monomer sequence studies (for example in terms of
triad distributions).
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
29/33
3.3 Polymer Films 69
In recent years there has been increased interest in using gradient HPLC tech-
niques, such as gradient polymer elution chromatography (GPEC [39]), for deter-
mining the compositional distribution of copolymers. The solubility gradient is cre-
ated by mixing a solvent in which the polymer dissolves well with one in which it
does not dissolve (the so-called non-solvent). The copolymer is dissolved in the good
solvent and then injected into the LC column with the non-solvent as eluent, with theresult that the copolymer precipitates at the entrance of the column. During gradient
elution, the amount of the good solvent in the eluent is gradually raised which leads
to the re-dissolution and fractionation of the copolymer.
Molecular weight
The determination of the molecular weight of the polymer is also carried out in or-
ganic solution. A simple method is to measure the intrinsic viscosity [] of the solu-
tion [34]. The measurement is normally made using a capillary viscometer and in-
volves recording the solution viscosity as a function of polymer concentration c and
then extrapolating the data to zero concentration (see ISO 1628-1). The dependenceof the intrinsic viscosity and the molecular weight, M, is given by the Mark-Houwink
equation:
(3-10)
where cis the polymer concentration, 0 the solvent viscosity and A and are quan-
tities which are constant at specified temperature for the solvent-polymer pair. Nor-
mally, the c 0 extrapolation is too involved for routine measurements. In such cas-es viscosity is only measured at one particular (low) concentration and used as a rel-
ative measure for the molecular weight of the investigated polymer.The Mark-Houwink equation (Eq. 3-10) assumes that the polymer in solution is
present in the form of random statistical coils. For a given molecular weight, branch-
ing and crosslinking in the macromolecule lead to a lower viscosity. In doubtful cas-
es, alternative methods of absolute molecular weight characterization (static light
scattering, density gradient analysis in an analytical ultracentrifuge, membrane os-
mometry, end-group analysis, and so forth) should be used for comparison purpos-
es [3436]. A modern alternative is that of matrix-assisted laser desorption ionization
mass spectrometry (MALDI MS [40]). In this technique the polymers are embedded
in a matrix made of a strong UV absorber which enables the unfragmented ioniza-
tion of the macromolecules by a UV laser pulse. Absolute molecular weight determi-nation is achieved in this mass spectrometer by time-of-flight measurement.
Because emulsion polymers are prepared by a radical polymerization process, the
molecular weight distribution (MWD) is generally quite broad. MWD is usually char-
acterized by gel permeation chromatography (GPC, also referred to as SEC, size ex-
clusion chromatography). GPC fractionates a polymer solution according to coil size
by passing it through a micro-porous gel with a defined pore size distribution [34]. In
addition to simple UV and refractive index detectors, other techniques such as FTIR
spectrometry and light scattering are now used to characterize the individual frac-
tions as they elute from the column. The latter two detectors enable both the chemi-
[ ] lim( )
=
=c c
AM0
0
0
1 c
-
8/22/2019 Characterization of Aqueous Polymer Dispersions
30/33
70 3 Characterization of Aqueous Polymer Dispersions
cal composition and the molecular weight of the individual polymer fractions to be
accessed directly.
Crosslinking
Internally crosslinked polymer particles (micro-gels) can be characterized by com-
paring hydrodynamic volumes and molecular weight. High molecular weights cou-pled with small hydrodynamic volumes indicate extensive crosslinking. The hydro-
dynamic volume is best accessed by viscosity measurements or dynamic light scat-
tering, while molecular weight can be determined by the density gradient analysis in
an analytical ultracentrifuge or by static light scattering.
Micro-gel fractions are a common feature of emulsion polymers because of intra-
particle crosslinking. On the other hand, interparticle crosslinking, which occurs af-
ter film formation, significantly reduces the solubility of the polymer film. In this lat-
ter case, crosslinking is characterized by performing swelling experiments in organ-
ic solvents.
Film and particle morphology
Polymer particles can be produced in a number of morphologies. Figure 3-15 shows
examples of structures that have been observed.
The morphology of the film, directly after its formation, will be determined by the
structure of the particles, but a significant restructuring of the phases can occur as a
function of time (leading for example to larger domains). The major technique used
to characterize particle and film morphology is transmission electron microscopy
(TEM), which is described below.
Other techniques are small angle X-ray and neutron scattering (SAXS [41] and
SANS [42]), atomic force microscopy (AFM, [43, 44]) and NMR spin-diffusion and
spin-relaxation techniques [45]. However these methods are not in widespread use
and their ability to characterize the composition, size, shape and superstructure ofthe domains is somewhat limited. The reader is referred to the literature for further
details.
Transmission electron microscopy
In transmission electron microscopy [46] the dry sample has to be transferred into
ultrahigh vacuum and is illuminated by a high-energy beam of electrons (for exam-
ple 100 keV). In an ideal case, a lateral resolution of around 1 nm is achievable.
Since sample preparation is rather involved, TEM is not a routine technique. In or-
der to examine individual particles, they have to be placed separately on