
Biografía del libertador simón bolívar o la idependencia de américa del sur

Capítulo 1
Introducción

1
1.1 SITUACIÓN ACTUAL DE LA PAJA TOQUILLA La paja toquilla (Carludovica palmata), es una de las principales fibras naturales que nos permite obtener productos del tipo artesanal a partir de ella, lo cual la convierte en una de las principales fuentes de desarrollo agro artesanal y más aun considerando que, actualmente las fibras naturales están recuperando espacio en el mercado mundial, debido a que son insumos ventajosos en sostenibilidad y protección del medio ambiente(1) , lo cual debería impulsar la investigación sobre las fibras naturales; sabiendo que desde los comienzos de las civilizaciones, los Productos Forestales No Maderables (PFNM); han sostenido el desarrollo de las artesanías locales. Según la FAO (2) Un ejemplo lo constituye la artesanía de paja toquilla aquí en Ecuador, las cuales han generado grandes exportaciones, provocando la generación de cerca de 2 000 talleres dedicados a la producción de sombreros, hechos artesanalmente, estos sombreros han sido desde finales del siglo IXX, uno de los rubros emblemáticos de las exportaciones ecuatorianas, llegando en la actualidad a conocerse en los 5 continentes(3).
Fig.1.- La paja toquilla en el Ecuador
Fibra de paja toquilla Artesanas tejiendo artesanías de paja toquilla
Sombrero de Paja Toquilla icono de las artesanía de exportación
Símbolo de calidad de los sombreros paja toquilla de exportación
No obstante esta actividad ancestral, esta tendiendo a desaparecer debido a que el artesano, no está recibiendo un rédito económico que le permita vivir dignamente(4) ni realiza su trabajo bajo condiciones de seguridad laboral, ni mucho menos con parámetros de control de calidad del producto final, lo cual esta conduciendo a la desaparición de la actividad toquillera en sectores que antes se dedicaban exclusivamente a ella como único medio de ingreso, como es el caso Montecristi, Pile y Jipijapa, en la Provincia de Manabí Y el sector aledaño a la Cordillera Chongón-Colonche en la Península de Santa Elena (Barcelona, Loma alta, El suspiro, Libertador Bolívar, Sinchal); todos estos sectores de la costa Ecuatoriana donde en antaño se encontraban los emporios de los tejedores de artesanías en paja toquilla , y donde actualmente se encuentran algunas de las últimas reservas de cultivos de la paja toquilla. En vista de que esta joya artesanal, que es el emblema a nivel internacional de las artesanías ecuatorianas, se esta convirtiendo en una artesanía en peligro de extinción; se han desarrollado varios ciertos proyectos, dirigidos a incentivar y reactivar la producción; fortalecer estrategias de comercialización, incluyendo la organización de gremios de productores de artesanías; lo cual derivó en que por iniciativa de CORPEI, se forme Asotoquilla, que es la Asociación del Sector Paja Toquilla del Ecuador. La misma que se creó con la finalidad de agrupar a los diferentes actores que están relacionados con el cultivo de la palma, preparación de la fibra, tejido, procesamiento y comercialización de productos elaborados con Cardulovica palmata(3). Sin embargo, no se han evaluado a fondo ni el proceso de

2
obtención de la fibra que es la materia prima de las artesanías; ni las propiedades de la fibra o las variaciones que sufren durante el proceso; es precisamente luego del análisis del proceso actual, que se encontró que el blanqueo a pesar es una etapa que da un valor económico agregado a la fibra, no se realiza constantemente debido a lo nocivo que resulta la utilización de vapores de azufre en el método actual, de aquí nace esta tesis de grado, que busca evaluar la aplicación de nuevos agentes blanqueadores (no tradicionales) y los efectos que estas aplicaciones, puedan causar en el ámbito social y económico de las personas relacionadas con esta actividad, y por que no, mejorar la calidad final de la fibra, y las condiciones de trabajo y vida de los artesanos dedicados a esta actividad, de manera que les permita recibir un mayor ingreso económico sin afectar la calidad final de la fibra. Las artesanías en el país se consideran muy importantes, debido a que ayudan a preservar la cultura y las tradiciones, contribuyendo al crecimiento de la economía del país, mientras generan ingresos de divisas generan empleo tanto de manera directa como indirecta; y tienen un enorme potencial sin desarrollar(4) . No obstante el sector de las artesanías a nivel del país se encuentra en crisis, debido a que los artesanos en su mayoría se debaten en la pobreza mas extrema, por lo que muchos de ellos están abandonado esta actividad; más aún con las malas infraestructuras, la falta de líneas de créditos para estos sectores; y las crisis económicas cuyos efectos en los sectores artesanales, han sido la disminución de la rentabilidad y de la inversión extranjera; lo cual está afectando al sector taquillero del país tanto en la producción como en la comercialización. 1.1.1 EL PROBLEMA La paja toquilla es una fibra muy importante en la economía del país; tanto en la economía global o macro economía, debido a las exportaciones de artesanías especialmente de sombreros de paja toquilla, donde los grandes artesanos y exportadores, según ecuadorexporta.org (5) despachan entre 1 000 y 1 500 sombreros semestralmente y en ocasiones mucho más, y en la micro economía, que abriga a los pequeños agricultores que se dedican a la producción de fibra; este es el caso de la comuna Barcelona en la Península de Santa Elena, en donde por varias generaciones su población se ha dedicado a la producción y el procesamiento de paja toquilla (6), convirtiéndose esta actividad en una de sus principales fuentes de ingresos. Dentro del proceso de obtención de esta fibra se encuentra la etapa del blanqueo, que tiene gran importancia, ya que una fibra con mejor color, adquiere mayor valor agregado, lo que significa mejores precios en el mercado, beneficiando así a la actividad y a los comuneros que se dedican a la obtención de la fibra. En la actualidad en esta etapa de blanqueado o “sahumado” se utilizan tanques de madera con azufre (7), en los cuales se ponen en contacto las fibras con los vapores de la combustión directa del azufre; lo cual es nocivo para la salud, debido a la alta toxicidad de los vapores del azufre, razón por la que la mayor parte de la fibra se comercializa sin blanquear; siendo esto un limitante para el incremento de los ingresos de los comuneros de la zona relacionados a esta actividad. Siendo esta etapa de tanta importancia para la agregación de valor a la fibra, surge la necesidad de encontrar un sistema de blanqueo no tradicional, que permita
3
obtener una calidad de fibra final óptima, sin arriesgar la salud de los comuneros dedicados a esta actividad, evitando que esta ancestral actividad desaparezca de la zona y ponga en peligro de extinción la elaboración de los mundialmente famosos sombreros de paja toquilla. 1.1.2 DIAGNOSTICO DEL PROBLEMA La paja toquilla (Carludovica palmata) es un producto no maderable de múltiple uso (7) y de gran importancia para varios grupos locales del Ecuador, que en algunos casos representa la fuente principal de sus ingresos. Este es el caso de la comuna Barcelona, ubicada en la Península de Santa Elena, Provincia del Guayas, donde la actividad toquillera, tiene más de 100 años de realizarse y generar conocimientos que representan parte del patrimonio intelectual de los comuneros, representando por los años 1900 el principal centro de producción y venta de este producto (6) , pero precisamente por tratarse de conocimiento ancestral de los comuneros no se cuenta con un desarrollo tecnológico, que permita optimizar el aprovechamiento de este recurso forestal; dentro la obtención de fibra ,hay etapas que con pequeños cambios en la metodología o materiales empleados, sin que esto signifique que el proceso se aleje de la artesanía; mejorarían la calidad del producto final; una de estas etapas, es la etapa del blanqueo. Actualmente esta operación representa un riesgo para la salud de los trabajadores, debido a la toxicidad de los vapores de azufre empleados, por lo que cada vez es menor la cantidad de fibra “sahumada” que se vende, y las pocas personas, que arriesgan su salud para obtener mayores ingresos, tienen que hacerlo durante la madrugada, a fin de disminuir al máximo el número de personas en contacto con los dañinos vapores que se desprenden de este proceso. Esta semi-restricción al proceso de blanqueo representa una disminución en los ingresos de los comuneros productores de fibra, pues un bulto de paja “sahumada” tiene costo muy superior al de uno de paja sin blanquear. Esta es otra de las razones para que poco a poco haya decaído la actividad taquillera en la zona, pues al disminuir la rentabilidad, se desencadenan otros efectos dejando a la comunidad sin ninguna fuente de ingreso (8). Por lo tanto el objetivo de esta tesis es evaluar la aplicación de otros agentes blanqueadores que permitan obtener fibras con tonalidades iguales y por que no, mejores que las obtenidas tradicionalmente mediante el “sahumado” sin afectar la salud de los trabajadores ni la calidad de la fibra. De esta manera toda la fibra que se comercialice será “blanqueada” y los comuneros mejorarán el proceso y sus ingresos; además, se podrán establecer patrones de referencia y control de calidad durante la etapa de blanqueo, que permitan optimizaciones continuas durante el proceso, a fin de asegurar un producto de calidad. Lograr una mejora en la etapa de blanqueo de la fibra, no solo disminuirá los efectos sobre la salud de los comuneros, sino también permitirá una reactivación productiva y económica, de esta zona. Es decir se permitirá un desarrollo tanto tecnológico, como social y humano de la comuna, que tiene en la paja toquilla, no solo una ancestral de actividad económica-cultural, en peligro de desparecer y la materia prima de una de las artesanías más famosas y admiradas en el mundo, que se tiene el deber histórico de preservar.
4
1.1.3. HIPÓTESIS Debido a la importancia del blanqueo, dentro del proceso de obtención de la fibra paja toquilla surge la necesidad de determinar un sistema de blanqueo que permita obtener una fibra de óptima calidad sin poner en riesgo la salud de los comuneros dedicados a esta actividad. Por estas razones se plantea el uso de Peróxido de Hidrógeno (agua Oxigena) y Cloro (hipoclorito de sodio), compuestos que se emplean industrialmente en el blanqueo de pasta de pulpa para papel y compararlos con el sistema tradicional (sahumado). Se han elegido estos agentes blanqueadores, debido a que para el proceso de blanqueo de las pastas mecánicas se acostumbra emplear peróxido de hidrógeno, que cambia la estructura química de la lignina alterando su color sin eliminarla(9). Y el cloro (gas de cloro, dióxido de cloro o hipoclorito), que retira la lignina de las pastas de papel; lo cual nos permitirá evaluar cual de las dos alternativas es aplicable para la paja toquilla, si la eliminación o la modificación de la lignina.
El estudio de las características físicas y químicas (composición química, resistencia mecánica y propiedades físicas, químicas) que permitirá comprender los efectos de los procesos de blanqueo en la calidad final de la fibra, abriendo caminos de normalización en la producción de fibras vegetales de alta calidad, sin que esto implique industrializar esta agro producción y mucho menos el desplazamiento de quienes desde hace mucho tiempo se han dedicado a esta actividad como única fuente de ingreso; esto implicará un intercambio provechoso de información a fin de que los productos que se obtengan sean de alta calidad, conservando el especial valor agregado de artesanía manufacturada. 1.1.4. METODOLOGÍA Este trabajo se realizará en el Laboratorio de Cromatografía del Instituto de Ciencias Químicas y Ambientales (ICQA -ESPOL), incluyéndose dentro del proyecto de investigación “Mejoramiento del proceso de producción de la fibra natural paja toquilla para la elaboración de sombreros y otras artesanías en la comuna Barcelona de la Península de Santa Elena” que cuenta con el auspicio y financiamiento del CONESUP y el apoyo del Programa para el Desarrollo de la Península de Santa Elena (PDPSE). Se realizarán las pruebas con los agentes blanqueadores seleccionados, hipoclorito de sodio y peróxido de hidrogeno (agua oxigenada) a distintas concentraciones y condiciones de acción (pH, temperatura, razón licor, presencia de agentes estabilizantes y tiempo) y se las comparará con las obtenidas mediante el sahumado tradicional con azufre; con la finalidad de encontrar un nivel de blancura que satisfaga los requerimientos de los artesanos dedicados a la producción de fibra paja toquilla, sin afectar la calidad de la fibra en lo referente a la textura, flexibilidad y resistencia. Dichas pruebas se realizaran “in situ”; es decir en la planta artesanal de la comuna Barcelona, para bosquejar las condiciones óptimas iniciales, que luego se optimizaran a nivel de laboratorio. Para la evaluación de los efectos de la acción de los agentes blanqueadores no tradicionales sobre la calidad de la fibra se efectuarán pruebas químicas, físicas y

5
mecánicas antes y después de los procesos de blanqueo a fin de compararlas con los resultados obtenidos para la fibra sometida a sahumado tradicional y sin sahumar. Las muestras de estudio serán proporcionadas por la Asociación de Toquilleros de la comuna Barcelona quienes evaluarán sensorialmente (tacto, flexibilidad, color-apariencia) las fibras luego del blanqueo no tradicional, comparándola con la fibra sahumada que se utilizará como patrón de referencia para el blanqueo.
Fig.2.- Mapa de la Península de Santa Elena (comuna Barcelona)
1.2 LA PAJA TOQUILLA EN LA ECONOMÍA NACIONAL. Los tejedores empezaron hace un más de un siglo, a ser parte activa de la economía mediante la elaboración de sombreros, cofres, joyeros, canastos y otro tipo de artesanías de paja toquilla. Sus manos han tejido por tradición, porque aprendieron de sus padres y éstos de sus abuelos. En la fabricación de sombreros de paja toquilla y otros adornos hechos con el mismo material, no se utiliza una tecnología industrial avanzada. El proceso de fabricación de sombreros y adornos es hecho de manera manual. Actualmente este producto artesanal vive dos realidades en el país, pues se produce en dos de sus regiones - costa y sierra -, por lo que se observan situaciones de diferente índole en cada una de ellas; pues en la costa se ha dejado de tejer en el mismo como se hacia anteriormente, hasta el punto de que ha dejado de ser un proveedor del producto artesanal terminado, y se ha convertido en simplemente un centro de distribución de materia prima (fibra vegetal) para la región austral, donde actualmente se encuentran los emporios del tejido de artesanías en paja toquilla, debido a que las cantidades de sombreros que se tejen, son muy superiores a las de la costa; y además de esto, se toma el tejido de los sombreros de Paja Toquilla como la actividad económica más importante y lucrativa, capaz de generar ingresos para las familias, y no como un ingreso más que ayude a mejorar la economía familiar(8). Para la gran mayoría de la población serrana que se dedica a tejer sombreros de Paja Toquilla, esta labor se realiza a cualquier hora del día, con la finalidad de entregar la mayor cantidad posible de artesanías, para así poder obtener más ingresos.El valor promedio que se paga por una campana de calidad regular a un tejedor no es mayor a dos dólares; pero este producto cuando ya tiene el proceso de blanqueado y planchado, puede llegar a tener un valor de treinta dólares en el mercado, así mismo, el precio de venta final podría llegar a los ciento veinte dólares, o incluso más.
6
Lo usual es que las artesanías se desarrollen de manera preferente en los lugares en donde se produce la materia prima, pero en este caso, debido a una fuerte crisis que afectó a las provincias del Azuay y Cañar en la segunda mitad del siglo XIX y en el XX, habitantes de esta región ubicada en la sierra, aprendieron el oficio y produjeron en cantidades muy grandes convirtiéndose en centros de exportación(10). De esta manera es como empezaron a formarse poblaciones enteras de tejedores de sombreros, que eran de diferente calidad y que abastecían la demanda generada. Los artesanos que se dedican a exportar un gran número de sombreros tienen a su haber un número considerable de tejedores, dependiendo del tamaño de su empresa y la cantidad de sombreros que exporte; sin embargo en Cuenca, a diferencia de Montecristi, Pile, Jipijapa y San Lorenzo hay empresas que tienen prensadoras es decir máquinas que dan la forma de la copa o casco, éstas prensadores traen las medidas de las copas, es decir las tallas de los sombreros. En Montecristi, y en otros lugares de Manabí como Jipijapa y Pile la obra es manual, se utilizan planchas (las antiguas planchas que son calentadas en fuego) para ir dándole la forma a la plantilla y a la falda del sombrero. Por otro lado, los exportadores de la provincia de Cuenca realizan este proceso de manera diferente. Ellos compran a las artesanas los sombreros dependiendo del tipo, modelo, calidad, cantidad y el tiempo que inviertan en la fabricación de sombreros. Aquí los intermediarios son los que más ganan, las tejedoras ganan cantidades irrisorias, siendo ellas las que tejen el sombrero. Después los intermediarios venden a los exportadores y estos los venden tanto en el mercado interno como externo, siendo este último mercado el que ofrece mayores ganancias. 1.2.1 COMERCIALIZACIÓN DEL SOMBRERO DE PAJA TOQUILLA Indudablemente, para que esta actividad siga viva, como hasta ahora, es indispensable generar ingresos a las personas que se dedican a la elaboración del sombrero. Por este motivo se explica brevemente cómo la venta de los sombreros se realiza, tanto a nivel nacional como internacional(8). 1.2.1.a COMERCIALIZACIÓN LOCAL Los artesanos comercializan toda su producción para mercado local. Dentro del mercado local se tiene también a los intermediarios o exportadores, mismos que negocian con poblaciones completas para adquirir los productos a un precio fijo muy inferior al que se da al público. Para la venta de toda la producción, se utilizan intermediarios entre los exportadores y el tejedor, con la finalidad de que se haga desde un inicio una preselección de sombreros que cumplan con los requisitos de calidad establecidos por los exportadores. Los sombreros de baja calidad son generalmente vendidos en mercados artesanales nacionales, donde la calidad no es lo más importante, sino su precio. Este fenómeno es el mismo que se ve en la venta de diferentes productos de exportación, tales como el banano, flores, camarones, entre otros(8).

7
Algunos sombreros de baja calidad también son exportados, pero a países donde se necesita masificar destinos turísticos, como por ejemplo Brasil, conocido internacionalmente por sus playas. En este país se venden muchos sombreros de Paja Toquilla, pero no con la finalidad de que el turista se lo lleve como recuerdo, sino para su uso durante su estadía. 1.2.1.b COMERCIALIZACIÓN INTERNACIONAL La venta de los sombreros en el exterior, y sobre todo en Europa y Estados Unidos, se realiza mayoritariamente a través de ferias internacionales, en estas ferias las empresas ecuatorianas que exportan los sombreros de Paja Toquilla, procuran vender el producto en un precio justo, de manera que se cubran los costos de participación y que además dejen una utilidad representativa para ellas. Definitivamente el precio de venta a los últimos intermediarios de los sombreros es bastante elevado en relación al costo real del producto, pero si se consideran los costos fijos de las empresas, los costos de transporte del producto hasta el consumidor y todos los rubros en los que se incurren por participar en las ferias mencionadas, se entiende por qué el precio de venta de los sombreros puede ascender desde los tres dólares (precio al que lo venden los tejedores) hasta los veinticinco dólares cada uno, precio al que lo compran los últimos intermediarios de la cadena. 1.3 ENFOQUE DEL PRODUCTO DESDE LA PERSPECTIVA MUNDIAL 1.3.1 INFORMACIÓN ARANCELARIA (Nomenclatura de clasificación) Para abarcar los datos de comercio exterior sobre paja toquilla para el presente estudio, se tomará como subpartidas las siguientes(11) :Pa rt
Cuadro1.- Subpartidas arancelarias de los productos de exportación elaborados con Paja toquilla ida CRIPCIÓN 1.3.2 OFERTA : (PRODUCCIÓN MUNDIAL) La producción mundial de paja toquilla se ha mantenido relativamente constante en los últimos 5 años pasando de 23,352.99 toneladas en el 2000 a 28,782.87 toneladas en el 2005. Los únicos años donde se registraron disminuciones fueron en

8
2002 y 2005 con un decremento de 8.88% y 2.80% respectivamente. Las toneladas producidas se mantienen por encima de 23,000,000 toneladas. La variación promedio del período 2000-2005 es 4.80%, siendo el 2004 el año que presentó mayor incremento (20.59%) con respecto al año anterior (11) . 1.4 PARTICIPACIÓN DEL ECUADOR EN LAS IMPORTACIONES
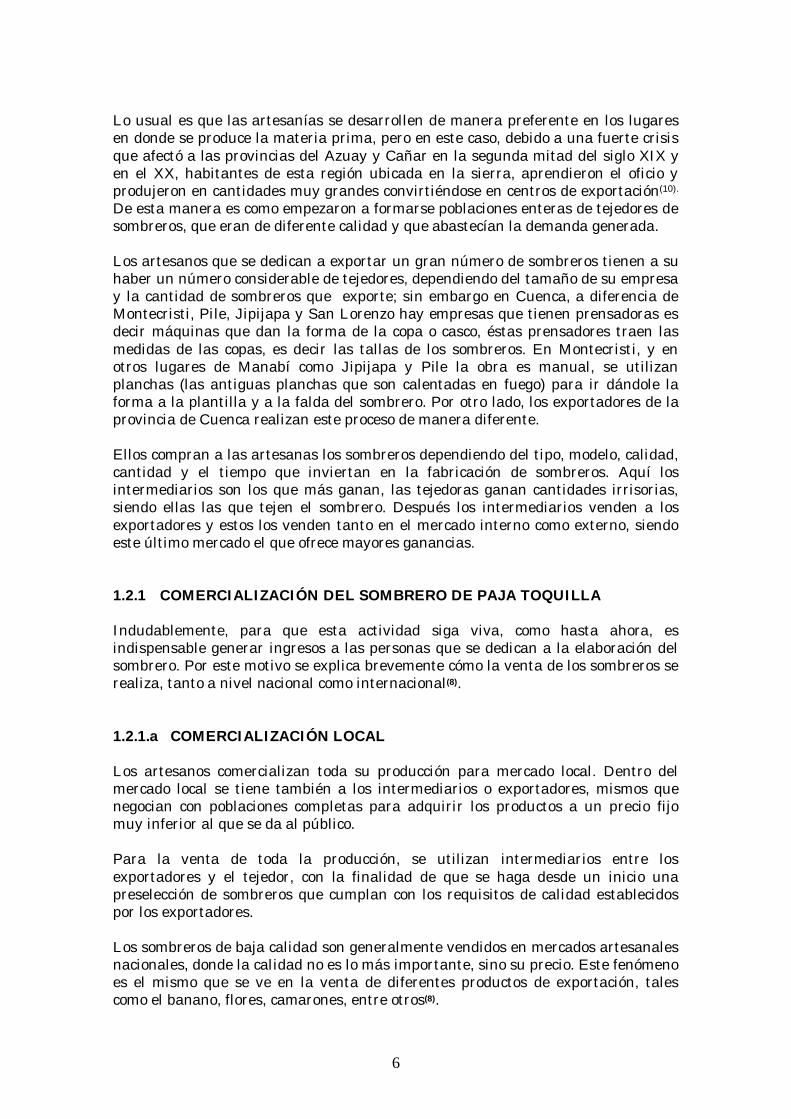
MUNDIALES Ecuador ocupa el puesto 77 entre 173 países que participaron en las importaciones mundiales de paja toquilla en el 2004. El porcentaje de participación ecuatoriano en éste contexto no alcanza el 1%. En este año Ecuador importó 540 mil dólares de un total de 2,010,674,000 USD CIF; lo cual en volumen representa 138 toneladas de un total de 229,054,065 toneladas. 1.4.1 EVOLUCIÓN DE LAS EXPORTACIONES ECUATORIANAS Los miles USD FOB generados por las exportaciones ecuatorianas de paja toquilla y sus manufacturas han mantenido una tendencia negativa durante el periodo 2001- 2003, no así en los dos próximos años 2004-2005 en donde se puede ver un crecimiento del 24% respecto al período 2003-2004 y un 10% en el período 2004- 2005. Los datos reflejan que el volumen exportado por Ecuador tuvo su punto máximo en el 2005 con un registro de 6,769.49 toneladas y un valor FOB de 3,534,130 de dólares(11) .
Fuente: Banco Central del Ecuador Elaborado por: CICO – CORPEI Cuadro 3.- Evolución de las exportaciones ecuatorianas de productos elaborados con Paja toquilla
Fuente: Food and Agriculture Organization Elaborado por: CICO – CORPEI Cuadro 2.- Oferta :Producción mundial de paja toquilla
9
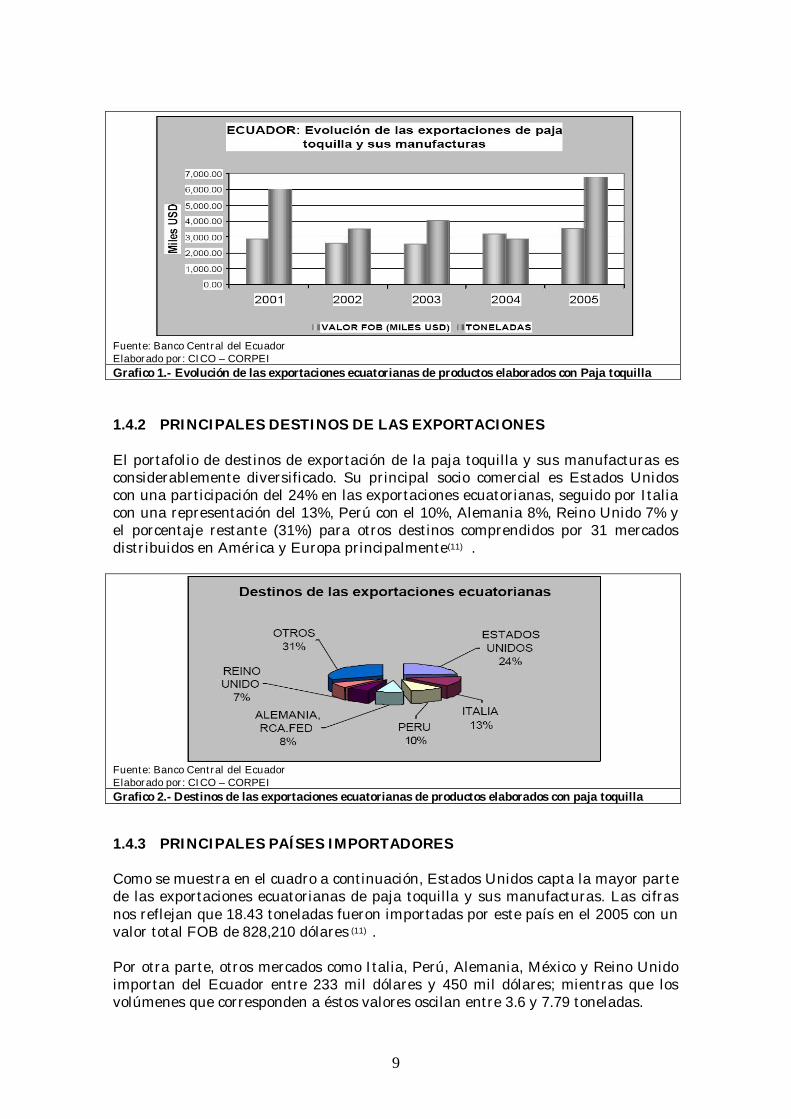
Fuente: Banco Central del Ecuador Elaborado por: CICO – CORPEI Grafico 1.- Evolución de las exportaciones ecuatorianas de productos elaborados con Paja toquilla 1.4.2 PRINCIPALES DESTINOS DE LAS EXPORTACIONES El portafolio de destinos de exportación de la paja toquilla y sus manufacturas es considerablemente diversificado. Su principal socio comercial es Estados Unidos con una participación del 24% en las exportaciones ecuatorianas, seguido por Italia con una representación del 13%, Perú con el 10%, Alemania 8%, Reino Unido 7% y el porcentaje restante (31%) para otros destinos comprendidos por 31 mercados distribuidos en América y Europa principalmente(11) .
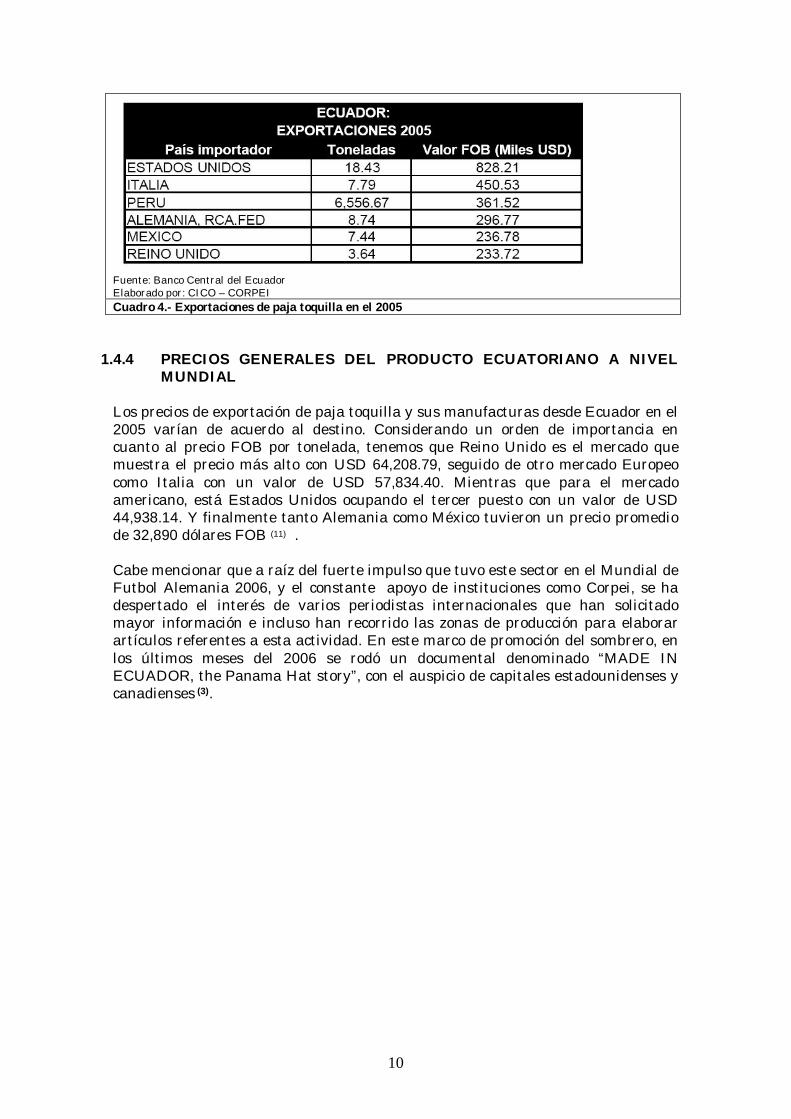
Fuente: Banco Central del Ecuador Elaborado por: CICO – CORPEI Grafico 2.- Destinos de las exportaciones ecuatorianas de productos elaborados con paja toquilla 1.4.3 PRINCIPALES PAÍSES IMPORTADORES Como se muestra en el cuadro a continuación, Estados Unidos capta la mayor parte de las exportaciones ecuatorianas de paja toquilla y sus manufacturas. Las cifras nos reflejan que 18.43 toneladas fueron importadas por este país en el 2005 con un valor total FOB de 828,210 dólares (11) . Por otra parte, otros mercados como Italia, Perú, Alemania, México y Reino Unido importan del Ecuador entre 233 mil dólares y 450 mil dólares; mientras que los volúmenes que corresponden a éstos valores oscilan entre 3.6 y 7.79 toneladas.
10
Fuente: Banco Central del Ecuador Elaborado por: CICO – CORPEI Cuadro 4.- Exportaciones de paja toquilla en el 2005
1.4.4 PRECIOS GENERALES DEL PRODUCTO ECUATORIANO A NIVEL
MUNDIAL
Los precios de exportación de paja toquilla y sus manufacturas desde Ecuador en el 2005 varían de acuerdo al destino. Considerando un orden de importancia en cuanto al precio FOB por tonelada, tenemos que Reino Unido es el mercado que muestra el precio más alto con USD 64,208.79, seguido de otro mercado Europeo como Italia con un valor de USD 57,834.40. Mientras que para el mercado americano, está Estados Unidos ocupando el tercer puesto con un valor de USD 44,938.14. Y finalmente tanto Alemania como México tuvieron un precio promedio de 32,890 dólares FOB (11) . Cabe mencionar que a raíz del fuerte impulso que tuvo este sector en el Mundial de Futbol Alemania 2006, y el constante apoyo de instituciones como Corpei, se ha despertado el interés de varios periodistas internacionales que han solicitado mayor información e incluso han recorrido las zonas de producción para elaborar artículos referentes a esta actividad. En este marco de promoción del sombrero, en los últimos meses del 2006 se rodó un documental denominado “MADE IN ECUADOR, the Panama Hat story”, con el auspicio de capitales estadounidenses y canadienses (3).

11
Capítulo 2
Generalidades sobre las fibras naturales

12
2.1 HISTORIA DE LAS FIBRAS NATURALES Se entiende por fibra a estructuras unidimensionales, largas y delgadas las cuales se doblan con facilidad y cuyo propósito principal es la creación de tejidos; su longitud es superior a su diámetro (que no suele ser superior a 0.05 cm.), están orientadas a lo largo de un solo eje. Tienen gran cohesión molecular, lo que les hace ser más fuertes que los plásticos (10). En la actualidad se ha desarrollado polímeros útiles como fibras debido a que tienen un alto grado de cristalinidad y fuerte interacción de cadenas adyacentes, esta orientación incremento la fuerza tensíl. Las fibras pueden dividirse en tres clases: fibras naturales, fibras celulósicas hechas por el hombre y fibras no celulósicas hechas por el hombre. Los primeros en dedicarse a ésta industria fueron los indígenas que trabajaban con pieles de animales(los cazadores). Los sedentarios que se dedicaban a la agricultura lo hacían con fibras vegetales como el henequén o el algodón y fibras animales como la lana. Más adelante se agruparon como artesanos y clasificaban el trabajo de acuerdo a su actividad artesanal. Las fibras naturales pueden ser de origen animal o vegetal. Las de origen animal tienen su inicio desde la época babilónica, sin embargo su verdadera utilización se presentó a principios de la edad de hierro, cuando se inventaron las tijeras para el corte de lana. En España se crió la raza de ovejas que da la lana más fina del mundo, la raza merino. Australia suministra un tercio de la lana hoy en día consumida en el mundo, para la industria de género de punto. También de la Llama, la Alpaca, la Cabra, el Conejo de angora, la Cabra de cachemira y del Camello se obtiene pelo para fabricar tejidos. Su caza excesiva ha colocado a la Vicuña, originaria de los Andes, en peligro de extinción. Las fibras de pelo de algunos animales de los que por lo general sólo se utilizan sus pieles, como el Visón y el Castor, se mezclan a veces con otros tejidos de pelo para fabricar hilos de lujo. El pelo de los caballos y de las vacas se usa para fabricar fieltro. También se hilan para utilizarlos en tapicería y en otras aplicaciones que requieren una larga duración.
Alpaca Oveja Camellos Hojas de plantas Tallos de plantas Fig. 3 Primeras fuentes de obtención de fibras naturales De otra parte el cultivo del gusano que se desarrolla en la morera, ha hecho que la china durante milenios haya poseído el monopolio de la seda, a pesar de que Europa importó la cría de gusanos de seda. La llanura del Po se desarrolló en la edad media para constituir zonas privilegiadas para el cultivo de la seda. Desde 1913 es Japón el principal proveedor de seda del mundo (10). La seda natural genuina figura entre los materiales mas apreciados en la industria textil. Los damascos, brocados y terciopelos de seda fueron años atrás prendas de privilegio. Hoy en día la seda natural disfruta del peculiar favor del mundo

13
elegante de las damas. Su importancia se debe a la extraordinaria longitud de la fibra, a la elevada resistencia a la rotura tanto en húmedo como en seco, a la finura y a su tacto característico. No obstante en muchas aplicaciones las fibras químicas compiten fuertemente con la seda natural En cuanto a las fibras vegetales sabemos que Durante milenios, la población rural y las comunidades residentes en los bosques han obtenido su subsistencia de los bosques, sobre todo por la recolección y uso de productos forestales no madereros
(12). De ahí que las fibras vegetales han formado parte de la historia del hombre desde las prendas que se utilizaban para vestirse hasta la elaboración de artefactos, o implementos tejidos tales como cestas, esteras, sacos, bolsos, redes, entre otros. Con la revolución industrial y el invento de la máquina de coser se hicieron grandes adelantos en ésta área, aparecieron las industrias dedicadas a la elaboración de prendas por tallas y hasta nuestros días es un negocio imparable. El sector textil no abarca solamente la fabricación de tejidos, el diseño de prendas y su confección. Una poderosa ingeniería textil se ocupa de investigar en el diseño de tecnología que perfeccione el hilado de la fibra, con mayor producción, más calidad y menos coste; se ocupa también en la investigación sobre materias primas que, siendo abundantes (como los hidrocarburos), son susceptibles de transformaciones tales que con ellas pueden obtenerse fibras textiles de un bajo coste y de alta calidad. La industria de las fibras textiles, va a pasos agigantados ofreciéndonos variedad de diseños, hermosos materiales que se adaptan a las formas y mejor calidad. Actualmente, y dentro del contexto internacional, las fibras naturales recuperan espacio en el mercado mundial como insumos ventajosos en sostenibilidad y protección del ambiente. Precisamente los intereses o preferencias ambientales de la sociedad están creando un nuevo concepto de mercadeo global, con énfasis en la disminución del deterioro del planeta, y en la innovación de las tecnologías de cultivo, procesamiento y aplicación. Ante el nuevo panorama mundial de apertura de los consumidores a la utilización de las fibras naturales, es necesario impulsar su cultivo, transformación, uso y comercialización; así tenemos por ejemplo entre las nuevas aplicaciones de las fibras; la generación de plásticos inteligentes que permiten el paso de gases, así como plásticos biodegradables para proteger el ambiente. Algunas fibras verdes como el lino, algodón, jute, sisal, kenaf y fibras de plantas aliadas, que han sido usadas desde hace más de 6000 años a.c., empiezan ya a utilizarse como materia prima no solamente para la industria textil, sino también para compuestos modernos eco-amigables usados en diferentes áreas de aplicación como materiales de construcción, tableros de partículas, tablas de aislamiento, forraje y nutrición, cosméticos amigables, medicina y recursos para otros bio- polímeros y “químicos finos”. No causan ningún efecto perturbador en el ecosistema, pueden ser cultivados en zonas climáticas diferentes y reciclan el anhídrido carbónico para la atmósfera de la Tierra. (1)
Fig. 4.- Nuevas aplicaciones de las fibras naturales

14
En el área de materia prima para textiles, pulpas celulósicas, biocompuestos, y otras industrias relacionadas, nos toca la responsabilidad de evitar el peligro de una pérdida del equilibrio ecológico, sobre el cual ya ha advertido el Instituto de Tecnología de Massachusetts. En el caso de las fibras de corteza, los nuevos retos platean un ingente trabajo en progreso y desarrollo. Estas fibras constituyen espléndidos polímeros. Ellos deben ser extraídos de plantas, limpiados, refinados y modificados. Un factor importante lo constituyen las expectativas de la población frente al consumo y demanda de fibra natural. Aún si consideramos que no podemos predecir el futuro con exactitud, este es lo suficientemente alarmante como para exigirnos buscar recursos alternativos, principalmente fibras que ofrezcan salud, y confort. Se espera que la producción de estas fibras alcance un nivel de 38 a 40millones de toneladas al año a mediados del próximo siglo. Esa demanda deberá satisfacer el incremento de la producción de algodón en 22 millones de toneladas por año; el resto se suplirá con celulosas hechas por el hombre o fibras de corteza, modificada y modernizada. Aquí tenemos la primera “luz verde” para la expansión del uso de fibras verdes en textiles para ropa saludable y cómoda, que,, una vez usada y desechada, será completamente reciclable, biodegradable, y nutrirá las próximas plantas y las próximas generaciones de personas(1) . Por todo lo anteriormente expuesto podemos concluir que las fibras no solo que han estado desde el comienzo de las civilizaciones formando parte de la vida cotidiana del hombre, sino que también tiene un futuro prometedor, tanto en el mercado de los productos terminados; como en el desarrollo agro forestal, de los sectores rurales que paradójicamente son los más relacionados con ellas pero los menos beneficiados, económicamente hablando; de ahí que hay que tomar conciencia en lo importante que será para el biodesarrollo comunitario, de países que se encuentran beneficiados por sus características geográficas, y que tienen en las fibras naturales un nicho de mercado y tecnología, que puede ser complementado con los conocimientos ancestrales de los artesanos y campesinos de las áreas cercanas a los bosques, mediante capacitación y optimización de los procesos, y de los mismos artesanos; sin convertir estos procesos en grandes y sofisticados procesos industriales. Estas mejoras no solo deben de enfocarse en el sector de la comercialización, que es muy útil en cuanto a la mejora en la negociación apertura de mercados, adquisición de conocimientos que les permitan administrar el negocio de las artesanías; y deberían tratar de rescatar los conocimientos adquiridos durante toda la vida por los maestros artesanos; mientras se desarrollan un producto que tenga como valor agregado el hecho de ser hecho a mano, corvintiéndolos a su vez en piezas únicas y exclusivas ; con un elevado valor cultural, artístico ; desarrollando aún más las capacidades y habilidades manuales y creativas de nuestros artesanos, lo cual les permita ser mejor remunerados.
Fig.5.- Maquinaria empleada en sector textil de las fibras naturales

15
2.2 CLASIFICACIÓN DE LAS FIBRAS. Existen dos tipos de clasificación de las fibras; las cuales están muy relacionadas entre si; pues todas básicamente las separan según su origen; aunque en un caso se lo hace directamente según la fuente de la cual provengan; en la otra clasificación se lo hace más por las características químicas propias de cada fibra, las cuales obviamente están relacionadas con su origen. Asi tenemos las siguientes clasificaciones:
Según la fuente de donde provengan : Las cuales se dividen en:
Naturales, son las de origen vegetal , animal y mineral o inorgánico; mohair, seda, algodón , yute, asbesto, amianto, entre otras.
Artificiales, que son fruto de la investigación del ser humano, y
provienen básicamente del petróleo y gas natural, como el polipropileno, polietileno, dracón, rayón, nylón, entre otras.
Según las características químicas, se dividen en:
Celulósicas; que son las vegetales, tanto naturales como reprocesadas Proteinicas; que son las animales, que provienen generalmente de la
lana, pelos y sedas. Sintéticas, son las obtenidas artificialmente, que se emplean solas o
con mezclas y que se derivan tanto de los minerales como de los compuestos químicos
Fig.6 .- Clasificación de las fibras.

16
2.2.1 FIBRAS NATURALES Son las extraídas de la naturaleza mediante procedimientos físicos o mecánicos, sus usos son legendarios y de altísima aplicabilidad dentro de la agricultura, ambiente, farmacéutica, cordelería, empaques, aglomerados, construcción, decoración, artesanías, industria automotriz, textiles, confecciones, papel, aseo y otros usos como combustible, aislante térmico, entre otros, y abarcan las fibras animales (proteicas), tales como lana, mohair, seda. Las fibras vegetales (celulósicas); entre las cuales tenemos algodón fino, yute; las cuales son polímeros de celulosa. Y las Fibras inorgánicas como el asbesto, amianto. 2.2.1.a Fibras de Origen Animal Las de origen animal tienen su inicio desde la época babilónica, sin embargo su verdadera utilización se presentó a principios de la edad de hierro, cuando se inventaron las tijeras para el corte de lana. Desde un punto de vista químico, las fibras de origen animal son proteínas resistentes a la mayoría de los ácidos orgánicos. También resisten, en unas condiciones determinadas, la acción de ciertos ácidos minerales como el ácido sulfúrico (H2SO4). Por el contrario, las bases o álcalis poco agresivos pueden dañar las fibras proteínicas y los álcalis fuertes como el hidróxido de sodio (NaOH) pueden disolverlas por completo. Los blanqueadores que contienen cloro también pueden dañarlas (el hipoclorito líquido no debe usarse nunca con lana ni seda). Si se utilizan sin diluir, dañan las fibras e incluso pueden disolverlas por completo. Se clasifican en Fibras de folículos pilosos como La lana (oveja, alpaca, vicuña, camello, cabra angora, llama, guanaco) y de glándulas sedosas como la seda que se extrae de las larvas del gusano de seda. La estructura y comportamiento de las fibras animales o proteinicas, ( lana, pelo animal, y seda natural), las caracteriza como aluminoides. Su sensibilidad a los álcalis, es mucho mayor que en las fibras celulósicas; todas las fibras proteínicas poseen un poder aislante del calor superior al de las fibras celulósicas (13). Entre las fibras animales se destaca la lana de ovejas, empleada particularmente para la elaboración de prendas y artículos contra el frío. En la actualidad se emplean mucho las mezclas de lanas con fibras sintéticas (nylon y poliéster) y con fibras celulósicas (13).
Gusano de seda y fibra obtenida de ella Ovejas y lana obtenida de ellas
Fig.7 .- Principales fibras animales

17
En la industria textil, se emplean a menudo otras fibras de origen animal, tales como el pelo de camello, y la seda; esta última es muy apreciada y data desde siglos atrás, se obtiene a partir de la fibra producida por el llamado “gusano de seda” , cuyo cultivo y producción ha tenido una amplia tradición en china. Y actualmente se ha extendido a varios piases a nivel mundial. 2.2.1.b FIBRAS DE ORIGEN VEGETAL Las fibras vegetales son principalmente de celulosa, que, a diferencia de las proteínas de las fibras de origen animal, es resistente a los álcalis. Estas fibras son asimismo resistentes a la mayoría de los ácidos orgánicos, pero los ácidos minerales fuertes las destruyen. La utilización incorrecta de la mayoría de los blanqueadores puede debilitar o destruir estas fibras. Estas fibras tienen como componente base la celulosa, y las largas y variables moléculas de celulosa no se encuentran ordenadas al azar, sino que forman fibrillas, cuyas moléculas están en su mayor parte orientadas en el sentido del eje de la fibra, esta ordenación se encuentra en las zonas cristalinas de la celulosa(13). Las fuerzas intermoleculares originan una reticulación irreversible y por consiguiente, una estabilización del estado existente (13). Como resultado de esta característica, la presencia de humedad produce un estado hinchado de la celulosa. En la reticulación en seco se deshincha la celulosa debido al proceso de secado; por el contrario, en la reticulación en mojado, se produce un estado de hinchamiento y se facilita la deformación del tejido(13). Esto explica el notorio encogimiento y arrugamiento que se suele producir en los tejidos celulósicos. Las fibras de origen vegetal tienen muchas aplicaciones en la industria del papel. El algodón y el lino son la base de algunos papeles rugosos de calidad, mientras que las gramíneas, el cáñamo, el yute y el cáñamo de Manila se utilizan para fabricar papeles de embalaje y otros de menor calidad. El papel de los periódicos y el papel de tipo kraft se fabrican con fibra de madera tratada químicamente. Con fibra de madera y bagazo (la fibra de la caña de azúcar), y mediante un proceso similar al de la fabricación del papel, se obtienen tableros para la construcción(10) .
Algodón yute sisal Paja toquilla
Fig.8 .- Principales fibras vegetales Las fibras naturales de origen vegetal se dividen en dos grandes grupos: las blandas, que son básicamente de la corteza o fruto de plantas, como el lino, algodón, coco, damagua, entre otras; las duras, que tienen su origen en las hojas, como la cabuya, abacá, piña, palmas, entre otras(1) . De esta apreciación nace otro tipo de subdivisión, según de que parte de las plantas se obtenga la fibra, asi tenemos:
18
De Fibras de Semilla. Aquí un ejemplo claro es el algodón. Una fibra que está pegada a la semilla del algodón. Fibra de tallo: Son las que se sacan del tallo de las plantas mediante un proceso especial. Aquí podemos clasificar al lino, yute, ramio. Fibras de Hoja: Son las fibras que se extraen de las hojas de las plantas como el abacá y el sisal; en este grupo también se encuentra la paja toquilla. Fibras de fruto: La que más ha adquirido importancia es la fibra de coco. El algodón ocupa el primer lugar ente las fibras celulósicas, pues tiene gran valor y demanda en el mercado, a pesar del desarrollo de todas las demás fibras en especial las sintéticas que presentan características muy similares y en ciertos casos hasta mejores y tienen un menor costo. En cuanto alas demás fibras vegetales le siguen en importancias aquellas que provienen de los tallos, y hojas, tales como el kenaf, el ramio, la paja toquilla, todas estas debido a su utilización en artesanías cestos canastas esteras, petates, muebles, etc.;
Cáñamo: Procedente de la planta Cannabis sativa, pariente de la narcótica Cannabis indica, o marihuana. Ha sido durante siglos el material más fiable para usos náuticos y el único material disponible en alpinismo hasta la aparición de las cuerdas sintéticas. Sus cualidades más destacadas son una excelente resistencia a la tracción y a la abrasión. Por otra parte, son cuerdas pesadas, de escasa elasticidad (lo que las hace adecuadas para la navegación a vela y poco adecuadas para montañismo) y fácilmente putrescibles, por lo que muchas veces se tratan con alquitrán u otros productos.
Manila: Se denomina así por proceder del abacá (Musa textilis), planta tropical de la familia del platanero, ampliamente cultivada en Filipinas. Es muy resistente, no tanto como el cáñamo y tiene sobre éste la ventaja de no pudrirse. Su principal uso es en el amarre de grandes barcos.
Sisal: Es una fibra procedente del agave (Agave sisolana), planta crasa de zonas áridas, de la que en México se obtienen también el pulque y el tequila. Es menos resistente que las anteriores.
Coco: La fibra de coco (Cocis nicifera) se obtiene de la cubierta exterior del fruto (nuez de coco), de esta conocida palmera tropical. Las cuerdas hechas con fibra de coco son bastas, ásperas al tacto y medianamente resistentes
2.2.1.c FIBRAS DE ORIGEN MINERAL La fibra de vidrio es la única fibra de origen inorgánico (mineral) que se utiliza a gran escala en los tejidos corrientes. Se ha descubierto que la fibra de amianto, que se empleaba en el pasado en aislamientos y protecciones ignífugas, es cancerígena. Para la fabricación de gasa se utiliza alambre fino de metal, mezclado con fibras orgánicas que forman un patrón determinado. Sin embargo, la mayoría del hilo metálico consiste en tiras delgadas de hoja de metal similares al espumillón. Para conseguir más resistencia, las hojas de metal se intercalan con capas delgadas o película de plástico. Otros hilos metálicos están formados por un núcleo de algodón rodeado de una tira delgada o una hebra de metal cubierta por una sustancia

19
viscosa e impregnada de polvo metálico. El material aislante llamado lana de roca es una sustancia fibrosa hecha de viruta de fresadora, piedra caliza o roca silícea(10) Una fibra que revolucionó el mundo por su resistencia y aplicabilidad en los productos de fribrocemento (eternit) es el asbesto; lamentablemente, sus efectos cancerígenos han hecho que se prohíba en muchos lugares del mundo.
Asbesto en estado mineral y la fibra obtenida
Fibra de vidrio Lana de roca Fibrocemento
Fig.9 .- Principales fibras minerales 2.2.2. FIBRAS ARTIFICIALES Son fibras hechas de polímeros sintetizados a partir de elementos químicos o de compuestos desarrollados por la industria petroquímica. Se diferencian unas de otras por los elementos químicos con las que son elaboradas. En nuestros días las fibras sintéticas obtenidas a partir del petróleo, la hulla y otros componentes ácidos ocupan el primer lugar en la industria textil, por su menor costo y sus excelentes propiedades. Se ha logrado emplearlas solas o en mezclas con algodón o lanas. Sin embargo aún les falta alcanzar al algodón y la lana en ciertas propiedades como los efectos antialérgicos, frescura y absorción que posee el algodón; y la protección contra el frío típica de la lana (13). Las fibra minerales o sintéticas, por su forma de elaboración y orígenes se dividen en las siguientes clases: Poliéster (PES), Poliamida (PA), Poliacrílicas (PAC), acrílicas (AC), modacrílicas, polivinílicas, polipropilénicas, polipropilénicas, elásticas de poliuretano, triacetato, acetato, texturizadas, metálicas y fibra de vidrio. Las fibras hechas de polímeros sintetizados a se diferencian unas de otras por los elementos químicos con las que son elaboradas y entre sus principales propiedades tenemos: -Sensibilidad al calor. -Resistentes a agentes químicos. -Estabilidad en el color. -Son muy ligeras de peso. -Resistentes a la luz solar. -Se cargan fácilmente de electricidad. -Resistente a las polillas. -Absorben poca agua. -Se arrugan difícilmente y presentan recuperación al arrugado .-Problemas de Pilling. -Afinidad con los aceites y grasas. -Resistencia a la tracción y la abrasión.

20
Las principales fibras sintéticas que se utilizan comercialmente son:
Poliamidas: (Nylon o nailon): Sus cualidades más destacadas son su gran resistencia y su elasticidad, por lo que puede absorber cargas repentinas sin romperse. En el lado negativo, el nylon es sólo medianamente resistente a la abrasión y es dañado por la luz solar y los agentes químicos. El nylon se usa ampliamente en cuerdas para deportes de riesgo y en los sedales de pesca. Conocido como Nylon 6.6 que es lo mismo que Perlon T(Alemania), Ducilo(Argentina) o Anid(España).
Poliésteres: (Dacrón): Este material se caracteriza por buena resistencia a la tracción combinada con una baja elasticidad, por lo que es adecuado para la navegación a vela (tensado de drizas y escotas, esto es, los cabos que sujetan las velas). Las cuerdas de poliéster son bastante resistentes a la luz solar, a la intemperie y a los productos químicos.
Se comenzaron a desarrollar desde los años 1928 y 1932, los primeros trabajos de fibras de poliéster a base de carboxílicos y di alcoholes. En 1941 se obtuvieron las primeras fibras utilizables, partiendo del etilenglicol y del ácido treftalico. En la actualidad cada vez se presentan en el mercado un mayor número de fibras de poliéster de estructura molecular modificada, y su producción se da a nivel mundial de ahí que dependiendo del lugar donde se produzca variará el nombre con el que se las conoce comercialmente, así tenemos que se llame Dacrón o Fortrel (USA), Tergal(Francia), Tetoron o Toyobo (Japón), Violen o Trevira (Alemania) , entre otros.
Polietileno: Es la más débil de las fibras sintéticas, poco elástica y de difícil manejo, ya que tiende a escurrirse entre las manos y, debido a su rigidez, los nudos no se retienen bien. Es resistente a los ácidos y flota, por lo que es empleada, en usos secundarios, en náutica.
Aramidas (Kevlar): Son las fibras más fuertes (resistencia similar a la del acero del mismo grosor). Las cuerdas de Kevlar son poco elásticas y son usadas en náutica en sustitución de las de Dacrón aunque, a causa de su elevado precio, principalmente en embarcaciones deportivas de élite, donde el peso de las cuerdas es un factor esencial. Las cuerdas fabricadas con kevlar con muy resistentes al calor y sensibles a la degradación por la luz solar.
Polipropileno: Es resistente a la acción de los productos químicos, a la luz solar y a la abrasión. No es una fibra muy elástica, aunque sí resistente y también flota, por lo que es empleada en rescates y otros usos náuticos y también en camping y usos domésticos e industriales. Las cuerdas hechas de este material, no absorben humedad.
Polivinilos: Conocida comercialmente como Acrilan y Orlon en USA, Crylor (Francia). Poliuretanos: Base de la fibra SPANDEX, llamadas también elásticas o elastoméricas. Conocidos comercialmente como Lycra.

21
Otras fibras sintéticas: Poliolefinas, acrílicos (se utiliza mucho mezclada con fibras naturales), clorofibras, elastano, elastodieno, fluorofibras, modacrílicas, trivinil, vinilal, policarbonato Dentro de este grupo de fibras sintéticas, tenemos también a las fibras celulósicas regeneradas químicamente; las cuales a pesar de que su origen es vegetal, no son hiladas como el algodón, sino transformadas mediante procesos químicos en hilazas; llevan diferentes nombres, tales como rayón, rayón viscosa, etc. Estas son fibras cuyas materias primas provienen de la Naturaleza, pero que han sido tratadas por el hombre. La madera del árbol de pino es muy usada para estos fines, aunque el rayón puede fabricarse con otras clases de material leñoso, inclusive del bagazo de caña. El proceso mediante el cual se obtiene se basa en que el material leñoso, se somete a procesos de disolución con sosa cáustica, posteriormente se le adicionan ácidos y otros componentes hasta desintegrar el material convirtiéndolo en hilazas. Al finalizar la transformación estas hilazas son introducidas por alta presión en conductos u orificios cuyo diámetro varia, dependiendo del grosor que se le quiera dar al hilo, así como de la elasticidad o suavidad. 2.3. IMPORTANCIA DE LAS FIBRAS VEGETALES Las fibras de origen vegetal son principalmente de celulosa, que, a diferencia de las proteínas de las fibras de origen animal son resistentes a los álcalis y a la mayoría de los ácidos orgánicos, pero los ácidos minerales fuertes las destruyen (10). Desde el punto de su estructura las fibras vegetales se clasifican en cuatro tipos principales. En primer lugar las fibras de semillas, que forman el pelo suave que envuelve las semillas de algunas plantas. El segundo tipo es el de las fibras de líber, las fibras fuertes que crecen entre la corteza y el tallo de muchas plantas dicotiledóneas. Las fibras vasculares son las fibras fuertes que se encuentran en las hojas y en los tallos de las monocotiledóneas, y el cuarto tipo es el constituido por los tallos completos de algunas gramíneas. Las fibras de origen vegetal tienen muchas aplicaciones en la industria del papel. El algodón y el lino son la base de algunos papeles rugosos de calidad, mientras que las gramíneas, el Cáñamo, el Yute y el Cáñamo de Manila se utilizan para fabricar papeles de embalaje y otros de menor calidad. El papel de los periódicos y el papel de tipo Kraft se fabrican de madera tratada químicamente con fibras de madera y bagazo de Caña de Azúcar y mediante un proceso similar al de la fabricación del papel, se obtienen tableros para la construcción. Las plantas utilizadas se conocen desde la antigüedad, cuando el hombre necesitó cubrir su cuerpo para protegerse de los factores ambientales adversos. Primero fueron las plantas silvestres las que usó cuando observó que ellas ofrecían la posibilidad de sacarles fibras; luego las cultivó, seleccionó las más eficientes y mejoró las formas y equipos para hacer tejidos. Sin embargo al

22
crecer la industria petroquímica de los plásticos, las fibras procedentes de los vegetales ceden más el puesto a las sintéticas y pueden ser duras o blandas.
2.3.a. FIBRAS DURAS: son las fibras de hojas de Monocotiledóneas. Cada fibra es un cordón fibroso o un haz vascular con las fibras asociadas. Los cordones tienen generalmente un curso largo y recto con muy pocas y débiles anastomosis. Las fibras tienen un alto contenido de lignina y son de textura rígida. Entre ellas están el sisal, fique, la abacá, la paja toquilla
sisal Abacá Paja toquilla
Fig. 10 .- Algunas de las principales fibras duras
2.3.b. FIBRAS BLANDAS: son las fibras floemáticas de tallos de Dicotiledóneas, que pueden estar más o menos lignificadas, pero son suaves, elásticas y flexibles. Los cordones de fibras del floema forman una red donde no se individualizan los distintos grupos. Ejs.: lino y ramio, cañamo.
Ramio Cáñamo Lino
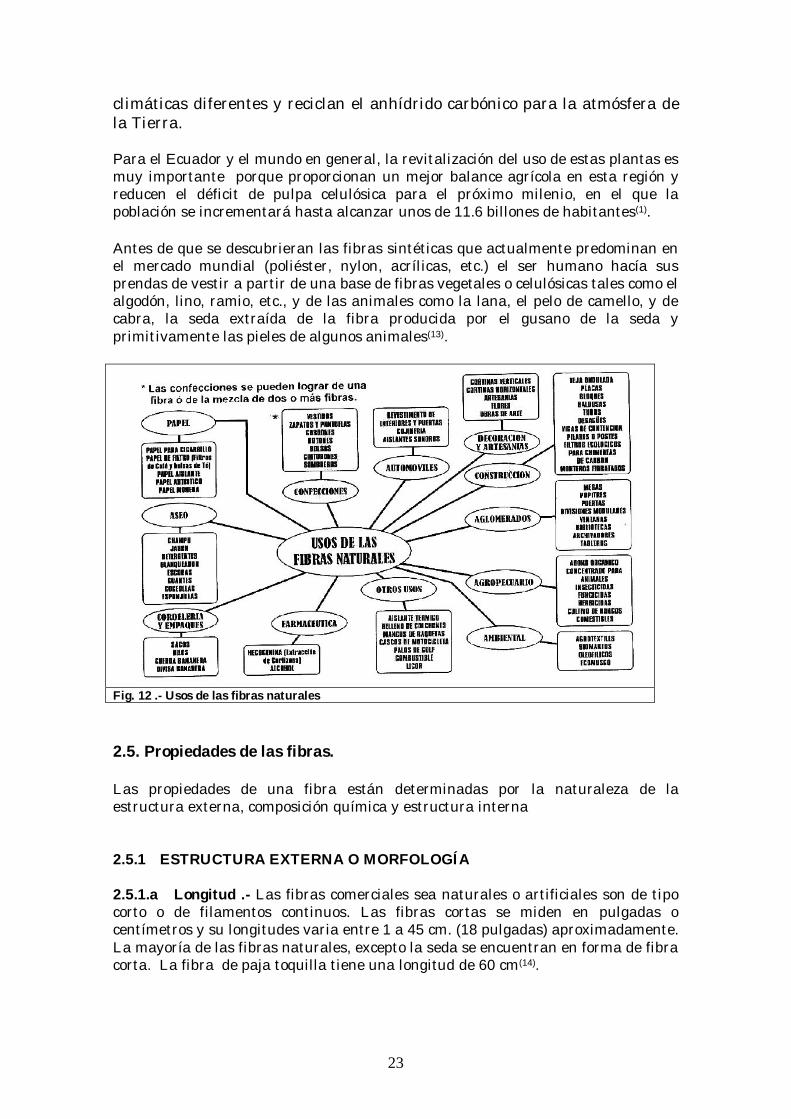
Fig. 11 .- Algunas de las principales fibras Blandas 2.4 USOS DE LAS FIBRAS NATURALES Los usos de las fibras naturales son legendarios y de altísima aplicabilidad dentro de la agricultura, ambiente, farmacéutica, cordelería, empaques, aglomerados, construcción, decoración, artesanías, industria automotriz, textiles, confecciones, papel, aseo y otros usos como combustible, aislante térmico, entre otros. Algunas fibras verdes como el lino, algodón, jute, sisal, kenaf y fibras de plantas aliadas, que han sido usadas desde hace más de 6000 años a.c., empiezan ya a utilizarse como materia prima no solamente para la industria textil, sino también para compuestos modernos eco-amigables usados en diferentes áreas de aplicación como materiales de construcción, tableros de partículas, tablas de aislamiento, forraje y nutrición, cosméticos amigables, medicina y recursos para otros bio- polímeros y “químicos finos”. No causan ningún efecto perturbador en el ecosistema, pueden ser cultivados en zonas
23
climáticas diferentes y reciclan el anhídrido carbónico para la atmósfera de la Tierra. Para el Ecuador y el mundo en general, la revitalización del uso de estas plantas es muy importante porque proporcionan un mejor balance agrícola en esta región y reducen el déficit de pulpa celulósica para el próximo milenio, en el que la población se incrementará hasta alcanzar unos de 11.6 billones de habitantes(1). Antes de que se descubrieran las fibras sintéticas que actualmente predominan en el mercado mundial (poliéster, nylon, acrílicas, etc.) el ser humano hacía sus prendas de vestir a partir de una base de fibras vegetales o celulósicas tales como el algodón, lino, ramio, etc., y de las animales como la lana, el pelo de camello, y de cabra, la seda extraída de la fibra producida por el gusano de la seda y primitivamente las pieles de algunos animales(13).
Fig. 12 .- Usos de las fibras naturales 2.5. Propiedades de las fibras. Las propiedades de una fibra están determinadas por la naturaleza de la estructura externa, composición química y estructura interna 2.5.1 ESTRUCTURA EXTERNA O MORFOLOGÍA 2.5.1.a Longitud .- Las fibras comerciales sea naturales o artificiales son de tipo corto o de filamentos continuos. Las fibras cortas se miden en pulgadas o centímetros y su longitudes varia entre 1 a 45 cm. (18 pulgadas) aproximadamente. La mayoría de las fibras naturales, excepto la seda se encuentran en forma de fibra corta. La fibra de paja toquilla tiene una longitud de 60 cm(14).

24
2.5.1.b Diámetro, calibre (denier y tex).- El calibre de la fibra tiene relación con la sensación al tacto de una tela o un tejido. Las fibras largas son rígidas y ásperas, y resistentes al arrugamiento. Las fibras finas dan suavidad y facilitan los dobleces. Las fibras naturales están sujetas a irregularidades en su crecimiento y por lo tanto no son de tamaño uniforme. La finura de una fibra se mide en denier y tex. El denier es el peso en gramos de 9000 m de una de un hilo o fibra mientras que el tex es el peso en gramos de 1000 m. En este sentido 1 tx equivale a 9 denier(14).. 2.5.1.c Forma de la sección transversal.- La forma es importante por lo que se refiere al lustre, volumen, cuerpo, textura, tacto y sensación que produce un tejido. Pueden ser redondas, de hueso, triangulares, lobulares, en formas de fríjol, planas o semejantes a pajillas huecas, como se aprecia en la Figura 13(14).
Fig..13.- Secciones transversales típicas y contorno de las fibras 2.5.1.d Rizado El rizado en las fibras se refiere a las ondas, quiebres, rizos, o dobleces a lo largo de la longitud de la fibra. Este tipo de ondulación aumenta la cohesión, resiliencia, resistencia a la abrasión, elasticidad, volumen y conservación del calor. También aumenta la absorbencia y la comodidad al tacto de la piel, pero reduce el lustre(14). 2.5.2 COMPOSICIÓN QUÍMICA La composición química sirve como base para clasificar las fibras en núcleos genéricos como celulósicos, proteicos y acrílicas. También es el factor que hace que una familia de fibras sea sea distinto a otras. Algunas fibras se preparan a partir de un solo compuesto químico, otras se obtienen de dos compuestos distintos y otras mas aun tienen compuestos que se han transferidos a sus compuestos moleculares. Se entiende entonces: Homopolímeros. Fibras compuestas de una sola sustancia.

25
Copolimeros. Fibras compuestas de dos sustancias. Transposición de polímeros. Las cadenas ramificadas laterales se
encuentran unidas al esqueleto de la cadena de la molécula, dándole una estructura más abierta y menos cristalinidad; esto aumenta la receptividad de los tintes.
Ciertas fibras tienen moléculas con grupos químicamente reactivos, otras son inertes. Una molécula químicamente inerte se puede convertir en reactiva haciendo una transposición de grupos reactivos. Adicionalmente se debe citar que estas propiedades dependen directamente de otro tipo de características químicas de cada fibra, tales como son, la humedad, el contenido de cenizas, el contenido de grasas, contenido de lignina, contenido de celulosas, entre otras, las cuales son indicadores de la composición química final de cada fibra; como se podrá notar no se encuentran en las tablas propiedades de la fibra de paja toquilla, esto se debe a las pocas investigaciones relacionas por conocer mejor las características y propiedades de esta fibra, y a que su uso no sea a nivel textil industrial, sino más bien a nivel artesanal. 2.5.3 ESTRUCTURA INTERNA O DISTRIBUCIÓN MOLECULAR Las fibras están compuestas por millones de cadenas moleculares. La longitud de las cadenas, que varia a medida que cambia la longitud de la fibra, se describe como grado de polimerización. La polimerización es el proceso de unión de pequeñas moléculas o monómeros entre si. Las cadenas largas indican un alto grado de polimerización y también una gran resistencia de la fibra. Las cadenas moleculares se describen en ocasiones en términos de peso. El peso molecular influye en las propiedades como resistencia de la fibra, extensibilidad y formación de frisas en la tela. El peso molecular se expresa como la viscosidad intrínseca y se determina por pruebas de viscosidad; una viscosidad más alta significa peso molecular más alto o cadenas moleculares mas largas. Algunos valores intrínsecos de la viscosidad son los siguientes: 0.9 alta resistencia y menor formación de frisas (pilling). 0.6 promedio 0.4 menor resistencia y menor formación de frisas La cantidad de cristalinidad y orientación se relaciona con las propiedades físicas de las fibras, como son resistencia, elongación, absorción de humedad y resistencia a la abrasión así como a la receptividad de la fibra a los colorantes. 2..6 TABLA DE PROPIEDADES DE LAS FIBRAS Las fibras dentro de cada familia genérica tienen diferencias individuales. Estas no se reflejan en las tablas que aparecen a continuación excepto en unos cuantos casos específicos. Las cifras son promedios y pretenden dar una caracterización general de cada grupo genérico. Estas cifras se recopilaron y se han aceptado a nivel mundial por las asociaciones de industrias textileras.

26
Tabla 1. Propiedades de las fibras textiles
Propiedad de la fibra Debida a Propiedades de la tela a la que contribuye
Resistencia a la abrasión Es la capacidad de una fibra para soportar el frote o la abrasión en el uso diario.
Capa exterior dura, presencia de escamas o cutícula Tenacidad Dureza de la fibra Cadenas moleculares flexibles
Durabilidad Resistencia a la abrasión Resistencia al separarse.
Absorbencia o tasa legal de humedad Es el porcentaje de humedad que una fibra totalmente seca absorbe del aire bajo condiciones normales de temperatura y humedad
Grupo oxhidrilo Areas amorfas
Comodidad , calor, repelencia al agua, absorbencia, acumulación estática Facilidad de tenido, manchado Encogimiento Resistencia a las arrugas
Resistencia al envejecimiento Estructura química Almacenamiento de las telas
Reactividad química Es el efecto de los álcalis, ácidos, agentes oxidantes, disolventes.
Grupos polares de moléculas. Cuidados especiales de limpieza-blanqueo, capacidad de aceptar acabados ácidos o alcalinos.
Cohesión Es la capacidad de las fibras para permanecer juntas durante la hilatura. No es importante en los filamentos continuos.
Rizado o torcido Resistencia al deshilachado.
Cobertura Es la capacidad de ocupar espacio en el resguardo o protección.
Rizado lazo o torcido Forma de la sección Transversal
Calor en la tela Costo; se necesita menos fibra.
Colgadura Es la elasticidad retardada. Se recupera gradualmente de una de formación
Ausencia de cadenas laterales, enlaces entre cruzados, enlaces fuertes; poca orientación.
Rayas longitudinales en el tenido y aparición de manchas de color en la tela.
Densidad Ver peso especifico
Capacidad de tintura Es la receptividad de la fibra a la coloración por colorantes.
Áreas amorfas y sitios receptores de tinturas.
Estética y solidez de color.
Recuperación elástica Es la capacidad de las fibras de recuperarse de una de formación
Estructura molecular: cadenas laterales, enlaces entrecruzados enlaces fuertes.
Facilidad del procesado de las telas. Resilencia. Colgadura o elasticidad retardada.
Elasticidad Es la capacidad del material alargado para volver a su tamaño original
Conductividad eléctrica Es la capacidad de transferir cargas eléctricas.
Estructura química: grupos polares
Mala conductividad que hace que las telas se peguen al cuerpo, produce descargas electricas.
Alargamiento Capacidad de aumentar su longitud estirándose. Varia a diferentes temperaturas y según este seca o húmeda.
Rizado de la fibra. Estructura molecular: orientación molecular en el rizado.
Mayor resistencia al desgarre. Es menos quebradiza Proporciona jugo y elasticidad.
Enfieltramiento Es la capacidad de las fibras de entrelazarse unas con otras.
Estructura escamosa en la lana Se pueden elaborar telas directamente de las fibras. Con cuidado especial durante el lavado.

27
Inflamabilidad Capacidad de encenderse y quemarse
Composición química
Las telas se queman
Tacto La forma en que se siente una fibra: sedosa, asiera, suave, quebradiza, seca.
Forma de la sección transversal rizado, diámetro, longitud.
Tacto de la tela
Conductividad térmica Capacidad de conducir el calor alejándolo de un cuerpo
Rizado Forma de la sección transversal.
Calor
Sensibilidad al calor Capacidad de reblandecerse, fundirse o encogerse cuando se le sujeta a calor
El calor hace vibrar las moléculas Hay menos fuerzas intermoleculares y enlaces cruzados
Determinar las temperaturas seguras para lavado y planchado.
Lustre Es la luz que se refleja en la superficie mas tenue que el brillo; los rayos de luz se descomponen
Suavidad Longitud de la fibra Forma plana o lobular
Lustre
Resorteo o Resiliencia a la compresión es la capacidad de volver a su espesor original después de comprimirla
Rizado de la fibra Rigidez
Buen resorteo, buena cobertura Resistencia a hacerse plano
Resistencia al moho Baja absorción Cuidado durante el almacenamiento
Resistencia a la polilla La molécula no tiene azufre Cuidado durante el almacenamiento
Frisado Es la formación de esferitas de fibra en las puntas
Resistencia de la fibra Alto peso molecular
Frisado Aspecto desagradable Conservación de calor sin peso
Densidad y peso especifico Son medidas del peso de una fibra. La densidad es el peso en gramos por centímetro cúbico y el peso especifico es la relación de la masa de la fibra a un volumen igual de agua a 4 °C
Peso molecular Alto volumen siendo ligera Elotacion a la tela
Rigidez Es lo opuesto a la flexibilidad. Es la resistencia al doblado o la deformación de arrugas
Relación del esfuerzo de ruptura a la deformación de ruptura
Cuerpo de la tela Resistencia a la inserción de torsión en el hilo
Resistencia Se define como la capacidad de soportar un esfuerzo y se expresa como la resistencia a la tracción (libras por pulgada cuadrada o como tenacidad) (gramos por denier)
Estructura molecular orientación cristalinidad, grado de polimerización.
Durabilidad, resistencia al desgarre, abolsamiento, frisado. Es posible hacer telas mas transparentes con fibras finas mas fuertes.
Resistencia a la luz solar Capacidad de soportar la degradación por efecto de la luz solar directa.
Composición química Durabilidad de cortinas y colgaduras, muebles exteriores, alfombras para exteriores
Tenacidad Superficie externa o “cutícula” de la fibra
Resiste a la ruptura por deformación da resistencia a la fricción.
capilaridad Composición química de la superficie externa.

28
Tabla 2. Resistencia a la abrasión
Lino Algodón Seda Lana
Excelente a
Mala
Tabla 3. Resistencia a la luz solar
Lino Algodón Seda Lana
Excelente a
Mala
Tabla 4. Efectos de químicos
Fibra De ácidos De álcalis De disolventes Orgánicos
Algodón Dañada Resistente Resistente Lino Datada Resistente Resistente Seda Dañada
(Ac. Minerales) Dañada Resistente
Lana Resistente Lo perjudica Resistente

29
Tabla 5. Diversas propiedades
ABSORBANCIA Fibras Tasa legal de
humedad Algodón 7-11 Lino 12 Seda 11 Lana 13-18 *La tasa legal de humedad se expresa como porcentaje del peso en seco a 20 °C. y 65% de humedad relativa
DENSIDAD Y GRAVEDAD ESPECIFICA
Fibras Densidad (g/cc) Algodón 1,52 Lino 1,52 Seda 1,25 Lana 1,32 *Relación de peso de un volumen determinado de fibra a un volumen igual de agua
RECUPERACION ELASTICA Fibras % de recuperación de un
estiramiento de 2 a 5% Algodón 75 Lino 65 Seda 92 Lana 99
ALARGAMIENTO: RUPTURA Fibra
% de Alargamiento en el punto de ruptura
Normal
En húmedo
Algodón 3-7 9.5 Lino 2 2.2 Seda 20 30 Lana 25 35 * Es deseable un 10% para facilitar el procesamiento de textiles. Condiciones 65% de humedad relativa, 20 °C.
RESISTENCIA DE LAS FIBRAS Fibra
Tenacidad de ruptura (gramos/denier)
En seco
En húmedo
Algodón
4.0 5.0
Lino 5.5 6.5 Seda 4.5 3.9 Lana 1.5 1.0
PROPIEDADES TERMICAS Fibra
°C Punto Fusión
Temp. de planchado
Algodón NF 218 Lino NF 232 Seda NF 149 Lana NF 149 NF: No se funde
2.7 TRATAMIENTOS EMPLEADOS EN LA INDUSTRIA PARA
BLANQUEO DE FIBRAS NATURALES. Las fibras naturales a nivel industrial se usan tanto para la industria y textil, como para la industria papelera, debido al alto contenido de celulosa, de las fibras, pero en muchas ocasiones las fibras no presentan el grado de blancura necesarios para que los procesos productivos arrojen los resultados deseados, razón por la cual es necesario someterlas a un proceso de blanqueamiento mediante la reacción de las fibras con agentes químicos, mediante baños de inmersión y en muchos casos con control de las condiciones de temperatura y pH. En ocasiones estos procesos también se realizan bajo presión y mediante de utilización de catalizadores y dependiendo del tipo y cantidad de fibra producto estos blanqueos pueden ser por batch o continuos.
30
2.7.1 INDUSTRIA TEXTIL En la industria textil básicamente se usan cuatro tipos de procesos de blanqueo de fibras, en estos se utilizan productos químicos en soluciones el que las soluciones que se utilizan son hipoclorito de sodio, hipoclorito de calcio o cloruro de calcio o cloruro de cal, clorito de sodio y agua oxigenada. 2.7.1.a Blanqueo con hipoclorito de sodio.- En este proceso se utilizan como reactivos principales el hipoclorito de sodio que se encuentra en el mercado en una concentración de 150 g/LT de cloro activo, el hipoclorito se consigue en garrafas en forma líquida. Para los baños de blanqueo con hipoclorito se debe contener entre 0.5 y 3 g/l de cloro activo y la temperatura del baño no debe ser mayor a los 20 ºC o menos si fuera posible,. Es muy importante conocer la concentración de cloro activo que contiene el hipoclorito de sodio que se empleara. Luego de que se ha realizado el proceso de blanqueo será necesario, realizar un tratamiento anticloro a fin de eliminar residuos de los productos químicos que se formen y que puedan afectar la calidad de la fibra, este tratamiento anticloro por lo general se lo realiza con una solución de tiosulfato sódico al 1% , y posteriores lavados con agua fría. 2.7.1.b Blanqueo con hipoclorito de calcio.- Para este proceso de blanqueo se puede usar hipoclorito de calcio o cloruro de calcio o cloruro de cal, que es distribuido generalmente en concentraciones de 700 g/lt de cloro activo, bajo el nombre de “percloron”. Generalmente a un litro de percloron se agrega un kilo de carbonato de sodio para obtener un pH bien alcalino. Es necesaria la operación de acidulado des pues de que el material haya sido blanqueadopara eliminar el ácido hipocloroso que pueda quedar como residuo en el material y que no es soluble. Para esta operación de acidulado se recomienda la utilización del ácido clorhídrico en frío. 2.7.1.c Blanqueo con clorito de sodio.- Este proceso de blanqueo es muy eficaz, pero, para aplicarlo se debe contar con una maquinaria especial, totalmente de acero inoxidable hasta en sus tuberías tanques y válvulas. Así mismo cuando se blanquea con clorito de sodio se deberá trabajar en salones q tengan una buena ventilación ya que los gases que despide este producto son muy tóxicos. Este proceso es uno de los que más espacio ha ganado dentro de los tratamientos en las grandes industrias debido a que es rápido y la fibra no se ve atacada; este proceso se lo realiza a una temperatura entre 80 y 95 ºC. 2.7.1.d Blanqueo con agua oxigenada. Este proceso de blanqueo es junto con de clorito de sodio, el más común hoy en día por lo fácil de aplicar, corto tiempo de proceso, fácil manipulación de los productos auxiliares y amplia disponibilidad en el mercado local. El agua oxigenada reacciona con el material a blanquear y produce oxígeno activo, el cual eliminar el color de la fibra; vale la pena acotar que el oxigeno molecular se transforme en oxigeno activado, es necesario que el proceso se realice a altas temperaturas, hasta llegar a ebullición, y hay que tratar que el agua esté libre de hierro, pues las sales de hierro actúan como catalizador en la formación de oxicelulosa, la cual daña el material que se esta blanqueando.

31
2.7.2 INDUSTRIA PAPELERA Dentro de la industria papelera se usan las fibras para la fabricación de la pasta de papel, durante la producción de la pasta de papel no se puede eliminar toda la lignina sin dañar las fibras de celulosa, incluso en la pasta química se retiene entre un 5% y un 10%. Cuando se necesita que la pasta sea blanca se tiene que eliminar la lignina de la misma haciendo que reaccione con determinadas sustancias químicas. El blanqueo es un proceso dirigido en varias etapas mediante el cual se refina y aclara la pasta en bruto. El objetivo es disolver (pasta química) o modificar (pasta mecánica) la lignina parda que no se eliminó durante los procesos de elaboración de la pasta, manteniendo la integridad de las fibras. Una fábrica produce pasta por encargo variando el orden, la concentración y el tiempo de reacción de los agentes blanqueantes. Cada etapa del blanqueo se define por su agente blanqueante, el pH (acidez), la temperatura y la duración. Después de cada una de ellas, la pasta se debe lavar con agentes cáusticos para eliminar los agentes blanqueadores y disolver la lignina antes de pasar a la siguiente. Finalizada la última etapa, la pasta se bombea a través de series de tamices y limpiadores para eliminar cualquier contaminante, como basura o plásticos. Entonces se concentra y transporta al almacenamiento. En el proceso de blanqueo de las pastas mecánicas, siempre que sea necesario- ya que en la mayoría de los casos se utiliza con su color original- se emplea peróxido de hidrógeno, que cambia la estructura química de la lignina alterando su color. En cambio, en el proceso con las pastas químicas se retira la lignina por reacción con compuestos de cloro (gas de cloro, dióxido de cloro o hipoclorito), con compuestos oxigenados, o con enzimas. El blanqueo con sustancias cloradas, da lugar a la formación y emisión al ambiente de compuestos organoclorados, una familia de sustancias tóxicas muy contaminantes. Durante el blanqueo no solo se eliminan las sustancias coloreadas de la pulpa, sino que se completa el procesado de la pulpa, consiguiendo exactamente las características deseadas en cuanto a cantidades de lignina, hemicelulosa, residuos orgánicos,... 2.7.2.a El proceso Kraft.- Es un proceso que combina una buena calidad con un precio asequible. En dicho proceso, se corta la madera en trozos denominados astillas y éstas se someten a un proceso de calentamiento en sosa cáustica, la cual separa la mayor parte de lignina sin atacar demasiado la celulosa restante. Cuando ya no se puede blanquear más, la pulpa sobrante del proceso de kraft, se utiliza como cartón y el color más oscuro que se observa, procede de la lignina restante después del proceso de cocción. Si deseamos tener un papel más o menos blanco, existen diferentes métodos de blanqueamiento: el mismo se puede llevar a efecto mediante cloro, dióxido de cloro, oxígeno, ozono y agua oxigenada. El cloro proporciona el mejor resultado: se disuelve toda la lignina restante sin que ataque a la celulosa y el resultado es un blanco brillante que se mantiene durante décadas.

32
El inconveniente de este método es que se forman y liberan dioxinas, aproximadamente 1 mg por tonelada de pulpa. En realidad el problema principal no son las dioxinas, sino la lignina clorada disuelta que es más persistente, lo que significa que es bastante difícil de descomponer por bacterias. La cantidad de substancias orgánicas cloradas disueltas en los efluentes, puede determinarse como AOX (Halógenos orgánicos absorbibles), es decir, la cantidad de compuestos orgánicos clorados que pueden ser absorbidos por el carbono activo. Para este tipo de proceso, el AOX fue de 3-5 Kg/tonelada de pulpa sobre aproximadamente 50 Kg de productos orgánicos totales liberados por tonelada. Esto proporcionó una gran cantidad de sustancia orgánica anual debida a la elaboración de papel. 2.7.2.b Parcialmente exento de cloro (ECF) : Con la cooperación de las Universidades y de las fábricas de papel, se encontraron alternativas al blanqueo con cloro: con unos tiempos de cocción prolongados, en el preblanqueo con oxígeno y en el blanqueo principal con dióxido de cloro, se consiguió casi la misma calidad de papel sin los inconvenientes del cloro elemental: no se detectaron niveles destacables de dioxina en la pulpa ni en el efluente y el AOX se redujo a 400-800 g/ton. El papel fabricado mediante este proceso, se denominó ECF o papel parcialmente exento de cloro. El efluente restante se redujo en la carga, hasta 5 Kg/ton de substancias orgánicas, mediante la utilización de sistemas de tratamiento del agua residual. 2.7.2.c Totalmente exento de cloro (TCF) : Se introdujo un nuevo proceso, el cual fue intensamente promocionado por Greenpeace. En lugar de utilizar cloro y dióxido de cloro, se utiliza peróxido de hidrógeno en el proceso de blanqueo. Dicho proceso se denomina TCF o totalmente exento de cloro. Este proceso tiene algunos inconvenientes: para fabricar una calidad de papel similar, debe utilizarse casi un 10 % más de madera, pero las fibras son más cortas, lo que ocasiona una reducción de la capacidad de reciclaje. Cada vez que el papel o el cartón se recicla, las fibras que sobran son más cortas, con lo que debe añadirse más pulpa nueva y deben desecharse más fibras cortas. Como promedio, el reciclaje proporciona un 11% de desechos, los cuales están contaminados en cierto grado con metales pesados, debido al caolín utilizado para absorber las tintas del papel y algunas veces al procedente de las propias tintas. Pero por otro lado, no se detectaron dioxinas en el efluente y el AOX fue virtualmente igual a cero. Aunque el efluente no contiene dioxina ni AOX, el papel (fresco) nuevo (TCF) contiene como mínimo 35 veces más dioxinas que el papel ECF

33
Capítulo 3
Descripción de la especie Paja toquilla
(Carludovica palmata)

34
3 DESCRIPCIÓN DE LA ESPECIE PAJA TOQUILLA
La paja toquilla es una planta propia de los bosques tropicales y húmedos de América, cuyo nombre botánico es Carludovica palmata(17), es una especie de palmera sin tronco cuyas hojas en forma de abanico salen desde el suelo, sostenidas por largos pecíolos cilíndricos. Cada planta tiene hojas anchas que alcanzan de 2 a 3 metros de largo. La parte exterior de las hojas tiernas o cogollo es de color verde, siendo el centro de las mismas de color marfil o blanco perla; esta es la parte de la que se obtiene la paja para la elaboración de las artesanías (11).
Fig. 14.- Paja toquilla (Carludovica palmata) La toquilla también conocida con los nombres de Jipijapa, Iraca, Lucaina, Lucua, Palmiche, Cestillo, Nacuma, Rabihorcado, Murrapo, Alagua, y rampira(7) ; es una planta terrestre y acaule; es decir de tallo tan corto que parece inexistente, pero tiene un follaje de hojas radicales y pecíolos bastantes largos. Sus raíces son adventicias pues no nacen de su sitio característico, presentándose aéreas pero que descienden para afianzarse en el suelo; crece en zonas alteradas tropicales y es utilizada por varios grupos étnicos en el oriente y en el occidente ecuatoriano. Las flores poseen un cierto aroma y son abundantes, presentándose en la proporción de una femenina por cuatro masculinas. Cuando se desarrolla la flor, las espigas se cubren por filamentos largos y enredados de color blanco cremoso. El fruto es una baya de color castaño y de conformación tetrágona; es carnoso y contiene muchas semillas, por lo que se puede decir que es polispermo (17). En general es una planta muy ornamental y prospera bajo cultivo; y si no se lleva una control en la poda o cultivo de las parcelas, generalmente se la va a encontrar formando matorrales de hasta tres metros de altura.
3.1 VARIEDADES La Carludovica Palmata, conocida con el nombre de Paja Toquilla, pertenece a la familia de las CYCLANTHACEAE, orden de las sinantas; se caracteriza por presentar raíces cilíndricas y abundantes raicillas formando una cabellera, dependiendo de las condiciones del suelo alcanza una profundidad de 40 a 50 cm. Sus hojas, forman abanicos que salen del suelo sobre el pecíolo en forma triangular envolviéndose en las membranas, muy similar a la hoja de palma de coco, la longitud del pecíolo puede alcanzar de 1 a 4 metros y 1 metro de diámetro.

35
Presenta un patrón floral, que consiste en una flor femenina rodeada de cuatro flores masculinas dispuestas en espiral sobre un eje grueso, formando una cámara de polinización, sus frutos son carnosos y se abre fácilmente, posee frutos múltiples conformados en un mosaico muy similar al ajedrez pudiendo ser de color rojo o amarillo. No se ha encontrado variedades de cultivos de paja toquilla en las zonas donde el producto es sembrado. Sin embargo, existen cultivos de otra planta llamada, “paja mocora”, la cual es parecida a la primera pero no ofrece las condiciones para fabricar sombreros finos de paja toquilla. Dentro de la misma toquilla, se han encontrado que determinadas plantas, presentan cogollos mayor diámetro y longitud, que otras; razón por la cual los comuneros de Barcelona, que se encuentran relacionados con la elaboración de la fibra vegetal paja toquilla, las han clasificado como “macho” a la de mayor diámetro y longitud y “hembra” a la de menor; no obstante, este criterio no es compartido por todos los artesanos, y no se han realizado estudios científicos que avalen esta afirmación, debido a que no se han podido determinar mayores diferencias entre ellas, estas diferencias algunos de los comuneros, las atribuyen a los distintos tratamientos que reciben los toquillales, pues aquellos, que reciben mejores cuidados, tales como podas, cosecha selectiva de los cogollos y aplicaciones de biofermentados a manera de abono, presentan cogollos de mejor calidad y apariencia, mientras que aquellos que no reciben ningún tratamiento presentan cogollos de menor calidad, y hasta menores rendimientos por toquillal, de ahí que no sea aceptada aquella diferenciación de “macho” y “hembra” por todos los artesanos, auque hay datos de que en un mismo toquillal se presentan de ambos tipos de cogollos. 3.2 TEMPORADAS DE CULTIVO La Paja toquilla puede ser cultivada en cualquier época del año. En las zonas de Montecristi, Pacoche, Jipijapa, Pile y San Lorenzo, existen sembríos de Paja Toquilla durante todo el año (11). De igual manera en el sector de la Península de Santa Elena, que se encuentra próximo a los bosques húmedos de la Cordillera Chongón – Colonche, con la salvedad de que ente último sector, se cuenta con el limitante para el cultivo de las condiciones propias de la montaña que hacen que en ciertas épocas del año en las cuales se presentan lluvias fuertes en la montaña el acceso sa los toquillales sea difícil, lo cual limita su cosecha en determinadas épocas del año. Esta es una planta que no necesita mucho cuidado, basta con un suelo húmedo para que crezca normalmente. La Paja Toquilla toma aproximadamente de 4 a 5 meses desde que es sembrada hasta que esté lista para ser recolectada. Es decir cuando ya ha alcanzado un desarrollo de por lo menos 1.5 metros. 3.3 LA PAJA TOQUILLA EN EL ECUADOR 3.3.1. ZONAS DE CULTIVO La Carludovica palmata, es común en muchas de la áreas cálidas y húmedas del Ecuador; esta especie botánica es a menudo cultivada, principalmente en las zonas centrales de la región costera, en los llamados toquillales, y se desarrolla en abundancia en los bosques lluviosos más bajos,; y decrece en número a medida que

36
aumenta la altitud; no obstante esto no es un limitante para su desarrollo pues se han encontrado de esta variedad en alturas que llegan hasta los 2000 metros(17); Sin embargo las zonas en donde verdaderamente se produce la toquilla bajo cultivo son la zona cercana a la cordillera Chongón – Colonche en la Península de Santa Elena; en varios lugares húmedos de Manabí, las Zonas de Pile, Montecristi, Jipijapa, El aromo, Manantiales y San Lorenzo también hay sembríos en las provincias de Esmeraldas y esporádicas zonas de cultivo en la provincia de Morona Santiago, esto se debe a que la Paja Toquilla necesita ser cultivada en suelos húmedos, y lugares como éstos son propicios para el caso. La Paja Toquilla no puede ser cultivada en suelos secos, por que aunque puede crecer con riegos abundantes y abonos; la calidad del producto final no sería la misma que aquella cultivada en suelos húmedos. En la sierra se encuentran algunos toquillales silvestres, los cuales son poco explotados, principalmente en los bosques aledaños al río Mira y sus afluentes, hasta una altura de 800 metros en las Provincias de Imbabura y Carchi; cerca de Esmeraldas, En estas zonas desde 1949, se han tratado de establecer sembríos y cultivos, mediante la introducción de plantas originarias de Manabí y Colombia(17). 3.3.2 CONDICIONES ECOLOGICAS NECESARIAS 3.3.2.a Clima La toquilla se desarrolla en el Ecuador, hasta una altura cuyo límite parece ser 1400 metros, excepto en las partes secas de la región costa. Una característica común de todas las zonas en las que la Carludovica se desarrolla; es la constante humedad durante todo el año o la mayor parte de el; en muchas de estas zonas las lluvias son variables, siendo fuertes durante cuatro meses y en el resto del año se presentan como garúas que mantienen un ambiente húmedo en los bosques notándose, además que la toquilla se desarrolla con preferencia en la proximidad de los cursos de agua (ríos, riachuelos, pozos) (17). La temperatura media en estas zonas de cultivos de la costa ecuatoriana, varía alrededor de los 25 °C; sin embargo, en lo toquillales de la sierra es algo menor, y obviamente esta en función de la altura a la cual se encuentren establecidos los cultivos(17). De lo anteriormente explicado podemos concluir que en las regiones cercanas al mar, se tienen condiciones especiales de temperatura y humedad que probablemente propician el desarrollo de las plantas de paja toquilla, y le proporcionan a las mismas las características necesarias para ser consideradas de buena calidad; mientras que en las regiones de la sierra esta planta crece pero no presenta las mismas características de calidad, con respecto a las de la costa y el oriente especialmente en comparación con las de la costa; las cuales se encuentran actualmente en su mayoría en los bosques de la cordillera Chongón colonche, debido a que en gran parte de los sectores de Manabí que antes eran netamente taquilleros, se ha cambiado parte de los cultivos por plantaciones de café, cacao y otros productos, debido a lo poco rentable que resultaba la actividad toquillera.

37
3.3.2.b Suelos Todos los suelos, donde se desarrollan en mejores formas los toquillales, son arcillosos y profundos, presentando además un alto contenido de materia orgánica o humus, lo que aumenta la capacidad de retención de humedad(x); hay que anotar que esta es otra característica que permite que los suelos de la costa sean propicios para los cultivos y no los de la sierra; en cuanto al pH se conoce que el suelo de los bosques húmedos, por lo general tienen un valor entre 5 y 6; y que son ricos en nitrógeno asimilable. En lo referente al contenido de fósforo que se puede decir que es uno de los principales elementos que puedan afectar la calida final de los cultivos de este tipo de planta, los suelos de la costa también lo presentan en un mayor porcentaje al igual que el contenido de potasio, de ahí que los cultivos en la costa presenten mayores rendimiento y calidad de cultivo. 3.3.3 SUPERFICIE DE PRODUCCIÓN Y RENDIMIENTO Los cultivos de Paja Toquilla no tienen seguimiento; y existen bajos índices de producción de Paja Toquilla, siendo los lugares que se destacan Guayas y Manabí. Se calcula que la superficie sembrada de Paja Toquilla en la provincia de Manabí de 75 ha y Los Ríos de 8 ha aproximadamente, convirtiendo a Guayas y Manabí como el punto de distribución del producto a las provincias que se dedican a fabricar sombreros y artesanías de Paja Toquilla. Generalmente del Austro (Cuenca, Azogues). No obstante se ha logrado recolectar cierta información que nos indica que es cultivada en algunas provincias de la costa Ecuatoriana. Tiene la forma de una Palmera de mediano tamaño. Sin embargo las principales zonas donde este producto es cultivado están ubicadas en la Provincia de Manabí; en las Zonas de Pile, Montecristi, Jipijapa y San Lorenzo. También hay sembríos en las provincias de Esmeraldas y los mas importantes en el sector de la cordillera Chongón Colonche en Guayas; y esporádicas zonas de cultivo en la Provincia de Morona Santiago, pero no son tan prominentes. La paja Toquilla necesita ser cultivada en suelos húmedos, y lugares como éstos son propicios para el caso. La Paja Toquilla no puede ser cultivada en suelos secos, porque aunque puede crecer con riegos abundantes y abonos la calidad del producto final no sería la misma que aquella cultivada en suelos húmedos(11) . 3.3.3.a Formación de Toquillales. La toquilla es una planta de que forma matorrales, los cuales duran mucho tiempo, de ahí que la mayor parte de las plantaciones, que existen hoy y se explotan sistemáticamente se han desarrollado con la ayuda del agricultor, mediante su intervención desde hace muchos años, en aquellos mismos toquillales que en un inicio fueron silvestres y que han crecido en sitios propicios de los bosques. El sistema adoptado para el cultivo y la explotación de esta planta comienza por ubicar un toquillal en el bosque, procediéndose luego a limpiar la maleza del suelo circundante, quitando a la vez las plantas que puedan estor al libre crecimiento de la toquilla, pero eso si dejando ciertos árboles que puedan proporcionar sombra.

38
Con el desarrollo de las plantas crecen los hijuelos alrededor de la planta madre, y se separan, para ser reubicados dejando determinados espacios entre las plantas, y en los cuales luego se procederán a sembrar otras plantas. Para un buen cultivo solo se requiere atender la limpieza del terreno circundante a las plantas, así como bajar la hojarasca que estorba, en cuanto a la limpieza, para el mantenimiento de la cepa misma, ésta se hace cada vez que se efectúa un “corte” o cuando se cosechan los cogollos, lo cual se lleva a cabo aproximadamente cada mes(17). Un toquillal tiene prácticamente un tiempo indeterminado de vida, puesto que la multiplicación de las plantas se hace espontáneamente, por medio de los rizomas o troncos subterráneos que dan brotes.
Fig. 15 .- Toquillales de la zona de la cordillera Chongón colonche 3.3.3.b Cosecha. Como cada planta está formada por varios pecíolos largos que se levantan desde el suelo, formando en su parte superior una hoja con apariencia de palma. Para el proceso de obtención de la fibra se aprovecha este tallo llamado “cogollo” antes de que abra la hoja de palma (contiene la hoja plegada en su interior), es decir, que se cosecha aproximadamente una semana antes de la hoja comience a abrirse, pues si se corta antes, la paja obtenida al final del proceso es muy corta y delgada, por lo tanto poco resistente; y si por el contrario se corta después de la semana es de mala calidad, a pesar de ser larga . En la cosecha se corta el pecíolo aproximadamente a unos 20 cm. del nacimiento del cogollo, dejando así un pequeño tallo que sirve para coger y sujetar la hoja durante el proceso de cosecha(17). Cuando los cogollos ya han pasado su época de cosecha, o sea cuando la hoja ya esté por abrirse, no son cortados y se los deja en la planta para que forme el follaje, que sirve para el cumplimiento de la función clorofílica además de darle sombra.
Acceso a la zona de los toquillales Cosecha Traslado de los cogollos
Fig.16.- Cosecha de los cogollos de paja toquilla

39
En la planta siempre hay pecíolos de diferentes edades, por eso es que la cosecha de un toquillal se hace prácticamente durante todo el año, cortando los cogollos cada dos o tres semanas, sin embargo hay zonas en las que por las características de la ubicación de los toquillales se hace difícil acceder a ellos, esto es generalmente en épocas de lluvia; y de igual manera, en los periodos posteriores a las lluvias, la cosecha es mas abundante no solo debido a que durante la época de lluvia se cosecha menos, sino también a que la lluvia favorece al crecimiento de los toquillales. 3.3.3.c Rendimiento El rendimiento de un toquillal, dependerá no solo de la capacidad de los toquilleros, sino de la estación del año en que se encuentre, además obviamente de los cuidados que se le a los mismos, en la zona cercana a la cordillera Chongón Colonche, que es de donde obtienen su materia prima los artesanos de la comuna Barcelona , objeto de estudio de esta tesis ; se sabe que una planta puede dar aproximadamente de 15 a 20 cogollos; y se estima que los rendimientos de unos 3000 (17) cogollos por cada cuadra de terreno; dato que puede variar dependiendo del terreno, el tratamiento que haya recibido el toquillal y la capacidad de cultivo del encargado de dicha cuadra, por esta razón se puede afirmar que cada cepa produce unos 20 cogollos anualmente, ; pero hay que considerar que no todos se cortan. 3.4. CARACTERÍSTICAS DE LA ESPECIE A manera de resumen de todo lo expuesto anteriormente podemos determinar que las principales características de la paja toquilla (Carludovica palmata ) son:
Nombre común: Paja Toquilla Otros nombres : Jipijapa, Iraca, Lucua, Palmiche, Cestillo, Nacuma, ,
Murrapo, , y rampira Nombre científico : Carludovica palmata Familia: Cyclanthaceae Orden : Sinantas Clima de producción: Húmedo, con temperaturas entre 25 -39 °C. Tipo de suelo: arcillosos y profundos, con alto contenido de materia orgánica
o humus, pH 5- 6, ricos en nitrógeno asimilable, fósforo y potasio, Aplicación: Sus hojas antes de abrirse, son sometidas a un proceso de
elaboración de fibras, y de estas fibras se obtienen artesanías, y los mundialmente famosos sombreros de paja toquilla, mal llamados (Panamá Hat)

40
Capítulo 4 Proceso de obtención de las fibras de paja toquilla empleada en artesanías.

41
4. PROCESO DE OBTENCIÓN DE LAS FIBRAS DE PAJA TOQUILLA EMPLEADA EN ARTESANÍAS.
Las fibras, tomadas del árbol, a manera de cogollos debe pasar por una serie de etapas antes de convertirse en el producto intermedio, que es la fibra, la cual queda a manera de hebras, y que durante el proceso de obtención son sometidas a tratamientos para darles la suavidad y blancura necesarias. Estas hebras de la fibra son las que se emplearán para la elaboración de las artesanías. A continuación se detallarán cada una de estas etapas.
Fig.- 17 Diagrama de Proceso de obtención de la fibra vegetal paja toquilla y su empleo en la elaboración de artesanías.
Recolección del material Vegetal (Cultivo - cosecha)
Cocción (30 minutos – después de la ebullición)
Desvenado. ( Desvenado- agujado – separado)
Selección y Embalaje
Elaboración de artesanías
Secado (Escurrido, sombra y sol) 48 horas
Blanqueo (Valor agregado)
Comercialización como materia prima para
elaboración de artesanías (Azuay – Perú)
Cogollos Limpios
Cogollos verdes
Fibra blanqueada, mayor costo de venta al publico

42
4.1 CULTIVO DE LA FIBRA Como se indicó en el capítulo anterior, el cultivo de la Carludovica palmata, que es la planta de donde se obtendrá la fibra, solo se requiere atender la limpieza del terreno circundante a las plantas, así como bajar la hojarasca que estorba, en cuanto a la limpieza, para el mantenimiento de la cepa misma, ésta se hace cada vez que se efectúa un “corte” o cuando se cosechan los cogollos, lo cual se lleva a cabo aproximadamente cada mes(17). Un toquillal tiene prácticamente un tiempo indeterminado de vida, puesto que la multiplicación de las plantas se hace espontáneamente, por medio de los rizomas o troncos subterráneos que dan brotes. En la zona del bosque húmedo ubicado en la Cordillera Chongón- Colonche, que es de donde los artesanos de la comuna Barcelona obtienen la paja toquilla, se esta empleando fermentados de estiércol de chivos y reses, como abono, con lo cual han logrado mejorar el rendimiento de los cultivos, tanto en cantidad de producción como en calidad de producción.Como el suelo del sector es húmedo y presenta las condiciones adecuadas de pH y contenido de nutrientes y materia orgánica que la Carludovica necesita, se tiene buenos desarrollos de los toquillales, y estos producen durante todo el año.
Suelo Húmedo Cepas y cogollos Toquillales Fig. 18 .-Cultivos de paja toquilla en la cordillera Chongón colonche 4.2 RECOLECCIÓN DEL MATERIAL VEGETAL. La recolección del material vegetal no es otra cosa que la cosecha de aquellos cogollos que se encuentren aptos para ser procesados, es decir aquellos a los que les falta aproximadamente una semana para abrir sus hojas, este material se recoge en los mulares y posteriormente en camiones es trasladado hacia la comuna. Actualmente los comuneros de Barcelona están siguiendo una especie de poda controlada, pues no están cosechando todos los cogollos, dejan algunos para que estos cumplan con la labor de fotosíntesis, y además sirvan para la proliferación de hijuelos de la planta y den sombra a los cogollos mas pequeños.
Acceso a toquillales Cosecha Traslado de los cogollos
Fig.19.- Recolección del material vegetal

43
4.3 SEPARACIÓN- DESVENADO Los cogollos cosechados en las montañas, se llevan donde las señoras “sacadoras” quienes se encargan de eliminar “las venas” de los cogollos, lo cual consiste en quitar primero la corteza o las hojas que envuelven al cogollo (desvenado), luego mediante el uso de una aguja se separan las venas en las puntas de la hoja (espinado), y finalmente se arrancan las venas a lo largo de todo el cogollo para dividir totalmente la hoja en tiras, que se convierten en las hebras de la fibra paja toquilla (sacado). Este proceso se lo realiza para eliminar aquella parte del material vegetal más rígidos y no son fácilmente tejibles o maleables.
desvenado espinado sacado Fig.20.- Etapa de separación - desvenado 4.4 COCCIÓN. Los cogollos una vez “desvenados” se llevan a la planta artesanal donde se les igualan los tallos y se los cocina, con agua hirviendo Cuando el agua alcanza el punto de ebullición se procede a colocar la paja para su cocimiento. La cantidad de paja que se procesa en la paila es de 5 ochos (560 cogollos) por cada parada. Luego de que comienza a hervir el agua se dejan cocer los cogollos por aproximadamente 30 minutos. , durante este lapso el operador remueve la paja con un madero para obtener uniformidad en el tratamiento térmico. En la paila instalada sobre el hogar del horno se agrega agua hasta alcanzar 48 cm. de nivel cuyo volumen aproximado es 0.25 m3Debido a que la paja tiene una baja densidad tiende a flotar, por lo que el operador coloca sobre esta un bastidor de madera y 2 o 3 piedras de aproximadamente 10 kg. logrando de esta manera que la paja quede bajo el nivel del agua caliente.
Cámara de combustión Paila de cocción Cocción de la fibra Fig.21.- Etapa de cocción

44
4.5. SECADO Los cogollos húmedos y enfriados sobre la mesa son tendidos en cordeles dentro de un área techada que provee sombra. Sacudido y desprendido: Los cogollos son sacudidos para que sus hojas húmedas se separen, y si no se logra con esta acción se deben desprender manualmente para que las hojas tomen cuerpo y grosor necesarios, lo cual demanda mucho tiempo y dedicación. Secado a la sombra: Para obtener una paja de buena calidad los cogollos deben secarse sobre los cordeles y bajo sombra. Soleado: Esta etapa de exposición al Sol se lleva a cabo para disminuir aun más la humedad y obtener un producto de mejor calidad. El tiempo de secado con sol brillante es de 8 a 9 horas, y el tiempo de secado en días nublados es de aproximadamente 11 horas.
Escurrido Secado a la sombra Secado al sol
Fig.22.- Secado 4.6. BLANQUEO Actualmente, la etapa de blanqueo, es una etapa opcional y depende de los requerimientos del cliente, y no todos los artesanos se atreven a realizarlo debido a que se trata de un proceso nocivo para la salud, y consiste en poner en contacto los cogollos de paja con los vapores de azufre, con la finalidad de que estos vapores modifiquen la apariencia de la fibra dándole un tono blanquecino ligeramente amarillento similar al marfil. Por lo general para obtener el tono deseado se realizan 2 0 3 sahumadas las cuales dependerán del clima, debido a que el sol ayuda a obtener el grado de blancura más rápidamente. Para azufrar los cogollos, se los coloca en un palo, y luego estos se colocan dentro de un cajón de madera por la parte superior, se procede a tapar el cajón, y por una abertura que hay en la parte inferior, se coloca una bandeja que contiene azufre, el cual se ha encendido d manera tal que los vapores ascienden en el interior del cajón y entran en contacto con la fibra. Se deja así por el resto de la noche, y en la madrugada se procede a destapar el cajón sin retirar aun la paja, para que los vapores salgan. En la mañana se procede retirar la paja del cajón, y se la expone al sol nuevamente. Por la tarde se revisa el estado de la paja se repite el

45
procedimiento de lavado azufrado y asoleado de paja, y se da una ultima inspección al color que presente la fibra, de esta ultima inspección, dependerá que se de por concluido el proceso de sahumado o si será necesario repetir el procedimiento de lavado, azufrado y asoleado. La paja sahumada puede ser usada directamente para la elaboración de artesanías de parte de los mismos comuneros; o se comercializa como materia prima para la elaboración de artesanías en el Azuay y el Perú; recibiendo mayores ingresos por la venta de la paja sahumada, que si la hubiesen vendido sin sahumar, de ahí que sea importante poder encontrar un proceso de blanqueo que permita a los artesanos poder realizar la etapa de blanqueo sin arriesgar su salud, lo cual repercutirá en mayores ingresos y una mejor calidad de vida para los artesanos.
Lavado de la Paja Cajones de sahumado Secado al sol Fig.23.- Blanqueo “Sahumado” 4.7 SELECCIÓN Y EMBALAJE Todos los cogollos, hayan sido o no blanqueados, pasan a una etapa de selección y embalaje; para lo cual, luego de haber sido expuestos al sol son trasladados al galpón donde se procede a su clasificación en primera y de segunda clase, previo a su comercialización, la de segunda clase es aquella que no ha cumplido con ciertos requerimientos como longitud (menor a 60 cm.), puntas deterioradas o color inadecuado, por la cual se obtiene menores precios. Una vez clasificada, se empaca en bultos de 27 ochos para su comercialización (112x27=3024). Seguidamente se apilan en tongos, que serán amarrados y luego de amarrar los tongos de paja toquilla se almacenan en el piso los que están listos para su transporte y comercialización.
Clasificación de la fibra embalaje
Fig.24.- Clasificación y embalaje

46
4.8 ELABORACIÓN DE ARTESANÍAS. La elaboración de artesanías es una actividad que se esta reactivando en la comuna Barcelona, pues desde hace algún tiempo atrás se había dejado de tejer en la zona, no obstante desde comienzos de este año, y por iniciativa de las artesanas de la comuna se han realizado talleres de tejido, lo cual permite que estas artesanas tengan otra fuente de ingreso adicional, y que ya no vendan toda la fibra como materia prima para las artesanías y sombreros elaborados, en el Azuay y Perú. En el Azuay se encuentran los sectores más representativos en cuanto a la elaboración de tejidos se refiere.
Elaboración de sombreros Sombreros de paja
toquilla Otras artesanías en paja toquilla
Fig.25.- Elaboración de Artesanías 4.9. EVALUACIÓN DE CIERTAS CARACTERÍSTICAS FÍSICAS Y
QUÍMICAS DE LA FIBRA PRE BLANQUEO Con la finalidad de evaluar los efectos de los métodos de blanqueo se realizó un análisis de algunas características, físicas químicas y organolépticas, a la fibra que no ha sido sometida a ningún tratamiento de blanqueo, para tomar estos datos como patrón de referencia y posteriormente evaluar en que grado afectan a dichas propiedades las tres alternativas de blanqueo que son objeto de evaluación en esta tesis. Las características químicas que se evaluaron fueron el porcentaje de humedad, el contenido de lignina, y el contenido de grasas. En lo referente alo físico se realizaron pruebas de elongación a la ruptura y tenacidad en un tensiómetro, y para las características organolépticas se sometió a evaluación en lo visual el grado de blanqueo y la tonalidad de blanqueo (uniformidad en el color) , y además la textura al tacto en lo referente a maleabilidad (flexibilidad) y rugosidad ( que tan áspero o suave quedaba la fibra). Las pruebas físicas y químicas se realizaron laboratorio mientras que las organolépticas se las realizo en la planta artesanal, para aprovechar los criterios de quienes día a día están relacionados con el producto, tanto en la comercialización como en la elaboración de artesanías y son quienes podrían emitir un verdadero juicio crítico en lo referente a la calidad final de la fibra.

47
4.9.1 PRUEBAS QUIMICAS Estas pruebas se realizaron basándonos, en las normas TAPPI (anexo 1) ; las cuales son las normas que internacionalmente se realizan para los controles de calidad en lo referente a papel, fibras naturales empleadas en papel, maderas, cartones y empaques o envolturas. 4.9.1.a Preparación de la muestra para la caracterización química de la fibra Esta preparación de la muestra consistió, en cortar la fibra a ser analizada en trozos de 3 cm. de longitud, para luego molerla en molinote cuchillas Thomas, con malla de molino de 1mm, para luego mediante el empleo de tamices de malla 40 y 60, separar aquella porción de fibra molida que atravesó el tamiz malla 40 pero quedo retenida en el de malla 60, para su posterior utilización en las pruebas de caracterización química. 4.9.1.b Humedad inicial (final) y Humedad de análisis (final) La humedad de la fibra paja toquilla, debido al extenso proceso de secado al que es sometida, será bajo, lo cual nos indico la poca presencia de agua intramolecular contenida. Esta prueba se la realizo a la fibra en dos estados, la primera denominada Humedad inicial, se la realizó a la fibra cortada en trozos de 3 cm. de longitud; y la otra que es la Humedad de análisis para la cual se tomo la muestra molida y tamizada. Los resultados obtenidos fueron: Humedad inicial =6,9 % y Humedad de análisis = 5,55%. 4.9.1.c Contenido de grasas En esta prueba se eliminan ceras, grasas y resinas; y es un paso previo a la determinación de lignina y de celulosa; este tratamiento se lo efectúa en un equipo de extracción Shoxlet y se usa como muestra la fibra tratada, es decir molida y tamizada. El resultado obtenido fue: 3,74 % de contenido de grasas. 4.9.1.d Contenido de lignina El contenido de lignina para nuestro caso es la característica química de mayor importancia, esto se debe a que se va a evaluar tres sistemas de blanqueo; y en vista de que la lignina precisamente es la sustancia química que le da el color a las fibras vegetales, con el blanqueo lo que se busca es eliminarla mediante procesos de oxidación. Razón por la cual evaluaremos el contenido de lignina antes y después del blanqueo. La fibra sin blanquear presento un contenido de lignina del 29,40 %
Fig.26.- Fibra molida

48
4.9.2 Pruebas físicas Las pruebas físicas se desarrollaron en el laboratorio de control de calidad del Centro Textil de la Escuela Politécnica Nacional (EPN) en Quito, bajo la supervisión de Ing. Omar Bonilla, director del Centro textil; para lo cual se utilizo un tensiómetro, de ensayos universal, marca: Lloyd Instruments Modelo: 1000S 4.9.2.a Preparación de las fibras para el análisis de las características
físicas Esta preparación consistió en cortar y pesar los trozos de fibra. Y adicionalmente se realizó un reconocimiento del equipo y el software que se van a emplear, mediante pruebas con muestras de fibra sin pesar, lo cual permitió escoger como características del proceso, una distancia entre mordazas de 5 cm..; una velocidad de 5mm/seg y las mordazas del tipo que se emplea para telas. Para la realización de las pruebas en el tensiómetro Lloyd, se deben primeramente, cortar trozos de fibra de 10 cm. de largo, los mismos a los cuales se les debe registrar el peso, para lo cual se emplea una balanza analítica. Se evaluaron las muestras de paja en tres subdivisiones en la parte inferior, intermedia y superior, cada una con 10 repeticiones. 4.9.2.b Pruebas en el tensiometro. Se tomaron cada uno de los 30 trozos de fibra, para ser puestos en el tensiómetro, y se registro tanto la fuerza máxima a la que fueron sometidos (en Newtons N) ; y el elongamiento ∆L (mm); para cada uno de estos. A manera general de todas las muestras, se observo que la parte intermedia era la que mayor fuerza resistía y esta resistencia también depende del grosor de la fibra; y de la presencia de quiebres en la misma. Mientras que la parte superior era la que menor resistencia a la ruptura presentaba esto se debe a que esta parte generalmente es la más fina del cogollo.
CARGA MAX (N)
DELTA LONGITUD (mm)
TITULO-TEX (gr/m*1000)
TENACIDAD (cN/TEX)
Elongación a la Ruptura [%]
Mínimo 3,052
0,1831
181,00
1,07
0.37
Promedio
30,52
1,0392
470,29 6,35 2,08
Máximo
95,37 1,526 863,00 20,09 3,66
Cuadro 5.- Resultados de las pruebas en el tensiómetro para fibra sin blanquear
Fig.27.-Tensiometro Lloyd

49
Capítulo 5
Sistema de blanqueo 1 : Método tradicional
(Sahumado)

50
5.1 DESCRIPCIÓN DEL PROCESO DE SAHUMADO. El blanqueo tradicional consiste en poner en contacto los cogollos de paja con los vapores de azufre, con la finalidad de que estos vapores modifiquen la apariencia de la fibra dándole un tono blanquecino ligeramente amarillento similar al marfil. Por lo general para obtener el tono deseado se realizan 2 0 3 sahumadas las cuales dependerán de que tan soleados estén los días ya que de el sol influye directamente en el grado de blancura q pueda llegar a tener la fibra. Para el sahumado de la paja, tiene que haber pasado por el proceso normal de secado, es decir; a la sombra (2 días) y al sol (2 días). Luego de esto se lava la paja asoleada con detergente y luego se la escurre, esto se realiza en las últimas horas de la tarde, pues al caer la noche se procederá a azufrar los cogollos, debido a que en la noche no hay mayor actividad en la planta, y así se evita que los vapores de azufre afecten a las personas que se encuentren en la planta.
Fig. 28.- Ciclo del proceso de Sahumado
Lavado con detergente de la fibra (Cerca del atardecer)
Secado al sol
Secado (Escurrido)
Puesta de la fibra en los cajones de Sahumado
Retirada de la fibra
Contacto de la fibra con los vapores de azufre
(Toda la noche)
Fibra seca.
Fibra Húmeda. Combustión directa del azufre
* el Proceso se repite tres días
Ciclo del proceso de sahumado *

51
DESCRIPCION DEL PROCESO DE SAHUMADO 1.-Secado al sol de la fibra 2.- Lavado con detergente de la fibra 3.- Secado (escurrido) 4.- puesta en los cajones de la fibra ligeramente húmeda 5.- Encendido del azufre con fuego directo 6.- Contacto de los vapores de azufre con la paja. 7.- Retirada de la paja del cajón de sahumado. Para azufrar los cogollos, se los coloca en un palo, y luego estos se colocan dentro de un cajón de madera por la parte superior, se procede a tapar el cajón, y por una abertura que hay en la parte inferior, se coloca una bandeja que contiene azufre, el cual se ha encendido d manera tal q los vapores ascienden en el interior del cajón y entran en contacto con la fibra. Se deja así por el resto de la noche, y en la madrugada se procede a destapar el cajón sin retirar aun la paja, para que los vapores salgan. En la mañana se procede retirar la paja del cajón, y se las expone al sol nuevamente.
Por la tarde se revisa el estado de la paja se repite el procedimiento de lavado azufrado y asoleado de paja, y se da una ultima inspección al color que presente la fibra, de esta ultima inspección, dependerá que se de por concluido el proceso de sahumado o si será necesario repetir el procedimiento de lavado, azufrado y asoleado.
Lavado de la paja previo al sahumado
Secado al sol de la paja toquilla sahumada
Fig. 30.- Parte del proceso de sahumado Se usa tres libras de azufre para el sahumar 5 ochos de paja, esto es en el cajón grande, también hay dos cajones pequeños cuya capacidad es de un solo ocho.
Fig. 29. - Cajones de sahumado de paja toquilla

52
5.2 IMPORTANCIA DEL PROCESO DE SAHUMADO EN LA OBTENCIÓN DE FIBRAS.
Se puede concluir que a pesar de estar en desuso por lo nocivo que resulta, el proceso de sahumado, es un proceso importante dentro de la rentabilidad del proceso de obtención de la fibra paja toquilla, más aún sabiendo que en la actualidad el blanqueo de la fibra paja toquilla es una etapa opcional, a pesar de darle un enorme valor agregado, debido a que un bulto (27 “ochos” de 96 cogollos cada uno, en total 3024 cogollos) se vende en $ 2,00 si no ha sido blanqueada; y a $ 5,00 si ha sido sahumada ; no obstante este proceso solo se realiza en contadas ocasiones, y por muy pocas personas de las que procesan la fibra, debido a lo nocivo que resulta la exposición a los vapores de azufre. 5.3 ASPECTOS PERJUDICIALES DEL PROCESO DE SAHUMADO El proceso de sahumado es un proceso que tiene como mayor inconveniente la utilización de los vapores de azufre, los mismos que ya han causado casos de intoxicaciones en los comuneros que se dedican a la actividad toquillera en la Comuna Barcelona, debido a esto se ha disminuido en una gran cantidad la etapa de sahumado previo a la comercialización de la fibra, pues cada vez son menos los artesanos de la comuna Barcelona que se arriesgan a sahumar, y los pocos que lo hacen tienen que hacerlo en la noche y dejarlo así durante la madrugada, que es cuando menos personas se encuentran cerca de la planta artesanal. 5.3.1 EFECTOS DEL AZUFRE EN LA SALUD (18)
El azufre se puede encontrar frecuentemente en la naturaleza en forma de sulfuros. Durante diversos procesos se añaden al medio ambiente enlaces de azufre dañinos para los animales y los hombres. Estos enlaces de azufre dañinos también se forman en la naturaleza durante diversas reacciones, sobre todo cuando se han añadido sustancias que no están presentes de forma natural. Los compuestos del azufre presentan un olor desagradable y a menudo son altamente tóxicos. En general las sustancias sulfurosas pueden tener los siguientes efectos en la salud humana:
Efectos neurológicos y cambios comportamentales Alteración de la circulación sanguínea Daños cardiacos Efectos en los ojos y en la vista Fallos reproductores Daños al sistema inmunitario Desórdenes estomacales y gastrointestinales Daños en las funciones del hígado y los riñones Defectos en la audición Alteraciones del metabolismo hormonal Efectos dermatológicos Asfixia y embolia pulmonar

53
El dióxido de azufre reacciona con el agua atmosférica para producir la lluvia ácida. Irrita las mucosidades y los ojos y provoca tos al ser inhalado. Los vapores sulfúricos pueden provocar hemorragias en los pulmones, llenándolos de sangre con la consiguientemente asfixia. 5.3.2 EFECTOS AMBIENTALES DEL AZUFRE (18)
El azufre puede encontrarse en el aire en varias formas diferentes. Puede provocar irritaciones en los ojos y garganta de los animales, cuando la toma tiene lugar a través de la inhalación del azufre en su fase gaseosa. El azufre se aplica extensivamente en las industrias y es emitido al aire, debido a las limitadas posibilidades de destrucción de los enlaces de azufre que se aplican. Los efectos dañinos del azufre en los animales son principalmente daños cerebrales, a través de un malfuncionamiento del hipotálamo, y perjudicar el sistema nervioso. Pruebas de laboratorio con animales de prueba han indicado que el azufre puede causar graves daños vasculares en las venas del cerebro, corazón y riñones. Estos tests también han indicado que ciertas formas del azufre pueden causar daños fetales y efectos congénitos. Las madres pueden incluso transmitirles envenenamiento por azufre a sus hijos a través de la leche materna. Por último, el azufre puede dañar los sistemas enzimáticos internos de los animales. 5.4 CONSECUENCIAS DEL ACTUAL PROCESO DE SAHUMADO. Como consecuencias del actual proceso de sahumado tenemos, la intoxicación de algunos comuneros, el agravamiento de ciertas enfermedades respiratorias en personas que residen cerca del sector de la planta en el cual se realiza el sahumado; demora en la entrega de los bultos de producto final, pues en ocasiones no se consigue fácilmente el azufre, y si a esto se añade que dependiendo del clima en ocasiones puede tomar hasta tres días realizar el proceso de sahumado, representa una perdida de tiempo significable. Una consecuencia indirecta es una disminución en la rentabilidad que repercute en los ingresos de los comuneros productores de fibra, pues un bulto de paja “sahumada” tiene costo muy superior al de uno de paja sin blanquear. 5.5 EVALUACIÓN DE CARACTERÍSTICAS FÍSICAS Y QUÍMICAS DE
LA FIBRA POST BLANQUEO CON EL SISTEMA 1. Al igual como se realizo con la fibra sin tratar y la cual será nuestro patrón de referencia se procedió a evaluar las características físicas, químicas y organolépticas de la fibra sahumada y compararlas con el patrón y con las otras dos alternativas de blanqueo.
54
5.5.1. PRUEBAS QUÍMICAS 5.5.1.a Preparación de la muestra para la caracterización química de la fibra Esta preparación de la muestra consistió, al igual que en el caso de la fibra sin sahumar en cortar la fibra a ser analizada en trozos de 3 cm. de longitud, para luego molerla en molinote cuchillas Thomas, con malla de molino de 1mm, para luego mediante el empleo de tamices de malla 40 y 60, separar aquella porción de fibra molida que atravesó el tamiz malla 40 pero quedo retenida en el de malla 60, para su posterior utilización en las pruebas de caracterización química. 5.5.1.b Humedad inicial (final) y Humedad de análisis (final) Esta prueba se la realizo a la fibra en dos estados, la primera denominada Humedad inicial, se la realizó a la fibra cortada en trozos de 3 cm. de longitud; y la otra que es la Humedad de análisis para la cual se tomo la muestra molida y tamizada. Los resultados obtenidos fueron: Humedad inicial =6,1 % y Humedad de análisis = 5,15%. 5.5.1.c Contenido de grasas En esta prueba se eliminan ceras, grasas y resinas; y es un paso previo a la determinación de lignina y de celulosa; este tratamiento se lo efectúa en un equipo de extracción Shoxlet y se usa como muestra la fibra tratada, es decir molida y tamizada. El resultado obtenido fue: 3,51 % de contenido de grasas. 5.5.1.d Contenido de lignina El contenido de lignina para el caso de la muestra sahumada, disminuyó , lo cual es lógico debido a que la lignina, es la sustancia química que le da el color a las fibras vegetales, y con el blanqueo lo que se busca es eliminarla, en este caso se ha logrado pues nuestro valor del contenido de lignina es del 18,56 %. 5.5.2 Pruebas físicas 5.5.2. a Preparación de las fibras para el análisis de las características
físicas Se cortaron trozos de fibra de 10 cm. de largo, los mismos a los cuales se les registró el peso, esto se hizo para las tres subdivisiones en la parte inferior, intermedia y superior, cada una con 10 repeticiones. 5.5.2.b Pruebas en el tensiómetro. Se colocaron los trozos de fibra en el tensiómetro, y se registro tanto la fuerza máxima a la que fueron sometidos (en Newtons N) ; y el elongamiento ∆L (mm); para cada uno de estos.
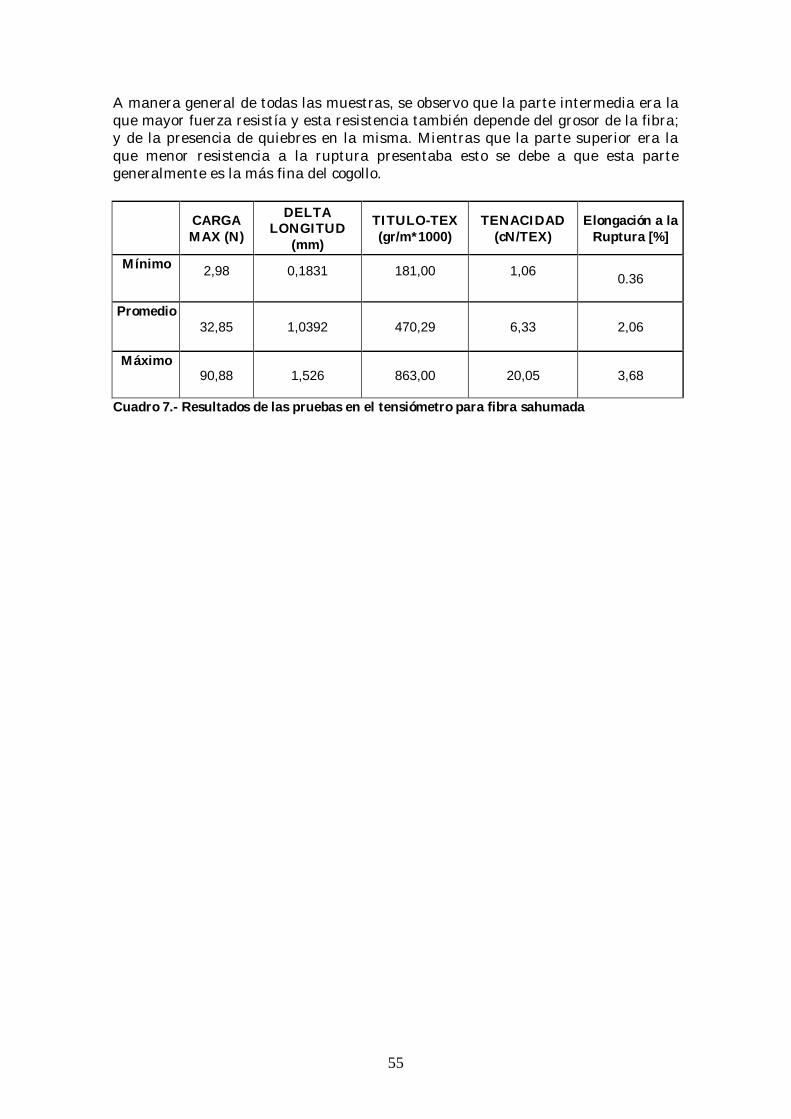
55
A manera general de todas las muestras, se observo que la parte intermedia era la que mayor fuerza resistía y esta resistencia también depende del grosor de la fibra; y de la presencia de quiebres en la misma. Mientras que la parte superior era la que menor resistencia a la ruptura presentaba esto se debe a que esta parte generalmente es la más fina del cogollo.
CARGA MAX (N)
DELTA LONGITUD
(mm) TITULO-TEX (gr/m*1000)
TENACIDAD (cN/TEX)
Elongación a la Ruptura [%]
Mínimo 2,98
0,1831
181,00
1,06 0.36
Promedio 32,85
1,0392
470,29 6,33 2,06
Máximo 90,88 1,526 863,00 20,05 3,68
Cuadro 7.- Resultados de las pruebas en el tensiómetro para fibra sahumada
56
CAPITULO 6
Sistema de blanqueo 2: Pruebas de Blanqueo con
cloro
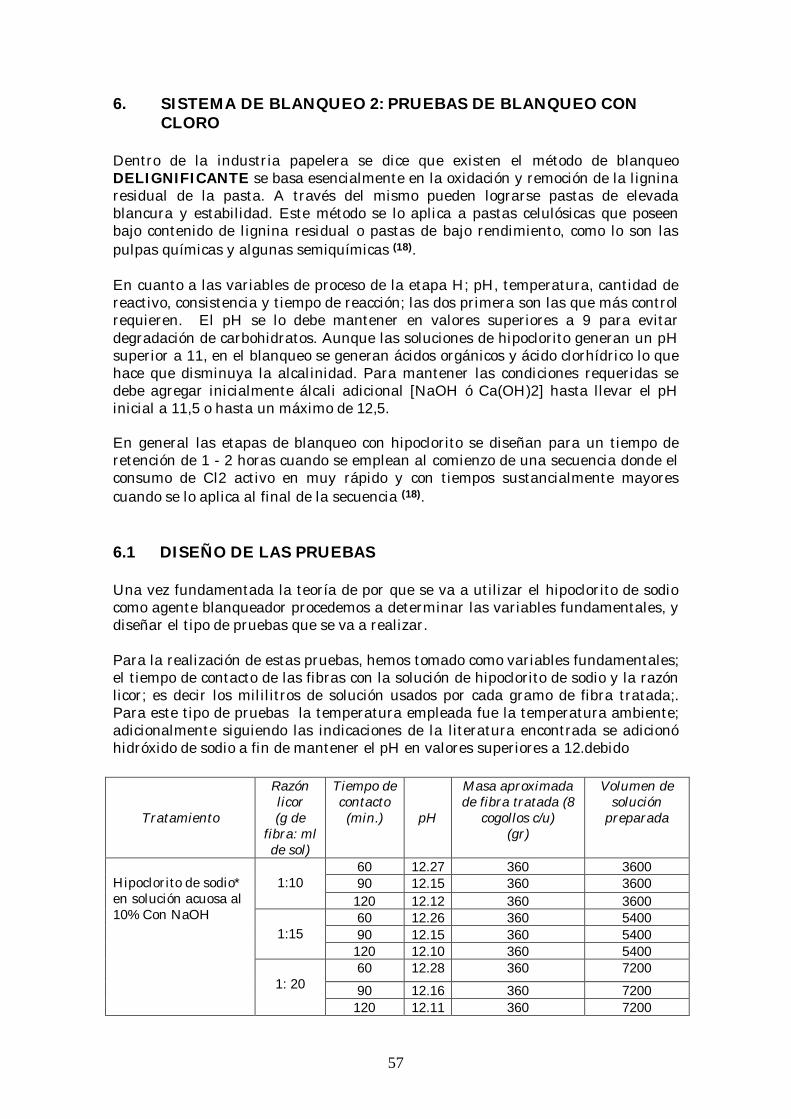
57
6. SISTEMA DE BLANQUEO 2: PRUEBAS DE BLANQUEO CON CLORO
Dentro de la industria papelera se dice que existen el método de blanqueo DELIGNIFICANTE se basa esencialmente en la oxidación y remoción de la lignina residual de la pasta. A través del mismo pueden lograrse pastas de elevada blancura y estabilidad. Este método se lo aplica a pastas celulósicas que poseen bajo contenido de lignina residual o pastas de bajo rendimiento, como lo son las pulpas químicas y algunas semiquímicas (18). En cuanto a las variables de proceso de la etapa H; pH, temperatura, cantidad de reactivo, consistencia y tiempo de reacción; las dos primera son las que más control requieren. El pH se lo debe mantener en valores superiores a 9 para evitar degradación de carbohidratos. Aunque las soluciones de hipoclorito generan un pH superior a 11, en el blanqueo se generan ácidos orgánicos y ácido clorhídrico lo que hace que disminuya la alcalinidad. Para mantener las condiciones requeridas se debe agregar inicialmente álcali adicional [NaOH ó Ca(OH)2] hasta llevar el pH inicial a 11,5 o hasta un máximo de 12,5. En general las etapas de blanqueo con hipoclorito se diseñan para un tiempo de retención de 1 - 2 horas cuando se emplean al comienzo de una secuencia donde el consumo de Cl2 activo en muy rápido y con tiempos sustancialmente mayores cuando se lo aplica al final de la secuencia (18).
6.1 DISEÑO DE LAS PRUEBAS Una vez fundamentada la teoría de por que se va a utilizar el hipoclorito de sodio como agente blanqueador procedemos a determinar las variables fundamentales, y diseñar el tipo de pruebas que se va a realizar. Para la realización de estas pruebas, hemos tomado como variables fundamentales; el tiempo de contacto de las fibras con la solución de hipoclorito de sodio y la razón licor; es decir los mililitros de solución usados por cada gramo de fibra tratada;. Para este tipo de pruebas la temperatura empleada fue la temperatura ambiente; adicionalmente siguiendo las indicaciones de la literatura encontrada se adicionó hidróxido de sodio a fin de mantener el pH en valores superiores a 12.debido
Tratamiento
Razón licor (g de
fibra: ml de sol)
Tiempo de contacto (min.)
pH
Masa aproximada de fibra tratada (8
cogollos c/u) (gr)
Volumen de solución
preparada
Hipoclorito de sodio* en solución acuosa al 10% Con NaOH
1:10
60 12.27 360 3600 90 12.15 360 3600
120 12.12 360 3600
1:15
60 12.26 360 5400 90 12.15 360 5400
120 12.10 360 5400
1: 20 60 12.28 360 7200 90 12.16 360 7200
120 12.11 360 7200

58
6.2 METODOLOGÍA DE LAS PRUEBAS En tinas plástica, se prepararon las soluciones con las requeridas y en dichas soluciones, se sumergieron varios cogollos de paja toquilla; como la densidad de la paja es bastante baja, esta tiende a flotar, razón por la cual nos vimos con la necesidad de colocarle un peso sobre las muestras, de manera tal que los cogollos queden completamente sumergidos en la solución.
Fig.31.- Pruebas de blanqueo realizadas con hipoclorito de sodio Una vez solucionado el problema ocasionado por la densidad de la fibra, se la dejo en contacto con la fibra durante los tiempos establecidos para cada prueba y controlando el pH. Una vez transcurrido dicho tiempo, se procedió a retirar las fibras y lavarlas con abundante agua de manera tal que el olor a cloro sea mínimo, una vez lavadas se escurren y se exponen al sol. 6.3 ASPECTOS PERJUDICIALES DEL USO DE HIPOCLORITO COMO
BLANQUEADOR DE PAJA TOQUILLA. El primer aspecto perjudicial del uso del hipoclorito es el hecho de que no se ha logrado el resultado que se esperaba, pues no se llegó a una coloración similar a la que se suele obtener en un proceso normal de Sahumado. El segundo aspecto perjudicial está en lo económico, pues si consideramos que el costo del galón de cloro es de $ 1,20 y que para las pruebas piloto se emplearon 540 ml para tratar solo 24 cogollos lo cual representa un costo de 5 centavos por cogollo. Esto representa que para poder tratar los 5 ochos que se tratan en un cajón de sahumado tendríamos que utilizar 18,15 galones, lo que significaría una inversión de $ 21.78; no obstante, esto se podría mejorar considerando los recipientes en los cuales se realiza el proceso, puesto que si se usaran recipientes de mayor diámetro y capacidad de solución, se podrían sumergir mayor cantidad de cogollos, lo cual reduciría este costo. 6.3.1 EFECTOS DEL HIPOCLORITO DE SODIO EN LA SALUD. Este producto es extremadamente destructivo de las membranas, del tracto respiratorio superior, ojos y piel. Es peligroso si se ingiere o se respiran sus vapores y puede absorberse a través de la piel. Los primeros síntomas de intoxicación son: sensación de quemado, tos, dolor de garganta, dificultad al respirar, náusea y vómito. Si se Inhala, puede provocar tos y después la irritación de los bronquios y su inflamación, lo mismo que a la laringe, produciendo neumonitis química y edema pulmonar.

59
Contacto con ojos: Los irrita. Contacto con la piel: Puede irritarla si el contacto es constante. Ingestión: Es irritante de las membranas mucosas, por lo que produce quemaduras en la boca. Además provoca dolor estomacal, náuseas, vómito, delirio y coma. Al ingerir disoluciones concentradas se pueden generar perforaciones en el estómago y esófago. En casos de suicidio por ingestión de este producto se ha encontrado que produce necrosis y hemorragia del tracto digestivo inferior, además de edema y enfisema pulmonar y metahemoglobinemia. 6.4. CONSECUENCIAS DEL USO DE HIPOCLORITO COMO
BLANQUEADOR DE PAJA TOQUILLA. La fibra no alcanza una coloración similar a la que se obtiene mediante el sahumado. Representa mayores costos, pues se trata menos cantidad de fibra en los baños de solución, y esto se ve agravado por el costo de los reactivos, y más aún la dificultad que podrían tener los artesanos en conseguir el Hidróxido de sodio ( puede ser reemplazado por sello rojo). En cuanto al tiempo se reduce de tres días a 8 horas de proceso (2 de contacto y 6 durante el secado).Lo cual permitiría aumentar la capacidad de producción; aunque esta seria de poca utilidad pues la calidad final de la fibra no es la deseada. Se Encontró un proceso de recuperación de fibra, pues cuando la fibra tarda mucho tiempo en secar, se presentan manchas verdes (moho), las cuales se eliminan en el tratamiento con hipoclorito, esto lo atribuimos a las propiedades desinfectantes de la solución. 6. 5 EVALUACIÓN DE CARACTERÍSTICAS FÍSICAS Y QUÍMICAS DE
LA FIBRA POST BLANQUEO CON EL SISTEMA 2. Al igual como se realizo con la fibra sin tratar y la sahumad, se evaluó las características físicas, químicas y organolépticas de la fibra blanqueada con hipoclorito de sodio. 6.5.1. PRUEBAS QUÍMICAS 6.5.1.a Preparación de la muestra para la caracterización química de la fibra Consistió del mismo proceso de molienda y tamizado que para los dos casos anteriores, es decir; cortar la fibra a ser analizada en trozos de 3 cm. de longitud, para luego molerla en molinote cuchillas Thomas, con malla de molino de 1mm, para luego mediante el empleo de tamices de malla 40 y 60, separar aquella porción de fibra molida que atravesó el tamiz malla 40 pero quedo retenida en el de malla 60.

60
6.5.1.b Humedad inicial (final) y Humedad de análisis (final) Esta prueba se la realizo a la fibra en dos estados, la primera denominada Humedad inicial, se la realizó a la fibra cortada en trozos de 3 cm. de longitud; y la otra que es la Humedad de análisis para la cual se tomo la muestra molida y tamizada.Los resultados obtenidos fueron: Humedad inicial = 4,8 % y Humedad de análisis = 5,44 %. 6.5.1.c Contenido de grasas En esta prueba se eliminan ceras, grasas y resinas; y es un paso previo a la determinación de lignina y de celulosa; este tratamiento se lo efectúa en un equipo de extracción Shoxlet y se usa como muestra la fibra tratada, es decir molida y tamizada. El resultado obtenido fue: 3,38 % de contenido de grasas. 6.5.1.d Contenido de lignina El contenido de lignina para el caso de la muestra tratada con hipoclorito, disminuyó, pero no tanto como en el sahumado, lo cual también es lógico pues npo se logro la misma capacidad de blanqueo que en el sistema anteriormente evaluado, lo cual indica que no se pudo eliminar gran cantidad de lignina, el valor del contenido de lignina es del 26,86 %. 6.5.2 Pruebas físicas 6.5.2. a Preparación de las fibras para el análisis de las características
físicas Se cortaron trozos de fibra de 10 cm. de largo, los mismos a los cuales se les registró el peso, esto se hizo para las tres subdivisiones en la parte inferior, intermedia y superior, cada una con 10 repeticiones. 6.5.2.b Pruebas en el tensiómetro. Se colocaron los trozos de fibra en el tensiómetro, y se registro tanto la fuerza máxima a la que fueron sometidos (en Newtons N) ; y el elongamiento ∆L (mm); para cada uno de estos.A manera general de todas las muestras, se observo que la parte intermedia era la que mayor fuerza resistía y esta resistencia también depende del grosor de la fibra; y de la presencia de quiebres en la misma.
CARGA MAX (N)
DELTA LONGITUD
(mm) TITULO-TEX (gr/m*1000)
TENACIDAD (cN/TEX)
Elongación a la Ruptura [%]
Mínimo
2,88
0,1665
180,93
1,1
0,37
Promedio 32,97 1,0388 471,02 6,24 2,05 Máximo 91,01 1,425 862,99 20,01 3,55
Cuadro 8.- Resultados de las pruebas en el tensiómetro para fibra tratada con Cloro

61
Capítulo 7
Sistema de blanqueo 3: Pruebas de Blanqueo con
Agua Oxigenada.

62
7 SISTEMA DE BLANQUEO 3: PRUEBAS DE BLANQUEO CON AGUA OXIGENADA.
El peróxido de hidrógeno (agua oxigenada) es uno de los compuestos más usados para el blanqueo tanto de fibras vegetales en la industria textil, como también de las pastas para pulpa de papel, debido a que no afecta la lignina, y además al momento de descomponerse no produce sustancias toxicas, ni dioxinas debido a que atacan enlaces no saturados en la lignina y también en la celulosa, por producción de radicales que no son selectivos. No obstante para que haya una correcta acción blanqueadora por parte de los reactivo oxigenados, es necesario que haya una excitación del oxigeno, y se convierta en oxigeno elemental, lo cual se logra mediante la adición de temperatura. El agua oxigenada reacciona con el material a blanquear y produce oxígeno activo, el cual eliminar el color de la fibra; vale la pena acotar que el oxigeno molecular se transforme en oxigeno activado, es necesario que el proceso se realice a altas temperaturas, hasta llegar a ebullición, y hay que tratar que el agua esté libre de hierro, pues las sales de hierro actúan como catalizador en la formación de oxicelulosa, la cual daña el material que se esta blanqueando. 7.1 DISEÑO DE LAS PRUEBAS Para la realización de las pruebas de blanqueo con agua oxigenada, se desarrollo unas pruebas en las cuales las variables fundamentales serían la concentración de la solución el tiempo de contacto y la relación licor, adicionalmente se iba aprobar el efecto residual que pudiera tener el baño de agua oxigenada en el cual se sumerge la fibra, y el efecto que tienen los estabilizadores de pH como el meta silicato en el proceso de blanqueo, a fin de optimizar el proceso, para esto se prepararan soluciones que tenían concentraciones de 1% , 2,5%, 5% y 10 % adicionalmente se preparo una solución al 1 %, a la cual se le adiciona NaOH y Meta silicato de sodio, siguiendo literatura encontrada, a fin de elevar el pH., sin embargo entre este proceso y aquel que no presentaba más que el agua oxigenada no hubo mayor diferencia, razón por lo cual el resto de ensayos se realizaron sin estos últimos agentes.
Prueba
RAZON LICOR (g de fibra: ml de sol)
TIEMPO DE CONTACTO
(min.) Agua oxigenada (100vol) en solución acuosa al 1 %
1:10
30 45 60
Agua oxigenada (100vol) en solución acuosa al 1 %
1:15
30 45 60
Agua oxigenada (100vol) en solución acuosa al 1 % y con adición de meta silicato de sodio y NaOH
1:15
30 45 60
Agua oxigenada (100vol) en solución acuosa al 2,5 %
1:15
30 45 60

63
7.2 METODOLOGÍA DE LAS PRUEBAS Se prepararon las soluciones se prepararan soluciones que tenían concentraciones de 1%, 2,5%, 5% y 10 % adicionalmente se preparo una solución al 1 %, a la cual se le adiciona NaOH y Meta silicato de sodio, siguiendo literatura encontrada, a fin de elevar el pH, y se las colocó en una olla, dentro de la cual se sumergieron varios cogollos de paja toquilla y se sometió a calentamiento durante los tiempos establecidos para cada prueba. Fig. 32.-Pruebas realizadas con agua oxigenada
Cocción de la paja toquilla con agua oxigenada
Luego de que se cumplía el tiempo establecido en cada prueba, se procedía a lavar una parte de las muestras empleadas y la otra no, esto se realizo con la finalidad de observar algún efecto residual del agua oxigenada y de igual manera se realizaron las pruebas con suavizante a fin de observar variaciones en la calidad final de la fibra. 7.3 ASPECTOS PERJUDICIALES DEL USO AGUA OXIGENADA
COMO BLANQUEADOR DE PAJA TOQUILLA. Como aspecto perjudicial del uso del agua oxigenada , solo se puede citar un indebido uso, que derive en intoxicaciones, ingesta o irritaciones producto del mismo.
7.3.1 EFECTOS DEL PERÓXIDO DE HIDRÓGENO EN LA SALUD.
Agua oxigenada (100vol) en solución acuosa al 5 %
1:10
30 45 60
1:15
30 45 60
1: 20
30 45 60
Agua oxigenada (100vol) en solución acuosa al 10 %
1: 20
30 45 60

64
. El peróxido de hidrógeno es muy irritante en concentraciones altas, ya que causa quemaduras temporales al desprenderse en la reacción el oxígeno.
El peróxido de hidrógeno de uso doméstico al 3% no puede ser usado para ingerir o para ningún tratamiento de oxigenoterapia ya que contiene gran cantidad de estabilizantes y metales que son muy dañinos al cuerpo humano, el peróxido para terapias tiene que ser peróxido puro, sin ningún tipo de metal ni estabilizadores y su concentración es menor al 3%. El peróxido de hidrógeno es tóxico, e incluso puede causar embolias al descomponerse dentro del aparato digestivo debido a liberación de burbujas de oxigeno
Inhalar el producto para uso doméstico (3%) puede producir irritación de las vías respiratorias, mientras que el contacto con los ojos puede producir leve irritación de los ojos. Inhalar vapores de las soluciones concentradas (más del 10%) puede producir grave irritación pulmonar.
La ingestión de soluciones diluidas de peróxido de hidrógeno puede inducir vómitos, leve irritación gastrointestinal, distensión gástrica, y en raras ocasiones, erosiones o embolismo (bloqueo de los vasos sanguíneos por burbujas de aire) gastrointestinal. Ingerir soluciones de 10-20% de concentración produce síntomas similares, sin embargo, los tejidos expuestos pueden también sufrir quemaduras. Ingerir soluciones aun más concentradas, además de lo mencionado anteriormente, puede también producir rápida pérdida del conocimiento seguido de parálisis respiratoria.
El contacto de una solución del 3% de peróxido de hidrógeno con los ojos puede causar dolor e irritación, sin embargo las lesiones graves son raras. La exposición a soluciones más concentradas puede producir ulceración o perforación de la córnea. El contacto con la piel puede producir irritación y descoloramiento pasajero de la piel y el cabello.
7.4. CONSECUENCIAS DEL USO DE AGUA OXIGENADA COMO
BLANQUEADOR DE PAJA TOQUILLA. Se logra obtener una fibra igual a la que es resultado del sahumado, solo que mediante un proceso no toxico, que permitiría que todos los artesanos lo incluyan dentro del proceso normal de obtención de la fibra y deje de ser opcional, lo cual generaría mayores ingreso parea ellos. Como consecuencia directa se tiene la disminución del tiempo de obtención de la fibra blanqueada, pues se reduciría de tres días a 8 horas 45 minutos, con lo que se podría aumentar la producción. Elaboración de un patrón de color, a fin de clasificar la paja blanqueada, según el grado de blancura que se alcance. 7.5 EVALUACIÓN DE CARACTERÍSTICAS FÍSICAS Y QUÍMICAS DE
LA FIBRA POST BLANQUEO CON EL SISTEMA 3.

65
Al igual que en los casos anteriores evalúo las características de las fibras y se noto mejoras en lo referente a la textura según la evaluación de los artesanos; el resto de parámetros físicos y químicos presentaron valores muy similares a los de las otras variedades de fibra. 7.5.1. PRUEBAS QUÍMICAS 7.5.1.a Preparación de la muestra para la caracterización química de la fibra Consistió del mismo proceso de molienda y tamizado que para los dos casos anteriores, es decir; cortar la fibra a ser analizada en trozos de 3 cm. de longitud, para luego molerla en molino de cuchillas Thomas, con malla de molino de 1mm, para luego mediante el empleo de tamices de malla 40 y 60, separar aquella porción de fibra molida que atravesó el tamiz malla 40 pero quedo retenida en el de malla 60. 7.5.1.b Humedad inicial (final) y Humedad de análisis (final) Esta prueba se la realizo a la fibra en dos estados, la primera denominada Humedad inicial, se la realizó a la fibra cortada en trozos de 3 cm. de longitud; y la otra que es la Humedad de análisis para la cual se tomo la muestra molida y tamizada. Los resultados obtenidos fueron: Humedad inicial = 5,28 % y Humedad de análisis = 5,35 %. 7.5.1.c Contenido de grasas En esta prueba se eliminan ceras, grasas y resinas; y es un paso previo a la determinación de lignina y de celulosa; este tratamiento se lo efectúa en un equipo de extracción Shoxlet y se usa como muestra la fibra tratada, es decir molida y tamizada. El resultado obtenido fue: 3,50 % de contenido de grasas. 7.5.1.d Contenido de lignina El contenido de lignina para el caso de la muestra tratada con hipoclorito, disminuyó, pero no tanto como en el sahumado, lo cual también es lógico pues npo se logro la misma capacidad de blanqueo que en el sistema anteriormente evaluado, lo cual indica que no se pudo eliminar gran cantidad de lignina, el valor del contenido de lignina es del 19,16 %. 7.5.2 Pruebas físicas 7.5.2. a Preparación de las fibras para el análisis de las características
físicas Se cortaron trozos de fibra de 10 cm. de largo, los mismos a los cuales se les registró el peso, esto se hizo para las tres subdivisiones en la parte inferior, intermedia y superior, cada una con 10 repeticiones.
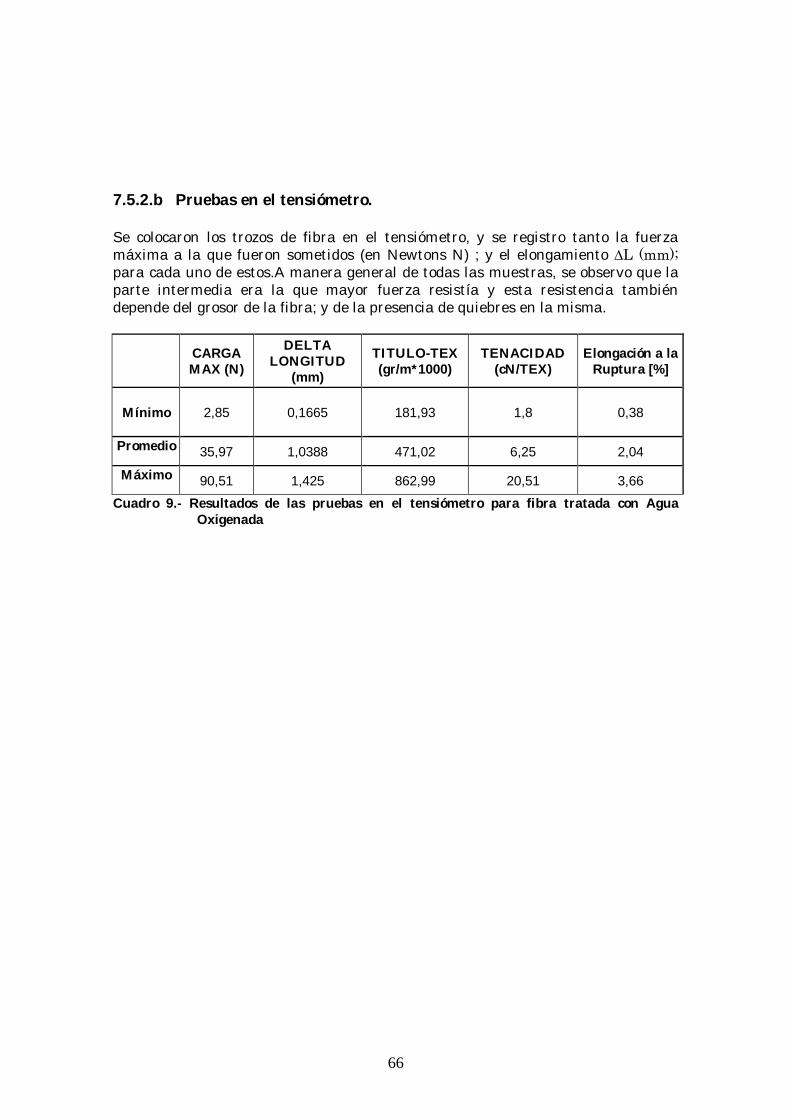
66
7.5.2.b Pruebas en el tensiómetro. Se colocaron los trozos de fibra en el tensiómetro, y se registro tanto la fuerza máxima a la que fueron sometidos (en Newtons N) ; y el elongamiento ∆L (mm); para cada uno de estos.A manera general de todas las muestras, se observo que la parte intermedia era la que mayor fuerza resistía y esta resistencia también depende del grosor de la fibra; y de la presencia de quiebres en la misma.
CARGA MAX (N)
DELTA LONGITUD
(mm) TITULO-TEX (gr/m*1000)
TENACIDAD (cN/TEX)
Elongación a la Ruptura [%]
Mínimo
2,85
0,1665
181,93
1,8
0,38
Promedio 35,97 1,0388 471,02 6,25 2,04 Máximo 90,51 1,425 862,99 20,51 3,66
Cuadro 9.- Resultados de las pruebas en el tensiómetro para fibra tratada con Agua Oxigenada

67
Capítulo 8
Resultados

68
8 RESULTADOS. Las alternativas que se evaluaron fueron la utilización de soluciones de Hipoclorito de sodio y agua oxigenada, y se encontró que los procesos de blanqueo no afectan su resistencia física, el de agua oxigenada mejora la suavidad y maleabilidad, y que en los procesos de blanqueo se logra reducir el contenido de lignina. Y los resultados que hemos encontrado nos permiten encontrar que el proceso optimo para realizar la etapa de blanqueo de la fibra paja toquilla es el de agua oxigenada, por que no es toxico, no difiere mucho en costos y da buenos resultados, teniendo como valor agregado el hecho de que por ser mas corto permitirá aumentar la productividad.
8.1 RESULTADO DE LAS PRUEBAS DE BLANQUEO MEDIANTE LA
UTILIZACIÓN DE HIPOCLORITO De manera general, las pruebas de hipoclorito, fueron las que menor grado de blanqueo de fibra presentaron, pues la coloración final de las fibras no difiere de las pajas que no han sido tratadas con ningún agente blanqueador, En el muestrario 1, se pueden observar, los resultados de las 9 pruebas realizadas con Hipoclorito ( 3 distintos tiempos para cada una de las 3 concentraciones) , vale la pena recalcar que entre las distintas concentraciones de hipoclorito, no hubo mayor diferencia en los resultados. Dentro de las características de la fibra tales como la resistencia; la elasticidad y la sensación al tacto; no se han visto afectadas; de igual manera el contenido de grasas y la humedad presentan valores similares tanto a la fibra sin blanquear como a los de la fibra sahumada; no ocurre lo mismo en el contenido de lignina.
Característica valor Valor de referencia ( fibra sin blanquear)
Humedad de análisis % 5,44
5.55
Humedad Inicial % 4,8 6.95.28 Contenido de grasas % 3.38 3.74 Contenido de Lignina % 26.86 29.40 Cuadro 10.- resultado de la caracterización química de la fibra blanqueada con hipoclorito En cuanto a la caracterización organoléptica tenemos que la fibra blanqueada con hipoclorito arroja buenos resultados en lo referente al tacto, y la textura, pero no así en lo referente a la apariencia pues su color no es el adecuado y se presentaron determinadas variaciones en el tono, es decir no presentaba una tonalidad uniforme del color.

69
Muestrario 1.- Pruebas con Hipoclorito de sodio
* Hipoclorito de Sodio con concentración inicial al 10%
TRATAMIENTO
RAZON LICOR (g de fibra: ml de sol)
TIEMPO DE CONTACTO
(min.)
MUESTRA
Hipoclorito de sodio* en solución acuosa al 10% .
1:10
60
90
120
1:15
60
90
120
1: 20
60
90
120

70
8.2 RESULTADO DE LAS PRUEBAS DE BLANQUEO MEDIANTE LA
UTILIZACIÓN DE AGUA OXIGENADA Las pruebas con agua oxigenada, nos dieron un mayor grado de blanqueo, que las de hipoclorito, en todas las fibras evaluadas, pero solamente en concentraciones del 5 y el 10% pues en las concentraciones menores el grado de blanqueo fue mínimo; por lo tanto se determina como optima la concentración al 5% pues esta implica un menor consumo de reactivo y se puede reutilizar las soluciones hasta para dos cocinadas más; el color que se obtuvo fue muy similar y según algunos de los comuneros de Barcelona fue incluso mejor que un proceso normal de sahumado. Dentro de las características de la fibra tales como la resistencia; la elasticidad y la sensación al tacto; no se han visto afectadas; no obstante al ser sometidas a una cocción 60 minutos se noto que la fibra empieza a cambiar su aspecto final, y algunas de las hebras no se enrollan completamente luego del secado; igualmente si son expuestas a tiempos superiores a 45’ pero en soluciones más concentradas( 10%) se puede apreciar que en el cogollo (base del tallo) se presenta una especie de deshilado de la fibra ; por lo tanto se tomo como proceso óptimo de blanqueo la concentración de 5% con un tiempo de proceso de 45’ ; de igual manera el contenido de cenizas; la humedad; y la solubilidad en agua, presentan valores similares ala de la fibra sahumada; y a la fibra tratada con hipoclorito. El muestrario 2 nos presenta los resultados de todas las pruebas tratadas con agua oxigenada.
Característica valor Valor de referencia ( fibra sin blanquear)
Humedad de análisis % 5.35 5.55 Humedad Inicial % 5.28 6.95.28 Contenido de grasas % 3.50 3.74 Contenido de Lignina % 19.16 29.40 Cuadro 11.- resultado de la caracterización química de la fibra blanqueada con Agua Oxigenada En cuanto a la caracterización organoléptica tenemos que la fibra blanqueada con agua oxigenada contó con mayor aceptación entre los artesanos pues tuvo buenos resultados en lo referente al tacto, y la textura, de igual manera que en su color y apariencia, a tal punto de que ciertos artesanos la confundieron con la fibra sahumada, y a las tejedoras les pareció mas suave y maleables que las otras fibras..

71
Muestrario 2 .- Pruebas con Agua Oxigenada
TRATAMIENTO
RAZON LICOR (g de fibra: ml de sol)
TIEMPO DE CONTACTO
( min.)
MUESTRA
Agua oxigenada (100vol) en solución acuosa al 1 %
1:10
30
45
60
Agua oxigenada (100vol) en solución acuosa al 1 %
1:15
30
45
60
Agua oxigenada (100vol) en solución acuosa al 1 % y con adición de meta silicato de sodio y NaOH
1:15
30
45
60
Agua oxigenada (100vol) en solución acuosa al 2,5 %
1:15
30
45
60

72
Muestrario 2 .- Pruebas con Agua Oxigenada (continuación)
TRATAMIENTO
RAZON LICOR
(g de fibra: ml de sol)
TIEMPO DE CONTACTO
( min.)
MUESTRA
Agua oxigenada (100vol) en solución acuosa al 5 %
1:10
30
45
60
1:15
30
45
60
1: 20
30
45
60
Agua oxigenada (100vol) en solución acuosa al 10 %
1:20
30
45
60

73
8.3 COMPARACIÓN DE LOS RESULTADOS OBTENIDOS,
MEDIANTE LOS TRES SISTEMAS DE BLANQUEO. Según los resultados obtenidos, podemos darnos cuenta, que el blanqueo con agua oxigenada permite obtener fibras con un mayor grado de blanqueo, y reduce los tiempos de procesos, sin encarecerlo tanto pues solo aumenta en 0,05 Cts/ cogollo; lo cual es un valor que si podría ser asumible por los artesanos, pues las diferencias en los costos de venta existentes entre un bulto (3024 cogollos) la fibra son de $ 2,00 sin blanquear y $ 5,00 la blanqueada; de los cuales para el sahumado tradicional se invierten $ 2,27 y se toman tres días; y no todos los artesanos se atreven a realizarlo por motivos de salud; mientras que con el proceso de agua oxigenada invertirían $ 2,42 pero en los tres días que tarda el proceso de sahumado se podrían realizar mínimo tres procesos de blanqueo ( uno por día) y se trata de un proceso no tóxico. El blanqueo con Hipoclorito a demás de ser ligeramente más extenso que el de los procesos con agua oxigenada no logran un color de fibra deseable, es decir similar al obtenido mediante el proceso tradicional de sahumado; es más prácticamente no se presentan diferencias en comparación con las fibras que no han sido tratadas. Para una mejor interpretación de los resultados en lo referente a la textura y apariencia de la fibra, se aprovecho el criterio de las personas de la planta, debido a su experiencia en el proceso de blanqueo de la fibra, las muestras con mejores resultados fueron más de una muestra contó con la aprobación de los comuneros, El muestrario 3 nos permitirá visualizar la diferencia entre los grados de blanqueo obtenidos, en los dos procesos no tradicionales; el proceso tradicional de sahumado con azufre y a su vez comparar la diferencia entre una fibra blanqueada y una sin
blanquear. y el cuadro 15 comparara las características de las fibras obtenidas por los tres procesos.
Característica
FIBRA Sin
blanquear sahumada Blanqueada con
hipoclorito Blanqueada
con agua

74
Cuadro 12 .- Comparación de las propiedades entre las fibras tratadas.
Muestrario 3 .- Comparación visual entre los mejores resultados
TABLA DE RESULTADOS
oxigenada Humedad de análisis % 5.55 5.15 5,44 5.35 Humedad Inicial % 6.95.28 6.1 4,8 5.28 Contenido de grasas % 3.74 3.51 3.38 3.50 Contenido de Lignina % 29.40 18.56 26.86 19.16 maleabilidad maleable maleable maleable Muy maleable textura Rígida Rígida Rígida Suave Grado de blanqueado Malo Bueno Malo Bueno Uniformidad de color Bueno Bueno Regular Bueno
TRATAMIENTO
MUESTRA
TESTIGO (muestra sin blanquear)
Observaciones y
Conclusiones
Sahumado
Buen color. Proceso nocivo
debido a vapores tóxicos
Proceso largo entre dos y tres días
Costo : 0,75 ctvs/cogollo
Agua oxigenada (100vol) en solución acuosa al 5 % ( R.L: 1:15) Tiempo= 45 min.
Buen color. Proceso más
amigable Proceso corto 45
minutos de cocción y 6 horas de secado.
Costo: 0,80 Ctvs/cogollo
Hipoclorito de sodio* en solución acuosa al 10% ( R.L: 1:15)
Color no deseado. Proceso amigable,
aunque posible formación de dioxinas en el residuo

75
Capítulo 9
Conclusiones y Recomendaciones
Tiempo=120 min.
Proceso corto 2 horas de cocción y 6 horas de secado.
Costo: 5 Ctvs/cogollo

76
9.1 CONCLUSIONES.
El sector de las artesanías en el país es uno de aquellos sectores que no están completamente explotados, debido a la falta de potencialización de las capacidades productivas, mediante capacitación mejoras de infraestructuras y un mejor estatus de vida de aquellos comuneros que se dedican a dicha actividad.
Es importante el apoyo al desarrollo de los sectores agro artesanales, debido a que a pesar de ser uno de los pilares de la economía del país y un referente cultural y social de las características autóctonas y habilidades ancestrales de los artesanos, paradójicamente son estos artesanos, los que a pesar de su dedicación, esfuerzo y habilidad innata reciben los menores réditos del fruto de su trabajo.
Una mejora en la etapa de blanqueo de la fibra paja toquilla, significará un paso importante dentro de la visión de mejoras en el proceso artesanal de obtención de la fibra vegetal paja toquilla, tal como se lo realiza en la comuna Barcelona, pues no solo hará que el artesano reciba una mayor remuneración la cual le permitirá vivir mejor; si no que además preservara su salud, al no tener que estar en contacto con los vapores de

77
azufre que son tan nocivos, y ya han causado intoxicaciones en los comuneros.
El etapa de blanqueo de la fibra vegetal paja toquilla, que actualmente se realiza mediante el proceso de sahumado, representa un riesgo para la salud de los artesanos dedicados a la obtención de la fibra; y además está limitando los ingresos que pueden recibir los artesanos, pues un bulto de fibra sin blanquear se lo comercializa a $menor precio que la blanqueada .
De entre los procesos de blanqueo no tradicionales evaluados, podemos concluir que mejor resultado nos brinda la aplicación de agua oxigenada, pues no difiere mucho en costos con el actual proceso de sahumado, pero si reduce los tiempos de proceso hasta en 67% (de tres días a 8 horas).
El proceso de blanqueo con agua oxigenada permitirá aumentar la productividad de la planta, generando más ingresos y sin afectar la salud de los artesanos pues se trata de un proceso no tóxico y amigable con el medio ambiente.
El hipoclorito de sodio, no causa mayores efectos blanqueadores sobre la fibra paja toquilla, no obstante en los casos en que la fibra presentaba manchas verdes (posiblemente moho u hongos) producidas por la tardía pérdida de humedad, si permitía eliminar parte de las manchas…razón por la cual si bien nos se la puede considerar para aplicar como método de blanqueo, se puede utilizar para recuperar material vegetal.
La paja toquilla, es una fibra que posee la propiedad de ser maleable, y dicha propiedad se be en parte a su composición química, que presenta un contenido de celulosa de y de lignina, los cuales le permite ser maleables mientras la fibra este seca, y totalmente deformables ale estar húmeda.

78
Se pudo concluir que no hay mayor diferencia en lo referente a la resistencia a la elongación entre fibras sahumadas, sin sahumar, y las blanqueadas mediante métodos no tradicionales.
La acción de los agentes blanqueadores no a afectado las características químicas ni físicas evaluadas en la fibra, pues no presentan diferencias, en comparación con la fibra sahumada ni con la fibra natural que no ha sido sometida a ningún tratamiento de blanqueo.
9.2 RECOMENDACIONES
Evaluar la posibilidad de combinar en una sola etapa del proceso la cocción y el blanqueo mediante la adición del agua oxigenada en el agua de cocción
Fomentar la implementación del proceso de blanqueo mediante agua oxigenada en lugar del sahumado con azufre, a fin de preservar la salud de los artesanos dedicados a la actividad toquillera
Revisar el actual proceso de obtención de fibra a fin evaluar las posibles mejoras que se puedan aplicar a cada una de las etapas para mejorar la calidad de vida de los artesanos relacionados con la actividad toquillera y poder fomentar el desarrollo de las artesanías a nivel nacional.
Establecer patrones de color en la fibra previa a la comercialización mediante muestrarios que clasifiquen la calidad de la fibras según el nivel de blanqueo alcanzado, en el proceso, lo cual permitiera estandarizar la calidad final, pues actual mente esto se realiza de manera

79
muy sujetiva, pues queda al criterio y “buen ojo” de cada artesano, razón por la cual se han producido diferencias en las apreciaciones de la fibra final.
Capitulo 10
Referencias y Bibliografía

80
(1) Simbaña, A.; Fibras naturales. Alternativa para el desarrollo nacional; PUCE
http://www.sica.gov.ec/agronegocios/productos%20para%20invertir/fibras/fibras_naturales_alternativa.pdf
(2) FAO; Principales productos forestales no madereros http://www.fao.org/docrep/t2360s/t2360s04.htm
(3) Ríos, C.; Productores y exportadores ya cuentan con una asociación que posicione al sombrero de paja toquilla en el mundo; CORPEI; Boletín Ecuador Exporta # 14; febrero del 2007 http://www.corpei.org/data/boletines/boletin_200702.pdf
(4) MICIP ; Análisis de la competitividad de las artesanías del Ecuador ; Septiembre 2001
(5) Ecuadorexporta.org. Informes de perfiles de productos exportables del ecuador
www.ecuadorexporta.org/productos_down/perfil_producto_paja_toquilla560.pdf
(6) García, L.; Producción y procesamiento de paja toquilla en las comunidades de la
Cordillera Chongón – Colonche; proyecto SICA ; servicio de información agropecuaria del ministerio de agricultura y ganadería del Ecuador www.sica.gov.ec/agronegocios/consejos_consultivos/consejos/fibras/3er_congreso/pajatoquilla_chongon.htm
(7) Burbano, M.; Manejo de paja toquilla por grupos locales del Ecuador. Fundación Ecociencia, Quito, Ecuador www.joethejuggler.com/Funbotanica/Resumenes/Burbano.html

81
(8) Rodríguez, M.; Chiluiza, V.; “El sombrero de paja toquilla como atractivo cultural y su propuesta: la ruta del sombrero”; Tesis de grado de licenciatura en turismo; 2003.
(9) Recipapel; Fabricación de pasta de fibra virgen.
www.reciclapapel.org/htm/info/tecnica/ciclo/fabricapv.asp (10) María Leonor Aguilar, M. ; Datos tomados del libro Tejiendo la vida Editado por
el CIDAP; publicado en la revista identidades de la misma editorial. (11) CORPEI – Centro de Inteligencia Comercial (CICO); Perfil del producto :Paja
Toquilla ; Junio 2006
(12) González, D.; Los Productos Naturales No Maderables (PNNM): Estado del arte de la investigación y otros aspectos. Biocomercio Sostenible, Instituto de Investigación de Recursos Biológicos “Alexander von Humboldt”. Bogotá, Colombia. 2003
(13) Escobar, C.; Blanqueo, tintorería, acabados y estampación textil, primera
edición; Editorial Tecnológico de Costa Rica ,1996. (14) Hollen, N. ; Introducción a los textiles; 1989. (15) Tablas: Man-Made Fiber Chart, Textile World (1970). Properties of the Man-
Made Fiber, Textile Industries (1971/1972). Man-Made Fiber Deskbook, Modern Textiles (Marzo, 1977).
(16) Boletines: Textiles Fibers and Their Properties, AATCC Council on Technology 1977 Technical bulletins, Du Pont, Celanese, and Monsanto Man Made Fiber Fact Book, Man Made Fiber Producers Asociation Inc. 1974, 1977.
(17) Valastegui, D.; Aplicación de colorantes dispersos a la paja toquilla; Tesis
de grado previa a la obtención del título de Ingeniero Químico; Escuela Politécnica Nacional; Quito; 1974.

82
(18) BLANQUEO DELIGNIFICANTE; FUNDAMENTOS DE LA PRODUCCIÓN DE PASTAS CELULÓSICAS” II Cuatrimestre 2007 - Instituto de Tecnología Celulósica.


















